PENYEIMBANGAN LINTASAN PRODUKSI UNTUK MENINGKATKAN EFESIENSI DAN PRODUKTIVITAS
PADA PT. OCEAN CENTRA FURNINDO
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Sidang Sarjana Saint Terapan
Disusun Oleh:
NOVERA SRI ULINA TARIGAN 015204039
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PENYEIMBANGAN LINTASAN PRODUKSI UNTUK MENINGKATKAN EFESIENSI DAN PRODUKTIVITAS
PADA PT. OCEAN CENTRA FURNINDO
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Sidang Sarjana Sains Terapan
Disusun Oleh:
NOVERA SRI ULINA TARIGAN 015204039
Disetujui Oleh:
Dosen Pembimbing I Dosen Pembimbing II
(Ir. HASAN BASRI SIREGAR) (Ir. UKURTA TARIGAN, MT)
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
RINGKASAN
PT. Ocean Centra Furnindo merupakan salah satu perusahaan yang bergerak dalam bidang industri spring bed. Pada saat ini spring bed banyak dimanfaatkan untuk kebutuhan primer. Perusahaan ini mulai berproduksi pada tahun 1972 dengan nama, PT. Ocean Foam yang semula hanya memproduksi busa. Seiring dengan perjalanan waktu dan ide-ide yang timbul, perusahaan lebih mengembangkan jenis produksinya dengan memproduksi spring bed dan busa.
Penelitian dilakukan pada matras spring bed karena matras ini mengalami permintaan yang berfluktuasi. Oleh karena itu dapat mempengaruhi proses produksi, terutama pada aliran proses yang mengalami hambatan dalam suatu stasiun kerja yang mengakibatkan tidak lancarnya aliran bahan ke stasiun berikutnya sehingga terjadi waktu menganggur, penumpukan bahan dan produk yang dihasilkan tidak sesuai dengan jam kerja yang telah direncanakan. Dimana pada lintasan produksi ini terdapat 14 stasiun kerja. Salah satu jalan yang dapat ditempuh adalah dengan penyeimbangan lintasan produksi.
Penentuan keseimbangan lintasan produksi bertujuan untuk menjaga kontuinitas produksi dengan memperhatikan stasiun-stasiun kerja agar dalam pelaksanaannya tidak mengakibatkan banyak bahan yang menumpuk dan menunggu untuk diproses lebih lanjut. Metode yang digunakan dalam penentuan keseimbangan lintasan produksi adalah Region Approach (pendekatan wilayah) dimana metode mengelompokkan operasi-operasi yang diperlukan dalam proses pembuatan produk ke dalam stasiun kerja sedemikian rupa sehingga beban kerja antara stasiun kerja yang satu dengan yang lain cukup seimbang.
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yesus kristus, yang telah memberikan
rahmat dan karunia-Nya kepada saya sehingga dapat menyelesaikan Karya Akhir
dengan judul Penyeimbangan Lintasan Produksi untuk Meningkatkan Efisiensi
dan Produktivitas pada PT. Ocean Centra Furnindo. Penelitian untuk karya akhir
ini dilaksanakan di PT. Ocean Centra Furnindo yang berlokasi di Jl.Medan-Binjai
Km. 17,5 No. 549 Binjai.
Karya Ahir ini merupakan salah satu bagian dari kurikulum yang harus
dilaksanakan untuk melengkapi persyaratan akademis oleh mahasiswa Jurusan
Teknik Manajemen Pabrik Program Diploma IV, Fakultas Teknik Universitas
Sumatera Utara.
Penulisan Karya Akhir ini dapat menambah ilmu pengetahuan serta
wawasan saya dan semoga dapat bermanfaat bagi yang membacanya. Saya
menyadari bahwa Karya Akhir ini masih kurang sempurna baik dari tata bahasa
dan tata penulisannya, karena itu saya mengharapkan kritik dan saran yang
sifatnya membangun demi kesempurnaan Karya Akhir ini.
Medan, Desember 2007
UCAPAN TERIMA KASIH
Selama pelaksanaan Karya Akhir, saya mendapatkan bantuan secara
langsung maupun tidak langsung dari berbagai pihak. Oleh karena itu saya
mengucapkan terima kasih kepada seluruh pihak yang telah membantu saya
selama penyusunan Karya Akhir ini. Ucapan terima kasih saya sampaikan kepada:
1. Ayahanda Rommel Tarigan, SH dan Ibunda Dra. Dame Sembiring, BSc yang
telah memberikan doa dan memotivasi diri saya dalam pengerjaan Karya Akhir
ini.
2. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen D-IV Teknik
Manajemen Pabrik, Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Ir. Hasan Basri Siregar, selaku dosen pembimbing I yang telah banyak
memberikan bimbingan dan masukan selama penyusunan Karya Akhir ini.
4. Bapak Ir. Ukurta Tarigan, MT sebagai dosen pembimbing II yang telah banyak
memberikan bimbingan dan masukan selama penyusunan Karya Akhir ini.
5. Bapak Asan, selaku Manager Produksi dan pembimbing selama melakukan
peninjauan/konsultasi di PT. Ocean Centra Furnindo.
6. Bapak Steel Edwin, selaku Direktur Utama yang telah banyak memberikan
bantuan dan kesempatan kepada penulis dalam melakukan penelitian.
7. Allan Simonsen yang selama ini telah membantu dan memberikan dukungan
dalam menyelesaikan Karya Akhir ini. Terima kasih ya... atas kesabaran dan
8. Teman-teman seperjuangan (Ibal, Juna, Agung) yang telah menemani selama
mengerjakan Karya Akhir dan sempat membuat takut akan tipuan dan
ancamannya. Tapi aku yakin, itu semua buat kebaikan aku koq...Makasih ya...
9. Sahabat-sahabatKU Olive_147, drg.Vika, Elis_prime-one, Ina S.H,
Ace’(psikologKU), atas dukungan dan doanya selama penulisan Karya Akhir
ini (i luv u all sist’).
10.Eci, Vina, Idol, yang selalu memberikan dorongan dalam menyelesaikan Karya
Akhir ini, makasih yaa atas nasihatnya selama ini yang uda mengenyangkan.
11.YP-k0e yang selama ini udah nemenin hari-hari kesepianku, thanks ya om... ;-)
12.Arif yang uda nemenin disaat-saat terakhir, thanks ya pren...
13.Ijal_my mAn,.. akhirnya kita lepas juga dari derita berkepanjangan ini. Thanks
ya uda setia nganterin aku asistensi ampe ke pulau sebrang (hehe...)
14.Nanda yang uda setia nemenin ngerjain laporan selama diruangan, Iik yang uda
nemenin nganterin undangan ampe ke pulau seribu, huahua...
15.Teman-teman (stambuk 2001) yang telah membantu dan memberikan saran
serta motivasi dalam penyelesaian Karya Akhir ini terutama Uci telah
membantu dalam menyelesaikan Karya Akhir ini. Terima kasih ya untuk
semua temenku atas hari-hari selama masa perkuliahan kita.
