APLIKASI
FUZZY LINEAR PROGRAMMING
UNTUK
PERENCANAAN PRODUKSI BOLA LAMPU PADA PT.
SINAR SANATA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Sarjana Teknik Industri
Oleh
HENDRA SUANTIO
NIM. 080403030
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
APLIKASI
FUZZY LINEAR PROGRAMMING
UNTUK
PERENCANAAN PRODUKSI BOLA LAMPU PADA PT.
SINAR SANATA
DRAFTTUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Sarjana Teknik Industri
Oleh
HENDRA SUANTIO
NIM. 080403030
Disetujui Oleh :
Dosen Pembimbing I ,Dosen Pembimbing II,
(Ir. A. Jabbar M. Rambe, M.Eng) (Ikhsan Siregar, ST, M.Eng)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
Salah satu faktor yang mempengaruhi keberhasilan suatu perusahaan adalah perencanaan produksi yang baik. Suatu perencanaan produksi dikatakan baik jika perencanaan tersebut dapat memenuhi permintaan dari konsumen dengan menggunakan biaya yang minimum untuk mendapatkan hasil yang optimal. PT. Sinar Sanata Electronic Industry sebagai salah satu produsen bola lampu di Indonesia tentunya sangat bergantung pada perencanaan produksi yang optimal untuk memenuhi permintaan pasar. Permintaan pasar yang terus meningkat menyebabkan perusahaan tidak dapat memenuhinya disebabkan oleh faktor kapasitas produksi, ketersediaan bahan baku, dan ketersediaan waktu kerja. Oleh karena itu, diperlukan suatu metode perencanaan produksi yang optimal untuk memenuhi permintaan pasar.
Untuk merencanakan jadwal produksi tersebut, digunakan metode Fuzzy Linear Programming untukmendapatkan interval toleransi yang optimal. Faktor produksi yang meliputi adalah kapasitas produksi terpasang, ketersediaan waktu kerja, dan bahan baku. Dari hasil penelitian ini didapatkan hasil Z = Rp. 277.138.710 dan λ=0,536. Hasil ini lebih optimal daripada metode Linear Programming yang mendapatkan hasil Z = Rp. 258.067.240. Dari usulan perencanaan produksi dengan metode Fuzzy Linear Programming ini mendapatkan kenaikan persentasi keuntungan sebesar 7,39% .
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa ataskasih karunia-Nya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini berjudul “Aplikasi Fuzzy Linear Programming untuk Perencanaan Produksi Bola Lampu di PT. Sinar Sanata”.Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.Akhir kata, penulis berharap agar Tugas Sarjanaini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Oktober 2012
UCAPAN TERIMA KASIH
Selama proses penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan dan dukungan yang besar, baik berupa materi, spiritual, informasi maupun administari dari berbagai pihak. Oleh sebab itu penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri Universitas Sumatera Utara.
3. Bapak Ir. A. Jabbar M. Rambe, M.Eng, selaku Dosen Pembimbing I penulis, atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ikhsan Siregar, ST, M.Eng, selaku Dosen Pembimbing II penulis, atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
5. Ibu Masrida Lubis, STP selaku Pembimbing Lapangan PT. Sinar Sanata Electronic Industry yang telah memberikan bantuan berupa bimbingan serta informasi dan data selama melakukan penelitian di perusahaan.
6. Kedua orang tua dan keluarga penulis yang telah memberikan dukungan berupa doa, moral, maupun materi kepada penulis.
8. Rekan seperjuangan penulis pada saat penelitian, Aini, Jeffrynardo, Melisa, dan Wilbert.
9. Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita semua.
Medan, Oktober 2012
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xix
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Lokasi Perusahaan ... II-3 2.4. Organisasi dan Manajemen ... II-3 2.4.1. Struktur Organisasi ... II-3 2.4.2. Pembagian Tugas dan Tanggung Jawab ... II-5 2.5. Dampak Sosial Ekonomi ... II-6 2.6. Jumlah Tenaga Kerja dan Jam Kerja ... II-6 2.7. Sistem Pengupahan dan Fasilitas Lainnya... II-8 2.8. Proses Produksi ... II-9 2.8.1. Standar Mutu Bahan/Produk ... II-9 2.8.2. Bahan yang Digunakan ... II-9 2.8.3. Uraian Proses Produksi ... II-12 2.8.4. Mesin dan Peralatan ... II-16
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.2.2. Perencanaan Agregat dengan Metode Linear
Programming ... III-4 3.3. Logika dan Himpunan Fuzzy ... III-4 3.4. Linear Programming ... III-6 3.5. Simpleks ... III-11 3.6. Fuzzy Linear Programming ... III-13 3.7. Perhitungan Data Waktu ... III-20 3.7.1. Tingkat Ketelitian dan Tingkat Keyakinan ... III-22 3.7.2. Uji Keseragaman dan Kecukupan Data ... III-22 3.8. LINGO 13.0 ... III-24
DAFTAR ISI (Lanjutan)
BAB HALAMAN
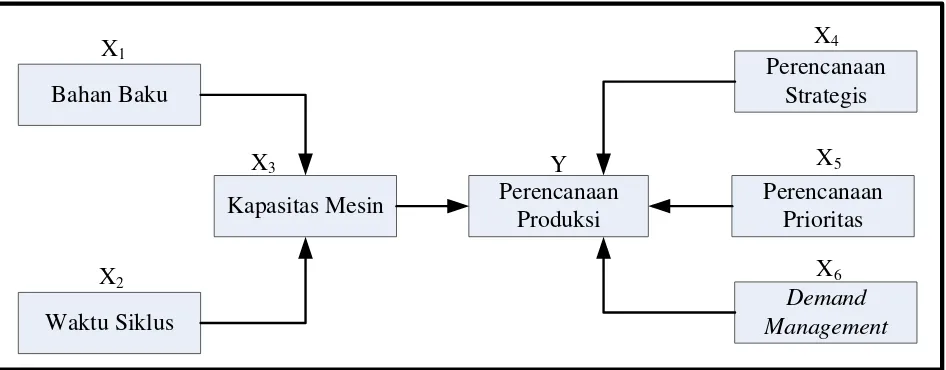
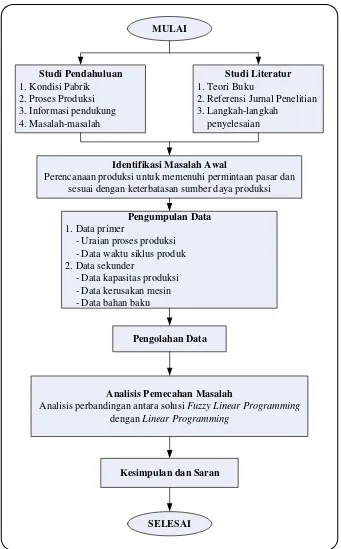
IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Identifikasi Variabel Penelitian ... IV-1 4.4. Kerangka Konseptual Penelitian ... IV-2 4.6. Rancangan Penelitian ... IV-3 4.7. Metode Pengumpulan Data ... IV-6 4.8. Pengolahan Data... IV-6 4.9. Analisis Pemecahan Masalah ... IV-8 4.10. Kesimpulan dan Saran ... IV-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.7. Jumlah Pemakaian Bahan Baku dan Penambahan Bahan
Baku ... V-10 5.2. Pengolahan Data ... V-11
5.2.1. Peramalan Permintaan Bola Lampu dengan Metode Time
Series ... V-11 5.2.2. Penentuan Variabel Keputusan ... V-21 5.2.3. Penentuan Fungsi Tujuan ... V-21 5.2.4. Penentuan Fungsi Kendala Pertama ... V-23 5.2.4.1.Formulasi Fungsi Kendala Pertama ... V-23 5.2.4.2.Penentuan Nilai Toleransi untuk Fungsi Kendala Pertama ... V-25
5.2.5. Penentuan Fungsi Kendala Kedua ... V-26 5.2.5.1.Uji Keseragaman dan Kecukupan Data
Waktu Siklus ... V-26 5.2.5.2.Formulasi Fungsi Kendala Kedua ... V-33 5.2.5.3.Penentuan Nilai Toleransi untuk Fungsi Kendala Kedua ... V-34
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.6.2.Penentuan Nilai Toleransi untuk Fungsi Kendala Ketiga ... V-37
5.2.7. Penentuan Model Linear Programming dengan Logika
Fuzzy ... V-38 5.2.8. Penyelesaian Model Linear Programming dengan Logika
Fuzzy pada t=0 ... V-41 5.2.9. Penyelesaian Model Linear Programming dengan Logika
Fuzzy pada t=1 ... V-43 5.2.10. Pembentukan Model Fuzzy Linear Programming ... V-45 5.2.10.1.Penggambaran Fungsi Keanggotaan Fuzzy ... V-45 5.2.10.2.Formulasi Model Fuzzy Linear Programming ... V-50 5.2.11. Penyelesaian Model Fuzzy Linear Programming ... V-52
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1 6.1. Analisis Perencanaan Produksi ... VI-1
6.1.1. Analisis Perencanaan Produksi Linear Programming
dengan Konsep Fuzzy t=0 ... VI-1 6.1.2. Analisis Perencanaan Produksi Linear Programming
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.1.3. Analisis Perencanaan Produksi dengan Fuzzy Linear
Programming ... VI-4 VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
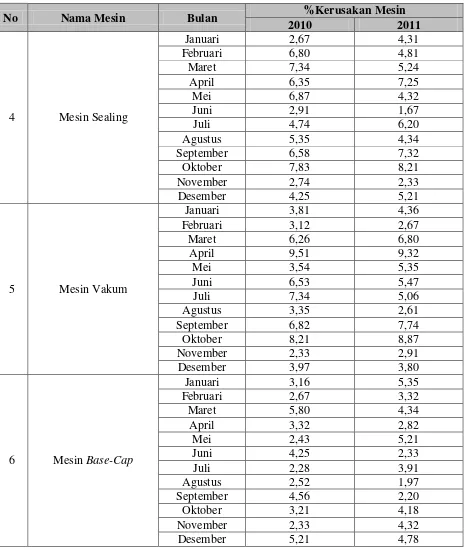
1.1. Permintaan Pasar dan Hasil Produksi Perusahaan Tahun 2011 .... I-2 2.1. Jumlah Tenaga Kerja Sesuai dengan Jabatan ... II-7 2.2. Mesin Produksi pada PT Sinar Sanata Electronic Industry ... II-17 2.3. Peralatan yang Digunakan pada PT Sinar Sanata Electronic
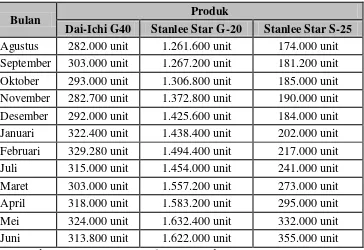
