USULAN PERBAIKAN RANCANGAN FASILITAS KERJA
PERAJANGAN UBI KAYU (MANIHOT ESCULENTA)
DI UD. TIGA BAWANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
Memperoleh Gelar Sarjana Teknik
Oleh WINDI WIGUNA
040403032
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
USULAN PERBAIKAN RANCANGAN FASILITAS KERJA
PERAJANGAN UBI KAYU KAYU (MANIHOT ESCULENTA)
DI UD. TIGA BAWANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
Memperoleh Gelar Sarjana Teknik
Oleh,
WINDI WIGUNA
040403032
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Nazlina, MT) (Ir. Anizar, M.Kes)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada :
1. Ayah, Ibu, Kakak, Adik dan semua keluarga tercinta yang selalu mendoakan, memberikan kasih sayang, perhatian, dukungan dan semangat sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini.
2. Ibu Ir. Nazlina, MT selaku Dosen Pembimbing I dan Ibu Ir. Anizar M.Kes selaku Dosen Pembimbing II atas kesediaannya meluangkan waktu untuk membimbing penulis dalam penulisan laporan.
3. Ibu Ir. Rosnani Ginting, MT selaku ketua Departemen Teknik Industri USU dan yang telah memberi motivasi sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini.
4. Pegawai Administrasi Departemen Teknik Industri, Bang Bowo, Kak Dina, Bang Mijo dan Ibu Ani yang telah membantu penulis dalam melakukan urusan administrasi di Departemen Teknik Industri USU.
5. Ibu Dewi Irawati dan keluarga serta karyawan UD. Tiga Bawang yang telah memberikan izin untuk mengadakan penelitian dan meluangkan waktu membimbing penulis selama melaksanakan penelitian di usaha tersebut.
Andesa P. dan Izet Mustakim yang selalu memberi support, masukan dan teman diskusi selama pelaksanaan Tugas Sarjana ini.
7. Rekan-rekan angkatan 2004, 2005, dan 2006 yang telah memberi support selama pelaksanaan Tugas Sarjana ini.
8. Teman, Abang, Kakak dan Adik-adik di HMI Komisariat FT-USU yang telah memberi dukungan dan motivasi selama pelaksanaan Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Desember 2009 Hormat Saya,
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Allah SWT atas semua berkat, rahmat, lindungan-Nya sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
Kegiatan penelitian ini dilakukan di industri kecil pembuatan keripik ubi dengan nama UD. Tiga Bawang yang beralamat di jalan Ujung Serdang Pasar III Kecamatan Tanjung Morawa yang dijadikan sebagai salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Usulan Perbaikan Rancangan
Fasilitas Kerja Perajangan Ubi Kayu di UD. Tiga Bawang”.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini, oleh karena itu penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih dan semoga tugas sarjana ini bermanfaat bagi seluruh pembaca dan kita semua.
Universitas Sumatera Utara Medan, Desember 2009
DAFTAR ISI
BAB Halaman
LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiv
ABSTRAK ... xv
I PENDAHULUAN ... I-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi Perusahaan ... II-2 2.3.2. Tenaga Kerja dan Jam Kerja ... II-3 2.3.3. Sistem Pengupahan dan Fasilitas ... II-4 2.4. Proses Produksi ... II-4 2.4.1. Bahan Baku ... II-5 2.4.2. Bahan Tambahan ... II-5 2.4.3. Bahan Penolong ... II-5 2.4.4. Uraian Proses Produksi ... II-6 2.4.5. Mesin Produksi ... II-8
III LANDASAN TOERI
3.1. Ergonomi ... III-1 3.1.1. Defenisi Ergonomi... III-1
3.1.2. Tujuan Ergonomi ... III-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
DAFTAR ISI (LANJUTAN)
BAB Halaman
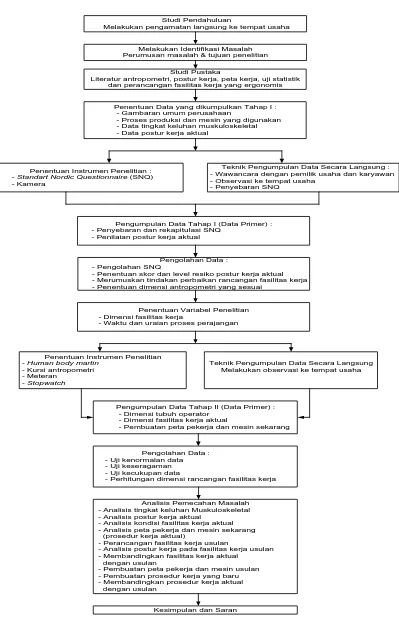
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Rancangan Penelitian ... IV-1 4.3. Objek Penelitian ... IV-2 4.4. Variabel Penelitian ... IV-2 4.5. Instrumen Penelitian ... IV-4 4.6. Pelaksanaan Penelitian ... IV-5 4.6.1. Pengumpulan Data ... IV-5 4.6.1.1. Sumber Data ... IV-5 4.6.1.2. Cara Pengumpulan Data ... IV-6 4.7. Pengolahan Data ... IV-8 4.8. Analisis Pemecahan Masalah... IV-11 4.9. Kesimpulan dan Saran ... IV-12
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
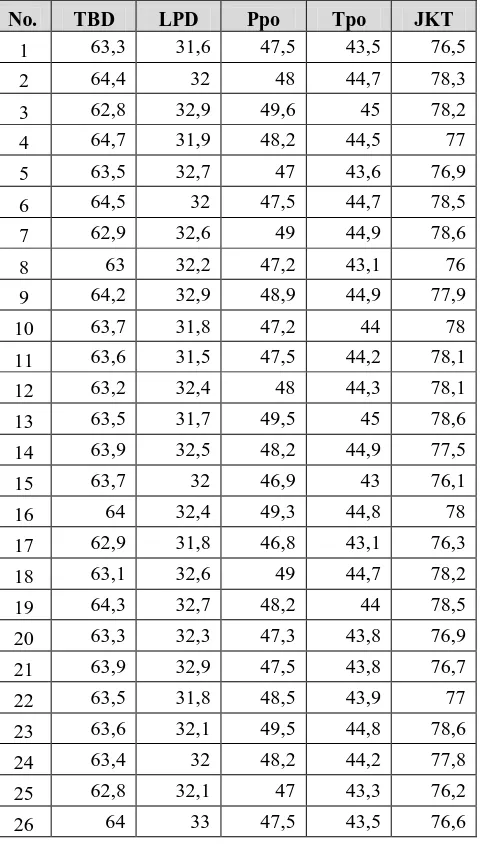
5.4. Data Dimensi Fasilitas Kerja Aktual ... V-23 5.5. Uji Kenormalan Data dengan Chi-Square ... V-25 5.6. Uji Keseragaman Data... V-25 5.7. Uji Kecukupan Data ... V-28 5.8. Penentuan Dimensi Produk yang Akan Dirancang ... V-30 5.9. Peta Pekerja dan Mesin Sekarang ... V-32
VI ANALISA DAN EVALUASI ... VI-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel Halaman
DAFTAR TABEL (LANJUTAN)
Tabel Halaman
DAFTAR GAMBAR
Gambar
Halaman
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
DAFTAR LAMPIRAN
Lampiran Halaman
ABSTRAK
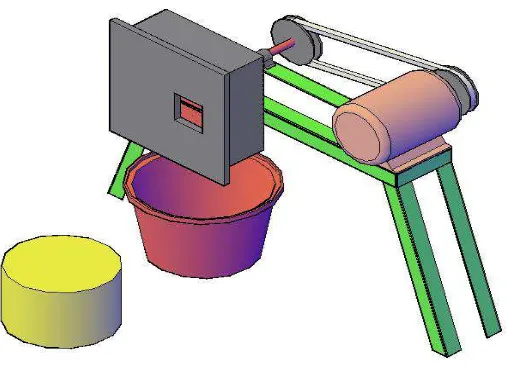
UD. Tiga Bawang merupakan industri kecil yang memproduksi keripik ubi dengan merek Dora yang beralamat di jalan Ujung Serdang Pasar III Kecamatan Tanjung Morawa. Proses produksi tidak semua dilakukan secara manual, terdapat beberapa pekerjaan yang dilakukan secara semi otomatis. Proses perajangan ubi kayu dilakukan secara semi otomatis, yaitu operator pada posisi duduk di atas bangku kecil dan tangan operator mendorong ubi kayu satu-persatu hingga mendekati mata pisau perajangan dengan sikap kerja yang tidak ergonomis. Sikap kerja yang tidak ergonomis ini dibuktikan dengan hasil pengolahan Standart Nordic Questionnaire (SNQ) yang mengidentifikasi terjadi keluhan muskuloskeletal mulai dari tingkat sangat sakit hingga agak sakit pada anggota tubuh tertentu. Dari hasil penilaian postur kerja dengan Quick Exposure Check (QEC) terdapat beberapa elemen kerja dengan postur kerja yang tidak ergonomis. Dari peta pekerja dan mesin dapat disimpulkan operator lebih banyak bekerja tanpa melibatkan mesin perajang dengan waktu yang diperlukan untuk merajang 1 keranjang ubi kayu (6 kg) adalah 187 detik. Persentase aktivitas produktif operator adalah 100% sedangkan mesin perajang hanya 0,37%.