Medan, Desember 2007
PENULIS
DAFTAR ISI
JUDUL ... i
LEMBAR PENGESAHAN... ii
KATA PENGANTAR... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR... xiv
DAFTAR LAMPIRAN... xv
RINGKASAN ... xvi
I. PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah... I-2
1.3. Tujuan Penelitian... I-2
1.4. Pembatasan Masalah ... I-3
1.5. Asumsi yang Digunakan ... I-3
1.6. Sistematika Penulisan Tugas Akhir... I-4
II. GAMBARAN UMUM PERUSAHAAN... II-1
2.1. Sejarah Singkat Perusahaan ... II-1
2.3. Gambaran Umum Perusahaan ... II-4
2.3.1. Struktur Organisasi... II-4
2.3.2. Jumlah Tenaga Kerja dan Jam Kerja ...II-13
2.3.2.1. Jumlah Tenaga Kerja ...II-11
2.3.2.2. Jam Kerja ... II-12
2.3.3. Sistem Pengupahan ... II-14
2.4. Proses Produksi ... II-16
2.4.1. Bahan yang Digunakan ... II-16
2.4.2. Mesin dan Peralatan ... II-18
2.4.3. Utilitas ... II-25
III. LANDASAN TEORI... III-1
3.1. Lintasan Produksi ... III-1
3.2. Keseimbangan Lintasan Produksi ... III-2
3.3. Penelitian Waktu (Time Study)... III-6
3.4. Pengukuran Waktu Kerja dengan Jam Henti ... III-7
3.5. Menentukan Keseimbangan Lintasan dengan Metode Pendekatan
Wilayah (Region Approach)... III-11
IV. METODOLOGI PENELITIAN ... IV-1
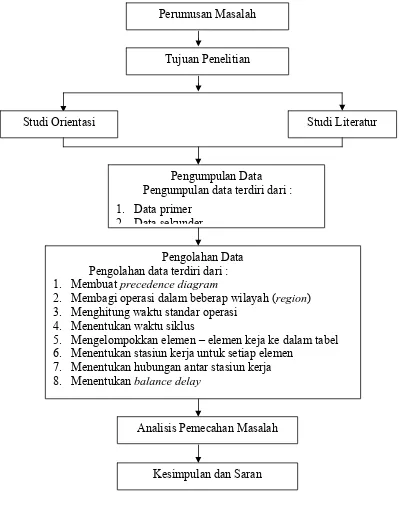
1. Perumusan Masalah... IV-4
2. Tujuan Penelitian... IV-4
3. Studi Orientasi... IV-4
4. Pengumpulan Data ... IV-5
6. Analisis Pemecahan Masalah ... IV-6
7. Kesimpulan dan Saran... IV-7
V. PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Metode Pengumpulan Data ... V-1
5.2. Pengumpulan Data ... V-1
5.3. Pengolahan data... V-11
5.3.1. Menghitung Waktu Standar Operasi ... V-12
VI. ANALISA PEMECAHAN MASALAH ... VI-1
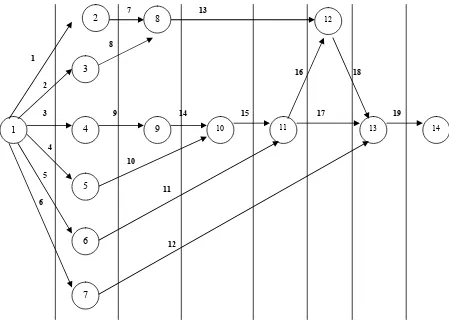
6.1. Precedence Diagram Pembuatan Matras ... VI-1
6.2. Pembagian Operasi pada Precedence Diagram dalam Beberapa
Wilayah/Region... VI-2
6.3. Menentukan Waktu Siklus ... VI-4
6.4. Mengelompokkan Elemen-Elemen Kerja ke Dalam Bentuk
Tabel Berdasarkan Pembagian Region ... VI-5
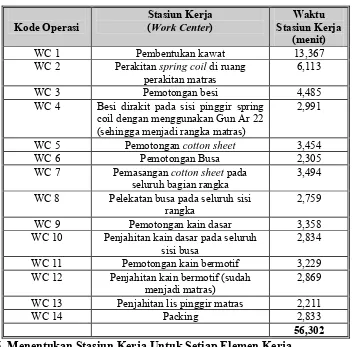
6.5. Menentukan Stasiun Kerja untuk Setiap Elemen Kerja ... VI-6
6.6. Menentukan Hubungan Antar Stasiun Kerja ... VI-9
6.7. Menentukan Balance Delay, Effesiensi, dan Smoothness Index
Lintasan ... VI-9
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1
7.2. Saran... VII-2
DAFTAR PUSTAKA ... D-1
DAFTAR TABEL
TABEL
HALAMAN
2.1. Jumlah Tenaga Kerja pada PT. Ocean Centra Furnindo ... II-11
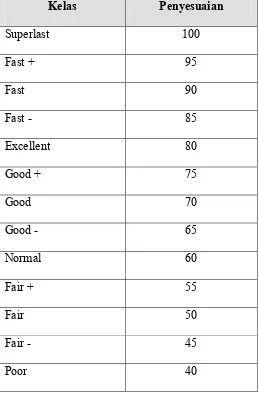
3.1. Penyesuaian Menurut Shumard... III-17
3.2. Westinghouse Factor... III-26
5.2. Data Waktu Operasi pada Setiap Work Centre... V-5
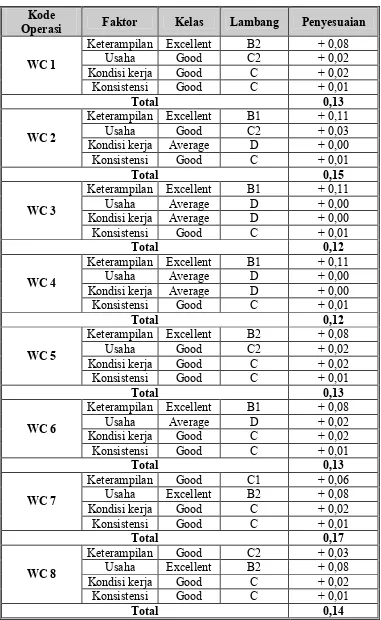
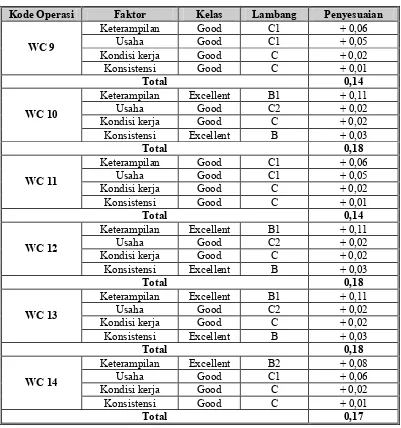
5.3. Faktor Penyesuaian ... V-9
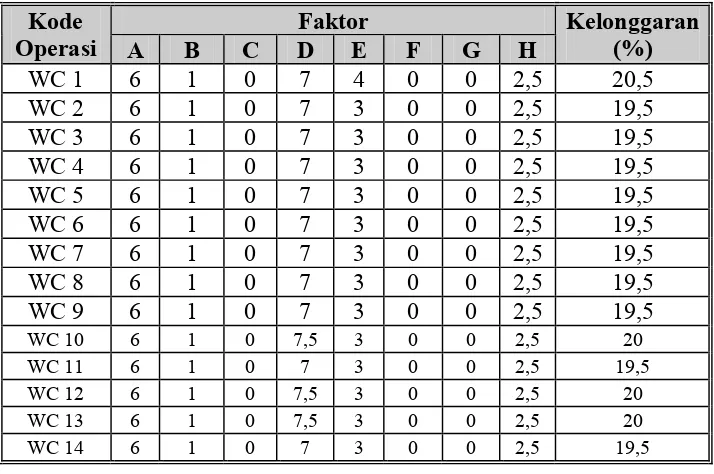
5.4. Faktor dan Nilai Kelonggaran ... V-11
5.5. Data Waktu Operasi pada Setiap Work Centre... V-14
5.6. Pengujian Jumlah Pengamatan yang Dibutuhkan untuk Setiap Work
Centre Pembuatan Matras Spring Bed... V-16
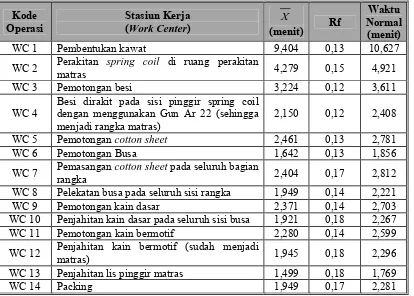
5.7. Waktu Normal Pembuatan Matras Spring Bed... V-17
5.8. Waktu Standard Pembuatan Matras Spring Bed... V-19
6.1. Pembagian Region pada Precedence Diagram... VI-5
6.2. Penentuan Jumlah Stasiun Kerja untuk Setiap Elemen Kerja... VI-6
6.3. Penentuan Ulang Jumlah Stasiun Kerja untuk Setiap Elemen kerja
DAFTAR GAMBAR
GAMBAR
HALAMAN
2.1. Struktur organisasi PT. Ocean Centra Furnindo ... II-5
3.1. Elemen-elemen Utama Permasalahan Keseimbangan Lintasan ... III-5
3.2. Contoh Sederhana Precedence Diagram... III-30
3.3. Pembagian Precedence Diagram Menurut Wilayah (Region)... III-31
4.1. Blok Diagram Metodologi Penelitian ... IV-3
5.1. Peta Kontrol Uji Keseragaman Data pada WC 1 ... V-14
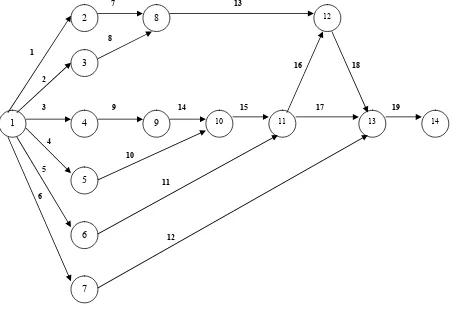
6.1. Precedence Diagram Pembuatan Spring Bed... VI-2
6.2. Pembagian Precedence Diagram dalam Beberapa Region I ... VI-3
6.3. Pembagian Precedence Diagram dalam Beberapa Region II ... VI-7
6.4. Pengelompokan Stasiun Kerja Pembuatan Spring Bed... VI-9
6.5. Rancangan Ulang Hubungan Antar Stasiun Kerja Pembuatan
Spring Bed berdasarkan Metode Region Approach... VI-9
6.6. Rancanagan Hubungan Antar Stasiun Kerja Pembuatan Matras
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Peta Uji Kontrol keseragaman Data pada WC 1-WC 14 ... L-1
RINGKASAN
PT. Ocean Centra Furnindo merupakan salah satu perusahaan yang bergerak dalam bidang industri spring bed. Pada saat ini spring bed banyak dimanfaatkan untuk kebutuhan primer. Perusahaan ini mulai berproduksi pada tahun 1972 dengan nama, PT. Ocean Foam yang semula hanya memproduksi busa. Seiring dengan perjalanan waktu dan ide-ide yang timbul, perusahaan lebih mengembangkan jenis produksinya dengan memproduksi spring bed dan busa.
Penelitian dilakukan pada matras spring bed karena matras ini mengalami permintaan yang berfluktuasi. Oleh karena itu dapat mempengaruhi proses produksi, terutama pada aliran proses yang mengalami hambatan dalam suatu stasiun kerja yang mengakibatkan tidak lancarnya aliran bahan ke stasiun berikutnya sehingga terjadi waktu menganggur, penumpukan bahan dan produk yang dihasilkan tidak sesuai dengan jam kerja yang telah direncanakan. Dimana pada lintasan produksi ini terdapat 14 stasiun kerja. Salah satu jalan yang dapat ditempuh adalah dengan penyeimbangan lintasan produksi.
