MARIAH
DEPARTEMEN TEKNOLOGI HASIL PERAIRAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR
BOGOR
MARIAH. C34070070. Pengendalian Mutu pada Proses Produksi Tuna Loin (Thunnus sp.) dengan Metode Six Sigma. Dibimbing oleh HERU SUMARYANTO dan JOKO SANTOSO.
Ikan Tuna (Thunnus sp.) merupakan salah satu komoditas perikanan Indonesia yang memiliki nilai ekonomis tinggi dan mampu menembus pasar internasional. Salah satu olahan dari ikan tuna diantaranya adalah tuna loin. Tuna loin merupakan produk setengah jadi yang banyak digunakan oleh perusahaan untuk diolah menjadi produk akhir. Perusahaan satu bersaing dengan perusahaan lain agar membuat strategi untuk menghasilkan kualitas yang baik dan konsisten.
Six sigma merupakan suatu terobosan baru dalam bidang manajemen mutu untuk menghasilkan peningkatan kualitas menuju tingkat kegagalan nol. Konsep six sigma didasari oleh kepuasan pelanggan apabila mereka menerima nilai yang diharapkan. Sebagai ilustrasi, apabila produk (barang/jasa) diproses pada tingkat kualitas six sigma, maka perusahaan boleh mengharapkan 3,4 kegagalan persejuta kesempatan defects per million opportunities (DPMO) atau mengharapkan bahwa 99,99966 persen dari apa yang diharapkan pelanggan akan ada dalam produk itu.
MARIAH
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan pada Fakultas Perikanan dan Ilmu Kelautan
Institut Pertanian Bogor
DEPARTEMEN TEKNOLOGI HASIL PERAIRAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR
BOGOR
Dengan ini saya menyatakan bahwa skripsi dengan judul “Pengendalian
Mutu pada Proses Produksi Tuna Loin ( Thunnus sp.) dengan Metode Six
Sigma” adalah karya saya sendiri dan belum diajukan dalam bentuk apapun
kepada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip
dari karya yang telah diterbitkan dari penulis lain telah disebutkan dalam teks dan
dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, September 2011
Mariah
Nama : Mariah
NRP : C34070070
Departemen : Teknologi Hasil Perairan
Menyetujui,
Pembimbing I Pembimbing II
Ir. Heru Sumaryanto, M.Si Dr. Ir. Joko Santoso, M.Si NIP. 1961 0409 1989 03 1 003 NIP. 1967 0922 1992 03 1 003
Mengetahui:
Ketua Departemen Teknologi Hasil Perairan
Dr. Ir. Ruddy Suwandi, MS., MPhil. NIP. 19580511 198503 1 002
Puji dan syukur kehadirat Allah SWT yang telah memberikan rahmat dan
hidayah-Nya kepada Penulis sehingga dapat menyelesaikan skripsi yang berjudul
”Pengendalian Mutu pada Produksi Tuna Loin (Thunnus sp.) dengan Metode Six Sigma. Studi Kasus: PT X”.
Skripsi ini merupakan salah satu syarat untuk mendapatkan gelar Sarjana
Perikanan di Departemen Teknologi Hasil Perairan, Fakultas Perikanan dan Ilmu
Kelautan, Institut Pertanian Bogor.
Penulis mengucapkan terima kasih kepada semua pihak yang telah
membantu dalam penyusunan usulan penelitian ini, terutama kepada:
1. Bapak Ir. Heru Sumaryanto, M.Si sebagai dosen pembimbing pertama
yang telah memberikan pengarahan dan bimbingan dalam penelitian dan
penyusunan skripsi ini.
2. Bapak Dr. Ir. Joko Santoso, M.Si sebagai dosen pembimbing kedua yang
telah memberikan pengarahan dan bimbingan dalam penelitian dan
penyusunan skripsi ini.
3. Bapak Dr. Ir. Ruddy Suwandi, MS, MPhil selaku Ketua Departemen
Teknologi Hasil Perairan.
4. Bapak Dr. Ir. Agoes M. Jacoeb, Dipl. Biol sebagai Komisi Pendidikan
Departemen Teknologi Hasil Perairan.
