PRA RANCANGAN PABRIK PEMBUATAN MINUMAN
BERALKOHOL RINGAN DARI MOLASE
DENGAN KAPASITAS 85.000 TON/TAHUN
DISUSUN OLEH :
NIM : 035201029
INELFI LUSI F. SITINJAK
DEPARTEMEN TEKNIK KIMIA
JURUSAN TEKNOLOGI KIMIA INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
INTI SARI
Molase ( tetes ) merupakan hasil samping dari pengolahan gula tebu diman produksi molase di Indonesia cukup tinggi, salah satu manfaat dari molase ini adalah menghasilkan alkohol yang cukup tinggi. Karena permintaan pasar akan minuman berlakohol cukup tinggi maka dibuatlah pabrik minuman beralkohol ringan dari molase.
Direncanakan Pabrik minuman beralkohol ringan ini memproduksi sekitar 85.000 ton/tahun dengan 300 hari kerja setahun dan didirikan di daerah marelan dengan l luas areal 3390 m2
Hasil Analisa Ekonomi Pabrik Pupuk Guano adalah sebagai berikut :
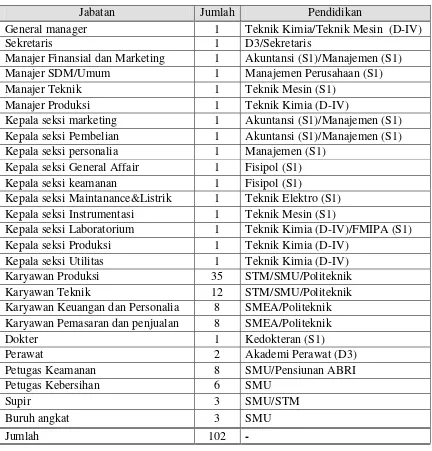
. Karyawan operasi yang dibutuhkan berjumlah 102 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang General Manager dengan struktur organisasi sistem garis.
• Modal Investasi = Rp. 217.685.799.300,-
• Biaya Produksi = Rp. 53.914.478.390,-
• Laba Bersih = Rp. 52.069.443.950,-
• Profit Margin = 42,85 %
• Break Even Point (BEP) = 28,86 %
• Return On Investment (ROI) = 34,15 %
• Pay Out Time (POT) = 2,92 Tahun
• Return On Network (RON) = 56,93 %
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa atas berkat dan karuniaNya penulis dapat menyelesaikan Tugas Akhir dengan judul:
“Pra Rancangan Pabrik Pembuatan Minuman Beralkohol Ringan Dari Molase Dengan Kapasitas 85.000 Ton/Tahun”.
Tugas Akhir ini ditulis untuk melengkapi salah satu syarat mengikuti ujian sarjana di Departemen Teknik Kimia, Program Studi Teknologi Kimia Industri, Fakultas Teknik, Universitas Sumatera Utara.
Dalam menyelesaikan Tugas Akhir ini penulis banyak menerima bantuan, bimbingan dan fasilitas dari berbagai pihak. Penulis mengucapkan terimakasih kepada:
1. Kedua Orang Tua, kaka abang dan adik Penulis atas doa, bimbingan dan motivasi yang diberikan hingga saat ini.
2. Bapak Rondang Tambun ST, MT, selaku Dosen Pembimbing I yang telah
banyak memberikan masukan, arahan dan bimbingan selama menyelesaikan Tugas Akhir ini.
3. Bapak M. Hendra S. Ginting ST, MT, selaku Dosen Pembimbing II yang telah memberikan bimbingan dan masukan kepada penulis dalam penyelesaian Tugas Akhir ini.
4. Bapak Dr. Ir. Irvan, Msi, selaku Koordinator Tugas Akhir.
5. Ibu Renita Manurung ST, MT, selaku Ketua Departemen Teknik Kimia.
6. Ibu Mersi Suriani Sinaga ST, MT, yang selalu memberikan nasehat kepada penulis.
7. Jojor Astelina Tinambunan atas kerjasamanya sebagai patner dalam penulisan tugas akhir ini.
8. Renoldus Dwiputra Latif yang slalu memberikan doa dan dukungannya
kepada penulis.
9. Edi Sinaga yang setia setiap saat memberikan senyum, waktu dan
dukungannya kepada penulis.
10.Teman – teman Penulis Cika dan Mitikz yang selama ini memberikan
11.Teman-teman Stambuk 2003 yang tidak dapat disebutkan satu persatu yang juga telah memberikan semangat kepada penulis.
Penulis menyadari Tugas Akhir ini masih banyak kekurangan dikarenakan keterbatasan pengetahuan dan pengalaman penulis, untuk itu penulis mengharapkan saran dan kritik yang membangun. Semoga Tugas Akhir ini bisa bermanfaat bagi para pembaca. Terima Kasih
Medan, Juli 2008 Penulis,
DAFTAR ISI
KATA PENGANTAR………. i
INTISARI……… iii
DAFTAR ISI………... iv
DAFTAR TABEL……… viii
DAFTAR GAMBAR……….. ix
BAB I PENDAHULUAN... I-1 1.1 Latar Belakang... I-1 1.2 Perumusan Masalah... I-2 1.3 Tujuan Perancangan Pabrik... I-2 1.4 Manfaat Perancangan... I-2
BAB II TINJAUAN PUSTAKA DAN DESKRIPSI PROSES... II-1
2.1 Minuman Beralkohol... II-1 2.2 Molase…………... II-1 2.3 Persyaratan Mutu Minuman Beralkohol Rendah... II-2 2.4 Pembuatan Minuman Beralkohol... II-3 2.5 Deskripsi Proses………... II-4 2.6 Sifat – sifat Bahan Baku………... II-6
BAB III NERACA MASSA... III-1 3.1 Neraca Massa Filter Press I... III-1 3.2 Neraca Massa Reaktor Hidrolisa……... III-1 3.3 Neraca Massa Fermentor……... III-2 3.4 Neraca Massa Filter Press II... III-2 3.1 Neraca Massa Tangki Pengenceran I... III-3
BAB V SPESIFIKASI ALAT... V-1 5.1 Tangki Molase (T-101)... V-1 5.2 Tamgki Hidrolisa (M -101)... V-1 5.3 Fermentor (R-101)... V-1 5.4 Filter Press I (FP-101)... V-2 5.5 Filter Press II (FP-102)... V-3 5.6 Tangki Penyimpanan (NH4)2SO4
5.7 Tangki Penyimpanan H
(T-102)... V-3
3PO4
5.8 Tangki Penyimpanan Natrium Benzoat (T-103)... V-3 (T-103)... V-3
5.9 Tangki Penyimpanan Zat Pewarna (T-105)... V-4 5.10 Tangki Penyimpanan Aroma Lemon (T-106) ... V-4 5.11 Pompa I (P-101)…………... V-4 5.12 Pompa II (P-102)... V-5 5.13 Pompa III (P-103)... V-5 5.14 Tangki Pengenceran (T-107)... V-6 5.15 Bak Penampung Cake Filter Press I (B-101)... V-6 5.16 Bak Penampung Cake Filter Press I (B-101)... V-6
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA... VI-1
6.1 Instrumentasi... VI-1 6.2 Keselamatan Kerja... VI-5
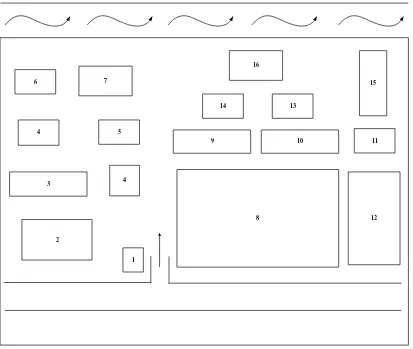
BAB VIII LOKASI DAN TATA LETAK PABRIK... VIII-1 8.1 Lokasi Pabrik... VIII-1 8.1.1 Faktor Utama... VIII-1 8.1.2 Faktor Khusus... VIII-2 8.2 Tata Letak Pabrik... VIII-2 8.3 Perincian Luas Tanah... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN………… IX-1