Penentuan keseimbangan lintasan produksi bertujuan untuk menjaga kontuinitas produksi dengan memperhatikan stasiun-stasiun kerja agar dalam pelaksanaannya tidak mengakibatkan banyak bahan yang menumpuk dan menunggu untuk diproses lebih lanjut. Metode yang digunakan dalam penentuan keseimbangan lintasan produksi adalah Region Approach (pendekatan wilayah) dimana metode mengelompokkan operasi-operasi yang diperlukan dalam proses pembuatan produk ke dalam stasiun kerja sedemikian rupa sehingga beban kerja antara stasiun kerja yang satu dengan yang lain cukup seimbang.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Ada banyak cara yang digunakan oleh perusahaan manufaktur untuk
meningkatkan produktivitas. Salah satu cara yang dipakai adalah dengan
melakukan penyeimbangan beban lintasan produksi yang dapat dialokasikan pada
setiap stasiun kerja. Dimana penyeimbangan lintasan produksi ini berdasarkan
waktu standart penyelesaian suatu pekerjaan. Metode pengukuran waktu kerja ini
bertujuan untuk mengetahui kecepatan kerja dari seseorang pekerja dengan
memperhatikan fakto-faktor yang mempengaruhi aktivitas dari seorang pekerja,
sehingga seorang pekerja dapat bekerja dalam keadaan normal.
PT. Ocean Centra Furnindo merupakan perusahaan yang bergerak di
bidang manufaktur. Kebutuhan akan matras spring bed semakin meningkat seiring
dengan pertambahan penduduk dan kesadaran masyarakat akan keinginan matras
tersebut. PT. Ocean Centra Furnindo berusaha memanfaatkan segala sumber yang
ada, salah satunya dengan melakukan penyeimbangan lintasan pada bagian
produksi. Penyeimbangan lintasan dilakukan untuk mengetahui pengalokasian
elemen-elemen kerja pada setiap stasiun kerja agar tidak mengalami hambatan.
Dalam menentukan keseimbangan lintasan juga diperhatikan faktor-faktor yang
mempengaruhi aktivitas seorang pekerja yang bekerja secara maksimal dan waktu
1.2. Perumusan Masalah
Untuk mencapai proses produksi yang efektif dan efisien seluruh sumber
daya yang ada harus dapat bekerja secara optimal, untuk mencapai hal ini
keefektifan dari suatu lintasan produksi merupakan faktor yang sangat
menentukan. Lintasan produksi yang efektif akan menghasilkan waktu proses
yang lebih cepat dan sumber daya yang diperlukan lebih kecil. Permasalahan yang
ada dalam PT. Ocean centra Furnindo adalah karena adanya waktu produksi
dalam stasiun kerja tidak seimbang, maka dilakukan revisi lintasan produksi.
Bagaimana mengelompokkan operasi-operasi yang diperlukan dalam proses
pembuatan produk ke dalam stasiun kerja sedemikian rupa sehingga beban kerja
antara stasiun kerja yang satu dengan yang lain cukup seimbang.
1.3. Tujuan Penelitian
Adapun tujuan penelitian yang akan dilakukan di PT. Ocean Centra
Furnindo, adalah sebagai berikut :
1. Mengukur beban kerja pada masing-masing stasiun kerja.
2. Mengevaluasi keseimbangan beban kerja secara keseluruhan.
3. Aliran material (benda kerja), mencakup gerakan dari benda kerja tersebut dan
diukur berdasarkan kecepatan produksi.
4. Untuk mendapatkan tingkat efesiensi yang tinggi bagi lintasan produksi
1.4. Pembatasan Masalah
Dalam menyelesaikan masalah, batasan-batasan yang digunakan adalah:
1. Penelitian dilakukan pada daerah fabrikasi, proses yang diamati adalah proses
pembuatan produk matras spring bed.
2. Pengambilan data dilakukan untuk waktu proses pembuatan matras spring
bed.
3. Pemecahan masalah dilakukan untuk menentukan keseimbangan lintasan.
1.5. Asumsi-asumsi yang Digunakan
Untuk menyelesaikan permasalah yang dihadapi digunakan beberapa
asumsi untuk memudahkan pemecahan masalahnya yaitu :
1. Seluruh data yang diperoleh dari perusahaan dan dari pihak lain dianggap
benar.
2. Kebijakan pemerintah tidak mempengaruhi hubungan konsumen dan
produsen.
3. Kondisi fisik dan mental pekerja dianggap baik dan memiliki keahlian/skill
yang sama.
4. Seluruh mesin atau fasilitas-fasilitas produksi dianggap dapat berjalan dengan
baik.
1.6. Sistematika Penulisan Laporan
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan karya akhir ini akan disajikan dalam beberapa sub bab sebagai
berikut:
BAB I PENDAHULUAN
Menguraikan latar belakang perusahaan, rumusan permasalahan,
tujuan penelitian, manfaat penelitian, batasan dan asumsi yang
digunakan.
BAB II GAMBARAN UMUM PERUSAHAAN
Menjelaskan secara singkat berbagai atribut dari perusahaan yang
menjadi objek penelitian, jenis produk dan spesifikasinya, bahan
baku, proses produksi, mesin dan peralatan yang digunakan, dalam
menunjang proses produksi serta organisasi dan manajemen.
BAB III LANDASAN TEORI
Menampilkan tinjauan-tinjauan pustaka yang berisi teori-teori dan
pemikiran-pemikiran yang digunakan sebagai landasan dalam
pembahasan serta pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Mengemukakan langkah-langkah yang berguna untuk mencapai
tujuan penelitian meliputi tahapan-tahapan penelitian dan
penjelasan tiap tahapan secara ringkas disertai dengan diagram
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi keseluruhan data hasil penelitian yang diperoleh
dari perusahaan sebagai bahan untuk melakukan pengolahan data
yang digunakan sebagai dasar pada pembahasan masalah.
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisa dan membahas hasil yang diperoleh dari penelitian
pada perusahaan PT. Ocean Centra Furnindo.
BAB VII KESIMPULAN DAN SARAN
Berdasarkan hasil penelitian dan analisa serta pembahasan maka
diambil kesimpulan dari hasil penelitian yang telah dilakukan, serta
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Sesuai dengan kebutuhan kehidupan manusia sehari-hari, tempat tidur
merupakan salah satu kebutuhan primer. Karena semakin berkembangnya zaman
dan teknologi, maka kebutuhan primer ini semakin berkembang dalam produknya.
Sehingga yang biasanya dapat di gunakan tempat tidur dari bahan tilam kapuk
dengan rangka tempat tidur dari kayu, kini hal tersebut sudah mulai ditinggalkan
oleh kebanyakan masyarakat, dan masyarakat mulai memakai produk yang beda
yang di kenal dengan nama Spring Bed. Jenis-jenis dari produk ini beragam dan
mempunyai kelasnya masing-masing sesuai dengan kualitas, harga, dan mutu
produk tersebut.
Adapun sejarah berdirinya pabrik PT. Ocean Centra Furnindo ini berawal
dari usaha keluarga dan turun temurun sampai sekarang. Dimana PT. Ocean
Centra Furnindo dibangun dengan modal keluarga pada tanggal 08 Agustus 1972
yang berlokasi di Jl. Medan-Binjai Km 17,5 No: 549 Binjai dan pabrik ini juga
dikelola oleh sesama keluarga. Semula pabrik ini hanya memproduksi khusus
busa saja, dan awal nama pabrik ini bernama PT. Ocean Foam. Tetapi seiring
dengan perjalanan waktu dan ide - ide yang timbul untuk lebih mengembangkan
jenis produksi, maka pabrik ini memproduksi spring bed dan busa.
Seiring dengan bertambahnya kebutuhan pangsa pasar, ide-ide yang
Furnindo baru-baru sudah mulai memproduksi sofa yang diberi label Titov, hanya
saja untuk produk yang satu ini konsumen daerah Sumatra Utara belum terlalu
banyak mengenal produk ini karena proses produksinya di wilayah Riau.
Berdasarkan persetujuan dari Presiden No. Y. A. 9/917/12, didirikan
perusahaan keluarga yang turun-temurun tersebut dengan nama PT. Ocean Foam
yang berkedudukan di kota Medan. Sebagai akibat dari peningkatan konsumsi dan
pertambahan jumlah penduduk Indonesia yang demikian pesat, maka kebutuhan
hidup primer pun juga meningkat. Menanggapi perkembangan tersebut PT. Ocean
Centra Furnindo memperluas usaha dan juga pangsa pasarnya, dengan mendirikan
pabrik baru di Pekan Baru. PT. Ocean Centra Furnindo yang didirikan dikota
Medan terletak di Jl. Medan-Binjai Km.17,5 No. 549 Binjai.
Didorong semakin berkembangnya pangsa pasar usaha ini, perusahaan
mengembangkan beberapa jenis macam produk ke dalam rangkaian produksi
spring bed ini. Dewasa ini PT. Ocean Centra Furnindo merupakan produsen
spring bed yang cukup dikenal oleh masyarakat di Sumatera Utara, Aceh, dan
Kep. Riau dengan suatu jaringan pabrik produksi dan pengembangan yang cukup
baik dan memuaskan.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha PT. Ocean Centra Furnindo sudah meluas sampai
keluar dari kota Medan seiring semakin digemari oleh masyarakat (konsumen).
PT. Ocean Centra Furnindo memproduksi produk matras spring bed. Produk PT.
Nanggroe Aceh Darussalam dan Sumatera Utara. Lokasi kantor pemasaran
produk spring bed dan lokasi pabriknya dibedakan.
PT. Ocean Centra Furnindo memproduksi produk-produk sebagai berikut :
- Untuk produk spring bed antara lain sebagai berikut :
1. Jenis Helux Spring Bed
2. Jenis Ocean Spring Bed
3. Jenis Angel Spring Bed
4. Jenis Altis Spring Bed
- Untuk produk busa adalah Ocean Foam
- Untuk produk sofa adalah Titov
Selain produksi-produksi di atas, PT. Ocean Centra Furnindo juga
menyediakan dan melayani pesanan tersendiri bagi para konsumen.
