PRA
(Sodium
RANCAN
m Palmita
DEN
UN
NGAN PA
at) DARI N
NATR
GAN KA
Diajukan U UjianJU
DEPART
FA
NIVERSI
ABRIK P
NETRAL
RIUM HI
APASITAS
TUGAS A Untuk Memn Sarjana T
Oleh
UKI PUR
08040
TEMEN T
AKULTAS
ITAS SUM
MED
201
PEMBUA
LISASI A
IDROKSI
S 4.500 T
KATA PENGANTAR
Syukur Alhamdulillah penulis panjatkan kepada Tuhan YME. yang masih
memberi ampunan dan karunia, kemudian shalawat kepada Rasulullah
Muhammad SAW yang tak berujung suri tauladannya, sehingga penulis dapat
menyelesaikan Tugas Akhir ini yang berjudul ‘Prarancangan Unit Pembuatan
Sodium Palmitat Dari Asam Palmitat Dan Natrium Hidroksida Dengan
Kapasitas 4.500 Ton/Tahun’.
Penyusunan Tugas akhir ini sebagai salah satu syarat yang harus
dilaksanakan agar dapat mengikuti sidang sarjana pada Departemen Teknik
Kimia, Fakultas Teknik Universitas Sumatera Utara.
Terima kasih tak terhingga kepada orang tua tercinta, yang terus menerus
memberikan doa, bimbingan dan menyekolahkan penulis hingga tingkat
universitas, serta saudara-saudaraku yang tetap memberikan bantuan, dukungan
dan tauladan, yang menjadi pengorbanan tak pernah terbalaskan.
Dalam kesempatan ini, saya juga menyampaikan salam dan rasa terima
kasih kepada semua pihak yang telah banyak membantu, baik secara langsung
maupun tak langsung selama penulis menyelesaikan sekolah/kuliah :
1. Dr. Halimatuddahliana, ST, MSc sebagai Dosen Pembimbing I yang telah
memberikan arahan selama menyelesaikan tugas akhir ini.
2. Ir. Kartini Noor Hafni, MT sebagai Dosen Pembimbing II yang telah
memberikan arahan selama menyelesaikan tugas akhir ini.
3. Dr. Ir. Eng. Irvan, MSi sebagai Ketua Departemen Teknik Kimia FT USU.
4. Ir. Renita Manurung, MT sebagai Koordinator Tugas Akhir Departemen
Teknik Kimia FT USU.
5. Seluruh Dosen Pengajar Departemen Teknik Kimia, Fakultas Teknik,
Universitas Sumatera Utara yang telah memberikan ilmu kepada penulis
selama menjalani studi.
6. Para pegawai administrasi Departemen Teknik Kimia yang telah memberikan
bantuan kepada penulis selama mengenyam pendidikan di Deparetemen
Teknik Kimia.
7. Dan yang paling istimewa Orang tua penulis yang tidak pernah lupa
8. Teman seperjuangan Rizki Martua Hsb. sebagai partner penulis dalam
penyelesaian Tugas Akhir, Aga Nugraha, Ari, Richad, Vandi, Febriansyah a.r,
Edenta (opung),Rendi, anggota “PASKAS” dan seluruh stambuk ’04 dan
’05/08, serta tak lupa juga Adi sebagai teman yang peduli.
9. Teman-teman ’08 dan Adik-adik junior stambuk ’09 dan ’10.
10.Seluruh Pihak yang tidak dapat disebutkan satu per satu namanya yang juga
turut memberikan bantuan kepada penulis dalam menyelesaikan tugas akhir
ini.
Dan Semua pihak yang tidak mungkin disebutkan seluruhnya atas
dukungan, bantuan dan kebaikan kepada penulis. Hanya kepada Allah sajalah
penulis tumpukan balasan atas segala hal karena Ia Maha Adil dan sebaik-baik
pemberi ganjaran.
Penulis menyadari bahwa tugas akhir ini masih belum sempurna karena
hakikat ilmu pengetahuan senantiasa berkembang, untuk itu penulis
mengharapkan kritik dan saran guna peningkatan mutu tugas akhir dimasa yang
akan datang. Akhir kata, semoga tulisan ini bermanfaat bagi semua.
Medan, juli 2011
Penulis,
INTISARI
Nodle soap (sodium palmitic) ini diperoleh melalui netralisasi asam palmitat dengan natrium hidroksida yang dikenal sebagai netralisasi asam lemak pada temperatur dan tekanan yang tidak terlalu tinggi.
Pabrik pembuatan noodle soap (sodium palmitic) ini direncanakan berproduksi dengan kapasitas 4.500 ton/tahun dengan masa kerja 330 hari dalam satu tahun. Lokasi pabrik direncanakan di daerah di daerah KIM STAR, Tanjung Morawa, Medan, Propinsi Sumatera Utara, dengan luas areal 11.050 m2. Tenaga kerja yang dibutuhkan 135 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang Direktur dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik pembuatan noodle soap (sodium palmitic)
ini adalah sebagai berikut:
Modal Investasi : Rp 208.029.491.085,- Biaya Produksi : Rp 60.320.694.196,- Hasil Penjualan : Rp 141.887.987.842,- Laba Bersih : Rp 56.829.120.024,- Profit Margin : 57,20 %
Break Even Point : 35,50 % Return on Investment : 27,32 % Return on Network : 45,53 % Pay Out Time : 3,66 tahun Internal Rate of Return : 35,073 %
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa Pabrik
Pembuatan noodle soap (sodium palmitic) dari asam palmitat dan natrium
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... x
DAFTAR TABEL ... xi
BAB I PENDAHULUAN
1.1.Latar Belakang ...I-1
1.2.Tujuan Prarancangan ...I-3
1.3.Batasan Masalah ...I-3
1.4.Bahan Baku Utama Dan Penolong
1.4.1. Bahan Baku Utama ...I-4
1.4.2. Bahan Baku Penolong ...I-5
1.5.Faktor-faktor Yang Mempengaruhi Proses ...I-6
1.6.Asam Palmitat ...I-7
1.7.Noodle soap ...I-8
BAB II PERENCANAAN PROSES
2.1. Proses Pembuatan Sabun ... II-1
2.1.1. Saponifikasi ... II-1
2.1.2. Netralisasi ... II-2
2.2. Pemilihan Proses ... II-3
2.3. Deskripsi Proses ... II-4
BAB III NERACA BAHAN
3.1. Neraca Bahan ... III-1
3.1.1. Tangki 02(T-02) ... III-2
3.1.2. Tangki 03(T-03) ... III-2
3.1.3. Mixer 01(M-01) ... III-2
3.1.4. Mixer 02(M-02) ... III-3
3.1.5. Evaporator 01(V-01) ... III-3
3.1.6. Evaporator 02(V-02) ... III-4
3.1.7. Vacum Spray Chamber 01(VSC-01) ... III-4
BAB IV NERACA ENERGI
4.1. Neraca Bahan ... IV-1
4.1.1. Tangki 01(T-01) ... IV-2
4.1.2. Mixer 01(M-01) ... IV-2
4.1.3. Mixer 02(M-02) ... IV-3
4.1.4. Evaporator 01(V-01) ... IV-3
4.1.5. Evaporator 02(V-02) ... IV-3
4.1.6. Vacum Spray Chamber 01(VSC-01) ... IV-4
BAB V SPESIFIKASI PERALATAN ... IV-1
5.1. Tangki Asam Palmitat ... V-1
5.2. Tangki NaOH ... V-1
5.3. Tangki NaCl ... V-2
5.4. Tangki Aditif ... V-3
5.5. Bucket Elevator ... V-3
5.6. Mixer 01 ... V-4
5.8. Evaporator 01 ... V-6
5.9. Evaporator 02 ... V-6
5.10. Vacum Spray Chamber(VSC- 01) ... V-7
5.11. Plodder dan Chiller ... V-7
5.12. Pompa-01 (P-01) ... V-8
5.13. Pompa-02 (P-02) ... V-8
5.14. Pompa-03 (P-03) ... V-8
5.15. Pompa-04 (P-04) ... V-9
5.16. Pompa-05 (P-05) ... V-9
5.16. Pompa-06 (P-06) ... V-9
5.17. Pompa-07 (P-07) ... V-10
5.18. Pompa-08 (P-08) ... V-10
5.19. Pompa-09 (P-01) ... V-10
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA
6.1. Instrumentasi ... VI-1
6.1.1. Pengukuran Temperatur ... VI-3
6.1.2. Pengukuran Tekanan dan Kevakuman ... VI-4
6.1.3. Pengukuran Volume ... VI-5
6.1.4. Pengukuran Laju Alir ... VI-5
6.1.5. Pengukuran Level Cairan ... VI-6
6.2. Keselamatan Kerja ... VI-8
6.2.1. Keselamatan Kerja Umum ... VI-9
6.2.2. Keselamatan Kerja Khusus ... VI-10
BAB VI I UTILITAS DAN SARANANYA
7.2. Kebutuhan Air ... VII-3
7.3. Kebutuhan Bahan Kimia ... VII-5
7.4. Kebutuhan Listrik ... VII-5
7.5. Kebutuhan Bahan Bakar ... VII-17
7.6. Unit Pengolahan limbah ... VII-19
7.7. Spesifikasi Peralatan ... VII-22
BAB VIII TATA LETAK PABRIK DAN LOKASI PABRIK
8.1. Gambaran Umum ... VIII-1
8.2. Lokasi Pabrik ... VIII-1
8.3. Tata Letak Pabrik ... VIII-3
8.4. Perincian Luas Tanah ... VIII-5
BAB IX MANAJEMEN ORGANISASI
9.1. Pengertian Manajemen ... IX-1
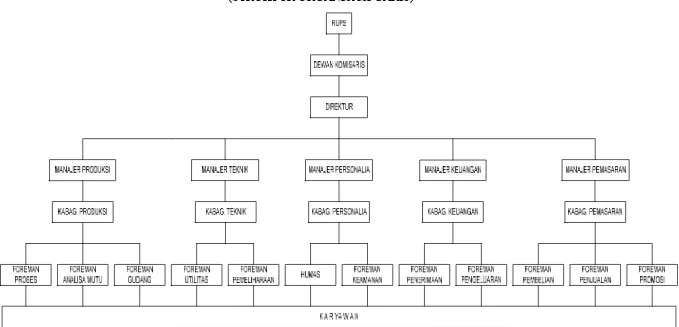
9.2. Bentuk Badan Usaha ... IX-1