9.1 Organisasi Perusahaan……….. IX-1
9.2 Manajemen Perusahaan………. IX-3
9.3 Bentuk Hukum Badan Usaha……….... IX-4
9.4 Uraian Tugas, Wewenang dan Tanggungjawab………... IX-5
9.4.1 General Manager ………...
IX-5
9.4.2 Mnager Finansial dan Marketing….……….... IX-6
9.4.3 Manager SDM/Umum………... IX-6
9.4.4 Manager Produksi………. IX-6
9.4.5 Manager Teknik ………..………... IX-6
9.4.6 Kepala Seksi Pembelian………...…... IX-7
9.4.7 Kepala Seksi Marketing ………...…... IX-7
9.6 Kesejahteraan Tenaga Kerja... IX-11
BAB X ANALISA EKONOMI………. X-1
10.1 Modal Investasi………. X-1
10.1.1 Modal Investasi Tetap (FCI)……… X-1
10.1.2 Modal Kerja (WC)……….. X-2
10.2 Biaya Produksi Total (BPT)……….. X-3
10.2.1 Biaya Tetap (FC)………. X-3
10.2.2 Biaya Variabel (VC)………... X-4
10.3 Total Penjualan……….………. X-4
10.4 Perkiraan Rugi/Laba Usaha………... X-5
10.5 Analisa Aspek Ekonomi……….... X-5
10.5.1 Profit Margin (PM)………. X-5
10.5.2 Break Even Point (BEP)………. X-5
10.5.3 Return On Investment (ROI)………. X-6
10.5.4 Pay Out Time (POT)………... X-6
10.5.5 Return On Network (RON)……… X-7
10.5.6 Internal Rate Of Return (IRR)……… X-7
BAB XI KESIMPULAN……… XI-1
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 1.1 Produksi Molase PTPN II, III, IV………. ………. I-1
Tabel 2.1 Persyaratan Mutu Minuman Beralkohol Ringan………... II-2
Tabel 2.3 Perkiraan Besarnya Deposit Guano di Sumatera Utara……….. II-6
Tabel 3.1 Neraca Massa pada pada Filter Press I…..………. III-1
Tabel 3.2 Neraca Massa padaReaktor ……….. III-1
Tabel 3.3 Neraca Massa pada Fermentor ………...………... III-2
Tabel 3.4 Neraca Massa padaFilter Presss II …………..………. III-2
Tabel 3.5 Neraca Massa pada Tangki Pengenceran……….…….. III-3
Tabel 4.1 Neraca Panas pada Reaktor ………..………..….…….. IV-1
Tabel 4.2 Neraca Panas padaFermentor ……….……….…. IV-1
Tabel 4.3 Neraca Panas pada Dilution Tank (DTT-101)……….….….. IV-2
Tabel 6.1 Daftar Instrumentasi pada Pabrik Minuman Beralkohol Ringan… VI-5 Tabel 7.1 Pemakaian Air untuk berbagai kebutuhan….……….…….. VII-1 Tabel 7.2 Kualitas Air Tanah Marelan ……….……….…….. VII-2 Tabel 8.1 Perincian Luas Tanah Pabrik Minuman Beralkohol Ringan...……. VIII-4 Tabel 9.1 Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya..……..…….. IX-9 Tabel 9.2 Jadwal Kerja Karyaman Shift ………..……..…….. IX-10
Tabel LB.1 Reaksi Pembentukan………..…..….……….…….. LB-1
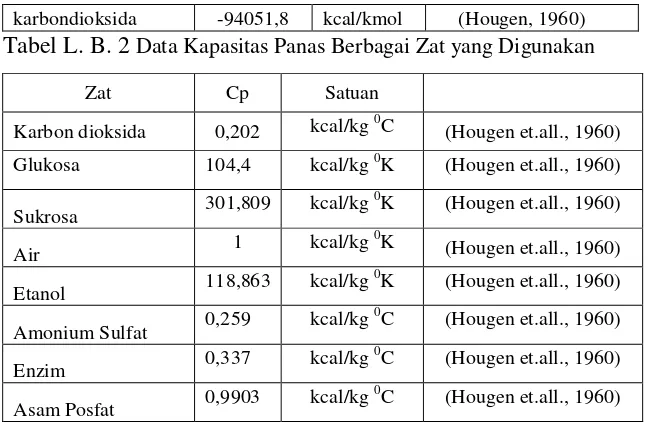
Tabel LB.2 Kapasitas Panas Zat………..….……….…….. LB-2
Tabel LE.1 Harga Indeks Marshall dan Swift..……..….……….…….. LE-2
Tabel LE.2 Estimasi Harga Peralatan Proses...……..….……….…….. LE-5
Tabel LE.3 Estimasi Harga Peralatan Utilitas..……..….……….…….. LE-6
Tabel LE.11 Data Hasil Perhitungan Internal Rate Of Return (IRR)…….…….. LE-25
DAFTAR GAMBAR
Gambar 6.1 Reaktor beserta instrumennya ………..………...… VI-4
Gambar 6.2 Filter Press beserta Instrumennya………..…… VI-4
Gambar 6.3 Pompa beserta Instrumennya……….…… VI-5
Gambar 9.1 Struktur Organisasi Pabrik Minuman Beralkohol Ringan …… IX-12
Gambar LC.1 Tangki Penyimpanan Molase….……… LC-1
Gambar LC.2 Reaktor ……….….……… LC-4
Gambar LC.3 Fermentor ………….……… LC-9
Gambar LC.3.1 Jaket Pendingin …………..….……… LC-13
Gambar LC.4 Filter Press I ………..….……… LC-14
Gambar LC.5 Filter Press II ……….….……… LC-16
Gambar LC.6 Tangki Penyimpanan Amonium Sulfat ……… LC-18
Gambar LC.7 Tangki Penyimpanan Asam Posfat…………..……… LC-21
Gambar LC.8 Tangki Penyimpanan Natrium Benzoat ………… LC-23
Gambar LC.9 Tangki Penyimpanan zat Pewarna….………..………… LC-25
Gambar LC.10 Tangki Penyimpanan Aroma Lemon ….……… LC-27
Gambar LC.11 Pompa I ……….….……… LC-30
Gambar LC.12 Pompa II ………….……… LC-32
Gambar LC.13 Pompa III ………..….……… LC-34
Gambar LC.14 Tangki Pengenceran ……….. LC-36
Gambar LC.15 Bak penampung I ……….….……… LC-39
Gambar LC.16 Bak Penampung II …….. ….……… LC-40
Gambar LD.1 Grafik Entalpi dan Temperatur Cairan pada Cooling Tower….. LD-12 Gambar LD.2 Kurva Hy terhadap 1 / (Hy* - Hy)……….. LD-13
INTI SARI
Molase ( tetes ) merupakan hasil samping dari pengolahan gula tebu diman produksi molase di Indonesia cukup tinggi, salah satu manfaat dari molase ini adalah menghasilkan alkohol yang cukup tinggi. Karena permintaan pasar akan minuman berlakohol cukup tinggi maka dibuatlah pabrik minuman beralkohol ringan dari molase.
Direncanakan Pabrik minuman beralkohol ringan ini memproduksi sekitar 85.000 ton/tahun dengan 300 hari kerja setahun dan didirikan di daerah marelan dengan l luas areal 3390 m2
Hasil Analisa Ekonomi Pabrik Pupuk Guano adalah sebagai berikut :
. Karyawan operasi yang dibutuhkan berjumlah 102 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang General Manager dengan struktur organisasi sistem garis.
• Modal Investasi = Rp. 217.685.799.300,-
• Biaya Produksi = Rp. 53.914.478.390,-
• Laba Bersih = Rp. 52.069.443.950,-
• Profit Margin = 42,85 %
• Break Even Point (BEP) = 28,86 %
• Return On Investment (ROI) = 34,15 %
• Pay Out Time (POT) = 2,92 Tahun
• Return On Network (RON) = 56,93 %
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pembangunan di segala bidang pada masa sekarang merupakan kewajiban
yang harus dilaksanakan oleh bangsa Indonesia sebagai salah satu negara yang
berkembang, termasuk pembangunan di bidang industri yang merupakan salah satu
sektor yang sangat penting peranannya dalam pembangunan nasional.
Semenjak bangsa Indonesia mengalami krisis ekonomi pada tahun 1997,
banyak industri yang tidak mampu bertahan. Salah satu sektor industri yang saat ini
sedang berkembang adalah industri minuman. Secara umum, cara yang digunakan
untuk menghasilkan minuman beralkohol tersebut adalah melalui proses fermentasi
dari berbagai bahan hasil pertanian. Berdasarkan Peraturan Menteri Kesehatan No.86
Tahun 1997, minuman beralkohol dibedakan menjadi tiga (3) golongan. Golongan A
dengan kadar alkohol (1-5)%, misalnya bir, Golongan B dengan kadar alkohol
(5-20)%, misalnya anggur dan Golongan C dengan kadar alkohol (20-55)%, misalnya
whisky dan brandy (Republika, 2006)
Molase yang disebut juga gula tetes merupakan hasil samping dari pabrik
gula berupa kristal gula yang tidak terbentuk menjadi gula pada proses kristalisasi.
Molase merupakan salah satu bahan pembuatan minuman beralkohol. Produksi
molase mempunyai pangsa pasar yang relatif besar, pada tahun 2007 PTPN II
Tanjung Morawa Sumut mampu menghasilkan molase sebesar 45.000 ton
Produksi molase dapat dilihat pada Tabel 1. 1.
Tabel 1.1 Produksi Molase PTPN II, III, IV
Tahun Molase (Ton)
2003
2004
2005
39046
39026
31472
Ketersediaan bahan baku dan tingkat kebutuhan alkohol cukup tinggi maka
pembangunan industri minuman beralkohol di Indonesia mempunyai prospek yang
cukup cerah di masa yang akan datang.
1.2 Perumusan Masalah
Sehubungan dengan meningkatnya produksi molase, maka diperlukan suatu
usaha untuk memanfaatkan molase tersebut dengan mendirikan pabrik minuman
beralkohol. Tugas akhir ini memaparkan bagaimana merancang Pabrik Pembuatan
minuman beralkohol ringan dari Molase.
1.3 Tujuan Perancangan Pabrik
Tujuan utama pra rancangan pabrik minuman beralkohol ringan dari molase
adalah untuk menerapkan disiplin ilmu Teknik Kimia, khususnya dibidang rancang
dan Operasi Teknik Kimia sehingga akan memberikan gambaran kelayakan Pra
Rancangan Pabrik minuman beralkohol ringan dari Molase.
