No. Dok.: FM-GKM-TI-TS-01-06A; Tgl. Efektif : 02 Juli 2012; Revisi : 00
J U M L A H K E C A C A T A N P R O D U K
B E R D A S A R K A N M O D E L
VENDOR MANAGED INVENTORY
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
PUTRA JAYA
100403040
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Penentuan Ukuran Lot Gabungan Single Vendor Multi Buyer Atas Pertimbangan Jumlah Kecacatan Produk Berdasarkan Model Vendor Managed Inventory”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Penulis juga mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Laporan tugas sarjana ini diharapkan dapat bermanfaat bagi penulis, jurusan teknik industri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, April 2015 Penulis,
Segala puji dan syukur penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah memberikan nikmat kesehatan dan ilmu kepada penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, M.T., selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini dan Dosen Pembimbing II atas waktu, bimbingan, pengarahan, tuntunan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
2. Bapak Ir. Mangara M. Tambunan, M.Sc., selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, tuntunan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
vi
4. Kedua orangtua tercinta yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil sehingga tugas sarjana ini dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan dan kasih sayang dari keduanya, oleh karena itu izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ibunda dan Ayahanda tercinta. 5. Saudara dan saudari penulis Irfan dan Malinda, Mariana, Jerni Murni, Jerna
Wati, dan Agustina yang telah memberi dukungan dan semangat kepada penulis dalam penulisan tugas sarjana ini.
6. Staff pegawai Teknik Industri, Bang Mijo, Bang Ridho, Kak Dina, Bang Nurmansyah, Kak Rahma, dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
7. Bapak Sulaiman Ginting selaku Pembimbing Lapangan dan Kepala Pabrik di PT Bamindo Agrapersada yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian.
8. Sahabat-sahabat terdekat Daniel, Wesley, Erick Pratama, Winda, Diana, Lasmarya Hadi Purwanto, dan Karina Agustin yang juga memberikan motivasi dan semangat bagi penulis.
vii
ini selalu membantu dan mendukung dalam setiap kegiatan perkuliahan, serta memberi semangat dan motivasi dalam penyelesaian laporan ini.
10.Teman-teman seperjuangan dalam penelitian Mayang Palupi dan Aven R.A.V. Tampubolon yang saling membantu dan bekerja sama selama penelitian. 11.Sahabat-sahabat seperjuangan di Departemen Teknik Industri, Lisa Maxel,
Ayu Wintia Azizah, Arie Handoko, Suryadi, Andy, Joseph Kristanto, Jusco, Susanto Salim, Rini Paskah Barus, Nadia Comeneci dan Saryanta Lumbantoruan serta rekan-rekan angkatan 2010 Teknik Industri FT USU (TITEN) yang juga membantu dan memberi dukungan dan semangat selama penelitian.
12.Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian tugas sarjana ini yang tidak dapat disebutkan satu per satu.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DAFTAR ISI
BAB
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-5 1.3. Tujuan dan Manfaat ... I-5 1.4. Batasan dan Asumsi Penelitian ... I-6 1.5. Sistematika Penulisan Laporan ... I-7
ix
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
2.4. Daerah Pemasaran ... II-2 2.5. Organisasi dan Manajemen ... II-2 2.5.1. Struktur Organisasi Perusahaan ... II-2 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-5 2.6. Jumlah Tenaga Kerja dan Jam Kerja... II-13 2.6.1. Tenaga Kerja ... II-13 2.6.2. Jam Kerja... II-14 2.6.3. Sistem Pengupahan dan Fasilitas Lainnya ... II-14 2.7. Proses Produksi ... II-15 2.7.1. Standar Mutu Bahan ... II-16 2.7.2. Bahan-bahan yang Digunakan ... II-17 2.7.3. Uraian Proses Produksi ... II-18 2.8. Mesin dan Peralatan Produksi ... II-19 2.8.1. Mesin Produksi ... II-19 2.8.2. Peralatan (Equipment) ... II-21 2.9. Safety and Fire Protection ... II-21 2.10. Waste Treatment ... II-22
x
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
3.1.1. Supply Chain ... III-1 3.1.2. Supply Chain Management ... III-2 3.1.3. Vendor Managed Inventory (VMI) ... III-3 3.2. Persediaan... III-7 3.2.1. Definisi Persediaan ... III-7 3.2.2. Perencanaan Persediaan ... III-7 3.3. Lot Sizing ... III-8 3.3.1. Joint Economic Lot Sizing (JELS) ... III-8 3.3.2. Langkah Perhitungan Joint Economic Lot Sizing
(JELS) ... III-10
IV METODOLOGI PENELITIAN ... IV-1
xi
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
4.9. Analisis Pemecahan Masalah ... IV-6 4.10.Kesimpulan dan Saran... IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data Permintaan dan Laju Produksi Produk Sumpit
(Chopstick) ... V-1 5.1.2. Data Persentase Produk Cacat ... V-1 5.1.3. Biaya Pemesanan Produk dan Biaya
Transportasi ... V-2 5.1.4. Biaya Penyimpanan Persediaan ... V-2 5.1.5. Biaya Backorder, Biaya Pemeriksaan, dan Biaya
Jaminan ... V-3 5.1.6. Biaya Setup ... V-3 5.2. Pengolahan Data ... V-3 5.2.1. Penetuan Ukuran Joint-Lot Optimal dan Biaya
Total ... V-3 5.2.2. Perhitungan Biaya Total dengan Kondisi
xii
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
5.2.2.2. Biaya yang Dikeluarkan Vendor ... V-13 5.2.3. Pengujian Analisis Sensitivitas ... V-13 5.2.3.1. Analisis Sensitivitas Pengaruh Kenaikan
Biaya Setup, Biaya Transportasi, dan Jumlah Permintaan Produk Terhadap
Biaya Total dan Lot-Sizing ... V-13 5.2.3.2. Analisis Sensitivitas Pengaruh
Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, Biaya Simpan Buyer, dan Jumlah Permintaan Produk Terhadap Biaya Total dan Lot-Sizing ... V-14 5.2.3.3. Analisis Sensitivitas Pengaruh Kenaikan
Biaya Setup, Biaya Transportasi, dan Jumlah Permintaan Produk disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, dan Biaya Simpan Buyer Terhadap Biaya Total dan
xiii
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
5.2.3.4. Analisis Sensitivitas Pengaruh Kenaikan Biaya Setup dan Biaya Transportasi Disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, Biaya Simpan Buyer, dan Jumlah Permintaan Produk
Terhadap Biaya Total dan Lot-Sizing ... V-16
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Perhitungan Iterasi Ukuran Joint-Lot Optimal ... VI-1 6.2. Analisis Sensitivitas Pengaruh Kenaikan Biaya Setup,
Biaya Transportasi, dan Jumlah Permintaan Produk
Terhadap Biaya Total dan Lot-Sizing ... VI-3 6.3. Analisis Sensitivitas Pengaruh Penurunan Biaya
Pemeriksaan, Biaya Simpan Vendor, Biaya Simpan Buyer, dan Jumlah Permintaan Produk Terhadap Biaya
xiv
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
6.4. Analisis Sensitivitas Pengaruh Kenaikan Biaya Setup, Biaya Transportasi, dan Jumlah Permintaan Produk disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, dan Biaya Simpan Buyer Terhadap Biaya Total
dan Lot-Sizing ... VI-14 6.5. Analisis Sensitivitas Pengaruh Kenaikan Biaya Setup
dan Biaya Transportasi Disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, Biaya Simpan Buyer, dan Jumlah Permintaan Produk Terhadap Biaya
Total dan Lot-Sizing ... VI-14
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.1. Saran ... VII-1
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Produksi PT Bamindo Agrapersada (November 2013 –
Oktober 2014) ... I-2 1.2. Jumlah Permintaan, Jumlah Persediaan Sumpit dan