9.3. Struktur Organisasi ... IX-2
9.4. Tugas, Wewenang Dan Tanggung Jawab ... IX-3
9.5. Tenaga Kerja, Jam Kerja Dan Sistem Pengupahan
9.5.1. Tenaga Kerja ... IX-12
9.5.2. Jam Kerja ... IX-13
9.5.3. Sistem Pengupahan ... IX-14
BAB X EKONOMI DAN PEMBIAYAAN
10.1. Modal Investasi ... X-1
10.1.1. Modal Investasi Tetap ... X-2
10.1.2. Modal Kerja ... X-2
10.3. Biaya Produksi Total ... X-3
10.1.1. Biaya Tetap ... X-4
10.1.2. Biaya Variabel ... X-4
10.4. Perkiraan Laba/Rugi ... X-5
10.5. Aspek Analisa Ekonomi ... X-5
10.5.1. Profit Margin (PM) ... X-5
10.5.2. Break Event Point (BEP) ... X-5
10.5.3. Return Of Investment (ROI) ... X-6
10.5.4. Pay Out Time (POT) ... X-6
10.5.4. Internal Rate of Return (IRR) ... X-6
BAB XI KESIMPULAN DAN SARAN
XI.1. Kesimpulan ... XI-01
DAFTAR PUSTAKA ... xv
LAMPIRAN A. PERHITUNGAN NERACA BAHAN ...LA-1
LAMPIRAN B. PERHITUNGAN NERACA BAHAN... LB-2
LAMPIRAN C. PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D. PERHITUNGAN SPESIFIKASI PERALATAN
UTILITAS ...LD-1
LAMPIRAN E. PERHITUNGAN EKONOMI DAN
DAFTAR GAMBAR
Halaman
Gambar 3.1. Flowsheet pembuatan sodium palmitat dari asam palmitat
dan natrium hidroksida ... III-10
Gambar 6.1. Flowsheet utilitas pembuatan sodium palmitat dari
asam palmitat dan natrium hidroksida ... VI-28
Gambar 8.1. Struktur organisasi perusahaan ... VIII-14
Gambar LA-1. Neraca bahan pada tangki 02 ... LA-03
Gambar LA-1. Neraca bahan pada tangki 02 ... LA-03
Gambar LA-2. Neraca bahan pada tangki 03 ... LA-05
Gambar LA-3. Neraca bahan pada mixer 01 ... LA-06
Gambar LA-4. Neraca bahan pada mixer 02 ... LA-09
Gambar LA-5. Neraca bahan pada heat exchanger 01 ... LA-11
Gambar LA-6. Neraca bahan pada heat exchanger 02 ... LA-12
Gambar LA-7. Neraca bahan pada VLS 01 ... LA-14
Gambar LA-8. Neraca bahan pada VSC 01 ... LA-15
Gambar LA-9. Neraca energi pada tangki 01 ... LA-22
Gambar LA-10. Neraca energi pada mixer 01 ... LA-24
Gambar LA-11. Neraca energi pada mixer 02 ... LA-27
Gambar LA-12. Neraca energi pada heat exchanger 01 ... LA-30
Gambar LA-13. Neraca energi pada heat exchanger 02 ... LA-32
Gambar LA-14. Neraca energi pada VLS 01 ... LA-35
Gambar LA-15. Neraca energi pada VSC 01 ... LA-38
Gambar LB-1. Ejektor dan bagian-bagiannya ... LB-80
DAFTAR TABEL
Halaman
Tabel 1.1. Area perkebunan dan produksi minyak sawit
dan inti sawit ... .... I-1
Tabel 1.2. Kebutuhan ekspor Noodle Soap Indonesia ... .... I-2
Tabel 2.1. Perbandingan proses pembuatan sabun ... ... II-3
Tabel 3.1. Neraca Bahan pada tangki 02 ... . III-2
Tabel 3.2. Neraca Bahan pada tangki 03 ... . III-2
Tabel 3.3. Neraca Bahan pada mixer 01 ... . III-2
Tabel 3.4. Neraca Bahan pada mixer 02 ... . III-3
Tabel 3.5. Neraca Bahan pada Evaporator 01 ... . III-3
Tabel 3.6. Neraca Bahan pada Evaporator 02 ... . III-4
Tabel 3.7. Neraca Bahan pada VSC 01 ... . III-4
Tabel 4.1. Neraca energi pada tangki 01 ... . IV-1
Tabel 4.2. Neraca energi pada mixer 01 ... . IV-2
Tabel 4.3. Neraca energi pada mixer 02 ... . IV-2
Tabel 4.4. Neraca energi pada Evaporator 01 ... . IV-3
Tabel 4.5. Neraca energi pada Evaporator 02 ... . IV-3
Tabel 4.6. Neraca energi pada VSC 01 ... . IV-4
Tabel 6.1. Daftar penggunaan alat instrumentasi pada pabrik ... . VI-8
Tabel 7.1. Kebutuhan uap ... VII-2
Tabel 7.2. Kebutuhan air untuk pendingin ... VII-3
Tabel 7.3. Perkiraan kebutuhan air di pabrik ... VII-5
Tabel 7.4. Sifat fisika air bawah tanah di KIM STAR Medan ... VII-6
Tabel 7.6. Kebutuhan listrik pada unit proses ... VII-16
Tabel 7.7. Kebutuhan listrik pada unit utilitas ... VII-16
Tabel 7.8. Kebutuhan listrik pada pabrik ... VII-16
Tabel 8.1. Pembagian areal tanah ... VIII-6
Tabel 9.1. Perkiraan jumlah tenaga kerja di pabrik ... IX-10
Tabel 10.1Modal investasi tetap. ... .. X-2
Tabel 10.2. Modal kerja ... .. X-3
Tabel 10.3. Biaya tetap... .. X-4
Tabel 10.4. Biaya variabel ... .. X-4
Tabel LA-1. Berat molekul dan kandungan senyawa dalam produk ... LA-2
Tabel LA-2. Neraca bahan pada mixer 01 ... LA-5
Tabel LA-3. Neraca bahan pada mixer 02 ... LA-7
Tabel LA-4. Neraca bahan pada Evaporator 01 ... LA-10
Tabel LA-5. Neraca bahan pada Evaporator 02 ... LA-13
Tabel LA-6. Neraca bahan pada VSC 01 ... LA-15
Tabel LB-1. Kapasitas panas berupa bahan padatan pada suhu 298 K ... LB-1
Tabel LB-2. Kapasitas panas berupa bahan cairan pada suhu 298 K ... LB-2
Tabel LB-3. Kapasitas panas berupa padatan dan cairan ... LB-2
Tabel LB-4. Estimasi panas pembentukan standar ... LB-4
Tabel LB-5. Bahan masuk pada tangki 01 ... LB-6
Tabel LB-6. Bahan keluar pada tangki 01 ... LB-6
Tabel LB-7. Bahan energi pada tangki 01 ... LB-7
Tabel LB-8. ΔHreaktan pada mixer 01 ... LB-8
Tabel LB-9. ΔHproduk pada mixer 01 ... LB-9
Tabel LB-11. ΔH bahan keluar pada mixer 01 ... LB-9
Tabel LB-12. Neraca energi pada mixer 01 ... LB-11
Tabel LB-13. ΔH bahan masuk pada mixer 02 ... LB-12
Tabel LB-14. ΔH bahan keluar pada mixer 02 ... LB-12
Tabel LB-15. Neraca energi pada mixer 02 ... LB-13
Tabel LB-16. ΔH bahan masuk pada Evaporator 01 ... LB-14 Tabel LB-17. ΔH bahan keluar pada Evaporator 01... LB-15
Tabel LB-18. Neraca energi pada Evaporator 01 ... LB-16
Tabel LB-19. ΔH bahan masuk pada Evaporator 02 ... LB-17
Tabel LB-20. ΔH bahan keluar pada Evaporator 02... LB-18
Tabel LB-21. Neraca energi pada Evaporator 02 ... LB-19 Tabel LB-22. ΔH bahan masuk pada VSC 01 ... LB-20
Tabel LB-23. ΔH bahan keluar pada VSC 01 ... LB-20
Tabel LB-24. Neraca energi pada VSC 01... LB-21
Tabel LC-1. Komponen Bahan Yang Terdapat Pada Tangki Asam Palmitat.. LC-1
Tabel LC-2. Komponen Bahan Yang Terdapat Pada Tangki NaOH ... LC-6
Tabel LC-3. Komponen Bahan Yang Terdapat Pada Tangki NaCl ... LC-10
Tabel LC-4. Komponen Bahan Yang Terdapat Pada Tangki Aditif ... LC-14
Tabel LC-5. Komponen Bahan Yang Terdapat Pada Mixer 1... LC-20
Tabel LC-6. Komponen Bahan Yang Terdapat Pada Mixer 2 ... LC-27
Tabel LC-7. Komponen Bahan Yang Terdapat Pada V-01 ... LC-33
Tabel LC-8. Komponen Bahan Yang Terdapat Pada V-02 ... LC-38
Tabel LC-9. Komponen Bahan Yang Terdapat Pada VSC ... LC-42
Tabel LC-10. Spesifikasi Plodder ... LC-48
Tabel LE-1. Perincian Harga Bangunan ... LE-1
Tabel LE-2. Harga Indeks Marshall dan Swift...LE-3
Tabel LE-3. Perkiraan Harga Peralatan Proses Non Impor ... LE-7
Tabel LE-4. Perkiraan Harga Peralatan Proses Impor ... LE-8
Tabel LE-5. Perkiraan Harga Peralatan Utilitas Impor...LE-8
Tabel LE-6. Perkiraan Harga Pompa Utilitas yang Non impor ... LE-9
Tabel LE-7. Perkiraan Biaya Sarana Transportasi ... LE-12
Tabel LE-8. Perincian Gaji Pegawai Untuk 1 bulan ... LE-18
Tabel LE-9. Tabel Undang-undang Pajak Bumi dan Bangunan
... LE-19
Tabel LE-10. Perincian Modal Kerja ... LE-21
Tabel LE-11. Aturan depresiasi sesuai UU Republik Indonesia No.17
Tahun 2000 ... LE-22
Tabel LE-12. Perhitungan Biaya Depresiasi sesuai UU RI No. 17 Tahun 2000
INTISARI
Nodle soap (sodium palmitic) ini diperoleh melalui netralisasi asam palmitat dengan natrium hidroksida yang dikenal sebagai netralisasi asam lemak pada temperatur dan tekanan yang tidak terlalu tinggi.