1.4 Manfaat Rancangan
Manfaat dari Pra Rancangan Pabrik Minuman Beralkohol ringan dari
Molase ini adalah :
1. Untuk memanfaatkan molase sebagai minuman beralkohol ringan.
2. Memenuhi kebutuhan minuman beralkohol ringan dalam negeri.
3. Dengan didirikannya pabrik minuman beralkohol ringan ini akan
BAB II
TINJAUAN PUSTAKA
2.1 Minuman Beralkohol
Yang dimaksud dengan minuman beralkohol adalah minuman yang mengandung
etanol. Minuman ini diproses dari hasil pertanian yang mengandung karbohidrat
dengan cara fermentasi dan destilasi, baik dengan cara memberikan perlakuan terlebih
dahulu atau tidak. Sesuai dengan PerMenkes RI No.86/Menkes/Per/IV/1997 tanggal
29 April 1997, minuman keras adalah semua jenis yang beralkohol tetapi bukan obat,
meliputi :
1. Minuman keras golongan A.
Dengan kadar etanol dari 1 % sampai 5 %, contoh :
Bir Bintang, Champido Anggur Buas, Green Sand.
San Miguel, Jinro, Anker Bir. 2. Minuman keras golongan B
Dengan kadar etanol antara 5 % sampai 20 %, contoh :
Anggur Malaga, Anggur Kolesan, Anggur Kucing Ketan Hitam.
Whiskey dan Arak Koleson.
Anggur orang tua. 3. Minuman keras golongan C.
Dengan kadar etanol antara 20 % samapai 55 %, contoh :
Kuda mas Brandy, Kuda Pacu Jenever Brandy, Orang Tua Arak.
Mansion House Brandy, Scotch Brandy, dll
2006). Pemanfaatan molase yang merupakan hasil samping pembuatan gula,
dapat meningkatkan pendayagunaan molase tersebut. Molase dapat
difermentasikan menjadi etanol. Ragi yang penting pada fermentasi tersebut
adalah Saccharomyces sp.
2.2 Molase
Molase merupakan hasil samping dari proses pembuatan gula. Molase
mengandung sejumlah besar gula baik sukrosa maupun gula reduksi. Total kandungan
molase bersifat kental, kadar gula dan pH-nya masih terlalu tinggi serta nutrisi yang
dibutuhkan khamir (yeast) belum mencukupi dalam molase ini (Judoamidjojo, 1992).
Perlakuan pendahuluan terhadap molase tersebut adalah molase diencerkan
dengan air sehingga konsentrasi gulanya menjadi 15 % atau 20 %. Untuk memenuhi
kebutuhan nutrisi, maka ditambahkan amonium sulfat, sedangkan untuk menurunkan
pH-nya digunakan asam sulfat (Riegel, 1992).
Saccharomyces cerevisiae merupakan khamir yang umum digunakan dalam
industri fermentasi etanol. Biasanya khamir yang digunakan sebanyak 5 % dari
volume. Proses fermentasi membutuhkan waktu sekitar 28 jam - 72 jam, tetapi
biasanya 44 jam untuk menghasilkan etanol dengan konsentrasi ( 8 – 10 )% dengan
suhu optimum berkisar 320C – 330
No
C (Riegel, 1992).
2.3 Persyaratan Mutu Minuman Beralkohol Rendah
Minuman yang beredar di pasaran harus memenuhi syarat mutu yang
ditetapkan. Persyaratan mutu minuman beralkohol ringan yang beredar di Indonesia
dapat dilihat pada tabel 1.2 berikut ini.
Jenis Uji Satuan Persyaratan
1
2
3
4
5
6
7
Keadaan
1.1 Bau
1.2 Rasa
1.3 Warna
Gula
Etanol
Metanol
pH
Bahan tambahan makanan
6.1 Pemanis buatan
6.2 Pewarna tambahan
Pencemaran logam
7.1 Timbal (Pb)
7.2 Tembaga (Cu)
7.3 Seng (Zn)
7.4 Timah (Sn)
-
-
-
%
%
%
-
-
-
mg/kg
mg/kg
mg/kg
mg/kg
normal
normal
normal
min 7
<1
maks 20 ppm
maks 4
sesuai SNI 01-0222-1995
sesuai SNI 01-0222-1995
maks 0,2
maks 2,0
maks 5,0
8
9
Pencemaran Arsen (As)
Pencemaran mikroba
9.1 Angka lempeng total
9.2 Coliform
9.3 E. Coli
9.4 Salmonella
9.5 Staphylococcus aureus
9.6 Vibrio cholerae
9.7 Kapang
9.8 Khamir
koloni/ml
APM/ml
APM/ml
-
koloni/ml
-
koloni/ml
koloni/ml
maks 0,1
maks 2,0.102
maks 20
<3
mg/25 ml
0
mg/25 ml
maks 50
maks 50
(Sumber : Balai Pemeriksaan Obat dan Makanan, 2005)
2.4 Pembuatan Minuman Beralkohol
Secara umum, etanol dapat dibuat dari bahan-bahan berikut :
1. Zat Tepung
Zat tepung (berupa bubur) oleh enzim diastase dari mout (kecambah dari gerst)
dapat dirubah menjadi maltosa (sebangsa gula) dengan melalui tingkatan dekstrin.
Temperatur optimumnya ( 50 – 60 )oC, kemudian diberi ragi yang juga dapat
mengeluarkan enzim maltase. Enzim ini merubah maltosa menjadi glukosa. Glukosa
oleh enzim dirubah menjadi etanol dan CO2
(C
.
Reaksi :
6H10O5)n + 1/2n H2O
diastase dari mout
1/2n C12H22O11 Amylum (maltase dari ragi)
C12H22O11 + H2O → C
0
30 2C6H12O6 Maltosa Glukosa C6H12O6 →
ces Saccharomy
2C2H5OH + 2CO2
Konsentrasi etanol yang terjadi tidak boleh melebihi 15 %. Dari hasil destilasi
2. Molase
Molase merupakan hasil samping proses pembuatan gula. Molase mengandung
sejumlah besar gula baik sukrosa maupun gula pereduksi. Spesies ragi yang telah
dikenal mempunyai daya konversi gula menjadi etanol yang sangat tinggi adalah
Saccharomyces Cerevisiae.
Reaksinya :
C12H22O11 + H2O → 2C6H12O6
Sukrosa Glukosa
C6H12O6 Saccharomyces→ 2C2H5OH + 2CO2
Dalam pembuatan etanol tersebut, mula-mula molase diencerkan dengan air
sehingga konsentrasi gulanya menjadi ( 14 – 18 ) %. Jika konsentrasi gula terlalu
tinggi, maka waktu fermentasinya lebih lama dan sebagian gula tidak terkonversi,
sehingga tidak ekonomis, kadar etanol yang dihasilkan ( 8 – 10 ) %. (Judoamidjojo,
1992)
3. Cairan Buah - Buahan yang Manis
Cairan buah - buahan yang manis mengandung glukosa dan fruktosa sehingga
bisa mengalami peragian etanol.
C6H12O6 → ces Saccharomy
2C2H5OH + 2CO
1. Tahapan pemurnian bahan baku
2
Dengan proses ini, cairan buah - buahan diolah menjadi minuman yang sehari-hari
disebut anggur, dengan pemeraman yang relatif panjang hingga mencapai bulanan
bahkan tahunan akan dapat menghasilkan etanol dengan kadar ( 7 – 18) %.
(R.Soepomo, 1998)
2.5 Deskripsi Proses
Berdasarkan metode proses pembuatan minuman beralkohol, dipilih salah satu
proses yaitu fermentasi molase yang cukup tinggi di Indonesia. Disamping itu dapat
dihasilkan minuman beralkohol dengan konsentrasi yang cukup tinggi (8 - 10)%
(Judoamidjojo, 1992). Untuk mendapatkan minuman beralkohol ringan 2% akan
diperoleh hasil yang cukup banyak karena hasil fermentasi akan diencerkan lagi.
Tahapan proses pembuatan minuman beralkohol dari fermentasi molase adalah
Bahan baku adalah molase dengan komposisi :
a. Glukosa : 21,7 %
b. Sukrosa : 34,19 %
c. Air : 26,49 %
d. Abu : 17,62 %
(Martoyo, 2002)
Sebelum dipompakan ke dalam reaktor, molase dimurnikan terlebih dahulu
dengan menyaringnya lewat filter press yang bertujuan untuk menghilangkan abu.
Abu yang telah dipisahkan dari molase ditampung pada bak penampung untuk
selanjutnya dibuang.
2. Tahap Hidrolisa
Setelah bebas dari abu, kemudian molase dihidrolisa selama 1jam dengan
bantuan enzim untuk mengubah sukrosa menjadi glukosa sehingga menghasilkan
molase dengan kandungan gula 14 %. (Gumbira Sa’id, 1984)
Temperatur yang baik pada proses hidrolisa ini sebesar 600C.
Reaksi yang terjadi di reaktor Hidrolisa :
C12H22O11 + H2O →Enzim 2C6H12O
3. Tahap Fermentasi
6
Proses peragian dilakukan di fermentor. Khamir yang digunakan pada
fermentor adalah Saccharomycess cereviciae sebanyak 5 % dari total substrat dengan
lama waktu tinggal bahan dalam fermentor serta lamanya fermentasi selama 36 jam.