Salah satu upaya untuk mengatasi hal tersebut adalah dengan melakukan perbaikan rancangan fasilitas kerja yang terdiri dari mesin perajang dan kursi operator. Perbaikan dilakukan dengan merancang fasilitas kerja sesuai dengan antropometri operator. Bentuk, ukuran dan bahan yang digunakan untuk kursi operator diganti. Lubang mata pisau dirancang dengan bentuk tabung sehingga sesuai dengan bentuk ubi kayu dan mencegah jari operator bersentuhan langsung dengan mata pisau.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Mesin digunakan untuk membantu kemampuan dan keterbatasan manusia dalam melaksanakan tugas atau pekerjaan sehingga hasil kerja lebih banyak, lebih cepat, lebih kuat, mutu produk lebih baik, kesalahan lebih sedikit, beban kerja yang lebih ringan serta dengan resiko yang sekecil-kecilnya (Barners, 1980; Grandjean, 1993; Sutalaksana, 2000). Mesin yang digunakan di industri kecil masih banyak yang kurang memuaskan pemakai karena cepat menimbulkan kelelahan, mutu produk dan jumlah produknya rendah, tidak nyaman dipakai dan sering menyebabkan kecelakaan maupun penyakit akibat kerja (Ardana dkk. 2005, Haryo dkk. 2005). Setiap desain suatu peralatan atau produk dengan manusia sebagai operator maupun pemakai produk tersebut, maka faktor kemampuan dan keterbatasan manusia harus menjadi fokus utama (Sutalaksana, 2000). Peralatan kerja, tempat kerja maupun lingkungan kerja harus disesuaikan dengan manusia (Human Centered Design).
UD. Tiga Bawang merupakan salah satu industri kecil yang memproduksi keripik ubi dengan merek Dora. Jumlah yang diproduksi sesuai dengan pesanan pelanggan (Make to Order). Proses produksi tidak semua dilakukan secara manual, terdapat beberapa pekerjaan yang dilakukan secara semi otomatis.
satu-persatu hingga mendekati mata pisau perajangan. Posisi mata pisau yang terlalu rendah menyebabkan sikap kerja yang tidak ergonomis terutama pada tangan saat mendorong ubi ke mesin perajang bersamaan dengan menjangkau ubi yang akan dirajang. Operator tidak dapat menggerakkan kaki dengan leluasa sementara sekali-kali harus memutar badan untuk menjangkau ubi yang akan dirajang.
Sikap kerja yang tidak ergonomis ini disebabkan oleh fasilitas kerja yang tidak sesuai dengan operator. Fasilitas kerja yang tidak sesuai tersebut antara lain dimensi mesin dan kursi operator yang tidak sesuai dengan ukuran tubuh operator, bentuk serta bahan fasilitas kerja yang tidak memberikan kenyamanan kepada operator saat mengoperasikan mesin, dan sebagainya. Hal ini dapat menyebabkan gangguan pada anggota tubuh tertentu yang dikenal dengan musculoskeletal disorders (MSDs). Gangguan terjadi karena sikap paksa anggota tubuh untuk dapat menyesuaikan atau mengoperasikan mesin untuk melakukan gerakan menjangkau atau memutar badan yang terjadi berulang-ulang. Untuk mengatasi masalah di atas, perlu dilakukan perbaikan rancangan mesin dengan pendekatan ergonomi terutama untuk mengatasi ketidaksesuaian antara fasilitas kerja dengan operator.
1.2. Perumusan Masalah
stasiun perajangan yang tidak sesuai dengan operator sehingga dapat menyebabkan keluhan rasa pegal atau sakit pada otot skeletal. Salah satu upaya untuk mengatasi hal tersebut adalah dengan melakukan perbaikan rancangan fasilitas kerja yang digunakan operator. Perbaikan dilakukan untuk menyesuaikan dimensi, bentuk dan bahan yang digunakan untuk merancang fasilitas kerja sehingga dihasilkan postur kerja yang ergonomis.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah untuk memperoleh usulan perbaikan rancangan fasilitas kerja perajangan ubi kayu untuk memperbaiki postur kerja operator sehingga dapat mengurangi keluhan pada otot rangka.
Tujuan khusus penelitian ini adalah sebagai berikut :
1. Mengidentifikasi keluhan muskuloskeletal yang dialami operator di stasiun perajangan dengan Standart Nordic Questionnaire (SNQ).
2. Menganalisa dan menilai serta mendapatkan skor dan level resiko postur kerja aktual operator di stasiun perajangan dengan menggunakan Quick Exposure Check (QEC).
3. Merumuskan tindakan perbaikan yang mungkin dilakukan terhadap postur kerja aktual sesuai dengan hasil pengolahan SNQ dan QEC.
4. Penentuan dimensi antropometri yang sesuai untuk melakukan perbaikan rancangan fasilitas kerja.
7. Membandingkan prosedur kerja aktual dengan prosedur kerja usulan.
1.4. Manfaat Penelitian
Manfaat dari penelitian ini adalah : 1. Manfaat bagi Peneliti
Manfaat penelitian bagi peneliti yaitu dapat memahami dan mengetahui berbagai aspek kegiatan di usaha pembuatan keripik ubi serta menambah pengalaman peneliti untuk menyelesaikan permasalahan yang berkaitan dengan perancangan fasilitas kerja.
2. Manfaat bagi Perusahaan
Manfaat penelitian bagi perusahaan adalah menjadi bahan masukan sehingga lebih mementingkan kenyamanan karyawan dalam menyelesaikan pekerjaannya.
3. Manfaat bagi Lembaga atau Institusi Pendidikan
Manfaat penelitian bagi lembaga atau institusi pendidikan adalah sebagai bahan informasi dan pengembangan bagi penelitian berikutnya.
1.5. Batasan Masalah dan Asumsi
Batasan masalah dalam penelitian ini adalah :
2. Data keluhan muskuloskeletal diidentifikasi dengan menggunakan Standart Nordic Questionnaire (SNQ).
3. Penilaian postur kerja dilakukan dengan menggunakan Quick Exposure Check (QEC).
4. Data antropometri yang digunakan untuk penentuan dimensi fasilitas kerja adalah data antropometri operator laki-laki di UD. Tiga Bawang yang berusia antara 20 sampai 35 tahun yang terdiri dari tinggi bahu duduk, lebar pinggul, panjang popliteal, tinggi popliteal dan jangkauan tangan.
5. Perbaikan prosedur kerja berdasarkan prosedur kerja aktual dan diaplikasikan untuk fasilitas kerja usulan.
Asumsi yang digunakan dalam penelitian ini adalah :
1. Proses produksi, mesin dan prosedur kerja tidak diganti selama penelitian dilaksanakan.
2. Proses produksi berlangsung secara normal dan tidak ada gangguan atau perubahan urutan operasi yang mempengaruhi jalannya proses produksi.
3. Operator yang diteliti sudah mengerti dan paham akan tugasnya.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah sebagai berikut :
Bab II, menggambarkan secara umum atribut perusahaan yang menjadi objek studi diantaranya sejarah perusahaan, ruang lingkup bidang usaha, struktur organisasi, uraian tugas dan tanggung jawab, tenaga kerja perusahaan, sistem pengupahan yang berlaku di perusahaan, proses produksi, bahan yang digunakan, jumlah dan spesifikasi produk, uraian proses produksi dan mesin serta peralatan yang digunakan.
Bab III, menampilkan literatur yang melandasi dan mendukung penelitian ini. Memberikan pemahaman singkat melalui penjelasan umum, uraian pengertian dan teori.
Bab IV, menguraikan langkah-langkah penelitian yang merupakan kerangka pemecahan masalah baik dalam mengumpulkan data ataupun dalam menganalisis data yang diperoleh.
Bab V, mengidentifikasi data hasil penelitian yang diperoleh dari perusahaan sebagai bahan untuk melakukan pengolahan data yang digunakan sebagai dasar pemecahan masalah. Pengolahan data terdiri dari pengolahan SNQ, penilaian postur kerja, uji kenormalan data antropometri, uji keseragaman data antropometri, uji kecukupan data antropometri dan pembuatan peta pekerja dan mesin usulan.
dengan fasilitas kerja usulan, pembuatan prosedur kerja usulan dan membandingkan prosedur kerja aktual dan prosedur kerja usulan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
UD. Tiga Bawang merupakan usaha pembuatan keripik ubi dengan merek Dora dikelola oleh Ibu Dewi Irawati yang juga merupakan pemilik usaha tersebut. Pada awalnya UD. Tiga Bawang berlokasi di jalan Pelajar Timur gang Melati No.16B Medan. Usaha ini kemudian pindah ke jalan Ujung Serdang Pasar III Kecamatan Tanjung Morawa karena masyarakat setempat tidak mengizinkan adanya industri di daerah pemukiman mereka.
Ibu Dewi memulai usaha ini secara kecil-kecilan dengan peralatan sederhana yang dikerjakan sendiri oleh Ibu Dewi untuk dijual ke warung di sekitar rumahnya. Keripik yang dijual pada saat itu belum mempunyai variasi rasa serta belum mencantumkan label pada kemasannya. Usaha ini mulai berkembang dengan meningkatnya permintaan. Pada tahun 2000 Ibu Dewi mendaftarkan usahanya dengan nama UD. Tiga Bawang dengan merek Dora. UD. Tiga Bawang setiap harinya mengolah enam ton ubi yang merupakan pesanan dari Siantar. Produksi akan bertambah jika ada pesanan dari daerah Medan dan sekitarnya.
2.2. Ruang Lingkup Bidang Usaha
make to order, yaitu memproduksi sesuai dengan pesanan pelanggan. Enam ton ubi diolah setiap harinya untuk kemasan 24 gram dan langsung dikirim ke distributor di Siantar.