Selisihnya ... I-3 1.3. Jumlah Produk Cacat ... I-4 2.1. Rincian Tenaga Kerja Tetap PT. Bamindo Agrapersada ... II-4 5.1. Jumlah Permintaan, Jumlah Persediaan Sumpit dan Laju
Produksi Sumpit ... V-1 5.2. Jumlah Produk Cacat ... V-2 5.3. Rekap Data Eksisting ... V-7 5.4. Rekapitulasi Hasil Iterasi Total Cost ... V-10 5.5. Analisis Sensitivitas Kenaikan Biaya Setup, Biaya
Transportasi, dan Jumlah Permintaan Produk Terhadap
Biaya Total dan Lot-Sizing... V-14 5.6. Analisis Sensitivitas Penurunan Biaya Pemeriksaan, Biaya
Simpan Vendor, Biaya Simpan Buyer, dan Jumlah
xvi
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.7. Analisis Sensitivitas Kenaikan Biaya Setup, Biaya Transportasi, dan Jumlah Permintaan Produk Disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, dan
Biaya Simpan Buyer Terhadap Biaya Total dan Lot-Sizing ... V-16 5.8. Analisis Sensitivitas Kenaikan Biaya Setup dan Biaya
Transportasi Disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, Biaya Simpan Buyer, dan Jumlah
Permintaan Produk Terhadap Biaya Total dan Lot-Sizing ... V-17 6.1. Rekapitulasi Hasil Iterasi Total Cost ... VI-1 6.2. Analisis Sensitivitas Kenaikan Biaya Setup, Biaya
Transportasi, dan Jumlah Permintaan Produk Terhadap
Biaya Total dan Lot-Sizing... VI-3 6.3. Analisis Sensitivitas Penurunan Biaya Pemeriksaan, Biaya
Simpan Vendor, Biaya Simpan Buyer, dan Jumlah
Permintaan Produk Terhadap Biaya Total dan Lot-Sizing ... VI-5 6.4. Analisis Sensitivitas Kenaikan Biaya Setup, Biaya
Transportasi, dan Jumlah Permintaan Produk Disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, dan
xvii
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.5. Analisis Sensitivitas Kenaikan Biaya Setup dan Biaya Transportasi Disertai Penurunan Biaya Pemeriksaan, Biaya Simpan Vendor, Biaya Simpan Buyer, dan Jumlah
DAFTAR GAMBAR
GAMBAR HALAMAN
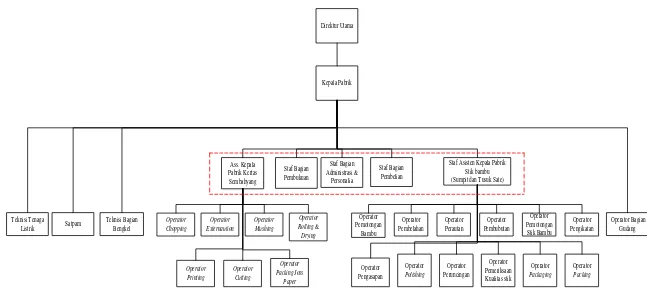
2.1. Struktur Organisasi PT Bamindo Agrapersada ... II-3 2.2. Blok Diagram Proses Produksi Sumpit Bambu
(Chopstick) ... II-7 3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran
yang dikelola ... III-3 3.2. Model Integrasi Jaringan Kerja VMI ... III-9 4.1. Kerangka Berpikir ... IV-3 4.2. Flow Chart Penelitian ... IV-4 4.3. Flow Chart Pengolahan Data ... IV-7 5.1. Grafik Total Cost Terhadap Frekuensi Pengiriman
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Hasil Iterasi Total Cost ... L.1 2. Form Pengumpulan Data ... L.2 3. Pembagian Tugas dan Tanggung Jawab pada PT
ABSTRAK
PT. Bamindo Agrapersada merupakan perusahaan yang bergerak di bidang industri pengolahan bambu, menghasilkan produk sumpit (chopstick), tusuk sate, dan kertas sembahyang (Joss Paper) yang berlokasi di Binjai, Sumatera Utara. Permintaan produk sumpit bervariatif tiap bulan dan pada bulan tertentu terjadi penumpukan produk (overstock) sedangkan pada bulan tertentu lainnya terjadi kekurangan persediaan (stockout). Overstock menimbulkan penambahan biaya penyimpanan dan biaya pengawasan pada vendor, sedangkan stock out dapat mengakibatkan kekecewaan pada pelanggan yang pada akhirnya dapat mengurangi jumlah permintaan. Selama ini perusahaan manufaktur (vendor) dan buyer menghitung lot produksi dan lot pemesanan produk sendiri-sendiri dengan mempertimbangkan biaya yang dikeluarkan oleh masing-masing pihak. Penelitian ini bertujuan untuk menentukan ukuran lot gabungan yang optimum atas pertimbangan semua variabel biaya yang dikeluarkan baik oleh vendor maupun buyer secara bersamaan dan jumlah kecacatan produk serta kebijakan backorder dengan metode JELS (Joint Economic Lot Sizing) berdasarkan model VMI(Vendor Managed Inventory). Hasil perhitungan JELS menunjukkan lot optimal (Q*) sebesar 2.976 kg, dengan jumlah backorder maksimum yang diperbolehkan dalam sekali pengiriman (B) sebesar 1.500,4 kg dengan frekuensi pengiriman produk ke buyer sebanyak 12 kali.
ABSTRAK
PT. Bamindo Agrapersada merupakan perusahaan yang bergerak di bidang industri pengolahan bambu, menghasilkan produk sumpit (chopstick), tusuk sate, dan kertas sembahyang (Joss Paper) yang berlokasi di Binjai, Sumatera Utara. Permintaan produk sumpit bervariatif tiap bulan dan pada bulan tertentu terjadi penumpukan produk (overstock) sedangkan pada bulan tertentu lainnya terjadi kekurangan persediaan (stockout). Overstock menimbulkan penambahan biaya penyimpanan dan biaya pengawasan pada vendor, sedangkan stock out dapat mengakibatkan kekecewaan pada pelanggan yang pada akhirnya dapat mengurangi jumlah permintaan. Selama ini perusahaan manufaktur (vendor) dan buyer menghitung lot produksi dan lot pemesanan produk sendiri-sendiri dengan mempertimbangkan biaya yang dikeluarkan oleh masing-masing pihak. Penelitian ini bertujuan untuk menentukan ukuran lot gabungan yang optimum atas pertimbangan semua variabel biaya yang dikeluarkan baik oleh vendor maupun buyer secara bersamaan dan jumlah kecacatan produk serta kebijakan backorder dengan metode JELS (Joint Economic Lot Sizing) berdasarkan model VMI(Vendor Managed Inventory). Hasil perhitungan JELS menunjukkan lot optimal (Q*) sebesar 2.976 kg, dengan jumlah backorder maksimum yang diperbolehkan dalam sekali pengiriman (B) sebesar 1.500,4 kg dengan frekuensi pengiriman produk ke buyer sebanyak 12 kali.
I-1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Proses regionalisasi (dalam bidang ekonomi) kawasan ASEAN diawali dengan disepakatinya Preferential Trading Agreement (PTA) tahun 1977, dilanjutkan dengan ASEAN Free Trade Area (AFTA) tahun 1992, dan akan berakhir dengan terbentuknya ASEAN Economic Community atau Masyarakat Ekonomi ASEAN (MEA) pada tahun 2015. AFTA merupakan akronim dari ASEAN Free Trade Area adalah bentuk kesepakatan dari negara-negara di ASEAN untuk membentuk sebuah kawasan bebas perdagangan. Tujuannya agar bisa meningkatkan daya saing ekonomi kawasan ASEAN di dunia. Tujuan dibuatnya Masyarakat Ekonomi ASEAN 2015 yaitu untuk meningkatkan stabilitas perekonomian dikawasan ASEAN dan diharapkan mampu mengatasi masalah-masalah dibidang ekonomi antarnegara ASEAN. Pengusaha/produsen Indonesia dituntut terus menerus dapat meningkatkan kemampuan dalam menjalankan bisnis secara profesional guna memenangkan kompetisi dari produk yang berasal dari negara anggota ASEAN lainnya baik dalam memanfaatkan peluang pasar domestik maupun pasar negara anggota ASEAN lainnya.
kemampuan perusahaan dalam bersaing di era globalisasi. Teknologi yang canggih mampu meningkatkan efisiensi, efektivitas, dan produktivitas perusahaan.
PT. Bamindo Agrapersada merupakan perusahaan yang bergerak di bidang industri pengolahan bambu, menghasilkan produk sumpit (chopstick), tusuk sate (BBQ stick), dan kertas sembahyang (joss paper). Data produksi PT Bamindo Agrapersada periode November 2013 – Oktober 2014 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Produksi PT Bamindo Agrapersada (November 2013 – Oktober 2014)
No. Jenis Produk Jumlah (Kg)
1. Sumpit (Chopstick) 148.129,6
2. Tusuk Sate (BBQ Stick) 51.235,8
3. Kertas Sembahyang 48.024,7
Sumber: PT. Bamindo Agrapersada
Produk sumpit merupakan produk yang paling banyak diproduksi. Pada bulan tertentu terjadi penumpukan produk (overstock) sedangkan pada bulan tertentu lainnya terjadi kekurangan persediaan (stockout). Selama ini perusahaan manufaktur (vendor) dan buyer menghitung lot produksi dan lot pemesanan produk sendiri-sendiri dengan mempertimbangkan biaya yang dikeluarkan oleh masing-masing pihak.
