CHISEL WORN-OUT AND MAGNESIUM MICRO STRUCTURE ON DRY MILLING CONDITION
By
BONDAN SUDIANTO
Using magnesium as the steel and iron for the alternative way has been do as far until this decade. The engineer process is describe a process about material loosing. engineer process worked for a few parameter. Mechanical parameter coming from feed rate, cutting speed and deep of cutting. The purpose of this research is to test about engine efect from parameter cutting influence for chisel and micro magnesium structure. Worn-out testing can be test with microscope. Micro structure test by microscope with 100 times magnification. On worn-out test, the six Run Order (RO) got the longest faster time chisel, in 5 minute with cutting speed about 42,7 m/t, feed rate 0,25 mm/rev and deep of cutting 3 mm. In the 5 Run Order (RO) got the slowest, 77 minute with 22,86 m/t speed of cutting, 0,15 feed rate and 1mm deep of cutting. On micro structure test magnesium have no micro structure changing. In this research the conclution if cutting speed on engine milling process is not influential for micro magnesium structure.
AUS PAHAT POTONG DAN STRUKTUR MIKRO MAGNESIUM AZ31 PADA KONDISI PENGEFRAISAN KERING
Oleh
BONDAN SUDIANTO
Penggunaan magnesium sebagai bahan alternatif pengganti besi dan baja telah mulai dilakukan saat ini. Proses pemesinan dideskripsikan sebuah proses penghilangan material. Proses pemesinan dikerjakan pada beberapa parameter tertentu. Parameter pemesinan terdiri dari gerakan makan, kecepatan potong, dan kedalaman potong. Adapun tujuan dari penelitian ini adalah untuk mengetahui efek pemesinan dari pengaruh parameter pemotongan terhadap umur pahat dan mendapatkan pengaruh dari parameter kecepatan potong terhadap perubahan struktur mikro magnesium. Pengujian keausan pahat dilakukan dengan menggunakan mikroskop. Pengujian struktur mikro menggunakan mikroskop dengan perbesaran 100X. Pada pengujian keausan, RO (Run Order) ke 6 mendapatkan nilai umur pahat yang sangat cepat yaitu selama 5 menit dengan kecepatan potong 42,7 m/min, gerak pemakanan 0,25 mm/rev dan kedalaman potong 3 mm. Pada RO (Run Order) ke 5 mendapatkan nilai umur pahat yang sangat lama, yaitu selama 77 menit dengan kecepatan potong 22,86 m/min, gerak pemakanan 0,15 mm/rev dan kedalaman potong 1 mm. Pada pengujian struktur mikro, magnesium yang mengalami proses pemesinan tidak mengalami perubahan struktur mikro. Dengan hal ini dapat disimpulkan bahwa kecepatan potong pada pemesinan frais tidak menimbulkan pengaruh terhadap struktur mikro magnesium.
Oleh
BONDAN SUDIANTO
Skripsi
Sebagai salah satu sayarat untuk mencapai gelar SARJANA TEKNIK
pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
KONDISI PENGEFRAISAN KERING (SKRIPSI)
Oleh
BONDAN SUDIANTO
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
Gambar Halaman
2.1 Struktur Mikro Magnesium ... 16
2.2 Diagram Fasa Mg-Al ... 17
2.3 Mesin Frais Horizontal ... 22
2.4 Mesin Frais Vertikal ... 23
2.5 Mesin Frais Universal ... 24
2.6 Proses Up Milling ... 25
2.7 Proses Down Milling ... 26
2.8 Cutter Mantel ... 30
2.9 Cutter Alur Cutter ... 31
2.10 Cutter Modul ... 31
2.11 Cutter Radius Cekung ... 32
2.12 Cutter Radius Cembung ... 32
2.13 Cutter Alur T... 33
2.14 Cutter Ekor Burung... 33
2.15 Cutter Endmill ... 34
2.16 Bentuk Aus Standar ISO 3685-1977 ... 36
3.1 Benda Kerja Magnesium ... 44
3.2 Mesin Frais ... 47
3.3 Pahat HSS ... 48
3.4 Mikroskop USB ... 49
3.5 Amplas dan Autosol ... 50
4.1 Progres Aus Pahat Pada Kondisi Kadar Pemakanan 0,2 mm/rev dan Kedalaman Potong 2mm... 65
4.2 Progres Aus Pahat Pada Kondisi Kadar Pemakanan 0,15 mm/rev dan Kedalaman Potong 1 mm... 66
4.3 Pengaruh Parameter Kadar Pemakanan Terhadap Umur Pahat Potong Pada Kecepatan 32,16 m/min dan Kedalaman Potong 2 mm ... 68
4.4 Pengaruh Parameter Kadar Pemakanan Terhadap Umur Pahat Potong Pada Kecepatan 22,86 m/min dan Kedalaman Potong 3 mm ... 69
4.5 Pengaruh Parameter Kedalaman Potong Terhadap Umur Pahat Potong Pada Kecepatan 32,15 m/min dan Kecepatan Pemakanan 0,2 mm/rev ... 70
4.6 Pengaruh Parameter Kedalaman Potong Terhadap Umur Pahat Potong Pada Kecepatan 32,15 m/min dan Kecepatan Pemakanan 02 mm/rev ... 72
4.7 Pahat Potong Sebelum Dilakukan Proses Pemesinan ... 75
4.8 Pahat Potong Yang Telah Mengalami Aus Pada Kondisi Akhir Pada v = 32,15 m/min, f = 0,2 mm/rev dan d = 1 mm ... 76
4.9 Pahat Potong Yang Telah Mengalami Aus Pada Kondisi Akhir Pada v = 32,15 m/min, f = 0,2 mm/rev dan d = 3 mm... 77
DAFTAR ISI
Halaman
DAFTAR ISI ... i
DAFTAR GAMBAR ... iv
DAFTAR TABEL ... vii
I. PENDAHULUAN A. Latar Belakang ... 1
B. Tujuan ... 4
C. Batasan Masalah ... 4
D. Hipotesis ... 5
E. Sistematika Penulisan ... 5
II. TINJAUAN PUSTAKA A. Magnesium dan Kegunaannya ... 7
B. Sifat – sifat Magnesium ... 10
1. Sifat Fisik Magnesium ... 10
2. Sifat Kimia Magnesium ... 11
3. Sifat Mekanik Magnesium ... 11
C. Magnesium dan Aplikasinya ... 11
2. Penandaan Paduan Magnesium ... 13
3. Magnesium Paduan Cor ... 14
D. Struktur Mikro dan Diagram Fasa Magnesium ... 14
1. Struktur Mikro ... 14
2. Diagram Fasa Magnesium ... 17
E. Perlakuan Panas Secara Umum ... 18
F. Proses Pemesinan ... 19
G. Mesin Frais ... 20
1. Macam – macam Mesin Frais ... 21
2. Prinsip Kerja Mesin Frais ... 24
3. Bagian – bagian Mesin Frais ... 26
4. Kecepatan Potong dan Pemakanan ... 27
5. Macam – macam Pisau Frais ... 30
6. Jenis Pahat Potong Pada Mesin Frais ... 34
H. Keausan Pada Pahat ... 35
I. Suhu Pemesinan ... 37
J. Pemesinan Magnesium ... 41
III. METODOLOGI PENELITIAN A. Tempat Penelitian ... 44
B. Bahan ... 44
D. Prosedur Penelitian ... 50
E. Diagram Alir Penelitian ... 54
IV. HASIL DAN PEMBAHASAN A. Nilai Keausan Pahat Potong ... 56
B. Pengaruh Kec. Potong Terhadap Keausan Pahat Frais ... 64
C. Pengaruh Kec. Pemakanan Terhadap Keausan Pahat Frais ... 67
D. Pengaruh Kedalaman Potong Terhadap Keausan Pahat Frais ... 70
E. Aus Pahat Pada Kondisi Akhir Pemotongan ... 73
F. Struktur Mikro Magnesium Setelah Pemesinan ... 78
V. SIMPULAN DAN SARAN A. Simpulan ... 81
B. Saran ... 82 DAFTAR PUSTAKA
Tabel Halaman
2.1 Kegunaan Magnesium Dalam Bidang Kesehatan ... 8
2.2 Kegunaan Magnesium Dalam Bidang Industri... 9
2.3 Kegunaan Magnesium Dalam Bidang Olahraga ... 9
2.4 Sifat Fisik Logam Magnesium ... 10
2.5 Kecepatan Potong Untuk Beberapa Jenis Bahan ... 29
2.6 Rata – rata Keausan Yang Diizinkan Untuk Alat Potong Dalam Berbagai Pengerjaan... 37
3.1 Sifat Fisik Magnesium ... 45
3.2 Komposisi Kimia Magnesium ... 46
3.3 Parameter Pengujian ... 51
3.4 Hasil Pengukuran Keausan Pahat ... 55
4.1 Data Nilai Keausan Pahat Pada Run Order (RO) 2 ... 57
4.2 Data Nilai Keausan Pahat Pada Run Order (RO) 3 ... 57
4.3 Data Nilai Keausan Pahat Pada Run Order (RO) 4 ... 58
4.4 Data Nilai Keausan Pahat Pada Run Order (RO) 5 ... 58
4.5 Data Nilai Keausan Pahat Pada Run Order (RO) 6 ... 59
4.9 Data Nilai Keausan Pahat Pada Run Order (RO) 12 ... 60
4.10 Data Nilai Keausan Pahat Pada Run Order (RO) 13 ... 61
4.11 Data Nilai Keausan Pahat Pada Run Order (RO) 14 ... 61
4.12 Data Nilai Keausan Pahat Pada Run Order (RO) 15 ... 62
4.13 Data Nilai Keausan Pahat Pada Run Order (RO) 16 ... 62
4.14 Data Nilai Keausan Pahat Pada Run Order (RO) 18 ... 62
Assalamualaikum. Wr. Wb
Puji syukur penulis panjatkan kehadirat Allah SWT karena berkat rahmat dan karunia-Nya penulis dapat melaksanakan serta menyelesaikan skripsi ini sebagai salah satu syarat untuk mencapai gelar Sarjana Teknik pada Jurusan Teknik Mesin Universitas Lampung. Shalawat serta salam tidak lupa penulis sampaikan kepada junjungan kita semua Rasulullah SAW.