Apabila konsumen ingin membeli satu buah spring bed atau membeli
banyak (misalnya grosir) harganya tetap sama. Tidak ada perbedaan harga untuk
konsumen yang ingin menjual lagi atau konsumen yang langsung menggunakan
produk tersebut, hanya saja bagi konsumen yang membeli banyak (misalnya
grosir) mendapatkan bonus dari pihak industri. Strategi promosi yang dilakukan
oleh PT. Ocean Centra Furnindo ini adalah mempromosikan lewat radio,
pemasangan spanduk, pemasangan iklan, pemasangan papan reklame di toko -
2.3. Gambaran Umum PT. Ocean Centra Furnindo
2.3.1. Struktur Organisasi
Didalam suatu perusahaan terdapat berbagai aktivitas yang berbeda-beda
dan saling terkait satu dengan yang lainnya sehingga harus dikoordinasi
sedemikian rupa agar dapat tercapai sasaran dan tujuan perusahaan dengan efisien.
Adanya berbagai aktivitas tersebut, maka pengorganisasian perlu dilakukan
sebagai salah satu fungsi dari manajemen, agar keharmonisan kerja dapat tercipta
dengan baik dalam sebuah perusahaan. Organisasai merupakan wadah kerjasama
dari sekelompok orang untuk mencapai tujuan tertentu. Struktur organisasi
merupakan gambaran secara sistematis dari hubungan kerjasama diantara
sekelompok orang yang berbeda dalam organisasi untuk mencapai tujuan
bersama.
Dalam sistem pengorganisasian pada unit yang berbeda-beda diperlukan
struktur organisasi yang dapat mempersatukan seluruh sumber daya dengan cara
yang teratur. Dengan struktur organisasi tersebut diharapkan setiap personil yang
ada didalam organisasi dapat diarahkan sehingga mendorong mereka
melaksanakan aktivitas masing-masing dengan baik dan mendukung tercapainya
sasaran perusahaan.
Setiap organisasi baik organisasi pemerintah maupun organisasi swasta
selalu menghadapi masalah bagaimana organisasinya dapat berjalan dengan baik.
Berdasarkan permasalahan tersebut maka dibutuhkan orang-orang yang
memegang jabatan tertentu dalam organisasi dengan pemberian tugas, wewenang,
PT. Ocean Centra Furnindo menggunakan struktur organisasi garis dan
fungsional, struktur organisasinya dapat dilihat adanya pelimpahan wewenang
dari pimpinan kepada satuan-satuan organisasi dibawahnya dalam bidang
pekerjaan tertentu. Pimpinan tiap bidang kerja berwenang memerintah semua
pelaksana yang ada menyangkut bidang kerjanya dan dibawah petunjuk pimpinan.
Untuk penjelasan mengenai tugas dan tanggung jawab dari unit-unit
organisasi PT. Ocean Centra Furnindo, dapat diuraikan pada Gambar 2.1.
Keterangan:
: Hubungan perintah
--- : Hubungan fungsional
Gambar 2.1. Stuktur Organisasi PT. Ocean Centra Furnindo DIREKTUR
Manajer Pemasaran
Manajer Personalia
Manajer Pembelian Manajer
Keuangan Manajer
Produksi
K. Bagian Produksi
Kasir/
Accounting
Counter Sale/
Salesman
Staf Personalia
1. Direktur
Direktur adalah merupakan pimpinan puncak dari PT. Ocean Centra
Furnindo yang bertugas untuk :
a. Bertanggungjawab kepada presiden direktur (pimpinan perusahaan induk) atas
jalannya perusahaan.
b. Mengkoordinir dan mengawasi pelaksanaan tugas para manager bagian.
c. Mengarahkan dan meneliti kegiatan perusahaan.
d. Menyebarkan dan menerapkan kebijakan yang berhubungan dengan kegiatan
produksi serta mengawasi pelaksanaannya.
e. Merencanakan dan mengatur anggaran modal kerja dan modal investasi
perusahaan.
f. Melaksanakan kontrak-kontrak perusahaan dengan pihak luar.
Dalam melaksanakan tugasnya direktur membawahi lima manager yang
terdiri dari manager produksi, manager keuangan, manager pemasaran, manager
pemasaran, manager personalia, dan manager pembelian.
2. Manager Produksi
Production manager bertanggungjawab langsung kepada bagian direktur.
Dalam melaksanakan tugasnya manager produksi membawahi kepala bagian
produksi. Tugas-tugas dari manager produksi adalah sebagai berikut :
a. Bertanggungjawab atas pelaksanaan kegiatan dalam bagian produksi.
b. Merencanakan dan mengatur produksi perusahaan agar sesuai dengan
c. Membuat laporan produksi secara periodik mengenai pemakaian bahan dan
jumlah produksi.
d. Merencanakan dan meneliti metoda kerja dalam usaha meningkatkan
produktifitas kerja.
e. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui
kekurangan dan penyimpangan, sehingga dapat dilakukan perbaikan.
3. Manager Keuangan
Manager Keuangan bertanggungjawab langsung kepada direktur, dalam
melaksanakan tugasnya manager keuangan membawahi kasir/accounting.
Manager keuangan mempunyai tugas sebagai berikut:
a. Merencanakan dan mengawasi perencanaan kegiatan akuntansi dari keuangan
perusahaan.
b. Membantu direktur dalam melaksanakan anggaran perusahaan.
c. Memastikan bahwa transaksi keuangan dilakukan dengan benar.
d. Memeriksa dan menganalisa data dan laporan aliran dana dan biaya
perusahaan.
e. Bertanggungjawab atas dana dokumen-dokumen penting yang disimpan
dalam perusahaan.
4. Manager Pemasaran
Manager Pemasaranbertanggungjawab kepada direktur. Adapun tugas dan
tanggungjawab dari manager pemasaran adalah:
b. Merencanakan kegiatan penelitian pasar guna mendapatkan data tentang
tingkat kebutuhan konsumen dan tingkat persaingan, sehingga dapat
ditentukan rencana volume penjualan kepada target market.
c. Menentukan kebijaksanaan serta strategi pemasaran perusahaan yang
mencakup jenis produk yang akan dipasarkan, harga, pendistribusian dan
promosi.
d. Menentukan rencana anggaran biaya pemasaran.
e. Mengkoordinir tenaga ahli yang memberikan pelayanan teknis kepada
masyarakat.
5. Manager Personalia
Manager Personalia bertanggung jawab langsung kepada direktur. Bagian
ini mempunyai tugas sebagai berikut:
a. Merencanakan dan menerapkan sistem penerimaan pegawai yang dibutuhkan
oleh perusahaan.
b. Bertanggung jawab atas pelaksanaan training pegawai.
c. Mengadakan penelitian kepegawaian seperti masalah pengembangan
organisasi perusahaan, evaluasi kerja, gaji dan upah karyawan.
d. Menetapkan kebijaksanaan-kebijaksanaan dan prosedur mengenai persediaan
dan pemanfaatan fasilitas seperti komunikasi, perumahan dan transportasi
6. Manager Pembelian
Staf ini bertanggung jawab penuh direktur. Adapun tugas dari bagian ini
adalah:
a. Melakukan pemilihan dan evaluasi atas supplier.
b. Melaporkan setiap kegiatan pembelian kepada direktur.
c. Mengeluarkan Purchasing Order (PO).
d. Pembinaan sumber daya manusia dijajarannya.
7. Kepala bagian Produksi
Kepala bagian produksi bertanggung jawab kepada manager produksi.
Kepala bagian produksi membawahi supervisor, adapun tugas-tugas supervisor
adalah sebagai berikut:
a. Mengkoordinir dan mengawasi bagian produksi dan pengolahannya agar
pelaksanaan kegiatannya sesuai dengan rencana.
b. Bekerjasama dengan bagian engineering unutk memeriksa bagian yang
mengalami kerusakan sehingga dapat diatur perbaikannya.
c. Memberikan laporan kegiatan produksi secara rutin kepada manager produksi.
8. Kasir/Accounting
Kasir bertanggung jawab kepada manager keuangan. Kasir ini bertugas
sebagai berikut :
a. Mencatat biaya yang dikeluarkan perusahaan untuk keperluan perusahaan
dengan mencatat di bon tiap pembelian/pengeluaran.
b. Menyusun laporan pengeluaran harian, bulanan maupun tahunan untuk
c. Memastikan bahwa semua transaksi keuangan dilakukan dengan benar.
d. Bertanggung jawab atas dokumen-dokumen pengeluaran dana yang disimpan
dalam perusahaan.
9. Salesman/Counter Sales
Bagian ini bertanggung jawab kepada manager pemasaran. Tugas dari
bagian ini adalah:
a. Mengatur penjualan produk ke konsumen, jumlah dan harga produk.
b. Menentukan jumlah produk yang dapat diterima di pasaran.
10. Staf Personalia
Staf Personalia bertanggung jawab penuh kepada manager personalia.
Tugas dari staf personalia adalah sebagai berikut :
a. Melaksanakan system penerimaan pegawai yang dibutuhkan oleh perusahaan.
b. Bertanggung jawab atas pelaksanaan training pegawai.
c. Mengawasi kepegawaian seperti masalah pengembangan organisasi
perusahaan, mengevaluasi kerja, gaji dan upah karyawan.
d. Menerapkan kebijaksanaan-kebijaksanaan dan prosedur mengenai persediaan
dan pemanfaatan fasilitas seperti komunikasi, perumahan dan transportasi
perusahaan.
11. Kepala Gudang Bahan
Kepala Gudang Bahan bertanggung jawab penuh kepada manager
pembelian. Adapun tugas dari kepala gudang bahan adalah :
b. Dapat mengetahui jumlah bahan produksi yang dipergunakan perhari,
perbulan, dan pertahun untuk semua bahan produksi.
2.3.2. Tenaga Kerja, Jam Kerja dan Sistem Pengupahan
Tenaga Kerja merupakan salah satu faktor produksi yang diperlukan untuk
menjalankan dan mengendalikan kegiatan guna mencapai tujuan perusahaan.