Industry ... II-17 3.1. Data untuk Model Linear Programming ... III-8 5.1. Jumlah Permintaan Produk Bola ... V-1 5.2. Keuntungan Setiap Produk Bola Lampu... V-2 5.3. Data Jumlah Mesin dan Kapasitas Terpasang ... V-2 5.4. Data Persentase Kerusakan Mesin ... V-3 5.5. Jumlah Waktu Kerja Tersedia Tahun 2012 ... V-6 5.6. Waktu Siklus Pembuatan Produk Bola Lampu Dai-Ichi G40 ... V-9 5.7. Waktu Siklus Pembuatan Produk Bola Lampu Stanlee Star G-20 V-9 5.8. Waktu Siklus Pembuatan Produk Bola Lampu Stanlee Star S-25 V-9 5.9. Jumlah Pemakaian dan Ketersediaan Bahan Baku untuk Setiap
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.14. Perhitungan SEE untuk Metode Linear ... V-16 5.15. Perhitungan SEE untuk Metode Kuadratis ... V-17 5.16. Perhitungan SEE untuk Metode Eksponensial ... V-18 5.17. Perhitungan Hasil Verifikasi ... V-21 5.18. Permintaan Produk Bola Lampu Agustus 2012 ... V-25 5.19. Jumlah Produksi Maksimum Mesin Setiap Bulan ... V-24 5.20. Rekapitulasi Uji Keseragaman Waktu Siklus dari Setiap Proses
Dai-Ichi G40 ... V-29 5.21. Rekapitulasi Uji Keseragaman Waktu Siklus dari Setiap Proses
Stanlee Star G-20 ... V-29 5.22. Rekapitulasi Uji Keseragaman Waktu Siklus dari Setiap Proses
Stanlee Star S-25 ... V-30 5.23. Uji Kecukupan Data Proses Ketiga ... V-31 5.24. Rekapitulasi Uji Kecukupan Data Waktu Siklus dari Setiap
Proses Produksi Bola Lampu Dai-Ichi G40 ... V-32 5.25. Rekapitulasi Uji Kecukupan Data Waktu Siklus dari Setiap
Proses Produksi Bola Lampu Stanlee Star G-20... V-32 5.26. Rekapitulasi Uji Kecukupan Data Waktu Siklus dari Setiap
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.27. Rekapitulasi Perhitungan Model Linear Programming dengan
Logika Fuzzy pada t=0 ... V-43 5.28. Rekapitulasi Perhitungan Model Linear Programming dengan
Logika Fuzzy pada t=1 ... V-45 5.29. Batasan Fuzzy Model Linear Programming Bulan Agustus 2012 V-46 5.30. Rekapitulasi Nilai po ... V-50
5.31. Jumlah Produksi Bulan Agustus 2012 ... V-52 6.1. Jumlah Produk dan Sumber Daya pada Konsep Fuzzy t=0 ... VI-1 6.2. Jumlah Produk dan Sumber Daya pada Konsep Fuzzy t=1 ... VI-2 6.3. Jumlah Produk dan Sumber Daya dengan Fuzzy Linear
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tugas dan Tanggung Jawab Jabatan ... L-1 2. Linear Programming dengan Konsep Logika Fuzzy t=0 ... L-9 3. Linear Programming dengan Konsep Logika Fuzzy t=1 ... L-12 4. Linear Programming dengan Konsep FuzzyLinear
Programming ... L-15 5. Surat Permohonan Tugas Sarjana Halaman 1 ... L-18 6. Formulir Penetapan Tugas Sarjana Halaman 2 ... L-19 7. Surat Permohonan Riset Tugas Sarjana di PT.Sinar Sanata
Electronic Industry ... L-20 8. Surat Balasan Penerimaan Riset Tugas Sarjana di PT. Sinar
Sanata Electronic Industry ... L-21 9. Surat Keputusan Tugas Sarjana Mahasiswa ... L-22 10. Berita Acara Laporan Tugas sarjana dengan Dosen
Pembimbing I ... L-23 11. Berita Acara Laporan Tugas sarjana dengan Dosen
ABSTRAK
Salah satu faktor yang mempengaruhi keberhasilan suatu perusahaan adalah perencanaan produksi yang baik. Suatu perencanaan produksi dikatakan baik jika perencanaan tersebut dapat memenuhi permintaan dari konsumen dengan menggunakan biaya yang minimum untuk mendapatkan hasil yang optimal. PT. Sinar Sanata Electronic Industry sebagai salah satu produsen bola lampu di Indonesia tentunya sangat bergantung pada perencanaan produksi yang optimal untuk memenuhi permintaan pasar. Permintaan pasar yang terus meningkat menyebabkan perusahaan tidak dapat memenuhinya disebabkan oleh faktor kapasitas produksi, ketersediaan bahan baku, dan ketersediaan waktu kerja. Oleh karena itu, diperlukan suatu metode perencanaan produksi yang optimal untuk memenuhi permintaan pasar.
Untuk merencanakan jadwal produksi tersebut, digunakan metode Fuzzy Linear Programming untukmendapatkan interval toleransi yang optimal. Faktor produksi yang meliputi adalah kapasitas produksi terpasang, ketersediaan waktu kerja, dan bahan baku. Dari hasil penelitian ini didapatkan hasil Z = Rp. 277.138.710 dan λ=0,536. Hasil ini lebih optimal daripada metode Linear Programming yang mendapatkan hasil Z = Rp. 258.067.240. Dari usulan perencanaan produksi dengan metode Fuzzy Linear Programming ini mendapatkan kenaikan persentasi keuntungan sebesar 7,39% .
BAB I
PENDAHULUAN
1.1.Latar Belakang
Salah satu faktor yang mempengaruhi keberhasilan suatu perusahaan adalah perencanaan produksi yang baik. Suatu perencanaan produksi dikatakan baik jika perencanaan tersebut dapat memenuhi permintaan dari konsumen dengan menggunakan biaya yang minimum untuk mendapatkan hasil yang optimal.
Untuk merealisasikan hal tersebut, ada beberapa faktor-faktor yang harus diperhatikan dari proses produksi dan perusahaan. Faktor tersebut dapat berupa ketersediaan bahan baku, tenaga kerja, dan kapasitas mesin. Faktor-faktor tersebut dapat direkayasa sedemikian rupa sehingga dapat menghasilkan hasil yang optimal.
pasar karena perusahaan dihadapkan dengan keterbatasan sumber daya yang tersediayang diperlukan untuk memenuhi kebutuhan produksi. Adapun data permintaan produk dan hasil produksi PT. Sintar Sanata pada tahun 2011 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Permintaan Pasar dan Hasil Produksi Perusahaan Tahun 2011
Produk Permintaan Pasar Hasil Produksi Perusahaan Dai-Ichi G40 3.678.180 unit 4.013.000 unit
Stanlee Star G-20 17.415.600 unit 16.125.000 unit Stanlee Star S-25 2.829.200 unit 2.391.000 unit
Sumber: PT. Sinar Sanata Electronic Industry
Dari Tabel 1.1. dapat dilihat bahwa hasil produksibola lampu Dai-Ichi G40 melebihipermintaan pasar, sedangkan hasil produksi bola lampu Stanlee Star tipe G-20 dan S-25 tidak memenuhi permintaan pasar. Permintaan pasar yang tidak terpenuhi menyebabkan konsumen membeli produk dari perusahaan lain. Hal ini menyebabkan perusahaan kehilangan opportunity profit. Hal ini disebabkan olehperencanaan produksi dan pengalokasian sumber daya produksiperusahaan yang tidak optimal.Oleh sebab itu, perencanaan produksi bola lampu harus dilakukan dengan baik dan benar agar dapat memenuhi permintaan pasar dan sesuai dengan keterbatasan sumber daya produksi.
permintaan pasar dan keterbatasan sumber daya produksi, maka dilakukan perencanaan produksi dengan menggunakan Fuzzy Linear Programming.
Pada penelitian perencanaan produksi di PT. Sinar Terang Abadi (Bagus Agus Suryo, 2010), dibentuk model Fuzzy Linear Programming dan didapatkan jumlah produksi yang optimal dengan mencari nilai interval antara t=0 da t=1. Nilai λ yang didapat menghasilkan keuntungan yang lebih optimal dibandingkan dengan Linear Programming.
Logika Fuzzy adalah sebuah logika yang mencari nilai yang paling optimal diantara nilai tertinggi dan terendah. Dengan menggunakan logika Fuzzy, peneliti dapat mencari nilai optimum jumlah produk bola lampu yang diproduksi untuk memenuhi permintaan pasar dan sesuai dengan keterbatasan sumber daya produksi. Fuzzy Linear Programmingadalah salah satu pengembangan Linear Programmingyang mampu mengakomodasi ketidakpastian dalam dunia nyata. Dengan menggunakan FuzzyLinear Programming maka ketidakpastian yang muncul dapat diselesaikan dengan mencari nilai yang optimal dari ketidakpastian tersebut.