Pabrik pembuatan noodle soap (sodium palmitic) ini direncanakan berproduksi dengan kapasitas 4.500 ton/tahun dengan masa kerja 330 hari dalam satu tahun. Lokasi pabrik direncanakan di daerah di daerah KIM STAR, Tanjung Morawa, Medan, Propinsi Sumatera Utara, dengan luas areal 11.050 m2. Tenaga kerja yang dibutuhkan 135 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang Direktur dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik pembuatan noodle soap (sodium palmitic)
ini adalah sebagai berikut:
Modal Investasi : Rp 208.029.491.085,- Biaya Produksi : Rp 60.320.694.196,- Hasil Penjualan : Rp 141.887.987.842,- Laba Bersih : Rp 56.829.120.024,- Profit Margin : 57,20 %
Break Even Point : 35,50 % Return on Investment : 27,32 % Return on Network : 45,53 % Pay Out Time : 3,66 tahun Internal Rate of Return : 35,073 %
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa Pabrik
Pembuatan noodle soap (sodium palmitic) dari asam palmitat dan natrium
BAB I
PENDAHULUAN
1.1.Latar Belakang
Ketersediaan dan produksi minyak dan lemak nabati seperti minyak kelapa
sawit diperkirakan akan meningkat terus sampai tahun 2010, demikian pula
minyak inti sawit. Hal ini dapat ditunjukkan pada tabel 1.1. Estimasi kenaikan ini
menjadi fakta yang sangat menunjang prospek industri oleokimia di tanah air.
Tabel 1.1. Estimasi Area Perkebunan dan Produksi Minyak Sawit dan Inti Sawit
Tahun Total Area
(ha)
Produksi (dalam ton)
CPO CPKO 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 3.152.394 3.294.252 3.458.964 3.631.913 3.813.508 4.004.184 4.204.393 4.414.612 4.635.343 4.867.110 6.935.267 7.247.354 7.609.722 7.990.208 8.389.718 8.809.204 9.249.664 9.172.147 10.197.755 10.707.643 2.156.869 2.253.927 2.366.623 2.484.955 2.609.202 2.739.662 2.876.646 3.020.418 3.171.502 3.330.077
(Sumber : Darlin, 2004)
Estimasi kenaikan produksi kedua jenis minyak dan lemak nabati ini yaitu
minyak sawit dan minyak inti sawit secara otomatis menunjang kenaikan
produk-produk oleokimia ke depan dan membuat daya saing industri oleokimia semakin
Keragaman bahan baku alami nabati untuk industri oleokimia juga
berdampak pada keragaman produk oleokimia dan penggunaannya. Kondisi ini
menjadi salah satu pemicu potensi industri oleokimia di tanah air sehingga
semakin meningkat untuk mendukung ketersediaan dari segi kualitas. Keragaman
produk oleokimia ini tentu saja ditunjang oleh kebutuhan pasar dan teknologi
yang dipilih dan dipakai dalam proses produksi. Salah satu jenis produk oleokimia
ini adalah asam palmitat (palmitic acid) yang merupakan senyawa paling baik
sebagai bahan baku pembuatan sabun sodium palmitat (noodle soap).
Dalam kehidupan sehari-hari, noodle soap bukanlah barang yang asing
lagi. Penggunaannya sebagai bahan pembersih telah di kenal sejak zaman Mesir
kuno sampai sekarang. Penggunaan noodle soap sebagai kebutuhan sehari-hari
semakin meningkat dari tahun ke tahun, sehingga menyebabkan di usahakannya
pengembangan industri pembuatan noodle soap baik dari segi kualitas maupun
dari segi kuantitas.
Kebutuhan sabun dalam bentuk noodle soap untuk ekspor dari tahun ke
tahun ditunjukkan pada tabel 1.2. sebagai berikut :
Tabel 1.2. Kebutuhan Ekspor sabun dalam bentuk noodle soap Indonesia
Tahun Kebutuhan (ton/tahun)
2004 2.762
2005 3.418
2006 3.754
2007 3.950
2008 4.115
(Sumber : bps, 2008)
Kebutuhan ekspor sabun dalam bentuk noodle soap Indonesia dari tahun
ke tahun selalu mengalami peningkatan. Permintaan luar negeri terhadap sabun
industri noodle soap di Indonesia. Oleh karena itu pabrik pembuatan noodle soap
dari asam palmitat dan natrium hidroksida dengan proses netralisasi sudah layak
di dirikan untuk memenuhi kebutuhan noodle soap baik dalam negeri maupun
untuk kebutuhan ekspor.
1.2.Tujuan Prarancangan
Prarancangan pembuatan noodle soap dari asam palmitat dan natrium
hidroksida dengan proses netralisasi untuk memberikan gambaran rancangan
pabrik pembuatan noodle soap (sodium palmitic) dari asam palmitat dan natrium
hidroksida dengan proses netralisasi yang layak untuk di dirikan sehingga
kebutuhan industri berbahan baku noodle soap dapat terpenuhi.
1.3.Batasan Masalah
Batasan masalah dalam prarancangan pabrik pembuatan noodle soap dari
asam palmitat dan natrium hidroksida dengan proses netralisasi adalah :
1. Penghitungan neraca massa dan neraca energi.
2. Penentuan spesifikasi peralatan yang diperlukan untuk proses produksi
maupun proses pendukung produksi.
3. Penentuan instrumentasi dan keselamatan kerja yang dibutuhkan.
4. Penentuan utilitas.
5. Penentuan manajemen organisasi perusahaan yang diperlukan demi
kelancaran proses produksi.
6. Penentuan estimasi ekonomi dan pembiayaan.
Pra rancangan pabrik noodle soap dapat bermanfaat untuk informasi awal
bagi para investor yang akan mendirikan pabrik tersebut. Karena dengan adanya
pabrik tersebut, dapat mengurangi tingkat impor Indonesia terhadap vinil asetat.
Disamping itu, juga untuk memanfaatkan sumber daya alam Indonesia dan
memberikan nilai tambah pada bahan baku. Manfaat lain yang ingin dicapai
dengan didirikannya pabrik ini adalah akan terbukanya lapangan kerja dan
memacu rakyat untuk meningkatkan produksi dalam negeri yang pada akhirnya
BAB II
PERENCANAAN PROSES
2.1. Proses Pembuatan Sabun
Ada dua metode yang biasa digunakan untuk pembuatan sabun dari
turunan minyak sawit dalam skala industri, yaitu saponifikasi dan netralisasi.
2.1.1. Saponifikasi
Dalam skala industri, minyak dipanaskan secara bersamaan dengan
senyawa alkali untuk mendapatkan hasil saponifikasi yang bagus. Reaksi harus
berlangsung lambat antara minyak dan alkali dengan cara pemberian panas yang
perlahan-lahan. Secara umum reaksi yang terjadi dapat digambarkan seperti
dibawah ini :
Trigliserida + 3NaOH 3RCOONa + gliserin
Minyak dan alkali dipanaskan dan diaduk dan ketika suhu sudah mencapai
suhu efisien, alkali ditambahkan secara perlahan-lahan kedalam reaktor. Saat
sabun sudah mulai terbentuk penambahan alkali diatur untuk memaksimalkan
terbentuknya sabun. Jika penambahan alkali sudah maksimal, sabun dipanaskan
secara teratur dan kemudian dianalisa bilangan saponifikasinya. Saponifikasi
sempurna jika sebahagian kecil sabun berwarna pink jika ditambahkan dengan
penolpthalein atau pH asam. Sabun kemudian dicampurkan dengan garam NaCl
dan dikeringkan.
Sabun yang terbentuk kemudian dipisahkan dengan separator antara
noodle soap dan kotoran (lye), kemudian campuran tersebut didiamkan selama
beberapa jam atau semalam. Lye disaring dan noodle soap dipanaskan secara
2.1.2. Netralisasi
Dalam proses ini turunan trigliserida murni di panaskan pada mixer
dengan jacket panas. Separuh dari jumlah total alkali yang digunakan diumpankan
secara perlahan-lahan dengan laju alir volume sekitar 200 ml/15-20 menit.
Sisanya kemudian ditambahkan bersamaan dengan EDTA dan natrium klorida.
Natrium klorida ditambahkan untuk mengurangi viscositas dari neat soap, EDTA
digunakan sebagai zat anti oksidan dan juga sebagai pencegah kontaminasi logam
dalam neat soap.
Neat soap yang dihasilkan mengandung 60% total fatty matter (TMF),
diperoleh melalui beberapa tahapan proses sebagai berikut :
1. Pengeringan
Neat soap dikeringkan untuk mengurangi kandungan airnya sebesar
10-15 %. Jika kandungan air terlalu tinggi maka proses terlalu padat
sehingga proses berjalan lambat.
