ANALISA DAN USULAN PERBAIKAN KUALITAS
PRODUK DENGAN METODE TAGUCHI
(Studi Kasus Pada PT. Asam Jawa)
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh:
DERITA MELIANA SITORUS
NIM: 090423041
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISA DAN USULAN PERBAIKAN KUALITAS
PRODUK DENGAN METODE TAGUCHI
(Studi Kasus Pada PT. Asam Jawa)
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh:
DERITA MELIANA SITORUS
NIM: 090423041
Disetujui Oleh:
Dosen Pembimbing I, Dosen Pembimbing II,
(Ir. A. Jabbar M. Rambe, M.Eng) (Ir. Ukurta Tarigan, MT)
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Tuhan “YESUS KRISTUS”, atas segala berkat dan karunianya sehingga penulis dapat melaksanakan dan menyelesaikan penulisan Tugas Sarjana ini.
Tugas Sarjana ini merupakan salah satu syarat akademis yang harus diselesaikan setiap mahasiswa jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara. Adapun judul tugas sarjana ini adalah Analisa dan Usulan Perbaikan Kualitas Produk dengan Metode Taguchi pada PT. Asam Jawa.
Dalam menyelesaikan Tugas Sarjana ini penulis menyadari bahwa masih terdapat kekurangan dan kesalahan dalam penyelesaiannya. Untuk itu dengan tangan terbuka Penulis menerima saran dan kritikan untuk sempurnanya Tugas sarjana ini.
Akhir kata Penulis mengharapkan semoga Tugas Sarjana ini bermanfaat bagi pembaca sekalian dan mengucapkan terima kasih. Semoga Tuhan memberkati kita semua.
UCAPAN TERIMA KASIH
Dalam penulisan Karya Akhir ini Penulis banyak mendapatkan dorongan dan bantuan baik material maupun moril dari berbagai pihak. Untuk itu pada kesempatan ini Penulis ingin menyampaikan banyak terima kasih kepada pihak yang telah memberikan bantuan antara lain :
1. Ibu Ir. Khawarita Siregar, MT., selaku Ketua Departemen Teknik industri yang membantu mahasiswa untuk menyelesaikan studinya.
2. Bapak Ir. Ukurta Tarigan, MT., selaku Sekretaris Departemen Teknik industri dan Dosen Pembimbing II penulis dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktunya untuk dapat memberikan bimbingan akademis kepada penulis dalam menyelesaikan Tugas Sarjana ini.
3. Bapak Ir. Mangara Tambunan, Msc. dan Ibu Ir. Rosnani Ginting, MT., selaku koordinator Tugas Sarjana di Departemen Teknik Industri USU.
4. Bapak Prof. Dr. Ir. A. Rahim Matondang, M.SiE., selaku Ketua Bidang Manajemen Rekayasa dan Produksi.
5. Bapak Ir. A. Jabbar M. Rambe, M.Eng., selaku Dosen Pembimbing I penulis dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktunya untuk dapat memberikan bimbingan akademis kepada penulis dalam menyelesaikan Tugas Sarjana ini.
7. Bapak Aulia Ishak, S.T., M.T., selaku Dosen Pembanding II penulis, yang telah menyediakan waktunya untuk dapat dalam menguji dan memberikan penilaian Tugas Sarjana ini.
8. Bapak Ikhsan Siregar, S.T., M.Eng., selaku Dosen Pembanding III penulis, yang telah menyediakan waktunya untuk dapat dalam menguji dan memberikan penilaian Tugas Sarjana ini.
9. Bapak Bambang Sanepo, SH. yang telah meluangkan waktu untuk menerima dan membantu selama melakukan penelitian dan juga seluruh staf dan karyawan perusahaan PT. Asam Jawa.
10. Teristimewa buat kedua orang tua Penulis yang tercinta C. Sitorus dan O. Simbolon yang selalu memberikan Doa, dukungan dan nasihat yang sangat membantu dalam penyelesaian Tugas Sarjana serta abang, adik-adik dan keluarga penulis yang terus memberikan dan menjadi sumber motivasi dalam menyelesaikan Tugas Sarjana ini.
11. Ratna M. Siallagan, Rahmi Simanullang dan Dewi Kusumawaty sebagai sahabat penulis yang telah mendukung penulis.
12. Teman-teman stambuk 2009 ekstensi yang telah membantu penulis dalam menyelesaikan Tugas Sarjana ini terutama sahabat seperjuangan penulis sewaktu mengikuti kerja praktek dan Penelitian Tugas Sarjana yaitu Liber Sibarani dan Melpina Tarigan yang selalu memberikan semangat dan motivasi kepada penulis.
Semoga dengan adanya Tugas Sarjana ini dapat memberikan manfaat bagi semua pihak. Akhir kata penulis mengucapkan banyak terima kasih dan mohon maaf yang sebesar-besarnya jika ada kekurangan maupun kesalahan dalam penulisan Tugas Sarjana ini.
Medan, Juni 2012
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
I. PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-2 1.3. Tujuan Penelitian ... I-3 1.4. Manfaat Penelitian ... I-3 1.5. Batasan Masalah dan Asumsi ... I-4 1.6. Sistematika Penulisan Tugas Sarjana ... I-4
II. GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Organisasi dan Manajemen... II-3 2.3.1. Struktur Organisasi ... II-3 2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-5 2.3.3. Tenaga Kerja dan Jam Kerja ... II-17 2.3.4. Sistem Pengupahan ... II-20 2.4. Proses produksi ... II-21 2.4.1. Bahan yang Digunakan ... II-21 2.4.2. Uraian Proses Produksi ... II-21 2.4.3. Stasiun Pabrik Biji ... II-36
III. LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.8.2. Fungsi Kerugian Smaller The Better (s.t.b)... III-27 3.8.3. Fungsi Kerugian Tidak Simetris ... III-28 3.8.4. Fungsi Kerugian Tidak Simetris ... III-28 3.9. Rasio Signal Terhadap Noise (SN Ratio) ... III-29 3.9.1. SN Ratio Nominal The Best ... III-29 3.9.2. SN Ratio Smaller The Better ... III-29 3.9.3. SN Ratio Large The Better ... III-30 3.10. Perancangan Parameter ... III-30 3.11. Identifikasi Produk.. ... III-31 3.11.1. Pemilihan Karakteristik Kualitas ... III-31 3.11.2. Pemilihan Level-level Faktor ... III-35 3.11.3. Pemilihan Matrik Ortogonal ... III-35 3.12. Langkah Penelitian Taguchi ... III-36
IV. METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.6. Pelaksanaan Penelitian ... IV-4 4.7. Metode Pengumpulan Data ... IV-7 4.8. Pengolahan Data... IV-8 4.9. Analisa Pemecahan Masalah ... IV-12 4.10. Kesimpulan dan saran ... IV-12
V. PENGUMPULAN DAN PENGOLAHAN DATA... V-I
5.1. Pengumpulan Data ... V-1 5.2. Pengolahan Data... V-2 5.2.1. Seven Tools ... V-2 5.2.2. Perencanaan Eksperimen dengan Metode Taguchi ... V-11 5.2.3. Persiapan dan Pelaksanaan Eksperimen Taguchi ... V-20 5.2.4. Perhitungan Efek Faktor Utama (Main Effect) ... V-21 5.2.5. Perhitungan ANAVA ... V-24 5.2.6. Strategi Pooling Up ... V-31 5.2.7. Pemilihan Kombinasi Level Faktor Optimal ... V-36 5.2.8. Perhitungan Prediksi Rata-rata dan Selang
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3.1. Pengukuran Implementasi ... V-40 5.3.2. Peta Kendali p untuk Percobaan Implementasi ... V-42 5.3.3. Uji Selisih Antara Dua Proporsi ... V-43
VI. ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisa dengan Statistical Process Control ... VI-1 6.2. Analisa Percobaan dengan Metode Taguchi ... VI-1 6.2.1. Analisa Efek Faktor Utama ... VI-2 6.2.2. Analisa Faktor Pooled dan Non Pooled ... VI-3 6.2.3. Analisa Persentase Kontribusi ... VI-4 6.2.4. Analisa Percobaan Konfirmasi ... VI-4 6.2.5. Analisa Perbandingan Selang Kepercayaan ... VI-5 6.2.6. Analisa Uji Selisih Antara Dua Proporsi ... VI-5 6.3. Pembahasan Hasil Kombinasi Optimal Taguchi... VI-5
VII. KESIMPULAN DAN SARAN ... VII-1
DAFTAR TABEL
TABEL HALAMAN
1.1. Data CPO yang Menyimpang Terhadap Standar Mutu ... I-1 2.1. Perincian Jumlah Tenaga Kerja PT. Asam Jawa ... II-18 2.2. Jam Kerja ... II-19 2.3. Kriteria Kematangan Buah ... II-24 2.4. Tahapan Proses Perebusan 3 Puncak ... II-28 3.1. Contoh Percobaan Rancangan Parameter Sederhana ... II-33 3.2. Contoh Percobaan Rancangan Parameter dengan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
3.9. Peta u ... III-21 3.10. Peta c ... III-22 3.11. Cause and Effect Diagram ... III-23 4.1. Kerangka Konseptual ... IV-4 4.2. Blok DiagramMetodologi Penelitian ... IV-6 4.3. Flow Chart Pengolahan Data ... IV-11 5.1. Histogram Kesalahan Jenis Faktor Mutu CPO ... V-4 5.2. Diagram Pareto Jenis Kesalahan Pada Pemeriksaan Mutu ... V-5 5.3. Diagram Pencar Mutu CPO Terhadap Kadar ALB ... V-5 5.4. Peta Kontrol p Produksi CPO Pebruari 2012 ... V-9 5.5. Diagram Sebab Akibat untuk Penyimpangan Kualitas
ALB (3%-5%) ... V-10 5.6. Model Proses Faktor Kualitas CPO Terhadap Responses ... V-12 5.7. Peta Kontrol p Implementasi ... V-42
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
PT. Asam Jawa merupakan perusahaan yang bergerak dalam pengolahan kelapa sawit yang tidak lepas dari masalah yang berhubungan dengan kualitas hasil pengolahan TBS menjadi CPO (Crude Palm Oil) yang diakibatkan oleh tidak sesuainya dengan standar kualitas. Hal ini dapat terlihat dengan frekuensi kecacatan yang terjadi pada produksi kelapa sawit akibat kerusakan tersebut target produksi tidak tercapai.
