EVALUASI STRATEGI BISNIS PT. XYZ MENGGUNAKAN
INTEGRASI METODE BSC DAN DEMATEL
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
CANTRI H. HABEAHAN NIM. 100423033
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
II-3
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena atas Rahmat dan Karunia-Nya, penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana ini berjudul “EVALUASI STRATEGI BISNIS PT. XYZ MENGGUNAKAN INTEGRASI BSC DAN DEMATEL”. Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini masih jauh dari kesempurnaan. Oleh karena itu, penulis selalu terbuka mengharapkan kritik dan saran yang bersifat membangun dari semua pihak untuk kesempurnaan Tugas Sarjana ini ke depan. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Mei 2014
II-4
DAFTAR ISI
BAB
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN. ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA. ... iii
KATA PENGANTAR. ... iv
UCAPAN TERIMA KASIH. ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
II-5
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
II-6
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
2.6.4.3. Utilitas ... II-32
III LANDASAN TEORI ... III-1
3.1. Konsep Strategi ... III-1 3.1.1. Strategi dalam Balance Scorecard ... III-1 3.1.2. Balance Scorecard sebagai Sebuah Sistem
Manajemen ... III-2 3.1.3. Cara Mengimplementasikan Strategi Menjadi
Tindakan ... III-4 3.2. Evaluasi Kinerja Organisasi ... III-5 3.2.1. Akar Masalah dan Gejala Masalah ... III-6 3.2.2. Analisis Lingkungan Makro... III-6 3.2.3. Analisis Lingkungan Industri ... III-7 3.3. Perumusan Strategi ... III-12 3.4. Metode atau Instrumen Pengumpulan Data ... III-18 3.5. Penelitian Pendahulu ... III-19
II-7
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
4.3. Obyek Penelitian ... IV-2 4.4. Kerangka Konseptual Penelitan ... IV-2 4.5. Variabel Penelitian ... IV-3 4.6. Instrumen Penelitian ... IV-4 4.7. Populasi dan Sampel ... IV-5 4.8. Pengolahan Data ... IV-5 4.9. Analisis Pemecahan Masalah ... IV-12 4.10. Kesimpulan dan Saran ... IV-12
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1 5.2. Pengolahan Data ... V-6
5.2.1. Proses Transformasi Data Skala Ordinal ke Data Skala Interval ... V-6 5.2.2. Perhitungan Validitas ... V-19 5.2.3. Pengujian Reliabilitas ... V-22 5.2.4. Pengolahan Data Kuesioner dengan Metode
II-8
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
5.2.4.3. Perhitungan Matriks Total (Matriks T) ... V-29 5.2.4.4. Penjumlahan Baris dan Kolom Matriks T ... V-32 5.2.4.5. Perhitungan Threshold Value (α) ... V-33 5.2.4.6. Causeand Effect Relation Diagram ... V-34
VI ANALISI DAN PEMBAHASAN MASALAH ... VI-1
6.1. Balanced Scorecard Perspektive ... VI-1 6.2. Financial Perspective ... VI-3 6.3. Customer Perspective ... VI-4 6.4. Internal Process Perspective ... VI-7 6.5. Learning and Growth Perspective ... VI-9
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
II-9
DAFTAR TABEL
TABEL HALAMAN
2.1 Jadwal Kerja Golongan Staf ... II-6 2.2 Jadwal Kerja Golongan Karyawan ... II-6 2.3 Jenis Pulp Serat Panjang ... II-10 2.4 Jenis Pulp Serat Pendek ... II-10 2.5 Jenis Kalsium Karbonat ... II-12 2.6 Jenis-Jenis Cationic Retention Aid ... II-12 2.7 Jenis-Jenis Anti Foam ... II-13 2.8 Jenis Biocide ... II-13 2.9 Jenis Citric A ... II-13 2.10 Jenis Potassium Hydroxide ... II-14 2.11 Jenis-Jenis Coagulant ... II-14 2.12 Perbedaan Kertas Biasa dengan Kertas Rokok ... II-18 2.13 Spesifikasi Alat yang Digunakan pada Tangki Penampungan ... II-27 2.14 Spesifikasi Alat yang Digunakan pada Tangki Pengolahan Pulp ... II-28 3.1 Evaluasi Strategi untuk Motivasi dan Tanggung Jawab Pekerja ... III-5 3.2 Rangkuman Strategi yang Digunakan dalam Penelitian Business
II-10
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.3 Rekapitulasi Kuesioner DEMATEL Balance Scorecard Perspective ... V-5 5.4 Jumlah Skala Ordinal Hasil Rekapitulasi Kuesioner ... V-6 5.5 Hasil Transformasi Data Skala Ordinal ke Data Skala Interval dengan
Metode MSI ... V-17 5.6 Hasil Transformasi Data Ordinal untuk Balanced Scorecard
Perspective... V-18 5.7 Nilai X dan Y untuk Pertanyaan 1 Bagian Balanced Scorecard
Perspective... V-20 5.8 Rekapitulasi Pengujian Validitas Bagian Balance Scorecard
Perspective... V-21 5.9 Pengujian Reliabilitas untuk Balance Scorecard Perspective ... V-24 5.10 Tabulasi Pengujian Reliabilitas ... V-26 5.10 Data Hubungan FinancialPerspective terhadap Customer Perspective V-24 5.11 Hasil Transformasi Hubungan Financial Perspective terhadap
II-11
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.1 Prioritas Utama BSC Perspective ... VI-1 6.2 Pengelompokan Strategi Dispatcher dan Receiver BSC Perspective ... VI-2 6.3 Prioritas Utama Financial Perspective ... VI-3 6.4 Pengelompokan Srategi Dispatcher dan Receiver untuk Financial
Perspective... VI-4 6.5 Prioritas Utama Customer Perspective ... VI-5 6.6 Pengelompokan Srategi Dispatcher dan Receiver untuk Customer
Perspective... VI-6 6.7 Prioritas Utama Interncal Process Perspective ... VI-7 6.8 Pengelompokan Srategi Dispatcher dan Receiver untuk Internal
ProcessPerspective ... VI-8 6.9 Prioritas Utama Learning and Growth Perspective ... VI-10 6.10 Pengelompokan Srategi Dispatcher dan Receiver untuk Learning and
II-12
DAFTAR GAMBAR
GAMBAR HALAMAN
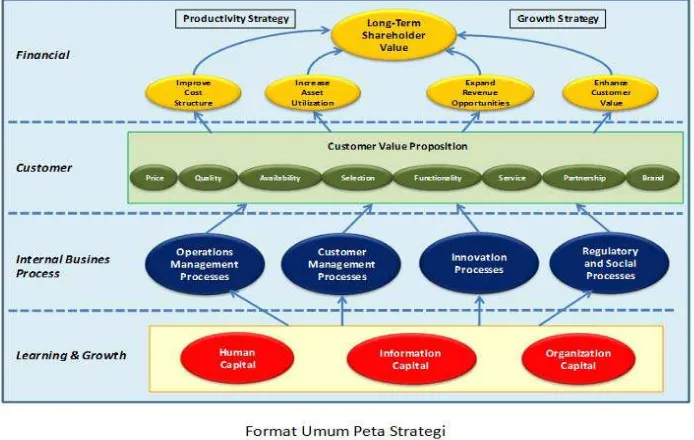
1.1 Grafik Pertumbuhan Pendapatan PT. XYZ 10 Tahun Terakhir ... I-2 2.1 Struktur Organisasi PT. XYZ ... II-5 2.2 Block Diagram Pembuatan Kertas Rokok ... II-26 3.1 Balance Scorecard Sebagai Sebuah Sistem Strategi Manajemen ... III-3 3.2 Perumusan Strategi dari Strategy Formulation Menjadi Strategy
Planning ... III-13 3.3 Gambaran Umum Strategy Map Kaplan dan Norton ... III-18 4.1 Block Digram Pengolahan Data ... IV-7 4.2 Block Diagram Tahap Dematel ... IV-11 4.3 Block Diagram Rancangan Penelitian ... IV-13 5.1 DEMATEL DigraphBalance Scorecard Perspective ... V-4 5.2 Cause and Effect Relationship Diagram Balance Scorecard
Perspective... V-36 5.3 Strategy Map untuk Keempat BalancedScorecard Perspective ... V-38 5.4 Strategi Map untuk Semua Strategi Masing-masing Balanced
II-13
ABSTRAK
Perkembangan industri yang semakin maju dan kompetitif menuntut perusahaan melakukan penyesuaian seiiring dengan kemajuan teknologi. Salah satu bentuk penyesuaiannya adalah harus memiliki strategi bisnis yang tepat. Strategi bisnis yang tepat merupakan salah satu faktor terpenting dalam kemajuan perusahaan dan kunci utama keberhasilan dalam mencapai tujuan perusahaan.
Strategi bisnis yang diperlukan PT. XYZ saat ini disusun sebanyak 22 starategi yang dikelompokkan kedalam empat perspektif Balanced Scorecard dan ditujukan pada karyawan level direktur dan manager perusahaan yang dianggap mengetahui strategi bisnis dan kondisi perusahaan. Hasil informasi yang diperoleh selanjutnya diolah dengan menggunakan DEMATEL.