1.2.Perumusan Masalah
1.3.Tujuan Penelitian
Tujuan umum penelitian ini adalah memformulasikan model Linear Programming yang menunjukkan keterbatasan sumber daya produksi perusahaan untuk menentukan jumlah produksi yang optimal dan memenuhi permintaan pasar.
Adapun tujuan khusus yang ingin dicapai dari penelitian ini yaitu:
1. Memberikan usulan perencanaan sumber daya produksi yang harus disediakan untuk memenuhi proses produksi.
2. Memberikan usulan perencanaan produksi untuk menghasilkan keuntungan yang optimal.
1.4.Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai pihak yakni:
1. Manfaat bagi mahasiswa
Mahasiswa dapat mempelajari dan menerapkanmetode perencanaan produksi dengan konsep Fuzzy Linear Programming.
2. Manfaat bagi perusahaan
Hasil penelitian ini dapat dijadikan pertimbangan bagi perusahaan untuk menjadi dasar perencanaan produksi bola lampu yang optimal dengan menggunakan metode Fuzzy Linear Programming.
Dapat mempererat kerja sama antara perusahaan dengan Fakultas Teknik Departemen Teknik Industri USU.
1.5.Batasan Masalah dan Asumsi
Adapun batasan dalam penelitian ini adalah sebagai berikut:
1. Metode yang digunakan untukperencanaan produksi adalah Fuzzy Linear Programming.
2. Perencanaan produksi bola lampu pada penelitian ini terbatas pada produksi selama 3 bulan yaituAgustus, September, dan Oktober 2012.
3. Penelitian hanya dilakukan pada proses produksi bola lampu merek Dai-Ichi G40 dan StanleeStar G-20 dan S-25.
4. Sumber daya yang dipertimbangkan adalah kapasitas produksi, ketersediaan jam kerja, dan ketersediaan bahan baku.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Semua mesin dan peralatan yang digunakan pada proses produksi bola lampu dalam kondisi tidak rusak.
2. Tidak ada perubahan harga jual, harga bahan baku, dan biaya produksi lainnya selama penelitian.
3. Adanya buffer stock produksi
4. Keadaan perusahaan tidak berubah selama penelitian.
6. Operator dianggap telah menguasai pekerjaannya dalam proses produksi bola lampu.
1.6.Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari peneliti untuk membuat suatu rancangan perencanaan produksi untuk memenuhi permintaan pasar dan sesuai dengan ketersediaan sumber daya produksi, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Permasalahan, menjelaskan sejarah dan gambaran umum perusahaan, struktur organisasi, organisasi dan manjemen, teknologi, serta proses produksi.
Bab III Landasan Teori memaparkan teori-teori yang digunakan dalam analisis pemecahan masalah yaitu Teori Pengukuran Waktu, Teori
Bab V Pengumpulan dan Pengolahan Data, berisi data primer dan sekunder serta pembentukan model Fuzzy Linear Programming dan penentuan jumlah produksi yang optimal untuk memenuhi permintaan pasar.
Bab VI Analisis Pemecahan Masalah, memaparkan perencanaan produksi usulan yang didapatkan dari Fuzzy Linear Programminguntuk memenuhi permintaan pasar.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sinar Sanata Electronic Industry merupakan perusahaan yang bergerak di bidang produksi bola lampu untuk kebutuhan rumah tangga (merk Dai-ichi) dan kendaraan bermotor (merek Stainlee star). PT. Sinar Sanata Electronic Industry didirikan pada tanggal 29 April 1976. Pada awal berdirinya, perusahaan hanya mempergunakan dua set mesin peralatan produksi yang khusus memproduksi bola lampu untuk pemakaian pada kendaraan bermotor.
mesin dan peralatan produksi, dan daerah pemasaran diusahakan ke seluruh pelosok tanah air.
Mengikuti perkembangan zaman dan teknologi, pabrik yang menghasilkan produk sejenis semakin bertambah jumlahnya. Pada tahun 1982, keadaan pasar dalam negeri sudah mulai memasuki titik jenuh serta banyak persaingan tidak sehat dalam merebut pasar dalam negeri. Hal ini mengakibatkan PT. Sinar Sanata Electronic Industry mengalami masa yang surut dan kelabu. Untuk menghadapi keadaan yang kurang menguntungkan ini perusahaan berusaha untuk melakukan terobosan-terobosan pemasaran produk keluar negeri khususnya ke negara-negara di Asia Tenggara dan Asia Selatan. Sekitar tahun 1983, untuk pertama kali di bidang pemasaran tercatat sejarah baru yaitu berhasil mengekspor ke pulau Penang, Malaysia. Setahun kemudian (1984) perusahaan berhasil mendapatkan kontrak dari Malaysia dan Singapura. Walaupun jumlah produk yang diekspor ke luar negeri tidak sebanyak jumlah yang terjual di dalam negeri, secara psikologistelah menumbuhkan kepercayaan diri bagi perusahaan dan mendorong semangat untuk lebih berkompetitif di pasar internasional. Pada saat ini, sedang dijajaki untuk memasarkan produk ke benua Australia dan Negara Timur Tengah.
dekorasi dan Flourescent yang prinsip pembuatannya hampir sama dengan prinsip pembuatan bola lampu untuk kendaraan.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha PT. Sinar Sanata Electronic Industry adalah memproduksi bola lampu untuk kepentingan rumah tangga dan kendaraan bermotor/transportasi seperti sepeda motor, mobil dan pesawat terbang (jika ada permintaan).
2.3. Lokasi Perusahaan
PT. Sinar Sanata Electronic Industry terletak di Jl.Pertahanan Lorong 3 No. 7A, Medan Amplas. Pertimbangan-pertimbangan yang dilakukan atas pemilihan lokasi perusahaan adalah sebagai berikut:
1. Dekat dengan daerah pemasaran yaitu Medan sekitarnya.
2. Dekat dengan pelabuhan Belawan, karena sebagian bahan baku berasal luar negeri seperti Thailand dan Vietnam.
3. Tersedianya tenaga kerja, karena dekat dengan daerah pemukiman masyarakat. 4. Tersedianya lahan yang cukup dan strategis untuk persyaratan pendirian
pabrik.
5. Dekat dengan fasilitas umum dalam kepentingan memperoleh kebutuhan hidup sehari-hari dan pendidikan.
Struktur organisasi adalah susunan dan hubungan-hubungan antar komponen bagian-bagian dan posisi-posisi dalam suatu perusahaan.
Ada enam hendak mendesain struktur organisasi, antara lain :
1.
2. Departementalisasi, yaitu menyatakan dasar yang dipakai untuk mengelompokkan pekerjaan secara bersama-sama. Departementalisasi dapat berupa proses, pr
3. Rantai komando, yaitu menyatakan garis wewenang yang menjelaskan tahapan pertanggungjawaban antar level dalam struktur organiasi.
4. Rentang kendali, yaitu menyatakan jumlah bawahan yang dapat diarahkan oleh seorang manajer secara efisien dan efektif.
5. Sentralisasi dan Desentralisasi. Sentralisasi mengacu pada sejauh mana tingkat pengambilan keputusan terkonsentrasi pada satu titik di dalam organisasi. Desentralisasi adalah kebalikan dari sentralisasi.
6. Formalisasi, menyatakan pembakuan pekerjaan-pekerjaan dalam struktur organisasi.
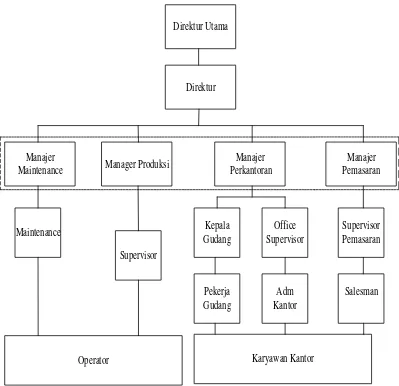
(lini). Struktur organisasi dari PT. Sinar Sanata Electronic Industry dapat dilihat pada Gambar 2.1.
Direktur Utama
Manajer
Maintenance Manager Produksi
Manajer Perkantoran
Manajer Pemasaran Direktur
Supervisor Pemasaran
Adm Kantor Pekerja
Gudang Maintenance
Supervisor
Kepala Gudang
Office Supervisor
Salesman
Operator Karyawan Kantor
[image:31.595.114.513.165.551.2]Sumber : PT. Sinar Sanata Electronic Industry
Gambar 2.1. Struktur Organisasi PT. Sinar Sanata Electronic Industry
2.4.2. Pembagian Tugas dan Tanggung Jawab
2.5. Dampak Sosial Ekonomi
Sejak berdirinya PT. Sinar Sanata Electronic Industry memiliki dampak yang positif bagi lingkungan sekitar fabrikasi. Salah satu dampak yg terlihat adalah dari segi ekonomi secara langsung maupun tidak langsung telah menciptakan lapangan pekerjaan di daerah pabrik tersebut. Keberadaan pabrik di daerah tersebut telah memberikan kontribusi secara langsung terhadap pembangunan prasarana, seperti jalan dan fasilitas penerangan.Selain itu limbah perusahaan berupa kawat tembaga hasil buangan pabrik diolah kembali langsung oleh masyarakat sekitar. Hal ini tentu membawa sejumlah manfaat dan keuntungan serta sisi positif bagi masyarakat sekitar fabrikasi.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
Tabel 2.1. Jumlah Tenaga Kerja Sesuai dengan Jabatan
No. Departemen/ Jabatan
Manajer (Orang)
Supervisor (Orang)
Karyawan (Orang)
1 Direktur Utama - - 1
2 Direktur - - 1
3
Produksi
- Proses 1 10 365
- Packing - 2 24
4 Maintenance 1 - 9
5
Logistik
Pembelian - - 5
Gudang - - 14
6
Personalia dan Adm
- OfficeSupervisor 1 - 3
- Security - - 5
- Administrasi - 1 10
7 Pemasaran 1 2 14
Total Jumlah 4 15 451
Sumber : PT. Sinar Sanata Electronic Industry
Karyawan non shift merupakan karyawan yang tidak berada pada lantai produksi, Jam kerja dimulai dari pukul 08.00 WIB – 16.00 WIB. Yang termasuk karyawan Non Shift adalah karyawan bagian personalia, administrasi, pemasaran, logistik dan maintenance.