Skripsi yang berjudul “AUS PAHAT POTONG DAN STRUKTUR MIKRO
MAGNESIUM AZ31 PADA KONDISI PENGEFRAISAN KERING” dapat
diselesaikan dengan baik berkat partisipasi, bantuan, dukungan dan doa dari berbagai pihak. Ucapan terima kasih penulis sampaikan kepada :
1. Ibu saya di rumah yang telah mendoakan dan memberikan dukungannya. 2. Ibu Shirley Savetlana, S.T.,M.Met, sebagai Ketua Jurusan Teknik Mesin
Universitas Lampung.
3. Bapak Suudi, S.T.,M.T, sebagai Ketua Jurusan Teknik Mesin Universitas Lampung yang telah dilantik.
kesediaannya untuk memberikan bimbingan dalam penyelesaian skripsi ini. 6. Bapak Dr. Ir. Yanuar Burhanuddin, M.T, selaku dosen pembahas yang telah
menyempatkan waktunya untuk memberikan masukan sebagai penyempurnaan penulisan skripsi ini.
7. Untuk seluruh dosen dan civitas akademik Teknik Mesin Universitas Lampung yang telah membantu selama perkuliahan ini.
8. Rekan–rekan angkatan 2010 yang telah memberikan masukan dan bantuannya untuk menyelesaikan skripsi ini.
9. Kawan –kawan GBC yang telah memberikan hiburan serta masukan selama mengerjakan skripsi ini.
10. Anggun Nadya Wisastra yang telah memberikan semangat dan dukungan selama menyelesaikan skripsi ini.
Penulis menyadari dalam penulisan skripsi ini masih banyak kekurangan. Oleh sebab itu, penulis mengharapkan saran dan kritik yang bersifat membangun dari semua pihak. Penulis beharap skripsi ini bermanfaat bagi semua yang membaca dan bagi penulis sendiri.
Wassalamualaikum, Wr. Wb.
Bandar Lampung, November 2015
Penulis dilahirkan di Panjang, Bandar Lampung, Provinsi Lammpung pada tanggal 01 Agustus1992 sebagai anak ke-dua dari pasangan Bapak Bambang Subianto dan Ibu Diniati. Pendidikan penulis diawali dari Sekolah Dasar Negeri Simpang Tiga Cilegon yang diselesaikan pada Tahun 2004. Pada Tahun 2004 melanjutkan pendidikan di SMPN 1 Cilegon yang di selesaikan pada Tahun 2007 kemudian pada tahun yang sama, penulis melanjutkan pendidikan di SMAN 2 KS Cilegon yang diselesaikan pada Tahun 2010. Pada Tahun 2010, penulis diterima sebagai mahasiswa Program S1 Teknik Mesin di Fakultas Teknik Universitas Lampung melalui jalur tes SNMPTN.
Selama dibangku kuliah, penulis hanya aktif pada Himpunan Mahasisea Teknik Mesin (HIMATEM) Universitas Lampung di Bidang Minat dan Bakat pada periode 2012 – 2013. Kemudian pada periode 2014 – 2015 penulis diamanatkan menjadi Dewan Pembina Himpunan Mahasiswa Teknik Mesin (HIMATEM) Universitas Lampung.
Aluminium Pada Aluminium Tipe 2014T4 Dengan Kondisi Akhir T62PadaPart Air Bus”.
Penulis mengambil konsentrasi pilihan pada bidang produksi pada Tahun 2014. Penulis melakukan penelitian dengan judul “Aus Pahat Potong dan Struktur Mikro
Dan bagi orang – orang yang berjuang (untuk mencari) keridhoan kami, maka benar – benar akan kami tunjukkan jalan – jalannya. Dan Allah
S.W.T bersama orang – orang yang baik. (Al – Ankabut : 75 )
Belajar dari masa lalu, hidup untuk masa kini, dan berharap untuk masa yang akan datang.
(Yohanes B Siagian)
PENDAHULUAN
A. Latar Belakang
Magnesium adalah salah satu jenis logam yang dikategorikan logam ringan, diantara beberapa logam ringan yang biasa digunakan dalam struktur. Unsur magnesium ditemukan pada tahun 1808 di Inggris oleh Sir Humphrey Davey, pertama kali diproduksi oleh Deville dan Caron di Perancis pada tahun 1863. (http://en.wikipedia.org/wiki/magnesium). Magnesium ditemukan dalam 60 jenis mineral, diantaranya hanya dolomit, magnesit dan carnalit, yang biasa dijadikan produk komersial (Padmanaban dkk, 2011).
Magnesium memilki sifat ringan, mudah terbakar dan mudah bereaksi dengan logam lain serta mudah beroksidasi dengan cepat (pyrophpric). Oleh karena itu, magnesium tidak cukup kuat dalam bentuk yang murni, sehingga magnesium diperlukan dengan berbagai elemen untuk mendapatkan sifat yang lebih baik, terutama kekuatan untuk rasio berat yang tinggi. Selain magnesium tidak cukup kuat dalam bentuk yang murni, magnesium juga mudah terbakar (http://en.wikipedia.org/wiki/magnesium).
Meskipun demikian produk yang terbuat dari magnesium dan paduannya tidak menimbulkan bahaya kebakaran selama proses pembuatannya dapat dikontrol (Suhairi, 2010).
Penggunaan paduan magnesium (Mg) sangat banyak dalam bidang industri otomotif, industri pesawat terbang, bidang manufaktur dan bidang kesehatan (Padmanaban, 2011). Penggunaan paduan Mg biasanya terdapat pada blok mesin. Ketahanan akan temperatur tinggi dan kekuatan yang baik menjadikannya banyak digunakan. Paduan magnesium juga digunakan dalam pembuatan pesawat terbang dan rudal, selain itu juga digunakan untuk melapisi barang–barang elektronik (www.digilib.its.ac.id/Aditya, 2012). Proses pemesinan merupakan proses yang banyak digunakan untuk proses pembentukan produk, hal ini dikarenakan proses pemesinan memiliki keunggulan – keunggulan dibanding proses pembentukan lainnya (Casting, powder metallurgy, bulk deformation). Keunggulan pada proses pemesinan diantaranya yaitu keragaman geometri potong, keakuaratan dimensi, dan permukaan potong yang baik. Proses pemesinan dibagi menjadi dua : tradisional (turning, milling, shaping, drilling grinding,dll), Non–tradisional (Chemical machining, ECM, EDM, EBM, LBM,dll).
menurunnya beban tarik. Permukaan magnesium hasil pemotongan memiliki permukaan yang kasar jika suhu pemotongan semakin tinggi. Penelitian mengenai pemesinan magnesium meski sedikit seperti yang dilakukan oleh Fang, dkk (2002) yang bertujuan untuk mengetahui pengaruh dari temperatur sisi (flank temperature) selama proses pemotongan paduan magnesium dengan menggunakan kecepatan tinggi (high speed) terhadap kemungkinan terjadinya kebakaran pada paduan magnesium. Hal ini dapat diketahui dengan melakukan pemotongan terhadap paduan magnesium dengan berbagai kondisi temperatur dan melihat hasil uji SEM pada serpihan hasil pemotongan paduan magnesium. Hasilnya dapat diketahui bahwa dibawah suhu 302°C tidak ditemukan adanya titik nyala api pada sesrpihan.
berpengaruh sangat signifikan terhadap kekasaran permukaan disebabkan pemakanan adalah jarak yang ditempuh pahat perputaran.