Hasil penelitian menunjukkan bahwa perusahaan harus memprioritaskan perspektif Internal Process karena memiliki nilai pengaruh terbesar ((d-r) =1.5950) dari tiga perspektif lainnya. Perusahaan juga harus mengevaluasi dan mengoptimalkan pengalokasian sumber daya pada empat strategi yang menempati posisi teratas dari 22 strategi yaitu: Increasing of Market Capability (St10), Increasing of employees satisfaction (St18) Improving the technology base (St13)
dan Cost Decreasing (St4)dengan nilai pengaruh terbesar ((d-r) =1.7827; 1.5016;
1.1949 dan 0.9793).
II-14
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Saat ini, dunia industri mengalami perkembangan yang semakin pesat. Hal itu juga diikuti oleh pertumbuhan perekonomian yang menyebabkan operasional organisasi menjadi semakin kompleks. Kondisi tersebut menuntut perusahaan melakukan perbaikan business strategy yang seimbang dengan tepat. Rahasia businessstrategy perusahaan yang seimbang dan tepat adalah bekerja berdasarkan rencana yang tepat, komprehensif, memiliki tujuan yang jelas, transparan, terukur dan dapat diandalkan untuk meraih peluang utama yang tersembunyi di masa depan (Mulyadi 2001).
II-15
Objective : Increase Revenue
Key Initiatives : Increasing of Revenue Growth (%)
Sumber: PT. XYZ
Gambar 1.1 Grafik Pertumbuhan Pendapatan PT. XYZ 10 Tahun Terakhir
Tidak tercapainya target pendapatan bisa jadi juga diakibatkan perumusan strategi bisnis yang sangat kompleks dan saling berkaitan satu sama lain sehingga layak untuk diteliti. Berdasarkan dengan itu, maka perusahaan perlu mengambil langkah tehnik strategik untuk mengevaluasi beberapa aspek yang saling berkaitan. Hal ini dikarenakan, mengelola perusahaan dari aspek yang ada saat ini tidaklah cukup untuk menjalankan roda perusahaan. Aspek lain seperti produk yang menghasilkan value terbaik bagi customer, proses yang cost effective dan personel yang produktif dan berkomitmen perlu dipertimbangkan.
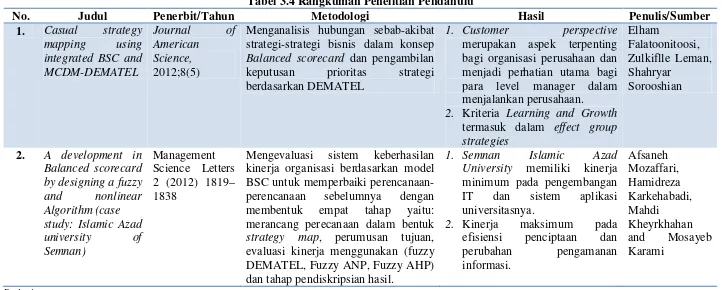
Ada beberapa penelitian yang telah pernah meneliti beberapa aspek yang terkait dalam strategi bisnis dengan beberapa metode yaitu: Sorooshian et al., (2012) dalam Casual Strategy Mapping Using Integrated BSC and MCDM-DEMATEL. Peneliti dengan menggunakan metode tersebut mengungkapkan bahwa permasalahan mengenai pelanggan / konsumen menjadi prioritas utama. Sama halnya dengan penelitian Heydariyeh et al., (2012) dalam A New Approach
0,0 5,0 10,0 15,0 20,0 25,0 30,0
II-16
to Analyze Strategy Map Using an Integrated BSC and FUZZY DEMATEL yang membuktikan bahwa permasalahan yang berhubungan dengan ketenagakerjaan menjadi prioritas utama.
Berdasarkan penjelasan diatas, maka penelitian ini menggunakan metode BSC dan DEMATEL. Mengevaluasi strategi bisnis menggunakan integrasi BSC dan DEMATEL memiliki keunggulan dalam menyelesaikan permasalahan yang saling berhubungan dalam strategi bisnis. Penggabungan kedua metode ini akan menghasilkan penyusunan prioritas strategi yang akan diambil perusahaan untuk mempertimbangkan dan mengambil keputusan strategi khususnya dalam hal tindakan pengalokasian sumber daya secara tepat. Pengintegrasian kedua metode ini juga dapat secara mudah dan cepat menganalisa hubungan sebab akibat strategi dalam hal keterkaitan yang terjadi antar strategi sehingga membentuk suatu kesatuan dalam bentuk strategi map..
1.2. Rumusan Permasalahan
II-17
1.3. Tujuan Penelitian
Berdasarkan rumusan permasalahan yang telah diuraikan di atas, maka tujuan penelitian ini adalah:
1. Mengetahui diagram hubungan sebab-akibat dari masing-masing perspective Balanced Scorecard yang terkait satu sama lain
2. Memetakan strategi dengan BSC
3. Menyusun strategi akhir terkait dengan strategi mana yang terpenting untuk dievaluasi perusahaan.
1.4. Batasan Masalah dan Asumsi
Penelitian dilakukan dalam batasan-batasan dan asumsi tertentu, antara lain:
1. Penelitian ini dilakukan hanya pada tahap perencanaan strategi yaitu konsep pemilihan strategi bisnis.
2. Pada tahap akhir penentuan dan pengambilan keputusan digunakan metode DEMATEL (Decision Making Trial and Evaluation Laboratory).
3. Responden terdiri dari direktur dan level manager perusahaan. Asumsi yang digunakan dalam penelitian ini adalah:
1. Narasumber memahami dengan baik kondisi perusahaan secara keseluruhan. 2. Pertanyaan-pertanyaan yang disusun, dianggap sudah mewakili keempat
II-18
3. Responden memahami pertanyaan-pertanyaan yang diajukan dalam kuesioner dan jawaban yang diberikan responden jujur apa adanya tidak diipengaruhi oleh pihak lain.
4. Kondisi perusahaan tidak berubah selama waktu penelitian dilakukan.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian, sebagai berikut: 1. Bagi Mahasiswa
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama di bangku perkuliahan dengan cara membandingkan teori-toeri ilmiah yang ada dengan permasalahn yang ada di perusahaan khususnya mengenai business strategy perusahaan, metode serta aplikasinya di lapangan.
2. Bagi Departemen Teknik Industri USU
Dapat meningkatkan hubungan kerjasama Departemen Teknik Industri dengan perusahaan.
3. Bagi Perusahaan
II-19
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan hasil penelitian ini bertujuan untuk memberikan gambaran tentang penelitian yang dilakukan secara umum. Sistematika yang digunakan adalah sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, serta sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menguraikan secara singkat tentang sejarah perusahaan, Visi dan misi perusahaan, lokasi perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen, serta proses produksi PT. XYZ.
Bab III Landasan Teori, berisi tentang tinjauan pustaka dan konsep yang digunakan sebagai landasan utama dalam melakukan analisa dan pemecahan persoalan penelitian, serta hasil studi kepustakaan lainnya yang dianggap turut membantu dalam pemecahan masalah. Landasan teori yang dimaksud berisi konsep strategi, evaluasi kinerja organisasi, perumusan strategi, metode atau instrumen pengumpulan data dan penelitian pendahulu.
Bab IV Metodologi Penelitian, mengemukakan tahap-tahap penelitian mulai dari awal penelitian hingga penyusunan laporan tugas sarjana, yang dimulai dari persiapan penelitian, pengambilan data, pengolahan data, analisis pemecahan masalah hingga kesimpulan dan saran yang ditulis secara ringkas.
II-20
kuesioner seperti evaluasi pertumbuhan pendapatan, profitabilitas perusahaan, motivasi dan tanggung jawab para pekerja, variabel-variabel strategi yang sangat diperlukan, analisis lingkungan eksternal dan internal perusahaan, dan data hasil penyebaran kuesioner serta data-data lain yang diperlukan. Kemudian data tersebut diolah untuk diperoleh hasil berupa strategi prioritas yang harus diperhatikan para level manajemen untuk diperbaiki dan ditingkatkan.
Bab VI Analisis Pemecahan Masalah, meliputi analisis terhadap strategi masing-masing Balanced Scorecard Perspective yang dihasilkan melalui integrasi BSC dan DEMATEL. Analsis pemecahan masalah ini menghubungkan hasil penelitian dengan permasalahan di perusahaan saat ini yang dapat memberikan pertimbangan dan solusi yang tepat bagi PT. XYZ
II-21
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Kimsari Paper Indonesia didirikan pada tanggal 24 Februari 1984 berdasarkan akte Notaris N0. 427, dengan men dapatkan Surat Persetujuan Presiden RI (SPP) No. 41/I/PMA/83 pada tanggal 31 Desember 1983. PT. Kimsari Paper Indonesia mulai melakukan produksi kertas pada tahun 1985. Anak perusahaan Schweitzer Mauduit International di Perancis, Papeteries De Mauduit (PDM), terlibat dalam desain dan konstruksi pabrik PT. Kimsari Paper Indonesia pada pertengahan tahun 1980-an, serta memberikan lisensi kepada PT. Kimsari Paper Indonesia untuk mengunakan merek dagang “PDM” dalam memasarkan produk PT. Kimsari Paper Indonesia di Indonesia. Sejak April tahun 2004 PT. Kimsari Paper Indonesia berubah menjadi PT. PDM sesuai dengan Surat Keputusan Badan Koordinasi Penanaman Modal No. 129/B.1/A.6/2004 tentang Perubahan Nama Perusahaan.
II-22
Produk PT. Pusaka Prima Mandiri mencakup kertas rokok dan Plug wrap konvensional untuk industri rokok. Sampai saat ini penjualan produk PT. Pusaka Prima Mandiri sebahagian besar untuk pasar Indonesia dan selebihnya untuk pasar luar negeri.