5. Bapak Nur Hadi Pituyo S.ST.Pi selaku Kepala Quality Assurance PT. X
untuk melakukan penelitian di Perusahaan X.
6. Keluarga terutama Ibu, Bapak (Alm), serta adik tercinta (Cecep Ruhiat)
yang selalu memberikan doa, semangat dan cinta kepada Penulis.
7. Tim Six Sigma (Dyhart Putri Mentari) atas kerjasama, perjuangan dan
semangatnya.
8. Tim se-penelitian (Anak- anak STP, APS, SMK Pelayaran Sukabumi,
SMK Pelayaran Lampung, dan anak-anak SMK pelayaran Ambon) yang
10.Teman-teman THP 44 yang tidak dapat disebutkan satu per satu atas
dukungan dalam peyelesaikan skripsi ini.
11.Semua pihak yang tidak dapat disebutkan satu per satu, yang telah banyak
membantu Penulis dalam penyelesaian skripsi ini.
Penulis menyadari masih ada kekurangan dalam penyusunan skripsi ini.
Oleh karena itu, Penulis mengharapkan saran dan kritik yang dapat membangun
dalam penyempurnaan penyusunan usulan penelitian ini. Semoga penelitian ini
bermanfaat bagi pihak yang membutuhkan.
Bogor, September 2011
Penulis dilahirkan pada tanggal 30 September 1988 di
Sumedang, Jawa Barat dari pasangan Bapak Sunadi (Alm) dan
Ibu Ikah. Penulis adalah anak pertama dari tiga bersaudara.
Penulis memulai pendidikan formal di SDN Citepok pada
tahun 1995 dan lulus pada tahun 2001. Pada tahun yang sama
penulis melanjutkan pendidikan di SMPN 2 Paseh, lulus pada
tahun 2004 dan di SMAN 2 Cimalaka, kabupaten Sumedang, lulus pada tahun
2007. Selanjutnya, penulis menempuh pendidikan di Program Studi Teknologi
Hasil Perairan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor,
melalui jalur USMI pada tahun 2007.
Penulis pernah aktif di beberapa organisasi kemahasiswaan, antara lain
sebagai bendahara departemen PBOS serta bendahara umum Badan Eksekutif
Mahasiswa Fakultas Perikanan dan Ilmu Kelautan (BEM FPIK) pada tahun
2008-2010. Penulis juga aktif dalam kepanitiaan berbagai kegiatan kemahasiswaan di
Institut Pertanian Bogor. Penulis juga aktif sebagai anggota dari Organisasi
Mahasiswa Daerah (OMDA) Sumedang.
Penulis melakukan penelitian yang berjudul “Pengendalian Mutu pada
Produksi Tuna Loin (Thunnus sp.) dengan Metode Six Sigma Studi Kasus: PT X”
sebagai salah satu syarat untuk mendapatkan gelar sarjana pada Departemen
Teknologi Hasil Perairan, Fakultas Perikanan dan Ilmu Kelautan, Institut
Pertanian Bogor. Penulis menyelesaikan penelitian dibawah bimbingan Ir. Heru
Teks Halaman
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... ix
DAFTAR LAMPIRAN ... x
1 PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Tujuan ... 2
1.3 Batasan Masalah ... 2
1.4 Manfaat Penelitian ... 3
2 TINJAUAN PUSTAKA ... 4