2. Pemurnian sabun
Neat soap yang sudah dikeringkan akan dimurnikan dengan
menggunakanr roll mill, plodder atau kombinasi keduanya. Dalam
tahapan ini, neat soap dimanipulasi kedalam bentuk yang diinginkan,
dihomogenkan agar terbentuk struktur sabun yang kristal. Kemudian
sabun dipadatkan dengan plodder.
3. Pemotongan dan pembungkusan
Proses selanjutnya adalah pemotongan sabun kedalam bentuk
(Sumber : Yusof Basiron dkk, 2000)
2.2. Pemilihan Proses
Pembuatan noodle soap ini dilakukan dengan cara netralisasi asam
palmitat dengan natrium hidroksida yang dikenal sebagai netralisasi asam lemak.
Pemilihan proses ini didasarkan pada beberapa pertimbangan dan keuntungan
bilas dibandingkan dengan proses yang lainnya. Perbandingan kedua proses
tersebut adalah digambarkan pada tabel berikut ini :
Tabel 2.1. Perbandingan proses pembuatan sabun
No. Saponifikasi Netralisasi
1 Adanya proses pendahuluan yaitu
fat splitting
Tidak ada proses pendahuluan
2 Produk samping berupa gliserol
sehingga perlu media untuk
penanganannya
Produk samping berupa air
3 Prosesnya rumit Prosesnya sudah umum
digunakan dan mudah
2.3.Bahan Baku Utama Dan Penolong
2.3.1. Bahan Baku Utama
Bahan baku utama yang digunakan dalam proses pembuatan noodle soap
1. Asam Palmitat /CH3(CH2)14COOH
Fungsi : Sebagai reaktan untuk pembentukan noodle soap.
Sifat-sifat :
Berat Molekul : 270,4374 kg/kmol
Titik Lebur : 9,5 0C (760 mmHg)
Titik Didih : 415 0C (760 mm Hg)
Densitas : 0,8505 gr/ml
2. Natrium Hidroksida (NaOH)
Fungsi : Sebagai reaktan untuk pembentukan noodle soap.
Sifat-sifat :
Berat Molekul : 40 kg/kmol
Titik Lebur : 318,4 0C (760 mmHg)
Titik Didih : 1390 0C (760 mm Hg)
Densitas : 2,130 gr/ml
2.3.2. Bahan Baku Penolong
Bahan baku penolong dan bahan aditif yang digunakan dalam proses
pembuatan noodle soap (sodium stearic) dan sifat-sifatnya adalah sebagai berikut
(Perry, 1997) :
1. Demin Water (H2O)
Fungsi : Sebagai kebutuhan proses untuk pengenceran
Sifat-sifat :
Berat Molekul : 18 kg/kmol
Titik Didih : 100 0C (760 mm Hg)
Densitas : 0,9965 gr/ml
2. Ethylenediaminetetraacetic (CH3COO)2NH2CH2CH2NH2(CH3COO)2
Fungsi : Sebagai zat antioksidan untuk memperlambat
teroksidasinya produk.
Sifat-sifat :
Berat Molekul : 192,0 kg/kmol
Titik Lebur : 1170C (760 mmHg)
Titik Didih : 110C (760 mm Hg)
Densitas : 1,140 gr/ml
3. Natrium Klorida (NaCl)
Fungsi : Sebagai bahan pembentuk kristal sabun.
Sifat-sifat :
Berat Molekul : 58,5 kg/kmol
Titik Lebur : 800,4 0C (760 mmHg)
Titik Didih : 1412 0C (760 mmHg)
Densitas : 2,163 gr/ml
4. Titanium Dioksida (TiO2)
Fungsi : Sebagai bahan pembentuk kristal sabun.
Sifat-sifat :
Berat Molekul : 80 kg/kmol
Titik Lebur : 1855 0C (760 mmHg)
Densitas : 3,90 gr/ml
2.4.Faktor-Faktor Yang Mempengaruhi Proses
Dalam reaksi netralisasi asam lemak untuk menghasilkan sabun, ada
beberapa faktor yang mempengaruhinya yaitu (Spitz, 1995) :
1. Suhu Operasi
Suhu yang tinggi akan mempercepat terjadinya reaksi tetapi dengan
pengadukan yang lambat. Selain itu, juga dapat meningkatkan selektivitas.
Biasanya, suhu operasi antara 80-950C.
2. Tekanan Operasi
Peningkatan tekanan akan meningkatkan kinetika reaksi tetapi
menurunkan selektivitas.
3. Pengadukan
Meningkatkan kecepatan pengadukan akan dapat meningkatkan kecepatan
reaksi dan penurunan selektivitas yang besar.
4. Katalis
Penambahan katalis dapat meningkatkan kinetika reaksi dan sedikit
memperkecil selektivitas.
2.5.Asam Palmitat
Asam palmitat merupakan asam lemak jenuh yang mempunyai atom C
sebanyak 16 dengan titik cair 62,90C, dan besarnya kurang lebih sekitar 10 persen
As
nabati. M
minyak ke
17,3%, m
7,5-10,5%
sawit yait
lemak hew
lemak man
2.6. Nood
No minyak za dengan na adalah ben Pe noodle soa sam palmita Minyak wije edelai 7-10 minyak tengk %. Kandung
tu sekitar 4
wani sepert
nusia meng
dle soap
oodle soap
aitun, dan d
atrium hidr
ntuk awal d
G
rusahaan s
ap dan kem
at terdapat p
n mengand
0%, minyak
kawang 18%
an asam pa
40-46% (Ke
ti lard men
andung 25% dibuat dari dari minyak roksida seh ari sabun. Gambar 1.2. abun biasa mudian diola pada berbag dung 9,1%
k kacang ta
%, minyak
almitat yang
etaren, 198
ngandung 30
% asam palm
minyak na
k hewani. M
hingga terbe
Noodle soa
anya memb
ah oleh peru
gai minyak
asam palm
anah 6,3%,
biji kapas
g paling ba
6). Asam p
0% asam p
mitat (Fesse
abati seperti
Minyak ter
entuk garam
ap dalam be
beli bahan usahaan ters yang bersu mitat, minya minyak jam 23,4% dan nyak terdap palmitat jug palmitat, me enden, 1987
i CPO, min
sebut disap
m fatty aci
entuk toilet s
baku sabun
ebut ke taha
umber dari b
ak jagung 8
ambu mente
n minyak k
pat pada m
ga terdapat
entega 25%
7).
nyak kelapa
ponkan, bia
id. Noodle
soap
n dalam b
berikutnya seperti pemberian warna, pengharum, dan komponen lain yang dapat
menjadikan sabun sebagai merk dagang.
Yang pertama dilakukan dalam memproduksi noodle soap untuk
memenuhi kebutuhan perusahaan sabun adalah sabun dipadatkan dan dibuat
berbentuk silinder padat dan kemudian dibungkus. Spesifikasi noodle soap yang
diproduksi biasanya berbeda-beda sesuai dengan kebutuhan perusahaan sabun
yang akan menggunakannya sebagai bahan baku, bentuknya pun dibuat
sedemikian rupa agar kelihatan bagus seperti toilet soap, laundry soap,
translucent soap dan lain-lain (www.soap-noodles.com, 2009).
2.7. Deskripsi Proses
Bahan baku yang dibutuhkan terdiri dari asam palmitat, NaOH, NaCl, H2O
dan beberapa zat aditif berupa EDTA, gliserin dan TiO2. Asam palmitat
dipompakan ke tangki penampungan asam palmitat (T-01), dengan perkiraan suhu
600C dan selama penyaluran terjadi pengurangan suhu, sehingga untuk menjaga
suhu bahan baku tangki penampungan asam palmitat dilengkapi dengan jaket
pemanas. Dan begitu juga dengan bahan baku yang lain., untuk NaOH
dimasukkan ke dalam tangki penampungan (T-02), NaCl pada tangki
penampungan (T-03) sedangkan zat aditif pada tangki penampungan (T-04).
Selanjutnya asam palmitat, NaOH dan NaCl diumpankan dari tangki
penampungan ke dalam mixer (M-01). NaCl diumpankan dari tangki
penampungan ke dalam mixer (M-01). NaCl digunakan untuk mengurangi
viscositas dari neat soap. Di dalam mixer, semua bahan baku diaduk dengan
stirrer jenis helical ribbon, suhu operasi pada mixer berkisar 850C. Reaksi
R-COOH + NaOH R-COO-Na + H2O
Neat soap yang terbentuk pada mixer (M-01) dipompakan ke dalam mixer
(M-02). Kemudian zat aditif separti EDTA yang berfungsi sebagai zat antioksidan
untuk memperlambat teroksidasinya produk dan juga sebagai pencegah
kontaminasi logam dalam neat soap, TiO2 yang berfungsi sebagai bahan
pembentuk kristal sabun dan gliserin berfungsi sebagai pelembab, dipompakan ke
dalam mixer (M-02) dari tangki bahan baku (T-04). Pada mixer (M-02)
pencampuran antara Neat Soap dangan zat – zat ditif tidak menghasilkan reaksi.
Pencampuran antara bahan – bahan aditif ini dengan sabun dilakukan pada suhu
operasi 850C.
Neat soap yang sudah terbentuk kemudian diipanaskan secara bertahap
pada dua buah evaporator (V-01,V-02) untuk mengurangi kandungan air dengan
suhu 1000C dan 1100C. Pemanasan harus dilakukan secara bertahap agar neat
soap yang terbentuk tidak menghasilkan kerak sabun dan warnanya putih
mengkilat dan tidak kekuningan – kuningan (Basiron, 2004).
Neat soap yang kandungan airnya sudah berkurang antara 10-15%,
kemudian dipompakan kedalam vacum spray chamber (VSC-01). Pada Vacum
Spray Chamber, kandungan air pada neat soap juga dikurangi tetapi dalam
kondisi vacum. Sehingga dihasilkan neat soap yang moisturenya (kandungan
airnya) memenuhi standar pasar. Uap air dari neat soap akan dihisap
menggunakan ejector (E-01) dan kemudian akan dikondensasikan oleh condenser
dan ditransfer ke dalam cooling tower.