Tahapan pertama dalam usaha peningkatan kualitas CPO (Crude Palm Oil) pada perusahaan ini adalah dengan melakukan identifikasi faktor-faktor yang berpengaruh terhadap kualitas CPO (Crude Palm Oil) dengan menggunakan metode seven tools yang kemudian dilanjutkan dengan metode Taguchi untuk mengetahui faktor yang paling berpengaruh dan meningkatkan kualitas CPO (Crude Palm Oil). Dari hasil pengolahan data dengan seven tools terdapat tujuh faktor berpengaruh. Diantara ke tujuh faktor tersebut dicari faktor apa yang memberikan pengaruh terbesar yang mengakibatkan kualitas produk menyimpang terhadap standar kualitas.
Dari hasil kesimpulan menunjukkan bahwa besarnya persentase kecacatan yang terjadi pada perusahaan awalnya berkisar 20,97% sedangkan persentase hasil implementasi dengan menggunakan metode Taguchi menurun menjadi 13,50%. Penurunan persentase kecacatan berarti menyatakan adanya perbaikan kualitas CPO (Crude Palm Oil). Adapun faktor-faktor yang mempengaruhi kualitas CPO (Crude Palm Oil) tersebut selama periode Pebruari 2012 dan menjadi prioritas utama untuk diperbaiki oleh pihak perusahaan setting pada stasiun perebusan adalah faktor tekanan pada perebusan menjadi 3 kg/cm2.
ABSTRAK
PT. Asam Jawa merupakan perusahaan yang bergerak dalam pengolahan kelapa sawit yang tidak lepas dari masalah yang berhubungan dengan kualitas hasil pengolahan TBS menjadi CPO (Crude Palm Oil) yang diakibatkan oleh tidak sesuainya dengan standar kualitas. Hal ini dapat terlihat dengan frekuensi kecacatan yang terjadi pada produksi kelapa sawit akibat kerusakan tersebut target produksi tidak tercapai.
Tahapan pertama dalam usaha peningkatan kualitas CPO (Crude Palm Oil) pada perusahaan ini adalah dengan melakukan identifikasi faktor-faktor yang berpengaruh terhadap kualitas CPO (Crude Palm Oil) dengan menggunakan metode seven tools yang kemudian dilanjutkan dengan metode Taguchi untuk mengetahui faktor yang paling berpengaruh dan meningkatkan kualitas CPO (Crude Palm Oil). Dari hasil pengolahan data dengan seven tools terdapat tujuh faktor berpengaruh. Diantara ke tujuh faktor tersebut dicari faktor apa yang memberikan pengaruh terbesar yang mengakibatkan kualitas produk menyimpang terhadap standar kualitas.
Dari hasil kesimpulan menunjukkan bahwa besarnya persentase kecacatan yang terjadi pada perusahaan awalnya berkisar 20,97% sedangkan persentase hasil implementasi dengan menggunakan metode Taguchi menurun menjadi 13,50%. Penurunan persentase kecacatan berarti menyatakan adanya perbaikan kualitas CPO (Crude Palm Oil). Adapun faktor-faktor yang mempengaruhi kualitas CPO (Crude Palm Oil) tersebut selama periode Pebruari 2012 dan menjadi prioritas utama untuk diperbaiki oleh pihak perusahaan setting pada stasiun perebusan adalah faktor tekanan pada perebusan menjadi 3 kg/cm2.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dalam dunia perusahaan kelapa sawit saat ini sedang mengalami persaingan yang sangat ketat, sehingga mengharuskan produsen menjaga dan meningkatkan kualitas produk yang dihasilkan. Kualitas suatu produk merupakan salah satu faktor utama konsumen dalam memilih dan menentukan produk yang akan digunakan.
PT. Asam Jawa sebagai salah satu perusahaan kelapa sawit swasta ingin meningkatkan kualitas serta mengurangi adanya penyimpangan kualitas produk, tetapi perusahaan dalam memproduksi CPO (Crude Palm Oil) masih ada produk yang belum sesuai dengan spesifikasi yang telah ditentukan. Adapun spesifikasi yang telah ditentukan adalah kadar ALB (Asam Lemak Bebas) (3-5)%, kadar air (0,10-0,12)% dan kadar kotoran (0,015-0,020)%. Selain itu juga, persentase penyimpangan rata-rata sebesar 20,97% yang berarti masih perlu dilakukan perbaikan kualitas produk. Adapun CPO (Crude Palm Oil) yang diproduksi mengalami penyimpangan standar kualitas dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data CPO yang Menyimpang Terhadap Standar Mutu
No Tanggal Jumlah
Sampel
Faktor
Jumlah Hasil Pemeriksaan yang
Menyimpang Kadar ALB
(3- 5)%
Kadar Air (0,10-0,12)
%
Kadar Kotoran (0,015-0,020)%
1 1 Pebruari 2012 10 2 1 1 4
2 2 Pebruari 2012 13 3 - - 3
3 3 Pebruari 2012 10 2 - - 2
Untuk mengatasi permasalahan tersebut, perlu diadakan suatu penelitian untuk mengidentifikasi faktor-faktor kontrol yang berpengaruh terhadap CPO (Crude Palm Oil) dan untuk mendapat setting terbaik dalam menghasilkan produk yang diharapkan yaitu melakukan analisa perbaikan kualitas dengan metode Taguchi. Metode Taguchi digunakan untuk prosedur percobaan perancangan parameter yang menyatakan nilai-nilai atau setting dari variabel yang dapat dikendalikan dan ditetapkan agar variasi yang disebabkan oleh beberapa variabel gangguan dapat diminimalkan.
Dengan melakukan penelitian menggunakan metode Taguchi ini, diharapkan dapat mengetahui faktor-faktor yang berpengaruh terhadap CPO (Crude Palm Oil) dan menghasilkan kombinasi setting yang lebih baik yang memberikan kualitas CPO (Crude Palm Oil) yang diinginkan konsumen serta memberikan peningkatan kualitas terhadap produk yang dihasilkan sehingga pada akhirnya dapat mendukung perusahaan dalam pencapaian target rendemen yang diinginkan.
1.2. Rumusan Masalah
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk meningkatkan kualitas CPO pada PT. Asam Jawa. Sedangkan tujuan khusus yang ingin dicapai dari penelitian ini adalah:
1. Mengidentifikasi faktor-faktor yang berpengaruh terhadap karakteristik kualitas CPO.
2. Melakukan analisis terhadap faktor-faktor yang paling berpengaruh dari hasil pooling parsial I dan II.
3. Menentukan kombinasi yang lebih baik dari faktor-faktor terkendali dan levelnya sehingga dihasilkan CPO yang sesuai dengan standar.
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah:
1. Hasil penelitian ini dapat dijadikan sebagai sumber informasi mengenai kualitas produk yang dihasilkan oleh perusahaan.
2. Merupakan masukan yang berguna terutama dalam hal pengembangan kualitas produk terhadap pelanggan oleh perusahaan.
3. Menjadi sarana bagi penulis untuk melakukan latihan sehingga ilmu yang didapat dari perkuliahan dapat diterapkan dan dikembangkan yang kemudian akan dibandingkan terhadap permasalahan yang ada pada perusahaan.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Karakteristik kualitas yang diteliti dibatasi hanya untuk karakteristik kualitas yang berlaku di perusahaan.
2. Penelitian tidak berhubungan dengan biaya.
3. Syarat mutu yang diteliti adalah kadar asam lemak bebas, kadar air dan kadar kotoran.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Kondisi perusahaan stabil sehingga data-data yang diperoleh mewakili kondisi perusahaan yang sebenarnya.
2. Proses produksi yang berlangsung pada perusahaan dianggap berjalan dengan lancar.
3. Tidak terjadi perubahan prosedur pengendalian kualitas selama penelitian berlangsung.
1.6. Sistematika Penulisan Tugas Sarjana
Untuk memudahkan penulisan, pembahasan dan penilaian Tugas Sarjana ini, maka Tugas Sarjana ini dibagi menjadi beberapa bab dengan sistematika sebagai berikut:
BAB I PENDAHULUAN
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini memaparkan secara singkat tentang gambaran dari objek penelitian, yaitu Sejarah Perusahaan, Ruang Lingkup Bidang Usaha, Organisasi dan Manajemen dan Proses Produksi.
BAB III LANDASAN TEORI
Bab ini menyajikan dasar teori dan metode yang digunakan sebagai dasar dan alat untuk memecahkan masalah. Teori yang digunakan adalah teori yang membahas tentang defenisi kualitas, dimensi kualitas, pengendalian kualitas, tujuan pengendalian kualitas, pengendalian kualitas dengan seven tools, metode Taguchi, konsep kualitas Taguchi, fungsi kerugian Taguchi, rasio signal Terhadap Noise (SN Ratio), perancangan parameter, identifikasi produk dan langkah penelitian Taguchi.