Bahan-bahan yang diperlukan seperti ubi kayu dan kayu bakar berasal dari Tanjung Morawa dan Siantar, bumbu serta kemasan dari Jakarta, bahan lainnya seperti minyak goreng dibeli di Medan. Tenaga kerja sebagian besar merupakan keluarga dari pemilik usaha ditambah masyarakat sekitar lokasi usaha.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi adalah bagian yang menggambarkan hubungan kerjasama antara dua orang atau lebih dengan tugas yang saling berkaitan untuk pencapaian suatu tujuan tertentu. Pendistribusian tugas, wewenang dan tanggung jawab serta hubungan satu sama lain dapat digambarkan pada suatu struktur organisasi, sehingga para pegawai dan karyawan mengetahui dengan jelas apa tugas yang harus dilakukan, dari siapa perintah diterima dan kepada siapa harus bertanggung jawab.
Pimpinan (Pemilik Usaha) Bagian Pengupasan Bagian Transportasi Bagian Pembumbuan Bagian Pencucian Bagian Perajangan Bagian Pengemasan & Pengepakan Bagian Penggorengan Kasir
Gambar 2.1. Struktur Organisasi UD. Tiga Bawang
2.3.2. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja di UD. Tiga Bawang saat ini adalah 46 orang. Kategori tenaga kerja tersebut adalah:
a. Tenaga Kerja Tetap
Jumlah tenaga kerja tetap yaitu 36 orang dengan pembagian kerja seperti pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Tetap
Jenis Pekerjaan Jumlah (orang)
Pimpinan 1
Perajangan 3
Pencucian 3
Penggorengan 4
Perapian 1
Pembumbuan 2
Pengemasan 17
Transportasi 4
Kasir 1
Total 36
Sumber : hasil wawancara
Karyawan lepas ini bekerja selama waktu penyelesaian suatu pekerjaan sesuai dengan kontraknya. Jika pekerjaan ini sudah selesai maka ia tidak lagi bekerja di industri tersebut kecuali dengan kontrak baru. Jumlah tenaga kerja lepas adalah 10 orang yang semuanya tenaga kerja wanita dan bekerja di bagian pengupasan.
Hari kerja di UD. Tiga Bawang sebanyak enam hari kerja dari hari Senin sampai hari Sabtu. Jam kerja per hari dari pukul 07.00 WIB sampai 18.00 WIB dengan waktu istirahat selama satu jam yaitu dari pukul 12.00 WIB sampai 13.00 WIB. Jika ada penambahan pesanan maka akan diadakan jam lembur hingga pukul 20.00 WIB. Lembur juga dilaksanakan pada hari Minggu jika ada pesanan yang belum selesai dikerjakan.
2.3.4. Sistem Pengupahan dan Fasilitas
Upah karyawan dibayar dengan sistem mingguan berupa upah pokok dan dilakukan penambahan jika ada lembur. Karyawan diberikan fasilitas berupa penginapan jika rumah karyawan tersebut jauh dari lokasi pabrik dan makan 3 x sehari juga ditanggung oleh pemilik usaha.
2.4. Proses Produksi
UD. Tiga Bawang yang merupakan perusahaan pembuatan keripik menggunakan teknologi produksi yang manual dan semi otomatis yaitu selain menggunakan mesin juga masih menggunakan tenaga kerja sebagai operator maupun pekerjaan manual.
2.4.1. Bahan Baku
Bahan baku adalah bahan yang digunakan sebagai bahan utama dalam suatu proses produksi, dimana sifat dan bentuknya akan mengalami perubahan fisik maupun kimia yang langsung ikut di dalam proses produksi sampai dihasilkannya barang jadi.
Bahan baku yang digunakan adalah ubi kayu. Ubi kayu yang digunakan adalah yang telah berumur satu tahun dan memiliki bentuk yang lurus serta besarnya yang hampir seragam. Ubi kayu diperoleh dari Tanjung Morawa dan Siantar.
2.4.2. Bahan Tambahan
2.4.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dapat menunjang proses produksi yang tidak nampak pada produk akhir. Bahan penolong yang digunakan adalah minyak goreng, air untuk mencuci ubi dan kayu bakar.
2.4.4. Uraian Proses Produksi
Ubi kayu sebagai bahan baku utama pembuatan keripik melewati berbagai tahapan pengolahan (proses produksi) hingga menjadi produk keripik dengan berbagai rasa. Berikut ini adalah uraian proses produksi :
1. Pengupasan
Pengupasan adalah tahap paling awal dalam proses pembuatan keripik. Tujuan dari pengupasan ini adalah untuk membuang kedua ujung ubi kayu dan memisahkan umbi dari kulitnya. Proses ini dilakukan secara manual (menggunakan pisau).
2. Perajangan
Proses perajangan adalah proses pemotongan ubi yang telah dikupas dengan mesin perajang. Tujuan dari perajangan ini adalah untuk memotong ubi dengan bentuk dan ketebalan yang sama. Ubi yang telah dirajang selanjutnya dibawa ke bagian pencucian.
3. Pencucian
4. Penggorengan
Setelah ubi kayu melalui tahap penirisan, maka tahap selanjutnya adalah penggorengan. Penggorengan dilakukan di dalam wadah yang terbuat dari logam (berbentuk segi empat) dan berisi minyak goreng panas. Setiap kali penggorengan, dimasukkan sekitar 2 keranjang ubi. Proses ini bertujuan untuk mematangkan ubi menjadi keripik. Setelah menjadi keripik hasil tersebut ditiriskan untuk mengurangi minyak dan menurunkan suhu.
5. Pembumbuan
Selanjutnya keripik dimasukkan ke dalam mesin pembumbuan. Tujuan dari proses ini adalah untuk memberikan bumbu pada keripik sesuai dengan rasa yang diinginkan sehingga bumbu tercampur secara merata pada keripik.
6. Pendinginan
Setelah itu keripik didinginkan dengan meletakkan di atas meja pendinginan agar suhunya normal ketika dikemas.
7. Pengemasan (pembungkusan)
Keripik selanjutnya dikemas dengan kemasan plastik berlabel sesuai dengan rasanya. Untuk kemasan ½ kg, proses pengemasannya adalah memasukkan keripik secara manual, ditimbang, dan disegel dengan alat segel. Sedangkan untuk kemasan 24 gram, proses pengemasannya dengan menggunakan mesin pengemas.
8. Pengepakan
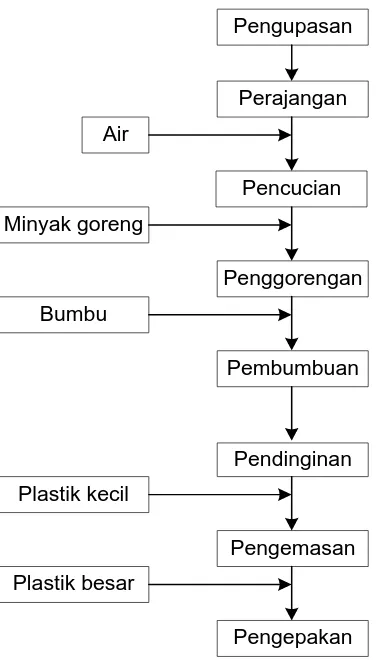
Blok diagram proses pembuatan keripik dapat dilihat pada Gambar 2.2.
Pengupasan
Pengepakan Pembumbuan
Pencucian Perajangan
Pengemasan Penggorengan
Pendinginan Air
Minyak goreng
Bumbu
Plastik kecil
[image:32.595.220.408.148.480.2]Plastik besar
Gambar 2.2. Blok Diagram Proses Pembuatan Keripik
2.4.5. Mesin Produksi
Tabel 2.2. Mesin Produksi
Nama Fungsi Spesifikasi Jumlah
Mesin Perajang
Memotong ubi yang telah dikupas dengan tebal yang sama
Daito Cooper, tipe YCL80B-4,
½ HP, 1400 rpm 3 unit
Mesin Mollen Meratakan bumbu yang dicampurkan ke keripik
Daito Cooper, tipe YCL80B-4, 29 rpm, ukuran 1,2m x Ø75cm, kapasitas 6 kg ubi
2 unit
Mesin Pengemas Mengemas keripik ke dalam kemasan kecil (24 gram)
Jumbo packer, tipe JD 657,
kapasitas 75 bungkus per menit 3 unit
Air Blower
Meniupkan angin ke kayu yang dibakar pada tungku pembakaran
Fuli Electrical, tipe T-CZR, output 0,6m3/menit, tekanan 135 Pa
4 unit
Timbangan
Menimbang berat bahan baku (ubi kayu) yang masuk dari supplier
Merek Lucky, kapasitas 50 kg 1 unit Pisau Pengupas
Ubi
Memotong dan mengupas ubi
kayu Pisau ukuran 15 cm 7 unit
Kereta Sorong
Mengangkut ubi kayu yang telah dikupas dari bagian pengupasan ke bagian perajangan
Ukuran 45cm x 122 cm 1 unit
Keranjang Kecil
Tempat penampungan ubi yang telah dirajang dan untuk meniriskan ubi yang telah dicuci
Ø30cm 140 unit
Bak Pencucian Tempat mencuci ubi yang
telah dirajang Ukuran 1m x 1,2m x 40cm 1 unit Tempat
Penggorengan
Tempat menggoreng ubi yang
telah dicuci Ukuran 1,4m x 1,5m x 45cm 4 unit Sendok
Penggorengan Besar
Alat pengaduk pada saat
melakukan penggorengan Panjang 2 m, Ø50cm 4 unit Sendok
Penggorengan Kecil
Mengangkat serpihan-serpihan kecil keripik dalam minyak
Panjang 2 m, Ø30cm 2 unit
Keranjang Besar Meniriskan keripik yang telah
digoreng Ø45cm 14 unit
Baskom Besar
Tempat penampungan keripik yang telah digoreng dan menampung minyak yang menetes saat ditiriskan
Tabel 2.2. Mesin Produksi (Lanjutan)
Nama Fungsi Spesifikasi Jumlah
Tong Besar Tempat penampungan keripik
yang telah dibumbui Tinggi 64cm, Ø22cm 6 unit Trolley
Mengangkut bahan-bahan yang diperlukan oleh setiap stasiun kerja
Ukuran 50cm x 30 cm x 50 cm 2 unit
Meja
Pendinginan
Tempat penumpukan sementara untuk mendinginkan keripik yang telah digoreng
Ukuran 2m x 5m 1 unit
Timbangan kecil
Menimbang berat pada saat mengemas kemasan ukuran ½ kg
Merek Thang Long, kapasitas
10kg 1 unit
BAB III
LANDASAN TEORI
3.1. Ergonomi
3.1.1. Defenisi Ergonomi
Istilah “Ergonomi” berasal dari bahasa Latin, yaitu Ergon (kerja) dan Nomos (hukum), sehingga ergonomi dapat didefenisikan sebagai studi tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen, dan desain/perancangan. Ergonomi berkenaan juga dengan optimisasi, efisiensi, kesehatan, keselamatan, dan kenyamanan manusia di tempat kerja, di rumah, dan dimana saja manusia berada1
Secara umum tujuan dari penerapan ergonomi adalah :
. Ergonomi merupakan studi tentang manusia, fasilitas kerja dan lingkungan yang saling berinteraksi dengan tujuan utama yaitu menyesuaikan suasana kerja dengan manusia.