2. Karyawan shift
Karyawan shift merupakan karyawan yang bekerja di lantai produksi. Jam kerja yang diterapkan adalah:
a. Shift I
Hari Senin – Sabtu : Pukul 08.00 – 12.00 WIB b. Shift II
Hari Senin – Jumat : Pukul 12.00 – 16.00 WIB
Jam istirahat terbagi dalam dua gelombang yaitu pukul 12.00 WIB - 13.00 WIB adalah untuk karyawan yang bekerja di bagian operasi mesin sedangkan proses operasi mesin digantikan oleh pekerja bagian packing, dan pukul 13.00 WIB – 14.00 WIBuntuk karyawan bagian packing.
Jika waktu produksi tidak mencukupi, maka perusahaan akan menggunakan waktu lembur yaitu dari pukul 16.00-18.00 WIB.
2.7. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Sinar Sanata Electronic Industry mengikuti sistem Upah Minimum Sektor Kota (UMSK). Sistem pengupahan pada PT. Sinar Sanata Electronic Industry terbagi dua yaitu:
Karyawan tetap menerima gaji bulanan sebesar Rp 2,000,000. Pembayaran gaji dilakukan pada setiap akhir bulan.
2. Karyawan harian
Karyawan harian mendapat gaji sebesar Rp 1,100,000 perbulan. Pembayaran gaji dilakukan pada setiap akhir minggu (hari Sabtu).Karyawan harian ini direkrut berdasarkan kebutuhan perusahaan, dimana perusahaan hanya akan mempekerjakannya apabila memerlukannya untuk sebagai tambahan pada bagian produksi, security, dan transportasi saja.
Selain pemberian upah, perusahaan juga akan memberikan fasilitas kepada setiap karyawan tetap antara lain :
1. Tunjangan hari besar keagamaan (THR), besarnya tujangan yang diberikan ditentukan oleh perusahaan.
2. Tunjangan kesehatan, dimana apabila terjadi kecelakan kerja di lantai produksi, maka perusahaan akan membiayai seluruh pengobatan hingga pekerja sembuh total dan dapat bekerja kembali.
3. Adanya jaminan sosial tenaga kerja (Jamsostek)meliputi jaminan kecelakaan, kematian, dan pesangon.
2.8.Proses Produksi
2.8.1. Standar Mutu Bahan/Produk
Standar mutu yang digunakan PT. Sinar Sanata Electronic Industry adalah Standar Nasional Indonesia (SNI) 9002 untuk semua jenis bola lampu.
2.8.2. Bahan yang Digunakan
Adapun bahan-bahan yang digunakan dalam proses produksi bola lampu adalah sebagai berikut:
a. Bahan baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan memiliki persentase yang besar dibandingkan bahan-bahan lainnya. Kualitas bahan baku yang digunakan sangat menentukan kualitas produk yang akan dihasilkan.
Berikut ini adalah bahan baku yang digunakan oleh PT. Sinar Sanata Electronic Industry untuk pembuatan bola lampu :
1. Tabung Kaca (Glass Tube) 2. Lidi Kaca
3. Tembaga 4. Kawat Filamen 5. Base Cap (Stainless) 6. Timah
7. Gas Argon
b. Bahan penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak jelas dibedakan pada produk. Bahan penolong ini tidak akan tampak secara fisik pada produk akhir. Bahan penolong yang digunakan untuk membantu proses produksi antara lain:
1. Gas Oksigen (O2)
Gas oksigen ini banyak digunakan untuk proses pembakaran pada saat pembentukan bola lampu. Gas ini diperoleh dari alam dan ditampung dalam sebuah tabung dan dialirkan melalui pipa pembakaran pada saat proses pembentukan bola lampu.
2. Metanol (CH3OH)
Zat kimia ini digunakan sebagai bahan campuran untuk penguat filamen. 3. Zat Fosfor (P)
Zat kimia ini digunakan untuk menguatkan filamen, agar filamen kuat berdiri pada saat digunakan saat proses produksi.
c. Bahan Tambahan
1. Cat khusus untuk bola warna
Cat ini terdiri dari berbagai warna dan dipilih sesuai dengan warna yang dipesan oleh konsumen.
2. Kotak kemasan
Kotak kemasan digunakan untuk mengemas bola lampu. 3. Kotak kardus
Kotak kardus digunakan untuk mengemas bola lampu yang sudah dikemas dalam kotak kemasan.
2.8.3. Uraian Proses Produksi
Uraian proses produksi bola lampu dapat dijelaskan sebagai berikut: 1. Proses Pembentukan Mangkuk Bola
Proses ini menggunakan Mesin Tiup. Proses ini dimulai dengan memasukkan tabung kaca (glass tube) ke dalam cetakan (mal) pada mesin. Ukuran cetakan (mal) tergantung pada besar daya bola lampu yang akan dibuat. Masing-masing daya bola lampu memiliki ukuran yang berbeda, seperti berikut : a. Daya 25 Watt-45Watt
Panjang = 15mm - 15,5mm Lebar = 11mm - 11,5mm b. Daya 5 Watt berukuran:
Panjang = 20mm – 21mm Lebar = 18mm – 19,5mm c. Daya 7,5 Watt
Lebar = 16mm – 16,5mm d. PS-47
Panjang = 29mm – 30mm Lebar = 18mm – 19mm e. PS-60 (Daya 60 Watt)
Panjang = 35mm Lebar = 20mm – 21mm
Tabung kaca (glass tube) yang telah dimasukkan pada mal kemudian dilelehkan menggunakan panas api sehingga tercetak pada mal. Pada saat proses pemanasan dilakukan, sekaligus terjadi proses pendinginan dengan penyemprotan dengan air yang dilakukan secara otomatis oleh mesin. Hasil keluaran (output) dari mesin ini adalah mangkuk bola lampu.
2. Proses Steam
Proses Steam merupakan proses pembentukan tiang steam dengan Mesin Steam. Proses ini dilakukan dengan memasukkan lidi kaca ke dalam Steam. Mesin kemudian melakukan proses pemanasan dengan bantuan api dan secara otomatis membuat bentuk pada ujung bagian atas lidi kaca. Hasil keluaran (output) dari proses ini adalah tiang steam.
3. Proses Pemasangan Filamen
Tepung Philips untuk menambah daya tahan dari bola lampu. Setelah filamen yang direndam diletakkan pada wadah, tiang steam yang telah terbentuk juga diletakkan pada wadah tiang pada mesin, selanjutnya mesin secara otomatis memasangkan filamen pada tiang steam. Hasil keluaran (output) dari proses ini adalah tiang steam berfilamen.
4. Proses Sealing
Proses Sealing merupakan penyatuan tiang dengan mangkuk bola lampu dengan menggunakan Mesin Sealing. Tiang steam berfilamen pada proses sebelumnya dipasang secara manual dengan mangkuk bola lampu oleh operator. Setelah pemasangan dilakukan, hasil pemasangan tersebut kemudian diletakkan pada wadah mesin dan mesin kemudian menyatukan pemasangan tersebut dengan bantuan api. Hasil keluaran (output) proses ini adalah mangkuk bola yang telah menyatu dengan tiang steam berfilamen.
5. Proses Vakum
Proses Vakummerupakan proses penghisapan udara dalam bola lampu dengan Mesin Vakum. Hal ini dilakukan untuk mencegah adanya pencampuran udara dengan zat lain dalam bola lampu untuk mencegah putusnya bola lampu. Khusus untuk produk Stanlee star, dihembuskan Gas Argon ke dalam bola lampu untuk menjaga kondisi bola lampu. Hasil dari proses sebelumnya kemudian diletakkan pada wadah mesin dan mesin melakukan penghisapan udara yang terdapat pada bola lampu. Udara di dalamnya berasal dari proses Sealing.
Proses ini dilakukan untuk menyatukan Base-Cap dengan bola lampu dengan menggunakan mesin Base-Cap. Base-Cap ini terbuat dari bahan stainless dan aluminium. Base-Cap merupakan jalan arus masuk dari sumber arus menuju bola lampu. Base-Cap dan bola lampu (mangkuk bola yang telah menyatu dengan tiang steam berfilamen dan dalam keadaan hampa) dipasang secara manual oleh operator sebelum diletakkan pada wadah mesin. Setelah pemasangan dilakukan, mesin melakukan penyatuan agar pemasangan menjadi semakin erat. Hasil keluaran (output) dari proses ini adalah bola lampu.
7. Proses Penyolderan
Proses penyolderan berguna untuk menyatukan dan menguatkan Base-Cap dengan bola lampu dengan menggunakan Mesin Solder.Proses ini dilakukan agar tidak ada ruang bagi gas dari bola lampu untuk keluar dari bola lampu dan tidak ada jalan masuk udara bebas ke dalam bola lampu yang dapat membuat bola lampu putus. Selain itu juga ditambahkan timah pada Base-Cap sebagai tempat penyambungan arus listrik pada saat penggunaannya.
8. Proses Quality Control
tidak menyala maka bola lampu dinyatakan rusak (reject), tidak layak pakai dan tidak akan dilanjutkan pada proses berikutnya (packing).