Tenaga kerja yang dibutuhkan perusahaan dapat diperoleh melalui proses
recruitment (fungsi penarikan tenaga kerja). Kegiatan utama proses recruitment
adalah program penerimaan tenaga kerja, diharapkan dapat memperoleh tenaga
kerja yang dibutuhkan, baik dari segi kualitas maupun kuantitas.
2.3.2.1. Tenaga Kerja
Jumlah tenaga kerja yang dipekerjakan oleh PT. Ocean Centra Furnindo
adalah sebanyak 139 orang seperti pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja PT. Ocean Centra Furnindo
NO JABATAN JUMLAH (ORANG)
1 Direktur 1
2 Manager Produksi 1
3 Manager Keuangan 1
4 Manager Pemasaran 1
5 Manager Personalia 1
6 Manager Pembelian 1
7 Ka. Bagian Produksi 1
8 Kasir/Accounting 4
9 Counter Sales 5
10 Salesman 15
11 Staf Personalia 4
12 Ka. Gudang Bahan 1
Tabel 2.1. Jumlah Tenaga Kerja PT. Ocean Centra Furnindo (Lanjutan)
NO JABATAN JUMLAH (ORANG)
15 Tenaga Kerja Bagian Pemasaran 8 16 Tenaga Kerja Bagian Personalia 5 17 Tenaga Kerja Bagian Pembelian 5
18 Engineering 1
19 SUPIR 20
20 Security 5
Jumlah 139
Sumber : Data Personalia bagian Kepegawaian
2.3.2.2. Jam Kerja
Ketentuan jam kerja di P.T. Ocean Centra Furnindo dapat dibagi menjadi
dua bagian, yaitu jam kerja pegawai perkantoran dan jam kerja karyawan yang
langsung berhubungan dengan proses produksi.
Pengaturan jam kerja di P.T. Ocean Centra Furnindo sebagai berikut :
a. Karyawan bagian Kantor
- Untuk hari Senin – Kamis
Pukul 08.30 – 12.00 Wib Kerja aktif
Pukul 12.00 – 13.00 Wib Istirahat
Pukul 13.00 – 16.30 Wib Kerja aktif
- Untuk hari Jum’at
Pukul 08.30 – 12.00 Wib Kerja aktif
Pukul 12.00 – 14.00 Wib Istirahat
Pukul 14.00 – 16.30 Wib Kerja aktif
- Untuk hari Sabtu
Pukul 12.00 – 13.00 Wib Istirahat
Pukul 13.00 – 16.30 Wib Kerja aktif
b. Karyawan bagian Produksi (khusus untuk divisi spring coil)
- Shift I Pukul 07.00 – 12.00 Wib Kerja aktif
Pukul 12.00 – 13.00 Wib Istirahat
Pukul 13.00 – 15.00 Wib Kerja aktif
- Shift II Pukul 15.00 – 18.30 Wib Kerja aktif
Pukul 18.30 – 19.30 Wib Istirahat
Pukul 19.30 – 23.00 Wib Kerja aktif
- Shift III Pukul 23.00 – 04.00 Wib Kerja aktif
Pukul 04.00 – 05.00 Wib Istirahat
Pukul 05.00 – 07.00 Wib Kerja aktif
Karyawan bagian produksi (untuk divisi yang lainnya)
- Shift I Pukul 08.30 – 12.00 Wib Kerja aktif
Pukul 12.00 – 13.00 Wib Istirahat
Pukul 13.00 – 16.30 Wib Kerja aktif
- Shift II Pukul 16.30 – 20.00 Wib Kerja aktif
Pukul 20.00 – 21.00 Wib Istirahat
Pukul 21.00 – 23.30 Wib Kerja aktif
Hari Minggu dan hari besar lainnya merupakan hari libur. Namun pada
hari libur terkadang pabrik juga beroperasi untuk tujuan tertentu. Pelaksanaan
lembur. Kerja lembur dilakukan bila order dari konsumen cukup besar dan harus
dikirim dalam jangka waktu yang relatif singkat.
2.3.2.3. Sistem Pengupahan
Kesejahteraan merupakan salah satu faktor dalam usaha untuk
meningkatkan produktivitas tenaga kerja. Untuk mencapai hal itu pemenuhan
kebutuhan hidup merupakan sarana yang penting. Pemberian upah yang memadai
adalah upaya yang dilakukan untuk meningkatkan kesejahteraan karyawan.
Karena setiap pekerja pada P.T. Ocean Centra Furnindo adalah merupakan
karyawan tetap, maka setiap karyawan menerima gaji pada setiap minggunya
yang dihitung dari hari senin sampai dengan hari sabtu pada minggu yang sama.
Gaji pekerja pada P.T. Ocean Centra Furnindo berdasarkan pada ketentuan UMR
(Upah Minimum Regional), pada karyawan buruh produksi.
Selain upah resmi diatas perusahaan juga memberikan upah lain yang
dapat berupa :
a. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja melebihi
jam kerja yang telah ditetapkan yang pembayarannya bersamaan dengan
pembayaran gaji pada tiap minggunya.
b. Tunjangan jabatan, yaitu sebagai pelengkap gaji pokok, mengingat adanya
pekerjaan-pekerjaan yang memegang peranan dan tanggung jawab serta
tuntunan khusus. Tunjangan jabatan ini bisa diberikan untuk tingkat jabatan
manajerial.
c. Tunjangan Hari Raya (THR), yaitu tunjangan yang diberikan kepada karyawan
1. Karyawan dengan masa kerja 3-6 bulan memperoleh tunjangan sebesar 1/4
kali gaji pokok sebulan.
2. Karyawan dengan masa kerja 6-9 bulan memperoleh tunjangan sebesar 1/2
kali gaji pokok sebulan.
3. Karyawan dengan masa kerja 9-12 bulan memperoleh tunjangan sebesar
3/4 kali gaji pokok sebulan.
4. Karyawan dengan masa kerja 1-3 tahun memperoleh tunjangan sebesar 1
kali gaji pokok sebulan.
5. Karyawan dengan masa kerja 3-5 tahun memperoleh tunjangan sebesar 1,5
kali gaji pokok sebulan.
6. Karyawan dengan masa kerja diatas 5 tahun memperoleh tunjangan
sebesar 2 kali gaji pokok sebulan.
d. Cuti
Untuk menghilangkan rasa jenuh dan bosan selama bekerja, perusahaan
memberikan cuti bagi karyawan. Lama cuti yang diberikan perusahaan adalah 12
hari kerja setiap tahunnya dengan rincian 6 hari cuti massal dan 6 hari cuti
individual. Cuti massal adalah dimana pabrik dan kantor ditutup dan seluruh
karyawan diliburkan, kecuali satuan pengamanan tidak diliburkan tetapi diberi
imbalan sebagai pengganti cuti, sedangka cuti individual adalah cuti yang
diberlakukan kepada masing-masing karyawan. Cuti individual ini
pemanfaatannya tergantung kepada masing-masing karyawan boleh dimbil atau
2.4. Proses Produksi
Proses produksi adalah metode atau teknik untuk membuat suatu barang
atau jasa bertambah nilainya dengan menggunakan sumber tenaga kerja, mesin,
bahan baku, bahan tambahan, bahan penolong dan dana yang ada.
PT. Ocean Centra Furnindo merupakan perusahaan yang bergerak dalam
bidang pembuatan matras spring bed yang secara mekanis yaitu selain
menggunakan mesin juga memakai tenaga kerja sebagai operator
2.4.1. Bahan yang digunakan
Adapun bahan yang digunakan dalam pembuatan matras spring bed adalah
sebagai berikut :
2.4.1.1. Bahan Baku
Bahan Baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan memiliki persentase yang besar
dibandingkan bahan-bahan lainnya. Jadi bahan baku ini dapat juga disebut sebagai
bahan utama. Adapun bahan baku yang digunakan adalah sebagai berikut:
- Busa
Merupakan bahan baku utama dalam proses produksi perakitan spring bed, karena
busa digunakan sebagai alas spring coil. Adapun bahan dasar dalam pembentukan
busa ini merupakan dari bahan-bahan kimia
- Per
Juga merupakan salah satu dasar dari bahan baku. Sebelum per ini dibentuk, per
dalam negeri berupa gulungan kawat, dimana gulungan kawat ini diolah kembali
menjadi spring coil (kawat per).
- Besi
Bahan baku ini digunakan untuk pembentukan pinggiran matras spring bed.
2.4.1.2. Bahan Tambahan
Bahan Tambahan adalah bahan yang digunakan dalam proses produksi dan
ditambahkan ke dalam proses pembuatan produk dalam rangka meningkatkan
mutu produk yang mana komponennya merupakan bagian dari produk akhir.
Adapun bahan tambahan yang digunakan adalah sebagai berikut :
- Kain
Kain yang terdiri dari kain dasar yang merupakan bahan yang akan dijahit dengan
busa yang menjadi kain busa dan kain bermotif yang dijahit untuk melapisi kain
busa.
- Cotton Sheet
Cotton Sheet ini dipasang pada tiap-tiap sudut rangka kawat per, agar kain busa
tidak mudah robek karena tertimpa langsung dengan rangka per.
- Benang
Benang yang digunakan untuk menjahit kain.
- Kawat
Selain sebagai bahan baku dalam pembentukan per, kawat juga digunakan sebagai
- Label Produksi
Label ini dapat dilihat pada produk itu sendiri yang ditempel pada matras spring
bed.
- Plastik
Berfungsi untuk membungkus produk jadi agar tidak terkena noda.
2.4.2. Mesin dan Peralatan
Dalam menjalankan kegiatan-kegiatan proses produksinya maka PT.