Neat soap dari VSC di-plodd-kan pada plodder (PL-01) dan
Dalam perancangan ini akan dihasilkan noodle soap dalam toilet soap
yang dengan spesifikasinya adalah sebagai berikut:
a. TMF (total fatty matter) 70-80%
TMF adalah jumlah sodium palmitat yang terbentuk
b. NaC1 0,06%
c. Kandungan air 11-13%
d. Free caustic 0,05%
e. EDTA 0,1%
f. TIO2 0,2%
(Sumber : Advances In Oil Palm Research, 2000)
Kemudian noodle-noodle soap tersebut di-packing kedalam karung plastik
dan karung kertas dan siap untuk disimpan digudang penyimpanan produk akhir
(G-02) untuk selanjutnya dijual ke pabrik pengolahan sabun selanjutnya.
2.8. Penentuan Kapasitas
Prarancangan pembuatan noodle soap dari asam palmitat dan natrium
hidroksida dengan proses netralisasi direncanakan berproduksi pada tahun 2015
BAB III
NERACA BAHAN
3.1. Neraca Bahan
Kapasitas produksi noodle soap direncanakan : 4.500 ton/tahun. Neraca
massa yang digunakan adalah neraca massa alur mundur.
Dasar Perhitungan :
1 tahun = 330 hari kerja
1 hari = 24 jam kerja
Kapasitas produksi/jam
= 4.500 tahun
ton x
ton 1
kg 1000
x
hari tahun
330 1
x
jam 24
hari 1
=
330 24
1000 500
. 4
x x
kg/jam
=568,1818 kg/jam
Reaksi terjadi pada M-01 :
CH3(CH2)14COOH + NaOH CH3(CH2)14COONa + H2O ..(3.1) (asam palmitat) (natrium hidroksida) (sodium palmitat) (air)
Peneracaan massa/bahan berlangsung pada alat –alat :
Mixer 1 dan 2
Evaporator 1 dan 2
3.1.1 Pada Tangki 02 (T-02)
Tabel 3.1. Neraca Bahan Pada Tangki 02 (T-02)
Komponen
Masuk (kg/jam) Keluar
(kg/jam)
2 7 6
NaOH 0,2841 - 0,2841
H2O - 0,1217 0,1217
TOTAL 0,4058 0,4058
3.1.2. Pada Tangki 03 (T-03)
Tabel 3.2. Neraca Bahan Pada Tangki 04 (T-04)
Komponen
Masuk (kg/jam) Keluar
(kg/jam)
3 4 5
NaCl 0,3401 - 7,5757
H2O - 85,6120 85,6120
TOTAL 85,9524 85,9524
3.1.3. Pada Mixer 01 (M-01)
Tabel 3.3. Neraca Bahan Pada Mixer 01 (M-01)
Komponen
Masuk (kg/jam) Keluar
(kg/jam)
5 8 6 9
Sodium Palmitat - - - 448,8636
Asam Palmitat - 452,2159 - 3,3523
NaOH - - 0,2841 0,2841
NaCl 0,3401 - - 0,3401
TOTAL 538,3364 538,3364
[image:34.595.161.466.187.448.2] [image:34.595.137.488.522.780.2]3.1.4. Pada Mixer 02 (M-02)
Tabel 3.4. Neraca Bahan Pada Mixer 02 (M-02)
Komponen
Masuk (kg/jam) Keluar
(kg/jam)
9 14 10
Sodium Palmitat 448,8636 - 448,8636
Asam Palmitat 3,3523 - 3,3523
NaOH 0,2841 - 0,2841
NaCl 0,3401 - 0,3401
H2O 85,7337 - 85,7337
EDTA - 0,5682 0,5682
TiO2 - 1,1364 1,1364
Gliserin - 51,1362 51,1362
TOTAL 591,4146 591,4146
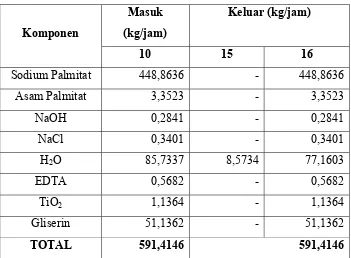
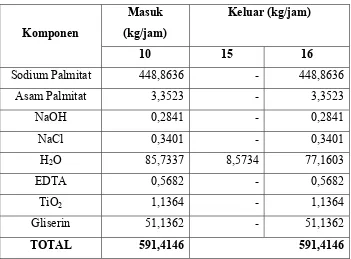
3.1.5. Pada Evaporator 01 (V-01)
Tabel 3.4. Neraca Bahan Pada Evaporator 01 (V-01)
Komponen
Masuk
(kg/jam)
Keluar (kg/jam)
10 15 16
Sodium Palmitat 448,8636 - 448,8636
Asam Palmitat 3,3523 - 3,3523
NaOH 0,2841 - 0,2841
NaCl 0,3401 - 0,3401
H2O 85,7337 8,5734 77,1603
EDTA 0,5682 - 0,5682
TiO2 1,1364 - 1,1364
Gliserin 51,1362 - 51,1362
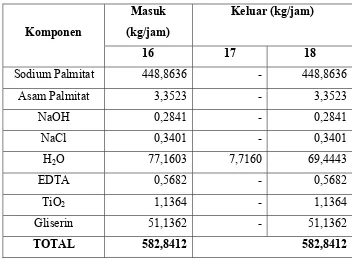
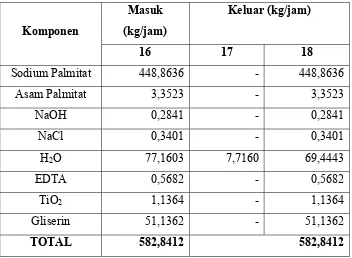
3.1.6. Pada Evaporator 02 (V-02)
Tabel 3.6. Neraca Bahan Pada Evaporator 02 (V-02)
Komponen
Masuk
(kg/jam)
Keluar (kg/jam)
16 17 18
Sodium Palmitat 448,8636 - 448,8636
Asam Palmitat 3,3523 - 3,3523
NaOH 0,2841 - 0,2841
NaCl 0,3401 - 0,3401
H2O 77,1603 7,7160 69,4443
EDTA 0,5682 - 0,5682
TiO2 1,1364 - 1,1364
Gliserin 51,1362 - 51,1362
TOTAL 582,8412 582,8412
3.1.7. Pada Vacuum Spray Chamber 01 (VSC-01)
Tabel 3.7. Neraca Bahan Pada Vacuum Spray Chamber 01 (VSC-01)
Komponen
Masuk
(kg/jam)
Keluar (kg/jam)
18 19 20
Sodium Palmitat 448,8636 - 448,8636
Asam Palmitat 3,3523 - 3,3523
NaOH 0,2841 - 0,2841
NaCl 0,3401 - 0,3401
H2O 69,4443 6,9444 62,4999
EDTA 0,5682 - 0,5682
TiO2 1,1364 - 1,1364
Gliserin 51,1362 - 51,1362
BAB IV
NERACA ENERGI
4.1. Neraca Energi
Basis Perhitungan = 1 Jam Operasi
Suhu Referensi = 250C (2980K)
Satuan Perhitungan = kJ/jam
Peneracaan energi berlangsung pada alat :
Tangki Asam palmitat
Mixer 1
Mixer 2
Evaporator 1
Evaporator 2
Vacum Sprey Chember (VSC)
4.1. Tangki 01 (T-01)
Tabel 4.1. Neraca Energi Pada Tangki 01 (T-01)
Komponen
Panas Masuk (kJ/jam)
Qin=n.Cp.dT
Panas Keluar (kJ/jam)
Qout=n.Cp.Dt
1 8
Asam Palmitat 23.475,4560 27.388,0320
Panas Steam 3.912,5760 -
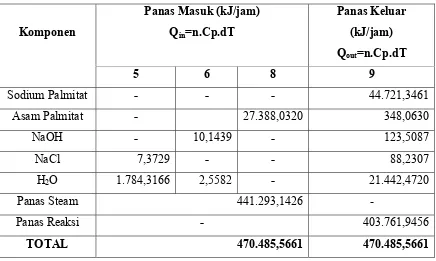
4.2. Mixer 01 (M-01)
Tabel 4.2. Neraca Energi Pada Mixer 01 (M-01)
Komponen
Panas Masuk (kJ/jam)
Qin=n.Cp.dT
Panas Keluar
(kJ/jam)
Qout=n.Cp.dT
5 6 8 9
Sodium Palmitat - - - 44.721,3461
Asam Palmitat - 27.388,0320 348,0630
NaOH - 10,1439 - 123,5087
NaCl 7,3729 - - 88,2307
H2O 1.784,3166 2,5582 - 21.442,4720
Panas Steam 441.293,1426
-Panas Reaksi - 403.761,9456
TOTAL 470.485,5661 470.485,5661
4.3. Mixer 02 (M-02)
Tabel 4.3. Neraca Energi Pada Mixer 02 (M-02)
Komponen
Panas Masuk (kJ/jam)
Qin=n.Cp.dT
Panas Keluar (kJ/jam)
Qout=n.Cp.dT
9 14 10
Sodium Palmitat 44.721,3461 - 44.721,3461
Asam Palmitat 348,0630 - 348,0630
NaOH 123,5087 - 123,5087
NaCl 88,2307 - 88,2307
H2O 21.442,4720 - 21.442,4720
EDTA - 59,1402 709,6818
TiO2 - 17,0713 204,8550
Gliserin - 3.066,7516 36.801,0186
Panas Steam 3.445,4464 34.572,5925
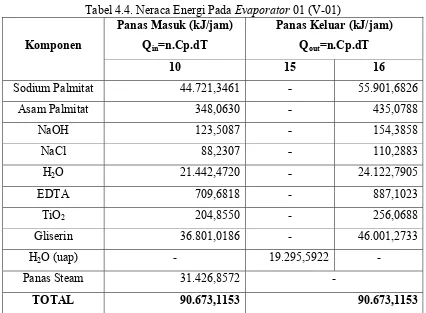
4.4. Evaporator 01 (V-01)
Tabel 4.4. Neraca Energi Pada Evaporator 01 (V-01)
Komponen
Panas Masuk (kJ/jam)
Qin=n.Cp.dT
Panas Keluar (kJ/jam)
Qout=n.Cp.dT
10 15 16
Sodium Palmitat 44.721,3461 - 55.901,6826
Asam Palmitat 348,0630 - 435,0788
NaOH 123,5087 - 154,3858
NaCl 88,2307 - 110,2883
H2O 21.442,4720 - 24.122,7905
EDTA 709,6818 - 887,1023
TiO2 204,8550 - 256,0688
Gliserin 36.801,0186 - 46.001,2733
H2O (uap) - 19.295,5922 -
Panas Steam 31.426,8572 -
TOTAL 90.673,1153 90.673,1153
[image:38.595.102.521.540.771.2]4.5. Evaporator 02 (V-02)
Tabel 4.5. Neraca Energi Pada Evaporator 02 (V-02)
Komponen
Panas Masuk (kJ/jam)
Qin=n.Cp.dT
Panas Keluar (kJ/jam)
Qout=n.Cp.dT
16 17 18
Sodium Palmitat 44.721,3461 - 55.901,6826
Asam Palmitat 348,0630 - 435,0788
NaOH 123,5087 - 154,3858
NaCl 88,2307 - 110,2883
H2O 19.298,2324 - 21.710,5020
EDTA 709,6818 - 887,1023
TiO2 204,8550 - 256,0688
H2O (uap) - 17.366,1684 -
Panas Steam 29.229,3845 -
TOTAL 86.331,4030 86.331,4030
4.6. Vacuum Spray Chamber 01 (VSC-01)
Tabel 4.6. Neraca Energi Pada Vacuum Spray Chamber 01 (VSC-01)
Komponen
Panas Masuk (kJ/jam)
Qin=n.Cp.dT
Panas Keluar (kJ/jam)
Qout=n.Cp.dT
18 19 20
Sodium Palmitat 55.901,6826 - 3.726,7788
Asam Palmitat 435,0788 - 29,0053
NaOH 154,3858 - 10,2924
NaCl 110,2883 - 7,3526
H2O 20.624,9769 - 1.306,2479
EDTA 887,1023 - 59,1402
TiO2 256,0688 - 17,0713
Gliserin 46.001,2733 - 3.066,7516
H2O (uap) - 15.672,8164 -
Panas yang diserap
air pendingin
-54.967,8154 -
BAB V
SPESIFIKASI PERALATAN PROSES
5.1. Tangki Asam Palmitat
Fungsi : tempat penampungan asam palmitat selama 7 hari
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal.