Selanjutnya pada penelitian ini akan dibahas tentang pengaruh parameter pemesinan terhadap laju keausan pahat dan pengaruh kecepatan potong terhadap mikrostruktur magnesium AZ31. Oleh karena itu penulis mengambil judul pada penelitian ini “AUS PAHAT POTONG DAN STRUKTUR
MIKRO MAGNESIUM AZ31 PADA KONDISI PENGEFRAISAN KERING”.
B. Tujuan Penelitian
Tujuan dari penelitian ini adalah seagai berikut :
1. Mendapatkan pengaruh parameter pemesinan terhadap keausan pahat. 2. Mendapatkan pengaruh kecepatan potong (Vc) terhadap perubahan
struktur mikro magnesium AZ31.
C. Batasan Masalah
Batasan masalah diberikan agar pembahasan dari hasil yang didapatkan lebih terarah. Adapun batasan masalah yang diberikan pada penelitian ini, yaitu :
1. Pengujian dilakukan dengan menggunakan mesin fraisvertical tipe mount and knee.
3. Pahat yang digunakan adalah pahat HSS dengan metode end millingdan diameter pahat 8mm.
4. Pengamatan keausan pahat setelah proses pengefraisan dengan menggunakan mikroskop USB.
5. Pengamatan perubahan struktur mikro dengan menggunakan mikroskop yang diakibatkan oleh efek pemesinan pada pengefraisan magnesium.
D. Hipotesis
Adapun hipotesis pada penelitian ini adalah semakin tinggi kecepatan potong akan menimbulkan laju keausan pahat yang semakin cepat serta suhu yang lebih tinggi sehingga perubahan struktur mikro akan lebih terlihat.
E. Sistematika Penulisan
Sistematika penulisan ini adalah sebagai berikut :
Bab II. Tinjauan Pustaka, berisikan landasan teori yang menunjang pada penelitian dan merupakan teori-teori dasar yang meliputi : penjelasan tentang magnesium, pengaplikasian magnesium, proses pemesinan, proses pengefraisan pada magnesium, dan perubahan tekstur permukaan dari benda kerja (magnesium) setelah proses pengefraisan.
Bab III. Metode Penelitian, menerangkan tentang beberapa tahapan persiapan sebelum pengujian, prosedur pengujian dan diagram alir pengujian.
Bab IV. Hasil dan Pembahasan, yang berisi tentang data-data yang didapatkan dari pengujian dan dipakai dalam melakukan analisis, perhitungan dan pembahasan serta evaluasi terhadap hasil perhitungan tersebut.
Bab V. Simpulan dan Saran, yang berisikan simpulan yang diambil dari pembahasan masalah dan saran yang dapat diberikan dari penelitian ini.
Daftar Pustaka; Berisikan literatur-literatur atau referensi-referensi yang diperoleh penulis untuk menunjang penyusunan laporan tugas akhir ini.
TINJAUAN PUSTAKA
A. Magnesium dan Kegunaannya
Kata magnesium berasal dari kata Yunani “Magnesia”, sebuah distrikThesally. Tahun 1618 seorang petani di Epsom (Inggris) menemukan sebuah sumur yang didalamnya terdapat sebuah air. Kemudian pada tahun 1755, Sir Humprey Davy menemukan magnesium dalam air tersebut dan kemudian air tersebut dinamakan magnesium sulfat. Tahun 1808 Davy mengisolasi magnesium sulfat yang dielektrolisis magnesium oksida dan merkuri oksida. Namun logam magnesium baru bisa dipisahkan dari senyawa tersebut pada tahun 1829. Kemudian sampai tahun 1918, logam magnesium banyak diproduksi untuk keperluan pembuatan lampu kilat dalam fotografi dan dalam piroteknik. Pada tahun 1930 logam magnesium dapat diproduksi untuk pembuatan produk cor. Paduan logam magnesium sangat kuat namun beratnya ringan sehingga logam magnesium digunakan untuk industri pesawat terbang dalam perang dunia II dan sesudahnya (Padmanaban, 2011).
yang paling luas penyebarannya dan penyusun 2% dari kerak bumi serta merupakan unsur terlarut ketiga terbanyak pada air laut. Ditinjau dari segi sifat, magnesium merupakan logam yang memiliki sifat yang dapat ditempa menjadi lembaran, ditarik menjadi kawat dan ekstruksi menjadi batangan dengan bermacam – macam penampang. Dari segi resistansi korosi, magnesium memiliki tingkat ketahanan korosi yang tinggi, sehingga magnesium dapat digunakan untuk pelindung pipa yang berada dalam tanah yang mudah mengalami korosi. Sifat–sifat yang kurang pada magnesium murni diperbaiki dengen memberi paduan unsur – unsur tertentu. Hal ini akan meningkatkan daya guna dari magnesium sebagai material dalam pembuatan suatu produk. Penggunaan paduan magnesium dalam kehidupan sehari – hari cukup luas mulai dari sebagai pelapis tungku hingga konstruksi pesawat terbang (Padmanaban, 2011).
Senyawa magnesium memiliki kegunaan, berikut ini adalah kegunaan dari magnesium :
1. Kegunaan dalam bidang kesehatan.
Pada tabel di bawah ini merupakan kegunaan magnesium dalam bidang kesehatan.
Tabel 2.1 Kegunaan magnesium dalam bidang kesehatan
Senyawa Kegunaan
Magnesium Hidroksida (Mg(OH)2)
Digunakan dalam pasta gigi untuk mengurangi asam yang terdapat dalam mulut dan mencegah terjadi kerusakan gigi, pencegah Maag.
2. Bidang Industri.
Pada tabel di bawah ini merupakan kegunaan magnesium dalam bidang industri.
Tabel 2.2 Kegunaan magnesium dalam bidang industri
Senyawa Kegunaan
Magnesium Oksida (MgO(s))
Bahan refraktori untuk menghasilkan besi, kaca, pelapis tungku, insulator listrik di kabel yang tahan api
Magnesium Sulfit Pembuat kertas (proses sulfit) (Padmanaban, 2011)
3. Bidang Olahraga.
Pada tabel di bawah ini merupakan kegunaan magnesium dalam bidang olahraga.
Tabel 2.3 Kegunaan magnesium dalam bidang olahraga
Senyawa Kegunaan
B. Sifat–sifat magnesium
Magnesium memiliki sifat–sifat diantaranya sebagai berikut : 1. Sifat Fisik
Magnesium merupakan logam paling ringan yang digunakan dalam aplikasi teknik material. Massa jenis magnesium sebesar 1,74 gr/cm3, lebih
kecil dari pada massa jenis yang dimiliki alumunium.
Tabel 2.4 Sifat–sifat logam magnesium
Sifat Keterangan
Konfigurasi Elektron [Ne]3 S2
Massa Atom 24,3050 gr/mol
Densitas 1,74 gr/cm3(200C)
Titik Lebur 6500C (11930F) Titik Didih 11070C (20240F)
Kalor Peleburan 8,48 KJ/mol
Kalor Penguapan 128 KJ/mol
Kapasitas Kalor 24,869 J/mol K (pada 250C) Elektronegativitas 1,31 (skala pauling)
Jari–jari Atom 150 pm
Kapasitas Panas 1,01 J/Gk
Konduktivitas Kalor 156 W/mK (pada 270C) Daya Hambat Listrik 4,46 mikrom
Modulus Elastisitas 6,25 106psi
Modulus Geser 17 Gpa
Kekuatan Tarik 10 N/mm2(magnesium murni)
Kekerasan 33 Brinel (500 kg.Load, 10 mm. Ball) (sumber : Andriansyah, 2013)
2. Sifat Kimia
Magnesium dapat bereaksi kimia, salah satunya bereaksi dengan air. Bila magnesium bereaksi dengan air maka akan menghasilkan larutan yang bersifat basa serta adanya pembebasan gas hidrogen.
Mg(s)+ 2H2O(l) Mg(OH)2(aq)+ H2(g)
3. Sifat Mekanik
Rapat massa magnesium adalah 1,738 gr/cm3. Magnesium murni memiliki
kekuatan tarik sebesar 110 N/mm2dalam bentuk hasil pengecoran (casting) (Yunus, 2012).
C. Magnesium dan Aplikasinya
peralatan penanganan material, perkakas listrik portabel, tangga, koper, sepeda, barang olahraga dan komponen ringan umum. Paduan ini tersedia sebagai produk cor/tuang (seperti bingkai kamera) atau sebagai produk tempa (seperti konstruksi dan bentuk balok/batangan, benda tempa, gulungan dan lembar plat). Paduan magnesium juga digunakan dalam percetakan dan mesin tekstil untuk meminimalkan gaya inersia dalam komponen berkecepatan tinggi. Karena tidak cukup kuat dalam bentuk yang murni, magnesium dipadukan dengan berbagai elemen untuk mendapatkan sifat khusus terntentu, terutama kekuatan untuk rasio berat yang tinggi.