9. Proses Pengemasan (Packing)
Proses pengemasan berguna untuk mengemas bola lampu. Pada saat proses pengemasan dilakukan, juga dilakukan penyortiran terhadap produk reject dari proses sebelumnya. Produk yang tergolong tidak rusak kemudian dikemas dalam kotak kemasan yang kecil (sesuai ukuran bola lampu). Setelah dikemas dalam kotak kemasan kecil, dilanjutkan dengan melakukan pengemasan pada kotak kardus besar.
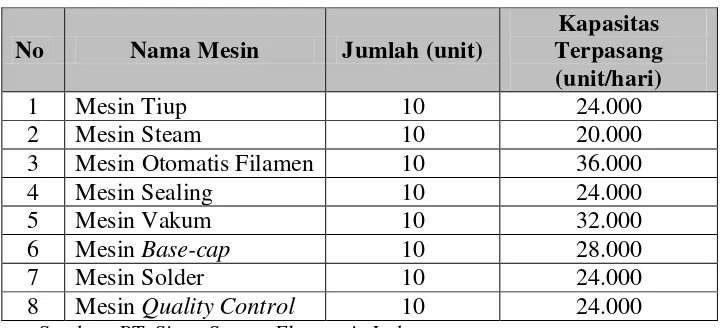
2.8.4. Mesin dan Peralatan
Mesin produksi yang digunakan pada proses produksi PT. Sinar Sanata Electronic Industry ini terdiri atas mesin baru dan mesin lama, antara lain yang meliputi dari proses awal hingga proses akhir, antara lain seperti pada Tabel 2.2.
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi1
2. Jangka Menengah
Perencanaan produksi merupakan suatu proses tentang penentuan jumlahoutput yang harus diproduksi, tingkat persediaan yang harus dijaga sepanjangrentang atau waktu rencana. Maksud dan tujuan perencanaan ialah untukmemberikan otorisasi penguraian rencana produksi ke dalam jadwal indukproduksi, menyediakan input untuk mendukung rencana induk produksi danmenjaga kestabilan kegiatan produksi terhadap fluktuasi permintaan.
Berdasarkan periode waktu perencanaan produksi dibedakan atas tigajenis, yaitu:
1. Jangka Panjang
Perencanaan produksi jangka panjang biasanya melihat 5 tahun atau lebihkedepan. Jangka waktu terpendeknya adalah ditentukan oleh berapa lamawaktu yang dibutuhkan untuk mengubah kapasitas yang tersedia. Perencanaanproduksi jangka panjang dibuat dengan mempertimbangkan ramalan umumperekonomian dan kependudukan, situasi politik dan sosial, perubahanteknologi, dan perilaku pesaing, dimana semua faktor tersebut akan dievaluasidampaknya terhadap aktivitas perusahaan.
1
Perencanaan produksi jangka menengah (perencanaan agregat) dikembangkanberdasarkan kerangka yang telah ditetapkan pada perencanaan produksijangka panjang. Perencanaan produksi jangka menengah didasarkan padaperamalan permintaan tahunan dari bulan dan sumber daya produktif yang ada(jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah supplier dansubkontraktor), dengan asumsi kapasitas produksi relatif tetap.
3. Jangka Pendek
Perencanaan produksi jangka pendek, bentuk perencanaannya adalah berupajadwal produksi. Tujuan dari jadwal produksi adalah menyeimbangkanpermintaan aktual (yang dinyatakan dengan jumlah pesanan yang diterima)dengan sumber daya yang tersedia (jumlah departemen, waktu shift yangtersedia, banyaknya operator dan tingkat persediaan yang dimiliki) sesuaidengan batasan-batasan yang ditetapkan pada perencanaan agregat.
3.2. Metode Perencanaan Agregat2
- Fuzzy Linear Programming
Banyak metode yang telah dikembangkan untuk perencanaan agregatini tetapi pada dasarnya dapat dikelompokkan menjadi dua kelompok yaitu:
a. Dengan pendekatan Optimasi : – Linear Programming
– Aturan HMMS (Linier Decision Rule) – Search Decision Rule
2
b. Dengan pendekatan Heuristik : – Metode grafik
– Metode koefisien manajemen – Metode parametrik
3.2.1. Perencanaan Agregat dengan Metode Grafis
Metode grafis ini adalah metode perencanaan agregat yang sangatsederhana dan mudah dipahami. Dasar metode ini sebenarnya adalah “trial anderror” dengan melihat gambaran antara permintaan kumulatif dan rata-ratapermintaan kumulatifnya.
Secara garis besar langkah perencanaan yang dilakukan adalah sebagai berikut :
1. Gambarkan histogram permintaan dan tentukan kecepatan produksi(Pt) rata-rata yang diperlukan untuk memenuhi permintaan.
2. Gambarkan grafik permintaan kumulatif terhadap waktu serta grafikpermintaan rata-rata kumulatif terhadap waktu. Identifikasikan periode– periode tempat terjadinya kekurangan barang (back order) danperiode-periode adanya kelebihan barang (inventory).
3. Tentukan strategi yang akan digunakan untuk menanggulangikekurangan dan kelebihan barang tersebut.Hitung ongkos yang ditimbulkan oleh setiap strategi dan pilih yangmemberikan ongkos terkecil.
Metode transportasi melakukan perhitungan dengan variabel yangrelatif kecil.Jika variabel penambahan pengurangan tenaga kerja dilibatkan,maka model transportasi akan menggunakan biaya denda ( penalty cost )
akibataktifitastersebut. Dengan menggunakan Linear Programming, biaya-biayatersebut dapat dihitung secara eksplisit. Linear Programming memberi solusistrategi hibrid sehingga biaya total minimum.Asumsi yang digunakan untuk meggunakan model ini yaitu :
1. Laju permintaan (demand rate) diketahui dan diasumsikandeterministik
2. Biaya produksi pada jam kerja normal linier dan asumsikan biaya produksinormal,biaya produksi lembur dan biaya subkontrak secara berturutmemiliki besaranC3>C2>C1
3. Biaya perubahan biaya produksi berfungsi linier.
4. Batas atas dan batas bawah mempresentasikan ketersediaan kapasitasproduksi dan tempat penyimpanan
5. Biaya yang timbul berkaitan dengan adanya persediaan/backlog
3.3. Logika dan Himpunan Fuzzy3
3
Sri Kusumadewi dan Hari Purnomo. Aplikasi Logika Fuzzy Untuk Pendukung Keputusan.
Logika fuzzy adalah suatu cara yang tepat untuk memetakan suatu ruanginput ke dalam suatu ruang output. Terdapat beberapa alasan mengapa logikafuzzy digunakan, antara lain:
2. Memiliki toleransi terhadap data-data yang tidak tepat.
3. Mampu memodelkan fungsi-fungsi non linear yang sangat kompleks.
4. Dapat membangun dan mengaplikasikan pengalaman-pengalaman para pakarsecara langsung tanpa harus melalui proses pelatihan.
5. Dapat bekerjasama dengan teknik-teknik kendali secara konvensional. 6. Logika fuzzy didasarkan pada bahasa alami.
Pada logika fuzzi terdapat suatu himpunan tegas (crisp), dimana nilai keanggotaan suatu item x dalam suatu himpunan A, yang sering ditulis dengan µ[x], memiliki 2 kemungkinan, yaitu:
1. satu (1), yang berarti bahwa suatu item menjadi anggota dalam suatuhimpunan, atau
2. nol (0), yang berarti bahwa suatu item tidak menjadi anggota dalam suatuhimpunan.
Contoh:
Jika diketahui: S = {1,2,3,4,5,6} adalah semesta pembicaraanA = {1,2,3} dan B = {3,4,5}bisa dikatakan bahwa:
3.4. Linear Programming4
j = Nomorsetiapmacamkegiatanyangmenggunakansumberataufasilitas yangtersedia( j=1, 2,.., n).
Linear Programming merupakansuatumodelumumyangdapatdigunakan dalampemecahanmasalahpengalokasian sumber–sumberyangterbatassecara optimal.Kata“linear”berartibahwasemuafungsi–fungsimatematis yang disajikan dalammodeliniharuslahfungsi–fungsilinearmakaLinear
Programmingmencakupperencanaan kegiatan–kegiatanuntukmencapaisuatu
hasilyang“optimal”,yaitusuatuhasilyangmencerminkan tercapainyasaasran tertentuyangpalingbaik(menurutmodelmatematis) diantaraalternatif–
alternatifyangmungkin,denganmenggunakanfungsilinear.ModelLinear
Programming dikenal2 macam
fungsi,yaitufungsitujuan(objectivefunction)danfungsi–fungsi batasan (constraintfunction).Fungsitujuanadalahfungsiyangmenggambarkan
tujuanatausasarandidalampermasalahanLinear Programmingyangberkaitan dengan pengaturan secara optimal sumber daya –sumber daya, untuk memperolehkeuntunganmaksimalataubiayaminimal.
AgarmemudahkanpembahasanmodelLPini,digunakansimbol–simbol sebagaiberikut:
m = macambatasan– batasansumberataufasilitasyangtersedia.
n = macamkegiatan– kegiatanyangmenggunakansumberataufasilitas tersebut. i = Nomor setiapmacamsumberataufasilitasyangtersedia ( i=1, 2, 3,..., m).
4
xj = tingkatkegiatankej( j=1, 2,..., n).
aij = banyaknyasumberiyangdiperlukanuntukmenghasilkan setiapunit
keluaran(output) kegiatanj( i=1, 2, ..., m,danj=1, 2, ..., n).
bi = banyaknyasumber(fasilitas)iyangtersedia untukdialokasikankesetiap
unitkegiatan( i=1, 2, ..., n).
Z = nilaiyangdioptimalkan(maksimumatauminimum).