I-3
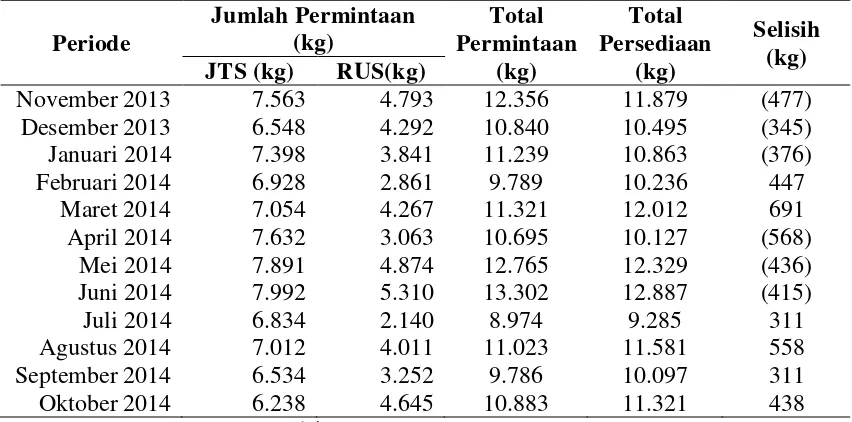
Tabel 1.2. Jumlah Permintaan, Jumlah Persediaan Sumpit dan Selisihnya
Periode
Jumlah Permintaan (kg)
Total Permintaan
(kg)
Total Persediaan
(kg)
Selisih (kg) JTS (kg) RUS(kg)
November 2013 7.563 4.793 12.356 11.879 (477) Desember 2013 6.548 4.292 10.840 10.495 (345) Januari 2014 7.398 3.841 11.239 10.863 (376) Februari 2014 6.928 2.861 9.789 10.236 447 Maret 2014 7.054 4.267 11.321 12.012 691 April 2014 7.632 3.063 10.695 10.127 (568) Mei 2014 7.891 4.874 12.765 12.329 (436) Juni 2014 7.992 5.310 13.302 12.887 (415)
Juli 2014 6.834 2.140 8.974 9.285 311
Agustus 2014 7.012 4.011 11.023 11.581 558 September 2014 6.534 3.252 9.786 10.097 311 Oktober 2014 6.238 4.645 10.883 11.321 438
Keterangan : JTS = Jaya Tama Sakti RUS = Ramai Usaha Sejahtera Sumber: PT. Bamindo Agrapersada
Dari hasil pengamatan di perusahaan, terjadinya overstock (pada bulan Februari-Maret 2014 dan Juli-Oktober 2014) dan stock out (pada November 2013-Januari 2014 dan April-Juni 2014) disebabkan oleh permintaan yang cenderung berfluktuatif dan variatif. Overstock menimbulkan penambahan biaya penyimpanan dan biaya pengawasan pada vendor, sedangkan stock out dapat mengakibatkan kekecewaan pada pelanggan yang pada akhirnya dapat mengurangi jumlah permintaan. Salah satu model pendekatan yang dapat menentukan ukuran lot dan persediaan yang terintegrasi antara perusahaan dan buyer adalah VMI (Vendor Managed Inventory) dan penetapan ukuran lot
Manfaat VMI telah jelas dirasakan sejak pertama kali pendekatan ini diimplementasikan pada suatu kasus. Pada kenyataannya, VMI dipopulerkan setelah kemitraan yang sukses antara Wal-Mart dan Proctor Gamble pada tahun 1985 (Tyan dan Wee,2003). Sejak saat itu, perusahaan lain seperti Shells Chemicals, HP, Campbell Soup, dan Johnson & Johnson juga mengadopsi pendekatan yang sama (Cetinkaya dan Lee,2000). Keuntungan menerapkan VMI dirasakan sangat signifikan dalam mereduksi biaya persediaan (Williams,2000).1
Periode
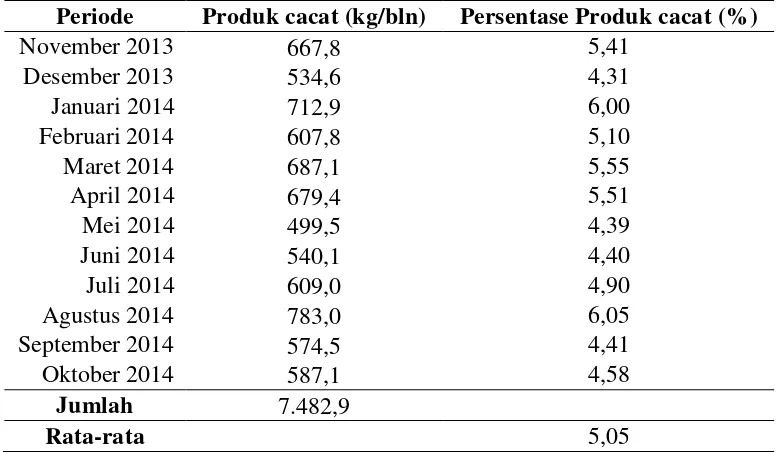
Pada kenyataannya dalam industri manufaktur, produk cacat merupakan suatu kejadian yang tidak dapat dihindarkan dan jumlah produksi yang overstock pada perusahaan tentu akan berbanding lurus dengan bertambahnya resiko jumlah produk cacat yang diproduksi. Berdasarkan jumlah produksi pada perusahaan terdapat jumlah kecacatan produk yang dapat dilihat pada Tabel 1.3.
Tabel 1.3. Jumlah Produk Cacat
Produk cacat (kg/bln) Persentase Produk cacat (%)
November 2013 667,8 5,41
Desember 2013 534,6 4,31
Januari 2014 712,9 6,00
Februari 2014 607,8 5,10
Maret 2014 687,1 5,55
April 2014 679,4 5,51
Mei 2014 499,5 4,39
Juni 2014 540,1 4,40
Juli 2014 609,0 4,90
Agustus 2014 783,0 6,05
September 2014 574,5 4,41
Oktober 2014 587,1 4,58
Jumlah 7.482,9
Rata-rata 5,05
Sumber: PT. Bamindo Agrapersada
1
I-5
Kecacatan dapat berupa berserabut, retak, sompel, atau ujung miring. Kecacatan masih dapat diterima perusahaan buyer apabila jumlahnya tidak melebihi 3,5%. Pada kenyataannya perusahaan mengirimkan produk beserta produk cacat yang jumlahnya rata-rata 5,05%.
Dalam penelitian tugas akhir ini model matematis akan diterapkan untuk menentukan ukuran lot yang optimal dengan mengintegrasikan lot produksi dari manufacturer dan lot pengiriman produk ke pembeli dengan mempertimbangkan
adanya produk cacat dan backorder policy dengan penerapan model matematis.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan di atas, maka rumusan permasalahan adalah ketidakjelasan penentuan ukuran lot optimal yang mengintegrasikan lot produksi dan lot pengiriman produk ke buyer dengan mempertimbangkan adanya produk cacat dan backorder.
1.3. Tujuan dan Manfaat
Tujuan dari penelitian ini adalah untuk mendapatkan ukuran lot gabungan yang optimal menggunakan metode JELS model VMI sehingga baik perusahaan (vendor) maupun pembeli (buyer) dapat melakukan pengiriman dan pemesanan dengan total cost yang minimum.
Agrapersada dan mampu memecahkan masalah persediaan dan ukuran lot optimal dalam pemenuhan order sumpit (chopstick).
1.4. Batasan Masalah dan Asumsi Penelitian
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Penelitian dibatasi hanya pada penentuan Joint economic lot size untuk single vendor multi buyer yang diamati pada PT Bamindo Agrapersada.
2. Dalam penelitian ini tidak dibahas mengenai bagian hulu atau pemasok dan bahan baku yang masuk ke perusahaan.
3. Planning horizon yang ditinjau adalah perencanaan jangka pendek yang dibagi dalam time bucket bulanan dan perencanaan ukuran lot dan sensitivitas.
4. Adanya pertimbangan produk cacat dan kebijakan backorder terletak pada pemanufaktur.
5. Penerapan rumusan model matematis untuk single product dan produk yang diteliti adalah sumpit (chopstick).
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah: 1. Kondisi perusahaan tidak mengalami perubahan selama proses penelitian
misalnya perusahaan tidak melakukan penambahan atau pengurangan distributor selama penelitian..
2. Permintaan bersifat deterministik.
I-7
1.5. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan laporan tugas sarjana ini adalah :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
Bab II Gambaran umum perusahaan, menguraikan tentang sejarah PT Bamindo Agrapersada, ruang lingkup bidang usaha, stuktur organisasi perusahaan, sistem pengupahan dan fasilitas yang digunakan, proses produksi produk sumpit, serta mesin dan peralatan yang digunakan dalam proses produksi.
Bab III Landasan Teori, berisi teori mengenai supply chain, konsep persediaan, dan penentuan lot sizing dengan metode JELS.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka berpikir, identifikasi variabel penelitian, pengumpulan data sekunder, metode pengolahan data, blok diagram prosedur penelitian, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab VI Analisis Pemecahan Masalah, meliputi analisis perhitungan ukuran lot optimum dan analisis sensitivitas terhadap beberapa parameter.
II-1
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Bamindo Agrapersada adalah perusahaan yang bergerak di bidang pengolahan bambu. PT Bamindo Agrapersada berdiri pada tahun 1990 dan pada awalnya hanya mengolah bambu menjadi sumpit. Perusahaan ini mulai memproduksi kertas budaya cina pada tahun 1993 karena adanya permintaan dari Taiwan. Pada awal tahun 1993, perusahaan ini masih menitikberatkan produksi sumpit karena masih minimnya permintaan kertas budaya cina dan minimnya peralatan serta mesin produksi yang digunakan.
2.2. Ruang Lingkup Bidang Usaha
PT Bamindo Agrapersada bergerak dalam industri pengolahan bambu yang menghasilkan dua jenis produk yaitu sumpit bambu (chopstick), tusuk sate, dan kertas sembahyang (Joss Paper).
2.3. Lokasi Perusahaan
2.4. Daerah Pemasaran
Produk kertas sembahyang (Joss Paper) PT Bamindo Agrapersada 100% diekspor ke Negara Taiwan. Sementara chopstick dipasarkan di wilayah Binjai dan Medan.