3.1.2. Tujuan Ergonomi
2
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental dan mengupayakan kepuasan kerja.
1
Eko Nurmianto, Ergonomi Konsep Dasar dan Aplikasinya, edisi kedua, Guna Widya, Surabaya, 2004, p.1
2
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial, mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan jaminan sosial baik selama waktu produktif maupun setelah tidak produktif. 3. Menciptakan keseimbangan rasional antara aspek teknis, ekonomis,
antropologis dan budaya dari sistem kerja, sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
3.1.3. Tipe-tipe Masalah Ergonomi 3
a. Anthropometric
Masalah ergonomi dapat dikategorikan ke dalam bermacam-macam grup yang berbeda, bergantung kepada wilayah spesifik dari efek tubuh seperti :
Antropometri berhubungan dengan dimensi antara ruang geometri fungsional dengan tubuh manusia. Antropometri ini merupakan pengukuran dari dimensi tubuh secara linier, termasuk berat dan volume, jarak jangkauan, tinggi mata saat duduk, dan lain-lain. Masalah antropometri merupakan ketidaksesuaian antara dimensi terhadap desain ruang dan sarana kerja. Pemecahan masalah ini dengan memodifikasi desain dan menyesuaikan kenyamanan.
b. Cognitive
Masalah cognitive muncul ketika beban kerja berlebih atau berada di bawah kebutuhan proses. Keduanya dalam jangka waktu panjang maupun dalam jangka waktu pendek dapat menyebabkan ketegangan. Pada sisi lain fungsi ini tidak sepenuhnya berguna untuk pemeliharaan tingkat optimum. Pemecahan
3
masalah ini dengan melengkapkan fungsi manusia dengan fungsi mesin untuk meningkatkan performansi.
c. Musculoskeletal
Ketegangan otot dan sistem kerangka termasuk dalam kategori ini. Hal tersebut dapat menyebabkan insiden kecil atau trauma efek kumulatif. Pemecahan masalah ini terletak pada penyediaan bantuan performansi kerja atau mendesain kembali pekerjaan untuk menjaga agar kebutuhannya sesuai dengan batas kemampuan manusia.
d. Cardiovaskular
Masalah ini diakibatkan oleh ketegangan sistem sirkulasi, termasuk jantung. Jantung memompa lebih banyak darah ke otot untuk memenuhi tingginya permintaan oksigen. Pemecahan masalah ini dengan mendesain kembali pekerjaan untuk melindungi pekerja dan melakukan rotasi pekerjaan.
e. Psychomotor
Permasalahan dalam hal ini adalah ketegangan pada sistem psychomotor. Pemecahannya adalah dengan menegaskan kebutuhan pekerjaan untuk disesuaikan dengan kemampuan manusia dan menyediakan bantuan performansi pekerjaan.
3.1.4. Aplikasi Ergonomi untuk Perancangan Tempat Kerja
Ergonomi dapat berperan sebagai desain pekerjaan pada suatu organisasi, misalnya penentuan jumlah jam istirahat, pemilihan jadwal pergantian waktu kerja (shift kerja), meningkatkan variasi pekerjaan, dan lain-lain.
Ergonomi juga memberikan peranan penting dalam meningkatkan faktor keselamatan dan kesehatan kerja, misalnya desain suatu sistem kerja untuk mengurangi rasa nyeri dan ngilu pada sistem kerangka dan otot manusia dan desain stasiun kerja untuk alat peraga visual (Visual Display Unit Station). Hal tersebut untuk mengurangi ketidaknyamanan visual, postur kerja, serta desain suatu perkakas kerja untuk mengurangi kelelahan kerja, desain suatu peletakan instrumen dan sistem pengendalian untuk mendapatkan optimasi dalam proses transfer informasi dengan dihasilkannya suatu respon yang cepat dengan meminimumkan resiko kesalahan serta upaya untuk mendapatkan optimasi, efisiensi kerja dan hilangnya resiko kesehatan akibat metode kerja yang kurang tepat.
mencapai kegunaan yang optimal. Usaha yang dapat ditempuh untuk memperoleh informasi tersebut adalah4
a. Penyelidikan tentang display :
Display adalah bagian dari lingkungan yang mengkomunikasikan keadaannya langsung kepada manusia dalam bentuk lambang atau tanda. Persoalan yang sering terjadi adalah display yang tidak mengkomunikasikan keadaan secara langsung dan oleh karena itu kita perlu memikirkan bagaimana merancang suatu alat yang bisa menerjemahkan informasi sehingga mudah dimengerti manusia. Display harus dirancang dengan baik agar dapat menjalankan fungsinya untuk menyajikan informasi yang diperlukan manusia dalam melaksanakan pekerjaannya. Perancangan display yang baik adalah apabila display tersebut dapat menyampaikan informasi selengkap mungkin tanpa menimbulkan banyak kesalahan dari manusia yang menerimanya.
b. Penyelidikan Mengenai Hasil Kerja Manusia dan Proses Pengendaliannya Dalam hal ini dilakukan penyelidikan tentang aktivitas manusia pada saat bekerja dan kemudian mempelajari cara mengukur setiap aktivitas tersebut. Penyelidikan ini banyak berhubungan dengan biomekanika. Hal ini mencakup pengukuran kekuatan/daya tahan fisik manusia ketika bekerja dan mempelajari bagaimana cara bekerja sehingga peralatan harus dirancang agar sesuai dengan kemampuan fisik manusia ketika melakukan aktivitas tersebut. Pengukuran kekuatan fisik manusia dalam hal ini adalah mengukur berapa besarnya tenaga yang dibutuhkan oleh seorang pekerja untuk melaksanakan
4
pekerjaannya. Secara umum kriteria pengukuran aktivitas dapat dibagi dalam dua kelas, yaitu:
1. Kriteria Fisiologi
Kriteria ini merupakan kegiatan manusia yang ditentukan berdasarkan kecepatan denyut jantung dan pernafasan. Usaha untuk menentukan besarnya tenaga yang akurat berdasarkan kriteria ini agak sulit karena perubahan fisik dari keadaan normal menjadi keadaan fisik yang aktif akan melibatkan beberapa fungsi fisiologis, seperti tekanan darah, peredaran udara dalam paru-paru, jumlah oksigen yang digunakan, jumlah karbondioksida yang dihasilkan, temperatur badan dan sebagainya.
2. Kriteria Operasional
Kriteria ini melibatkan teknik untuk mengukur atau menggambarkan hasil yang bisa dilakukan tubuh atau anggota tubuh pada saat melaksanakan gerakan. Secara umum gerakan yang dapat dilakukan tubuh atau anggota tubuh dapat dibagi dalam bentuk range (rentang) gerakan, pengukuran aktivitas berdasarkan kekuatan, ketahanan, kecepatan dan ketelitian.
c. Penyelidikan Mengenai Tempat Kerja.
Ukuran tempat kerja harus sesuai dengan ukuran dimensi tubuh manusia. Hal ini dipelajari di antropometri. Data hasil pengukuran (data antropometri) dijadikan sebagai data untuk perancangan peralatan.
d. Penyelidikan Mengenai Lingkungan Fisik.
laku manusia. Pendekatan khusus yang ada dalam disiplin ergonomi adalah aplikasi yang sistematis dari segala informasi relevan yang berkaitan dengan karakteristik dari prilaku manusia dalam perancangan peralatan, fasilitas dan lingkungan kerja yang dipakai. Untuk analisa dan penelitian maka ergonomi akan meliputi hal yang berkaitan dengan :
1. Anatomi (struktur), fisiologi, dan antropometri tubuh manusia.
2. Psikologi yang fisiologis mengenai berfungsinya otak dan sistem syaraf yang berperan dalam tingkah laku manusia.
3. Kondisi kerja yang dapat mencederai baik dalam waktu yang pendek maupun panjang, atau membuat celaka manusia sehingga diperlukan desain kondisi kerja yang dapat membuat nyaman manusia dalam bekerja.
3.1.4.1. Desain Stasiun Kerja untuk Sikap Kerja Duduk
Posisi tubuh saat bekerja sangat ditentukan oleh jenis pekerjaan yang dilakukan. Masing-masing posisi kerja memberikan pengaruh yang berbeda terhadap tubuh. Bekerja dengan posisi duduk mempunyai keuntungan antara lain:5 1. Mengurangi kelelahan dan keluhan subjektif bila bekerja lebih dari dua jam. 2. Mempunyai derajat stabilitas tubuh yang tinggi.