BAB IV METODOLOGI PENELITIAN
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini merupakan pembahasan tentang penerapan metode Taguchi dalam kualitas produk, pengumpulan data, pengolahan data dengan cara mengidentifikasi variable-variabel yang mempengaruhi kualitas produk.
BAB VI ANALISA PEMECAHAN MASALAH
Bab ini menganalisa hasil dari pengolahan data dan mengidentifikasi pemecahan masalah untuk mengetahui langkah-langkah perbaikan yang dibutuhkan perusahaan.
BAB VII KESIMPULAN DAN SARAN
Kesimpulan berisi tentang pokok-pokok hasil penelitian dan uraian singkat hasil analisa yang dilakukan. Sedankan saran berisi tindak lanjut dari hasil penelitian yang telah dilakukan.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Asam Jawa didirikan dengan Akta Notaris No.37 tanggal 16 Januari 1982 dari Notaris Barnang Armino Pulungan, SH di Medan. Kemudian disahkan oleh Menteri Kehakiman Republik Indonesia dengan SK No. C2 3259 HT.01.01.Th.84 tanggal 6 Juni 1984 yang dimuat dalam Berita Negara RI No.797 tahun 1984.
Berdasarkan surat keputusan Menteri Pertanian Dirjen Perkebunan, PT. Asam Jawa dinyatakan sebagai perkebunan besar sebagai PMDN didapatkan berdasarkan S.P.T. Badan Koordinasi Penanaman Modal Dalam Negeri Pusat No.261/I/PMDN/1983 tanggal 13 Desember 1983.
Land clearing dan pembibitan digiatkan mulai 1982, demikian juga pembangunan prasarana serta penyiapan syarat-syarat bagi aplikasi kredit investasi ke Bank Indonesia cq Bank Ekspor Impor Indonesia. Tanaman pertama sudah mulai digiatkan pada tahun 1983 diatas lahan gambut yang cukup kering dan relatif tidak menyuplai hambatan yang berarti.
bulan, pabrik dengan kapasitas tahap pertama adalah 30 ton/jam, pada tanggal 21 Desember 1987 dapat diresmikan. Disamping modal serta dari dana pendiri, kredit pendahuluan dari Bank Ekspor Impor Indonesia sudah dapat diberikan pada media tahun 1983 dan kredit investasi sesungguhnya pada tahun 1985.
Fokus perhatian untuk masa yang akan datang, diarahkan bagi upaya-upaya sebagai berikut:
1. Penyelesaian penanaman 25% dari total areal 8.300 Ha, direncanakan selesai akhir
tahun 1988.
2. Pembangunan pabrik tahap II menjadi total kapasitas 60 ton/jam, direncanakan
selesai akhir triwulan III tahun 1988.
3. Perbaikan prasarana dan manajemen secara menyeluruh.
Pada bulan Januari 2004, dilakukan restrukturisasi managemen keseluruhan baik
dari PKS maupun Kebun dimana setiap pimpinan tertinggi pada masing-masing bagian
bertanggung jawab kepada General Manager. Hingga saat ini, luas lahan 8.400 Ha.
Seluruh areal tersebut dibagi dalam 10 afdeling, baik yang tergolong areal pemeliharaan
maupun areal pengembangan ditambah dengan afdeling emplasemen.
2.2. Ruang Lingkup Bidang Usaha
PT. Asam Jawa merupakan perusahaan perkebunan besar swasta yang bergerak
dalam bidang perkebunan kelapa sawit dan pabrik pengolahan. Kelapa sawit diolah
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi
PT. Asam Jawa merupakan suatu perusahaan yang sudah dapat dikategorikan sebagai sebuah pabrik pengolahan kelapa sawit yang besar. Sehingga dalam menjalankan kegiatannya sehari-hari sangat membutuhkan suatu susunan struktur organisasi yang baik dan sistematis, sehingga setiap fungsi yang ada dapat dijalankan dengan baik.
General Manager
Sekretaris Kepala Tata Usaha
KASI Pembukuan KASI Keuangan KASI Analisa Biaya KASI Gudang KASI Produksi
KA. Divisi Teknik Kasir Kepala Kantor Krani/TU KA. Divisi Pengolahan Manager Kebun Sulum
Manager Research
& Development
Pimpro Pengembangan Manager Kebun Sei
Kalam Manager Kebun
Pangarungan Manager PKS
Kond. Divisi Kebun Kepala
Laboratorium KASI Logistik
KA. Divisi Kebun
Krani/TU Krani/TU Krani/TU
KA. Divisi Kebun
Kond. Divisi Kebun
KA. Divisi Kebun
Kond. Divisi Kebun
Krani/TU Kepala Kantor Staf Lapangan Kepala Kantor Wk. Pimpro Krani/TU Staf Lapangan
Ka. Bag. Pelayanan Umum Koordinator Pemanfaatan Pupuk Kabag Personalia & Umum KABAG Bengkel Otomotif
Eks Limbah PKS Ka.Bag Pengamanan
KASI Personalia Pemupukan Tks Pemupukan Cair Pemupukan Bokashi Krani/TU
KASI Alat Berat KASI Traksi KASI Bangunan Krani/TU Wakabag Pengamanan Umum Kesehatan Kepersonaliaan Krani/TU Bagian Mesin Bagian Las Krani/TU Wakabag Pengamanan
2.3.2. Pembagian Tugas dan Tanggung Jawab
Berikut ini merupakan tugas dari masing-masing personil yang terdapat pada struktur organisasi PT. Asam Jawa yaitu:
1. General Manager
a. Bertanggung jawab secara penuh dalam melaksanakan tugasnya demi kepentingan perusahaan dalam mencapai tujuan yang telah ditentukan.
b. Membuat segala perencanaan dan strategi perusahaan, baik dalam jangka pendek maupun panjang.
c. Mengkoordinir dan mengatur setiap kegiatan yang dijalankan perusahaan. 2. Kepala Tata Usaha
a. Menjalankan kebijakan pencatatan akuntansi keuangan sesuai ketentuan perusahaan.
b. Melakukan pemeriksaan, inventarisasi dan evaluasi sistem internal control dalam usaha mengamankan aset perusahaan.
c. Mengawasi, membina dan evaluasi kinerja dan sumber daya manusia pada bagian terkait dalam usaha untuk meningkatkan produktivitas kerja.
d. Pertanggungjawaban dari tugas-tugas yang diberikan dituangkan dalam bentuk laporan secara harian, bulanan dan tahunan.
3. Sekretaris
a. Bertanggung jawab untuk menjalin relasi yang baik antara perusahaan dan intitusi
pasar modal untuk memfasilitasi efektivitas pemenuhan kepatuhan terhadap
peraturan perundangan yang berlaku di bursa efek dan pasar modal, termasuk
b. Berkewajiban mengawasi perkembangan dan perubahan regulasi yang terjadi di
bidang pasar modal, dan memberikan rekomendasi dan masukan kepada Direksi
terkait dampak perubahan tersebut pada Perusahaan.
c. Bertanggung jawab dalam pemenuhan kepatuhan terhadap Anggaran Dasar
Perusahaan serta peraturan perundangan yang berlaku di pasar modal dan bursa efek.
d. Bertanggung jawab atas penyelenggaraan paparan publik dan menjalin hubungan
baik dengan pihak media massa.
e. Menangani hubungan investor dalam rangka menjalin dan meningkatkan
komunikasi antara Perusahaan dengan para investor.
4. Kepala Divisi Pembukuan
a. Memberikan saran/masukan kepada atasannya baik diminta atau tidak diminta dalam hal perencanaan dan kebijakan pokok perusahaan.
b. Menciptakan suasana yang harmonis, aman dan tenteram dalam kehidupan bermasyarakat, sosial dan beragama di lingkungan divisi.
c. Dalam menjalankan tanggung jawab diberi wewenang untuk mengambil sikap terhadap bawahan yang dianggap perlu, sementara pelaporan harus disampaikan kepada atasan langsung.
d. Melengkapi dan mengembangkan manajemen teknik secara inovatif guna pencapaian sasaran mutu yang lebih efektif dan efisien.
5. Kepala Divisi Keuangan
b. Merencanakan sumber-sumber dana yang diperoleh.
c. Menganalisa laporan keuangan untuk menilai apakah perusahaan mempunyai posisi keuangan yang baik.
d. Menciptakan suasana yang harmonis, aman dan tenteram dalam kehidupan bermasyarakat, sosial dan beragama di lingkungan divisi.
6. Kepala Divisi Analisa Biaya
a. Mempersiapkan Langkah-langkah kebijaksanaan yang perlu di lakukan sehubungan dengan kegiatan pengelolaan administrasi pembukuan dimaksud.
b. Menyajikan laporan keuangan untuk setiap bulan, triwulan, dan tahunan berupa neraca dan daftar laba rugi baik untuk kepentingan intern maupun ekstern.
c. Melaksanakan tugas lainnya yang diperintahkan bagian keuangan. d. Pertanggung jawabannya kepada kepala divisi keuangan.
7. Kepala Divisi Gudang
a. Bertanggung jawab terhadap penyimpanan di gudang dalam bentuk laporan harian, bulanan dan tahunan.
b. Memberikan masukan kepada atasan dalam hal analisa biaya yang berkaitan dengan divisi.