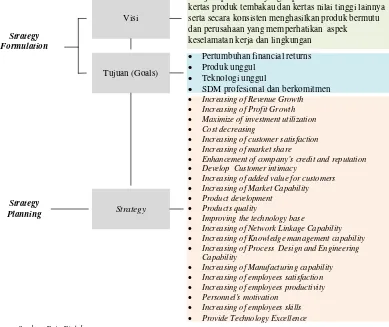
2.2. Visi dan Misi Perusahaan
Visi dari PT. Pusaka Prima Mandiri ini adalah “Menjadi perusahaan yang dapat diandalkan di industri kertas produk tembakau dan kertas nilai tinggi lainnya serta secara konsisten menghasilkan produk bermutu dan perusahaan yang memperhatikan aspek keselamatan kerja dan lingkungan”. Sedangkan Misinya adalah “Secara proaktif membina hubungan dengan pelanggan, mengantisipasi kebutuhan mereka dan bermitra dengan mereka untuk mendapatkan solusi kreatif dan yang memenuhi permintaan pelanggan, agar kita bisa menghasilkan produk-produk berkualitas tinggi sesuai yang diharapkan pelanggan dari PT. XYZ. Kita akan menyediakan tempat kerja yang aman bagi karyawan dan mematuhi semua peraturan pemerintah mengenai lingkungan, kesehatan dan keselamatan kerja”.
2.3. Lokasi Perusahaan
II-23
workshop, dan fasilitas lainnya yang mendukung proses produksi di PT. Pusaka Prima Mandiri.
2.4. Ruang Lingkup Bidang Usaha
Perusahaan ini bergerak dalam bidang industri pembuatan kertas rokok (cigarette paper) dan Plug wrap. Plug wrap diproduksi dalam bentuk lembaran sedangkan kertas rokok tersebut diproduksi dalam dua bentuk yaitu bobbin dan ream. Adapun ukurannya yaitu :
1. Bobbin (gulungan) a. lebar 24 - 29 mm b. Panjang 5500- 6000 cm 2. Ream (lembaran)
a. lebar 51 cm b. Panjang 76- 83 cm c. Jumlah 500 lembar
Produk tersebut dipasarkan kepada pabrik-pabrik rokok yang ada di Sumatera Utara dan Pulau Jawa. Pasar terbesar perusahaan terutama adalah Pulau Jawa dan Sumatera Utara, selebihnya ke luar negeri.
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi
II-24
perpaduan antara organisasi garis dan organisasi fungsional. Untuk ini harus ditambah dengan bagian staf yang terdiri dari para ahli. Kedudukan staf dapat setingkat dengan pucuk pimpinan dengan kepala bagian, mandor terkecuali buruh tidak mempunyai staf. Adapun struktur organisasi di PT. XYZ adalah seperti pada Gambar 2.1.
2.5.2. Uraian Tugas dan Tanggung Jawab
Dalam menjalankan aktivitas sehari-hari di suatu perusahaan untuk menghasilkan output dibutuhkan personil yang memegang jabatan tertentu dalam organisasi, dimana tiap personil mempunyai tugas, wewenang dan tanggung jawab tersendiri dengan cakupan yang jelas. Uraian tugas dan tanggung jawab masing-masing jabatan pada PT. PPM dapat dilihat pada Lampiran 1.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
Jumlah tenaga kerja pada PT. XYZ adalah sebanyak ± 160 orang yang
General Manager
Manager Produksi dan
Finishing
Manager Pengendalian
Kualitas
Manager Teknik Manager Pemeliharaan
Manager Pembelian Manager
Keuangan
Produksi
Note: Hubungan Garis
Hubungan Fungsional
M.SDM
Hubungan Luar Staf Pembelian
Maintenance
Elektricity Perencanaan
Teknik Staf
Pengendalian Kualitas
Finishing Bagian Proses
Data dan Komputer
Bagian Proses dalam Penjualan
dan Pemasaran
Bagian Kontrol Internal dan
Budget
Bagian Akuntansi
Tabel 2.1 Jadwal Kerja Golongan Staf
No. Waktu Keterangan
1 08.30 – 12.00 Kerja 2 12.00 – 13.30 Istirahat 3 13.30 – 17.00 Kerja 4 13.30 – 17.00 Kerja
Sumber : PT. XYZ
Untuk golongan karyawan, jadwal kerja dibagi atas 3 shif, dimana jam kerjanya pada hari senin – minggu adalah 7 jam sehari. Jadwal kerja golongan karyawan dapat dilihat pada Tabel 2.2.
Tabel 2.2 Jadwal Kerja Golongan Karyawan
Shif Waktu Keterangan
1
06.00 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 14.00 Kerja 2
14.00 – 18.00 Kerja 18.00 – 19.00 Istirahat 19.00 – 22.00 Kerja 3
22.00 – 02.00 Kerja 02.00 – 03.00 Istirahat 03.00 – 06.00 Kerja
Sumber : PT. XYZ
2.5.4. Sistem Pengupahan dan Fasilitas yang Digunakan
PT. XYZ memiliki 3 sistem pengupahan, yaitu: 1. Upah Bulanan
2. Upah Borongan
Upah borongan diberikan kepada karyawan yang bekerja pada masa tertentu dimana jumlahnya disesuaikan dengan perjanjian antara perusahaan dengan karyawan tersebut. Karyawan yang bekerja pada bagian ini ada 8 orang termasuk supir yang bertugas mengirim hasil produksi ke pabrik rokok yang ada di Sumatera maupun Pulau Jawa.
3. Upah Harian
Upah harian diberikan kepada karyawan harian lepas dan pembayarannya dilakukan perhari. Karyawan lepas ini berjumlah 7 orang, yang terdiri atas cleaningservice atau helper.
PT. XYZ memiliki sistem laporan penilaian terhadap karyawan yang digunakan untuk menentukan prestasi kerja serta kenaikan gaji atau upah terhadap karyawan tersebut. Sistem laporan penilaian tersebut antara lain:
1. Kualitas atas Mutu Kerja
Karyawan mampu melaksanakan pekerjaannya sesuai prosedur kerja yang ada di perusahaan dan mencapai hasil yang memuaskan.
2. Kuantitas Kerja
Karyawan mampu melaksanakan pekerjaannya lebih banyak dari rata-rata yang biasa dilakukan pekerja lainnya.
3. Pengetahuan Kerja
Karyawan mampu menguasai seluk-beluk pekerjaannya dengan baik. 4. Kepatuhan Kerja
5. Kerjasama
Karyawan dapat bekerjasama dan membina hubungan baik dengan rekan sekerja, sehingga dapat menciptakan suasana kerja yang kondusif.
6. Inisiatif
Karyawan mampu mengemukakan ide - ide dan saran yang membangun untuk kebaikan perusahaan.
7. Loyalitas Kepada Perusahaan
Karyawan tersebut mampu menjaga nama baik perusahaan dengan sikap teladan.
8. Kehadiran Kerja
Karyawan selalu datang teratur sesuai dengan jadwal kerja. 9. Keselamatan Kerja
Karyawan dapat melaksanakan pekerjaannya sesuai prosedur dan peraturan keselamatan kerja. PT. XYZ juga menyediakan sarana untuk kesejahteraan tenaga kerja, yaitu sebagai berikut:
a. Jaminan sosial untuk tenaga kerja (Jamsostek) b. Jaminan kesehatan
c. Tunjangan hari raya d. Tunjangan keluarga
2.6. Proses Produksi
didefinisikan sebagai suatu metode dan teknik-teknik mengubah input menjadi output sehingga hasil yang berupa barang atau jasa serta hasil sampingannya memiliki nilai tambah atau nilai guna yang berarti.
Pengolahaan proses tersebut dapat terjadi perubahan secara fisik seperti bentuk dan dimensi, maupun nonfisik seperti sifat, sedangkan yang dimaksud dengan nilai tambah adalah nilai keluaran yang bertambah secara fungsional dan ekonomis. Setiap perusahaan memiliki keinginan untuk meningkatkan produktivitanya sehingga diperlukan pemahaman terhadap proses produksi yang ada agar dapat mempermudah dalam menganalisa kerja perusahaan guna perbaikan sistem kerja. Perlu diketahui proses produksi di PT. XYZ yang meliputi bahan baku, bahan penolong, bahan pembantu serta tahapan proses produksi.
2.6.1. Bahan - bahan yang Digunakan
Bahan baku yang dimaksud adalah bahan yang digunakan dalam suatu produk dimana komponen-komponennya jelas tampak pada produk tersebut. Syarat utamanya adalah harus bersertifikat food grade (aman untuk makanan) dan tidak mengandung bahan berbahaya (non hazardousmaterial).
2.6.1.1.Bahan Baku Utama
Adapun bahan baku yang digunakan dalam proses produksi di PT. XYZ adalah:
1. Pulp Serat Panjang (Needle Bleached Kraft Pulp)
Gunanya untuk kerangka dasar struktur dan menjaga kekuatan kertas sewaktu masih dalam keadaan basah (wet strenght) dan mempertahankan kekuatan kertas agar tidak mudah putus (runability) pada proses pembuatan maupun pada mesin pembuat kertas rokok. Serat NBKP masih panjang dan harus dihaluskan melalui proses penggilingan (refining). Pulp serat panjang ini sangat banyak jenisnya, diantaranya dapat dilihat pada Tabel 2.3.