3. Operator memerlukan sedikit istirahat dan lebih produktif.
Posisi duduk mempunyai keuntungan maupun kerugian. Sikap duduk terlalu lama dapat menyebabkan otot perut melembek dan tulang belakang akan melengkung, maka untuk mendapatkan hasil kerja yang lebih baik tanpa pengaruh
5
buruk pada tubuh, perlu dipertimbangkan jenis pekerjaan apa saja yang paling baik untuk posisi duduk yaitu sebagai berikut :
1. Pekerjaan yang memerlukan kontrol dengan teliti pada kaki. 2. Memerlukan ketelitian pada tangan.
3. Tidak memerlukan tenaga dorong yang besar.
4. Objek yang dipegang tidak memerlukan tangan bekerja pada ketinggian lebih dari 15 cm dari landasan kerja.
5. Diperlukan tingkat kestabilan tubuh yang tinggi. 6. Pekerjaan dilakukan pada waktu yang lama.
7. Seluruh objek yang dikerjakan atau disuplai masih dalam jangkauan dengan posisi duduk.
Salah satu pertimbangan dasar dalam perancangan tempat duduk adalah tinggi permukaan bagian atas dari landasan tempat duduk diukur dari permukaan lantai. Jika suatu landasan tempat duduk terlalu tinggi letaknya, bagian bawah paha akan tertekan yang dapat menimbulkan ketidaknyamanan dan gangguan peredaran darah. Landasan tempat duduk yang tidak memungkinkan telapak kaki untuk menapak pada permukaan lantai menyebabkan stabilitas tubuh akan melemah, sebaliknya jika letak suatu landasan tempat duduk terlalu rendah, kaki akan memanjang dan posisinya maju ke depan. Pada posisi demikian kaki akan meniadakan stabilitas tubuh.
landasan tempat duduk. Rentang data yang terkecil misalkan data persentil 5 merupakan pedoman yang tepat karena data ini mencakup bagian populasi yang berukuran tubuh paling kecil.
Pertimbangan lainnya dalam perancangan tempat duduk adalah kedalaman landasan tempat duduk (jarak yang diukur dari bagian depan hingga belakang sebuah tempat duduk). Apabila kedalaman landasan tempat duduk terlalu sempit, dapat menyebabkan posisi tidak stabil karena berkurangnya penopang pada bagian bawah paha. Secara antropometrik, jarak dari pantat ke lipatan dalam lutut (jarak horizontal dari permukaan paling belakang pantat hingga bagian belakang dari kaki bagian bawah) merupakan pedoman penentuan kedalaman tempat duduk yang tepat.
Tempat duduk dengan alas yang keras dan datar tidak akan nyaman digunakan dalam jangka waktu yang lama. Untuk mengatasi masalah ini salah satu cara yang dapat digunakan adalah dengan pemberian bantalan pada dasarnya. Tujuan pemberian bantalan ini dapat juga sebagai upaya penyebaran tekanan. Tetapi jika peracangan bantalan tidak tepat, tegangan tekanan yang dihasilkan akan mempengaruhi keseimbangan tubuh. Rekomendasi yang dapat dijadikan pedoman dalam perancangan bantalan adalah :6
- Untuk busa bantalan medium, ketebalan bantalan 1,5 inci atau 3,8 cm.
- Untuk busa bantalan yang rapat, ketebalan bantalan 0,5 inci atau 1,3 cm.
Tempat duduk yang dipakai harus memungkinkan untuk melakukan variasi perubahan posisi. Ukuran tempat duduk disesuaikan dengan antropometri
6
pemakainya. Fleksi lutut membentuk sudut 900 dengan telapak kaki bertumpu pada lantai atau injakan kaki. Tulang belakang akan membungkuk ke depan jika landasan kerja terlalu rendah dan bahu akan terangkat pada posisi rileks jika landasan kerja terlalu tinggi. Prinsip untuk mengatur ketinggian landasan kerja pada posisi duduk, yaitu :7
1. Jika memungkinkan sediakan meja yang dapat diatur turun dan naik.
2. Landasan kerja harus memungkinkan lengan menggantung pada posisi rileks dari bahu dan lengan bawah mendekati posisi horizontal atau sedikit menurun.
3. Ketinggian landasan kerja tidak memerlukan fleksi tulang belakang yang berlebihan.
3.1.5. Sistem Manusia-Mesin
Sistem manusia-mesin adalah kombinasi antara satu atau beberapa manusia dengan satu atau beberapa mesin yang saling berinteraksi untuk menghasilkan keluaran berdasarkan masukan yang diperoleh.8
7
Sanders dan Mc.Cormick. Human Factor in Engineering and Design, Mc.Graw-Hill, New York, 1987.p.344
8
Sutalaksana, dkk. Teknik Tata Cara Kerja. Laboratorium Tata Cara Kerja dan Ergonomi Departemen Teknik Industri, ITB, 1979, p.62
manusia, peralatan dan lingkungan kerja sedemikian rupa sehinga memberikan hasil akhir yang optimal.
Dalam sistem manusia mesin dikenal tiga macam hubungan, yaitu :9 1. Sistem Manusia Mesin Manual (Manual Man-Machine System)
Dalam system ini input akan langsung ditransformasikan oleh manusia menjadi output. Manusia memegang kendali secara penuh dalam melaksanakan aktivitasnya. Peralatan kerja yang ada hanya sekedar menambah kemampuan atau kapabilitas dalam menyelesaikan pekerjaan yang dibebankan kepadanya.
2. Sistem Manusia Mesin Semi Otomatis (Semi Automatic Man-Machine System)
Terdapat mekanisme khusus yang akan mengolah input atau informasi dari luar sebelum masuk ke dalam sistem kerja manusia, demikian pula reaksi yang berasal dari sistem ini akan diolah atau dikontrol terlebih dahulu melewati suatu mekanisme tertentu sebelum suatu output berhasil diproses. Pada sistem ini mesin akan memberikan power (tenaga) dan manusia akan melaksanakan fungsi control.
3. Sistem Manusia Mesin Otomatis (Automatic Man-Machine System)
Sistem berlangsung secara otomatis, mesin akan melaksanakan dua fungsi sekaligus yaitu menerima ransangan dari luar (sensing) dan pengendali aktivitas seperti umumnya dijumpai pada prosedur kerja yang normal. Fungsi operator hanyalah memonitor dan menjaga agar mesin tetap bekerja dengan
9
baik serta memasukkan data atau mengganti dengan program-program baru apabila diperlukan.
Merancang sistem manusia mesin yang efektif dan efisien perlu dipahami keunggulan masing-masing serta memanfaatkan keunggulan tersebut secara optimum. Kegiatan yang merupakan keunggulan manusia dan kegiatan yang merupakan keunggulan mesin adalah: 10
1. Keunggulan Manusia
- Mengindra stimulus yang sangat rendah seperti bunyi, cahaya, rasa, dan lain-lain.
- Mendeteksi pola stimulus yang kompleks yang bervariasi dengan situasi. - Mengindra kejadian yang tidak umum dalam lingkungannya.
- Menyimpan informasi dalam jumlah yang besar dan waktu yang lama dalam ingatan.
- Mengeluarkan informasi dari ingatan dalam frekuensi yang cukup tinggi. - Mengambil manfaat/pelajaran dari berbagai pengalaman masa lalu. - Menggunakan prinsip untuk memecahkan problema yang bervariasi. - Membuat estimasi dan evaluasi subjektif.
- Mengembangkan penyelesaian masalah secara menyeluruh.
- Mengonsentrasikan diri pada kegiatan terpenting jika mengalami situasi padat.
- Mengadaptasikan diri terhadap variasi dalam lingkungan operasional.
10
2. Keunggulan Mesin
- Mengindra stimulus yang berada di luar kepekaan normal manusia. - Memonitor kejadian yang telah terspesifikasi.
- Menyimpan informasi yang telah terkode dengan kecepatan tinggi.
- Mengeluarkan informasi yang telah terkode secara cepat dan akurat melalui instruksi yang spesifik.
- Mengolah informasi yang kuantitatif berdasarkan program tertentu. - Merespon secara cepat dan konsisten terhadap signal input.
- Melakukan kegiatan berulang-ulang secara handal.
- Memelihara kinerja yang relatif stabil dalam periode kerja yang relatif panjang.
- Menghitung jumlah dengan kecepatan sangat tinggi.
- Melakukan operasi secara efisien pada kondisi beban yang tinggi.
3.1.6. Pengembangan Metode untuk Mengefektifkan dan Mengefisienkan
Kerja
Terdapat 4 macam komponen sistem kerja yang harus dipelajari untuk memperoleh metode kerja yang sebaik-baiknya, yaitu :
1. Komponen Material
Material meliputi bahan baku, komponen, produk jadi, limbah, dan sebagainya. Hal yang perlu diperhatikan adalah cara menempatkan material, jenis material yang mudah diproses, dan sebagainya.
2. Komponen Manusia
Hal yang perlu diperhatikan adalah posisi orang pada saat bekerja sehingga memberikan gerakan yang efektif dan efisien.
3. Komponen Mesin
Desain dari mesin merupakan faktor utama yang harus disesuaikan dengan prinsip ergonomi.
4. Komponen Lingkungan Kerja Fisik
Hal yang perlu diperhatikan adalah apakah kondisi lingkungan fisik aman dan nyaman.
Dalam menganalisa dan mengevaluasi metode kerja untuk memperoleh metode kerja yang lebih efisien, perlu dipertimbangkan prinsip-prinsip ekonomi gerakan (The Principles of Motion Economy). Berikut ini diuraikan aplikasi prinsip ekonomi gerakan :11
11
a) Prinsip Ekonomi Gerakan Dihubungkan dengan Penggunaan Anggota Tubuh Manusia
- Manusia memiliki kondisi fisik dan struktur tubuh yang memberi keterbatasan dalam melaksanakan gerakan kerja.