8. Kepala Divisi Produksi
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari atasannya dalam bidang kultur teknis, produksi kebun, pengolahan dan administrasi yang berlaku terhadap divisi produksi.
b. Bertanggung jawab terhadap pengawasan, pembinaan dan pengarahan dalam bidang disiplin kerja, produktivitas kerja guna tercapainya kuantitas dan kualitas kerja yang maksimal yang dibatasi oleh norma-norma perusahaan.
c. Dalam menjalankan tanggung jawabnya diberi wewenang untuk mengambil sikap atau tindakan terhadap bawahannya yang dipandang perlu, sementara pelaporan harus disampaikan kepada atasan langsung.
9. Kasir
a. Untuk memastikan fungsi pembayaran telah dipelihara dengan baik dan benar dan untuk memastikan bahwa kontrol yang tepat atas fungsi-fungsi ini berada di tempat dengan bekerja sama sebagai tim dengan anggota lain dalam departemen.
b. Untuk memastikan bahwa data dari transaksi keuangan masuk secara akurat dan tepat waktu dalam sistem.
10. Manager PKS
a. Bertanggung jawab terhadap terlaksananya semua kegiatan operasional di unit kebun/PKS.
c. Melakukan pengawasan, pembinaan dan pengarahan bagi staff dan karyawan bawahannya di bidang disiplin kerja dan produktifitas kerja sehingga tujuan perusahaan dapat tercapai semaksimal mungkin.
d. Melengkapi dan mengembangkan manajemen teknik secara inovatif guna pencapaian sasaran mutu yang lebih efektif dan efisien.
11. Krani Produksi
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari atasannya dalam bidang produksi.
b. Mencatat kuantitas TBS hasil panen dari masing-masing pemanen di TPH setiap hariannya.
c. Memeriksa kualitas dan melakukan sortasi TBS hasil panen di TPH sesuai kriteria mutu yang sudah ditetapkan.
d. Hasil poin 2 dan 3 diisikan pada blanko checking buah.
e. Mengawasi dan mengamankan TBS selama pengangkutan dari lapangan ke PKS.
12. Kepala Divisi Pengolahan
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari atasannya dalam bidang produksi dan perawatan.
b.Menyusun perencanaan pokok bidang produksi setiap harinya, meliputi segi kebutuhan pemanen dan luas areal yang akan dipanen, serta menuangkan pada buku rencana kerja.
d.Menyusun standar sistem pemantauan lingkungan dan kolam limbah. e. Menyusun kebutuhan bahan-bahan pengolahan di pabrik kelapa sawit. f. Menentukan kapasitas olah dan hari olah kelapa sawit.
g. Menetapkan rendemen minyak sawit dan inti sawit tiap-tiap PKS. 13. Kepala Divisi Teknik
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari atasannya dalam bidang perawatan mesin-mesin produksi.
b.Menyusun perencanaan pokok bidang perawatan setiap harinya dan menuangkannya pada buku rencana kerja.
c. Menyusun standar fisik dibidang teknik yang meliputi kapasitas pabrik, kebutuhan tenaga kerja pemeliharaan mesin dan instalasi pabrik serta untuk seluruh kelapa sawit.
d.Menyusun norma pemakaian bahan/barang untuk seluruh jenis kendaraan, alat berat dan pabrik.
14. Kepala Laboratorium
a. Merencanakan dan mengadakan alat dan bahan untuk kegiatan pemeriksaan mutu sesuai usulan dari penanggungjawab laboratorium, laboran dan teknisi.
b. Memeriksa kualitas bahan baku yang akan diolah. c. Menginventarisasi alat dan bahan di laboratorium.
15. Kepala Divisi Logistik
a. Menangani pendataan persediaan dan perlengkapan PT. Asam Jawa, khususnya pada kebutuhan lapangan dan event-event tertentu yang terjadwal dengan tetap mengutamakan kemampuan personal dalam penanganan kebutuhan logistiknya masing-masing.
b. Menyelenggarakan kegiatan umum, personalia, akuntansi & keuangan serta perbengkelan di Unit Usaha.
c. Mendayagunakan aset perusahaan secara optimal, efektif dan efisien. d. Menjaga dan memelihara barang-barang inventaris peralatan kantor dan
aktiva di Unit Usaha sesuai catatan akuntansi.
e. Merencanakan, mengkoordinasi dan memimpin pelaksanaan system operasional dalam bidang logistik guna memenuhi keinginan pelanggan secara tepat waktu.
16. Manager Kebun Pangarungan
a. Bertanggung jawab terhadap terlaksananya semua kegiatan operasional di unit kebun Pangarungan.
b.Membuat rencana anggaran biaya dan produksi baik bersifat bulanan maupun tahunan dan dilaporkan kepada General Manager secara tertulis. c. Melakukan pengawasan, pembinaan dan pengarahan bagi staff dan
d.Mengkoordinir pembuatan laporan kerja baik yang bersifat harian maupun bulanan dari bawahannya, mengevaluasi untuk segera mengambil tindakan jika dianggap perlu dan membuat laporannya kepada General Manager. 17. Manager Kebun Sei Kalam
a. Bertanggung jawab terhadap terlaksananya semua kegiatan operasional di unit kebun Sei Kalam yang meliputi kultur teknis, sumber daya manusia, pembiayaan, administrasi dan keamanan.
b.Membuat rencana anggaran biaya dan produksi baik bersifat bulanan maupun tahunan dan dilaporkan kepada General Manager secara tertulis. c. Melakukan pemeriksaan baik secara rutin dan periodik terhadap
instruksi-instruksi dari perusahaan yang meliputi bidang kultur teknis dan produksi secara kualitatif dan kuantitatif.
d.Melengkapi dan mengembangkan manajemen teknik secara inovatif guna pencapaian sasaran mutu yang lebih efektif dan efisien
18. Manager Kebun Sulum
a. Bertanggung jawab terhadap terlaksananya semua kegiatan operasional di unit kebun Sulum yang meliputi kultur teknis, sumber daya, pembiayaan, administrasi dan keamanan.
b.Membuat rencana anggaran biaya dan produksi baik bersifat bulanan maupun tahunan dan dilaporkan kepada General Manager secara tertulis. c. Melakukan pengawasan, pembinaan dan pengarahan bagi staff dan
d.Melengkapi dan mengembangkan manajemen teknik secara inovatif guna pencapaian sasaran mutu yang lebih efektif dan efisien.
19. Manager Research & Development
a. Mengkoordinir pembuatan laporan kerja baik yang bersifat harian maupun bulanan dari bawahannya, mengevaluasi untuk segera mengambil tindakan/solusi jika dianggap perlu dan membuat laporan kepada General Manager.
b.Melakukan pengawasan, pembinaan dan pengarahan bagi staff dan karyawan bawahannya di bidang disiplin kerja dan produktifitas kerja sehingga tujuan perusahaan dapat tercapai semaksimal mungkin.
c. Memberikan saran atau masukan kepada General Manager baik diminta atau tidak, dalam hal perencanaan dan kebijaksanaan pokok perusahaan yang meliputi segi-segi teknis, teknologi, sumber daya manusia, pengembangan organisasi dan bidang-bidang yang terkait.
d.Guna pertanggung jawabannya, maka dibenarkan untuk mengambil sikap atau tindakan terhadap bawahannya yang melakukan pelanggaran dan hal-hal lain yang dapat mengganggu kegiatan operasional.
20. Krani Divisi
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari atasannya dalam bidang administrasi divisi.
c. Menghitung dan membuat laporan gaji dan premi karyawan dan permanen setiap bulannya.
d.Bertanggung jawab terhadap jalannya proses ke administrasian kantor divisi.
21. Staf Lapangan
a. Memberikan saran, konsultasi, bantuan serta melayani di bagian lapangan. b. Memberikan layanan dalam bidang keahliannya kepada pimpinan.
c. Mendata segala aktivitas yang terjadi di lapangan. 22. Pimpinan Pengembangan
a. Membina menyelenggarakan bidang yang dibawahi sesuai dengan kebijaksanaan yang telah ditetapkan perusahaan.
b. Menyusun anggaran di daerah pengembangan.
c. Merumuskan rencana pembangunan infrastruktur daerah pengembangan. 23. Wakil Pimpinan
a. Memberikan saran dan bantuan kepada pimpinan pengembangan b. Melaksanakan keputusan dari pimpinan.
c.Menyelenggarakan Koordinasi dalam melaksanakan kegiatan pengembangan.
d. Mewakili pimpinan apabila berhalangan dalam melaksanakan tugas sehari-hari.
24. Kepala Bagian Pelayanan Umum
a. Membuat rencana anggaran biaya bulanan dan tahunan.
b.Melengkapi dan mengembangkan manajemen teknik secara inovatif guna pencapaian sasaran mutu yang lebih efektif dan efisien.
c. Membuat program perencanaan pemeliharaan dan perbaikan alat-alat dan kendaraan.
d.Melayani unit atau bagian setiap harinya terhadap kebutuhan alat, kendaraan, bahan dan tenaga kerja.
25. Koordinator Pemanfaatan Pupuk Limbah PKS
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari atasannya dalam bidang pemeliharaan teknik, produksi dan perawatan. b. Mengawasi dan melaksanakan kelancaran jalannya proses produksi dan
perawatan teknik/tanaman agar sesuai dengan kelayakan operasional, persyaratan mutu dan jumlah yang ditetapkan perusahaan.
c. Melakukan pengawasan, pembinaan dan pengarahan kepada mandor pemeliharaan teknik, mandor produksi, krani produksi dan pemanen dalam hal disiplin kerja, mutu kerja dan produktivitas kerja.
d. Memberikan saran/masukan baik diminta atau tidak dalam bidang perawatan yang meliputi segi teknis, material/alat, organisasi dan bidang-bidang yang terkait.