2.5. Struktur Organisasi Perusahaan
II-3 Direktur Utama Kepala Pabrik Staf Bagian Administrasi & Personalia Staf Bagian Pembukuan
Staf Asisten Kepala Pabrik Stik bambu (Sumpit dan Tusuk Sate) Staf Bagian Pembelian Teknisi Tenaga Listrik Satpam Teknisi Bagian Bengkel Operator Bagian Gudang Operator Pemotongan Bambu Operator Pembelahan Operator Perautan Operator Pembubutan Operator Pemotongan Stik Bambu Operator Pengikatan Operator Pengasapan Operator Polishing Operator Peruncingan Operator Pemeriksaan Kualitas stik Operator Packaging Operator Packing Ass. Kepala Pabrik Kertas Sembahyang Operator Externaution Operator Chopping Operator Mushing Operator Rolling &
[image:32.842.119.766.79.371.2]Drying Operator Printing Operator Cutting Operator Packing Joss Paper Keterangan : Lini Fugsional
II-1 2.6. Tenaga Kerja dan Jam Kerja
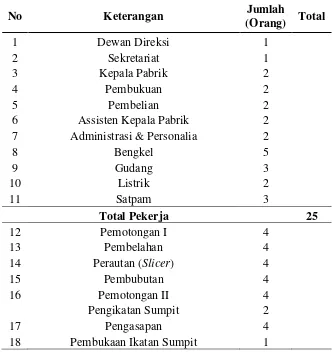
[image:33.595.145.478.392.744.2]Salah satu faktor yang mempunyai peranan penting di dalam menjalankan dan mengendalikan kegiatan guna mencapai tujuan perusahaan ialah tenaga kerja. PT. Bamindo Agrapersada memiliki tenaga kerja tetap dan tenaga kerja tidak tetap (karyawan kontrak). Tenaga kerja tetap terdiri dari staf dan kepala bagian. Karyawan kontrak yang merupakan tenaga kerja yang digunakan sesuai dengan kontrak yang telah disepakati terdiri dari karyawan yang bekerja pada bagian produksi terdiri dari 210 orang. Rincian tenaga kerja dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Tenaga Kerja Tetap PT. Bamindo Agrapersada
No Keterangan Jumlah
(Orang) Total
1 Dewan Direksi 1
2 Sekretariat 1
3 Kepala Pabrik 2
4 Pembukuan 2
5 Pembelian 2
6 Assisten Kepala Pabrik 2
7 Administrasi & Personalia 2
8 Bengkel 5
9 Gudang 3
10 Listrik 2
11 Satpam 3
Total Pekerja 25
12 Pemotongan I 4
13 Pembelahan 4
14 Perautan (Slicer) 4
15 Pembubutan 4
16 Pemotongan II 4
Pengikatan Sumpit 2
17 Pengasapan 4
II-5
Tabel 2.1. Rincian Tenaga Kerja Tetap PT. Bamindo Agrapersada (Lanjutan)
No Keterangan Jumlah
(Orang) Total
19 Polishing 2
20 Peruncingan 4
21 Pemeriksaan Sumpit 4
22 Packaging 4
23 Packing 4
Total Pekerja Produksi Stik Bambu 45
24 Chopping 25
25 Extenaution 25
26 Mushing 20
27 Rolling & Drying 20
28 Printing 20
29 Cutting 30
30 Packing 25
Total Pekerja Produksi Kertas
Sembahyang 165
Total Pekerja 235
Sumber: PT. Bamindo Agrapersada
Jumlah hari kerja pada bagian produksi stik bambu dan kertas sembahyang PT. Bamindo Agrapersada adalah 6 hari kerja selama seminggu (Senin s/d Sabtu) mulai dari pukul 08.00 WIB – 17.00 WIB.
2.6.1. Sistem Pengupahan dan Fasilitas Lainnya
Pengupahan pada perusahaan ini terdiri atas: 1. Gaji Pokok
2. Insentif
Untuk karyawan yang melakukan kerja lembur akan memperoleh tambahan upah yang dihitung berdasarkan tarif upah lembur (TUL). Selain gaji pokok, perusahaan juga memberikan jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain:
a. Tunjangan Hari Raya dan Tahun Baru b. Tanggungan kecelakaan kerja
c. Tunjangan kemalangan, dan lain sebagainya
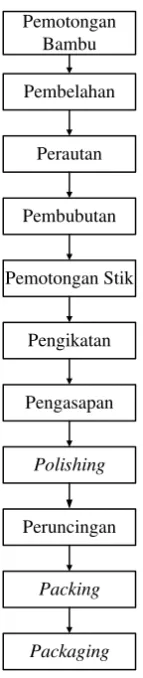
2.7. Proses Produksi
II-7
Pemotongan Bambu
Pembelahan
Perautan
Pembubutan
Pemotongan Stik
Pengikatan
Pengasapan
Polishing
Peruncingan
[image:36.595.295.367.112.453.2]Packing Packaging
Gambar 2.2. Blok Diagram Proses Produksi Sumpit Bambu (Chopstick)
2.7.1. Standar Mutu Bahan
2.7.2. Bahan-bahan yang Digunakan
Bahan-bahan yang akan digunakan untuk proses produksi berupa bahan utama, bahan penolong dan bahan tambahan, bahan-bahan ini dapat dijabarkan sebagai berikut :
1. Bahan Baku
Bahan baku merupakan bahan yang diolah secara langsung dalam proses produksi dan mengalami perubahan sifat ataupun bentuk. Bahan baku yang digunakan pada PT Bamindo Agrapersada adalah bambu tua yang bersumber dari daerah Bohorok.
2. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk membantu proses produksi dan merupakan bahan yang bersifat esensial dalam membantu meningkatkan kualitas produk. Bahan tambahan yang digunakan pada produk chopstick ini adalah:
a. Kemasan, yaitu bahan yang digunakan untuk mengemas chopstik, dimana satu kemasan terdiri dari sepasang atau 2 sumpit bambu.
b. Plastik, yaitu bahan yang digunakan untuk membungkus chopstik yang siap untuk dikirim.
3. Bahan Penolong
II-9
Tali digunakan untuk memudahkan dalam proses pemanggangan dan belerang digunakan untuk sterilisasi sumpit dalam proses pemanggangan.
2.7.3. Uraian Proses Produksi
Salah satu produk yang diproduksi oleh PT Bamindo Agrapersada adalah chopstick. Adapun proses produksi chopstick dapat diuraikan sebagai berikut:
1. Batang bambu yang telah dipilih sebelumnya dipotong sesuai ukuran dengan panjang berkisar 1 m dengan menggunakan mesin raw bamboo sawing. 2. Batang bambu yang telah dipotong kemudian dibelah dengan menggunakan
mesin bamboo spliting menjadi bilah-bilah bambu.
3. Bilah bambu tersebut kemudian diraut untuk memisahkan daging dengan kulit bambu pada mesin fixed width slicer.
4. Setelah diraut, bambu kemudian dibubut pada mesin bamboo wool slicer dan dibentuk menjadi potongan-potongan stik.
5. Potongan stik kemudian dipotong menjadi sumpit bambu pada mesin précised cutting dengan panjang 25 cm.
6. Sumpit-sumpit tersebut kemudian diikat dan dimasukkan ke mesin oven pengasapan. Pada mesin oven pengasapan, sumpit dipanggang pada suhu 80º C selama 2 jam dan diasapi dengan asap yang dihasilkan belerang.
8. Setelah sumpit dipolish, kemudian sumpit dimasukkan ke mesin chopstick sharpening untuk diruncingkan ujungnya.
9. Setelah diruncingkan, sumpit kemudian dimasukkan ke mesin chopstick packing untuk dipacking. Dalam 1 kemasan terdapat sepasang sumpit bambu.
10. Setelah dipacking sumpit kemudian dipackaging dalam plastik besar yang kemudian dibawa ke gudang produk jadi untuk disimpan.
2.8. Mesin dan Peralatan Produksi
2.8.1. Mesin Produksi
Mesin-mesin produksi yang digunakan oleh PT Bamindo Agrapersada adalah sebagai berikut :
1. Mesin Raw Bamboo Sawing
Fungsi :Memotong bambu menjadi ukuran tertentu Jumlah : 2 unit
Model :ZG-1
Daya :2.2 KW
Kecepatan poros utama :2550 rpm 2. Mesin Bamboo Spliting
Fungsi : Membelah bambu menjadi beberapa bilah bambu Jumlah : 2 unit
II-11
Daya : 5,5 KW
Kecepatan poros utama : 1300 rpm 3. Mesin Fixed Width Slicer
Fungsi : Memisahkan kulit dan daging bambu Jumlah : 4 unit
Model : MZP-3 Daya : 10,6 KW
Ketebalan maksimum bambu yang dapat diproses : 25 mm Lebar maksimum bambu yang dapat diproses : 21 mm 4. Mesin Bamboo Wool Slicer
Fungsi : Menghaluskan atau membubut dan membelah bilah bambu menjadi potongan stik bambu panjang.
Jumlah : 4 unit Daya : 9,5 KW
Kecepatan poros utama : 4.600 rpm 5. Mesin Precised Cutting
Fungsi : Memotong potongan stick yang masih panjang menjadi stick berukuran 20 cm.
Jumlah : 2 unit Daya : 1,5 KW
Fungsi : menetralkan stick dari bakteri dan jamur. Jumlah : 6 unit
7. Mesin Stick Polishing
Fungsi : menghilangkan abu belerang dari proses pemanggangan Jumlah : 2 unit
Daya : 1,5 KW
8. Mesin Chopstick Sharpening
Fungsi : meruncingkan salah satu sisi stick sumpit Jumlah : 4 unit
Daya : 2,2 KW
Kecepatan poros utama : 5.000 rpm 9. Mesin Chopstick Packing
Fungsi : Mengemas dan mengikat sumpit bambu (chopstick) dalam 1 bag. Jumlah : 2 unit
Daya : 0.37 KW/220V
2.8.2. Peralatan (Equipment)
PT Bamindo Agrapersada memiliki troli yang berfungsi sebagai alat pemindahan bahan dari satu stasiun kerja ke stasiun kerja yang lainnya.
II-13
PT Bamindo Agrapersada melengkapi tenaga kerjanya dengan menggunakan Alat Pelindung Diri (APD) dalam menjalankan pekerjaanya. Alat pelindung diri yang digunakan oleh tenaga kerja di PT Bamindo Agrepersada adalah sebagai berikut:
1. Masker
Masker berfungsi untuk melindungi sistem pernafasan tenaga kerja dari serpihan-serpihan halus yang mungkin terhirup saat pembuatan sumpit 0berlangsung.