2.1 Deskripsi dan Klasifikasi Ikan Tuna ( Thunnus sp.) ... 4
2.2 Komposisi Nilai Gizi Ikan Tuna ... 5
2.3 Tuna Loin Beku ... 6
2.4 Persyaratan Mutu dan Keamanan Pangan Tuna Loin Beku ... 7
2.5 Definisi Mutu ... 8
2.6 Pendekatan Pengendalian Mutu ... 9
2.6.1 Pendekatan bahan baku ... 9
2.6.2 Pendekatan proses produksi ... 10
2.6.3 Pendekatan produk akhir ... 11
2.7 Pengendalian Mutu ... 12
2.8 Statistical Process Control (SPC) ... 13
2.9 Six Sigma ... 13
2.9.1 Grafik kendali ... 15
2.9.2 Diagram sebab akibat ... 17
2.9.3 Kapabilitas proses ... 18
3 METODOLOGI ... 21
3.1 Kerangka Pemikiran ... 21
3.2 Metode Pengumpulan Data ... 21
3.3 Tahapan Penelitian ... 22
3.4 Metode Analisis Data ... 24
4.2.1 Penerimaan bahan baku ... 29
4.2.2 Pencucian ... 29
4.2.3 Penyimpanan sementara ... 30
4.2.4 Penimbangan I ... 30
4.2.5 Pemotongan ... 30
4.2.6 Pembentukan loin ... 31
4.2.7 Pembuangan kulit ... 31
4.2.8 Pembuangan daging gelap ... 32
4.2.9 Perapihan ... 32
4.2.10 Penimbangan II ... 33
4.2.11 Pemberian gas CO ... 33
4.2.12 Pengemasan primer ... 33
4.2.13 Pemvakuman ... 34
4.2.14 Pembekuan ... 34
4.2.15 Penimbangan III ... 35
4.2.16 Pengemasan sekunder dan pelabelan ... 35
4.3 Perancangan Metode DMAIC ... 36
4.3.1 Pengendalian mutu terhadap rataan tuna ... 38
4.3.2 Pengendalian mutu terhadap berat rataan tuna loin ... 40
4.3.3 Pengendalian mutu terhadap berat rataan rendemen loin .. 42
4.3.4 Diagram sebab-akibat penerimaan tuna ... 44
4.3.5 Diagram sebab-akibat produksi tuna ... 46
4.3.6 Diagram sebab-akibat rendemen tuna ... 47
4.3.7 Kapabilitas proses ... 49
5 KESIMPULAN DAN SARAN ... 53
5.1 Simpulan ... 53
5.2 Saran ... 53
DAFTAR PUSTAKA ... 54
LAMPIRAN ... 57
Nomor Halaman
1 Ikan tuna (Thunnus albacore) ... 4
2 Grafik kendali secara umum ... 16
3 Diagram sebab akibat ... 17
4 Kurva indeks kapabilitas proses ... 19
5 Penerimaan bahan baku ikan tuna ... 29
6 Pencucian ikan tuna ... 29
7 Penyimpanan ikan tuna sementara ... 30
8 Penimbangan ikan tuna ... 30
9 Pemotongan ... 31
10 Pembentukan loin ... 31
11 Pembuangan kulit ... 32
12 Pembuangan daging gelap ... 32
13 Perapihan ... 32
14 Penimbangan II ... 33
15 Pemberian CO ... 33
16 Pengemasan primer... 34
17 Pemvakuman ... 34
18 Pembekuan ... 35
19 Penimbangan III ... 35
20 Pengemasan dan pelabelan ... 36
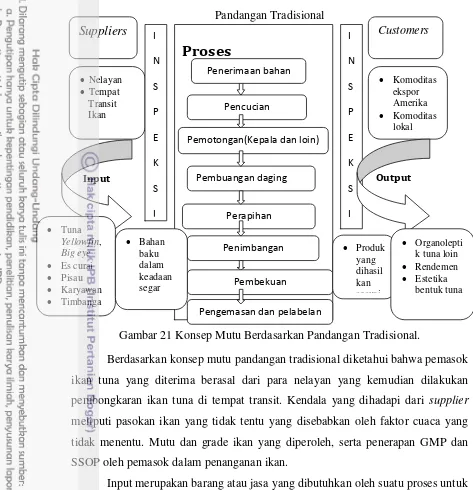
21 Konsep aplikasi berdasarkan pandangan tradisional ... 37
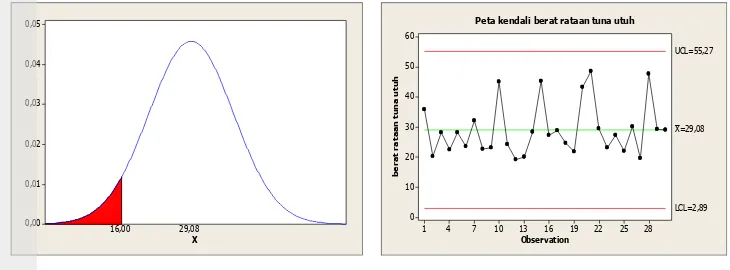
22 Diagram kendali rataan berat tuna utuh ... 39
23 Diagram kendali rataan berat tuna loin ... 41
24 Diagram kendali rataan berat rendemen tuna loin ... 42
25 Diagram sebab-akibat penerimaan tuna ... 46