Tabel 2.3 Jenis Pulp Serat Panjang
Nama Jenis Negara Asal Dipakai (Aplikasi)
NBKP Caribo Serat Panjang Canada HydraPulper
NBKP Harmac Serat Panjang Canada HydraPulper
Fax Pulp Serat Panjang Afrika Selatan HydraPulper Abaca Pulp Serat Panjang Filipina HydraPulper Sumber : PT. XYZ
2. Pulp Serat Pendek (Leaf Bleached Kraft Pulp)
Berfungsi sebagai pembentuk perata sususnan kertas dan pengisi (sheet uniformity). Serat LBKP tidak perlu dihaluskan lagi agar tidak hancur. Pulp serat pendek ini beragan jenis, diantaranya disajikan pada Tabel 2.4.
Tabel 2.4 Jenis Pulp Serat Pendek
Nama Jenis Negara Asal Dipakai (Aplikasi)
3. Kertas Bekas ( Broke)
Kertas bekas merupakan kertas- kertas hasil produksi dari tiap Paper Machine yang tidak layak jual karena adanya kerusakan, tidak sesuai dengan standar yang ditetapkan konsumen ataupun sisi kertas yang terbuang. Pemakaian kertas bekas ini dapat mengurangi biaya produksi karena jumlahnya banyak dan juga dapat membantu kerataan formasi kertas serta kelengkungan. Jenis-jenis kertas broke adalah:
a. WetBroke
Yaitu kertas yang belum memasuki proses drying atau berasal dari sisiran pada saat pressing.
b. Dry Brooke
Yaitu broke yang telah kering atau telah memasuki drying namun putus dengan sendirinya.
2.6.1.2.Bahan Penolong
Bahan tambahan adalah bahan yang ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak dapat dibedakan pada produk. Bahan tambahan yang digunakan di PT. PPM adalah sebagai berikut:
1. Precipitated Calcium Carbonate
CaCO3 dengan struktur Calcite dan partikel size-nya berukuran 1.0 ± 0.2 µm
digunakan sebagai filler (bahan pengisi) kertas, pemerata pori-pori (porosity) dan memutihkan kertas (whiteness). Guna filler antara lain:
b. Meningkatkan tekstur agar permukaannya lebih halus dan komposisinya lebih seragam.
c. Meningkatkan opacity (daya tahan terhadap sinar) pada kertas. d. Membuat hasil cetakan menjadi lebih baik.
Jenis-jenis kalsium karbonat yang dipakai antara lain dapat dilihat pada Tabel 2.5.
Tabel 2.5. Jenis Kalsium Karbonat
Nama Jenis Negara /Daerah Asal Dipakai (Aplikasi)
PC 700 Tepung CaCO3 Jepang Dissolving Tank
Precarb 100 Tepung CaCO3 Malaysia Dissolving Tank
LA 100 Tepung CaCO3 Yogyakarta Dissolving Tank
Sumber : PT. XYZ
2. Cationic Retention Aid
Bahan dasar CRA (starch) dan gum arabicum, kanji kentang yang dibutuhkan untuk pengikat partikel buburan sehingga menghasilkan buburan pulp yang homogen dan menambah kekuatan kertas pada waktu basah maupun kering dan mengurangi lose pada wire. Jenis- jenis CRA yang dipakai adapat di lihat pada Tabel 2.6.
Tabel 2.6. Jenis-Jenis Cationic Retention Aid
Nama Jenis Negara/Daerah Asal Dipakai
Meyproid Gum Arabicum France Hyra Pulper
4200 Gum Arabicum France, Korea Hydra Pulper
Polygal Redibond Modifikasi Kanji Jakarta Forming
Raysamil T150 Modifikasi Kanji Lampung Forming
3. Anti Foam (Deformer)
Polimer yang berdasarkan water base digunakan untuk mencegah buih-buih agar tidak masuk kedalam kertas. Jenis-Jenis anti foam yang dipakai dapat dilihat pada Tabel 2.7.
Tabel 2.7. Jenis-Jenis Anti Foam
Nama Jenis Negara/Daerah Asal Dipakai (Aplikasi)
Bevaloid 5631 Anti Busa France Mixing
Nopco ENA-475 Anti Busa Tanggerang Mixing
Afranil Anti Busa Tanggerang Mixing
Sumber : PT. XYZ
4. Pencegah Bakteri (biocide)
Digunakan sebagai pembunuh bakteri untuk mencegah penggumpalan bakteri (slime pot), dapat dilihat pada Tabel 2.8.
Tabel 2.8. Jenis Biocide
Nama Jenis Negara/Daerah Asal Dipakai (Aplikasi)
Natrium Hypochlorite Biocide, Anti Bakteri Medan Forming
Sumber : PT. XYZ
5. Citric Acid, Anhydrous C6H8O7 Kering
Citric Acid atau asam citrun yang dipakai sebagai zat pembakar dalam kertas yang harus dinetralkan dengan KOH. Jenisnya disajikan pada Tabel 2.9.
Tabel 2.9. Jenis Citric Acid
Nama Jenis Daerah Asal Dipakai (Aplikasi)
6. Potassium Hydroxide KOH
Digunakan untuk menetralisir Citric Acid sebelum diaplikasikan ke mesin distribusi. Jenisnya disajikan pada Tabel 2.10.
Tabel 2.10 . Jenis Potassium Hydroxide
Nama Jenis Negara Asal Dipakai (Aplikasi)
Potassium Hydroxide, KOH Penetralisir Citric Acid India, Korea Cooking Tank Sumber : PT. XYZ
7. Bahan penggumpal (coagulant)
Berfungsi untuk pengolahan air sungai (water treatment). Jenis-jenis coagulant dapat dilihat pada Tabel 2.11.
Tabel 2.11 . Jenis-Jenis Coagulant
Nama Jenis Negara/Daerah Asal Dipakai (Aplikasi)
Poly Chloride Aluminium Penggumpalan Air sungai Korea, India, Jepang Water treatment
PAC Kymene Penggumpal white water Korea Clarifier
Nalco 1452 Penggumpal white water Jakarta Clarifier
Sumber : PT. XYZ
8. Air
Air didalam proses produksi digunakan sebagai media dan pelarut. 2.6.1.3.Bahan Tambahan
Bahan Penolong yaitu bahan yang ditambahkan dalam produk tersebut sehingga dapat meningkatkan mutu dari produk itu sendiri. Bahan penolong yang digunakan PT. XYZ adalah:
1. Kertas Pembungkus
2. Core
Kegunaan core sebagai inti dari gulungan kertas selama proses penggulungan baik di Paper Machine maupun di bagian finishing .
3. Kotak Karton
Keguanaan kotak karton adalah untuk mengepak hasil produksi 4. Label atau Eetiket
Kegunaan label sebagai pengenal peusahaan yang ditempel pada kertas pembungkus produk.
2.6.2. Standard Mutu Bahan/Produk
Pandangan konsumen (pemakai) terhadap mutu cigarette paper menunjukkan ada 3 unsur penting yang harus diperhatikan, yaitu:
1. Kertas tahan dan tidak mudah putus dalam proses di pabrik kertas rokok pada kecepatan tinggi.
2. Keadaan kertas putih dan bersih.
3. Pembakarannya, seperti asap, abu dan rasa.
Setiap bahan baku yang masuk di PT. XYZ dilakukan pengujian standar mutu oleh departemen Quality Control. Fungsi Quality Control dibagi pada 2 kategori penting, yaitu untuk eksternal dan internal. Eksternal antara lain:
1. Sebagai pertimbangan akan kebutuhan konsumen. Yaitu pemenuhan spesifikasi yang diberikan oleh konsumen.
3. Kepuasan konsumen. Memenuhi secara tepat segala kualifikasi yang ditargetkan oleh konsumen.
PT. XYZ dalam melakukan eksternal control biasanya langsung datang ke konsumen untuk mendengarkan saran atau keluhan dari pelangggan yang biasanya dilakukan 2 kali dalam sebulan, dan biasanya keluhan konsumen berupa masalah Packaging (pengepakan), dan juga basis weight (masalah berat kertas). Internal control antara lain dilakukan melalui pemeriksaan sample kertas secara rutin, baik pada waktu produksi maupun sesudah produksi apakah cocok dengan spesifikasi yang ditentukan. Adapun pelaksanaan qualitycontrol dibagi ke dalam 2 jenis tindakan, yaitu :
1. Dynamic Control
Meliputi departemen slitter (bobbin) dimana banyak petunjuk yang diambil dan dianalisa. Dynamic control selalu memberikan petunjuk seperti kecepatan yang tidak sama pada slitting machines .
2. Static Control
Meliputi pengujian sifat - sifat kertas saat sample diambil.
Berikut beberapa unsur yang perlu diperhatikan dalam pengendalian kualitas:
1. Basis Weight
2. Tensile Strenght
Untuk mengukur daya tahan maksimum kertas sampai putus. Bagian quality control memeriksa apakan sesuai dengan range yang telahditetapkan. Jika ada penyimpangan dari range-nya akan diuji kembali dengan lebih mempertahankan arah serat ataupun ada hal-hal lain (satuan KgF).
3. Porosity
Pengukuran aliran udara melalui kertas sample 20 cm2 dengan perbedaan tekanan 10cm WG. Sangat penting untuk membedakan antara penembusan udara pada pori-porinya dengan penembusan udara pada lubang-lubang besar akibat kesalahan proses (satuan 4H20cm210WG).
4. Filler
Berfungsi untuk megukur banyaknya CaCO3 yang tidak ditambahkan pada
kertas untuk meninggikan opacity atau porosity atau kedua-duanya (satuan % In Paper).