Bahan Konstruksi : carbon steel grade B Volume : 89,3265 m3
Diameter : 4,3431 m
Tinggi : 7,60 m
Tekanan : 25,9498 psi
Tebal dinding : 0,5382 in
5.2. Tangki NaOH
Fungsi : tempat penampungan larutan NaOH selama 7 hari
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal.
Bahan Konstruksi : carbon steel grade B Volume : 16,3067 m3
Diameter : 2,466 m
Tinggi : 4,3155m
Tekanan : 25,8917 psi
Tebal dinding : 1,75 inchi
5.3. Tangki NaCl
Fungsi : tempat penampungan larutan NaCl selama 7 hari
Jumlah : 1 buah
Spesifikasi :
Bahan Konstruksi : carbon steel grade B Volume : 14,87 m3
Diameter : 2,3914 m
Tinggi : 4,1849 m
Tekanan : 22,619 psi
Tebal dinding : 0,2 inchi
5.4. Tangki Aditif
Fungsi : tempat penampungan larutan EDTA,TiO2 dan
Gliserin selama 7 hari
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal.
Bahan Konstruksi : carbon steel grade B Volume : 6,9691 m3
Diameter : 1,7459 m
Tinggi : 3,0552 m
Tekanan : 19,42 psi
Tebal dinding : 0,2 inchi
5.2. Bucket Elevator
Fungsi : untuk mengangkut NaOH ke tangki NaOH.
Jumlah : 1 Buah
Spesifikasi :
Tipe : Semi vertikal bucket elevator
Kapasitas : 0,2841 kg/jam
Dari tabel 21.8 Perry, 1984 diperoleh untuk kapasitas dibawah 14 ton/jam maka
untuk bucket elevator dipilih kapasitas dengan spesifikasi :
3. Kecepatan putar = 43 rpm
4. Kecepatan bucket = 225 ft/menit
5. Daya head shaft = 1 Hp
6. Diameter tail shaft = 1 16 11
in
7. Diameter head tail shaft = 1 16 15
in
8. Pully head = 14 in
9. Lebar belt = 7 in = 0,17780 m = 17,780 cm
10.Panjang bucket = 25 ft = 7,62 m
11.Effisiensi motor (Em) = 80%
12.Daya tambahan (D) = 0,02 Hp/ft
13.Daya, P = (elevator center x D) + daya head shaft)
= (25 x 0,02) + 1 = 1,5 Hp
Daya motor =
Em P
= 8 , 0
5 , 1
= 1,875 Hp 2,0 Hp
5.3. Mixer 1
Fungsi : sebagai tempat berlangsungnya reaksi penyabunan (netralisasi)
Jumlah : 1 Buah
Spesifikasi :
Tipe : Silinder tegak dengan tutup berbentuk ellipsoidal
dan alas berbentuk kerucut.
Bahan Konstruksi : stainless steel 316 Volume : 0,2498 m3
Diameter : 0,5758 m
Tinggi tangki : 1,5834 m
Tekanan : 16,01 psi
Pengaduk (agitator),
Fungsi : untuk menghomogenkan campuran
Tipe : helical ribbon
Diameter pengaduk : 0,6297 ft
Lebar efektif : 0,1574 ft
Tinggi pengaduk dari dasar : 0,6297 ft
Kecepatan putaran : 8,3333 rps
Daya Pengaduk : 0,25 hp Jacket steam
Diameter luar mixer : 24,6692 in Diameter dalam jaket : 34,6692 in
Tinggi jaket steam : Tinggi tangki Tekanan jaket steam : 15,5939 psi Tebal jaket : 0,25 in
5.4 Mixer 2
Fungsi : sebagai tempat pencampuran Aditif dan net soap
Jumlah : 1 Buah
Spesifikasi :
Tipe : Silinder tegak dengan tutup berbentuk ellipsoidal
dan alas berbentuk kerucut.
Bahan Konstruksi : stainless steel 316 Volume : 0,2705 m3
Diameter : 0,5912 ft
Tinggi tangki : 1,6997 m
Tekanan : 15,370 psi
Tebal Dinding : 1 in
Pengaduk (agitator),
Fungsi : untuk menghomogenkan campuran
Tipe : helical ribbon
Diameter pengaduk : 0,6466 ft
Lebar efektif : 1,9954 ft
Kecepatan putaran : 8,3333 rps
Daya Pengaduk : 0,1288 hp
Jacket steam
Diameter luar mixer : 25,2776 in Diameter dalam jaket : 35,2776 in
Tinggi jaket steam : Tinggi tangki Tekanan jaket steam : 20,2997 psi Tebal jaket : 0,25 in
5.5 Evaporator 01
Fungsi : untuk mengurangi kadar air (H2O)
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup dan alas berbentuk
ellipsoidal.
Bahan Konstruksi : stainless steel 316 Volume : 0,1355 m3
Diameter : 0,4835 m
Tinggi : 0,8733 m
Tekanan : 14,8969 psi
Tebal dinding : 0,15 inchi
Ukuran tube : 1¼ in schedule 40 Jumlah lilitan pipa : 14,8969
5.6. Evaporator 02
Fungsi : untuk mengurangi kadar air (H2O)
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup dan alas berbentuk
ellipsoidal.
Bahan Konstruksi : stainless steel 316 Volume : 0,126167 m3
Diameter : 0,464 m
Tekanan : 18,68 psi
Tebal dinding : 0,5 inchi
Ukuran tube : 1¼ in schedule 40 Jumlah lilitan pipa : 14,6562 lilitan
5.7. Vacuum Spray Chamber (VSC-01)
Fungsi : untuk mengurangi kadar air (H2O)
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan alas berbentuk kerucut
dan tutup berbentuk ellipsoidal.