- Apabila memungkinkan kedua tangan harus memulai dan menyelesaikan gerakan dalam waktu yang bersamaan.
- Kedua tangan jangan menganggur pada waktu bersamaan kecuali sewaktu istirahat.
- Gerakan tangan harus simetris dan berlawanan arah
- Untuk menyelesaikan pekerjaan hanya bagian tubuh yang memang diperlukan saja yang bekerja agar tidak terjadi penghamburan tenaga dan kelelahan yang tidak perlu.
- Hindari gerakan yang patah-patah karena akan cepat menimbulkan kelelahan.
- Pekerjaan harus diatur sehingga gerak mata terbatas pada bidang yang menyenangkan tanpa perlu sering merubah fokus.
b) Prinsip Ekonomi Gerakan Dihubungkan dengan Tempat Kerja
- Tempat tertentu yang tidak sering dipindahkan harus disediakan untuk semua alat dan bahan sehingga dapat menimbulkan kebiasaan tetap (gerak rutin).
- Tata letak bahan dan peralatan kerja diatur sehingga memungkinkan ururtan gerakan yang baik.
- Tinggi tempat kerja atau mesin harus disesuaikan dengan ukuran tubuh manusia sehingga pekerja dapat mengerjakan pekerjaan dengan mudah dan nyaman. Prinsip antropometri diperlukan untuk merancang fasilitas kerja tersebut.
- Kondisi ruangan pekerja seperti penerangan, temperature, kebersihan, ventilasi udara dan sebagainya yang berkaitan dengan persyaratan ergonomis harus diperhatikan sehingga dapat diperoleh area kerja yang lebih baik.
c) Prinsip Ekonomi Gerakan Dihubungkan dengan Desain Peralatan Kerja - Kurangi sebanyak mungkin pekerjaan tubuh (manual) apabila hal tersebut
dapat dilaksanakan dengan peralatan kerja.
- Usahakan menggunakan peralatan kerja yang dapat melaksanakan berbagai macam pekerjaan sekaligus, baik yang sejenis maupun yang berlainan.
- Siapkan dan letakkan semua peralatan kerja pada posisi tepat untuk memudahkan pemakaian dan pengambilan pada saat diperlukan tanpa harus bersusah payah mencari-cari.
3.1.7. Peta Kerja
3.1.7.1. Definisi Peta Kerja
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas. Dengan menggunakan peta kerja dapat dilihat semua langkah atau kejadian yang dialami oleh benda kerja mulai dari masuk ke pabrik yang berbentuk bahan baku, kemudian menggambarkan semua langkah yang dialaminya seperti transportasi, operasi, pemeriksaan dan perakitan, sampai menjadi produk, baik produk jadi atau produk setengah jadi. Dengan menggunakan peta kerja maka usaha memperbaiki metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Peta kerja merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga akan mudah untuk menganalisa dan memperbaiki kesalahan, dan akan sangat bermanfaat dalam perencanaan sistem kerja. Perbaikan yang mungkin dilakukan antara lain :
- Menghilangkan operasi yang tidak perlu.
- Menggabungkan suatu operasi dengan operasi lainnya. - Menemukan urutan kerja/proses produksi yang lebih baik. - Menentukan mesin yang lebih ekonomis.
- Menghilangkan waktu menunggu antar operasi.
3.1.7.2. Jenis-jenis Peta Kerja
Berdasarkan kegiatannya peta kerja dibagi atas dua kelompok besar, yaitu: 1. Peta kerja untuk menganalisis kegiatan kerja keseluruhan.
Yang termasuk peta kerja keseluruhan yaitu : a. Peta Proses Operasi (Operation Process Chart) b. Peta Aliran Proses (Flow Process Chart)
c. Peta Proses Perakitan (Assembly Process Chart) d. Peta Proses Kelompok Kerja (Gang Process Chart) e. Diagram Aliran (Flow Diagram)
2. Peta-peta kerja untuk menganalisis kegiatan kerja setempat. Yang termasuk peta kerja setempat yaitu :
a. Peta Pekerja dan Mesin (Man-Machine Chart) b. Peta Tangan Kiri dan Tangan Kanan
3.1.7.3. Peta Pekerja dan Mesin (Man-Machine Chart)
Peta pekerjaan dan mesin merupakan suatu grafik yang menggambarkan koordinasi antara waktu bekerja dan waktu menganggur dari kombinasi antara pekerja dan mesin. Dengan demikian peta ini merupakan alat yang baik digunakan untuk mengurangi waktu menganggur. Kegunaan peta pekerja dan mesin antara lain berupa informasi yang paling penting diperoleh melalui peta pekerja dan mesin yaitu hubungan yang jelas antara waktu kerja operator dan waktu operasi mesin yang ditanganinya. Dengan informasi ini, kita mempunyai data yang baik untuk melakukan penyelidikan, penganalisaan, dan perbaikan terhadap suatu sistem kerja.
Dalam beberapa hal, hubungan antara operator dengan mesin sering bekerja secara bergantian, yaitu sementara mesin menganggur, operator bekerja atau sebaliknya. Waktu menganggur adalah suatu kerugian, sehingga harus dihilangkan atau setidaknya diminimumkan, tetapi harus masih berada dalam batas-batas kemampuan manusia dan mesinnya.
3.1.7.4. Kegunaan Peta Pekerja dan Mesin
Peningkatan efektifitas penggunaan dan perbaikan keseimbangan kerja tersebut dapat dilakukan, misalnya dengan cara :
1. Merubah Tata Letak Tempat Kerja
Tata letak tempat kerja merupakan salah satu factor yang menentukan lamanya waktu penyelesaian suatu pekerjaan. Penataan kembali suatu tata letak tempat kerja diharapkan dapat menempatkan elemen sistem kerja pada tempat yang tepat sehingga benar-benar dapat menghemat waktu penyelesaian.
2. Mengatur Kembali Gerakan-gerakan Kerja.
Gerakan kerja merupakan faktor yang menentukan waktu penyelesaian suatu pekerjaan. Penataan kembali gerakan-gerakan yang dilakukan pekerja akan sangat membantu meningkatkan efektivitas kerja dan mempengaruhi efisiensi penggunaan tenaga.
3. Merancang Kembali Mesin dan Peralataan
4. Menambah Pekerjaan bagi Sebuah Mesin atau sebaliknya, Menambah Mesin bagi Seorang Pekerja.
Apabila ditemukan bahwa efektivitas pekerja yang menangani sebuah atau beberapa mesin itu rendah, seperti pekerja banyak menganggur, sementara di tempat lain banyak terdapat mesin yang menganggur, maka penambahan tugas bagi pekerja tersebut mungkin dapat meningkatkan efektivitas dan efisiensi. Sebaliknya jika terdapat pekerja yang terlampau sibuk dalam menangni tugasnya sehingga tidak memungkinkan baginya untuk dapat melepas lelah dan melakukan kepentingan pribadi lainnya, tentu hal ini pun akan merugikan, baik bagi perusahaan atau pekerja itu sendiri. Pekerja akan cenderung lebih banyak melakukan kesalahan, sehingga ini mungkin saja dapat mengakibatkan kerusakan pada mesin atau menurunkan kualitas produksi. Dampak negatif yag dialami pekerja, terutama yang dirasakan dalam jangka panjang akan mengakibatkan menurunnya kondisi tubuh pekerja tersebut. Salah satu cara yang dapat dilakukan adalah dengan penambahan pekerja sehingga keseimbangan antara pekerja dan mesin dapat diperoleh.
3.1.7.5. Prinsip-prinsip Pembuatan Peta Pekerja dan Mesin
Ada beberapa hal yang harus diperhatikan dalam membuat peta pekerja dan mesin, yaitu
1. Nyatakan identifikasi peta yang dibuat.
melengkapi, meliputi : nomor peta, nama pekerja yang dipetakan, metoda sekarang atau usulan, tanggal dipetakan, dan nama orang yang membuat peta tersebut.
2. Uraikan semua elemen pekerjaan yang terjadi.
Tiga jenis kolom (bar) digunakan untuk melambangkan elemen-elemen yang bersangkutan. Kolom tersebut dibuat memanjang dari atas hingga ke bawah dengan panjang masing-masing sebanding dengan lamanya waktu pelaksanaan elemen pekerjaan tersebut.
3. Buatlah kesimpulan dalam bentuk ringkasan yang memuat waktu menganggur dan waktu kerja, sehingga dapat diketahui penggunaan waktu dari pekerja atau mesin tersebut. Satuan waktu biasanya digunakan dalam detik. Lambang yang digunakan dapat dilihat pada Tabel 3.1.
Tabel 3.1. Lambang Peta Pekerja dan Mesin
No. Lambang Fungsi Keterangan
1. Menunjukkan waktu
menganggur
Digunakan untuk menyatakan pekerja atau mesin yang sedang menganggur atau salah satu sedang menunggu yang lain
2. Menunjukkan kerja
independen
Jika ditinjau dari pekerjanya, keadaan ini menunjukkan seorang pekerja yang sedang bekerja dan independen dengan mesin dan pekerja lainnya, sebaliknya jika ditinjau dari pihak mesin, mesin sedang beroperasi tanpa bantuan pekerja.
3. Menunjukkan kerja
kombinasi
3.1.8. Keluhan Muskuloskeletal 12
1. Keluhan sementara (Reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, keluhan tersebut segera hilang apabila pembebanan dihentikan.