26. Kepala Bagian Personalia dan Umum
b. Membantu tercapainya target atau tujuan perusahaan dengan menciptakan lingkungan kerja dimana semua karyawan memperoleh kepuasan terhadap pekerjaannya.
c. Melaksanakan pengendalian dan pengawasan, penyelesaian hukum dan agraria, kesepakatan, kesehatan, dan keamanan serta sosial umum.
d. Memimpin kegiatan dalam rangka usaha penerimaan dan penempatan, pembinaan dan mutasi serta mengatur kepangkatan dan karier.
e. Menyusun laporan tentang keberadaan personil yang menurut masing-masing jenjang kepangkatan, penempatan, pendidikan.
e. Mempersiapkan langkah-langkah kebijaksanaan yang diperlukan sehubungan dengan kegiatan tersebut terutama yang menyangkut pengaturannya, pendidikan dan latihan.
27. Kepala Bagian Bengkel Otomotif
a. Bertanggung jawab terhadap kelancaran pelaksanaan intruksi dari atasannya (General Manager) dalam bidang teknik pemeliharaan dan perbaikan mesin-mesin, kenderaan dan alat berat.
b.Membuat perencanaan anggaran belanja bulanan dan tahunan. c. Menentukan standar fisik dan mutu suku cadang
d.Melakukan perbaikan dan pemeriksaan yang terprogram, terarah sehingga mencegah terjadinya stagnasi yang mengganggu kegiatan operasional. e. Melengkapi dan mengembangkan manajemen teknis secara inovatif guna
28. Kepala Bagian Pengamanan
a. Membuat perencanaan, monitoring dan evaluasi pekerjaan yang berhubungan dengan pengamanan dan keamanan.
b.Selalu menyikapi kondisi sosial internal dan eksternal perusahaan guna mengembangkan inovasi sistem pengamanan.
c. Pertanggung jawaban dari tugas-tugas yang diberikan dituangkan dalam bentuk laporan secara harian, bulanan dan tahunan.
29. Wakil Kepala Bagian Pengamanan
a. Bertanggung jawab terhadap kelancaran pelaksanaan instruksi dari kepala bagian pengamanan dalam hal pengamanan dan keamanan.
b.Membantu menyikapi kondisi sosial internal dan eksternal perusahaan guna mengembangkan inovasi sistem pengamanan.
c. Membantu menjalankan tanggung jawab kepala bagian pengamanan diberi wewenang untuk mengambil sikap atau tindakan terhadap bawahannya yang melakukan pelanggaran maupun yang berprestasi sementara pelaporan harus disampaikan kepada atasan langsung.
2.3.3. Tenaga Kerja dan Jam Kerja
Tabel 2.1. Perincian Jumlah Tenaga Kerja PT. Asam Jawa
No Bagian Jumlah (orang)
1 Kantor General Manager 7
2 Kebun Pengembangan 8
3 Kantor KTU GM 6
4 Analisa Biaya dan Produksi 5
5 Gudang Induk 8
6 Keuangan 7
7 Personalia 18
8 R & D 17
9 PBPKS 28
10 Kebun Pangarungan 3
11 Divisi A 48
12 Divisi B 49
13 Kebun Sei Sulum 2
14 Divisi C 57
15 Divisi D 58
16 Divisi H 67
17 Kebun Sei Kalam 2
18 Divisi E 66
19 Divisi F 33
20 Divisi G 64
21 MPU & Traksi 89
22 Bengkel Automotif 18
23 Satpam 64
24 Langga Payung 16
25 PKS 195
Jumlah 935
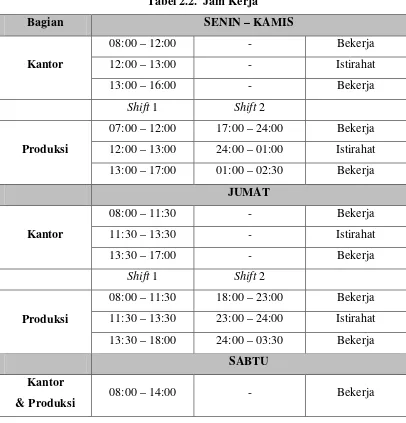
Jam kerja di PT. Asam Jawa terdiri dari 2 shift untuk bagian produksi (proses)
sedangkan bagian gudang, kantor, laboratorium dan maintenance 1 shift. Dimana 1 shift
adalah 7 jam kerja, tetapi jika kondisi TBS masih banyak maka karyawan bisa kerja di
atas 7 jam kerja yang dihitung lembur. Adapun pembagian jam kerja karyawan dapat
[image:43.595.109.515.256.679.2]dilihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja
Bagian SENIN – KAMIS
Kantor
08:00 – 12:00 - Bekerja
12:00 – 13:00 - Istirahat
13:00 – 16:00 - Bekerja
Shift 1 Shift 2
Produksi
07:00 – 12:00 17:00 – 24:00 Bekerja 12:00 – 13:00 24:00 – 01:00 Istirahat 13:00 – 17:00 01:00 – 02:30 Bekerja
JUMAT
Kantor
08:00 – 11:30 - Bekerja
11:30 – 13:30 - Istirahat
13:30 – 17:00 - Bekerja
Shift 1 Shift 2
Produksi
08:00 – 11:30 18:00 – 23:00 Bekerja 11:30 – 13:30 23:00 – 24:00 Istirahat 13:30 – 18:00 24:00 – 03:30 Bekerja
SABTU Kantor
2.3.4. Sistem Pengupahan
Kebijaksanaan sistem pengupahan di PT. Asam Jawa mengikuti program kebijaksanaan tentang upah minimum regional yang telah ditetapkan oleh pemerintah dan upah lembur (premi) diberikan setiap bulan.
1. Upah / Gaji bulanan
Upah ini diberikan kepada tenaga kerja pada hari pertama setiap bulan sesuai dengan jabatan dan jenis pekerjaannya masing-masing. Sistem pengupahannya berupa harian dan bulanan.
2. Upah lembur
Upah lembur diberikan kepada tenaga kerja yang melebihi jam kerja dinas. Pembayaran upah lembur akan dibayar apabila kerja dilakukan atas izin perusahaan dan dibuktikan dengan catatan kehadiran.
Selain itu kesejahteraan umum bagi pegawai dan karyawan pabrik juga diperhatikan. Adapun fasilitas yang disediakan oleh PT. Asam Jawa untuk para karyawannya adalah sebagai berikut:
1. Perumahan bagi staf dan karyawan yang berada di lokasi perkebunan sekitar. 2. Tunjangan natura diberikan dalam bentuk uang berdasarkan jumlah
tanggungan.
3. Tunjangan masa kerja pertahun diberikan berdasarkan jumlah tahun bekerja dengan perhitungan 2,5% x gaji pokok dalam tahun berjalan.
4. Bantuan setiap bulannya berupa THR keagamaan
7. Yayasan sebagai sarana pendidikan anak staff dan karyawan yang dibangun di lokasi lingkungan pabrik.
8. Rumah ibadah yaitu mesjid yang dibangun di lokasi lingkungan pabrik.
9. Membangun sarana olah raga yang tersedia di lokasi kompleks perumahan karyawan.
2.4. Proses Produksi
2.4.1. Bahan yang Digunakan
Adapun bahan baku yang digunakan PT. Asam Jawa adalah TBS (Tandan Buah
Segar) yang diperoleh dari kebun pabrik sendiri dan bahan penolong yang digunakan
adalah air dan uap yang dihasilkan oleh tenaga uap.
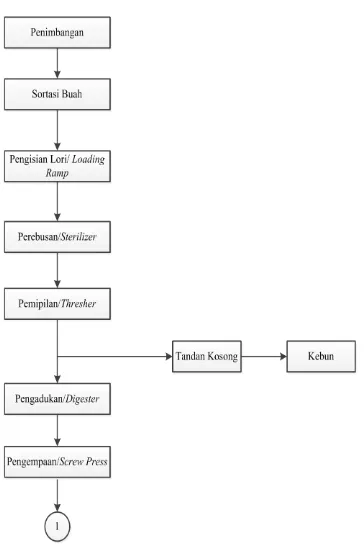
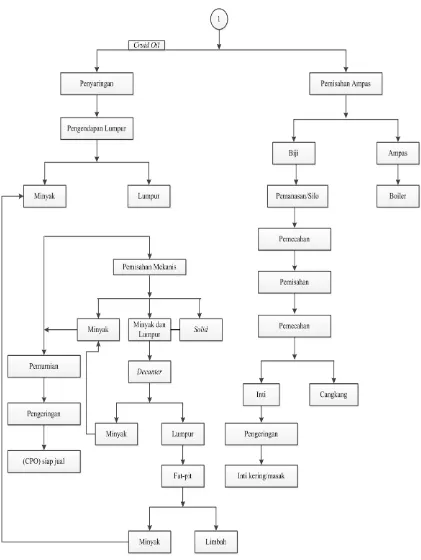
2.4.2. Uraian Proses Produksi
Gambar 2.2. Uraian Proses Produksi Kelapa Sawit PT. Asam
Gambar 2.2. Uraian Proses Produksi Kelapa Sawit PT. Asam Jawa
1. Penimbangan
Sebelum diolah TBS terlebih dahulu ditimbang, kegunaannya adalah:
a. Untuk mengetahui netto buah setiap truck
b. Untuk mengetahui jumlah produksi TBS
c. Untuk menghitung rendemen dan kapasitas olah pabrik
d. Sebagai dasar perhitungan pembayaran premi pemanen
2. Sortasi buah
Sortasi buah dilakukan untuk:
a. Untuk mengamati mutu buah yang akan diolah pabrik
b. Untuk mengetahui derajat kematangan buah hasil panen dari setiap divisi
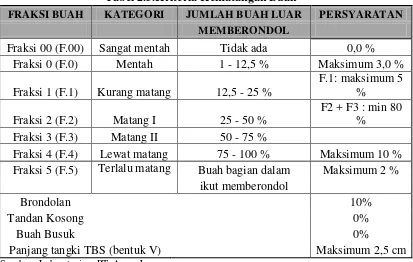
[image:48.595.113.526.449.711.2]Adapun kriteria kematangan buah dapat dilihat seperti Tabel 2.3.