Bahan nutrisi yang digunakan pada fermentasi ini adalah H3PO4 sebanyak 0,4 %
dari total substrat dan (NH4)2SO4 sebanyak 0,4 % dari total substrat (Gumbira Sa’id,
1984).
Pada fermentor terjadi konversi glukosa menjadi etanol berdasarkan reaksi :
C6H12O6 Saccharomyces→2C2H5OH + 2CO
Konsentrasi etanol yang dihasilkan berkisar antara ( 8 – 10 ) % (Riegel, 1992). Dan
temperatur yang baik dalam proses fermentasi ini sebesar 40 2
0 C.
4. Tahap Pemurnian Produk
Untuk mendapatkan minuman beralkohol (etanol) murni, maka
Saccharomyces cereviciae yang terikut dipisahkan dengan filter press dan ditampung
pada bak penampung. Saccharomyces cereviciae yang terpisah dikembangbiakkan
untuk dipergunakan kembali pada proses peragian.
5. Tahap pengenceran dan rasa minuman beralkohol
Karena konsentrasi minuman beralkohol yang diperoleh dari hasil
fermentasi masih tinggi ( 8 -10 ) %, maka etanol yang diperoleh diencerkan dengan
air untuk memperoleh minuman beralkohol ringan 2%, diasumsikan penambahan
essens lemon sebesar 0,5 %, natrium benzoat sebesar 0,05% dan pewarna makanan
sebesar 0,05% dari total substrat. Setelah diperoleh minuman beralkohol sesuai
dengan konsentrasi yang diinginkan kemudian dilakukan pembotolan. Minuman yang
telah dibotolkan kemudian disusun rapi dan disimpan di gudang untuk selanjutnya
dipasarkan.
2.6 Sifat – sifat Bahan Baku
1. Air
• Rumus kimia : H2
• Berat molekul : 18,016 gr/grmol O
• Densitas : 0,995 gr/cm • Titik lebur : 0
3
0
• Titik didih : 100 C
0
(Perry, 1984)
C
2. Glukosa
• Rumus kimia : C6H12O
• Berat molekul : 180,16 gr/grmol 6
• Specific gravity : 1,544 • Titik lebur : 146
25
0
(Perry, 1984)
C
3. Sukrosa
• Rumus kimia : C12H22O
• Specific gravity : 1,588 • Titik lebur : 190
15
0
C - 1920
(Perry, 1984)
BAB III
NERACA MASSA
Setelah dilakukan perhitungan pada lampiran A, maka didapat hasil neraca
massa sebagai berikut :
3.1 Neraca Massa Filter Press I
Tabel 3.1 Neraca Massa pada Filter Press I
Komponen
Masuk (kg/jam) Keluar (kg/jam)
1 2 3
Glukosa Sukrosa
Air
Abu
193,13 304,29
235,76
156,82
-
-
23,58
156,82
193,13 304,29
212,18
-
Jumlah 890 180,4 709,6
Total 890 890
3.2 Neraca Massa Reaktor
Tabel 3.2 Neraca Massa pada Reaktor Hidrolisa
Komponen
Masuk (kg/jam) Keluar (kg/jam)
3 4 5
Glukosa
Sukrosa
Air
Enzim invertase
193,13
304,29
212,18
-
-
-
2958,41
1,06
513,13
-
3154,57
1,06
Jumlah 709,6 2959,47 3668,76
3.3 Neraca Massa Fermentor
Tabel 3.3 Neraca Massa pada Fermentor
Komponen
Masuk (kg/jam) Keluar (kg/jam)
5 6 7 8 9 10
Glukosa Air Etanol CO2 Saccharomyces Enzim invertase (NH4)2SO4 H3PO 513,13 3154,57 - - - 1,06 - 4 - - - - 183,41 - - - - - - - - - 14,67 - - - - - - - - 14,67 - - - 226,16 - - - - 50,4 3154,57 236,12 - 212,75 1,06 - -
Jumlah 3668,76 183,41 14,67 14,67 226,16 3654,9
Total 3881 3881
3.4 Neraca Massa Filter Press II
Tabel 3.5 Neraca Massa pada Filter Press II
Komponen
Masuk (kg/jam) Keluar (kg/jam)
10 11 12
Glukosa Air Etanol Saccharomyces Enzim intervase 50,4 3154,57 236,12 212,75 1,06 - 315,46 - 212,75 1,06 50,4 2839,11 236,12 - -
Jumlah 3654 529,27 3.125,63
3.5 Neraca Massa Tangki Pengenceran
Tabel 3.6 Neraca Massa pada Tangki Pengenceran
Komponen
Masuk (kg/jam) Keluar (kg/jam)
12 13 14
Glukosa
Air
Aroma lemon
Natium Benzoat Pewarna
Etanol
50,4
2839,11
-
- -
236,12
-
8.628,29
43,40
4,34 4,34
-
50,4
11.467,4
43,40
4,34 4,34
236,12
Jumlah 3125,63 8680,37 11.806
BAB IV
NERACA PANAS
Basis perhitungan : 1 jam
Satuan operasi : kkal/jam
Temperatur referensi : 25o
Komponen
C = 298 K
4.1 Reaktor Hidrolisa
Tabel 4.1 Neraca Panas Reaktor Hidrolisa
Qmasuk (kkal/jam) Qkeluar (kkal/jam)
Glukosa
Sukrosa
Air
Air Proses
Enzim
100.813,86
459.187,30
1.060,9
103.544,35
179,35
1.876.438,62
-
110.409,95
-
1.255,46
Jumlah 664.785,76 1.988.104,03
Panas reaksi 3330 -
- K
Q listrik
-1.422.135,162
98.816,892
Total 664.785,76 664.785,76
4.2 Fermentor
Tabel 4.2 Neraca Panas Fermentor
Komponen Qmasuk (kkal/jam) Qkeluar (kkal/jam)
Glukosa
Air
Etanol
CO2
Saccharomyces
(NH4)2SO4
H3PO
1.874.977,02
110.409,95
-
-
309,0458
18,9976
72,6385 1.255,46 4
Enzim
78.926,4
-
420.988,9734
685,2648
1.075,4513
-
- 538,0542
Jumlah 1.987.250,98 502.214,1437
Panas reaksi 3130 -
1.153.844,706 K
Q serap
2.638.673,674
BAB V
SPESIFIKASI ALAT
5.1 Tangki Molase ( T-101 )
Fungsi : menampung molase selama 15 hari
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 6 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 2,8769 m
Tinggi : 8,6307 m
Volume : 61,1195 m3
Pdesain
16 3
: 29,8272 psi
Tebal plat : in
5.2 Tangki Hidrolisa ( M-101 )
Fungsi : Untuk menghidrolisa sukrosa menjadi glukosa
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 1,1935 m
Tinggi : 3,5805 m
Volume : 4,2496 m3
Pdesain
16 3
: 19,02 psi
Tebal plat : in
Pelengkap : - pengaduk
- koil steam pemanas
5.3 Fermentor ( R-101 )
Fungsi : mengubah glukosa menjadi etanol secara fermentasi
Jenis : Silinder vertikal dengan tutup ellipsoidal
Bahan : Carbon steel SA-212 grade B
Diameter : 2,0853 m
Tinggi : 6,2559 m
Volume : 23,0491 m3
Pdesain
- jaket : 29,3208 psi
Tebal plat : 0,56 in
Pelengkap : - pengaduk
- volume jaket = 38,5385 m3
5.4 Filter Press I ( FP-101 )
Fungsi : Memisahkan abu dari molase
Jenis : plate and frame filter
Jumlah : 1 unit
Bahan : Carbon steel
Bahan media filter : kanvas
Porositas cake : 0,181
Luas plate : 3,5181m
5.5 Filter Press II ( FP-102 )
2
Jumlah plate : 18 buah
Fungsi : Memisahkan saccharomyces dari larutan etanol
Jenis : plate and frame filter
Jumlah : 1 unit
Bahan : Carbon steel
Bahan media filter : kanvas
Porositas cake : 0,1031
Luas plate : 14,839 m2
5.6 Tangki Penyimpanan (NH4)2SO4 ( T-102 )
Fungsi : menampung (NH4)SO4 selama 15 hari
Jenis : Silinder vertikal dengan tutup datar dan alas kerucut
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 1,9788 m
Tinggi : 0,9894 m
Volume : 4,9671 m3/jam
Pdesain
16 3
: 17,5486 psi
Tebal plat : in
5.7 Tangki Penyimpanan ( H3PO4 ) ( T-103 )
Fungsi : menampung ( H3PO4 ) selama 15 hari
Jenis : Silinder vertikal dengan tutup datar dan alas kerucut
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 1,9788 m
Tinggi : 0,9894 m
Volume : 4,1392 m3/jam
Pdesain
16 3
: 17,6063 psi
Tebal plat : in
5.8 Tangki Penyimpanan Natrium Benzoat ( T-104 )
Fungsi : menampung Natrium Benzoat selama 15 hari
Jenis : Silinder vertikal dengan tutup datar dan alas kerucut
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 1,4207 m
Tinggi : 0,7104 m
Volume : 1,5168 m3
Tebal plat : 16 3 in
5.9 Tangki Penyimpanan Zat Pewarna ( T-105 )
Fungsi : menampung Zat pewarna selama 15 hari
Jenis : Silinder vertikal dengan tutup datar dan alas kerucut
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 1,5628 m
Tinggi : 0,7814 m
Volume : 2,0247 m3
Pdesain
16 3
: 16,605 psi
Tebal plat : in
5.10 Tangki Penyimpanan Aroma lemon ( T-106 )
Fungsi : menampung Aroma lemonselama 15 hari
Jenis : Silinder vertikal dengan tutup datar dan alas kerucut
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 3,673 m
Tinggi : 1,6336 m
Volume : 18,9189 m
Pdesain
16 3
: 18,2308 psi
Tebal plat : in
5.11 Pompa I ( P-101)
Fungsi : Mengalirkan molase dari tangki molase ke filter press
Jenis : centrifugal pump
Jumlah : 1 unit
Bahan : Commercial steel
Schedule number : 40
ID : 0,622 in = 0,0518 ft
OD : 0,840 in = 0,0699 ft
Flow area pipe : 0,00211 ft2
Daya : 0,002 hp (Pompa yang dipakai ¼ hp)
5.12 Pompa II ( P-102 )
Fungsi : Mengalirkan glukosa dari tangki pencampuran ke
fermentor
Jenis : centrifugal pump
Jumlah : 1 unit
Bahan : Commercial steel
Schedule number : 40
Nominal size pipe : 1 in = 0,0833 ft