2. Sepatu pelindung (safety shoes)
Sepatu pelindung digunakan oleh pekerja yang bertugas untuk merendam bambu dan mencampurkannya dengan larutan kimia untuk mencegah terjadinya kontak dengan kulit si pekerja.
2.10. Waste Treatment
III-1
BAB III
LANDASAN TEORI
3.1. Supply Chain dan Supply Chain Management
3.1.1. Supply Chain
Menurut I. Nyoman Pujawan1
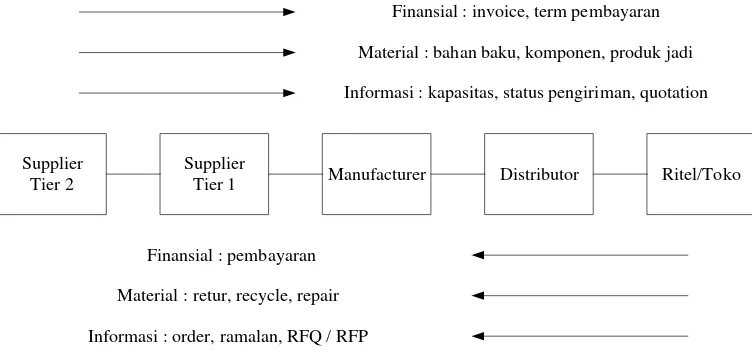
Pada suatu supply chain biasanya ada 3 macam aliran yang harus dikelola. Pertama adalah aliran barang yang mengalir dari hulu (upstream) ke hilir (downstream). Contohnya adalah bahan baku yang dikirim dari supplier ke pabrik. Setelah produk selesai diproduksi, mereka dikirim ke distributor, lalu ke pengecer atau ritel, kemudian ke pemakai akhir. Yang kedua adalah aliran uang dan sejenisnya yang mengalir dari hilir ke hulu. Yang ketiga adalah aliran informasi yang bisa terjadi dari hulu ke hilir ataupun sebaliknya. Informasi tenteng persediaan produk yang masih ada di masing-masing supermarket sering dibutuhkan oleh distributor maupun pabrik. Informasi tentang ketersediaan kapasitas produksi yang dimiliki oleh supplier juga sering dibutuhkan oleh pabrik. Informasi tentang status pengiriman bahan baku sering dibutuhkan oleh
supply chain adalah jaringan perusahaan
yang secara bersama-sama bekerja untuk menciptakan dan menghantarkan suatu produk ke tangan pemakai akhir. Perusahaan-perusahaan tersebut biasanya termasuk supplier, pabrik, distributor, toko atau ritel, serta perusahaan pendukung seperti perusahaan jasa logistik.
1
III-2
perusahaan yang mengirim maupun menerima. Perusahaan pengapalan harus membagi informasi seperti ini supaya pihak-pihak yang berkepentingan bisa memonitor untuk kepentingan perencanaan yang lebih akurat. Gambar 3.1. memberikan ilustrasi konseptual sebuah supply chain.
Supplier
Tier 2 Manufacturer Distributor Ritel/Toko
Supplier Tier 1
Finansial : invoice, term pembayaran Material : bahan baku, komponen, produk jadi Informasi : kapasitas, status pengiriman, quotation
[image:44.595.123.499.233.409.2]Finansial : pembayaran Material : retur, recycle, repair Informasi : order, ramalan, RFQ / RFP
Gambar 3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran yang
Dikelola
3.1.2. Supply Chain Management
Menurut I. Nyoman Pujawan2
2
ibid., hlm. 7
metode yang terintegrasi dengan dasar semangat kolaborasi. Ada beberapa definisi tentang SCM. Misalnya, the Council of Logistics Management memberikan definisi berikut:
Supply Chain Management is the systematic, strategic coordination of
the traditional business functions within a particular company and across
businesses within the supply chain for the purpose of improving the long-term
performance of the individual company and the supply chain as well.
Jadi, supply chain management tidak hanya berorientasi pada urusan internal sebuah perusahaan, melainkan juga urusan eksternal yang menyangkut hubungan dengan perusahaan-perusahaan partner. Perusahaan-perusahaan yang berada suatu supply chain pada intinya ingin memuaskan konsumen akhir yang sama, mereka harus bekerjasama untuk membuat produk yang murah, mengirimkannya tepat waktu, dan dengan kualitas yang bagus. Hanya dengan kerjasama antara elemen-elemen pada supply chain tujuan tersebut akan bisa dicapai. Oleh karena itu, cukup tepat kalau banyak orang mengatakan bahwa persaingan dewasa ini bukan lagi antara satu perusahaan dengan perusahaan yang lain, tetapi antara supply chain yang satu dengan supply chain yang lain.
3.1.3. Vendor Managed Inventory (VMI)
Menurut I Nyoman Pujawan3
3
ibid., hlm. 123-124
III-4
tahu lebih lanjut kenapa perusahaan pembeli memesan sejumlah tersebut. Praktek di atas mengakibatkan inefisiensi karena beberapa alasan. Pertama, pemasok tidak mendapat cukup ‘early signal’ dari pembeli akan jumlah dan waktu pesanan. Akibatnya, pemasok meramalkan apa, kapan, dan berapa yang akan dipesan oleh pembeli. Ini tentu mengakibatkan pemasok harus menyimpan persediaan lebih banyak untuk mengantisipasi ketidakpastian pesanan dari pelanggan atau pembeli. Kedua, pemasok sering harus mengubah jadwal produksi secara tiba-tiba karena apa yang diminta pelanggan tiba-tiba berubah dari apa yang diperkirakan oleh pemasok atau karena pelanggan yang lebih penting tiba-tiba melakukan pesanan mendadak sehingga produksi untuk memenuhi pesanan dari pelanggan ‘kelas dua’ terpaksa dijadwal ulang. Perubahan pada jadwal produksi selanjutnya mengakibatkan perubahan pada kebutuhan bahan baku, komponen, maupun jam kerja. Perubahan yang terlalu sering pada jadwal produksi bisa mengakibatkan apa yang dinamakan ‘schedule nervousness’. Di samping inefisiensi, fenomena di atas juga mengakibatkan service level yang rendah karena banyak permintaan yang tidak akan bisa dipenuhi tepat waktu.
Sebagai jawaban terhadap beberapa masalah tersebut, dewasa ini banyak perusahaan yang mengubah praktek di atas dengan model yang dinamakan vendor managed inventory (VMI). Pada model ini perusahaan pembeli tidak lagi
dimaksud disini adalah perusahaan manufaktur, informasi permintaan yang dimaksud mungkin berupa informasi kebutuhan mereka terhadap bahan baku atau komponen dalam beberapa periode mendatang. Dengan mengetahui informasi tersebut, pemasok akan menentukan sendiri waktu dan jumlah pengiriman ke perusahaan pembeli. Tentu pembeli juga harus memberikan indikasi berapa minimum dan maksimum persediaan yang mereka harapkan.
Diperlukan koordinasi dan pertukaran informasi yang lancar antara kedua belah pihak untuk menjamin VMI ini berjalan dengan baik. Mereka yang sukses menerapkan program VMI adalah yang memiliki infrastruktur komunikasi dan informasi yang bagus sehingga pembeli bisa memberikan data penjualan maupun persediaan dari waktu ke waktu secara real time. Pemasok juga harus punya kemampuan untuk mengambil keputusan pengiriman dengan tepat. Kemampuan untuk menganalisis pola permintaan, lead time pengiriman, dan meramalkan permintaan perlu dimiliki oleh pemasok. Mereka juga harus sama-sama memahami beberapa service level yang harus dicapai.
Menurut M.A. Darwish dan O.M. Odah4
4
M.A. Darwish dan O.M. Odah, “Vendor managed inventory model for single-vendor multi-retailer supply chains”, Eurpoean Journal of Operation Research(Online), 2010, hlm. 473
Vendor Managed Inventory
III-6
Menurut Yuliang Yao5 berdasarkan gambaran sistem, Vendor Managed Inventory adalah sebuah metode yang dapat meningkatkan kinerja supply chain
dengan cara mngurangi tingkat persediaan dana meningkatkan efesiensi pemakaian biaya. Vendor Managed Inventory (VMI) adalah sebuah kolaborasi insiatif yang menempatkan peran pemasok bertanggung jawab untuk mengatur persediaan dan menjaga tingkat persediaan minimum pembeli. Hal ini memerlukan sebuah integrasi anatara pemasok dan pembeli baik berupa saling tukar informasi mengenai permintaan, bussines process, dan proses perekayasaan produksi.
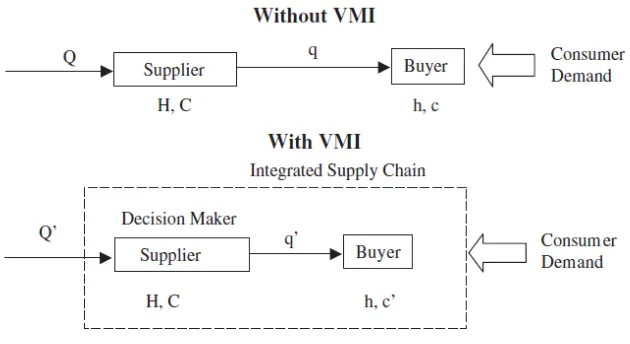
[image:48.595.157.472.499.671.2]Manfaat potensial yang didapatkan dari VMI melalui penekanan jumlah biaya persediaan antara pembeli dan pemsok, biaya pemesanan, dan penekanan biaya back order akibat fluktuasi permintaan dan pengaruh bullwhip effect. Dengan adanya sistem yang tersinkron terhadap inventory berdasarkan penetapan lot bersama dan re-order point pada Gambar 3.2.