Keluhan muskuloskeletal adalah keluhan pada otot skeletal yang dirasakan oleh seseorang mulai dari keluhan yang sangat ringan sampai pada yang sangat sakit. Apabila otot menerima beban statis secara berulang dan dalam waktu yang lama, maka dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen, dan tendon. Keluhan hingga kerusakan ini disebut juga musculoskeletal disorders (MSDs) atau cedera pada sistem muskuloskeletal. Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu :
2. Keluhan menetap (Persistent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih berlanjut.
Keluhan muskuloskeletal dapat terjadi oleh beberapa penyebab, diantaranya adalah :
1. Peregangan otot yang berlebihan.
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh pekerja yang aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, mendorong, menarik, dan menahan beban yang berat.
12
2. Aktivitas berulang
Aktivitas berulang adalah pekerjaan yang dilakukan secara terus-menerus seperti pekerjaan mencangkul, membelah kayu, dan sebagainya. Keluhan otot terjadi karena otot menerima tekana akibat beban kerja secara terus-menerus tanpa memperoleh waktu untuk relaksasi.
3. Sikap kerja tidak alamiah.
Posisi bagian tubuh yang bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat, punggung terlalu membungkuk, kepala terangkat, dan sebagainya dapat menyebabkan keluhan pada otot skeletal. 4. Faktor penyebab skunder.
Faktor skunder yang juga berpengaruh terhadap keluhan muskuloskeletal adalah tekanan, getaran dan mikroklimat.
5. Penyebab kombinasi
Resiko terjadinya keluhan otot skeletal akan semakin meningkat apabila dalam melakukan tugasnya pekerja dihadapkan pada beberapa faktor resiko dalam waktu yang bersamaan, misalnya pekerja harus melakukan aktivitas mengangkat beban di bawah tekanan panas matahari.
Langkah-langkah untuk mengatasi keluhan muskuloskeletal sebagai berikut: 1. Rekayasa Teknik
- Eliminasi, yaitu menghilangkan sumber bahaya yang ada. Hal ini jarang dapat dilakukan mengingat kondisi dan tuntutan pekerjaan yang mengharuskan menggunakan peralatan yang ada.
- Substitusi, yaitu mengganti alat/bahan lama dengan alat/bahan baru yang aman, menyempurnakan proses produksi dan menyempurnakan prosedur penggunaan peralatan
- Partisi, yaitu melakukan pemisahan antara sumber bahaya dengan pekerja, contonya memisahkan ruang mesin yang bergetar dengan ruang kerja lainnya.
- Ventilasi, yaitu dengan menambah ventilasi untuk mengurangi resiko sakit, misalnya akibat suhu udara yang terlalu panas.
2. Rekayasa Manajemen
Rekayasa manajemen dapat dilakukan melalui tindakan sebagai berikut : - Pendidikan dan pelatihan
Melalui pendidikan dan pelatihan, pekerja menjadi lebih memahami lingkungan dan alat kerja sehingga diharapkan lebih inovatif dalam upaya pencegahan resiko sakit akibat kerja.
- Pengaturan waktu kerja istirahat yang seimbang
- Pengawasan yang intensif
Melalui pengawasan yang intensif dapat dilakukan pencegahan secara lebih dini terhadap kemungkinan terjadinya resiko sakit akibat kerja.
3.1.8.1. Standard Nordic Questionnaire (SNQ)
[image:62.595.93.541.118.543.2]
(Sumber : Gempur Santoso, Ergonomi : Manusia, Peralatan dan Lingkungan)
Gambar 3.1. Standard Nordic Questionnaire
3.1.9. Antropometri
Istilah Antropometri berasal dari kata “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Antropometri dapat diartikan sebagai satu studi yang berkaitan dengan pengukuran dimensi tubuh manusia13
13
Sritomo Wignjosoebroto. Ergonomi, Studi Gerak dan Waktu, Guna Widya, Surabaya, 1995.p.60 . Manusia pada umumnya
NO JENIS KELUHAN TINGKAT KELUHAN
Tida k Sakit
Agak Sakit
Sakit Sangat Sakit
0 Sakit kaku di leher bagian atas 1 Sakit kaku di leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan 12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan
kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri 17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri 25 Sakit pada pergelangan kaki
kanan
memiliki bentuk, ukuran, berat dan lain-lain yang berbeda satu dengan lainnya. Data antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal :
- Perancangan areal kerja (work station, interior mobil, dan lain-lain)
- Perancangan peralatan kerja seperti mesin, equipment, perkakas, dan sebagainya. - Perancangan produk konsumtif seperti pakaian, kursi, meja, komputer, dan
lain-lain.
- Perancangan lingkungan kerja fisik.
Pada dasarnya peralatan kerja yang dibuat dengan mengambil referensi dimensi tubuh tertentu jarang sekali bisa mengakomodasikan seluruh range ukuran tubuh dari populasi yang akan memakainya. Kemampuan penyesuaian (adjustability) suatu produk merupakan satu prasyarat yang sangat penting dalam proses perancangan, terutama untuk produk yang berorientasi ekspor.
Beberapa faktor yang akan mempengaruhi ukuran tubuh manusia dan seorang perancang produk harus memperhatikan faktor tersebut, yaitu :
a) Umur
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar dengan bertambahnya umur sejak awal kelahiran sampai dengan umur sekitar 20 tahunan.
b) Jenis kelamin (Sex)
c) Suku/bangsa (Ethnic)
Setiap suku, bangsa ataupun kelompok etnik akan memiliki karekteristik fisik yang akan berbeda satu dengan yang lainnya.
d) Posisi tubuh (Posture)
Posisi tubuh standar harus diterapkan untuk survei pengukuran karena berpengaruh terhadap ukuran tubuh. Pengukuran posisi tubuh dapat dilakukan dengan dua cara pengukuran yaitu:
- Pengukuran dimensi struktur tubuh (Structural Body Dimension).
Posisi tubuh diukur dalam berbagai posisi standar dan tidak bergerak. Istilah lain dari pengukuran tubuh dengan cara ini dikenal dengan “Static Anthropometry”. Ukuran diambil dengan persentil tertentu seperti 5-th, 50-th dan 95-th.
- Pengukuran dimensi fungsional tubuh (Functional Body Dimensions). Disini pengukuran dilakukan terhadap posisi tubuh pada saat melakukan gerakan tertentu. Hal pokok yang ditekankan dalam pengukuran dimensi fungsional tubuh ini adalah mendapatkan ukuran tubuh yang nantinya berkaitan erat dengan gerakan nyata yang diperlukan tubuh untuk melaksanakan kegiatan tertentu. Cara pengukuran semacam ini juga biasa disebut dengan “Dynamic Anthropometry”.
e) Cacat tubuh
f) Tebal/tipisnya pakaian yang dipakai
Faktor iklim yang berbeda akan memberikan variansi yang berbeda pula dalam bentuk rancangan dan spesifikasi pakaian. Dengan demikian dimensi tubuh orangpun akan berbeda dari satu tempat dengan tempat yang lain. g) Kehamilan (Pregnancy)
Kondisi ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus bagi perempuan). Hal tersebut jelas membutuhkan perhatian khusus terhadap produk yang dirancang bagi segmentasi ini.
Agar rancangan suatu produk dapat sesuai dengan ukuran tubuh manusia yang akan mengoperasikannya, maka prinsip penggunaan data antropometri harus sesuai. Prinsip tersebut adalah :14
1. Prinsip Perancangan Produk Bagi Individu Dengan Ukuran Yang Ekstrim. Rancangan produk dibuat agar dapat memenuhi dua sasaran produk, yaitu:
a. Dapat sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim dalam arti terlalu besar atau kecil bila dibandingkan dengan rata-rata.
b. Dapat digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari populasi yang ada).
Ukuran yang diaplikasikan agar memenuhi sasaran pokok tersebut yaitu :
- Dimensi minimum yang ditetapkan dari suatu rancangan produk umumnya didasarkan pada nilai persentil yang terbesar seperti 90-th, 95-th, atau 99-th.
14
Contoh kasus ini dapat dilihat pada penetapan ukuran minimal dari lebar dan tinggi dari pintu darurat, dan lain-lain.
- Dimensi maksimum yang ditetapkan diambil berdasarkan nilai persentil yang terendah, seperti 1-th, 5-th, atau 10-th dari distribusi data antropometri yang ada. Contohnya penetapan jarak jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang pekerja.
2. Prinsip Perancangan Produk yang Dapat Dioperasikan Pada Rentang Ukuran Tertentu (Adjustable).
Rancangan dapat berubah ukurannya sehingga cukup fleksibel dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh. Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang letaknya bisa digeser maju dan mundur, begitu juga dengan sandarannya bisa dirubah sudutnya sesuai dengan keinginan. Untuk mendapatkan rancangan yang fleksibel hal semacam ini umumnya mengaplikasikan data antropometri dalam rentang persentil 5-th s/d 95-th.