Berbagai paduan magnesium memiliki pengecoran, pembentukan, dan karakteristik pemesinan yang baik. Karena magnesium mengoksidasi dengan cepat (pyrophpric), ada resiko/bahay kebakaran, dan tindakan pencegahan yang harus diambil ketika proses pemesinan, grinding, atau pengecoran pasir magnesium. Meskipun demikian produk yang terbuat dari magnesium dan paduannya tidak menimbulkan bahaya kebakaran selama penggunaannya normal. Sifat – sifat mekanik magnesium terutama memiliki kekuatan tarik yang sangat rendah. Oleh karena itu magnesium murni tidak dibuat dalam teknik. Paduan magnesium memiliki sifat–sifat mekanik yang lebih baik serta banyak digunakan unsur–unsur paduan dasar magnesium adalah alumunium, seng dan mangan (Lukman, 2008). Penambahan Al di atas 11% meningkatkan kekerasan, kuat tarik danfluidity(keenceran). Penambahan seng meningkatkan
meningkatkanductilitydan tahan oksidasi pada peningkatan suhu. Berdasarkan hasil analisis terhadap diagram keseimbangan paduan antara magnesium – alumunium dan magnesium zincum, mengindikasikan bahwa larutan padat dari magnesium–alumunium maupun magnesium zincum dapat meningkat sesuai dengan peningkatan temperaturnya dimana masing–masing berada pada kadar yang sesuai sehingga dapat “strengthening-heat treatment” melalui metoda
pengendapan. Hanya sedikit kadar “rate metall” (logam langka) dapat
memberikan pengaruh yang sama kecuali pada silver yang sedikit membantu termasuk pada berbagai jenis logam paduan lain melalui ”ageing” (Lukman,
2008).
1. Magnesium paduan tempa (wrought alloy)
Magnesium paduan tempa dikelompokkan menurut kadar serta jenis unsur paduannya yaitu (Lukman, 2008) :
a. Magnesium dengan 1,5% Manganese.
b. Paduan dengan Alumunium, Seng serta Manganese.
c. Paduan dengan zirconium (paduan jenis mengandung kadar seng yang tinggi sehingga dapat dilakukan proses perlakuan panas).
d. Paduan dengan seng, zirconium dan thorium (ceep resisting-alloys).
2. Penandaan paduan magnesium
Paduan magnesium dapat ditetapkan sebagai berikut (Lukman, 2008) ; a. Satu dan dua huruf awalan, menunjukkan elemen paduan utama. b. Dua atau tiga angka, menunjukkan persentase unsur paduan utama
c. Huruf abjad (kecuali I dan O) menunjukkan standar paduan dengan variasi kecil dalam komposisi.
d. Simbol untuk sifat material, mengikuti sistem yang digunakan untuk paduan alumunium.
3. Magnesium paduan Cor (cast alloy)
Paduan ini dapat dikelompokkan ke dalam ;
a. Paduan dengan alumunium, zincu dan manganese. Paduan cor ini merupakan paduan yang bersifat “heat treatable-alloys”.
b. Paduan dengan zirconium, zincum dan thorium, paduan dengan unsur zirconium dan thorium merupakan paduan cor yang bersifat heat treatabledancreep resisting.
c. Paduan dengan zirconium dengan rare earth metall serta silver
merupakan paduan cor yang dapat diheat treatment(digilib.its.ac.id).
D. Struktur Mikro Magnesium dan Diagram Fasa Magnesium
Sama dengan halnya material yang lain, magnesium memiliki diagram fasa dan struktur mikro.
1. Struktur mikro material terbagi atas : a. Atom
b. Sel satuan
Merupakan susunan dari beberapa atom yang teratur dan mempunyai pola yang berulang. Sel satuan terdiri dari kubus (BCC, FCC dan HCP), hexagonal, tetragonal, triklin, monoklin dan sebagainya. Adapun sel satuan yang berbentuk kubus antara lain :
i. BCC (Body Centered Cubus)
Adanya pemusatan satu atom di tengah–tengah kubus. Jumlah atom (n) = (1/8) x 8 + 1 = 2
4R = a 3
a = (4/ 3)R
ii. FCC (Face Centered Cubus)
Adanya pemusatan satu atom di setiap sisi kubus. Jumlah atom (n) = 1/8 x (8) + ½ x (6) = 4
4R = a 2
a = 4/ 2 x R
iii. HCP (Hexagonal Centered Cubus)
Jumlah atom (n) = (3 x 1) + (12 x 1/6) +(2 x ½) = 6 Tinggi = 1,633 a
Luas alas = 6 x Luas segitiga = 6 x (1/2 a x a sin 60) = 3a2sin 60
= 4,24 (2R)3
= 33,94 R3 c. Butir
Merupakan kumpulan dari sel satuan yang memiliki arah dan orientasi sama dalam 2 dimensi.
d. Kristal
[image:35.595.136.486.361.593.2]Merupakan kumpulan dari sel satuan yang memiliki arah dan orientasi sama dalam 3 dimensi.
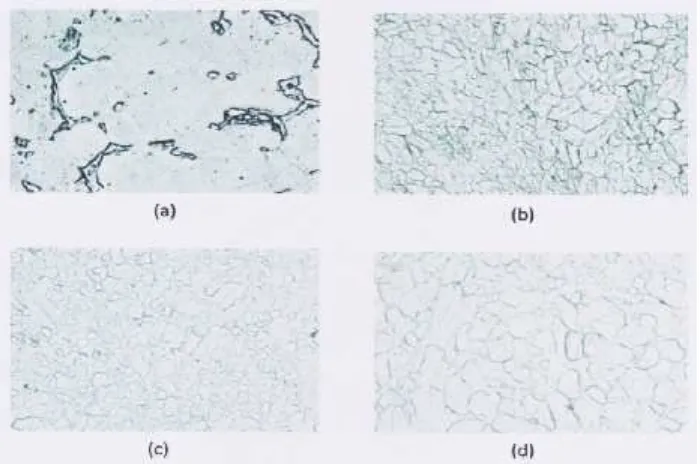
Gambar di bawah ini merupakan gambar struktur mikro Magnesium AZ31.
Gambar 2.1 Struktur mikro Magnesium : a) Magnesium AZ31, b) Temperatur 2500C, c) Temperatur 3000C, d) Temperatur 3500C.
Sumber : Skubisz, Piotr Tadeusz Skowronek, Jan Sinczak. Microstructure of Magnesium
Alloy AZ31 After Low-Speed Extrusion. Mettalurgy and Foundry Engineering–
Gambar 2.1 merupakan gambar struktur mikro magnesium AZ31. Pada gambar 2.1a – d menunjukkan ketidak samaan dari struktur mikro biasanya ketidak samaan ditunjukkan dengan ukuran butir. Pada gambar 2.1a merupakan struktur mikro magnesium AZ31 yang belum diberi perlakuan panas. Pada gambar 2.1b merupakan gambar struktur mikro magnesium AZ31 yang telah diberi perlakuan panas dengan temperatur 2500C. Pada struktur mikro
magnesium AZ31 dengan temperatur 2500C terdapat 2 jenis area yang dapat dibedakan, diantaranya yaitu : butiran halus dan zona yang berpotongan pada butiran kasar. Pada gambar 2.1c dan 2.1d merupakan gambar struktur mikro magnesium AZ31 dengan temperatur 3000C dan 3500C. Pada temperatur 3000C dan 3500C, struktur butir terdiri dari equaxialbutir dalam ukuran yang
seragam (Skubisz dkk, 2007).
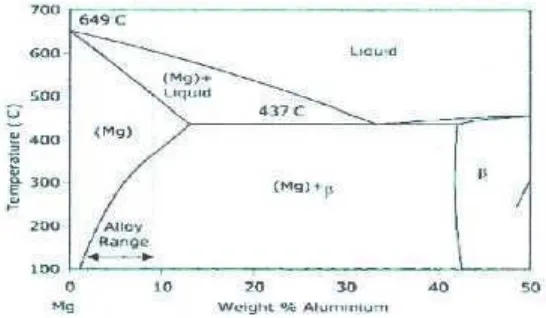
[image:36.595.192.465.504.663.2]2. Pada sistem biner dari Mg-Al yang paling umum digunakan dari dahulu adalah paduan tuangan.
Gambar 2.2 Diagram fasa Mg-Al.
Sumber : B. Trevor, Abbott dan Mark A. Easton. 2004. Designing With Magnesium : Alloys,
Properties, and Casting Processes. Monash University, Clayton, Victoria,
Pada gambar 2.2 di atas merupakan diagram fasa dari Mg-Al, larutan maksimum dari magnesium dengan alumunium berkisar 2,1% wt% hingga 12,6% wt% dalam suhu 250C. Suhu eutektik pada diagram fasa Mg-Al terdapat pada suhu 4370C dengan komposisi eutektik 32,3% wt% dan eutektik berada diantara α-Mg dan fasa β, yang mana fasanya adalah
Mg17Al12.