Gambar 3.2. Model Integrasi Jaringan Kerja VMI
5
Di mana :
Q/q : Jumlah Order H/h : Biaya Pengiriman C/c : Biaya Pemesanan
3.2. Persediaan
3.2.1. Definisi Persediaan
Menurut Sukaria Sinulingga6
Menurut Sukaria Sinulingga
inventory atau persediaan pada dasarnya
ialah sejumlah item (bahan baku, bahan penolong, part, komponen, produk setengah jadi, produk akhir) dalam keadaan menunggu untuk diperlakukan atau dikenakan sesuatu kegiatan berikutnya. Inventory memunculkan tambahan biaya seperti biaya penyimpanan, biaya idle capital, resiko kerusakan, dan kehilangan selama penyimpanan dan lain-lain. Situasi ini sama sekali tidak menghasilkan value added bahkan ada kemuingkinan selama penyimpanan bahan-bahan tidak hanya mengalami kerusakan, tetapi juga mengalami kemorosotan fungsi karena terlalu lama tersimpan dalam gudang. Biaya penyimpanan akan meningkat dengan meningkatnya jumlah bahan yang disimpan dan lamanya waktu penyimpanan.
3.2.2. Perencanaan Persediaan
7
6
Sukaria Sinulingga, Perencanaan dan Pengendalian Produksi, (Yogyakarta: Graha Ilmu, 2009), hlm. 69
hampir setiap sistem produksi membutuhkan persediaan (inventory). Dalam perusahaan manufaktur, dibutuhkan persediaan
7
III-8
bahan baku, work-in-progress, produk akhir dan supplies. Di perusahaan jasa industri rumah sakit dibutuhkan persediaan obat-obatan, bahan-bahan makanan, dan peralatan medis. Di kantor-kantor pemerintahan dibutuhkan persediaan bahan-bahan administrasi seperti kertas, blanko/formulir, dan peralatan tulis lainnya.
Ada beberapa motif pengadaan persediaan yaitu pelayanan, antisipasi dan spekulasi. Motif pelayanan berkaitan dengan upaya manajemen untuk selalu dapat memenuhi permintaan pelanggan yang sewaktu-waktu muncul. Dengan adanya persediaan, maka hanya permintaan yang bersifat ekstrim yang tidak dapat dipenuhi. Motif antisipasi berhubungan dengan upaya untuk memenuhi permintaan di masa yang akan datang yang sifatnya sering tidak menentu. Apabila permintaan lebih besar dari yang diperkirakan maka kekurangannya akan dipenuhi dari persediaan. Dengan cara demikian tingkat pelayanan kepada pelanggan dapat dipertahankan cukup tinggi. Motif spekulasi berhubungan dengan keinginan untuk mendapatkan keuntungan dari persediaan karena ada dugaan dalam waktu yang tidak lama akan terjadi kenaikan harga. Persediaan akan dijual apabila harga telah mengalami kenaikan sehingga keuntungan yang lumayan dapat diperoleh.
3.3. Lot Sizing
3.3.1. Joint Economic Lot Sizing (JELS)
Menurut Wenyih Lee8
Supplier K(n+1)Q/f Manufacturer Q Buyer
(n+1)Q Raw
material
Finished goods
order order
Joint Economic Lot Sizing adalah sebuah model
[image:51.595.114.514.391.469.2]perhitungan lot size yang bertujuan untuk menentukan ukuran lot yang optimal dengan mengintegrasikan lot pesanan bahan baku dari supplier, lot produksi dari pemanufaktur yang memproduksi dalam batch dengan jumlah tertentu (finite rate) secara periodik dan mengirimkan produk jadi (finished goods) ke costumer dengan ukuran lot yang tetap, sehingga costumer memliki demand rate yang konstan yang dijelaskan pada Gambar 3.3.
Gambar 3.3. Model Integrasi Kontrol Persediaan
Di mana :
Q/q : Jumlah Order ke Konsumen K(n+1)Qt : Jumlah dari Supplier
: Feedback Informasi
8
III-10
Model integrasi ini dikembangkan untuk meminimumkan total biaya per unit waktu pemesanan bahan baku (raw material ordering cost) dan biaya penyimpanan bahan baku (raw material holding cost).
Dengan:
D = Demand tahunan pembeli (buyer) (unit/tahun) P = Production rate pemanufaktur (unit/tahun)
Dr = Demand bahan baku (raw material) per tahun (unit/tahun)
F = faktor konversi bahan baku (raw material) ke dalam produk jadi (finished good)
A = Biaya pemesanan pembeli (Rp/order)
S = Biaya setup produksi pemanufaktur (Rp/batch) G = Biaya pemesanan bahan baku manufaktur (Rp/order) Cq = Biaya penyimpanan produk pembeli (Rp/unit)
Cv = Biaya penyimpanan produk jadi pemanufaktur (Rp/unit) Cr = Biaya simpan bahan baku (Rp/unit)
r = annual capital cost per rupiah invested in inventory Q = ukuran pemesanan lot pembeli ( unit/order)
Qm = Ukuran Lot Produksi (unit/cycle)
3.3.2. Langkah Perhitungan Joint Economic Lot Sizing (JELS)
Menurut Jia-Tzer Hsu dan Lie-Fern Hsu9
1. Meginput nilai variabel yang diperlukan meliputi jumlah permintaan (D), laju produksi (P), biaya setup produksi (Sv), biaya pemesanan pembeli (SB), biaya penyimpanan produk oleh pembeli (hB), biaya penyimpanan produk oleh vendor (hv), biaya backorder (b), biaya jaminan (v), biaya pemeriksaan
produk akhir (d), dan peluang kecacatan produk (x), biaya transportasi (F). prosedur pencarian solusi optimal menunjukan langkah-langkah yang digunakan untuk mencari variabel keputusan yang akan memberikan solusi yang optimal beberapa langkah pencarian varabel keputusan solusi optimal adalah sebagai berikut :
2. Menentukan nilai E[y], E[y2 ], dan E[(1-y)2]
Di mana nilai Ekspektasi E[y] dapat dihitung dengan cara berikut Probability density function f(y) :
2 ] [
) ( ]
[
0 )
(
0 0
1 0
{
x y E
dy x y dy y yf y
E
Otherwise
x y for y
f
X X
x
=
= =
< < =
∫
∫
……. (1)Dan nilai Ekspektasi E[y2] dapat dihitung dengan cara :
9
III-12 3 ] [ ) ( ] [ 2 2 0 2 0 2 2 x y E dy x y dy y f y y E X X = = =
∫
∫
……. (2)Dan n.ilai Ekspektasi E[(1-y)2] dapat dihitung dengan cara :
3 1 ] ) 1 [( ) 1 ( ) ( ) 1 ( ] ) 1 [( 2 2 0 2 0 2 2 x x y E dy x y dy y f y y E X X + − = − − = − = −
∫
∫
……. (3)3. Penentuan nilai n= i
4. Menghitung nilai lot gabungan optimum (Q*(n)) dengan persamaan
(
)
− + − − + − + − + − − + + = 2 ] [ 1 ) ( 2 ] 2 [ 2 ] [ 2 ] ) 1 ( 2 [ ( )) / )( 2 ( ]) [ 1 )( 1 (( n ) ( 2 ) ( * y E b h B h B y E y E y E h B P D n y E n hv D nF B S Sv n Q … (4) DenganD = jumlah permintaan produk (kg/tahun) P = laju produksi (kg/tahun)
x = peluang kecacatan produk yang dihasilkan Q = ukuran lot pemesanan produk oleh pembeli (kg) QP = ukuran batch produksi (kg) = nQ
SB = biaya pemesanan produk oleh pembeli (Rp) Sv = biaya setup produksi (Rp)
B = jumlah maksimum backorder (kg) b = biaya backorder (Rp/kg.tahun)
n = frekuensi pengiriman produk ke pembeli v = biaya jaminan produk cacat (Rp/kg) d = biaya pemeriksaan produk akhir (Rp/kg)
F = biaya tranportasi pengiriman produk ke buyer (Rp) 5. Menghitung nilai B dengan menggunakan persamaan
) ( ]) [ 1 ( ) ( * 2 b h h y E Q n B B B + − = ……(5)
6. Menghitung Total biaya (TC) untuk n=1 dengan persamaan
= − + − + − + − + − + − − + + + + + ]) [ 1 ( 2 2 1 E[y]) (1 ]) y2 E[ -Q(E[y] E[y]) Q(1 B2 2 E[y]) -(1 ] y) -(1 2 QE[ 2 1 B 2 ) 1 ( E[y]) 2P(1 E[y]) -P(1 QD v h E[y]) -(1 d)D (vE[y] E[y]) -Q(1 FD E[y]) -nQ(1 ) (Sv ) , , ( y E Q B b B h Q n nQD D S B B Q n TC ……… (6) 7. Kemudian Nilai TC yang didapat dibandingkan dengan nilai TC sebelumnya
yang diperoleh melalui iterasi. Apabila nilai TC saat n=i lebih besar dari pada nilai TC saat n=i-1, iterasi dihentikan (stop), perhitungan dilanjutkan ke langkah 9. Apabila nilai TC ketika n=i lebih rendah dari pada nilai TC ketika n=i-1, maka perhitungan dilanjutkan ke langkah 8.
8. Menentukan nilai n=i+1 untuk iterasi baru. Setelah itu mengulangi perhitungan pada langkah 4 sampai 7.
V-1
IV-1
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Bamindo Agrapersada yang beralamat di Jalan Perintis Kemerdekaan No. 155 Binjai, Sumatera Utara. Penelitian yang dilakukan yaitu menghitung persediaan dan jumlah ukuran lot pada produk sumpit (chopstick). Waktu penelitian dilakukan pada Oktober 2014 sampai April 2015.