5. Opacity
Berfungsi untuk menguji daya tembus (daya tahan) kertas untuk menahan sinar terang (satuan %).
6. Brightness
Pengukuran keputihan kertas (916 lipatan) dengan sinar terang (satuan %). 7. Formation
adalah kertas bisa mudah terputus pada waktu dipotong di mesin slitter. Perbedaan kertas biasa dengan kertas rokok disajikan pada Tabel 2.12
Tabel 2.12. Perbedaan Kertas Biasa dengan Kertas Rokok
Kertas Biasa Kertas Rokok
Basis weight +/- (70 gr/m2) Basis weight +/- (25 gr/m2) Porosity +/- (5-10 cm) Porosity +/- (2-2,5cm) Tensile > 5 KgF Tensile > 3 KgF TiO2 sebagai filler CaCO3 sebagai filler Sumber : PT. XYZ
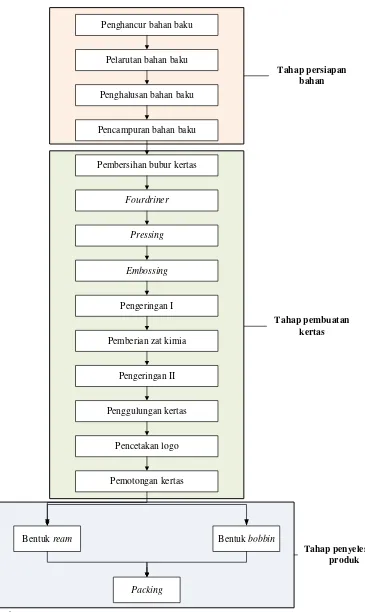
2.6.3. Uraian Proses
Proses produksi di PT. XYZ dapat diuraikan atas beberapa tahapan, tahapan tersebut sebagai berikut:
1. Tahap Persiapan
Bahan baku sebelum diolah menjadi kertas harus dipersiapkan terlebih dahulu. Bagian yang melaksanakan hal ini disebut stock preparation. Bahan yang digunakan ada tiga yaitu pulp NBKP, LBKP, dan CaCO3.
a. Pengolahan NBKP
penampungan sementara yang didalamnya terdapat agiator (pengaduk) untuk membuat konsistensi bubur tetap terjaga. Lalu buburan NBKP dipompakan ke refiner. Refiner merupakan suatu alat yang berfungsi untuk memotong dan memecahkan serat sehingga serat-serat menjadi lebih halus. Kemudian buburan yang telah halus ini ditampung di refinerchest, dan dijaga konsistensinya sama dengan sebelum di-mixing .
b. Pengolahan LBKP
LBKP sekitar 1.5 bal dilarutkan selama 10 - 20 menit. Untuk mendapatkan konsistensi 38 - 40 gr/liter. Proses juga berlangsung secara batch. Pelarutan LBKP dilakukan di hydra pulper bergantian dengan NBKP. Setelah itu dipompa ke dalam storagechest , sebagai tempat penampungan sementara. Larutan terus diaduk agar tidak mengendap sehingga konsistensinya tetap.
c. Pengolahan Broke
d. Pengolahan Kalsium Karbonat
Kalsium Karbonat dilarutkan di disolving tank sesuai dengan kebutuhan, tetapi biasanya dilarutkan sebanyak 125 kg untuk dicampur dengan 2000 liter air. Larutan diaduk selama 15 menit agar konsistensinya terjaga. Hasil larutan Kalsium Karbonat disaring dengan vibratingscreen dengan ukuran 100 mesh.
e. Pencampuran NBKP, LBKP, Broke dan Kalsium Karbonat
Di mixing chest seluruh bahan baku NBKP, LBKP dan broke dicampur jadi satu. Komposisi dari pencampuran di mixing chest akan berlainan sesuai dengan grade kertas rokok yang diinginkan konsumen. Contoh salah satu komponen grade adalah lowporosity dengan komposisi NBKP 25%, LBKP 35 % dan broke 40%. Konsistensi yang diinginkan adalah sekitar 60 gr/ liter. Pada saat pemompaan dalam proses mixing akan timbul buih- buih, sehingga diperlukan bahan tambahan seperti deformer untuk menghilangkan buih. Campuran ini dibuat sekitar 1:6 dengan air untuk kemudian dicampur terlebih dahulu di machine chest dan siap dipakai pada Paper Machine. Buburan dipompakan ke stock master yang digunakan untuk menjaga laju buburan pada machine tank. Buburan yang keluar kemudian dialirkan ke centicleaner, yang berfungsi untuk mengeluarkan kontaminan berat berdasarkan gaya sentrifugal me lalui tiga cleaner yaitu:
buburan yang baik masuk ke constant level tank sedangkan reject masuk ke secondary cleaner. Di secondary cleaner dipisahkan lagi, dimana buburan yang baik masuk ke primarycleaner dan reject masuk ke tertiarycleaners dan kotorannya dibuang ke limbah pembuangan. 2) Buburan yang baik dari primary cleaner diencerkan dalam constant
level tank dengan white water dari pembuangan di wire. Buburan yang baik langsung ke Headbox, sedangkan yang reject masuk ke rotary screen.
3) Pada rotary screen dilakukan penyaringan, buburan yang baik masuk ke constant level tank dan reject mengalir ke wetbrokechest.
2. Tahap Proses Pembuatan Kertas di Paper Machine
Setelah Approach flow system, tahap selanjutnya adalah pembuatan lembaran kertas yang berawal dari Headbox. Sistem yang dipakai adalah system close Head box yang merupakan Headbox bertekanan untuk menjaga agar turbulansi didalam Headbox tetap stabil. Tujuan utama Headbox adalah:
a. Mengeluarkan aliran yang seragam dari slice opening ke wire dengan sudut dan kecepatan yang benar.
b. Mengalirkan stock secara merata pada wire sesuai arah dan lebar mesin. c. Menghasilkan turbulensi terkontrol untuk menghilangkan gumpalan fiber. d. Mengatur grammatur kertas yang diproduksi.
Wire ini merupakan wire yang bersambung yang bergetar diantara dua roll besar, satu didekat Headbox dan yang satu lagi diujung lainnya. Wire ini terbuat dari plastik berupa lembaran kasa yang telah dirancang sedemikian rupa. Di wire ini dilakukan pengurangan kadar air dengan memberikan tekanan vakum 4 - 5 bar secara terkontrol sehingga tidak merusak formasi lembaran kertas basah (wet paper). Wire juga dibersihkan secara kontinu dengan sistem shower sehingga wire tidak kotor dan selalu bersih.
Buburan diatas wire diayak dengan ukuran 100 mesh dan diatur sedemikian rupa agar berat dasar kertas diperoleh. Berat dasar kertas pada pembuatan kertas rokok ini merupakan elemen yang terpenting. Oleh karena itu, proses ini sangat diperhatikan. Air yang keluar dari wire selama pembentukan wet paper disebut white water dan biasanya ditampung di white water pit atau silo. White water ini didaur ulang secara terus menerus dan dipakai pada proses yang menggunakan air, karena akan lebih ekonomis dibandingkan dengan menggunakan fresh water. Kemudian buburan digiling lagi dengan dandy roll agar betul- betul uniform, setelah itu buburan dibentuk seperti lembaran (sheet).
Dari dandy roll, lembaran dipress dengan kekuatan 4 - 5 bar untuk mengeluarkan air yang terkandung. Walaupun masih basah, kertas yang berbentuk lembaran tersebut sudah kuat untuk ditarik hingga kadar airnya menjadi 60% -65%.
Embossing. Pengepresan tergantung pada kadar air yang diinginkan. Setelah pemberian vergemaking, air residu dari kertas dibuang lagi denga cara evaporasi di main Dryer. Proses evaporasi ini memerlukan banyak energi yang disuplai dalam bentuk uap. Main Dryer juga merupakan bagian yang besar dalam mesin kertas sehingga memerlukan energi yang besar pula. Main Dryer terdiri dari 15 Dryer.
Tekanan dari Steam bervariasi tergantung dari jenis kertas rokok yang akan diproduksi. Selanjutnya lembaran kertas yang kadar airnya mulai sedikit dilanjutkan ke unit size press yang berfungsi untuk melapisi permukaan kertas dengan chemical yang diberikan antara Dryer 10 dan Dryer 11.
Setelah melewati size press, kertas yang kadar airnya bertambah lagi akibat penambahan chemical tersebut dikeringkan lagi ke after Dryer. Pengeringan ini melalui lima buah roll dengan suhu yang dibuat bertahap dari 500C sampai 1000C. Selanjutnya lembaran kertas ini ditransfer ke bagian on reel untuk digulung sesuai dengan order permintaan konsumen.
Kertas yang sudah kering digulung sehingga membentuk roll yang besar atau disebut juga dengan jumbo roll . Panjang jumbo roll itu tidak sama tergan tung pada bentuk pada proses finishing. Bila untuk Reppingmachine panjangnya sekitar 27000m. Pada penggulungan kertas menjadi jumbo roll, terdapat proses pemeriksaan qualitycontrol.