Cj = KenaikannilaiZapabilaadapertambahantingkatkegiatan(xj)dengan
satusatuan(unit);ataumerupakan sumbangan setiapsatuankeluaran kegiatanjterhadapnilaiZ.
Keseluruhansimbol–simboldiatasselanjutnyadisusunkedalambentuk tabelstandarLPsepertidipada Tabel 3.1.
Pemakaiansumberper unitkegiatan(keluaran) 1 2 3 ... n
Kapasitas sumber
1 2 3 . . . m
a11 a12 a13 ... a1n a21 a22 a23 ... a2n a31 a32 a33 ... a3n
. . .
am1 am2 am3 ... amn
b1 b2 b3 . . . bm
ΔZpertambahantiapunit
TingkatKegiatan
C1 C2 C3 ... Cn X1 X2 X3 ... Xn
Atasdasartabeldiataskemudiandapatdisusunsuatumodelmatematisyang digunakanuntukmengemukakansuatupermasalahanLPsebagaiberikut:
Fungsi tujuan:
MaksimumkanZ=C1X1+C2X2 +C3X3 +....+CnXn Batasan– batasan:
1) a11x1+a12x2 +...+a1nxn ≤b1 2) a21x1+a22x2 +...+a2nxn ≤b2
3) am1x1+am2x2 +...+amnxn ≤bm dan
X1 ≥0,X2 ≥0,...Xn ≥
BentukataumodelLPdiatasmerupakanbentukstandarbagimasalah–
masalahLPyangakandipakaiselanjutnya. Dengankatalainbilasetiap masalahdapatdiformulasikansecaramatematismengikutimodeldiatas,maka
masalahtersebutdapatdipecahkandenganteknikLP. Terminologiumum untukmodelLPyangdiuraikandiatasdapatdiringkas sebagaiberikut:
1. Fungsiyangakandimaksimumkan C1X1+C2X2 +C3X3 +....+CnXndisebutfungsi tujuan(objectivefunction).
2. Fungsi – fungsi batasandapatdikelompokkanmenjadiduamacam,yaitu: a. Fungsibatasanfungsional,yaitufungsi–fungsibatasansebanyakm
(yaituai1x1+ai2x2 +...+ainxn).
b. Fungsi batasannon-negatif(non-negatif-constraints) yaitufungsi–fungsi batasanyangdinyatakandenganXi ≥0.
3. Variabel– variabelXjdisebutdecision variables.
4. aij,bi danCj,yaitumasukan–masukan(input)konstan;disebutsebagai
parametermodel.
Linear Programming memiliki empat ciri khusus yang melekat, yaitu : 1. Penyelesaian masalah mengarah pada pencapaian tujuan maksimisasi atau
minimisasi
4. Hubungan matematis bersifat linear
Syarat-syarat yang harus dipenuhi agar suatu persoalan dapat dipecahkan dengan teknik Linear Progamming secara lengkap adalah sebagai berikut :
1. Fungsi obyektif harus didefinisikan secara jelas dan dinyatakan sebagai fungsi obyektif yang linear. Misalnya jumlah hasil penjualan harus maksimum, jumlah biaya yang dikeluarkan harus minimum.
2. Harus ada alternatif pemecahan untuk dipilih salah satu yang terbaik. 3. Sumber-sumber dan aktifitas mempunyai sifat dapat ditambahkan.
4. Fungsi obyektif dan ketidaksamaan untuk menunjukkan adanya pembatasan harus linear.
5. Variabael keputusan harus positif, tidak boleh negatif. 6. Sumber-sumber dan aktifitas mempunyai sifat dapat dibagi. 7. Sumber-sumber dan aktifitas mempunyai jumlah yang terbatas.
8. Aktifitas harus proposional terhadap sumber-sumber. Hal ini berarti ada hubungan yang linear antara aktifitas dengan sumber-sumber. Misalnya output dinaikkan dua kali, kalau permintaan naik satu setengah kali maka output harus naik satu setengah kali, jadi menggunakan prinsip constant returns to scale.
9. Model progamming deterministik, artinya sumber dan aktifitas diketahui secara pasti
1. Masalah minimasi, dimana seseorang dituntut untuk menentukan kombinasi(output)yangdapatmeminimumkanpengorbanan(misalnya:
biaya).Dalamhalini,fungsi tujuandinyatakansebagaiberikut: MeminimumkanZ=C1X1+C2X2+... + CnXn
2. Masalahdenganfungsibatasanfungsionalyangmemilikitandamatematis
≥;sehinggaapabiladirumuskanterlihatsebagaiberikut:
ai1x1 +ai2x2 +...+ainxn ≥bi
3. Masalahdenganfungsibatasanfungsionalyangmemilikitandamatematis =;sehinggabiladirumuskansebagaiberikut:
ai1x1+ai2x2 +...+ainxn=bi
4. Masalahtertentu,dimanafungsibatasannon–negatiftidakdiperlukan; ataudengankatalainxjtidakterbatas.
3.5. Simpleks5
MetodeSimpleksmerupakan metodeyangpalingberhasildikembangkan untukmemecahkan persoalanLPyangmempunyaivariabelkeputusandan pembatasyangbesar.Algoritma simpleksiniditerangkan denganmenggunakan
logikasecaraaljabarmatriks,sedemikiansehinggaoperasiperhitungan dapat dibuatlebihefisien.MetodesimplekspertamakalidiperkenalkanolehGeorgeB.
Dantzigpadatahun1947dantelahdiperbaiki olehbeberapaahlilain.Metodeini menyelesaikanmasalahLPmelaluiperhitungan ulang(iteration)dimanalangkah– langkahperhitunganyangsamadiulangberkali–kalisebelumsolusioptimum dicapai.
5
Metodesimpleksmerupakansuatumetodedalampemprograman linieryang umumdigunakanuntukmenentukanhasilyangoptimalbagipermasalahan yang memilikitigavariabelataulebih.Masalahpemprograman linieryanghanya mengandung dua variabel dapat diselesaikan dengan metode grafik. Tetapi apabilamasalahtersebut mengandunglebihdariduavariabelmakametode grafik akan sangat sulit untuk diterapkan sehingga diperlukan penggunaan metode simpleks.
Masalahprogramlinieryangmelibatkan banyakvariabelkeputusan dapat dengancepatdipecahkandenganbantuankomputer.Bila variabelkeputusanyang dikandungtidakterlalubanyak, masalah tersebut dapatdiselesaikandengansuatu algoritmayang biasanyaseringdisebuttabelmetodesimpleks.Disebutdemikian karenakombinasivariabelkeputusan yangoptimaldicaridenganmenggunakan tabel– tabel.
Adapuntahap-tahap yangdigunakandalampenyelesaian arahdengan menggunakanmetodesimpleksadalah:
1. Penentuanletak bilanganyang palingnegatifpada baris terbawahtabel (yakni cj-zj).Jikaterdapatlebihdarisatubilanganyangpalingnegatif,makapilih
salahsatukolomyangadabilanganternegatif dankolominidisebutkolom kerja. Pembentukan nilai-nilai banding dengan membagi setiap bilangan positifdalamkolomkerjadenganelemendalamkolomHyangmerupakan
nilaiXByangbarudenganmengabaikan baristerakhir.Dalammasalah
2. GunakanoperasiBariselementeruntukmengubahelemenpivotmenjadi1 danreduksisemuaelemenlaindalamkolomkerjamenjadi0.
3. GantikanmatriksbasisB,misalkandalamkolomke-rdanbarispivotdengan
Akyangterdapat dalam kolom pivot.B=(B1,B2,...,Ak,...,Bm)Tmerupakan
variabeldasarbaru.
4. Ulangikembalilangkah1sampai4sehinggatidakterdapatlagielemenyang negatifdalambaristerakhiratausemuacj- zj>0.
5. Pemecahanoptimaldiperolehdenganmenetapkan nilaivariabelyang bersangkutanpadakolomHyangberasosiasidenganvariabeldalambasis.
Variabelyangnon basis ditetapkanbernilainol.Sedangkannilaioptimal fungsiobjektifadalahbilangan yangberadapadabarisakhirkolom Huntuk masalahmaksimisasi dannegatifbilangantersebutjikauntukmasalah minimisasi.
3.6. Fuzzy Linear Programming6
4. Logikafuzzymampumemodelkanfungsi-fungsinon-linieryang sangatkompleks.
Ada beberapaalasanorangmenggunakanlogikafuzzy, antaralain:
1. Konseplogikafuzzymudahdimengerti.Konsepmatematisyang mendasari penalaran fuzzy sangat sederhana dan mudah dimengerti.
2. Logikafuzzysangatfleksibel.
3. Logika fuzzy memilikitoleransiterhadap data-datayang tidak tepat.
6
5. Logika fuzzy dapat membangun dan mengaplikasikan pengalaman-pengalaman parapakarsecaralangsungtanpaharus melaluiproses pelatihan. 6. Logika fuzzy dapat bekerjasama dengan teknik-teknik kendali
secarakonvensional.
7. Logikafuzzydidasarkanpadabahasaalami.
Pada Fuzzy Linear Programming, bentuk persamaan akan mengalamisedikitperubahansebagaiberikut.
1. Bentuk imperatif pada fungsi obyektif tidak lagi benar-benar “maksimum”
atau“minimum”, karenaadanyabeberapahalyang perlumendapatpertimbangandalamsuatusistem.
2. Tanda≤(pada batasan)dalamkasusmaksimasidantanda≥(pada batasan)dalamkasusminimasitidaklagibermaknacrispsecara
matematis,namunsedikitmengalamipelanggaran makna.Halini
jugadisebabkan karenaadanyabeberapayangperlu dipertimbangkandalamsistemyangmengakibatkanbatasantidak
dapatdidekatisecarategas.