E. Perlakuan Panas Secara Umum
Perlakuan panas secara umum merupakan proses pemanasan dan pendinginan dengan waktu tertentu pada logam dan paduannya untuk mendapatkan sifat – sifat yang diinginkan. Sifat mekanik dari logam sangat tergantung dengan bentuk struktur mikronya. Sedangkan struktur mikro dapat berubah dengan melalui proses perlakuan panas. Tujuan utama dari proses perlakuan panas pada logam adalah agar diperoleh struktur yang diinginkan agar sesuai dengan penggunaan yang direncanakan. Struktur tersebut dapat diperkirakan dengan cara menerapkan proses perlakuan panas yang spesifik. Struktur yang diperoleh merupakan hasil dari proses transformasi dari kondisi awalnya. Perlakuan panas pada besi tuang juga akan mempengaruhi struktur mikro dan sifat mekanis besi tuang modular. Ada beberapa macam perlakuan panas tersebut (Rundman, 1989), yaitu :
2. Annealing, yaitu perlakuan panas yang bertujuan untuk meningkatkan keuletan dan ketangguhan (tahan kejut), untuk mengurangi kekerasan dan mengurangi karbida–karbida.
3. Normalizing, yaitu perlakuan panas yang bertujuan untuk meningkatkan kekuatan dengan sejumlah sifat ulet.
4. Hardening dan Tempering, yaitu perlakuan pansa yang bertujuan untuk meningkatkan kekerasan atau untuk meningkatkan kekuatan dan membesarkan rasio tegangan.
5. Austempering, yaitu perlakuan panas yang bertujuan untuk menghasilkan suatu mikrostruktur dari kekuatan yang tinggi dengan sejumlah keuletan dan tahan aus yang baik.
6. Surface Hardening, yaitu perlakuan panas yang dilakukan dengan cara induksi nyala api atau laser yang bertujuan untuk menghasilkan suatu permukaan yang keras dan tahan aus.
F. Proses Pemesinan
Proses pemesinan atau machining (Diktat Lab Sistem Manufaktur, 2005) adalah terminologi umum yang digunakan untuk mendeskripsikan sebuah proses penghilangan material. Proses pemesinan dibagi menjadi dua yakni : 1. Traditional Machining:turning,milling,grinding, dll.
Proses pemesinan merupakan proses yang banyak digunakan untuk proses pembentukan produk, hal ini dikarenakan proses pemesinan memiliki keunggulan – keunggulan dibanding dengan proses pembentukan lainnya (casting, powder metallurgy, bulk deformation). Jenis proses pemesinan beserta prinsip kerjanya proses pemesinan (Kalpakjian, 1995) merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau menghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses pemesinan ialah untuk mendapatkan akurasi dibandingkan proses – proses yang lain seperti proses pengecoran, pembentukan dan juga untuk memberikan bentuk bagian dalam dari suatu objek tertentu. Adapun jenis – jenis proses pemesinan yang banyak digunakan adalah : proses bubut : (turning), proses menyekrap (shapingdanplaning), proses pembuatan lubang (drilling), proses mengefrais (milling), proses menggerinda (grinding), proses menggergaji (sawing) dan proses memperbesar lubang (boring) (Harun, 1990).
G. Mesin Frais (Milling Machine)
beberapa bentuk. Mesin yang digunakan untuk memegang benda kerja, memutar pahat dan penyayatannya disebut frais (R.Thomas Wringt, 1990). 1. Macam–macam mesin frais (Milling Machine)
a. Mesin Frais Horizontal
Gambar 2.3 Mesin Frais Horizontal
Sumber : Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais.
Blogspot.co.id (diakses 01 Agustus 2014)
b. Mesin Frais Vertikal
Gambar 2.4 Mesin Frais Vertikal
Sumber : Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais.
Blogspot.co.id (diakses 01 Agustus 2014)
c. Mesin Frais Universal
Gambar 2.5 Mesin Frais Universal
Sumber : Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais.
Blogspot.co.id (diakses 01 Agustus 2014)
2. Prinsip Kerja Mesin Frais (milling machine)
Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan melalui suatu transmisi untuk menghasilkan gerakan putar pada spindel mesin frais. Spindel mesin frais adalah bagian dari sistem utama mesin frais yang bertugas untuk memegang dan memutar cutter
penyusuncuttermempunyai kekerasan di atas kekerasan benda kerja. Pada mesin frais terdapat dua jenis pemakanan yaitu :
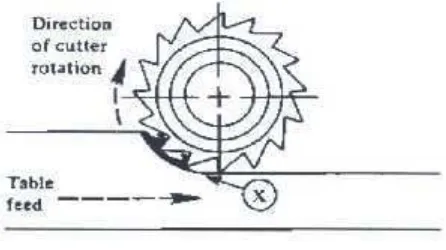
a. Up Milling
[image:44.595.229.452.333.458.2]Arah gerak potong yang dilakukan pahat berlawanan arah dengan arah gerak makan yang dilakukan oleh benda kerja. Tiap gigi dari pahat frais memotong dengan arah keluar mulai dari permukaan yang dikehendaki sampai permukaan benda kerja. Pada pengefraisan ini pemotongan diawali dengan geram yang tipis. Metoda ini dipakai pada semua mesin frais.
Gambar 2.6 ProsesUp Milling
Sumber :http://ikawibowo11tp3.blogspot.co.id/(diakses 01 Agustus 2014).
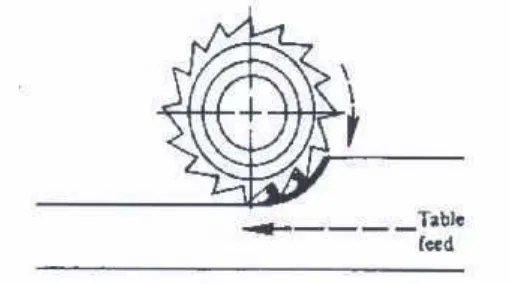
b. Down Milling
Gambar 2.7 ProsesDown Milling
Sumber :http://ikawibowo11tp3.blogspot.co.id/(diakses 01 Agustus 2014).
3. Bagian-bagian Mesin Frais
Mesin frais memiliki beberapa bagian, diantaranya sebagai berikut: a. Spindel utama
Merupakan bagian yang terpenting dari mesinmilling (Frais). Tempat untuk mencekam alat potong.
b. Meja /table
Merupakan bagian mesin milling, tempat untukclamping device atau benda kerja.
c. Motordrive
Merupakan bagian mesin yang berfungsi menggerakkan bagian-bagian mesin yang lain seperti spindel utama, meja (feeding) dan pendingin (cooling).
d. Transmisi
e. Knee
Merupakan bagian mesin untuk menopang/menahan meja mesin. Pada bagian ini terdapat transmisi gerakan pemakanan (feeding).
f. Column/tiang
Merupakan bagian dari mesin. Tempat menempelnya bagian-bagian mesin yang lain.
g. Base/dasar
Merupakan bagian bawah dari mesin milling (Frais). Bagian yang menopang badan/tiang. Tempat cairan pendingin.
h. Control
Merupakan pengatur dari bagian-bagian mesin yang bergerak.
4. Kecepatan Potong dan Pemakanan
pisau frais berputar (n) putaran dalam satu menit, maka jarak yang ditempuh oleh mata pisau frais menjadi p x d x n. Jarak yang ditempuh mata pisau dalam satu menit disebut juga dengan kecepatan potong (V) (Chang–Xue, 2002).
Elemen dasar dari proses frais dapat diketahui atau dihitung dengan menggunakan rumus yang dapat diturunkan dari kondisi pemotongan ditentukan sebagai berikut :
Benda kerja : w = lebar pemotongan lw = panjang pemotongan a = kedalaman potong Pahat frais : d = diameter luar
z = jumlag gigi (mata potong)
kr = sudut potong utama
90ountuk pahat frais selubung.