26 Diagram sebab-akibat produksi loin ... 47
Nomor Halaman
1 Komposisi gizi ikan tuna ... 5
2 Persyaratan mutu dan keamanan pangan Tuna... 8
3 Hubungan antara Cp dan kapabilitas proses ... 20
4 Hasil perhitungan rataan tuna utuh ... 39
5 Hasil perhitungan rataan tuna loin ... 41
6 Hasil perhitungan rataan rendemen tuna loin ... 43
Nomor Halaman
1 Berat rataan tuna utuh, tuna loin, dan rendemen loin ... 58
2 Alur proses produksi ... 59
4 Contoh perhitungan ... 60
5 Tabel konversi nilai DPMO ke nilai Sigma ... 62
1
PENDAHULUAN
1.1 Latar Belakang
Indonesia merupakan negara kepulauan yang sebagian besar terdiri dari
lautan. Laut Indonesia memiliki luas sekitar 5,8 juta km2 dengan garis pantai
sepanjang 81.000 km memiliki potensi sumberdaya yang cukup besar, terutama
sumberdaya perikanan. Potensi sumberdaya perikanan di Indonesia diperkirakan
sebanyak 6,4 juta ton per tahun yang tersebar di wilayah perairan Indonesia dan
Zona Ekonomi Eklusif Indonesia (ZEEI), dengan jumlah tangkapan sebesar 5,12
juta ton per tahun atau sekitar 80% dari potensi lestari. Produksi perikanan
tangkap dari penangkapan ikan di laut dan perairan umum pada tahun 2010
masing-masing sekitar 5.058.260ton dan 326.480ton (KKP 2010).
Ikan Tuna (Thunnus sp.) merupakan salah satu komoditas perikanan
Indonesia yang memiliki nilai ekonomis tinggi dan mampu menembus pasar
internasional. Potensi ikan tuna di perairan Indonesia masih cukup besar. Volume
ekspor ikan tuna, cakalang dan tongkol pada tahun 2007 mencapai 121.316 ton.
Volume ekspor ketiga naik sebesar 32,12% bila dibandingkan volume ekspor
tahun 2006. Volume ekspor tuna dari tahun 2006 sampai 2010 mengalami
peningkatan yang signifikan dari 91.822 ton hingga 116.320 ton, dengan
persentase kenaikan rataan mencapai 7,22%; dengan nilai ekspornya mencapai
US$ 355.246.000 pada tahun 2006-2010 (Ditjen PPHP 2010).
Umumnya perusahaan tuna memiliki beberapa kendala dalam melakukan
ekspor antara lain (i) persaingan dengan perusahaan sejenis, terutama perusahaan
asing, (ii) tuntutan harus terpenuhinya standar kualitas produk yang telah
ditetapkan untuk pasar ekspor, (iii) kemampuan mengekspor dengan kuantitas
yang sesuai permintaan pembeli. Oleh karena itu perusahaan harus melakukan
perbaikan-perbaikan ke arah mutu produk. Pengendalian dan peningkatan mutu
produk dapat dianalisis menggunakan metode six sigma (Ariani 1999).
Perusahaan yang menjadikan mutu sebagai alat strategi akan mempunyai
keunggulan bersaing terhadap kompetitornya dalam menguasai pasar karena tidak
perusahaan dituntut untuk menghasilkan produk dengan kualitas tinggi, harga
rendah dan pengiriman tepat waktu.