ID : 1,049 in = 0,0874 ft
OD : 1,315 in = 0,096 ft
Flow area pipe : 0,00600 ft2
Daya : 0,2217 hp (Pompa yang dipakai ¼ hp)
5.13 Pompa III ( P-103 )
Fungsi : Mengalirkan etanol dari fermentor ke filter press
Jenis : centrifugal pump
Jumlah : 1 unit
Bahan : Commercial steel
Schedule number : 40
Nominal size pipe : 1 in = 0,833 ft
ID : 1,049 in = 0,0874 ft
OD : 1,315 in = 0,096 ft
Flow area pipe : 0,00600 ft2
5.14 Tangki Pengenceran ( T-107 )
Fungsi : tempat pengenceran etanol menjadi minuman beralkohol 2%
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 5,7366 m
Tinggi : 17,2098 m
Volume : 14,2601 m3
Pdesain
16 4
: 42,4467 psi
Tebal plat : in
5.15 Bak Penampung Cake Filter Press I ( B-101 )
Fungsi : menampung cake dari filter press I
Bentuk : persegi panjang
Bahan : beton
Jumlah : 1 unit
Volume : 7,8249 m
5.16 Bak Penampung Cake Filter Press II ( B-102 )
3
Fungsi : menampung cake dari filter press II
Bentuk : persegi panjang
Bahan : beton
Jumlah : 1 unit
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi merupakan suatu sistem atau susunan peralatan yang dipakai di
dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil
sesuai dengan yang diharapkan. Alat–alat instrumentasi dipasang pada setiap
peralatan proses dengan tujuan agar para engineer dapat memantau dan mengontrol
kondisi di lapangan. Dengan adanya istrumentasi ini pula, para engineer dapat segera
melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya,
tujuan pengendalian tersebut adalah agar kondisi proses di dalam pabrik mencapai
tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan
secara optimal.
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat–alat
instrumen juga harus ditentukan apakah alat–alat tersebut dipasang di atas papan
instrumen dekat peralatan proses yang dikontrol secara manual atau disatukan dalam
suatu ruang kontrol yang dihubungkan dengan bangsal peralatan yang dikontrol
secara otomatis (Perry, 1999).
Variabel–variabel proses yang biasanya dikontrol atau diukur oleh instrumen
adalah :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas,
pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan
variabel lainnya.
Pada dasarnya suatu sistem pengendalian terdiri dari :
1. Elemen Perasa (Sensing Element / Primary Element).
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel
2. Elemen Pengukur (Measuring Element).
Elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju
aliran, maupun ketinggian fluida. Perubahan ini merupakan sinyal dari proses
dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen Pengontrol (Controlling Element).
Elemen yang menerima sinyal kemudian akan segera mengatur perubahan–
perubahan proses tersebut sama dengan nilai set point (nilai yang dikehendaki).
Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan
penyimpangan yang terjadi.
4. Elemen Pengontrol Akhir (Final Control Element).
Elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke
dalam proses sehingga variabel yang diukur tetap berada dalam batasan yang
diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi
otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan
cara mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel
yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel
pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara
semi otomatis adalah pengendalian yang mencatat perubahan–perubahan yang terjadi
pada variabel yang dikontrol. Untuk mengubah variabel–variabel ke dalam nilai yang
diinginkan maka dilakukan usaha secara manual, instrumen ini bekerja sebagai
pencatat (recorder) atau penunjuk (indicator).
Faktor–faktor yang perlu diperhatikan dalam instrumen–instrumen adalah
(Peters et.al., 2003) :
1. Range yang diperlukan untuk pengukuran.
2. Level instrumentasi.
3. Ketelitian yang dibutuhkan.
4. Bahan konstruksinya.
Instrumentasi yang umum digunakan dalam pabrik adalah :
1. Untuk variabel temperatur.
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat. Dengan menggunakan
Temperature Controller, para engineer juga dapat melakukan
pengendalian terhadap peralatan sehingga temperatur peralatan tetap
berada dalam range yang diinginkan. Temperature Controller kadang–
kadang juga dapat mencatat temperatur dari suatu peralatan secara
berkala Temperature Recorder (TR).
• Temperature Indicator (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat.
2. Untuk variabel ketinggian permukaan cairan.
• Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati ketinggian cairan di dalam suatu alat. Dengan menggunakan
Level Controller, para engineer juga dapat melakukan pengendalian
ketinggian cairan di dalam peralatan tersebut.
• Level Indicator (LI) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan di dalam suatu alat.
3. Untuk variabel tekanan.
• Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat. Para engineer juga dapat
melakukan perubahan tekanan dari peralatan operasi. Pressure
Controller dapat juga dilengkapi pencatat tekanan dari suatu peralatan
secara berkala Pressure Recorder (PR).
• Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat.
4. Untuk variabel aliran cairan.
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila
terjadi perubahan dapat melakukan pengendalian.
Beberapa instrumen yang digunakan dalam peralatan pabrik adalah :
1. Reaktor
Instrumen yang digunakan pada reaktor adalah Temperature Controller
(TC) yang berfungsi untuk mengamati dan mengontrol temperatur fluida di
dalam reaktor. Reaktor dilengkapi dengan sight glass yang berfungsi sebagai
Level Controller (LC). Reaktor juga dilengkapi dengan sensing elemen yang
peka terhadap perubahan suhu sehingga temperatur reaktor dapat dilihat pada
temperatur indikator. Juka suhu terlalu tinggi, maka secara otomatis valve yang
terdapat pada aliran steam akan tertutup dan sebaliknya. Valve pada aliran
[image:36.595.239.401.314.432.2]steam juga dilengkapi dengan valve by pass.
Gambar 6.1 Reaktor beserta instrumennya
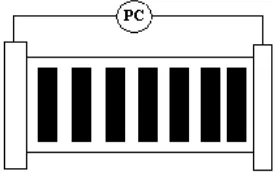
2. Filter Press
Pada filter press terdapat pressur indikator yang berfungsi untuk
menunjukkan tekanan pada filter press. Jika tekanan terlalu besar dapat
mengakibatkan kerusakan pada alat.
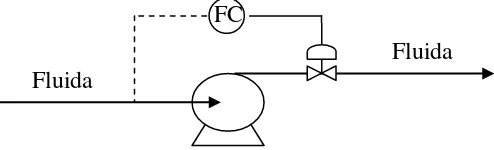
[image:36.595.250.388.587.675.2]3. Pompa
Instrumen yang digunakan pada pompa adalah Flow Controller (FC) yang
berfungsi untuk memperkecil laju alir fluida yang masuk apabila laju alir fluida
[image:37.595.208.455.197.272.2]di dalam pompa berada di atas batas yang ditentukan.
Gambar 6.3 Pompa beserta instrumennya.
Tabel 6.1 Daftar Penggunaan Instrumentasi pada Pra Rancangan Pabrik Pembuatan
Minuman Beralkohol Ringan dari Molase
No Nama Alat Jenis Instrumentasi Kegunaan
1 Tangki LC Mengontrol tinggi cairan dalam
tangki
2 Pompa FC Mengatur laju cairan dalam pipa
3 Reaktor
TC Mengontrol suhu dalam reaktor
PC Mengontrol tekanan dalam
reaktor
LC Mengontrol tinggi cairan dalam
reaktor
4 Filter Press PC Mengamati tekanan operasi
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh
karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud
tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan
pabrik pada saat perancangan dan saat pabrik beroperasi. Fluida
[image:37.595.109.524.415.631.2]Sebagaimana pedoman pokok dalam usaha penanggulangan masalah
keselamatan kerja adalah undang-undang keselamatan kerja tanggal 12 Januari 1970.
Undang-undang ini juga mengisyaratkan bahwa tindakan koratif dan korektif agar
kecelakaan kerja dihindari dan lingkungan kerja harus memenuhi syarat-syarat
kesehatan.