Setelah roll selesai di Repping, dibawa lagi ke bagian rollsliter untuk dipotong menjadi roll yang lebih kecil dimana lebar dan tebalnya dibuat sesuai kebutuhan. 3. Tahap Finishing
Pada tahap ini, roll-roll kertas rokok dibagi menurut bentuk kertas yang akan diproduksi. Kegiatan-kegiatan yang ada antara lain :
a. ReamCutter
Roll-roll kecil dari roll sliter dipotong menjadi lembaran-lembaran (ream). Lembaran ini panjangnya 76 – 83 cm dan lebarnya 51 cm. Pada tahap ini kertas masih diperiksa untuk yang terakhir kalinya. Pemeriksaan yang dilakukan ialah:
1) Cutting
Pemeriksaan ini dilakukan pada hasil pemotongan oleh mesin. Apabila hasil pemotongan kasar, maka kertas akan dibuang menjadi broke. 2) Penampilan Fisik
Termasuk disini adalah kebersihan, jika kertas kotor maka kertas juga akan di buang dan dijadikan broke.
3) Rectangular
Pemeriksaan ini dilakukan khusus pada ream, kertas dilipat dan diperiksa apakah simetris atau tidak. Apabila ketidaksimetrisan kertas melampaui batas yang ditentukan, maka kertas di broke.
b. BobbinSlitter
sekitar 5500 - 6000m. Pada tahap ini, kertas yang berbentuk bobbin masih diperiksa lagi utnuk terakhir kalinya. Pemeriksaan yang dilakukan adalah : 1) Cutting
Pemeriksaan ini dilakukan pada hasil pemotongan oleh mesin. Apabila hasil pemotongan kasar, maka kertas akan dibuang menjadi broke. 2) Penampilan Fisik
Termasuk disini adalah kebersihan, jika ada bagian bobbin kotor maka kertas juga akan di buang dan dijadikan broke.
3) Hasil Penggulungan
Pemeriksaan ini khusus dilakukan pada bobbin. Bobbin yang sudah dipotong, diperiksa gulungannya apakah rapi atau tidak. Jika ada bobbin yang kurang rapi akan dikirim ke bagian bobbin reclamer untuk digulung kembali.
c. Packaging
Produk jadi berbentuk ream atau bobbin yang sudah selesai, dibungkus dengan pembungkus. Setelah diletakkan labelnya kemudian dipindahkan ke gudang barang jadi untuk selanjutnya dikirimkan ke konsumen atau pabrik rokok.
Penghancur bahan baku
Pelarutan bahan baku
Penghalusan bahan baku
Pencampuran bahan baku
Pembersihan bubur kertas
Fourdriner
Pressing
Embossing
Pengeringan I
Pemberian zat kimia
Pengeringan II
Penggulungan kertas
Pencetakan logo
Pemotongan kertas
Packing
Bentuk bobbin
Bentuk ream
Tahap persiapan bahan
Tahap pembuatan kertas
Tahap penyelesaian produk
Sumber: PT. XYZ
[image:46.595.123.488.108.720.2]2.6.4. Mesin, Peralatan dan Utilitas
2.6.4.1.Mesin Produksi
Spesifikasi mesin yang digunakan untuk memproduksi kertas rokok di PT.PPM adalah sebagai berikut:
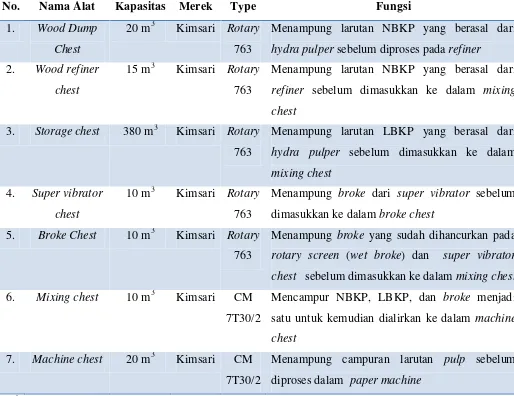
1. Tangki Penampungan
[image:47.595.53.567.336.732.2]Spesifikasi dan peralatan yang digunakan pada tangki penampungan dapat dilihat pada tabel 2.13.
Tabel 2.13. Spesifikasi Alat yang Digunakan pada Tangki Penampungan
No. Nama Alat Kapasitas Merek Type Fungsi
1. Wood Dump Chest
20 m3 Kimsari Rotary 763
Menampung larutan NBKP yang berasal dari hydrapulper sebelum diproses pada refiner
2. Wood refiner chest
15 m3 Kimsari Rotary 763
Menampung larutan NBKP yang berasal dari refiner sebelum dimasukkan ke dalam mixing chest
3. Storage chest 380 m3 Kimsari Rotary 763
Menampung larutan LBKP yang berasal dari hydra pulper sebelum dimasukkan ke dalam mixingchest
4. Super vibrator chest
10 m3 Kimsari Rotary 763
Menampung broke dari super vibrator sebelum dimasukkan ke dalam brokechest
5. Broke Chest 10 m3 Kimsari Rotary 763
Menampung broke yang sudah dihancurkan pada rotary screen (wet broke) dan super vibrator chest sebelum dimasukkan ke dalam mixingchest 6. Mixing chest 10 m3 Kimsari CM
7T30/2
Mencampur NBKP, LBKP, dan broke menjadi satu untuk kemudian dialirkan ke dalam machine chest
7. Machine chest 20 m3 Kimsari CM 7T30/2
Menampung campuran larutan pulp sebelum diproses dalam papermachine
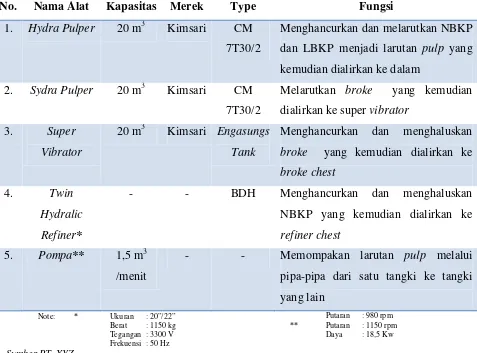
2. Tangki Pengolahan Pulp
[image:48.595.76.553.226.579.2]Spesifikasi dan peralatan yang digunakan pada tangki pengolahan pulp dapat dilihat pada tabel 2.14.
Tabel 2.14. Spesifikasi Alat yang Digunakan pada Tangki Pengolahan Pulp
No. Nama Alat Kapasitas Merek Type Fungsi
1. Hydra Pulper 20 m3 Kimsari CM 7T30/2
Menghancurkan dan melarutkan NBKP dan LBKP menjadi larutan pulp yang kemudian dialirkan ke dalam
2. Sydra Pulper 20 m3 Kimsari CM 7T30/2
Melarutkan broke yang kemudian dialirkan ke super vibrator
3. Super
Vibrator
20 m3 Kimsari Engasungs Tank
Menghancurkan dan menghaluskan broke yang kemudian dialirkan ke brokechest
4. Twin
Hydralic Refiner*
- - BDH Menghancurkan dan menghaluskan
NBKP yang kemudian dialirkan ke refinerchest
5. Pompa** 1,5 m3
/menit
- - Memompakan larutan pulp melalui pipa-pipa dari satu tangki ke tangki yang lain
Note: * Ukuran : 20”/22” Berat : 1150 kg Tegangan : 3300 V Frekuensi : 50 Hz
Putaran : 980 rpm
** Putaran : 1150 rpm Daya : 18,5 Kw Sumber PT. XYZ
3. Mesin
Jenis-jennis peralatan yang digunakan pada mesin dapat dibagi beberapa bagian yaitu sebagai berikut:
a. Head of machine
1) Centi cleaner, yang terdiri dari pipa kerucut untuk memisahkan kotoran dari pulp, jumlahnya 35 buah.
2) Rotary screen, untuk menyaring pulp atau serat yang kasar yang dikembalikan ke sistem.
3) Constant level tank, untuk menstabilkan keadaan buburan dilengkapi dengan alat otomatis 1 buah flow meter dan motor rised pulper, dimana flow buburan 500m3/hr dan flow CaCO3 30m3/hr.
b. Four Driner
Fungsinya: untuk membentuk buburan menjadi lembaran/sheet. Perlengkapan lainnya adalah:
1) Headbox yang dilengkapi dengan pressurerise (bertekanan) 2) Vacum box sebanyak 18 buah
3) Pomp-pompa sebanyak 18 buah
4) Wire dengan panjang 30 cm, dilengkapi dengan shaker (penggoyang) serta dandyroll yang berfungsi untuk meratakan buburan.
5) Wetfelt dengan ukuran 16,7 m x 2 m yang berputar membawa kertas yang terdiri dari 2 buah roll yang dilapisi karet berdiameter 60 cm. c. Pick up press
d. Embosser
Fungsinya: untuk mencetak garis- garis horizontal pada kertas. Embossing terdiri atas roll yang berputar terbuat dari stainless steel bergaris yang dilapisi dengan karet (hard rubber).
e. ChemicalApplicator
Fungsinya: untuk menambah bahan kimia agar kualitas pada kertas bertambah baik. Terdiri dari tiga buah roll yang berintegrasi dengan Dryer dan ditambahkan diantara Dryer nomor 10 dan 11.
f. Dryer
Fungsinya: untuk mengeringkan lembaran kertas. Menggunakan 15 Dryer yang terdiri dari 2 jenis:
1) FreeDryer 2) PositionDryer
Dryer dilengkapi dengan kain bentangan, selain itu ada juga madeline yang berfungsi untuk menghembuskan udara panas ke kain felt dan 2 unit exhaust untuk menghisap udara-udara yang keluar dan seperangkat carier roop untuk membawa kertas dari press ke felt.
g. Rollslitter
Fungsinya: untuk memotong jumbo roll menjadi roll yang lebih kecil. h. ReamCutter
Fungsinya: untuk memotong roll kecil menjadi lembaran ream. i. Bobbinslitter
j. ReppingMachine
Fungsinya: untuk mencetak garis atau pola sesuai dengan permintaan konsumen.
k. BobbinReaclemer
Fungsinya: untuk memperbaiki bobbin yang rusak dari bobbinslitter.