Six sigma merupakan suatu terobosan baru dalam bidang manajemen mutu
untuk menghasilkan peningkatan mutu menuju tingkat kegagalan nol. Six sigma
berkaitan dengan filosofi dari total quality management (TQM) (Baril dan
Clement 2010). Prinsip-prinsip pengendalian dan peningkatan kualitas six sigma
sudah dibuktikan terlebih dahulu oleh perusahaan Motorola selama kurang lebih
10 tahun, serta implementasinya telah mampu mencapai tingkat kualitas 3,4
DPMO (defects per million opportunities-kegagalan per sejuta kesempatan)
(Gaspersz 2003). Six sigma memiliki prinsip Define, Measure, Analyze, Improve,
and Control (DMAIC) sebagai suatu sistem manajemen yang dapat meningkatkan
efektivitas dan efisiensi kinerja perusahaan, serta menghilangkan faktor-faktor
yang dapat menghambat peningkatan efektivitas suatu sistem produksi (Evan dan
Lindsay 2007).
Kajian ini difokuskan pada efektivitas dan konsistensi penerapan sistem
pengendalian mutu yang dilakukan pada data proses produksi tuna loin yang
berkaitan dengan ketidaksesuaian mutu produk. Pengkajian dilakukan pada data
tuna utuh, loin, dan rendemen loin. Pengukuran kemampuan proses dilakukan
dengan menggunakan konsep analisis DMAIC six sigma yang terintegrasi dengan
Statistical Process Control (SPC).
1.2 Tujuan
Tujuan penelitian analisis pengendalian mutu pada proses produksi tuna
loin (Thunnus sp.) menggunakan metode six sigma adalah sebagai berikut:
a. Melihat kestabilan produksi tuna loin melalui rataan berat tuna utuh, tuna loin,
dan rendemen yang dihasilkan melalui grafik kendali mutu.
b. Melihat kemampuan proses dalam menghasilkan produk tuna loin melalui
pengukuran kapabilitass proses.
1.3 Batasan Masalah
Fokus kajian analisis pengendalian mutu dilakukan terhadap rataan berat
tuna, tuna loin serta rendemen yang diperoleh selama produksi tuna loin pada
penerimaan bahan baku, pemotongan kepala, sirip, dan ekor, pembuatan loin,
pembuangan daging gelap, kulit dan perapihan, penimbangan, pemvakuman,
pembekuan serta penimbangan berat tuna loin sesuai keinginan pembeli.
1.4 Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini yaitu menemukan solusi untuk
perbaikan yang berkaitan dengan masalah pengendalian mutu proses tuna loin
beku yang menggunakan hitungan dengan Statistical Process Control (SPC) dan
memberikan masukan kepada perusahaan mengenai analisis pengendalian mutu
2
TINJAUAN PUSTAKA
2.1 Deskrpsi Ikan Tuna
Ikan tuna termasuk keluarga Scombridae. Ikan ini adalah perenang handal
(mencapai 77 km/jam). Tidak seperti kebanyakan ikan yang memiliki daging
berwarna putih, daging ikan ini berwarna merah muda sampai merah tua. Hal ini
karena otot tuna lebih banyak mengandung mioglobin dari pada ikan lainnya.
Tubuhnya berbentuk seperti cerutu. Ikan tuna mempunyai dua sirip punggung,
sirip depan biasanya pendek dan terpisah dari sirip belakang. Mempunyai sirip
tambahan (finlet) di belakang sirip punggung dan sirip dubur. Sirip dada terletak
agak ke atas, sirip perut kecil dan sirip ekor bercagak. Tubuhnya tertutup sisik
kecil berwarna biru tua dan agak gelap pada bagian atasnya (Departemen
Pertanian 1983).
Klasifikasi ikan tuna menurut Saanin (1984) adalah sebagai berikut:
Filum : Chordata
Subfilum : Vertebrata
Kelas : Teleostei
Subkelas : Actinopterygii
Ordo : Perciformes
Subordo : Scombridei
Keluarga : Scombridae
Genus : Thunnus
Spesies : Thunnus albacares
Morfologi dari ikan tuna dapat dilihat pada Gambar 1.
Gambar 1 Yellowfin tuna (Thunnus albacares).
Menurut Soepanto (1990), ikan tuna yang terdapat di perairan Indonesia
terdiri dari beberapa jenis dengan berat yang bervariasi mulai dari 10 kg sampai
sekitar 100 kg. Untuk memudahkannya dibagi menjadi dua kelompok, yaitu tuna
kecil yang diwakili oleh skipjack dan tuna besar yang meliputi madidihang, tuna
mata besar, tuna albacora, tuna sirip biru dan tuna abu-abu. Dari jenis tersebut di
atas yang merupakan komoditas ekspor adalah madidihang, tuna mata besar,
albacora, tuna sirip biru dan cakalang.