Untuk menjamin keselamatan kerja, maka dalam perencanaan suatu pabrik
perlu diperhatikan beberapa hal, yaitu :
1. Lokasi pabrik
2. Sistem pencegahan kebocoran
3. Sistem perawatan
4. Sistem penerangan
5. Sistem penyimpanan material dan perlengkapan
6. Sistem pemadam kebakaran
Disamping itu, terdapat beberapa peraturan dasar keselamatan kerja yang harus
diperhatikan pada saat bekerja di setiap pabrik-pabrik kimia :
1. Tidak boleh merokok atau makan
2. Tidak boleh minum minuman keras (beralkohol) selama bekerja
Pada pra-rancangan pabrik pembuatan etanol dari molase, usaha-usaha
pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan dengan :
1. Pencegahan terhadap kebocoran
− Memasang sistem alarm pada tempat yang strategis dan penting seperti power station, laboratorium dan ruang proses
− Mobil pemadam kebakaran harus dalam keadaan siap siaga dalam fire station
− Fire hydrant ditempatkan pada jarak 100 m di daerah storage, proses dan perkantoran
− Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan api yang relatif kecil
− Gas detektor dipasang pada daerah proses, storage dan daerah perpipaan yang dihubungkan dengan aliran gas di ruang kontrol untuk mendeteksi
− Smoke detektor ditempatkan pada setiap sub-station listrik untuk mendeteksi kebakaran melalui asapnya
2. Memakai peralatan pelindung diri
Pada lokasi pabrik disediakan perlengkapan perlindungan diri seperti : − Pakaian kerja
− Sepatu pengaman − Topi pengaman
Topi memberikan perlindungan terhadap percikan bahan kimia terutama
jika bekerja di bawah perpipaan serta tangki yang mungkin bocor, juga
perlindungan terhadap alat kerja yang jatuh − Sarung tangan
− Masker
Berguna untuk memberi perlindungan terhadap debu-debu yang
berbahaya ataupun uap kimia agar tidak terhirup
3. Pencegahan terhadap bahaya mekanis
− Setiap ruang kerja karyawan dibuat cukup luas dan tidak menghambat kegiatan karyawan lain
− Alat-alat dibuat dengan penahan yang cukup juat 4. Pencegahan terhadap bahaya listrik
− Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus hubungan listrik secara otomatis
− Sistem perkabelan listrik harus dipasang secara terpadu dengan tata letak pabrik, sehingga jika ada perbaikan dapat dilakukan dengan mudah
5. Menerapkan nilai-nilai disiplin bagi karyawan
− Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan dan mematuhi setiap peraturan dan ketentuan yang diberikan − Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan
ke atasan
− Setiap karyawan harus saling mengingatkan akan perubahan yang dapat menimbulkan bahaya
Apabila terjadi kecelakaan kerja seperti kebakaran pada pabrik maka yang
harus dilakukan adalah :
1. Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik
2. Mengaktikan alat pemadaman kebakaran, dalam hal ini alat pemadaman
kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang
terjadi, yaitu :
− Instalasi pemadam dengan air
Untuk kebakaran yang terjai pada bahan yang berpijar seperti kayu,
arang, kertas dan bahan berserat. Air dipompakan dengan menggunakan
pompa yang bekerja dengan instalasi listrik sendiri sehingga tidak
terganggu jika instalasi listrik pabrik dimatikan − Instalasi pemadam dengan CO
Gas CO
2
2
− Instalasi pemadam dengan busa udara
yang digunakan adalah yang sudah dicairkan dalam tabung gas
bertekanan yang disambung secara seri ke nozel-nozel. Instalasi ini
digunakan untuk ruangan tertutup seperti pada tangki penyimpanan dan
juga pada instalasi listrik
Busa bertekanan yang keluar dari alat pemadam akan mendinginkan
sumber kebakaran dan menyelimuti serta melindungi sumber kebakaran
dari masuknya O
− Instalasi pemadam dengan debu 2
Debu pemadam cocok untuk kebakaran yang berupa lidah api,
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam
memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan
prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin
kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada Pabrik Pembuatan Minuman
Beralkohol Ringan dari Molase ini adalah sebagai berikut :
1. Kebutuhan air
2. Kebutuhan bahan kimia
3. Kebutuhan listrik
4. Unit pengolahan limbah
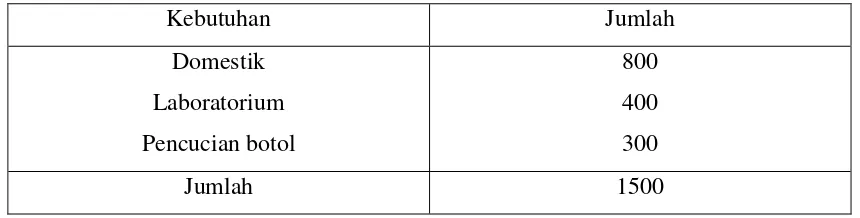
7.1 Kebutuhan Air
Kebutuhan air pada Pabrik Pembuatan Minuman Beralkohol Ringan dari
Molase ini adalah sebagai berikut:
- Pengenceran glukosa hingga 14% = 2.942,39 kg/jam
- Pengenceran minuman hingga 2% = 8.628,29 kg/jam
- Air pendingin pada fermentor = 2.088,47 kg/jam
[image:41.595.104.534.566.675.2]Total kebutuhan air = 13.659,15 kg/jam
Tabel 7.1 Pemakaian air untuk berbagai kebutuhan
Kebutuhan Jumlah
Domestik
Laboratorium
Pencucian botol
800
400
300
Jumlah 1500
Total kebutuhan air dalam 1 jam = (13.659,15 + 1500) kg/jam
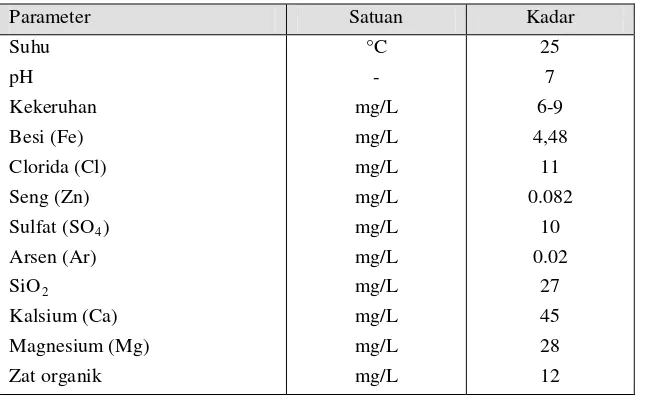
Sumber air untuk pabrik pembuatan Minuman Beralkohol Ringan dari
Molase ini berasal dari air tanah yang diperoleh dengan membuat sumur bor.
[image:42.595.174.497.166.365.2]Kualitas air dapat diasumsikan sebagai berikut :
Tabel 7.2 Kualitas Air Tanah Marelan
Parameter Satuan Kadar
Suhu pH Kekeruhan Besi (Fe) Clorida (Cl) Seng (Zn) Sulfat (SO4) Arsen (Ar) SiO
°C - mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L 2
Kalsium (Ca) Magnesium (Mg) Zat organik
25 7 6-9 4,48
11 0.082
10 0.02
27 45 28 12
Sumber : Laporan Baku Mutu Air, Bapedal SUMUT, September 2006
Pengolahan air di pabrik pembuatan minuman beralkohol ringan dari molase ini
terdiri dari beberapa tahap, yaitu:
1. Pengendapan
2. Klarifikasi
3. Filtrasi
7.1.1 Pengendapan
Air tanah yang dipompakan dari sumur bor kemudian dialirkan ke dalam
pengendapan, dimana partikel padat yang berdiameter besar akan mengendap secara
gravitasi. Diameter partikel padat berkisar antara 10-4
7.1.2 Klarifikasi
meter.
Klarifikasi merupakan proses penghilangan kekeruhan yang disebabkan oleh
suspended solid di dalam air. Air dari bak pengendapan dialirkan ke dalam clarifier
setelah diinjeksikan larutan alum Al2(SO4)3 yang berfungsi sebagai koagulan dan
larutan abu Na2CO3 yang berfungsi sebagai bahan pembantu untuk mempercepat
Setelah pencampuran yang disertai pengadukan maka akan terbentuk
flok-flok yang akan mengendap ke dasar clarifier karena gaya gravitasi, sedangkan air
jernih akan keluar mlimpah (overflow) yang selanjutnya akan masuk ke penyaring
pasir (sand filter)untuk penyaringan.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang
akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 : 0,54.
(Baron, 1982)
Total kebutuhan air = 15159,15 kg/jam
Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 × 50 = 27 ppm
Larutan alum yang dibutuhkan = 50.10-6 × 15159,15 = 0,75 kg/jam
Larutan soda abu yang dibutuhkan = 27.10-6
7.1.3 Filtrasi
× 15159,15 = 0,409 kg/jam
Filtrasi berfungsi untuk memisahkan flok dan koagulan yang masih terikat
bersama air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan, yaitu:
a. Lapisan I terdiri dari pasir hijau (green sand) setinggi 60,96 cm
b. Lapisan II terdiri dari anterakit setinggi 31,75 cm
c. Lapisan III terdiri dari batu kerikil (graved) setinggi 17,78 cm
Pada bagian bawah sand filter dilengkapi dengan strainer agar air menembus
celah-celah pasir secara merata. Daya saring sand filter akan berkurang sehingga
diperlukan pencucian (back wash) secara berkala. Selama pemakaian, daya saring
sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara
pencucian balik (back washing). Dari penyaring ini, air dipompakan ke menara air
sebelum didistribusikan untuk berbagai kebutuhan.