2.6.4.2.Peralatan (Equipment)
Peralatan materialhandling digunakan untuk memindahkan material dari suatu tempat ke tempat lain. Mesin dan peralatan material handling yang digunakan adalah:
1. HingedForklift
Forklift ini digunakan untuk mengangkut jumbo roll ke daerah finishing untuk dipotong pada mesin-mesin roll slitter. Selain itu juga digunakan untuk mengangkut barang jadi ke gudang barang jadi. Gerakan garpu pada forklift jenis ini terbatas, hanya bisa digerakkan atas-bawah dan maju-mundur, kapasitasnya tiga ton.
2. HoistCrane
Crane ini digunakan untuk mengangkat jumbo roll ke daerah Repping machine. Operasi pemakaiannya dikendalikan dengan switch gantung dari lantai.
2.6.4.3.Utilitas
Sarana pendukung merupakan salah satu aspek yang mempengaruhi kelancaran proses produksi. Sarana pendukung yang ada di pabrik PT. XYZ terdiri dari: kebutuhan tenaga listrik, kebutuhan tenaga air, dan steam (boiler). 1. Kebutuhan Tenaga Listrik
Tenaga listrik dibutuhkan untuk menggerakkan motor listrik, pompa compressor, mesin bubut, bor las, AC, lampu penerangan, dan keperluan lainnya. Pemenuhan kebutuhan listrik ini diperoleh dari perusahaan listrik negara (PLN). Pemakaian listrik yang dipergunakan pada PT. XYZ adalah 20 KV (1550 Kwh/ metrik ton paper) dengan keperluan untuk boiler 900 Lt/ metrik ton paper dan kebutuhan air 1200 m3.
2. Kebutuhan Air
Air dibutuhkan untuk membantu proses produksi serta kebutuhan para pegawai PT. XYZ. Air yang dipakai berasal dari air permukaan umum dan PDAM Tirtanadi.
3. Boiler
BAB III
LANDASAN TEORI
3.1. Konsep Strategi
Strategi adalah pola tindakan utama yang dipilih untuk mewujudkan visi organisasi, melalui misi. Strategi membentuk pola pengambilan keputusan dalam mewujudkan visi organisasi. Strategi dirumuskan untuk menggalang berbagai sumber daya organisasi dan mengarahkan ke pencapaian visi organisasi. Tanpa stategi yang tepat, sumber daya organisasi akan terhambur konsumsinya, sehingga akan berakibat pada kegagalan organisasi dalam mewujudkan visinya. Dalam lingkungan bisnis yang kompetitif, strategi memainkan peran penting dan menentukan dalam mempertahankan kelangsungan hidup dan pertumbuhan perusahaan (Mulyadi, 2001).
Oleh karena manajemen strategi merupakan proses yang berkelanjutan, sekali strategi yang telah dipilih diimplementasikan, seringkali diperlukan modifikasi atas strategi tersebut, disesuaikan dengan perubahan lingkungan dan/atau kondisi organisasi. Lingkungan bisnis yang kompetitif dan turbulen menuntut perusahaan untuk melakukan pemantauan secara berkelanjutan terhadap ketepatan strategi yang dipilih untuk mewujudkan tujuan dan visi organisasi.
3.1.1. Strategi dalam Balanced Scorecard
bisnis yang cepat tetapi menyeluruh termasuk ukuran keuangan yang memuat hasil program yang telah dilaksanakan untuk melengkapi ukuran keuangan dan ukuran operasional tentang kepuasan pelanggan, proses internal dan inovasi dan ukuran operasi dari aktifitas perbaikan organisasi yang merupakan pemacu kinerja keuangan di masa depan”.
Balanced scorecard melengkapi seperangkat ukuran financial masa lalu dengan ukuran pendorong (dirivers) kinerja masa depan. Tujuan ukuran scorecard diturunkan dari visi dan strategis. Tujuan dan ukuran memandang kinerja perusahaan dari empat perspektif: Financial, Customer, Internal, dan Learning and Growth. Empat perspektif ini memberikan kerangka kerja bagi Balanced Scoredcard.
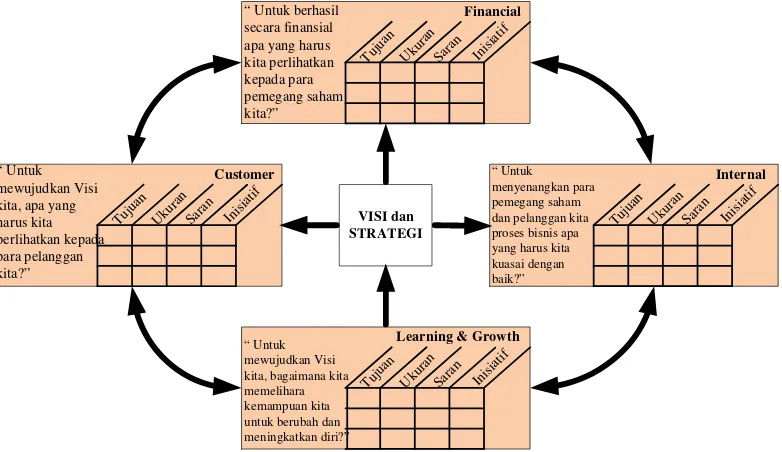
3.1.2. Balanced Scorecard sebagai Sebuah Sistem Manajemen
VISI dan STRATEGI “ Untuk
mewujudkan Visi kita, apa yang harus kita perlihatkan kepada para pelanggan kita?”
Tujuan Ukuran Saran Inisiatif
Customer “ Untuk
menyenangkan para pemegang saham dan pelanggan kita proses bisnis apa yang harus kita kuasai dengan baik?”
Tujuan Ukuran Saran Inisiatif
Internal
“ Untuk mewujudkan Visi kita, bagaimana kita memelihara kemampuan kita untuk berubah dan meningkatkan diri?”
Tujuan Ukuran Saran Inisiatif
Learning & Growth “ Untuk berhasil
secara finansial apa yang harus kita perlihatkan kepada para pemegang saham kita?”
Tujuan Ukuran Saran Inisiatif
Financial
[image:55.595.118.509.114.340.2]Sumber: Robert S. Kaplan dan David P. Norton (1996)
Gambar 3.1 Balanced Scorecard sebagai Sebuah Sistem Strategi Manajemen
BSC (Balanced Scorecard) menekankan bahwa semua ukuran financial dan nonfinancial harus menjadi bagian sistem informasi untuk para pekerja di semua tingkat perusahaan. Berbagai perusahaan yang inovatif menggunakan scorecard sebagai kerangka kerja proses manajemen perusahaan. Dengan semakin banyaknya BSC diterapkan di berbagai perusahaan, maka dapat dilihat bahwa BSC dapat digunakan untuk:
1. Mengklarifikasi dan menghasilkan consensus mengenai strategi. 2. Mengkomunikasikan strategi ke seluruh perusahaan.
3. Menyelaraskan berbagai tujuan departemen dan pribadi dengan strategi perusahaan.
5. Mengidentifikasikan dan menyelaraskan berbagai inisiatif strategis.
6. Melaksanakan peninjauan ulang strategis secara periodik dan sistematik dan, 7. Mendapatkan umpan balik yang dibutuhkan untuk mempelajari dan
memperbaiki strategi.
3.1.3. Cara Mengimplementasikan Strategi Menjadi Tindakan
Perusahaan menggunakan BSC dilandasi berbagai macam alasan (Mulyadi, 2001), yaitu:
1. Memanfaatkan secara optimal strategi yang telah disusun bersama. 2. Berfokus pada perubahan yang terdapat pada organisasi.
3. Mengembangkan kemampuan kepemimpinan pada tingkat bisnis unit. 4. Memperoleh kerjasama dan koordinasi antara berbagai bisnis unit.
BSC merupakan inti dari sistem manajemen karena BSC merupakan tulang punggung dari proses:
1. Menjelaskan dan menyempurnakan strategi. 2. Strategi komunikasi dalam suatu organisasi.
3. Mendukung kerjasama antardepartemen sesua dengan tujuan individu dan tujuan organisasi.
4. Menghubungkan tujuan strategis jangka pendek sesuai dengan tujuan jangka panjang dan bujet tahunan.
3.2. Evaluasi Strategi
Evaluasi strategi dilakukan untuk mengetahui apakah strategi berfungsi dengan baik. Tahapan dalam manajemen strategik ini mencakup upaya meninjau ulang faktor eksternal dan internal yang menjadi dasar strategi saat ini, mengukur kinerja dan mengambil tindakan korektif (Rangkuti Freddy, 2012).
Berikut contoh kasus motivasi dan tanggung jawab para pekerja bagian pembelajaran dan pertumbuhan pada Tabel 3.1. Motivasi dan tanggung jawab para pekerja menjadi salah satu bagian yang sangat penting pada suatu sistem organisasi perusahaan yang harus dievaluasi dan diperhatikan.