Mesin Frais : n = putaran poros utama Vr = kecepatan makan
Elemen dasar pada mesin frais dapat dihitung dengan rumus sebagai berikut :
a. Kecepatan potong
Vc = . . ; m/min . . . (1)
b. Gerak makan pergigi
c. Waktu pemotongsan
tc = lt / Vf ; min . . . (3)
dimana :
lt = lv + lw + ln ; mm,
lv = ( ) ; untuk mengfrais datar
lv ≥ 0 ; untuk mengfrais tegak ln ≥ 0 ; untuk mengfrais datar ln = d / 2 ; untuk mengfrais tegak
d. Kecepatan menghasilkan geram
[image:48.595.113.511.453.689.2]Z = . . ; cm3/ min . . . (4)
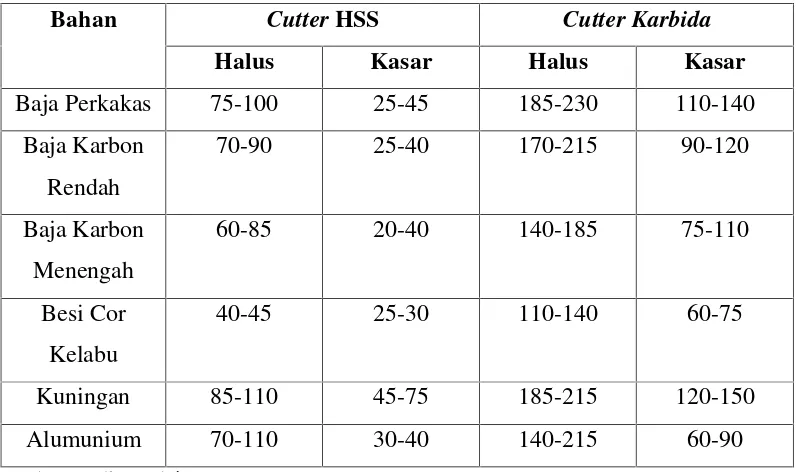
Tabel 2.5 Tabel Kecepatan Potong Untuk Beberapa Jenis Bahan
Bahan CutterHSS Cutter Karbida
Halus Kasar Halus Kasar
Baja Perkakas 75-100 25-45 185-230 110-140
Baja Karbon Rendah
70-90 25-40 170-215 90-120
Baja Karbon Menengah
60-85 20-40 140-185 75-110
Besi Cor Kelabu
40-45 25-30 110-140 60-75
Kuningan 85-110 45-75 185-215 120-150
Alumunium 70-110 30-40 140-215 60-90
5. Macam-macam pisau frais
Hasil-hasil bentuk dari pekerjaan mesin frais tergantung daro bentuk pisau frais yang digunakan, karena bentuk utama frais tidak berubah walaupun sudah diasah, jadi tidak seperti pahat bubut yang disesuaikan menurut kebutuhan dan disamping bentuk-bentuk yang sudah tetap frais itu sekelilingnyamempunyai gigi yang berperan sebagai mata pemotongnya. Pada lubangnya terdapat alur untuk kedudukan pasak agar pisau frais tidak ikut berputar. Bahan pisau frais umumnya terbuat dari HSS, atau Karbida.
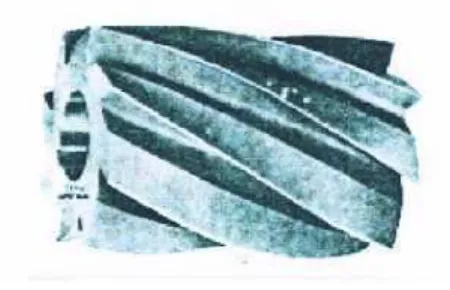
a. CutterMantel
[image:49.595.229.454.366.511.2]Cutterjenis ini dipakai untuk mesin frais horizontal.
Gambar 2.8CutterMantel
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
b. CutterAlurCutter
Gambar 2.9CutterAlurCutter
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
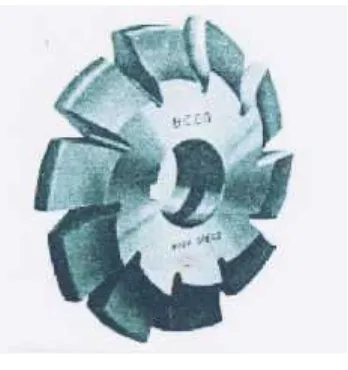
c. CutterModul
Cutter in dalam satu set terdapat 8 buah. Cutter ini dipakai untuk membuat roda-roda gigi.
Gambar 2.10CutterModul
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
d. CutterRadius Cekung
[image:50.595.254.428.409.594.2]Gambar 2.11CutterRadius Cekung
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
e. CutterRadius Cembung
Cutter ini dipakai untuk membuat benda kerja yang bentuknya memiliki radius luar (cembung).
Gambar 2.12CutterRadius Cembung
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
f. CutterAlur T
Alat ini hanya digunakan untuk membuat alur bentuk “T” seperti
[image:51.595.238.443.399.589.2]Gambar 2.13CutterAlur T
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
g. CutterEkor Burung
Cutter ini dipakai untuk membuat alur ekor burung. Cutter ini sudut kemiringannya terletak pada sudut-sudut istimewa yaitu : 30o, 45o, 60o
Gambar 2.14CutterEkor Burung
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
h. Cutter Endmill
[image:52.595.254.427.360.568.2]Gambar 2.15Cutter Endmill
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
6. Jenis Pahat Potong pada Mesin Frais
Pada Mesin Frais terdapat beberapa jenis pahat potong, diantaranya yaitu adalah :
a. Mata pahat rata (plainmill) dengan bentuk gigi datar dan helika, untuk memotong atau menghasilkan permukaan yang rata.
b. Sidemill,untuk memotong celah, permukaan dan frais parit.
c. Anglemill, untuk memfrais permukaan dengan membentuk sudut dengan kemiringan tertentu.
d. EndmilldanShank, untuk memotong atau memfrais ujung benda kerja. e. Shotting, untuk membuat alur.
f. Staggered Tooth,untuk membuat slot atau celah. g. T-slotmill, untuk membuatu celah.
H. Keausan Pada Pahat
Keausan didefenisikan oleh ASTM sebagai kerusakan permukaan benda yang secara umum berhubungan dengan peningkatan hilangnya material yang disebabkan oleh pergerakan relatif benda dan sebuah substansi kontak. Pada pengertian yang lebih luas, keausan adalah kerusakan permukaan atau kontak material dari satu atau kedua permukaan secara rolling, relative sliding, atau gerakan yang menghentak (impact motion).
Selama proses pembentukan geram berlangsung, pahat dapat mengalami kegagalan dari fungsinya karena berbagai sebab antara lain (Rochim, 1993) : 1. Keausan yang secara bertahap membesar (tumbuh) pada bidang aktif pahat. 2. Retak yang menjalar sehingga meniimbulkan patahan pada mata potong
pahat.
3. Deformasi plastik yang akan mengubah bentuk/geometri pahat.
Jenis kerusakan yang terakhir diatas jelas disebabkan tekanan temperatur yang tinggi pada bidang aktif pahat dimana kekerasan dan kekuatan material pahat akan turun bersama dengan naiknya temperatur. Keausan dapat terjadi pada bidang geram dan / atau pada bidang utama pahat. Karena bentuk dan letaknya yang spesifik, keausan pada bidang geram disebut dengan keausan kawah (crater wear) dan keausan pada bidang utama dinamakan sebagai keausan tepi (flank wear).
a. Aus tepi (flank wear)
pemesinan benda kerja dengan sisi pahat karena kekakuan benda kerja. Bidang aus didasarkan pada tebal bidang aus (flank wear land), harus sejajar terhadap resultan arah potong. Tebal bidang aus merupakan ukuran dari besarnya aus sisi. Bentuk aus sisi pengukurannya ditentukan sesuai standar ISO 3685-1977 seperti gambar di bawah ini :
Gambar 2.16 Bentuk aus sesuai standar ISO 3685-1977
Sumber : Kalpakjian, S. Manufacturing Engineering and Technology,3rdEd. Addison–
Wesley Publishing Company, 1995.
b. Crater Wear(Keausan Kawah)
Crater merupakan keausan pahat yang berbentuk seperti kawah atau lubang, lokasinya dimulai dari beberapa jarak dari tepi potong sampai area kontak geram. Jika keausan ini semakin lama semakin bertambah, crater
menjadi makin lebar, panjang, dan dalam, bahkan bisa mencapai tepi pahat.
Tabel 2.6 Rata-rata keausan yang diizinkan untuk alat potong dalam berbagai pengerjaan.
Rata-rata keausan yang diizinkan untuk alat potong dalam berbagai pengerjaan
Keausan yang diizinkan (mm) Pengerjaan High-Speed Steels Carbide
Turning 1.5 0.4
Face milling 1.5 0.4
End milling 0.3 0.3
Drilling 0.4 0.4
Sumber : Kalpakjian, 1991
I. Suhu pemesinan
[image:56.595.151.505.165.378.2]meningkat, sedangkan sebagian besar energi lainnya diubah menjadi panas. Pemesinan pada dasarnya memanfaatkan energi dari gerakan mekanik yang diubah menjadi energi panas yang digunakan untuk memotong benda kerja.
Gambar 2.17 Area distribusi suhu pada pahat potong
Sumber : Kalpakjian, Serope. 1992. Manufacturing Engineering and Technology 2nd
Edition.Addison Publishing Companya Inc. California.
menurut Shaw (1984), diperkirakan 90% dari energi yang dikeluarkan terbawa oleh geram selama proses pemesinan berlangsung (Kalpakjian, 1992).