3. Prinsip Perancangan Produk dengan Ukuran Rata-rata.
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran manusia. Problem pokok yang dihadapi dalam hal ini adalah justru sedikit sekali mereka yang berada dalam ukuran rata-rata.
saran/rekomendasi yang bisa diberikan sesuai dengan langkah-langkah sebagai berikut :15
a. Tetapkan anggota tubuh yang mana yang akan difungsikan untuk mengoperasikan rancangan tersebut.
b. Tentukan dimensi tubuh yang penting dalam proses perancangan tersebut, dalam hal ini juga perlu diperhatikan apakah mengunakan data static anthropometry atau dynamic anthropometry.
c. Tentukan apakah produk dirancang khusus untuk individu tertentu, untuk semua populasi, atau dilakukan pengambilan sampel dengan tujuan mewakili populasi terbesar yang harus diantisipasi, diakomodasikan dan menjadi target utama pemakai rancangan produk tersebut.
d. Untuk perancangan fasilitas atau produk dengan target pemakainya adalah populasi, tetapkan prinsip ukuran yang harus diikuti misalnya apakah rancangan tersebut untuk ukuran individual yang ekstrim, adjustable, ataukah ukuran rata-rata.
e. Untuk setiap dimensi tubuh yang telah diidentifikasi selanjutnya pilih/tetapkan nilai ukurannya apakah dilakukan pengukuran langsung terhadap dimensi tubuh tersebut atau ukurannya telah tersedia dan dapat diambil dari tabel data antropometri yang sesuai.
f. Jika data berasal dari sampel dan perancangan produk atau fasilitas kerja diaplikasikan untuk populasi atau tujuan perancangan untuk ukuran rata-rata,
15
pilih persentil populasi yang harus diikuti; persentil 90-th, 95-th, 99-th ataukah nilai persentil yang lain yang dikehendaki.
g. Aplikasikan data tersebut dan tambahkan faktor kelonggaran (allowance) bila diperlukan seperti halnya tambahan ukuran akibat faktor tebalnya pakaian yang harus dikenakan oleh operator, pemakaian sarung tangan, dan sebagainya.
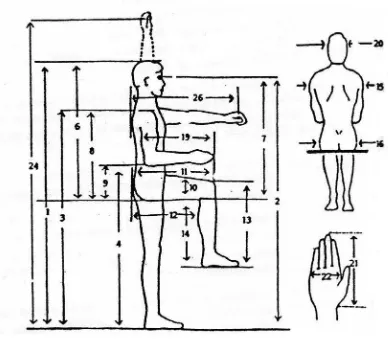
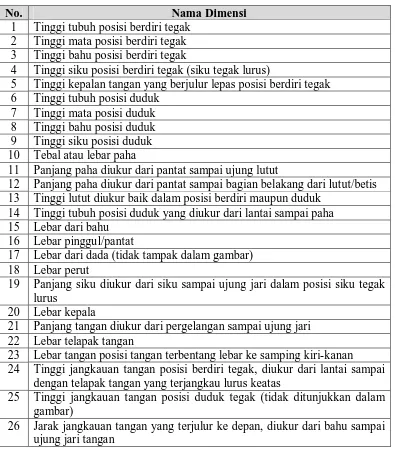
[image:68.595.123.511.378.720.2]Pengukuran antropometri pada posisi berdiri dan posisi duduk dapat dilihat pada Gambar 3.2. Nama dimensi tubuh untuk pengukuran antropometri dapat dilihat pada Tabel 3.2.
Tabel 3.2. Antropometri Posisi Berdiri dan Posisi Duduk
No. Nama Dimensi
1 Tinggi tubuh posisi berdiri tegak 2 Tinggi mata posisi berdiri tegak 3 Tinggi bahu posisi berdiri tegak
4 Tinggi siku posisi berdiri tegak (siku tegak lurus)
5 Tinggi kepalan tangan yang berjulur lepas posisi berdiri tegak 6 Tinggi tubuh posisi duduk
7 Tinggi mata posisi duduk 8 Tinggi bahu posisi duduk 9 Tinggi siku posisi duduk 10 Tebal atau lebar paha
11 Panjang paha diukur dari pantat sampai ujung lutut
12 Panjang paha diukur dari pantat sampai bagian belakang dari lutut/betis 13 Tinggi lutut diukur baik dalam posisi berdiri maupun duduk
14 Tinggi tubuh posisi duduk yang diukur dari lantai sampai paha 15 Lebar dari bahu
16 Lebar pinggul/pantat
17 Lebar dari dada (tidak tampak dalam gambar) 18 Lebar perut
19 Panjang siku diukur dari siku sampai ujung jari dalam posisi siku tegak lurus
20 Lebar kepala
21 Panjang tangan diukur dari pergelangan sampai ujung jari 22 Lebar telapak tangan
23 Lebar tangan posisi tangan terbentang lebar ke samping kiri-kanan 24 Tinggi jangkauan tangan posisi berdiri tegak, diukur dari lantai sampai
dengan telapak tangan yang terjangkau lurus keatas
25 Tinggi jangkauan tangan posisi duduk tegak (tidak ditunjukkan dalam gambar)
26 Jarak jangkauan tangan yang terjulur ke depan, diukur dari bahu sampai ujung jari tangan
3.1.10. Postur Kerja
[image:69.595.114.509.136.592.2]lama. Hal ini akan mengakibatkan keluhan sakit pada bagian tubuh, cacat produk bahkan cacat tubuh. Berikut ini beberapa hal yang harus diperhatikan berkaitan dengan postur tubuh saat bekerja :
1. Semaksimal mungkin mengurangi keharusan pekerja untuk bekerja dengan postur membungkuk dengan frekuensi kegiatan yang sering atau dalam jangka waktu yang lama. Untuk mengatasi masalah ini maka stasiun kerja harus dirancang dengan memperhatikan fasilitas kerjanya yang sesuai dengan kondisi fisik pekerja, agar operator dapat menjaga postur kerjanya dalam keadaan tegak dan normal. Ketentuan ini sangat ditekankan khususnya pada pekerjaan yang harus dilaksanakan dalam keadaan berdiri.
2. Pekerja tidak seharusnya menggunakan jangkauan maksimum. Pengaturan postur kerja dalam hal ini dilakukan dalam jarak jangkauan normal. Untuk hal-hal tertentu operator harus mampu dan cukup leluasa mengatur tubuhnya agar memperoleh postur kerja yang nyaman.
3. Pekerja tidak seharusnya duduk atau berdiri dengan leher, kepala, dada atau kaki berada dalam posisi miring.
Beberapa sikap kerja yang harus diperhatikan adalah sebagai berikut : 1. Hindari posisi kepala dan leher yang terlalu menengadah ke atas 2. Hindari tungkai yang menaik
3. Hindari postur memutar atau asimetris
3.1.11. The Quick Exposure Check (QEC)
QEC adalah suatu alat untuk penilaian terhadap resiko kerja yang berhubungan dengan ganguan otot (Work Related Musculoskeletal Disorders – WMSDs) pada tempat kerja. QEC menilai gangguan resiko yang terjadi pada bagian belakang punggung (back), bahu/lengan (should arm), pergelangan tangan (hand wrist), dan leher (neck).
Alat ini mempunyai beberapa fungsi, antara lain : a. Mengidentifikasi faktor resiko WMSDs
b. Mengevaluasi gangguan resiko untuk daerah/bagian tubuh yang berbeda-beda. c. Mengevaluasi efektivitas dari suatu intervensi ergonomi di tempat kerja.
d. Menyarankan suatu tindakan yang perlu diambil dalam rangka mengurangi gangguan resiko yang ada.
e. Mendidik para pemakai tentang resiko muskuloskeletal di tempat kerja.
Penilaian QEC dilakukan kepada peneliti dan pekerja. Selanjutnya dengan penjumlahan setiap skor hasil kombinasi masing-masing bagian diperoleh skor dengan kategori level tindakan.
Tabel 3.3. Penilaian Pekerja (Worker) QEC
Faktor Kode 1 2 3 4
Beban a ≤ 5 kg 6-10 kg 11-20 kg > 20 kg Durasi b < 2 jam 2-4 jam > 4 jam
Kekuatan tangan
c <1 kg 1-4 kg 4 kg
Vibrasi d
Tidak ada/kecil
Tabel 3.3. Penilaian Pekerja (Worker) QEC (Lanjutan)
Faktor Kode 1 2 3 4
Visual e
Tidak diperlukan
Diperlukan untuk melihat detail
Langkah f Tidak susah
Kadang-kadang susah
Lebih sering susah
Tingkat stres g Tidak ada Kecil Sedang tinggi Sumber : www.hse.gov.uk
Tabel 3.4. Penilaian Observer QEC
Faktor Kode 1 2 3
Belakang A Hampir netral Berputar atau bengkok sedikit
Cenderung
berputar atau bengkok
Frekuensi pergerakan
bagian belakang B ≤ 3 / menit Kira-kira 8 / menit ≥12 / menit
Tinggi tugas C
Pada atau setinggi
pinggang
Setinggi dada Setinggi bahu
Gerakan bahu /
lengan D Sesekali
Reguler / teratur
dengan jeda Hampir kontinu Postur pergelangan
tangan/tangan E Hampir lurus Bengkok / berputar Pergerakan
pergelangan tangan/tangan
F ≤ 10 / menit 11-20 / menit ≥ 20 / menit
Postur leher G Hampir netral
Tabel 3.5. Nilai Level Tindakan QEC
Level Tindakan
Persentase
Skor Tindakan
Total Skor
Exposure
1 0-40% Aman 32-70
2 41-50% Diperlukan beberapa
waktu ke depan 71-88 3 51-70% Tindakan dalam
waktu dekat 89-123
4 71-100% Tindakan sekarang
juga 124-176
Sumber : www.hse.gov.uk
Exposure level (E) dihitung berdasarkan persentase antara total skor aktual exposure (X) dengan total skor maksimum (Xmaks) yaitu :
% 100 X
X (%) E
maks
× =
Dimana :
X = total skor yang diperoleh dari penilaian terhadap postur (punggung + bahu / lengan + pergelangan tangan + leher )
Xmaks = total skor maksimum untuk postur kerja ( punggung + bahu / lengan +
pergelangan tangan + leher ).
Xmaks adalah konstan untuk tipe-tipe tugas tertentu. Pemberian skor
maksimum (Xmaks = 162) apabila tipe tubuh adalah statis, termasuk duduk atau
berdiri dengan /tanpa pengulangan (repetitive) yang sering dan penggunaan tenaga/beban yang relatif rendah. Untuk P