Tabel 2.3.Kriteria Kematangan Buah
FRAKSI BUAH KATEGORI JUMLAH BUAH LUAR PERSYARATAN
MEMBERONDOL
Fraksi 00 (F.00) Sangat mentah Tidak ada 0,0 % Fraksi 0 (F.0) Mentah 1 - 12,5 % Maksimum 3,0 % Fraksi 1 (F.1) Kurang matang 12,5 - 25 %
F.1: maksimum 5 %
Fraksi 2 (F.2) Matang I 25 - 50 %
F2 + F3 : min 80 %
Fraksi 3 (F.3) Matang II 50 - 75 %
Fraksi 4 (F.4) Lewat matang 75 - 100 % Maksimum 10 % Fraksi 5 (F.5) Terlalu matang Buah bagian dalam Maksimum 2 %
ikut memberondol
Brondolan 10%
Tandan Kosong 0%
Buah Busuk 0%
Panjang tangki TBS (bentuk V) Maksimum 2,5 cm
3. Pengisian lori (Loading ramp)
Loading ramp kegunaannya adalah:
a. Tempat penampungan TBS sebelum diisi ke lori
b. Mengisi TBS kedalam lori secara teratur, buah yang lebih awal masuk ke loading
ramp lebih dahulu masuk kedalam lori (First in-First out). Loading ramp dilengkapi
dengan kisi-kisi dan hydrolic pump dimana setiap kisi-kisi memiliki jarak minimal 5
mm dan maksimal 10 mm. Kegunaan kisi-kisi adalah:
1) Agar sampah, pasir terikut buah turun melalui kisi-kisi
2) Jika terlalu kecil maka sampah, pasir dari buah tidak efektif turun
3) Jika terlalu besar dapat menyebabkan brondolan dari buah ikut turun bersama
sampah
Sedangkan kegunaan hydrolic pump adalah:
1) Untuk mengatur buka dan tutup pintu loading ramp pada saat mengisi TBS ke
dalam lori
Beberapa jenis lori berdasarkan kapasitasnya antara lain:
1) 2.500 kg/lori
2) 5.000 kg/lori
3) 7.000 kg/lori
Gambar 2.3. Lori
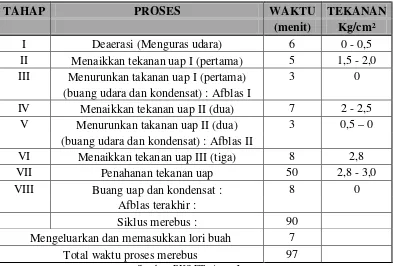
4. Perebusan (Sterilizer)
Proses perebusan buah merupakan faktor yang paling vital dalam pengolahan TBS karena sangat menentukan hasil olah pada tahapan proses selanjutnya baik losses (kerugian) yang timbul dan juga kualitas produksinya. Perebusan terlalu lama dapat mengakibatkan losses minyak dalam kondensat meningkat dan kualitas CPO dihasilkan memberikan warna lebih gelap (tua). Bila perebusan terlalu singkat, maka akan mengakibatkan jumlah berondolan dalam tandan kosong serta jumlah katekopen meningkat, proses pelumatan di unit digester kurang sempurna dan proses pemecahan biji kurang sempurna.
Adapun tujuan dari perebusan adalah:
a. Memudahkan berondolan lepas dari janjangan.
b. Melunakkan buah sehingga mudah diaduk dalam digester.
c. Mematikan enzim yang dapat menaikkan ALB.
Perebusan (sterilizer) yang ada pada PT. Asam Jawa dapat dilihat pada gambar di bawah ini:
Gambar 2.4. Sterilizer
Pengoperasian rebusan (sterilizer) diatas sesuai kebutuhan dengan memperhitungkan:
a. Kualitas kematangann TBS yang akan diolah, makin tinggi derajat kematangan TBS
maka waktu merebus dioperasikan lebih singkat dan sebaliknya.
b. Kapasitas screw press yang dioperasikan.
c. Kebutuhan bahan bakar boiler yang dioperasikan.
Tabel 2.4.Tahapan Proses Perebusan 3 Puncak
TAHAP PROSES WAKTU TEKANAN
(menit) Kg/cm²
I Deaerasi (Menguras udara) 6 0 - 0,5
II Menaikkan tekanan uap I (pertama) 5 1,5 - 2,0 III Menurunkan takanan uap I (pertama) 3 0
(buang udara dan kondensat) : Afblas I IV Menaikkan tekanan uap II (dua) 7 2 - 2,5
V Menurunkan takanan uap II (dua) 3 0,5 – 0 (buang udara dan kondensat) : Afblas II VI Menaikkan tekanan uap III (tiga) 8 2,8
VII Penahanan tekanan uap 50 2,8 - 3,0
VIII Buang uap dan kondensat : 8 0
Afblas terakhir :
Siklus merebus : 90
Mengeluarkan dan memasukkan lori buah 7
Total waktu proses merebus 97
Sumber :PKS PT. Asam Jawa
5. Pemipilan (Thresher)
Sebelum TBS sampai ke bagian pemipilan (Thresher) dari perebusan, alat yang membantu pemindahan TBS adalah Kapstan, Hosting Crane dan Auto Feeder. Kegunaan dari masing-masing alat-alat tersebut adalah:
a. Kapstan untuk menarik lori berisi TBS masak yang sudah keluar dari rebusan hingga
ke posisi Hosting Crane.
b. Hosting Crane untuk mengangkat dan menuangkan lori TBS yang sudah direbus
kedalam hoper thresher.
c. Auto Feeder untuk mengatur masuknya buah yang sudah direbus ke thresher secara
maksimal. Kecepatan auto feeder diatur sedemikian rupa sehingga sesuai dengan
kapasitas olah.
Pada thresher, dilakukan pelepasan/perontokan brondolan dari janjangan. Proses perontokan brondolan berlangsung akibat adanya bantingan tandan buah didalam alat thresher yang berputar dengan kecepatan ± 23 rpm, semakin berat janjang rata-rata (BJR) semakin besar rpm nya. Beberapa hal yang perlu diperhatikan dalam pengoperasian thresher adalah :
a. Saat tandan buah berputar dalam thresher harus dapat mencapai ketinggian maksimal,
baru jatuh dan terbanting pada As Thresher.
b. Pengaturan buah yang masuk dari auto feeder ke thresher disesuaikan dengan
kapasitas thresher, sehingga buah tidak terlalu banyak menumpuk dalam thresher
yang dapat mengakibatkan proses perontokan tidak sempurna dan juga sebaliknya
tidak sempat kosong sama sekali.
Gambar 2.5. Stasiun Penebahan
6. Pengadukan (Digester)
Fungsi dari digester adalah untuk melepas daging buah dari biji (notten) dan melumatkannya dengan cara meremas, menggesek dan menekan brondolan menggunakan pisau pengaduk yang berputar sambil dipanaskan. Proses pengadukan berlangsung sebagai berikut:
a. Akibat adanya gesekan antara pisau dengan brondolan
b. Tekanan gaya berat dari brondolan itu sendiri
Oleh karena itu bila isian digester kurang dari ¾ bagian, gaya tekan dan brondolan menjadi kecil, retention time dalam digester lebih singkat dan hasil adukan masih kasar. Sebaiknya bila isian digester penuh, gaya tekan brondolan akan menjadi lebih besar, retention time brondolan di digester lebih lama dan hasil adukan menjadi lebih sempurna.
a. Sebelum brondolan masuk ke digester, pintu sekat digester yang menuju ke pressan
ditutup dahulu agar brondolan sempat diaduk selama ± 20 menit (dihitung sejak
brondolan masuk ke digester).
b. Proses pengadukan dapat berjalan sempurna apabila :
1) Ketel adukan dalam keadaan penuh, minimal ¾ bagian
2) Waktu pengadukan ± 20 menit. Semakin pendek retention time, semakin kasar
hasil adukan
3) Pisau aduk tidak aus (jarak antara ujung pisau yang baru dengan dinding digester ±
12 mm)
4) Temperatur operasi > 92º C
c. Jika kondisi ini tidak terpenuhi, maka ampas pressan masih kasar dan kehilangan
minyak dalam ampas pressan tinggi (> 5 % terhadap contoh).
d. Pada bagian bawah alat pengadukan (bottom plat) dibuat lobang berdiameter 5 mm
sebanyak ±1200 buah untuk mengalirkan minyak selama pengadukan. Aliran minyak
dari bottom plat harus lancar karena bila tidak lancar maka hasil adukan masih banyak
mengandung minyak dan menyulitakan dalam proses di pressan.
e. Pembersihan bagian dalam digester dilakukan setiap minggu
f. Pada saat membersihkan digester, dicatat atau dikontrol keausan pisau digester dan
keausan sekat pada dinding digester
g. Digester dilengkapi dengan:
1) Ularan balik (return conveyor) untuk mengembalikan kelebihan brondolan masuk
ke digester secara otomatis agar isian digester tetap penuh atau minimal ¾
ketinggian, sehingga operator tidak perlu kuatir brondolan tumpah ke lantai
Gambar 2.6.Digester
7. Pengempaan (Screw press)
Fungsi pengempaan adalah untuk memisahkan minyak dari massa adukan dengan cara mengepress pada tekanan 35-45 ampere. Tekanan yang terlalu tinggi akan meningkatkan pengutipan minyak tetapi biji banyak yang hancur, sedangkan tekanan yang rendah akan menurunkan pengutipan minyak dan biji tidak hancur. Sebagai indikator pengaturan tekanan sudah tetap atau belum adalah kandungan minyak dalam ampas pres yaitu 5-6 % terhadap contoh (0,55 – 0,66 % TBS).