Ocean Centra Furnindo menggunakan sarana produksi yang berupa mesin dan
peralatan untuk pembuatan matras spring bed.
2.4.2.1. Mesin Produksi
Beberapa jenis mesin yang digunakan dalam proses produksi dimana prinsip
kerja dari setiap mesin masing-masing berbeda dalam sistem kerja dan hasil dari
mesin produksi yang digunakan. Adapun mesin dan peralatan yang digunakan PT.
Ocean Centra Furnindo dalam kegiatan produksi pengolahan spring bed-nya
adalah sebagai berikut:
1. Mesin Pencetak Per
Jenis produk : Spring Coils (per)
Power : 250 Hp
Putaran : 2975 rpm
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,81
Kapasitas terpasang : 2.500.000 pcs
Kapasitas terpakai : 1.800.000 pcs/bulan
Jumlah Mesin : 2 unit
Fungsi : Mencetak kawat menjadi per.
2. Mesin Pencetak Per
Jenis produk : Spring Coils (per)
Power : 100 Hp
Putaran : 1490 rpm
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,71
Kuat Arus : 168,6 A
Kapasitas terpasang : 1.000.000 pcs
Kapasitas terpakai : 800.000 pcs/bulan
Jumlah Mesin : 1 unit
Fungsi : Mencetak kawat menjadi per.
3. Mesin Rakit Per
Jenis produk : Coils Assembly (rakit per)
Power : 150 Hp
Tegangan : 380 Volt
Kuat Arus : 23,6 A
Kapasitas terpasang : 5.000 unit
Kapasitas terpakai : 4.500 unit/bulan
Jumlah mesin : 2 unit
Fungsi : Merakit kawat per
4. Mesin Rakit Per
Jenis produk : Coils Assembly (rakit per)
Power : 960 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,71
Kuat Arus : 16,3 A
Kapasitas terpasang : 2.250 unit
Kapasitas terpakai : 1.500 unit/bulan
Jumlah mesin : 1 unit
Fungsi : Merakit kawat per
5. Mesin Jahit
Jenis produk : Quilting (jahit)
Power : 10 Hp
Tegangan : 380 Volt
Kuat Arus : 16,2 A
Kapasitas terpasang : 22.500 meter
Kapasitas terpakai : 15.000 meter/bulan
Jumlah mesin : 1 unit
6. Mesin Jahit
Jenis produk : Quilting (jahit)
Power : 15 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,84
Kuat Arus : 16,9 A
Kapasitas terpasang : 30.000 meter
Kapasitas terpakai : 20.000 meter/bulan
Jumlah mesin : 1 unit
7. Jahit
Jenis produk : Quilting (jahit)
Power : 5 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,61
Kuat Arus : 13,2 A
Kapasitas terpakai : 10.000 meter/bulan
Jumlah mesin : 1 unit
8. Mesin Corner Machine
Jenis produk : Mattress Spring Bed
Power : 75 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,69
Kuat Arus : 23,6 A
Kapasitas terpasang : 6.000 mattress
Kapasitas terpakai : 4.000 mattress/bulan
Jumlah mesin : 11 unit
Fungsi : Menjahit lis pinggir matras spring bed
9. Mesin Corner Machine
Jenis produk : Mattress Tilam Busa
Power : 60 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,72
Kuat Arus : 16,2 A
Kapasitas terpakai : 4.500 mattress/bulan
Jumlah mesin : 11 unit
Fungsi : Menjahit lis pinggir matras tilam busa
10.Mesin Jahit
Jenis Produk : Matress Spring Bed
Power : 45 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,84
Kuat Arus : 16,9 A
Kapasitas terpasang : 6.000 mattress
Kapasitas terpakai : 4.000 mattress/bulan
Jumlah mesin : 14 unit
Fungsi : Menjahit matras spring bed
11.Mesin Jahit
Jenis Produk : Tilam Busa
Power : 60 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,71
Kapasitas terpasang : 6.000 mattress
Kapasitas terpakai : 4.500 mattress/bulan
Fungsi : Menjahit matras tilam busa
12.Mesin Flanging Machine
Jenis Produk : Matress Spring Bed
Power : 20 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,69
Kuat Arus : 7 A
Kapasitas terpasang : 1.000 mattress
Kapasitas terpakai : 500 mattress/bulan
Jumlah Mesin : 1 unit
13.Mesin Potong
Jenis Produk : Matress Cutting
Power : 75 Hp
Tegangan : 380 Volt
Faktor Kerja (cos ) : 0,69
Kuat Arus : 168,6 A
Kapasitas terpasang : 36.000 meter
Jumlah Mesin : 1 unit
Fungsi : Memotong kain quilting
14.Mesin Compressor
Jenis Produk : Compressor
Jumlah Mesin : 1 (satu) buah
Kapasitas terpasang : 300 liter/hari
2.4.2.2. Peralatan
Adapun peralatan yang digunakan PT. Ocean Centra Furnindo dalam
kegiatan produksi pembuatan matras spring bed yaitu :
1. Gun Ar C1 22
Jumlah alat : 2 unit
Fungsi : Sebagai pengikat kawat per dengan besi spring coil.
2. Gun Ar 22
Jumlah alat : 2 unit
Fungsi : Sebagai pengikat besi spring coil dengan kawat per.
3. Alat Pemotong
Jumlah alat : 1 unit
Fungsi : Untuk memotong busa
2.4.3. Utilitas
Untuk kelancaran kegiatan produksi, diperlukan unit pendukung seperti:
1. Genset
Fungsi : Pembantu power listrik atau pembangkit listrik bagi mesin dan
Jumlah genset yang digunakan sebanyak 1 unit.
2. Trafo
Fungsi : Alat pendistribusian listrik dari PLN ke pabrik.
3. Forklift
Fungsi : Memindahkan bahan-bahan yang mempunyai volume besar dan
berat seperti gulungan kawat dan bahan lainnya yang baru tiba atau
yang akan dipindahkan dari truk ke gudang bahan baku.
2.4.4. Uraian Proses Produksi
Proses produksi adalah metode atau teknik untuk membuat suatu barang
atau jasa bertambah nilainya dengan menggunakan sumber tenaga kerja, mesin,
bahan baku, bahan penolong dan dana yang ada.
Proses adalah cara, metode dan teknik bagaimana mengubah sumber
daya(material, tenaga kerja, mesin, dana dan metode) yang ada dirubah untuk
memperoleh hasil, sedangkan produksi adalah kegiatan untuk menciptakan atau
menambah kegunaan suatu barang atau jasa. Dari defenisi tersebut dapat ditarik
kesimpulan bahwa proses produksi adalah cara, metode, dan teknik untuk
menciptakan atau menambah kegunaan suatu barang atau jasa dengan
menggunakan sumber daya material, tenaga kerja, mesin, dana dan metode yang
ada.
Jenis-jenis produksi sangat banyak, tergantung dari metode, cara dan untuk
menghasilkan produk. Namun secara garis besar dapat dibedakan atas 2 jenis,
1. Proses produksi yang terus menerus (kontiniu)
2. Proses produksi yang terputus-putus (intermittent)
Dalam aktivitas produksinya sehari-hari PT. Ocean Centra Furnindo
menggunakan jenis-jenis proses produksi yang terus menerus/kontiniu. Hal ini
dikarenakan kegiatan produksi dari perusahaan tersebut berlangsung didasarkan
atas banyaknya pesanan yang datang setiap harinya dan persediaan untuk
permintaan yang datang setiap harinya serta persediaan untuk permintaan yang
datang sewaktu-waktu.
Tahapan-tahapan proses produksi pembuatan matras spring bed dapat
dijelaskan secara garis besar yaitu :
1. Rangka matras spring bed
a. Kawat yang berdiameter 10 mm dibentuk dengan menggunakan mesin
pembentuk per (spring coil). Per diatur dan disusun rapi membentuk
persegi panjang dengan ukuran panjang 200 cm dan lebar 180 cm (6 kaki).
b. Setelah disusun, kemudian diikat kawat pada satu persatu spring coil
dengan menggunakan Gun Ar Cl 22.
c. Pada sisi pinggir spring coil dilakukan perakitan besi pinggir.
d. Sisi spring coil diikat dengan kawat pada besi pinggir dengan
menggunakan peralatan Gun Ar 22.
e. Pada tiap-tiap sudut spring coil dipasang cotton sheet, agar kain busa
2. Pemasangan busa
a. Busa, kain dasar (kain busa) dan kain bermotif dipotong sesuai dengan
ukuran panjang 200 cm dan lebar 180 cm dengan menggunakan alat
pemotong busa.
b. Busa yang telah dipotong sesuai ukuran ditimpa keatas spring coil
(perakitan busa pada rangka).
c. Busa yang telah dirakit pada rangka selanjutnya dijahit dengan kain dasar
(kain busa)
d. Proses selanjutnya kain bermotif.
3. Perakitan matras spring bed.
Setelah proses penjahitan kain selesai maka dilanjutkan dengan menjahit lis
pinggiran matras dengan menggunakan corner machine. Pada proses ini,
produk yang dirakit telah menjadi matras spring bed.
4. Finishing
Matras yang telah jadi diberi label produksi dan dibungkus dengan plastik.
Untuk tahapan-tahapan proses produksi dapat dilihat pada Flow Process
BAB III
LANDASAN TEORI
Keseimbangan lintasan adalah suatu rangkaian beberapa operasi yang
saling bergantungan dengan waktu pelaksanaan yang sama atau hampir sama,
sehingga proses produksi dari suatu operasi berikutnya berjalan lancar dengan
kecepatan yang tetap. Dalam upaya menyeimbangkan lintasan produksi maka
tujuan utama yang ingin dicapai adalah mendapatkan tingkat efesiensi yang tinggi
bagi setiap stasiun kerja dan berusaha memenuhi rencana produksi yang telah
ditetapkan, sehingga dapat memenuhi target produksi dan memperkecil waktu
tunggu di setiap stasiun kerja.