Tabel 3.1 Evaluasi Strategi untuk Motivasi dan Tanggung Jawab Pekerja
Tahun Target Actual Evaluasi
2008 80% 78% Tidak tercapai
2009 80% 78% Tidak tercapai
2010 80% 78% Tidak tercapai
2011 80% 78% Tidak tercapai
2012 80% 80% Tercapai
2013 80% 80% Tercapai
Sumber: Rangkuti 2012
3.2.1. Akar Masalah dan Gejala Masalah
Akar masalah adalah penyebab utama yang menyebabkan timbulnya gejala seperti kinerja yang buruk, meningkatnya tingkat perputran karyawan, atau ketidak puasan customer. Salah satu cara untuk memisahkan akar masalah adalah dengan mengelompokkan semua gejala yang tampak berkaitan dan kemudian menentukan sumber yang mendasari masalah yang berkaitan. Kelompok dan sumber masalah tersebut dapat dilakukan dengan identifikasi lingkungan yang akan dimasuki oleh perusahaan di masa depan (Mulyadi, 2001).
3.2.2. Analisis Lingkungan Makro
Manajemen harus memfokuskan perhatiannya kepada dampak trend perubahan lingkungan luar terhadap nilai yang diharapkan dan dipersepsikan oleh customer dan pasar, bukan dampaknya terhadap industri. Dengan memfokuskan pengamatan seperti ini, manajemen akan dapat memahami (bahkan mungkin dapat mengantisipasi) pentingnya peningkatan harapan customer terhadap kualitas, nilai, dan kenikmatan. Di samping itu, dapat pula diperkirakan tindakan pesaing untuk memenuhi dan meningkatkan harapan customer tersebut. Lingkungan makro terdiri dari tiga kekuatan pokok yaitu:
1. Kekuatan Politik dan Hukum
2. Kekuatan Ekonomi
Kekuatan ekonomi juga mempunyai pengaruh terhadap perusahaan. Gross National Product (GNP), tingkat bunga, tingkat inflasi, nilai kurs rupiah terhadap U.S. dollar atau Euro dollar dapat berdampak terhadap kegiatan bisnis perusahaan.
3. Kekuatan teknologi
Kekuatan teknologi mencakup improvement dalam bidang ilmu yang menjadi basis teknologi dan inovasi teknologi baru yang memberikan peluang dan hambatan atau ancaman bagi bisnis perusahaan. Perubahan teknologi berdampak terhadap operasi dan produk yang dihasilkan oleh perusahaan.
3.2.3. Analisis Lingkungan Industri
Dalam merumuskan strategi, manajemen perlu menganalisis trend perubahan yang terjadi dalam industri tempat beroperasinya perusahaan, yang mungkin dapat dipengaruhi namun tidak dapat dikendalikan oleh perusahaan. Menurut porter, ada lima kekuatan yang mempengaruhi industri:
1. Ancaman Perusahaan Baru yang Memasuki Industri
2. Pemasok dan Pembeli
Pemasok dan pembeli memberikan tekanan kepada suatu industri dan perusahaan tertentu sesuai dengan ukuran, frekuensi dan volume order, laba, dan sebagainya. Perusahaan tidak mau hanya bergantung kepada satu pemasok atau satu pembeli, karena jika pemasok atau pembeli tersebut tidak dapat diandal, bisnis perusahaan akan beresiko tinggi.
3. Dampak produk subsitusi
Dengan semakin meningkatnya ragam produk dan menurunya kesetiaan terhadap merek, produk subsitusi menjadi lebih penting dalam analisis terhadap industri. Konsumen sekarang mencari variasi melalui produk-produk subsitusi.
4. Persaingan dalam industri
Persaingan menjadi meningkat di industri tertentu, karena bidang persaingan menjadi meluas dari pasar lokal ke nasional, dan bahkan ke pasar internasional. Salah satu perusahaan yang bersaing dapat mencoba mengubah aturan permainan, mempengaruhi keseimbangan kekuatan, atau mengantisipasi arah perubahan pada kesempatan pertama.
1. Komprehensif
Balanced Scorecard memperluas perspektif yang dicakup dalam perencanaan strategi, dari yang sebelumnya hanya terbatas pada perspektif keuangan, meluas ketiga perspektif yang lain: customer, proses bisnis/intern, serta pembelajaran dan pertumbuhan.
2. Koheren
Balanced Scorecard mewajibkan personel untuk membangun hubungan sebab akibat (causal relation) di antara berbagai sasaran strategi yang dihasilkan dalam perencanaan strategi. Kekoherenan juga berarti dibangunnya hubungan sebab akibat antara keluaran yang dihasilkan sistem perumusan strategi dengan keluaran yang dihasilkan sistem perencanaan strategi.
3. Seimbang
Keseimbangan sasaran strategi yang dihasilkan oleh sistem perencanaan strategi penting untuk menghasilkan kinerja keuangan berjangka panjang. Empat sasaran strategi yang perlu diwujudkan oleh perusahaan:
a. Financial returns yang melipatganda dan berjangka panjang. b. Produk yang mampu menghasilkan value terbaik bagi customer. c. Proses yang produktif dan cost effective.
d. Sumber daya manusia yang produktif dan berkomitmen. 4. Terukur
Indikator yang menjadi strategi dalam manajemen strategi dapat disusun dan dikelompokkan dalam perspektif Balanced Scorecard setelah melalui berbagai proses tahapan strategi seperti yang dijelaskan diatas sebagai acuan. Strategi tersebut dikutip dari beberapa sumber seperti pada Tabel 3.2 berikut.
Tabel 3.2 Rangkuman Strategi yang Digunakan dalam Penelitian Business Strategy Evaluation
Perspective/Strategies(St) Sumber
Financial (F)
Increasing of Revenue Growth (St1)
Kaplan & Norton (2000), Mulyadi (2001), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012), Rangkuti (2012), Nejati et al., (2012), Heydariyeh et al., (2012), Jalaly et al., (2013)
Increasing of Profit Growth (St2)
Kaplan & Norton (2000), Mulyadi (2001), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012), Rangkuti (2012), Nasrollahzadeh et al., (2011), Nejati et al.,(2012), Jalaly et al., (2013)
Maximize of Investment Utilization (St3)
Kaplan & Norton (2000), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012), Rangkuti (2012)
Cost Decreasing (St4)
Kaplan & Norton (2000), Mulyadi (2001), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012), Rangkuti (2012), PT. XYZ.
Customer (C)
Increasing of Customer Satisfaction (St5)
Kaplan & Norton (2000), Mulyadi (2001), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Nasrollahzadeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012), Rangkuti (2012), Nejati et al., (2012), Heydariyeh et al., (2012), Jalaly et al., (2013)
Tabel 3.2 Rangkuman Strategi yang Digunakan dalam Penelitian Business Strategy Evaluation (Lanjutan)
Perspective/Strategies(St) Sumber
Increasing of Market Share (St6)
Kaplan & Norton (2000), Mulyadi (2001), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012)
Enhancement of Company’s Credit And
Reputation(St7)
Kaplan & Norton (2000), Mulyadi., (2001), Heydariyeh et al., (2012)
Develop Customer Intimacy (St8)
Kaplan & Norton (2000), Mulyadi (2001), Rangkuti (2012), Nejati et al., (2012), Jalaly et al., (2013)
Increasing of Added Value for Customers
(St9)
Kaplan & Norton (2000), Mulyadi (2001), Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012)
Increasing of Market Capability (St10)
Lin (2004), Yam et al., (2004), Guan et al., (2006), Dobni (2008), Wang et al., (2008), Yam et al., (2011), Forsman (2011), Mu & Benedetto (2011), Kim et al., (2011), Sumrit & Anuntavoranich (2013), PT. XYZ.
Internal Process (IF) Product Development
(St11)
Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012),
Products Quality (St12)
Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (2012), Sorooshian et al., (2012)
Improving The Technology Base (St13)
Chiesa et al., (1996), Ceylan and Koc (2007), Lee et al., (2009), Nasrollahzadeh et al., (2011), Rangkuti (2012), Sumrit Sumrit & Anuntavoranich (2013), Gokhool et al., (2013)
Increasing of Network Linkage Capability (St14)
Lin (2004), Chesbrough (2004), Tidd (2006), Kim and Song (2007), Spithoven et al., (2010), Shan and Jolly (2010), Zeng et al., (2010), Huang (2011), Forsman (2011), Mu and Benedetto (2011), Kim et al., (2011), Voudouris et al., (2012), Rangkuti (2012), Rangkuti, (2012), Heydariyeh et al., (2012), Sumrit & Anuntavoranich (2013)
Tabel 3.2 Rangkuman Strategi yang Digunakan dalam Penelitian Business Strategy Evaluation (Lanjutan)
Perspective/Strategies(St) Sumber
Increasing of Knowledge Management Capability
(St15)
Forsman (2011), Yang (2012), Rangkuti, (2012), Nejati et al., (2012), Jalaly et al., (2013), Sumrit & Anuntavoranich (2013)
Increasing of Process Design and Engineering
Capability (St16)
Chiesa et al., (1996), Zhang et al., (2000), De Toni and Nassimbeni (2001), Antony et al., (2002), Nassimbeni and Battain, (2003), Sumrit & Anuntavoranich (2013)
Increasing of Manufacturing Capability (St17)
Lin (2004), Yam et al.,(2004), Guan et al., (2006), Wang et al., (2008), Yam et al., (2011), Kim et al., (2011), Yang (2013), Sumrit & Anuntavoranich (2013). PT. XYZ.
Learning & Growth (LG) Increasing of Employees
Satisfaction (St18)
Dodangeh et al., (2009), Dodangeh et al., (2010), Dodangeh et al., (2011), Dodangeh et al., (