Hampir semua energi mekanik terkait dengan pembentukan geram berakhir sebagai energi panas. salah satu pengukuran pertama setara mekanik panas ( J ) dibuat oleh benjamin Thomson (lebih dikenal sebagai Count Rumford). Rumford (1799) mengukur bahwa panas berkembang selama proses pengeboran kuningan meriam di Bavaria. Ia mengamati benda kerja, alat, dan geram dalam jumlah air yang diketahui dan diukur kenaikan suhu yang sesuai dengan input yang diukur dari energi mekanik. Percobaan ini tidak hanya memberikan pendekatan yang baik terhadap setara mekanik panas yang berdiri sebagai nilai yang diterima selama beberapa dekade, tetapi juga memberikan wawasan baru ke dalam sifat energi panas pada saat kebanyakan orang percaya bahwa panas adalah bentuk khusus dari cairan yang disebut " kalori ". Itu juga diketahui bahwa beberapa energi yang berkaitan dengan deformasi plastik tetap dalam deformasi material.
yang tersimpan dalam benda dalam bentuk deformasi plastis dari titik pandang yang luas (Shaw, 1984).
[image:59.595.195.431.304.503.2]Pada gambar 2.18 menunjukkan distribusi energi, yang dimana persentase dari total energi akan meningkat pada geram seiring dengan naiknya kecepatan potong meskipun persentase energi pada alat dan benda kerja akan menurun. Pada kecepatan potong yang sangat tinggi, hampir semua energi yang dihasilkan akan terbawa pada geram, dan sebagian kecil energi berada pada benda kerja dan alat potong(Crookal. J. R and Milton C. Shaw, 1984).
Gambar 2.18 Variasi distribusi energi dengan kecepatan potong untuk kondisi pemotongan.
Sumber : Crookal. J. R and Milton C. Shaw. 1984. Metal Cutting Principle. Oxford.
Newyork.
J. Pemesinan Magnesium
sampai suhu lelehnya. Dalam pemesinan magnesium, api sangat mungkin terjadi jika geram tipis atau halus dengan perbandingan luas permukaan terhadap volume yang tinggi dihasilkan dan dibiarkan menumpuk. Sumber penyalaan mungkin juga pemanasan gesekan disebabkan pahat tumpul, rusak, diasah secara salah atau dibiarkan berhenti sebentar pada akhir pemotongan. Untuk meminimumkan resiko kebakaran, praktek-praktek berikut harus diperhatikan :
1. Pahat yang tajam dengan sudut relief sebesar mungkin. 2. Kecepatan makan yang besar harus digunakan.
3. Secepatnya pahat dijauhkan dari benda kerja jika pemotongan berakhir. 4. Geram-geram harus sering dikumpulkan dan dibuang.
5. Menggunakan pendingin yang tepat pada pemesinan kecepatan makan dan kedalaman potong sangat kecil.
Karena geram magnesium bereaksi dengan air dan membentuk magnesium hidroksida dan gas hidrogen bebas, pendingin berbasis air harus dihindarkan. Praktek yang diterima adalah pemotongan kering dan menggunakan pendingin minyak mineral bila perlu. Pemesinan kering komponen magnesium dalam volume besar menimbulkan masalah pemeliharaan kebersihan terutama untuk proses gurdi dan pengetapan yang menghasilkan geram halus.
Sebaliknya bila limbah diolah sebelum dibuang jelas akan memerlukan biaya yang cukup besar (Dow Chemical, 1982).
Pembentukan Built-Up Edge(BUE) diamati ketika pemesinan kering paduan Mg-Al cor dengan pahat Baja Kecepatan Tinggi (HSS) atau Karbida. PembentukanBuilt-Up Edge (BUE) dapat dikurangi atau dihilangkan dengan pemakaian pendingin minyak mineral atau penggantian dengan pahat intan. Jelas pemakaian pendingin minyak mineral akan mencemari lingkungan sedangkan pemakaian pahat intan akan menaikkan biaya produksi (Videm dkk, 1994; Tomac dan Tonnessen, 1992).
bahwa di bawah suhu 302oC tidak ditemukan adanya titik nyala api pada
serpihan.
A. Tempat Penelitian
Penelitian ini dilakukan di Laboratorium Proses Produksi dan Laboratorium Material Jurusan Teknik Mesin Universitas Lampung.
B. Bahan
Adapun bahan yang digunakan pada penelitian ini adalah : 1. Material yang digunakan paduan magnesium
[image:63.595.207.460.588.727.2]Dimensi benda kerja pada gambar 3.1 adalah 30 x 15 x 10 cm. Adapun material yang digunakan pada penelitian ini adalah paduan magnesium. Dengan sifat-sifat fisik seperti yang terdapat pada tabel 3.1.
Tabel 3.1 Sifat Fisik Magnesium
Sifat Fisik
Nomor Atom 12
Konfigurasi Elektron [Ne]3s
Titik Cair, K 922
Titik Didih, K 1380
Rapatan (densitas),gr/cm 1.74
Energi Ionisasi I, kJ/mol 738
Energi Ionisasi II, kJ/mol 1450
Elektrinegatifitas 1.31
Potensial Reduksi Standar -2.38
Jari-jari Atom, A 1.60
Kapasitas Panas, J/Gk 1.02
Potensial Ionisasi, Volt 7.646
Konduktivitas Kalor, W/mK 156
Entalpi Pembentukan, kJ/mol 8.95
Entalpi Penguapan, kJ/mol 127.6
Sumber : Andriansyah, 2013
Sifat Kimia Magnesium
2. Reaksi dengan air :
MgO +H O → Mg(OH) 3. Reaksi dengan udara :
[image:65.595.114.519.252.371.2]Menghasilkan MO danM N jika dipanaskan.
Tabel 3.2 Komposisi Kimia Magnesium
Unsur Mg Si Cu Al Mn Cl Na Other
Impurities
Total
Impurities
% 99.94 0.0017 0.003 0.003 0.0017 0.001 0.003 0.016 0.06
Sumber : Andriansyah, 2013
C. Alat
Adapun alat yang digunakan dalam penelitian ini adalah : 1. Mesin Frais (milling)
Gambar 3.2 Mesin Frais
Spesifikasi mesin ini adalah :
Ukuran meja kerja minimum 240 mm x 940 mm
Alur T meja kerja 16 mm x 65 mm x 3 mm
Kecepatan putar poros utama 100 rpm–1000 rpm
Kecepatan asutan pada sumbu X dan Y : 3000 mm / menit –
kecepatan asutan pada sumbu Z : 1500 mm / menit
Motor penggerak poros utama minimum : 1,5 kW, 3 phase 380V
Ketelitian gerakan (yang tercantum pada display digital) 0,01 mm
Daerah kerja memanjang : 450 mm
Daerah kerja melintang : 300 mm
2. Pahat HSS
[image:67.595.185.438.278.446.2]Pahat jenis HSS merupakan salah satu pahat yang mempunyai kekerasan cukup tinggi. Pahat bubut High Speed Steels (HSS) merupakan paduan dari 0,75% - 1,5% Carbon (C), 4% - 4,5% Chromium (Cr), 10% - 20% Tungsten (W) dan Molybdenum (Mo), 5% lebih Vanadium (V), dan Cobalt (Co) lebih dari 12% (Childs dkk, 2000). Pada penelitian ini menggunakan pahat HSS dengan diameter 8 mm.
Gambar 3.3 Pahat HSS
3. Mikroskop USB
Ada banyak tipe atau seri mikroskop digital. Berikut ini adalah cara menggunakan mikroskop digital. Penggunaanya mudah dan praktis. Secara umum langkah–langkah yang diperlukan adalah sama bagi semua mikroskop digital :
a. Meletakkan mikroskop di tempat yang datar dan kuat ( meja)
b. Menyalakan komputer dan menyambungkan USB dari mikroskop ke PC.
d. Menyalakan lampu LED (atur dimmer maksimal lebih dulu, dan mengecilkan jika diperlukan) letakkan preparat ke meja preparat. Objek letakkan pada sinar yang masuk pilih lensa objektif 4x lebih dulu. e. Menjalankan program software aplikasi mikroskop digital.
f. Memutar fokus kasar hingga gambar muncul di monitor untuk memperjelas, putar fokus halus.
[image:68.595.247.429.304.525.2]g. Gambar dan video selanjutnya dapat disimpan dengan tombol simpan gambar.
Gambar 3.4 Mikroskop USB
4. Amplas dan Autosol
semua jenis logam (perak, kuningan, tembaga, krom, aluminium, nikel, dll).
Gambar 3.5 Amplas dan Autosol
D. Prosedur Penelitian
Prosedur penelitian pada tugas akhir ini terbagi menjadi beberapa tahapan antara lain sebagai berikut :
1. Persiapan material magnesium AZ31
Pada tahapan ini dilakukan pembuatan speciment base material sesuai dimensi (30 x 15 x 10) lihat pada gambar 3.1.
Adapun langkah – langkah pembuatan base material adalah sebagai berikut :
a. Mengukur dan menandai magnesium AZ31 sesuai dimensi base material.