[image:56.595.225.399.525.644.2]8. Pemisahan dan Pengutipan Minyak
Minyak kasar yang diperoleh dari presan ditampung dalam talang dan diencerkan dengan menambah air panas 18–20 %, untuk dialirkan ke stasiun permunian minyak. Pengenceran ada juga dilakukan di silinder press dan vibro separator agar cairan minyak kasar tidak luber keluar dari vibro separator akibat lobang saringan yang tertutup kotoran. Indikator pengenceran yang benar dapat terlihat dari analisis cairan minyak kasar dalam bak crude oil.
Bila hasil analisa laboratorium menunjukkan kandungan minyak 45–50 % dan kandungan air 18-20% berarti pengenceran sudah tepat. Adapun tujuan dari pemisahan dan pengutipan minyak adalah untuk memisahkan minyak dari fraksi air dan lumpur (non oil solid) serta mengeringkannya sehingga kadar air 0,10 % maksimum. Pemisahan minyak terjadi dengan dua cara yaitu secara alami/gravitasi karena massa jenis minya2 lebih kecil dan secara mekanis dengan alat decanter dan centrifugal
Adapun prinsip pemurnian minyak adalah:
a. Dipanaskan yaitu: dengan pemanasan steam injeksi langsung atau coil (steam coil),
minyak mudah terpisah dengan sludge/drab. Minyak yang berat jenisnya lebih ringan
naik keatas dan sludge/drab yang berat jenisnya lebih besar turun atau tetap dibawah.
b. Diendapkan untuk mempercepat pengendapan, aliran dialirkan kebawah agar berat
jenis sludge/drab yang lebih besar dibanding minyak tetap berada dibawah.
c. Kondisi tenang yaitu proses pemisahan minyak dan pengendapan sludge akan lebih
sempurna jika kondisi cairan dalam keadaan tenang.
9. Sand Trap
Setelah pengutipan minyak dilalakukan, maka dilanjutkan ke sand trap. Adapun kegiatan pada sand trap antara lain:
a. Stasiun pemurnian minyak dimulai dari sand trap. Hal ini berarti harus dimulai
prinsip-prinsip perlakuan minyak kasar menjadi minyak murni atau pemisahan antara
minyak dan non minyak.
b. Agar pemisahan tersebut dapat terjadi dengan sempurna, maka proses dilakukan
secara bertahap, mulai dari Sand Trap – Bak RO (Crude Oil) – CST – Oil Tank – Oil
Purifier – Vacum Dryer.
c. Sludge dari CST diproses melalui Sludge Tank – Strainner – Pre Cleanner – Decanter
– Decanting basin/Fat pit.
d. Fungsi sand trap adalah untuk menangkap pasir yang terbawa minyak kasar (crude
oil) hasil pressan, dengan cara pengendapan dan dipanaskan pada temperatur ≥ 98ºC. e. Jika volume sand trap kecil (± 1,5 M³) maka suhu di Hot Water Tank harus bias
mencampai ≥ 98ºC, sehingga cairan yang masuk kedalam bak cukup panas dan temperature di bak RO bias mencapai ≥ 98ºC.
f. Didalam sand trap dipasang sekat vertical untuk menghindari turbulensi aliran dan
mengarahkan flow minyak kasar ke bawah terlebih dahulu agar pasir yang terbawa
minyak kasar tertinggal dibawah (sering terjadi, sekali sudah kropos sehingga sand
trap tidak berfungsi maksimal dalam pengendapan).
g. Bak sand trap dilengkapi dengan thermometer dan dipasang kaca untuk melihat
apakah endapan pasirnya sudah saatnya untuk di sprui/drain.
h. Biasanya sprui/drain dilakukan setiap pagi sebelum pabrik beroperasi dan 4 jam sekali
selama pabrik beroperasi (tergantung pada volume sand trap dan jumlah endapan
i. Pencucian bak sand trap dilakukan pada saat seminggu sekali pada saat tidak
mengolah sambil mengontrol kondisi sekat.
10. Bak RO (Bak Crude Oil)
Adapun kegunaan dari bak RO adalah:
a. Fungsi Bak RO adalah untuk memanaskan minyak kasar dan mengendapkan kotoran/pasir yang masih lolos dari sand trap dan vibrating screen/vibro separator.
b. Suhu cairan minyak kasar dalam bak RO 98 - 100ºC.
c. Seluruh pengutipan minyak masih masih terikut dalam sludge, seperti minya2 dari Sludge Separator, bak Fat-pit, sepui dari tangki timbun dan Oil Tank, upayakan dimasukkan dulu kedalam bak RO (melalui vibrating screen/vibro separator) agar sempat disaring dan dipanaskan terlebih dahulu.
d. Hindarkan pengiriman langsung dari CST karena suhu minyak pengutipan tersebut pasti lebih rendah dibandingkan dengan suhu di CST sehingga dapat menurunkan suhu di CST dan memperlambat pemisahan minyak.
e. Pressure pompa pengiriman minyak kasar dari bak RO yang langsung ke CST juga menimbulkan gejolak dalam cairan sehingga pemisahan minyak tidak berlangsung dengan sempurna.
dimaksudkan agar pemisahan minyak dapat lebih sempurna karena dalam kondisi lebih tenang.
2.4.3. Stasiun Pabrik Biji
1. Cake Brake Conveyor (CBC)
CBC ada 1(satu) unit dengan panjang ± 30.000 mm dan lebar 700 mm yang berbentuk U. CBC memilki pisau-pisau yang disebut padle yang diatur sedemikian rupa sehingga merupakan satu garis ulir.
2. Depericarper
Depericarper merupakan alat yang digunakan untuk memisahkan antara biji dengan serabut dengan menggunakan prinsip pneumatis dimana pemisahan biji dengan serabut menggunakan hisapan udara pada sebuah kolom pemisah. Pemisahan terjadi akibat adanya perbedaan berat jenis antara biji dengan serabut. Bahan yang lebih ringan (serabut) akan tertarik ke atas, sedangkan biji akan jatuh kebawah dan ditampung oleh polishing drum.
3. Nut Polishing Drum
Nut Polishing Drum ada 1 unit dengan diameter 1.250 mm, panjang 6.350 mm. Nut Polishing Drum dilengkapi dengan plat perforasi fraksi besar dengan diameter lubang 90 mm. Fungsi Nut Polishing Drum adalah:
a. Menerima noten dari Depericarper.
b. Mensortir biji/notten hingga benar-benar notten yang bersih.
Gambar 2.8. Polishing Drum
4. Destoner
Destoner merupakan alat yang digunakan untuk memisahkan antara biji dengan batu atau biji dura yang memiliki cangkang yang terlalu besar dengan menggunakan prinsip pneumatis dimana pemisahan menggunakan hisapan udara pada sebuah kolom pemisah. Pemisahan terjadi akibat adanya perbedaan berat jenis antara biji dengan batu atau biji dura yang terlalu besar. Bahan yang lebih ringan akan tertarik ke atas, sedangkan batu akan jatuh kebawah.
5. Nut Silo
[image:61.595.221.419.110.289.2]6. Nut Cracker
Saat ini berjumlah unit dengan kapasitas masing-masing 4 ton biji/jam. Nut Cracker dilengkapi elektromotor dengan putaran 1100 rpm untuk biji tenera dan 1300 rpm untuk biji dura.
7. LTDS
Light Tenera Dust Separator (LTDS) yang dilengkapi dengan ayakan biji/notten untuk fraksi besar dan kecil. Setiap unit LTDS dilengkapi dengan ayakan biji/notten untuk fraksi besar dan kecil.
8. Hydrocyclone
Kernel kecil, kernel pecah, dan cangkang besar dari LTDS masih perlu dibersihkan yaitu dengan menggunakan hydrocyclone. Prinsip pemisahan dengan hidrocyclone didasari oleh perbedaan berat jenis antara kernel dan cangkang. Pemisahan pada hidrocyclone dibantu dengan pusingan akibat gaya sentrifugal dengan kecepatan putaran 16-18 rpm.
Gambar 2.9. Hydrocyclone
Kernel yang sudah terpisah dari cangkang dan masih mengandung 12% air dimasukkan kedalam silo pengering untuk diturunkan kandungan airnya hingga mencapai 6-8%. Pengeringan dilakukan dengan udara bertemperatur 60-80 oC. Penurunan kadar air ini bertujuan untuk menonaktifkan kegiatan mikroorganisme sehingga proses pembentukan jamur atau proses kenaikan asam (lauric acid) dapat dibatasi pada saat kernel disimpan.
Gambar 2.10. Kernel Dryer
10. Kernel Storage
Kernel yang telah mengalami proses pengeringan akan disimpan pada kernel
storage. Namun bila sudah penuh ditimbun di gudang kernel sebelum didistribusikan
kepada konsumen.