7.2 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia pada pabrik pembuatan Minuman Beralkohol Ringan
dari Molase adalah sebagai berikut :
1. Al2(SO4)3 = 0,75 kg/jam
7.3 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut :
1. Unit proses = 140 hp
2. Unit utilitas = 80 hp
3. Ruang kontrol dan laboratorium = 50 hp
4. Penerangan dan kantor = 70 hp
5. Bengkel = 50 hp
390 hp
Faktor keamanan 15% (Perry, 1999)
Total kebutuhan listrik = 1,15 × 390 hp
= 448,5 hp = 334,446 kW
Kebutuhan listrik pabrik dipasok oleh PLN (Perusahaan Listrik Negara).
Untuk mengantisipasi adanya pemadaman, maka dipersiapkan generator dengan
hanya memperhitungkan daya untuk kebutuhan proses, utilitas, dan ruang kontrol.
Maka daya yang dipersiapkan : 140 + 80 + 50 = 270 hp
Efisiensi generator 80 %, maka :
Daya output generator = 270/0,8 = 337,5 hp = 251,674 kW
Untuk perancangan disediakan 1 unit diesel generator AC 250 kW, 220-240
Volt, 50 Hertz, 3 fase berbahan bakar solar.
7.5 Kebutuhan Bahan Bakar
Bahan bakar yang digunakan untuk pembangkit tenaga listrik (generator)
adalah minyak solar karena minyak solar mempunyai nilai baker yang tinggi.
Keperluan bahan bakar :
Bahan bakar generator
Nilai bahan bakar solar = 19860 Btu/lb (Perry, 1999)
Densitas bahan bakar solar = 0,89 kg/L (Perry, 1999)
Daya generatoryang dihasilkan = 251,674 kW x 0,9478 Btu/det.kW
=
238,537 Btu/det x 3600 det/jamJumlah bahan bakar =
Btu/lb 19860
Btu/jam 858733,2
= 43,239 lb/jam x 0,454 kg/jam
= 19,630 kg/jam
Kebutuhan solar =
kg/l 0,89
kg/jam 19,630
= 22,056 l/jam x 24 jam/hari
= 529,344 l/hari
Keperluan bahan bakar generator
Daya generator yang dihasilkan = 250 kW×(0,9478 Btu/det)/kW×3600 det/jam
= 853020 Btu/jam
Jumlah bahan bakar = (853020 Btu/jam) / (19860 Btu/lbm × 0,454 kg/lbm
1. Limbah air domestik
)
= 94,607 kg/jam
Kebutuhan solar = (94,607 kg/jam) / (0,89 kg/ltr)
= 106,3 ltr/jam
7.6 Unit Pengolahan Limbah
Pada pabrik pembuatan minuman beralkohol ringan dari molase ini,
menghasilkan limbah cair dan limbah padat yang bersumber dari :
Limbah ini sebahagian besar mengandung bahan-bahan organik sisa
pencernaan dan urine.
2. Limbah laboratorium
Limbah yang berasal dari laboratorium mengandung bahan-bahan kimia
yang dipergunakan untuk menganalisa mutu air yang dipergunakan untuk
pengenceran glukosa.
3. Limbah cair hasil pencucian peralatan pabrik
Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang
melekat pada peralatan pabrik.
4. Limbah padat
Limbah padat pada pabrik pembuatan etanol dari molase ini adalah abu
dibuang karena tidak berbahaya bagi lingkungan sedangkan Saccharomyces
cereviciae dikembangbiakkan untuk digunakan kembali pada proses peragian
selanjutnya.
Pengolahan limbah cair pada pabrik pembuatan etanol direncanakan melalui
bak penampungan, bak pengendapan awal dilanjutkan dengan activated sludge dan
bak pengendapan akhir.
7.6.1 Perhitungan total air buangan pabrik
Diperkirakan jumlah air buangan pabrik :
1. Dari buangan domestik (dapur, kamar mandi)
Diperkirakan air buangan tiap orang = 5 ltr/jam
Jadi air buangan untuk 102 orang = 102 × 5 = 510 ltr/jam
2. Dari Laboratorium diperkirakan = 50 ltr/jam
3. Dari pencucian peralatan = 100 ltr/jam
Total air buangan = 510 + 50 + 100
= 660 ltr/jam = 15,84 m3
7.6.2 Perkiraan dimensi bak
/hari
1. Bak penampungan
Fungsi : tempat menampung air buangan sementara
Bentuk : persegi panjang
Jumlah : 1 unit
Limbah bersifat asam
Laju volumetrik air buangan = 15,84 m3/hari
Waktu penampungan air buangan = 7 hari
Volume air buangan = 15,84 × 7 = 110,88 m
9 , 0
88 , 110
3
Direncanakan digunakan 1 buah bak penampungan
Bak terisi 90 % maka volume bak= = 123,2 m3
Direncanakan ukuran bak sebagai berikut :
- panjang bak (p) = 2 × lebar bak (l)
Maka :
Volume bak = p × l × t
123,2 = 2 l × l × l = 2 l
3 2
2 , 123
3
l =
lebar bak = 7,6 m
jadi dimensi bak :
panjang = 2 × 7,6 = 15,2 m
lebar = 7,6 m
tinggi = 7,6 m
luas bak = 15,2 × 7,6 = 115,5 m2
2. Bak pengendapan awal
Fungsi : menghilangkan padatan dengan cara pengendapan
Bentuk : persegi panjang
Jumlah : 1 unit
Limbah bersifat asam
Laju volumetrik air buangan = 113,4 m3/hari
Waktu penampungan air buangan = 1 hari
Volume air buangan = 113,4 × 1 = 113,4 m
9 , 0 113,4
3
Direncanakan digunakan 1 buah bak penampungan
Bak terisi 90 % maka volume bak= = 126 m3
Direncanakan ukuran bak sebagai berikut :
- panjang bak (p) = 2 × lebar bak (l)
- tinggi bak (t) = lebar bak (l)
Maka :
Volume bak = p × l × t
126 = 2 l × l × l = 2 l
3 2 126
3
l =
jadi dimensi bak :
panjang = 2 × 4 = 8 m
lebar = 4 m
tinggi = 4 m
luas bak = 8 × 4 = 32 m2
3. Bak penetralan
Fungsi : tempat menetralkan pH limbah yang bersifat asam
Bentuk : persegi panjang
Jumlah : 1 unit
Laju volumetrik air buangan = 113,4 m3/hari
Waktu penampungan air buangan = 1 hari
Volume air buangan = 113,4 × 1 = 113,4 m
9 , 0 113,4
3
Direncanakan digunakan 1 buah bak penampungan
Bak terisi 90 % maka volume bak= = 126 m3
Direncanakan ukuran bak sebagai berikut :
- panjang bak (p) = 2 × lebar bak (l)
- tinggi bak (t) = lebar bak (l)
Maka :
Volume bak = p × l × t
126 = 2 l × l × l = 2 l
3 2 126
3
l =
lebar bak = 4 m
jadi dimensi bak :
panjang = 2 × 4 = 8 m
lebar = 4 m
tinggi = 4 m
Air buangan dari pabrik yang menghasilkan bahan-bahan organik karenanya
air limbah tersebut harus dinormalkan dari keadaan asam sampai mencapai pH 7
(Hammer, 1986). Untuk menetralkan air limbah yang mengandung bahan organik
yang mempunyai pH 5 maka digunakan soda abu Na2CO3. Kebutuhan soda abu
untuk menetralkan limbah organik = 0,15 gr soda abu/30 ml air limbah yang
mempunyai pH 5 (diteliti di Laboratorium Kimia Analitik, FMIPA, USU, 1999).
Jumlah air buangan = 113,4 m3/hari = 113400 l/hari = 1134 × 105 ml/hari
Kebutuhan soda abu = 1134 × 105 ml/hari × (0,15 gr/30 ml)
= 567000 gr/hari = 567 kg/hari
= 23,6 kg/jam
7.6.3 Pengolahan limbah dengan sistem activated sludge (lumpur aktif)
Pengolahan limbah cair pabrik ini dilakukan dengan menggunakan activated
sludge (sistem Lumpur aktif), mengingat cara ini dapat menghasilkan effluent
dengan BOD yang lebih rendah (20-30 mg/l) . (Perry, 1999)
Proses lumpur aktif merupakan proses aerobis dimana flok lumpur
aktif (lumpur yang mengandung mikroorganisme mikroflora dan mikrofauna)
tersuspensi di dalam campuran lumpur yang mengandung O2. Biasanya
mikroorganisme yang digunakan merupakan kultur campuran seperti bakteri
(Sphaerotilus natans, Thiothrix sp, Lactobacillus sp, Peloploca sp, dan lain-lain),
protozoa, fungi (Leptomitus sp, Geothricum candidum dan lain-lain), rotifera dan
nematode. Flok biologis tersebut akan diresirkulasi kembali ke tangki aerasi untuk
menyuplai mikroorganisme baru.