Bentuk umum dari Fuzzy Linear Programming adalah sebagai berikut: Maksimumkan : λ
Dengan batasan : λp + Bi x ≤di+ pi i = 0,1, ...,m
x ≥0
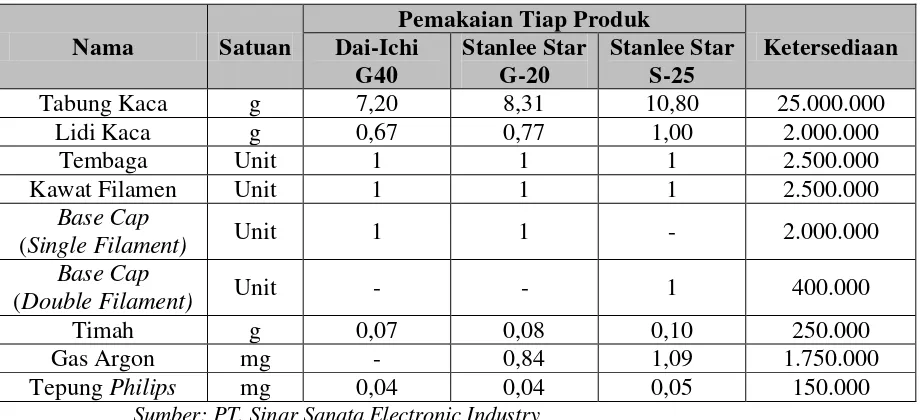
Sebuah perusahaan kecil memproduksi 2 jenis produk yang berbedadengan masing-masing membutuhkan 3 macam bahan baku, yaitu A, B dan C.Produk tersebut dikerjakan melalui 2 proses pengerjaan manual, yaitu proses I danII. Setiap unit produk I membutuhkan 10 ons bahan baku A, 6 ons bahan baku Bdan 12 ons bahan baku C. Setiap unit produk II membutuhkan 8 ons bahan bakuA, 10 ons bahan baku B dan 9 ons bahan baku C. Akibat keterbatasan gudangbahan baku dan dana yang ada, bahan baku yang disediakan setiap minggu adalahsebesar 120 kg bahan baku A, 90 kg bahan baku B dan 125 kg bahan baku C.Namun demikian pihak perusahaan masih memungkinkan adanya penambahanbahan baku A hingga 30 kg, bahan baku B hingga 10 kg dan bahan baku C hingga
50 kg, asalkan dengan penambahan sedikit saja, keuntungan yang diperolehperusahaan akan bertambah.
yang bisa diperoleh oleh perusahaan?
Dalam penyelesaian kasus ini, selanjutnya satuan bahan baku dinyatakan dalam Penyelesaian:
ons. Jam kerja karyawan per minggu dapat dihitung: 1. Proses I : 10 x 7 x 6 = 420 jam
2. Proses II : 12 x 7 x 6 = 504 jam
Kasus ini dapat ditabulasikan sebagai berikut:
Sumber
Produk Kapasitas
I II Maksimum Toleransi
Bahan Baku A 10 8 1200 300
Bahan Baku B 6 10 900 100
Bahan Baku C 12 9 1250 500
Jam Proses I 4 3 420 0
Jam Proses II 2 4 504 0
Keuntungan/Unit 5000 6000
Variabel keputusan:
1. X1 : jumlah produk I yang dibuat 2. X2 : jumlah produk II yang dibuat
Kasus tersebut dapat diformulasikan sebagai berikut: Maksimumkan : Z = 5000 X1 + 6000 X2 Kendala/Batasan : 10 X1 + 8 X2 ≤ 1200 + 300 t
12 X1 + 9 X2 ≤ 1250 + 500 t 4 X1 + 3 X2 ≤ 420
2 X1 + 4 X2 ≤ 504 X1, X2 ≥ 0
Untuk t = 0 (λ = 1), diperoleh model:
Maksimumkan : Z = 5000 X1 + 6000 X2 Kendala/Batasan : 10 X1 + 8 X2 ≤ 1200
6 X1 + 10 X2 ≤ 900 12 X1 + 9 X2 ≤ 1250 4 X1 + 3 X2 ≤ 420 2 X1 + 4 X2 ≤ 504 X1, X2 ≥ 0
Memberikan solusi: X1 = 66,67 X2 = 50 Z = 633.333,3 Untuk t = 1 (λ = 0), diperoleh model:
Maksimumkan : Z = 5000 X1 + 6000 X2 Kendala/Batasan : 10 X1 + 8 X2 ≤ 1500
Memberikan solusi : X1 = 54,55 X2 = 67,27 dan Z = 676.363,6
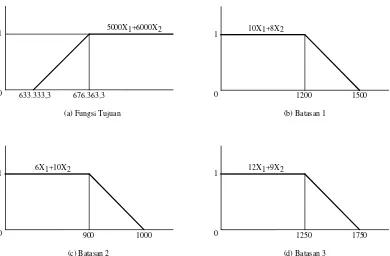
[image:61.595.119.509.302.558.2]Dari kedua hasil ini (t =0 dan t = 1), dapat ditentukan nilai p0, yaitu hasilpengurangan dari z pada saat t = 1 dengan z pada saat t = 0 (p0 = 676.363,6 -633.333,3 = 43.030,3). Fungsi keanggotaan tiap-tiap persamaan dapat dilihat pada Gambar 3.1.
1
0 633.333,3 676.363,3
5000X1+6000X2
1
0 900 1000
6X1+10X2
1
0 1200 1500
10X1+8X2
1
0 1250 1750
12X1+9X2
(a) Fungsi Tujuan (b) Batasan 1
(c) Batasan 2 (d) Batasan 3
Gambar 3.1. Fungsi Keanggotaan
Akhirnya dapat dibentuk model fuzzy linear programming sebagai berikut: Maksimumkan : λ
Kendala / Batasan : -43.030,3 λ + 5000 X1 + 6000 X2 ≥ 633.333,3 300 λ + 10 X1 + 8 X2 ≤ 1500
500 λ + 12 X1 + 9 X2 ≤ 1750 4 X1 + 3 X2 ≤ 420
2 X1 + 4 X2 ≤ 504
λ , X1, X2 ≥ 0 Memberikan solusi :
λ = 0,513 ; X1 = 61,536
X2 = 57,952 ; Z = 655.392,000 Nilai untuk setiap batasan:
1. Batasan 1 = 10 X1 + 8 X2 = 1.078,976 2. Batasan 2 = 6 X1 + 10 X2 = 948,736 3. Batasan 3 = 12 X1 + 9 X2 = 1.260,000 4. Batasan 4 = 4 X1 + 3 X2 = 420,000 5. Batasan 5 = 2 X1 + 4 X2 = 354,880 Derajat keanggotaan untuk setiap batasan:
1. Batasan 1 = μ1[B X ] = 1 ( karena 1.078,976 < 1200)
2. Batasan 2 = μ2[B X ] = (1.000 – 948,736) / 100 = 0,513
3. Batasan 3 = μ3[B X ] = (1.750 – 1.260,000) / 100 = 0,980
Sedangkan untukjam proses I selama 416,68 ( 4 x 66,67 + 3 x 50) menit dan proses II selama333,34 ( 2 x 66,67 + 4 x 50) menit. Hasil ini masih memberikan surplus untukbahan baku A sebanyak 133,33 ons; jam proses I sebesar 3,33 jam; dan jam proses
II sebesar 170,67 jam. Sedangkan bahan baku B dan C tidak mengalami surplus. Apabila digunakan fuzzy linear programming (λ = 0,513), keuntunganmaksimum akan diperoleh jika produk I diproduksi sebanyak 61,536 unit danproduk II diproduksi sebanyak 57,952 unit, keuntungan yang diperoleh (Z)sebesar Rp. 655.392,- (Rp. 22.058,7 lebih banyak dibanding dengan linearprogramming biasa). Dengan catatan bahwa pada kondisi ini, dibutuhkan: bahanbaku A sebanyak 1.078,967 ons; bahan baku B sebanyak 948,736 ons dan bahanbaku C sebanyak 1.260 ons. Sedangkan untuk jam proses I selama 420 jam danproses II selama 354,88 jam. Tentu saja hasil ini mengharuskan perusahaan untukmenambah bahan baku B sebanyak 48,736 ons dari 900
3.7. Perhitungan Data Waktu7
7
Iftikar Z. Sutalaksana, Op. cit, hlm 131-132
Pengukuran waktu dilakukan untuk mendapatkan waktu baku penyelesaianpekerjaan yaitu waktu yang dibutuhkan secara wajar oleh seorang pekerja normaluntuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem terbaik.Teknik pengukuran waktu dibagi kedalam dua bagian, yaitu:
Pengukuran waktu secara langsung merupakan pengukuran yang dilakukan secara langsung yaitu di tempatdimana pekerjaan yang bersangkutan dilaksanakan. Pengukuran waktu iniatau stopwatch dan dengan menggunakan sampling pekerjaan. Sistem kerjayang sesuai dengan jenis pengukuran waktu jam henti ini merupakan jenisaktivitas pekerjaan bersifat homogen, dilakukan secara berulang-ulang dansejenis serta terdapat output yang riil, yaitu berupa produk yang dapatdinyatakan secara kuantitatif.
2. Pengukuran Waktu Secara Tidak Langsung
seterusnya sampai jumlahkeseluruhan pengukuran mencukupi untuk tingkat ketelitian dan keyakinan yangdikehendaki.
3.7.1. Tingkat Ketelitian dan Tingkat Keyakinan8
3.7.2. Uji Keseragaman dan Kecukupan Data
Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunujukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya yang dinyatakan dalam persen. Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi. Jika suatu pengukuran menggunakan tingkat ketelitian 5% dan tingkat keyakinan 95%, maka hali ini menyatakan bahwa penyimpangan hasil pengukuran dari hasil sebenarnya maksimum 5% dan kemungkinan berhasil mendapatkan hasil demikian adalah 95%. Dengan kata lain, pengukur hanya diizinkan paling banyak 5% dalam memperoleh hasil yang menyimpang dari jumlah keseluruhan hasil pengukuran.