2. Proses Pengefraisan Magnesium AZ31
[image:70.595.149.490.277.446.2]Tahapan ini dilakukan proses pengefraisan Magnesium AZ31 dengan menggunakan parameter pemesinan frais yang bervariasi. Parameter yang digunakan pada pengefraisan Magnesium AZ31, seperti yang ditunjukkan pada tabel 3.3 di bawah ini :
Tabel 3.3 Parameter Pengujian
No Kecepatan Potong (v) Gerak makan (f) Kedalaman Potong (d)
(m/min) (mm/rev) (mm)
1 22,86.n = 910 0,15 1
2 32,15.n = 1280 0,2 2
3 42,7.n = 1700 0,25 3
3. Pengambilan Data Keausan Pahat
Pada tahapan ini dilakukan penelitian keausan pahat dengan menggunakan mikroskop USB yang disambungkan pada laptop. Pengamatan keausan pahat dilakukan setiap beberapa langkah. Keausan pahat frais dilihat dari tepi pahat. Setelah pahat sudah diukur dan sudah mencapai standar keausan pahat frais (0,3 mm) maka pahat di foto dengan menggunakan mikroskop USB.
4. Pengambilan Data Struktur Mikro
E. Diagram Alir Penelitian
Gambar 3.6 Diagram alir (flow chart) penelitian Mulai
Pengujian tema penelitian dan penulusuran literatur
Survey ketersediaan alat :
• Mesin Frais
• Mikroskop USB
Penyediaan bahan :
• Magnesium
• Pahat
Proses pengefraisan dengan kondisi kering
Foto pengujian pengefraisan Magnesium AZ31
Pengambilan data keausan pahat Pengamatan struktur mikro benda kerja Magnesium AZ31
Data hasil pengujian
Analisa data dan Pembahasan
Simpulan dan Saran
Tabel 3.4 Hasil Pengukuran Keausan Pahat No Kecepatan Potong (Vc), m/menit Gerak Makan (f), m/rev Kedalaman Potong (d), mm Waktu Pemakanan, Menit Nilai Keausan Pahat (Vb) Nilai Keausan Pahat Vb (menit)
1 1280 256 2
2 1280 256 2
3 1280 137 2
4 1700 137 3
5 910 137 1
6 1700 425 3
7 1280 256 2
8 1700 425 1
9 1700 137 1
10 1280 256 2
11 910 137 3
12 1280 256 1
13 1280 425 2
14 910 425 3
15 910 256 2
16 910 425 1
17 1280 256 2
18 1700 256 2
19 1280 256 2
A. Simpulan
Dari hasil penelitian yang dilakukan, maka penulis dapat menyimpulkan sebagai berikut :
1. Dari ketiga parameter pemotongan (v, f, dan d) berpengaruh terhadap laju keausan pahat, tetapi pada parameter kecepatan potong (v) tinggi yang dapat menimbulkan laju keausan pahat yang tinggi.
2. Pada kecepatan potong yang tinggi, pahat mengalami keausan yang disebabkan proses deformasi plastik karena pahat menerima tekanan yang besar dan temperatur yang tinggi.
3. Pada parameter kecepatan potong tinggi yang bernilai 42,7 m/min didapat umur pahat yang paling cepat dari pada parameter pemotongan yang lainnya yaitu dengan umur pahat selama 5 menit.
5. Pada proses pemesinan frais magnesium AZ31 tidak ditemukan adanya perubahan struktur mikro magnesium AZ31.
B. Saran
Untuk membantu keberhasilan penelitian selanjutnya, makan penulis menyarankan sebagai berikut :
1. Sebaiknya melakukan pengukuran temperatur yang dihasilkan pada saat proses pemesinan, agar dapat diketahui temperatur yang dihasilkan saat proses pemesinan mencapai atau mendekati temperatur austenit material magnesium.
2. Sebaiknya dilakukan pengujian SEM (Scanning Electron Microscope) agar dapat terlihat jelas perubahan struktur mikro dan batas butir dari material magnesium.
3. Sebaiknya dilakukan pengujian kekerasan terhadap permukaan magnesium yang belum dikenai proses pemesinan dan setelah diuji perubahan struktur mikronya agar dapat terlihat perubahan kekerasan permukaan magnesium yang telah dikenai proses pemesinan.
Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
Anonim. Magnesium. http://en.wikipedia.org/wiki/Magnesium (diakses 01 Agustus 2014)
Anonim.Sifat Fisik Magnesium. http://en.wikipedia.org/wiki/Magnesium (diakses 03 Agustus 2014)
Andriansyah. 2013. Pengaruh pemotongan Terhadap Kekasaran Permukaan Dalam Pengefraisan Magnesium Tersuplai Udara Dingin. Universitas Lampung.
Kekasaran Permukaan Proses Bubut Untuk Material ST37. Politeknik Negeri Padang.
B. Trevor, Abbott dan Mark A. Easton. 2004. Designing With Magnesium : Alloys, Properties, and Casting Processes. Monash University, Clayton, Victoria, Australia.
Budiman, Hendri, dan Richard. 2007.Analisis Umur dan Keausan Pahat Karbida untuk Membubut Baja Paduan(ASSAB 760) dengan Metoda Variable speed Machining Test,JURNAL TEKNIK MESIN Vol. 9, No. 1, Universitas Bung Hatta, Padang.
Buldum, Berat Baris. Aydin SIK., Iskander Ozkul. 2011. Infestigation of Magnesium Alloys Machinability. International Journal of Electronics, Mechanical and Mechatronic Engineering Vol 3 Num 3 (361-368).
C. Bruni, A. Forcellese, F. Gabrielli, M. Simoncini. 2004. Effect of Temperature, Strain Rate and Fibre Orientation On The Plastic Flow Behaviour and
Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
Fang, F. Zlee L.C., Liu, X.D,. 2002, “Mean flank temperaturemeasurement in
high speed dry cutting of magnesium alloy”, Singapore Insitute of
Manufacturing Technology.
G. Padmanaban, V. Balasubramanian,, G. Madhusudhan Redd. 2011. Fatigue Crack Growth Behaviourof Pulsed Current Gas Tungsten arc, Friction Stir
and Laser Beam Welded AZ31B Magnesium Alloy Joints. Centre of Materials Joining & Research (CEMAJOR), Departement of Manufacturing Engineering, Annamalai University, Annamalai Nagar 608002, India.
Gao, L, F. 2005. Introduction to Manufacturing Process.3rdEd. Mc/Graw–Hill
Book Co.
Groover, P, Mikell, 1999, “ Fundamental of Modern Manufacturing Materials,
Proses, and Systems”,Jhon Wiley & Sons Inc, New York.
Udara Dingin Vortex Tube pada Pembubutan Baja ST 41 Menggunakan
Pahat HSS,Jurnal FEMA Vol 2 No. 2. Universitas Lampung.
Kalpakjian, Serope. 1992. Manufacturing Engineering and Technology 2nd Edition.Addison Publishing Companya Inc. California.
Kalpakjian, S. Manufacturing Engineering and Technology, 3rd Ed. Addison –
Wesley Publishing Company, 1995.
Lukman. 2008. Automotive Application of Magnesium and Its Alloys. Trans. Indian Inst.
M. Cusick, F. Abu-Fartha, P. Lours, Y. Maoult, G. Bernhart and M. Khraisheh. 2012. Superplastic forming of AZ31 Magnesium Alloy with Controlled Microstructure.
N. Winzer, A.Atrens, G.Song, E.Ghali, W.Dietzel, K.U.Kainer, N.Hort and C.Blawert:Adv. Eng. Mater.,2005, 7(8), 659.
Rochim, Taufiq. 1993. Proses pemesinan. Higher Education Deveploment Support Project.Jakarta.
Rundman, Karl B. “Heat Treating of Ductle Irons” ASM Handbook. Vol 4. Park Ohio. 1989.
Schuman. 1983. Metallographe. VEB Deutcche Verlag fur Grundst of Industrie Leipzig.
Shaw, Milton. C. 1984.Metal Cutting Principle. Oxford. Newyork.
Skubisz, Piotr Tadeusz Skowronek, Jan Sinczak. Microstructure of Magnesium Alloy AZ31 After Low-Speed Extrusion. Mettalurgy and Foundry Engineering – Vol 33, 2007, No 2. AGH University of Science and Technology, Cracow, Poland.
HSS end mill pada machining center MC-520 stama dengan
mengaplikasikan MQL dan dry machining untuk high speed machining,
Skripsi Online.
Wijanarko, Bambang. 2012. Study Eksperimental Terjadinya Keausan Pahat Pada Proses Pemotongan And Milling Pada Lingkungan Cairan Pendingin.
Jurusan Teknik Mesin, Fakultas Teknik. Universitas Muhammadiyah Surakarta.
Yani, Rina Dwi, Tri Pratomo dan Hendro Cahyono. 2008. Pengaruh Perlakuan Panas Terhadap Struktur Mikro Logam ST60, Jurnal semesta Teknika Vol
11 No. 1Politeknik Negeri Pontianak.
Yunus, M. 2012. Magnesium en. Wikipedia.org (Diakses 12 Oktober 2012)
Zubaidi, A. 2012. Analisis Pengaruh Kecepatan Putar dan Kecepatan Pemakanan Terhadap Kekasaran Permukaan Material FCD 40 Pada Mesin