Bahan Konstruksi : stainless steel 316 Volume : 0,1241 m3
Diameter : 0,4641 m
Tinggi : 0,812175 m
Tekanan : 17,9145 psi
Tebal dinding : 0,15 inchi
Tinggi jaket pendingin : Tinggi tangki
Tekanan jaket pendingin : 14,4179 psi
Tebal jaket pendingin : 0,2 inchi
Ejector :
Pob = tekanan operasi dalam tangki = 0,5 bar
Poa = tekanan steam yang masuk ke ejektor = 16 bar
P03 = tekanan yang keluar dari ejektor = 1 atm = 1,01325 bar
Pob P03
= 5 , 0 01325 , 1
= 2,0265 , 16
5 , 0
Poa Pob
0,03125
Dari figure 10-102 Perrys (1997) diperoleh :
50
1 2
A A
, 15
wa wb
Sehingga jumlah steam yang diperlukan adalah :
wa = 8 , 3 wb
= 15 6,9444
= 0,4629 kg/jam = 462,9600 gr/jam
5.8. Plodder dan Chiller
1. Fungsi : untuk memadatkan sabun dan pembentukan noodle soap
2 Jumlah : 1 Buah
3 Spesifikasi Plodder :
Diameter lubang 350 mm
Daya motor 50-75 hp
4. spesifikasi chiller :
Dimensi 33 x 54 x 49 inci
Daya 230 V/ 7 Amp
5.9.Pompa -01 (P- 01)
Fungsi : mengalirkan asam palmitat ke tangki 01 (T-01)
Tipe : Pompa sentrifugal
Jumlah : 1
Material pipa : commercial steel
4 1
in schedule 40
Kondisi operasi :
Tekanan : 1 atm
Temperatur : 60 0C Effisiensi pompa : 80 %
Daya pompa : 7 hp
5.10. Pompa -02 (P- 02)
Fungsi : mengalirkan asam palmitat ke mixer 01 (M-01) Tipe : Pompa sentrifugal
Tekanan : 1 atm
Temperatur : 60 0C Effisiensi pompa : 80 %
Daya pompa : 0,5 hp
5.11. Pompa -03 (P- 03)
Fungsi : mengalirkan larutan NaOH ke mixer 01 (M-01) Tipe : Pompa sentrifugal
Material pipa : commercial steel ¾ in schedule 40 Kondisi operasi :
Tekanan : 1 atm
Temperatur : 30 0C Effisiensi pompa : 80 %
Daya pompa : 1 hp
5.12. Pompa -04 (P- 04)
Fungsi : mengalirkan larutan NaCl ke mixer 01 (M-01) Tipe : Pompa sentrifugal
Material pipa : commercial steel 2 1/2 in schedule 40 Kondisi operasi :
Tekanan : 1 atm
Temperatur : 30 0C Effisiensi pompa : 80 %
Daya pompa : 0,5 hp
5.13. Pompa -05 (P- 05)
Fungsi : mengalirkan larutan aditif ke mixer 02 (M-02) Tipe : Pompa sentrifugal
Material pipa : commercial steel 2 in schedule 40 Kondisi operasi :
Temperatur : 30 0C Effisiensi pompa : 80 %
Daya pompa : 2,5 hp
5.14. Pompa -06 (P- 06)
Fungsi : mengalirkan larutan aditif ke mixer 02 (M-02) Tipe : Scew pump
Material pipa : commercial steel 6 in schedule 40 Kondisi operasi :
Tekanan : 1 atm
Temperatur : 85 0C Effisiensi pompa : 80 %
Daya pompa : 0,5 hp
5.15. Pompa -07 (P- 07)
Fungsi : mengalirkan net soap dari mixer 02 ke evaporator 1 Tipe : Scew pump
Material pipa : commercial steel 6 in schedule 40 Kondisi operasi :
Tekanan : 1 atm
Temperatur : 85 0C Effisiensi pompa : 80 %
Daya pompa : 0,5 hp
5.16. Pompa -08 (P- 08)
Fungsi : mengalirkan net soap dari evaporator 1 ke evaporator 2 Tipe : Scew pump
Material pipa : commercial steel 6 in schedule 40 Kondisi operasi :
Tekanan : 1 atm
Temperatur : 100 0C Effisiensi pompa : 80 %
5.17. Pompa -09 (P- 09)
Fungsi : mengalirkan net soap dari evaporator 2 ke VSC Tipe : Scew pump
Material pipa : commercial steel 6 in schedule 40 Kondisi operasi :
Tekanan : 1 atm
Temperatur : 110 0C Effisiensi pompa : 80 %
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1. Instrumentasi
Instrumenasi adalah peralatan yang dipergunakan dalam suatu proses
kontrol untuk mengatur jalannya proses sehingga hasil yang diperoleh sesuai
dengan yang diharapkan.
Di dalam suatu pabrik, pemakaian alat-alat instrumen merupakan hal yang
sangat penting karena dengan adanya rangkaian instrumen tersebut maka operasi
dari peralatan yang ada di dalam suatu pabrik dapat dimonitor dan dikontrol
dengan cermat agar senantiasa berada pada kondisi yang diharapkan. Dengan
demikian dapatlah dikatakan bahwa fungsi peralatan instrumen adalah sebagai
berikut : (Ari, 2010)
1. Pengontrol
2. Penunjuk
3. Pencatat
4. Pamberi tanda
Peralatan instrumen biasanya bekerja dengan tenaga mekanik atau listrik,
ada dengan peralatan sederhana (manual) dan ada juga dengan peralatan yang
bekerja otomatis. Penggunaan instrumen pada suatu proses bergantung pada
pertimbangan ekonomis dan sistem dari peralatan tersebut. Pada pemakaian alat
instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan
instrumen dekat alat-alat proses (kontrol manual) atau disatukan dalam suatu
kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis).
1. Elemen Perasa (Primary Element)
Elemen yang merasakan/menunjukkan adanya perubahan dari harga
variabel yang diukur.
2. Elemen Pengukur (Measuring Element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya
perubahan variabel yang diukur. Perubahan ini merupakan sinyal dari
proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen Pengontrol (Controlling Element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur
perubahan-perubahan proses tersebut sesuai dengan nilai set point (nilai
yang diinginkan). Dengan demikian elemen ini dapat memperkecil
ataupun maniadakan penyimpangan yang terjadi.
4. Elemen Pengontrol Akhir (Final Controlling Element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar
dari elemen pengontrol ke dalam proses sehingga variabel yang akan
diukur tetap berada dalam batas yang diinginkan dan merupakan hasil
yang dikehendaki.
Variabel-variabel yang biasanya diukur oleh alat instrumenasi adalah :
Variabel utama yang terdiri dari suhu, tekanan, laju alir, dan level
cairan.
Variabel tambahan, terdiri dari densitas, viskositas, pH dan lainnya.
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah
1. Range yang diperlukan untuk pengukuran
2. Ketelitian yang akan dibutuhkan
3. Bahan konstruksinya
4. Pengaruh pemasangan instrumen pada kondisi proses
Instrumen yang umum digunakan dalam suatu unit pembuatan/pabrik
adalah (Ari, 2010) :
1. Temperature Controller (TC)
2. Level Controller (LC)
3. Flow Controller (FC)
4. Pressure Controller (PC)
6.1.1. Pengukuran Temperatur
Temperatur secara sederhana dapat didefenisikan sebagai derajat panas
atau dinginnya suatu bahan atau udara. Panas merupakan suatu energi dan
merupakan ukuran dari tingkat energi tersebut.
Skala temperatur dapat dinyatakan dalam skala absolut dan skala Kelvin.
Tetapi pada prakteknya di dalam suatu unit pembuatan/pabrik dapat digunakan
skala Celsius sedangkan skala Fahrenheit digunakan untuk sistem pemasangan
peralatan dan pelayanan lainnya. Interval temperatur dalam proses kimia dapat
bervariasi dari 00C sampai beratus-ratus derajat Celsius.
Alat-alat pengukur panas yang dipergunakan adalah (Ari, 2010) :
Termometer jenis ini tergantung pada pengembangan air raksa tersebut
pada saat dipanaskan. Termometer ini dapat dipergunakan secara tepat,
khususnya jika dipasang bersama peralatan-peralatan untuk pengukuran
yang dikendalikan tanpa kawat. Termometer ini terbuat dari gelas yang
berbentuk tabung yang diisi air raksa.
2. Termokopel
Merupakan termometer yang penting dengan menggunakan efek listrik
dalam penentuan temperatur. Termokopel terdiri dari dua kawat logam
tidak sejenis yang kedua ujungnya disatukan dan dihubungkan ke
instrumen pengukur arus. Jika terjadi pemanasan maka arus listrik akan
mengalir diantaranya dan kedua lapisan logam akan memuai. Karena
koefisien muai panjang kedua logam berbeda maka kedua lempengan
logam itu akan melengkung. Dengan menghubungkan kedua logam
tersebut pada alat penunjuk suhu yang telah dikalibrasi, maka suhu
pengukuran dapat diketahui.
6.1.2. Pengukuran Tekanan dan Kevakumam
Tekanan didefenisikan sebagai gaya yang dikenakan pada suatu luas
permukaan. Tekanan udara adalah tekanan yang ditimbulkan oleh udara pada
permukaan bumi. Pada prarancangan unit pembuatan noodle soap dari asam
palmitat dan natrium hidroksida, tekanan proses adalah 1 atm (14,696 psi).
Tekanan yang lebih rendah dari tekanan udara dinyatakan dengan kevakumam
dan tekanan yang mendekati nol menimbulkan kevakumam yang tinggi. Sebagian
besar pengukuran tekanan di atas tekanan udara dan ini dinyatakan tekanan ukur
6.1.3. Pengukuran Volume
Satuan volume pada umumnya adalah dalam liter dan gallon. Liter adalah
satuan metrik yaitu volume 1 kg air murni pada suhu 150C. Instrumen yang paling
sederhana untuk mengukur volume cairan dalam suatu bejana adalah tongkat yang
dicelupkan (gauge stick).
Peralatan yang umum digunakan dalam pengukuran volume cairan pada
bejana adalah gelas ukur (gauge glass) atau gelas pandang (sight glass). Gelas ini
dikalibrasikan dengan penandaan volume yang sesuai dengan tinggi volume
cairan dalam bejana. Beberapa katup umumnya dipasang pada ujung bawah dan
atas gelas untuk mencegah keluarnya isi dari bejana, apabila gelas pecah secara
tidak sengaja.
Peralatan lain yang tergantung pada ketinggian adalah pengukuran apung
(float gauge). Pada tipe pengukur ini pelampung dihubungkan ke suatu timbangan
berat yang berada di luar skala dan akan berubah naik turun pada saat pelampung
naik ataupun turun (Ari, 2010).
6.1.4. Pengukuran Laju Alir
Alat pengukuran laju alir fluida dapat bekerja secara mekanik dan
elektronik. Pengukuran aliran ini dapat dilakukan berdasarkan :
1. Perpindahan fluida
2. Penyempitan aliran fluida untuk mendapatkan beda tekanan
3. Adanya aliran massa
Tipe instrumentasi untuk pengukuran aliran meliputi flowmeter, rotameter,
orificemeter dan turbinemeter. Flowmeter adalah instrumen pengukur laju aliran
(kecepatan aliran) cairan dan gas. Contoh adalah pengukuran pelat berlubang,
pengukur apung ventura dan pengukur apung. Rotameter adalah suatu pengukur
berupa tabung runcing yang terapung dengan posisi tegak dalam suatu lubang.