Data :
Laju alir volumetrik air buangan (Q) = 113,4 m3/hari = 29956,9 gal/hari
BOD5 influent (S0) = 760 mg/l (Metcalf, 1991)
Effisiensi reaktor (E) = 95 % (Metcalf, 1991)
Koefisien cell yield (Y) = 0,8 mgvss/mg BOD5 (Metcalf, 1991)
Koefisien endogenous decay (Kd) = 0,025 hari-1 (Metcalf, 1991)
Mixed liquor suspended solid = 450 mg/l
Direncanakan waktu tinggal sel (θc) = 7 hari
1. Penentuan BOD5
E =
effluent (S)
100 0
0 − × S
S S
S = S0
100
0
S E×
-
= 760 - 100
760 95×
= 38 mg/l
(BOD5 effluent (s) maksimum = 50 mg/l (Kep.03/MENLH/1/1998))
2. Penentuan volume Aerator (Vr)
Vr
(
)
(
c)
c
Kd X
S S Y Q
θ θ
×
+× −
× 1
0
= (Metcalf, 1991)
=
(
)
(
)
( )(
)
(
340 /)(
1 0,025 7)
/ 38 760 8 , 0 /
4 , 113
7 3
×
+ −
l mg
l mg hari
m hari
= 187,9 m3
3. Penentuan ukuran kolam aerasi
Direncanakan :
Tinggi cairan dalam aerator = 4 m
Perbandingan lebar dan tinggi cairan = 2 : 1
Jadi, lebar = 2 × 4 = 8 m
V = p × l × t
187,9 m3 = p × 4m × 8m
p = 5,872 m
faktor kelonggaran = 0,5 m di atas permukaan air
jadi ukuran aeratornya sebagai berikut :
panjang = 5,872 m
tinggi = (4 + 0,5) = 4,5 m
luas = 47 m
Tangki aerasi
Q Q + Qr SedimentasiBak
X
Qe
Xe
Qw
Qw’
Xr Qr
Xr
Bak pengendapan
2
4. Penentuan jumlah flok yang diresirkulasi (Qr)
Dimana : Qw = debit alir sludge
Xr = massa padatan resirkulasi (yang diolah kembali)
Qe = debit alir limbah olahan
Xe = massa padatan limbah olahan
Asumsi : Qe = Q = 29956,9 gal/hari
Xe = 0,001 X = 0,001 × 340 mg/l = 0,340 mg/l
Xr = 0,999 X = 0,999 × 340 mg/l = 339,7 mg/l
Px = Qw × Xr
Px = Yobs × Q (S0 – S)
Yobs
c d
k Y
θ + 1 =
=
) 7 )( 025 , 0 ( 1
8 , 0
+ = 0,7
Px = 0,7 × 29956,9 (760-38)
= 15140217,3 gal.mg/l.hari
Neraca massa pada bak sedimentasi
Akumulasi = jumlah massa masuk – jumlah massa keluar
0 = (Q + Qr)X – QeXe – QwXr
Qr =
X
P QX(0,001−1)+ x
=
340
15140217,3 )
1 001 , 0 ( 40) 29956,9)(3
( − +
= 14603,1 m
Q Vr
3
5. Penentuan waktu tinggal di Aerator (θ)
θ = =
29956,9 5 , 49637
= 2 hari
6. Penentuan daya yang dibutuhkan
Tipe aerator yang digunakan surface aerator kedalaman air 4 meter, dari tabel
10 – 11, Metcalf and Eddy, 1991 diperoleh daya aeratornya 10 hp.
7. Bak sedimentasi
Fungsi : menghilangkan padatan dengan cara pengendapan
Bentuk : persegi panjang
Jumlah : 1 unit
Kecepatan volumetrik limbah : 113,4 m3/hari
Waktu penampungan air buangan : 1 hari
Volume bak : 113,4 × 1 = 113,4 m3
Direncanakan ukuran bak, sebagai berikut :
- panjang bak (p) = 2 × lebar bak (l)
- tinggi bak (t) = lebar bak (l)
Maka : Perry, 1999
Volume bak = p × l × t
113,4 = 2l
luas bak = 28,9 m 3
l = 3,8 m
maka :
panjang = 7,6 m
lebar = 3,8 m
tinggi = 3,8 m
Luas areal pengolahan limbah = (115,5 m2 + 32 m2 + 32 m2 + 47 m2 +
28,9 m2) × 125 %
= 319,25 m2
7.7 Spesifikasi Peralatan Utilitas
7.7.1 Bak Pengendapan (BP)
Fungsi : untuk menampung dan mengendapkan kotoran terbawa dari
air sumur bor
Bentuk : bak dengan permukaan persegi
Konstruksi : beton kedap air
Jumlah : 1 unit
Tekanan : 1 atm
Temperatur : 30oC
Volume bak : 18,22 m3
Panjang bak : 4,32 m = 14,17 ft
Lebar bak : 2,88 m = 9,45 ft
Tinggi bak : 1,44 m = 4,72 ft
7.7.2 Tangki Pelarutan Aluminium Sulfat Al2(SO4)3 (TP-101)
Fungsi : membuat larutan Aluminium Sulfat Al2(SO4)3
Bentuk : silinder tegak dengan alas dan tutup datar
Bahan konstruksi : plate steel SA-167, Tipe 304
Jumlah : 1 unit
Temperatur : 30oC
Tekanan : 1 atm
Volume tangki : 0,053 m3
Diameter tangki : 0,28 m = 0,92 ft
Tinggi tangki : 0,84 m = 2,76 ft
Tebal tangki : 0,136 in = 0,003 m
Kecepatan putaran : 400 rpm
7.7.3 Tangki Pelarutan Natrium Karbonat (Na2CO3) (TP-102)
Fungsi : membuat larutan Natrium Karbonat (Na2CO3)
Bentuk : silinder tegak dengan alas dan tutup datar
Bahan konstruksi : plate steel SA-167, Tipe 304
Jumlah : 1 unit
Temperatur : 30oC
Tekanan : 1 atm
Volume tangki : 0,028 m3
Diameter tangki : 0,215 m = 0,705 ft
Tinggi tangki : 0,645 m = 2,116 ft
Tebal tangki : 0,134 in = 0,003 m
Kecepatan putaran : 400 rpm
Daya motor : 0,05 hp
7.7.4 Clarifier (CL)
Fungsi : memisahkan endapan (flok) yang terbentuk karena
penambahan alum dan soda abu
Bahan : Carbon steel SA-53 Grade B
Jumlah : 1 unit
Temperatur : 30oC
Tekanan : 1 atm
Volume tangki : 4219,717 ml
Kecepatan terminal : 0,02 cm/det
Diameter clarifier : 3,274 m = 10,74 ft
Tinggi clarifier : 4,5 m = 14,764 ft
Tebal clarifier : 0,236 in = 0,007 m
Daya clarifier : 0,064 hp = 0,047 kW
7.7.5 Sand Filter (SF)
Fungsi : menyaring air yang berasal dari clarifier
Bentuk : Silinder tegak dengan alas dan tutup ellipsoidal
Jumlah : 1 unit
Temperatur : 30oC
Tekanan : 1 atm
Volume tangki : 4,556 m3
Diameter tangki : 1,525 m = 5,003 ft
Tinggi tangki : 3,050 m = 10,006 ft
Tebal tangki : 0,177 in
7.7.6 Menara Air (MA)
Fungsi : mendistribusikan air untuk berbagai keperluan
Jenis : silinder tegak dengan tutup dan alas datar
Bahan : Plate steel SA-167, Tipe 304
Jumlah : 1 unit
Temperatur : 30oC
Tekanan : 1 atm
Volume tangki : 18,216 m3
Diameter tangki : 1,977 m = 6,488 ft
Tinggi tangki : 5,931 m = 19,458 ft
Tebal tangki : 0,192 in
7.7.7 Menara Pendingin Air (WCT)
Fungsi : mendinginkan air pendingin bekas dari temperatur
40oC menjadi 25oC
Jenis : Mechanical Draft Cooling Tower
Bahan konstruksi : Carbon Steel SA-53 Grade B
Kondisi operasi :
suhu air masuk menara = 40°C
suhu air keluar menara = 25°C
Jumlah : 1 unit
Kapasitas : 1028,374 gal/menit
Luas menara : 1542,56 ft2
Daya : 0,5 hp
7.7.8 Pompa Sumur Bor (P-101)
Fungsi : memompa air dari sumur bor ke bak pengendapan
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Cast Iron
Kapasitas : 15159,15 kg/jam
Daya pompa : 0,5 hp
7.7.9 Pompa Bak Pengendapan (P-102)
Fungsi : memompa air dari bak pengendapan ke clarifier
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Cast Iron
Kapasitas : 15159,15 kg/jam
Daya pompa : 0,5 hp
7.7.10 Pompa Tangki Al2(SO4)3 (P-103)
Fungsi : memompa Al2(SO4)3 ke clarifier
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Cast Iron
Kapasitas : 1,001 kg/jam
Daya pompa : 0,5 hp
7.7.11 Pompa Tangki Na2CO3 (P-104)
Fungsi : memompa Na2CO3 ke clarifier
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Cast Iron
Daya pompa : 0,5 hp
7.7.12 Pompa Sand Filter (P-105)
Fungsi : memompa air dari sand filter ke menara air
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Cast Iron
Kapasitas : 15159,15 kg/jam
Daya pompa : 0,5 hp
7.7.13 Pompa Water Cooling Tower (P-106)
Fungsi : mendistribusikan air pendingin
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Cast Iron
Kapasitas : 15159,15 kg/jam