9
Pengujian ini dilakukan karena keadaaan sistem selalu berubah mengakibatkan waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah,
8
Ibid., hlm. 135
9
namun harus dalam batas kewajaran. Berikut langkah-langkah untuk pengujian keseragaman data:
a. Hitung rata-rata dari seluruh data pengamatan dengan:
x�=∑ xi
k i=1
k Dimana:
x
̅
= harga rata-rata dari seluruh pengamatan k = banyaknya data pengamatanb. Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan:
σ =�∑(xi-
x
�)
2
N-1
Dimana:
σ = harga standar deviasi dari seluruh data pengamatan N = jumlah pengamatan yang dilakukan
xi = waktu penyelesaian yang teramati
c. Tentukan batas kontrol atas dan bawah (BKA dan BKB) dengan: BKA = x� + Zα/2σx
BKB = x� − Zα/2σx
Dimana:
Zα/2 = Titik Z yang diperoleh dengan mencari nilai area kurva sebesar α/2 pada tabel distribusi normal
dapat dihitung banyaknya pengkuran yang diperlukan dengan menggunakan rumus pengujian kecukupan data. Berikut langkah-langkah pengujian kecukupan data, yaitu dengan menggunakan rumus:
�′ = ���/2
� ×
�� ∑ ��2−(∑(��)2
∑ �� �
2
Dimana:
s = presentase tingkat ketelitian
N’= jumlah pengukuran yang diperlukan N = jumlah pengukuran yang telah dilakukan
Jika hasil perhitungan jumlah pengukuran waktu yang diperlukan (N’) lebih kecil atau sama dengan jumlah pengukuran yang telah dilakukan (N’≤ N), maka jumlah pengukuran telah cukup mewakili populasi yang ada. Sedangkan jika jumlah pengukuran masih belum mencukupi, maka harus dilakukan pengukuran kembali sampai jumlah pengukuran yang diperlukan sudah melebihi jumlah pengukuran yang telah dilakukan.
3.8. LINGO 13.0
LINGO 13.0 adalah salah satu perangkat lunak (program) yang didesain untuk merancang dan menyelesaikan model optimisasi linear, non linear, dan integer. Berikut adalah contoh soal persamaan pemrograman linear:
MAX 85000 X1 + 75000 X2 + 70000 X3 X1 + X2 + 2 X3 <= 17
3 X1 + 2 X2 + 2 X3 <= 30
Maka di program LINGO kita tuliskan persamaan MAX = 85000 * X1 + 75000 * X2 + 70000 * X3; X1 + X2 + 2 * X3 < 17;
2 * X1 + 2 * X2 + X3 < 22; 3 * X1 + 2 * X2 + 2 * X3 < 30;
Apabila program Lingo ini dijalankan maka akan diperoleh hasil: Global optimal solution found.
Objective value: 995000.0
Infeasibilities: 0.000000
Total solver iterations: 3
Model Class: LP
Total variables: 3
Nonlinear variables: 0
Integer variables: 0
Total constraints: 4
Nonlinear constraints: 0
Total nonzeros: 12
Nonlinear nonzeros: 0
Variable Value Reduced Cost
X1 4.000000 0.000000
X2 5.000000 0.000000
X3 4.000000 0.000000
Row Slack or Surplus Dual Price
1 995000.0 1.000000
4 0.000000 10000.00
Hasil utama dari program Lingo terletak di bagian bawah, dalam hal soal di atas diperoleh hasil Nilai fungsi tujuan (Z) adalah Rp 995.000,-, dengan membuat X1, X2, dan X3 berturut-turut sebanyak 4 buah, 5 buah, dan 4 buah. Dual price, yaitu harga satuan bahan, Rp 15.000,- untuk sebotol sirup, Rp 20.000,- untuk sekaleng roti, dan Rp 10.000,- untuk sebungkus permen.
Bagian atas keluaran program ini menjelaskan berbagai keterangan tentang data dalam program, misalnya banyaknya variabel total, variabel integer, variabel non linear, kendala total dan kendala non linear.
3.9. Peramalan10
Pada hakekatnya peramalan hanya merupakan suatu perkiraan (guess), tetapi dengan menggunakan teknik-teknik tertentu, maka peramalan menjadi lebih sekedar perkiraan. Peramalan dapat dikatakan perkiraan ilmiah (educated guess). Setiap pengambilan keputusan yang menyangkut keadaan di masa yang akan
Peramalan merupakan bagian awal dari suatu proses pengambilan suatu keputusan. Sebelum melakukan peramalan harus diketahui terlebih dahulu apa sebenarnya persoalan dalam pengambilan keputusan itu. Peramalan adalah pemikiran terhadap suatu besaran, misalnya permintaan terhadap satu atau beberapa produk pada periode yang akan datang.
10
datang, maka pasti ada peramalan yang melandasi pengambilan keputusan tersebut.
Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan pengendalian produksi. Dalam peramalan ditetapkan jenis produk apa yang diperlukan (what), jumlahnya (how many), dan kapan dibutuhkan (when). Tujuan peramalan dalam kegiatan produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu perkiraan yang mendekati keadaan yang sebenarnya. Suatu perusahaan biasanya menggunakan prosedur tiga tahap untuk sampai pada peramalan penjualan, yaitu diawali dengan melakukan peramalan lingkungan, diikuti dengan peramalan penjualan industri, dan diakhiri dengan peramalan penjualan perusahaan.
3.10. Tujuan Peramalan
Tujuan peramalan dilihat dengan waktu dapat dibagi menjadi: a. Jangka pendek (short term)
Menentukan kuantitas dan waktu dari itemdijadikan produksi. Biasanya bersifat harian ataupun mingguan dan ditentukan oleh Low Management. b. Jangka menengah (medium term)
Menentukan kuantitas dan waktu dari kapasitas produksi. Biasanya bersifat bulanan ataupun kuartal dan ditentukan oleh Middle Management.
Menentukan kuantitas dan waktu dari fasilitas produksi. Biasanya bersifat tahunan, 5 tahun, 10 tahun, ataupun 20 tahun dan ditentukan oleh Top Management.
3.11. Peranan Peramalan dalam Sistem Produksi
Peramalan merupakan tahap awal dari perencanaan dan pengandalian produksi. Pada tahapan ini ingin diketahui bagaimana keadaan pada masa yang akan datang. Keadaan masa yang akan datang yang dimaksud adalah:
a. Apa yang dibutuhkan (jenis)
b. Berapa yang dibutuhkan (jumlah/kuantitas) c. Kapan dibutuhkan (waktu)
Peran peramalan dalam perencanaan proses produksi adalah sebagai berikut:
1. Business Planning
Berisi rencana pendanaan, pembiayaan dan keuangan perusahaan sebagai dasar untuk membuat rencana pemasaran.
2. Marketing Planning
Rencana tentang produk yang akan dibuat, penjualan dan pemasaran, sebagai dasar untuk membuat production planning.
3. Master Production Schedule (MPS)
Rencana berapa end-item yang harus dibuat pada tiap periode selama 1-5 tahun. End-item adalah produk akhir, merupakan dekomposisi dari production plan.
Rencana kapasitas yang diperlukan untuk memenuhi production plan, dapat dinyatakan dalam jam-orang atau jam-mesin. Merupakan bahan pertimbanagn untuk ekspansi orang, mesin, pabrik, dan lain-lain. Ditetapkan berdasarkan kapasitas yang tersedia. Jika kapasitas tersedia tidak mencukupi, maka production plan diubah sehingga secara otomatis business plan berubah. 5. Rough Cut Capacity Planning (RCPP)
Rencana untuk menentukan kapasitas yang diperlukan untuk memenuhi MPS. Hasilnya berupa jenis orang / mesin yang diperlukan untuk tiap work centre pada setiap periode. Merupakan bahan pertimbangan untuk penambahan jam kerja atau sub kontrak.
6. Demand Management
Aktivitas memprediksi kebutuhan di masa datang dikaitkan dengan kapasitas. Terdiri dari aktivitas forecasting, distribution requirement planning, order entry, shipment, dan service part requirement. Sebagai dasar untuk menentukan marketing, purchasing, MPS.
7. Material Requirement Planning (MRP)
Menetapkan rencana kebutuhan material untuk melaksanakan MPS. OutputMRP adalah purchasing dan PAC (Production Activity Control), dan MRP menghasilkan rencana pembelian meliputi jumlah due date, release date. Input MRP adalah MPS, Bill of Material, dan inventorystatus. MRP divalidasi dengan Capacity Requirement Planning.
Rencana kebutuhan kapasitas yang dibutuhkan untuk merelealisasikan MPS di tiap periode dan tiap mesin. CRP lebih teliti dan lebih rinci dibanding RCCP, karena didasarkan pada planned order. Jika kapasitas tidak tersedia bisa ditambah dengan over time, merubah routing dan lain-lain. Jika tidak tercapai MPS harus dirubah.
9. Production Activity Control (PAC)
Sering disebut distributor shop floor control (SFC), aktivitas membuat produk setelah bahan dibeli. PAC terdiri dari aktivitas awal-akhir suatu job berdasarkan urutan kedatangan job, lalu membebankan job ke work station, dan melakukan pelaporan. Hasil laporan akan merupakan feedback bagi MPS. 10.Purchasing
Merupakan aktivitas memilih vendor, membuat order pembelian, dan menjadwalkan vendor.
11.Performance Measurement
Evaluasi sistem untuk melihat seberapa jauh hasil yang diperoleh dibandingkan dengan rencana yang te