4.2. Objek Penelitian
Objek yang diamati dalam penelitian ini adalah produk sumpit (chopstick) yang di produksi di PT Bamindo Agrapersada.
4.3. Jenis Penelitian
Jenis penelitian yang dipakai dalam penelitian ini adalah jenis deskriptif, karena jenis penelitian ini hanya membuat deskripsi yang tepat, apa adanya tentang fakta-fakta dan sifat-sifat dari objek.11
1. Ukuran lot optimal yaitu ukuran lot yang diperoleh dengan metode Joint Economic Lot Sizing berdasakan model VMI.
4.4. Variabel Penelitian
Varibel penelitian yang akan diamati dalam penelitian ini yaitu:
11
2. Jumlah Permintaan yaitu banyaknya permintaan (demand) dari buyer kepada perusahaan tiap bulan.
3. Laju Produksi yaitu kemampuan perusahaan memproduksi sejumlah unit produk dalam satuan waktu tertentu.
4. Persentase produk cacat adalah perbandingan jumlah kecacatan produk terhadap jumlah produk yang dihasilkan.
5. Biaya antara lain : biaya backorder, biaya pemesanan pembeli, biaya simpan produk pada vendor dan buyer, biaya transoportasi, biaya jaminan atas kecacatan produk, dan biaya pemeriksaan produk akhir.
4.5. Kerangka Berpikir
IV-3
Penentuan Joint Lot Size Ukuran Lot Gabungan Single Vendor Multi Buyer
Laju Produksi Jumlah permintaan
[image:58.595.112.510.138.306.2]Biaya Persentase produk cacat
Gambar 4.1. Kerangka Berpikir
4.6. Rancangan Penelitian
Penelitian ini dilaksanakan dengan mengikuti langkah-langkah berikut: 1. Pada awal penelitian dilakukan studi pendahuluan untuk mengetahui kondisi
perusahaan, proses produksi, jumlah kecacatan produk, sistem persediaan, dan informasi pendukung lain yang diperlukan serta studi literatur tentang metode pemecahan masalah yang digunakan dan teori pendukung permasalahan ukuran lot optimum ekonomis (Joint Economic Lot Sizing). 2. Tahapan berikutnya adalah pengumpulan data sekunder yang diperoleh dari
bagian penjualan berupa jumlah permintaan (demand) dan stock level perusahaan untuk produk sumpit (chopstick).
3. Dilakukan pengolahan data dari data sekunder yang telah dikumpulkan. 4. Dilakukan analisis terhadap hasil pengolahan data.
Studi Pendahuluan
1. Kondisi Pabrik 2. Proses Produksi 3. Informasi pendukung
Mulai
Data Awal Permasalahan
Pengumpulan Data
• Teknik Wawancara
• Studi Kepustakaan
Pengolahan Data
• Penetapan total biaya optimum
• Penentuan ukuran lot gabungan
• Pengolahan data dengan analisis sensitivitas
Data Sekunder
• Data Historis biaya pemesanan pembeli dan tranportasi, biaya penyimpanan pada vendor dan
buyer, biaya backorder,biaya pemeriksaan produk akhir, dan biaya jaminan
• Data Historis jumlah persediaan, jumlah permintaan produk sumpit (chopstick), laju produksi dan data jumlah kecacatan produk.
Analisis Pemecahan Masalah Ukuran Lot
Gabungan Optimum dengan Total Cost terkecil
Kesimpulan dan Saran
A
Selesai
[image:59.595.104.537.77.669.2]A
IV-5
4.7. Pengumpulan Data
Pada penelitian ini teknik pengumpulan data yang dilakukan adalah berupa:
1. Teknik wawancara, yaitu dengan melakukan wawancara dengan pihak manajemen perusahaan untuk memperoleh informasi yang diperlukan guna pencapaian tujuan penelitian.
2. Studi kepustakaan, yaitu dengan melakukan rekapitulasi jumlah permintaan (demand) dan stock level di periode berjalan produk sumpit (chopstick) dan dengan mempelajari buku-buku dan jurnal penelitian terdahulu yang berkaitan dengan supply chain dengan pendekatan vendor managed inventory (VMI) sehingga diperoleh kebijakan bersama terhadap ukuran lot gabungan ekonomis (Joint Economic Lot Sizing) yang terintegrasi sehingga dapat mereduksi total biaya rantai pasok baik biaya persediaan, pengiriman, dan backorder akibat faktor ketidakpastian.
4.8. Pengolahan Data
Pengolahan data dilakukan dengan menggunakan pendekatan Vendor managed Inventory (VMI):
ordering cost, backorder yang mana turunan total biaya akan menghasilkan
formulasi matematis joint lot size.
2. Penentuan ukuran lot gabungan dengan metode JELS
Pada tahap ini dilakukan perhitungan ukuran lot berdasarkan model matematis yang telah ditentukan sebelumnya.
3. Analisis Sensitivitas
Model matematis yang telah dihasilkan diuji dengan menggunakan contoh perhitungan dari hasil penelitian sebelumnya. Tujuannya adalah ingin melihat sejauh mana perubahan hasil akhir yang diperoleh jika terjadi perubahan pada beberapa parameter.
Flow Chart pengolahan data dapat dilihat pada Gambar 4.3.
4.9. Analisis Pemecahan Masalah
Analisis pemecahan masalah dilakukan terhadap hasil pengolahan data metode JELS. Analisis sensitivitas dilakukan dengan menaikkan atau menurunkan nilai beberapa variabel yang berpengaruh terhadap total cost.
4.10. Kesimpulan dan Saran
IV-7
Mulai
Selesai
Optimum? Penentuan model dan algoritma berdasarkan
Joint Economic Lot Sizing
berdasarkan Variabel Biaya
Menentukan ukuran lot gabungan dengan metode
JELS
Melakukan analisis sensitivitas
Analisis Pemecahan Masalah
Kesimpulan dan Saran
Tidak
[image:62.595.219.398.70.710.2]Ya
V-1
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Permintaan dan Laju Produksi Produk Sumpit (Chopstick)
[image:63.595.100.527.367.609.2]Data jumlah permintaan produk sumpit (chopstick) dari perusahaan pembeli (buyer), data persediaan vendor, dan data laju produksi pada November 2013 sampai Oktober 2014 dapat dilihat pada Tabel 5.1.
Tabel 5.1. Jumlah Permintaan, Jumlah Persediaan Sumpit dan Laju Produksi Sumpit
Periode
Jumlah Permintaan (kg)
Total Permintaan
(kg)
Total Persediaan
(kg)
Laju Produksi
(kg) JTS (kg) RUS(kg)
November 2013 7.563 4.793 12.356 11.879 12.344,4 Desember 2013 6.548 4.292 10.840 10.495 12.403,9 Januari 2014 7.398 3.841 11.239 10.863 11.880,9 Februari 2014 6.928 2.861 9.789 10.236 11.917,1 Maret 2014 7.054 4.267 11.321 12.012 12.381,0 April 2014 7.632 3.063 10.695 10.127 12.330,2 Mei 2014 7.891 4.874 12.765 12.329 11.379,1 Juni 2014 7.992 5.310 13.302 12.887 12.275,9 Juli 2014 6.834 2.140 8.974 9.285 12.428,6 Agustus 2014 7.012 4.011 11.023 11.581 12.942,2 September 2014 6.534 3.252 9.786 10.097 13.027,0 Oktober 2014 6.238 4.645 10.883 11.321 12.819,3
Total 132.973 133.112 148.129,6
Keterangan : JTS = Jaya Tama Sakti RUS = Ramai Usaha Sejahtera
Sumber: PT. Bamindo Agrapersada
5.1.2. Data Persentase Produk Cacat
V-2
[image:64.595.157.465.195.436.2]Berikut data jumlah kecacatan yang ada di perusahaan pusat pada November 2013 sampai Oktober 2014 pada Tabel 5.2.
Tabel 5.2. Jumlah Produk Cacat
Periode Produk cacat (kg/bln)
Persentase Produk cacat (%)
November 2013 667,8 5,41
Desember 2013 534,6 4,31
Januari 2014 712,9 6,00
Februari 2014 607,8 5,10
Maret 2014 687,1 5,55
April 2014 679,4 5,51
Mei 2014 499,5 4,39
Juni 2014 540,1 4,40
Juli 2014 609,0 4,90
Agustus 2014 783,0 6,05
September 2014 574,5 4,41
Oktober 2014 587,1 4,58
Jumlah 7.482,9
Rata-rata 5,05
Sumber: PT. Bamindo Agrapersada
5.1.3. Biaya Pemesanan Produk dan Biaya Transportasi
Biaya pemesanan produk adalah semua biaya yang dikeluarkan pembeli setiap kali melakukan order. Biaya pemesanan produk yaitu sebesar Rp 250.000. Biaya transportasi dari vendor ke buyer adalah Rp 150.000 tiap kali pengiriman produk.
5.1.4. Biaya Penyimpanan Persediaan
sebagainya (storage cost). Biaya penyimpanan produk di pabrik sebesar Rp.3.500,-/kg.tahun sedangkan biaya penyimpanan produk oleh pembeli adalah
sebesar Rp. 3.000,-/kg.tahun.