Turun naiknya tabung runcing yang terapung itu menyebabkan terjadinya
berbagai letak permukaan. Dalam keadaan tidak ada aliran maka tabung runcing
tersebut akan turun dan merapat pada bagian dasar tabung yang lain. Pada saat
aliran masuk, tinggi permukaan yang tergenang sebanding dengan laju aliran.
Keadaan ini dapat diukur secara langsung pada tabung melalui pembacaan skala
yang tertera. Keuntungan dari alat ini adalah tekanan yang hilang sangat kecil.
Tekanan dapat dikatakan hampir konstan sepanjang kisaran aliran (Ari, 2010).
6.1.5. Pengukuran Level Cairan
Sistem kerja instrumen pengukur level cairan dapat dibedakan atas dua
bagian yaitu :
a. Sistem dengan pemanasan langsung
b. Sistem dengan penunjuk langsung dari luar
Pada sistem pengukuran dengan pelampung diperlukan alat yang
dihubungkan ke bagian penunjukan, pencatatan dan pengontrolan.
Pada prarancangan pabrik pembuatan noodle soap (sodium palmitic) dari
asam palmitat dan natrium hidroksida dengan proses netralisasi, jenis-jenis
instrumen yang digunakan adalah :
Pengontrolan temperatur digunakan pada tang asam palmitat, mixer,
evaporator dan vacuum spray chamber.
2. Pressure Control (PC)
Pengontrolan tekanan digunakan pada pompa, mixer, evaporator dan
vacuum spray chamber.
3. Flow Control (FC)
Pengontrolan laju alir digunakan pada pompa, tangki bahan baku dan
mixer.
4. Level Control (LV)
Pengontrolan level cairan digunakan pada tangki bahan baku, tangki
produk dan mixer.
Pemasangan alat pengendali pada peralatan proses disesuaikan dengan
fungsi dan karakteristik peralatan yang digunakan. Instrumentasi pada unit ini
diuraikan pada Tabel 6.1.
Tabel 6.1. Daftar Penggunaan Alat Intrumentasi Pada pabrik pembuatan noodle
soap (sodium palmitic) dari asam palmitat dan natrium hidroksida
dengan proses netralisasi
No Nama Peralatan Kode Alat Instrumen Yang Digunakan
1 Tangki T FC, LV, TC
3 Evaporator V PC, TC
4 Vacuum spray chamber VSC PC, TC
5 Pompa P FC, PC
6.2. Keselamatan Kerja
Keselamatan kerja merupakan suatu usaha untuk mencegah terjadinya
kecelakaan, cacat, ataupun kematian. Keberhasilan suatu pabrik, bukan hanya
ditentukan oleh keberhasilan menghasilkan produk saja, tetapi ditentukan juga
oleh keselamatan kerja karyawannya.
Adanya usaha-usaha pencegahan yang baik dapat mempengaruhi semangat
karyawan utnuk bekerja dengan baik, tenang dan efisien. Sebagai pedoman pokok
dalam usaha penanggulangan masalah keselamatan kerja, pemerintah RI telah
mengeluarkan Undang-undang Keselatam Kerja pada 12 Januari 1970 dengan
Lembaran Negara RI No. 1 tahun 1970.
Untuk menjamin adanya keselamatan kerja maka dalam perencanaan unit
pembuatan/pabrik harus dipertimbangkan hal-hal sebagai berikut :
a. Lokasi pabrik
b. Pengamanan bejana bertekanan
c. Sistem pengendalian kebocoran
d. Kemudahan penanganan/penyimpanan bahan dan perlengkapan
e. Sistem perawatan
f. Sistem penerangan
g. Sistem pemadam kebakaran
Keselamatan kerja dalam proses produksi dapat ditingkatkan dengan
1. Penanganan dan pengangkutan bahan harus maksimal
2. Jarak antara mesin-mesin dan peralatan lainnya harus cukup luas
3. Setiap proses yang berbahaya dan sensitif harus diisolasi pelaksanaannya
4. Setiap mesin dan peralatan harus dilengkapi dengan alat pencegah
kebakaran
5. Pengontrolan secara berkala dilakukan sehingga jaringan yang rusak atau
sudah tua dapat segera diganti
6. Tanda-tanda gambar pengamanan harus dipasang pada setiap tempat yang
berbahaya
7. Harus disediakan fasilitas pengungsian bila terjadi kebakaran
Terdapat beberapa peraturan dasar keselamatan kerja yang harus
diperhatikan pada saat bekerja di pabrik kimia, yaitu (Ari, 2010) :
a. Dilarang merokok dan makan
b. Tidak boleh minum minuman beralkohol
6.2.1. Keselamatan Kerja (Umum)
Untuk meningkatkan faktor keselamatan kerja dan menaikkan
(merangsang) semangat kerja para karyawan dalam melaksanakan tugas-tugas
rutin di pabrik, perlu diadakan ketentuan-ketentuan keselamatan kerja sesuai
dengan daerah atau lokasi kerjanya dihubungkan dengan ketentuan-ketentuan
keselamatan kerja dari departemen tenaga kerja.
Untuk melaksanakan ini perlu dibentuk badan keselamatan kerja yang
bertugas untuk (Ari, 2010):
1. Merencanakan langkah-langkah keselamatan kerja yang dititik beratkan
2. Membuat analisa-analisa yang mungkin terjadi pada seksi yang dapat
menyebabkan kecelakaan
3. Menyelenggarakan usaha-usaha pencegahan dengan langsung atau tidak
langsung
4. Menetapkan langkah-langkah preventative ataupun korektif dalam
lapangan keselamatan kerja
Dalam mengusahakan tercapainya keselamatan kerja ini, hendaknya pada
setiap karyawan ditanamkan disiplin yang tinggi tentang :
a. Mematuhi setiap petunjuk dan ketentuan umum keselamatan kerja
b. Mengetahui bahaya-bahaya secara umum, sehingga kemungkinan
terjadinya kecelakaan dapat dihindarkan
6.2.2. Keselamatan Kerja (Khusus)
Keselamatan kerja merupakan bagian dari kelangsungan produksi pada
suatu pabrik. Keselamatan kerja perlu diperhatikan untuk mencegah terjadinya
kecelakaan, cacat, maupun kematian pada saat melakukan tugas operasional
pabrik.
Beberapa penyebab terjadinya kecelakaan, antara lain adalah :
1. Kondisi operasi yang tidak memenuhi standar
2. Tata letak peralatan yang kurang baik
3. Sifat-sifat dan racun yang ditimbulkan oleh bahan yang ditangani
4. Faktor-faktor pribadi kerja, dan sebagainya
Keseluruhan penyebab kemungkinan kecelakaan serta penanggulangannya
faktor utama penyebab kecelakaan di atas, maka faktor penerangan juga harus
diperhatikan karena dapat memberikan kecelakaan apabila faktor penerangan ini
tidak memenuhi syarat yang ditentukan, terutama apabila pekerjaan yang
dilakukan pada malam hari. Pemeliharaan alat serta pendaftaran secara periodik
dan kontinu kondisi alat sangat diperlukan dalam usaha mengurangi dan
mencegah terjadinya kecelakaan yang disebabkan oleh faktor alat. Secara umum,
untuk mencegah atau mengurangi kecelakaan itu diperlukan suatu sistem
penanggulangan bahaya. Yang dimaksud dengan sistem penanggulangan bahaya
adalah keamanan dan keselamatan kerja.
Sistem keamanan dan keselamatan kerja yang dikeluarkan pemerintah
(Departemen Tenaga Kerja dan Perindustrian), tahun 1970 adalah :
1. Pencegahan terhadap bahaya keracunan
Langkah-langkah pencegahan yang diambil :
a. Sirkulasi udara dan ruangan harus dapat berlangsung dengan
baik.
b. Operator maupun petugas yang bekerja disekitar zat yang
beracun sebaiknya dilengkapi dengan masker oksigen, untuk
mencegah terhirupnya gas beracun.
c. Pekerja sebaiknya dilengkapi dengan pakaian khusus untuk
pengamanan, seperti wear goggles untuk mencegah terjadinya
iritasi mata dan kulit
d. Para pekerja yang sampai mengalami keracunan hendaknya
segera diberikan pertolongan pertama sebelum dibawa ke klinik
dan bila perlu dirawat di rumah sakit untuk penyembuhannya.
Seperti bahaya peledakan, maka bahaya kebakaran juga mutlak
dihindarkan baik oleh terbakarnya zat yang ditangani maupun oleh
adanya gangguan listrik. Langkah-langkah yang perlu diperhatikan
dalam pencegahan bahaya kebakaran antara lain (Ari, 2010) :
a. Menghindari kemungkinan terjadinya hubungan singkat pada
jaringan instalasi listrik, serta bahaya akibat sambaran petir.
b. Menghindari benturan/tumbukan logam yang dapat
menimbulkan percikan api
c. Memasang alaram atau tanda bahaya kebakaran
d. Memasang alat-alat pemadam kebakaran di sekitar daerah
rawan terhadap bahaya kebakaran
e. Menyediakan alat pemadam kebakaran
f. Bagi petugas, pekerja maupun pengunjung tidak dibenarkan
merokok, membawa macis atau korek api ketempat bahan yang
BAB VII
UTILITAS DAN SARANANYA
Utilitas dalam suatu pabrik adalah sarana penunjang utama dalam
kelancaran operasi. Mengingat pentingnya utilitas ini, maka segala sarana dan
prasarananya haruslah direncanakan sedemikian rupa sehingga dapat menjamin
kelangsungan operasi pabrik. Berdasarkan kebutuhannya, utilitas pada pabrik
pembuatan noodle soap (sodium palmitic) dari asam palmitat dan natrium
hidr