BAB III
LANDASAN TEORI
3.1. Kualitas
Sebuah produk harus memenuhi syarat-syarat dari orang yang menggunakannya dan hal ini berkaitan erat dengan kualitas. Jadi definisi secara ringkas dari kualitas adalah kecocokan atau kesesuaian antara produk dengan penggunanya. Ada dua segi umum tentang kualitas, yaitu kualitas rancangan dan kualitas kecocokan. Semua barang dan jasa dihasilkan dalam berbagai tingkat kualitas. Variasi dalam tingkat kualitas ini memang disengaja, maka istilah teknik yang sesuai adalah kualitas rancangan. Misalnya, semua mobil mempunyai tujuan dasar memberikan angkutan yang aman bagi konsumen. Akan tetapi, mobil-mobil berbeda dalam ukuran, penentuan, rupa, dan penampilan.
Parameter-parameter ini biasanya dinamakan ciri-ciri kualitas. Ciri-ciri kualitas ada beberapa jenis, yaitu:
1. Fisik, seperti panjang, berat, voltase, dan kekentalan. 2. Indera, seperti rasa, penampilan, dan warna.
3. Orientasi waktu, seperti keandalan, dapatnya dipelihara dan dirawat.
3.2. Dimensi Kualitas
Adapun dimensi kualitas terdiri dari dua jenis yaitu dimensi kualitas jasa dan kualitas produk. Dimensi kualitas pelayanan dipandang sebagai lambang dimana konsumen mengevaluasi kinerja menyeluruh dari jasa. Namun sebagaimana diterapkan pada “barang”, dimensi itu merupakan masalah yang penting, kecuali untuk kategori “berwujud”. Kedua jenis dimensi tersebut dapat diuraikan sebagai berikut:
1. Dimensi kualitas Jasa
a. Berwujud, termasuk fasilitas fisik, peralatan dan penampilan perorangan.
b. Reabilitas, kemampuan personil untuk melasanakan secara bebas dan akurat.
c. Tanggapan, konsumen diberikan pelayanan dengan segera.
d. Jaminan, pengetahuan dan etika pegawai serta kemampuan untuk membangkitkan
kepercayaan dan keyakinan pelanggan.
e. Empati, kepedulian akan kemampuan pegawai dan perhatian individu.
2. Dimensi kualitas produk
a. Kinerja, kinerja utama dari karakteristik pengoperasian.
b. Fitur, jumlah panggilan dan tanda sebagai karakteristik utama tambahan.
d. Daya tahan, umur produk.
e. Pelayanan, muadah dan cepat diperbaiki.
f. Estetika, bagaimana produk dilihat, dirasakan dan didengar.
g. Sesuai dengan spesifikasi, setuju akan produk yang menunjukkan tanda produksi.
h. Kualitas penerimaan, kategori tempat termasuk pengaruh citra merek dan
faktor-faktor tidak berwujud lainnya yang dapat mempengaruhi persepsi konsumen atas
kualitas.
3.3. Pengendalian Kualitas
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan atau perawatan dari suatu tingkat atau derajat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus-menerus serta tindakan korektif bilamana diperlukan. Jadi pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu baik (accept) atau jelek (reject).
Kebutuhan akan pengawasan mutu timbul setelah revolusi industri. Oleh karena itu proses produksi dikerjakan oleh mesin, maka menimbulkan dua persoalan, yaitu:
1. Penggunaan mesin mulai menggantikan atau mengurangi kebutuhan dan penggunaan
tenaga-tenaga atau tukang-tukang yang mempunyai keahlian tinggi.
2. Produksi barang-barang serta besaran-besaran saling memerlukan pertukaran
sehingga selanjutnya dibutuhkan keseragaman dari komponen-komponen untuk
memudahkan merakitnya.
Jadi pengendalian mutu adalah kegiatan untuk memastikan apakah dalam
kebijaksanaan dalam hal mutu standar dapat tercermin dalam hasil akhir. Dengan
perkataan lain pengendalian mutu merupakan usah untuk mempertahankan mutu/kualitas
dari barang yang dihasilkan agar sesuai dengan spesifikasi produk yang telah ditetapkan
berdasarkan kebijaksanaan pimpinan perusahaan.
Kualitas kecocokan adalah seberapa baik produk itu sesuai dengan spesifikasi dan kelonggaran yang disyaratkan oleh rancangan itu. Kualitas kecocokan dipengaruhi beberapa faktor, termasuk pemilihan proses pembuatan, latihan dan pengawasan angkatan kerja, dan jenis sistem jaminan kualitas (pengendalian proses, uji, aktivitas pemeriksaan, dan sebagainya) yang digunakan, seberapa jauh prosedur jaminan kualitas ini diikuti, dan motivasi angkatan kerja untuk mencapai kualitas.
kenaikan keuntungan kepada suatu perusahaan yang dengan efektif menggunakan kualitas sebagai strategi bisnisnya. Jika konsumen merasa kualitas produk perusahaan tertentu jauh lebih baik dari pesaingnya, maka mereka akan memutuskan untuk membeli produk dari perusahaan tersebut.
Tiap produk memiliki sejumlah unsur yang bersama-sama menggambarkan kecocokan penggunaannya. Parameter-parameter ini biasanya dinamakan ciri-ciri kualitas. Ciri-ciri kualitas ada beberapa jenis, yaitu sebagai berikut:
1. Fisik (panjang, berat, voltase, kekentalan).
2. Indera (rasa, penampilan, warna).
3. Orientasi waktu (keandalan, dapat dipercaya, dapat dipelihara, dapat dirawat).
3.4. Tujuan Pengendalian Kualitas
Seperti yang telah dikatakan bahwa maksud dari pengendalian mutu adalah agar spesifikasi produk yang telah ditentukan sebagai standar dapat tercermin dalam produk/hasil akhir.
Secara terperinci dapat dikatakan bahwa tujuan dari pengendalian mutu adalah:
1. Agar barang hasil produksi dapat mencapai standar mutu yang telah ditentukan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan mutu produksi tertentu dapat sekecil mungkin.
4. Mengusahakan agar biaya produksi dapat menjadi sekecil mungkin.
3.5. Pengendalian Kualitas dengan Seven Tools
menggunakan Pareto diagram dan cause-effect diagram sebelum mencoba menggunakan alat yang lain. Dua alat ini digunakan secara luas oleh tim perbaikan kualitas.
Fungsi tujuh alat pengendalian kualitas adalah untuk meningkatkan kemampuan perbaikan proses, sehingga akan diperoleh:
1. Peningkatan kemampuan berkompetisi.
2. Penurunan cost of quality dan peningkatan fleksibilitas harga. 3. Meningkatkan produktivitas sumber daya.
Adapun maksud dan tujuan penggunaan seven tools adalah sebagai berikut:
1. Mengetahui masalah.
2. Mempersempit ruang lingkup masalah.
3. Mencari faktor yang diperkirakan merupakan penyebab. 4. Memastikan faktor yang diperkirakan menjadi penyebab. 5. Mencegah kesalahan akibat kurang hati-hati.
6. Melibat akibat perbaikan.
7. Mengetahui hasil yang menyimpang atau terpisah dari hasil lainnya. Adapun ketujuh alat pengendalian kualitas tersebut adalah: 1. Stratification (Stratifikasi/Pengelompokkan Data)
secara jelas sehingga kesimpulan-kesimpulan dapat lebih mudah diambil. Kategori-kategori yang dibentuk meliputi data relatif terhadap lingkungan, sumber daya yang terlibat, mesin yang digunakan dalam proses, bahan baku, dan lain-lain.
Kegunaan stratification adalah:
a. Mencari faktor-faktor penyebab utama kualitas secara mudah. b.Membantu pembuatan Scatter Diagram.
c. Mempelajari secara menyeluruh masalah yang dihadapi.
Memperbaiki kerusakan adalah pekerjaan yang sulit jika tidak ada stratification data.
Kriteria stratification yang efektif adalah:
a. Jenis kerusakan
b. Sebab kerusakan
c. Lokasi kerusakan
d. Material
e. Produk
f. Tanggal membuatnya
g. Kelompok kerja
h. Operator perorangan
i. Supplier bahan
j. Supplier suku cadang
2. Check Sheet (Lembar Pemeriksaan)
hati-hati dan teliti dengan mengoperasikan pegawai untuk mengendalikan proses dan pemecahan masalah. Data seharusnya disajikan agar dapat digunakandengan mudah dan cepat dan dianalisa. Format dari Check berbeda-beda untuk setiap situasi desain oleh tim proyek. Pemeriksaan dibuat berdasarkan harian dan mingguan serta beberapa pemeriksaan seperti temperatur juga diukur.
Gambar 3.1. Check sheet
3. Histogram (Diagram Batang)
[image:73.595.179.447.277.481.2]menampilkan nilai tengah sebagai standar mutu produk dan distribusi atau penyebaran datanya. Melalui gambar Histogram yang ditampilkan, akan dapat diprediksi hal-hal sebagai berikut:
a. Bila bentuk Histogram pada sisi kiri dan kanan dari kelas yang tertinggi
berbentuk simetri, maka dapat diprediksi bahwa proses berjalan konsisten,
artinya seluruh faktor-faktor dalam proses memenuhi syarat-syarat yang
ditentukan.
b. Bila Histogram berbentuk sisir, kemungkinan yang terjadi adalah ketidaktepatan
dalam pengukuran atau pembulatan nilai data, sehingga berpengaruh pada
penetapan batas-batas kelas.
c. Bila sebaran data melampaui batas-batas spesifikasi, m