5.1.5. Biaya Backorder, Biaya Pemeriksaan, dan Biaya Jaminan
Biaya backorder adalah biaya yang timbul akibat adanya penggantian produk jadi (replenishment) akibat stock-out atau kekurangan pemenuhan. Biaya backorder merupakan biaya tambahan di luar biaya produksi dikarenakan adanya
biaya ekstra untuk pengepakan dan pengiriman tambahan. Biaya ini ditetapkan oleh perusahaan sebesar Rp.2.800,-/kg. Biaya pemeriksaan merupakan suatu biaya yang timbul untuk memeriksa produk jadi, pada perusahaan ditetapkan sebesar Rp.700,-/ kg. Biaya jaminan adalah biaya yang ditetapkan perusahaan untuk menjamin pengembalian produk cacat yaitu sebesar Rp 1.400/kg.
5.1.6. Biaya Setup
Biaya setup adalah biaya untuk menyiapkan peralatan dan fasilitas sehingga dapat digunakan untuk memproduksi produk dalam setiap run produksi. Biaya setup pada PT Bamindo Agrapersada adalah sebesar Rp.1.000.000.
5.2. Pengolahan Data
5.2.1. Penetuan Ukuran Joint-Lot Optimal dan Biaya Total
V-4
optimal beberapa langkah pencarian varabel keputusan solusi optimal adalah sebagai berikut :
1. Meginput nilai variabel yang diperlukan meliputi jumlah permintaan (D), laju produksi (P), biaya setup produksi (Sv), biaya pemesanan pembeli (SB), biaya penyimpanan produk oleh pembeli (hB), biaya penyimpanan produk oleh vendor (hv), biaya backorder (b), biaya jaminan (v), biaya pemeriksaan
produk akhir (d), peluang kecacatan produk (x), dan biaya transportasi (F). 2. Menentukan nilai E[y], E[y2 ], dan E[(1-y)2]
Di mana nilai Ekspektasi E[y] dapat dihitung dengan cara berikut Probability density function f(y) :
2 ] [ ) ( ] [ 0 ) ( 0 0 1 0
{
x y E dy x y dy y yf y E Otherwise x y for y f X X x = = = < < =∫
∫
……. (1)Dan nilai Ekspektasi E[y2] dapat dihitung dengan cara :
3 ] [ ) ( ] [ 2 2 0 2 0 2 2 x y E dy x y dy y f y y E X X = = =
∫
∫
……. (2)Dan nilai Ekspektasi E[(1-y)2] dapat dihitung dengan cara :
3 1 ] ) 1 [( ) 1 ( ) ( ) 1 ( ] ) 1 [( 2 2 0 2 0 2 2 x x y E dy x y dy y f y y E X X + − = − − = − = −
∫
∫
……. (3)4. Menghitung nilai lot gabungan optimum (Q*(n)) dengan persamaan
(
)
− + − − + − + − + − − + + = 2 ] [ 1 ) ( 2 ] 2 [ 2 ] [ 2 ] ) 1 ( 2 [ ( )) / )( 2 ( ]) [ 1 )( 1 (( n ) ( 2 ) ( * y E b h B h B y E y E y E h B P D n y E n hv D nF B S Sv n Q … (4) DenganD = jumlah permintaan produk (kg/tahun) P = laju produksi (kg/tahun)
x = peluang kecacatan produk yang dihasilkan Q = ukuran lot pemesanan produk oleh pembeli (kg) QP = ukuran batch produksi (kg) = nQ
SB = biaya pemesanan produk oleh pembeli (Rp) Sv = biaya setup produksi (Rp)
hB = biaya penyimpanan produk oleh pembeli (Rp/kg.tahun) hv = biaya penyimpanan produk pemanufaktur (Rp/kg.tahun) B = jumlah maksimum backorder (kg)
b = biaya backorder (Rp/kg.tahun)
n = frekuensi pengiriman produk ke pembeli v = biaya jaminan produk cacat (Rp/kg) d = biaya pemeriksaan produk akhir (Rp/kg)
V-6
5. Menghitung nilai B dengan menggunakan persamaan
) ( ]) [ 1 ( ) ( * 2 b h h y E Q n B B B + − = ……(5)
6. Menghitung Total biaya (TC) untuk n=i dengan persamaan
= − + − + − + − + − + − − + + + + + ]) [ 1 ( 2 2 1 E[y]) (1 ]) y2 E[ -Q(E[y] E[y]) Q(1 B2 2 E[y]) -(1 ] y) -(1 2 QE[ 2 1 B 2 ) 1 ( E[y]) 2P(1 E[y]) -P(1 QD v h E[y]) -(1 d)D (vE[y] E[y]) -Q(1 FD E[y]) -nQ(1 ) (Sv ) , , ( y E Q B b B h Q n nQD D S B B Q n TC ……… (6) 7. Kemudian Nilai TC yang didapat dibandingkan dengan nilai TC sebelumnya
yang diperoleh melalui iterasi. Apabila nilai TC saat n=i lebih besar dari pada nilai TC saat n=i-1, maka perhitungan dilanjutkan ke langkah 9. Apabila nilai TC ketika n=i lebih rendah dari pada nilai TC ketika n=i-1, maka perhitungan dilanjutkan ke langkah 8.
8. Menentukan nilai n=i+1 untuk iterasi baru. Setelah itu mengulangi perhitungan pada langkah 2,3, dan 4.
9. Diperolehlah nilai n, Q, B, dan Qp yang memberikan nilai TC terendah. Dengan mengikuti langkah di atas di dapatkan untuk n= 1 yaitu:
1. Langkah Pertama
Input data yang ada pada PT Bamindo Agrapersada dapat dilihat pada Tabel
[image:69.595.239.382.192.390.2]5.3.
Tabel 5.3. Rekap Data Eksisting
D 132.973 kg/tahun P 148.129,6 kg/tahun Sv Rp 1.000.000
SB Rp 250.000
x 0,0505
v Rp 1.400/kg
d Rp 700/kg
b Rp 2.800/kg
hv Rp 3.500/kg.tahun hB Rp 3.000/kg.tahun
F Rp 150.000
Sumber: Pengolahan Data
2. Langkah Kedua
Menentukan nilai E[y], E[y2 ], dan E[(1-y)2] Probability density function f(y) :
02525 , 0 2 0505 , 0 2 ] [ ) ( ] [ 0 ) ( 0 0 1 0
{
= = = = = < < =∫
∫
x y E dy x y dy y yf y E Otherwise x y for y f X X x ……. (1)Dan nilai Ekspektasi E[y2] dapat dihitung dengan cara :
V-8
Dan nilai Ekspektasi E[(1-y)2] dapat dihitung dengan cara :
9505350083 , 0 3 0505 , 0 0505 , 0 1 3 1 ] ) 1 [( ) 1 ( ) ( ) 1 ( ] ) 1 [( 2 2 2 0 2 0 2 2 = + − = + − = − − = − = −
∫
∫
x x y E dy x y dy y f y y E X X ……. (3)3. Langkah Ketiga
Penetuan Jumlah n=i, misal perhitungan pada n=12. 4. Langkah Keempat
Perhitungan Q* dengan Persamaan (4):
− + − − + + − + − − + + = ) 2 3) 0,00085008 )(1 2.800) (3.000 3.0002 (( 083)] 2(0,000850 2(0,02525) 505350083 3.000[(0,9 )) 148.129,6 132.973 12)( (2 0,02525) 1)(1 3.500((12 12 973 . 132 )) 000 . 150 )( 12 ( 000 . 250 000 . 000 . 1 ( 2 ) 12 ( * Q
Q*(12) = 2.976,0 kg 5. Langkah Kelima
Menghitung nilai B dengan persamaan
) ( ]) [ 1 ( * ) 12 ( * 2 b h h y E Q B B B + − = ) 800 . 2 000 . 3 ( 000 . 3 0,02525) -(1 . 2.976,0 ) 12 ( * 2 + = B
B*(12) = 1.500,4 kg 6. Langkah Keenam
− + − + − + − + + − − − + + + + + = ) 02525 , 0 1 ( (8.933,8) 2 2 , 504 . 4 2 1 800 . 2 0,02525) (1 )] 3 0,00085008 -(0,02525) (8.933,8)[ ) 02525 , 0 1 (8.933,8)( 2 , 504 . 4 2 ) 2 , 504 . 4 ( 2 0,02525) -(1 ) 9505350083 , 0 ( (8.933,8) 2 1 000 . 3 2 (8.933,8) ) 1 12 ( 0,02525) 9)(1 2(148.126, ) 973 . 132 (8.933,8)( . 12 0,02525) -)(1 (148.126,9 ) 973 . 132 (8.933,8)( 3.500 0,02525) -(1 3 700)132.97 (0,02525) (1.400 0,02525) -8.933,8(1 132.973) (150.000)( 0,02525) -,8)(1 (12)(8.933 . 973 . 132 ) 000 . 250 (1.000.000 ) , , (n Q B TC
TC(n,Q,B) = Rp 123.616.295. 7. Langkah Ketujuh
Kemudian Nilai TC yang didapat dibandingkan dengan nilai TC sebelumnya yang diperoleh melalui iterasi. Apabila nilai TC saat n=i lebih kecil dari pada nilai TC saat n=i-1, maka perhitungan dilanjutkan ke langkah 8. Apabila nilai TC ketika n=i lebih besar dari pada nilai TC ketika n=i-1, iterasi dihentikan (stop), dilanjutkan ke langkah 9.
8. Langkah kedelapan
Menentukan nilai n=i+1 untuk iterasi baru. Setelah itu mengulangi perhitungan pada langkah 4 sampai 7.
9. Langkah Kesembilan
Diperolehlah nilai n, Q, B, dan Qp yang memberikan nilai TC terendah.
V-10
Tabel 5.4 Rekapitulasi Hasil Iterasi Total Cost
No n (ka