Konsep keseimbangan lintasan produksi sangat cocok diterapkan untuk
perusahaan bertipe produksi massal. Penyeimbangan lintasan produksi ini sangat
bermanfaat, dimana dengan penurunan sedikit waktu siklus produksi akan
memberikan penghematan besar dalam biaya produksi. Lintasan produksi yang
seimbang, berarti tidak ada operasi–operasi yang menganggur akan memberikan
efesiensi terhadap optimilitas biaya produksi.
3.1. Lintasan Produksi
Prinsip dasar dari suatu lintasan produksi adalah penempatan area kerja
dimana operasi–operasi diatur secara berurutan dan material bergerak secara
kontinu melalui operasi yang terangkai dan seimbang. Menurut karakteristik
1. Lintasan pabrikasi, yaitu suatu lintasan produksi yang terdiri dari sejumlah
operasi pekerjaan yang bersifat membentuk atau merubah sifat-sifat fisis atau
kimiawi dari suatu benda kerja yang melewati lintasan produksi.
2. Lintasan perakitan, yaitu suatu lintasan produksi yang terdiri dari sejumlah
operasi pengerjaan yang bersifat merakit benda-benda kerja yang melewati
lintasan produksi.
Pada lintasan perakitan, waktu pelaksanaan operasi dapat dibagi-bagi atas
beberapa kelompok kerja atau tempat kerja untuk mengejar waktu siklus yang
sama. Lintasan perakitan akan menjadi bagian utama dari proses operasi
perakitan, walaupun pekerjanya digantikan oleh robot. Dimana prinsip
pengerjaannya sama yaitu mengelompokkan elemen-elemen kerja pada beberapa
tempat kerja untuk mengejar waktu siklus yang sama tanpa melanggar logika
ketergantungan proses. Proses pabrikasi biasanya dioperasikan sebagai sistem
aliran proses yang terputus ataupun jenis batch. Tempat kerja pada lintasan
pabrikasi sudah tertentu sehingga agak sulit untuk membagi-bagi waktu
pelaksanaan proses pada beberapa kelompok kerja untuk mengejar waktu siklus
yang sama.
3.2. Keseimbangan Lintasan Produksi
Line Balancing terdiri dari sederetan area kerja yang dinamakan stasiun
kerja yang ditangani seorang atau lebih operator dan ada kemungkinan ditangani
dengan bermacam–macam alat. Kriteria umum keseimbangan lintasan produksi
pokok dari penggunaan metode ini adalah untuk mengurangi waktu menganggur
(idle time)pada lintasan yang ditentukan oleh operasi yang paling lambat. Tujuan
tersebut dapat tercapai bila lintas produksi seimbang, setiap stasiun kerja
mendapat tugas yang sama, stasiun–stasiun kerja berjumlah minimum dan jumlah
waktu menganggur di setiap stasiun kerja minimum.
Istilah line balancing merupakan metoda penugasan sejumlah pekerjaan ke
dalam stasiun kerja yang saling berkaitan dalam satu lini produksi, sehingga setiap
stasiun kerja memiliki waktu yang tidak melebihi waktu siklus dari stasiun kerja
tersebut. Hubungan sejumlah pekerjaan dalam suatu lini produksi harus
dipertimbangkan dalam menentukan pembagian pekerjaan ke dalam
masing-masing stasiun kerja. Hubungan satu pekerjaan dengan pekerjaan lainnya
digambarkan dalam suatu precedence diagram.
Pembuatan suatu produk pada umumnya dilakukan melalui beberapa
tahapan proses produksi pada beberapa stasiun kerja berupa aliran proses
produksi. Aliran proses produksi disini adalah pemindahan elemen-elemen
produksi, seperti bahan atau material, tenaga kerja dan lain–lain yang dimulai dari
awal proses sampai produk jadi. Aliran proses produksi dari suatu stasiun kerja ke
stasiun kerja lainnya merupakan bagian dari waktu proses (waktu siklus) produk
tersebut.
Apabila terjadi hambatan dalam suatu stasiun kerja akan mengakibatkan
tidak lancarnya aliran bahan ke stasiun kerja berikutnya, sehingga terjadi waktu
pada ongkos produksi yang harus ditanggung oleh pihak perusahaan. Penyebab
lintasan produksi yang tidak seimbang adalah :
Peralatan dan mesin yang sudah tua sehingga sering kali break down dan perlu
dilakukan set-up ulang.
Rancangan lintasan yang salah.
Operator yang kurang terampil dalam bekerja. Metoda kerja yang kurang baik.
Persoalan keseimbangan lintasan bermula adanya kombinasi penugasan
kerja kepada operator atau grup operator yang menempati tempat kerja tertentu.
Penugasan elemen kerja yang berbeda menyebabkan perbedaan dalam sejumlah
waktu yang tidak produktif dan variasi jumlah pekerja yang dibutuhkan untuk
menghasilkan output produksi tertentu di dalam suatu lintasan produksi.
Rancangan lintasan produksi yang seimbang bertujuan :
1. Untuk menyeimbangkan beban kerja yang dialokasi pada setiap stasiun kerja
sehingga pekerjaan dapat selesai dalam waktu yang seimbang dan mencegah
terjadinya penumpukan.
2. Menjaga lintasan produksi agar tetap lancar dan berlangsung kontinu.
Pengelompokan tugas–tugas yang akan menghasilkan keseimbangan
lintasan produksi memberikan informasi tentang kinerja waktu dari tugas–tugas
tersebut. Kebutuhan–kebutuhan pendahuluan dapat menentukan urutan yang
fleksibel dan tingkatan out-put yang diinginkan atau waktu siklus per unit.
Gambaran utama dari permasalahan keseimbangan lintasan tertera pada Gambar
Kinerja waktu dari tugas Pengelompokkan tugas -
Kebutuhan Pendahuluan tugas pada stasiun kerja
Tingkat Output dengan kapasitas ouput
yang sama
Gambar 3.1. Elemen – Elemen Utama Permasalahan
Keseimbangan Lintasan
Ada beberapa faktor yang perlu diperhatikan dalam melakukan penentuan
keseimbangan lintasan produksi, yaitu
1. Hubungan Precedence merupakan suatu hubungan yang saling terkait,
misalkan operasi ke-2 dilakukan setelah operasi yang pertama. Dimana
Precedence diagram adalah gambaran secara grafis dari urutan operasi kerja,
serta ketergantungan pada operasi kerja lainnya yang tujuannya untuk
memudahkan pengontrolan dan perencanaan kegiatan yang terkait di
dalamnya.
2. Jumlah Stasiun Kerja tidak boleh lebih besar dari jumlah elemen kerja. Stasiun
kerja adalah suatu lokasi pada lintasan produksi dimana elemen kerja
dilakukan. Sedangkan elemen kerja adalah sebagian dari total pekerjaan pada
proses produksi.
3. Waktu tiap elemen harus lebih kecil atau sama daripada waktu siklus. Dimana
waktu siklus adalah waktu yang diperoleh dari kecepatan produksi atau dari
waktu operasi yang terpanjang.
Keseimbangan
Keseimbangan lintasan berorientasi pada waktu pelaksanaan operasi atau
kejadian penting sehingga penentuan waktu siklus setiap stasiun kerja merupakan
syarat mutlak untuk diketahui guna menyeimbangkan lintasan produksi. Oleh
karena itu tujuan penentuan keseimbangan lintasan adalah mendistribusikan
elemen–elemen kerja pada setiap stasiun kerja agar waktu menganggur dari
stasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin,
sehingga pemanfaatan dari peralatan maupun operator dapat digunakan
semaksimal mungkin.
3.3. Penelitian Waktu (Time Study)
Penelitian kerja dan analisa metoda kerja pada dasarnya akan memusatkan
perhatiannya pada bagaimana suatu macam pekerjaan akan diselasaikan. Dengan
mengaplikasikan prinsip dan teknik pengaturan cara kerja yang optimal dalam
suatu sisitem kerja tersebut, maka akan diperoleh alternatif metoda pelaksanaan
kerja yang dianggap memberikan hasil yang efektif dan efesien. Suatu pekerjaan
akan dikatakan diselesaikan secara efesien apabila waktu penyelesaiannya
berlangsung paling singkat.
Pengukuran waktu kerja ini akan berhubungan dengan usaha–usaha untuk
menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan
yang dijalankan dalam sistem kerja terbaik. Secara singkat pengukuran kerja
adalah metoda penetapan keseimbangan antara kegiatan manusia yang
Pada garis besarnya teknik–teknik pengukuran waktu dibagi kedalam dua
bagian, pertama secara langsung dan kedua secara tidak langsung. Cara pertama
disebut demikian karena pengukurannya dilaksanakan secara langsung yaitu di
tempat dimana pekerjaan yang bersangkutan dijalankan. Dua cara yang termasuk
didalamnya adalah cara jam berhenti dan sampling pekerjaan. Sebaiknya cara
tidak langsung melakukan perhitungan waktu tanpa harus berada di tempat
pekerjaan yaitu dengan membaca tabel–tabel yang tersedia asalkan mengetahui
jalannya pekerjaan melalui elemen-elemen pekerjaan atau elemen-elemen
gerakan. Dimana yang termasuk kelompok ini adalah data waktu baku dan data
waktu gerakan.
Suatu hasil pengukuran yang baik yang dapat dipertanggungjawabkan,
maka tidak cukup hanya sekedar melakukan beberapa kali pengukuran dengan
menggunakan alat ukur. Banyak faktor yang harus diperhatikan agar akhirnya
dapat diperoleh waktu yang pantas untuk pekerjaan yang bersangkutan seperti
yang berhubungan dengan kondisi kerja, cara pengukuran dan jumlah pengukuran.
3.4. Pengukuran Waktu Kerja Dengan Jam Henti (Stopwatch Time Study)
Pengukuran kerja secara langsung dengan menggunakan jam henti adalah
merupakan aktivitas yang mengawali dan menjadi landasan untuk kegiatan–
kegiatan pengukuran kerja yang lain. Pengukuran waktu kerja dengan jam henti
(stopwatch time study) diperkenalkan pertama kali oleh Frederick W.Taylor
dikenal, kadang karena itu banyak dipakai. Salah satu penyebabnya adalah
kesederhanaan aturan–aturan pengukuran yang dipakai.
Dari hasil pengukuran maka akan diperoleh waktu baku untuk
menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan
sebagai standar penyelesaian pekerjaan bagi semua tenaga kerja yang
melaksanakan pekerjaan yang sama seperti itu. Secara garis besar langkah–
langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini dapat
diuraikan sebagai berikut :
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan diberitahukan
maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati.
Hal–hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil
pengukuran digunakan, beberapa tingkat ketelitian dan tingkat keyakinan yang
diinginkan dari hasil pengukuran tersebut.
2. Catat semua informasi yang berkaitan dengan penyelesaian pekerjaan seperti
layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang
digunakan.
3. Bagi operasi kerja dalam elemen–elemen kerja sedetail–detailnya tapi masih
dalam batas–batas kemudahan untuk pengukuran waktunya.
4. Diamati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen–elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak.
6. Tetapkan rate of perfomance dari operator saat melaksanakan aktifitas kerja
yang diukur dan dicetak waktunya tersebut. Rate of perfomance ini ditetapkan
untuk setiap elemen kerja yang ada dan hanya ditujukan untuk perfomance
operator. Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka
perfomance dianggap normal.
7. Sesuaikan waktu pengamatan berdasarkan perfomance kerja yang ditunjukkan
oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang akan diberikan ini, guna menghadapi kondisi–kondisi
seperti kebutuhan personil yang bersifat pribadi. Faktor kelelahan,
keterlambatan material dan lain–lainnya.
9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu
normal dan waktu longgar.
Berdasarkan langkah–langkah yang disebutkan di atas terlihat bahwa
pengukuran kerja dengan jam henti ini merupakan cara pengukuran yang objektif
karena disini waktu yang ditetapkan berdasarkan fakta yang tidak cuma sekedar
diestimasi secara subyektif. Disini juga akan berlaku asumsi–asumsi dasar sebagai
berikut :
1. Metode fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan
terlebih dahulu sebelum kita mengaplikasikan waktu ini untuk pekerjaan yang
serupa.
2. Operator harus memahami benar prosedur dan metoda pelaksanaan kerja
dengan waktu baku ini diasumsikan memiliki tingkat ketrampilan dan
kemampuan yang sama serta sesuai dengan pekerjaan tersebut. Untuk
persyaratan mutlak pada waktu memilih operator yang akan dianalisa waktu
kerjanya benar–benar memiliki tingkat kemampuan yang rata–rata.
3. Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda dengan
kondisi fisik pada saat pengukuran kerja dilakukan.
4. Perfomance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh
periode kerja yang ada.
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu kerja
baik setiap elemen ataupun siklus dengan menggunakan alat–alat seperti jam
henti, lembaran–lembaran pengamatan, dan pena atau pinsil. Aktivitas
pengukuran kerja dengan jam henti (stopwatch) umumnya diaplikasikan pada
industri manufacturing yang memiliki karakteristik yang berulang–ulang,
terspesifikasi jelas, dan menghasilkan output yang relatif sama. Nyatalah bahwa
aktifitas stopwatch time study ini bisa dilaksanakan untuk berbagai macam
pekerjaan, baik yang bisa diklasifikasikan sebagai manufacturing job ataupun
service jobs.
Aktivitas pengukuran kerja sendiri tidak mungkin bisa dilaksanakan
apabila dijumpai pekerjaan–pekerjaan yang tidak memperdulikan volume atau
jumlah output yang ingin dihasilkan. Untuk mendapatkan waktu kerja yang
dibutuhkan, dilakukan beberapa pengukuran yang dimulai dengan pengukuran
pendahuluan pertama yang dilakukan dengan melakukan pengukuran yang
Penetapan jumlah pengamatan yang dibutuhkan dalam aktivitas waktu jam
henti selama ini dikenal lewat formulasi–formulasi tertentu dengan
mempertimbangkan tingkat kepercayaan dan derajat ketelitian yang diinginkan.
Cara penetapan prosedur dengan formulasi tersebut membutuhkan analisa dan
perhitungan kuantitatif yang memerlukan waktu penyelesaian lama. Untuk
membuat penetapan mengenai jumlah pengamatan yang seharusnya dilaksanakan
maka The Maytag Company telah memperkenalkan prosedur pelaksanaan
pengamatan atau pengukuran awal dari elemen kegiatan yang ingin diukur
waktunya dengan ketentuan sebagai berikut :
1. 10 kali pengamatan untuk kegiatan yang berlangsung dalam siklus sekitar ≤
120 detik.
2. 5 kali pengamatan untuk kegiatan yang berlangsung dalam siklus waktu yang
besar dari ≥120 detik.
Satu hal yang penting dalam pelaksanaan pengukuran kerja ini adalah
bahwa semua pihak yang nantinya akan dipengaruhi oleh hasil studi haruslah
diinformasikan mengenai maksud dan tujuan dari studi, sehinngga nantinya bisa
tercapai kerjasama yang sebaik–baiknya didalam pelaksanaan pengukuran.
3.5. Menentukan Keseimbangan Lintasan dengan Metode Pendekatan
Wilayah (Region Approach)
Metode ini dikembangkan oleh Bedworth untuk mengatasi kekurangan
metode bobot posisi (metode Helgeson-Birnie). Metode pendekatan wilayah
dalam proses produksi dalam suatu stasiun kerja sedemikian rupa sehingga beban
kerja antara stasiun kerja yang satu dengan yang lain cukup seimbang.
Pada prinsipnya, metode ini berusaha membebankan terlebih dahulu pada
operasi yang memiliki tanggung jawab keterdahuluan yang besar. Bedworth
menyebutkan bahwa kegagalan metode bobot posisi adalah mendahulukan operasi
dengan waktu operasi terbesar daripada operasi dengan waktu operasi yang tidak
terlalu besar, tetapi diikuti oleh banyak operasi lainnya. Langkah–langkah
penyelesaian dengan metode pendekatan wilayah (Region Approach) adalah
sebagai berikut :
1. Menghitung Waktu Standar Operasi
Langkah-langkah yang dilakukan untuk menghitung waktu standar adalah
sebagai berikut :
1. Pengujian keseragaman data
Jika pengamatan pendahuluan dilakukan sebanyak : N
Waktu penyelesaian pada pengukuran pendahuluan : Xi
Maka :
a. Hitung rata–rata dari tiap unit pengamatan
N Xi
X
... (1)Dimana :
Xi = waktu penyelesaian hasil pengamatan pada pengukuran pendahuluan
b. Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan
menggunakan rumus, yaitu :
1 2
N X Xi
... (2)
Dimana :
N = jumlah pengamatan yang dilakukan
Xi = waktu penyelesaian hasil pengamatan pada pengukuran pendahuluan
c. Tentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB)
Pemeriksaan keseragaman data dilakukan dengan menentukan Batas
Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dari data
pengukuran yang telah diperoleh dengan menggunakan peta kontrol. Peta
kontrol dipakai untuk karakteristik kualitas atau variabel-variabel yang
dapat diukur jumlahnya.
Dilakukan pemeriksaan terhadap hasil pengukuran waktu yang
diperoleh apakah berada dalam batas kontrol atau tidak. Jika data tersebut
berada dalam batas kontrol, maka data tersebut dikatakan seragam. Jika di
luar batas kontrol, maka data yang diluar batas kontrol harus dibuang dan
dilakukan revisi terhadap data yang tersisa dengan menghitung batas
kontrol yang baru. Untuk tingkat kepercayaan 95%, maka digunakan
Batas kontrol atas (BKA) = X + 2
... (3)
Batas kontrol bawah (BKB) = X – 2
Garis sentral (GS) = X
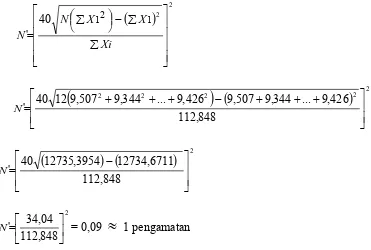
2. Pengujian jumlah pengamatan yang dibutuhkan (N)
Untuk menentukan jumlah pengamatan yang dibutuhkan, maka digunakan
rumus berikut ini :
2
2 2' Xi X X N s k N i i ... (4) Dimana :
N’ = banyaknya pengamatan yang dibutuhkan
k = harga distribusi normal standar yang ditentukan dari tingkat kepercayaan
yang ditentukan
Jumlah pengamatan yang diperlukan dapat dipengaruhi oleh besarnya tingkat
ketelitian dan tingkat kepercayaan yang diinginkan. Misalnya untuk tingkat
kepercayaan 95% dan tingkat ketelitian 5%, diperoleh k = 1,95 2 maka
penurunan rumus (4) menjadi :
2
2 2
2 2 2 40 ' Xi X Xi NN i ... (5)
Dimana :
N’ = banyaknya pengamatan yang dibutuhkan
N = jumlah pengamatan yang dilakukan
Xi = waktu penyelesaian hasil pengamatan pada pengukuran pendahuluan
Yang dimaksud tingkat ketelitian 5% dan tingkat kepercayaan 95% adalah
pengukur membolehkan rata - rat