Tuna dari Indonesia berkadar lemak rendah karena hidup di perairan yang
panas. Daerah penangkapan tuna antara lain sekitar perairan Samudera Hindia,
Sumatera, Sulawesi Utara, Irian Jaya dan Maluku. Perairan Maluku terutama
Laut Banda dan sekitarnya merupakan basis migrasi berbagai jenis tuna terbesar
di Asia Tenggara. Cara penangkapan tuna dengan menggunakan peralatan seperti
tuna long line atau rawai tuna, purse seine, pole and line, dan trolling (Hartarto et
al. 1993).
2.2 Komposisi Nilai Gizi Ikan Tuna
Ikan tuna adalah jenis ikan dengan kandungan protein tinggi dan lemak
yang rendah. Ikan tuna mengandung protein 22,6-27,9%. Komponen yang paling
banyak terdapat dalam daging ikan adalah air, protein dan lemak, sedangkan
lainnya terdapat dalam jumlah yang sedikit (Hadiwiyoto 1993). Komposisi nilai
gizi beberapa jenis ikan tuna dapat dilihat pada Tabel 1.
Tabel 1 Komposisi nilai gizi beberapa jenis ikan tuna per 100 g daging.
Komposisi Jenis ikan tuna Satuan
Bluefin Skipjack Yellowfin
2.3 Tuna Loin Beku
Tuna loin beku merupakan produk olahan hasil perairan dengan bahan
baku tuna segar atau beku mengalami perlakuan penyiangan, pembelahan
membujur menjadi 4 bagian (loin), pembuangan daging gelap (dark meat),
pembuangan lemak, pembuangan kulit, perapihan dan pembekuan cepat serta
suhu pusatnya maksimum -18 °C (Badan Standardisasi Nasional 2006). Cara
penanganan dan pengolahan ikan tuna loin mentah beku berdasarkan ketentuan
SNI 01-4104.3-2006, meliputi:
1. Sortasi jenis dan ukuran
Ikan tuna dipisahkan menurut jenis dan ukuran
2. Pemotongan kepala, sirip dan ekor
Untuk bahan baku yang telah disiangi segera dilakukan pemotongan kepala,
sirip dan ekor. Bahan baku yang belum disiangi (utuh) maka pembuangan isi
perut dilakukan bersamaan dengan pemotongan kepala, dilanjutkan
pemotongan ekor dan sirip.
3. Pencucian I (khusus yang menggunakan bahan baku segar)
Daging tuna yang telah disiangi, dibersihkan dari kotoran dan darah dengan
cara mencelupkan ke dalam air dingin dengan suhu 0-5 °C selama 3-5 detik
atau diusap dengan spon basah dan bersih.
4. Sortasi I
Penanganan dan pengolahan yang menggunakan bahan baku ikan segar maka
dilakukan pengamatan terhadap warna dan kekenyalan daging. Apabila
menggunakan bahan baku tuna beku maka pengamatan terhadap warna dan
kekenyalan daging tidak dilakukan.
5. Pemotongan daging (pembuatan loin)
Pembuatan daging dilakukan dengan membelah daging secara membujur
menjadi empat bagian dan melepaskan daging dari tulang dan duri.
6. Sortasi II (khusus menggunakan bahan baku segar)
Loin yang diperoleh kemudian dilihat warna dan kekenyalannya. Secara
organoleptik sudah terlihat perubahan warna dan teksturnya tidak kenyal
lagi/lembek maka daging seperti ini harus dipisahkan, hanya daging baik saja
7. Pembuangan daging gelap (dark meat)
Daging yang sudah berbentuk loin kemudian dibuang bagian-bagian daging
yang berwarna merah tua/coklat kehitaman dengan menggunakan air yang
sesuai.
8. Pembuangan kulit dan perapihan
Tahap berikutnya adalah pembuangan kulit dilanjutkan dengan merapihkan
bentuk loin dan membuang lapisan lemak yang masih terdapat pada
permukaan.
9. Sortasi III (khusus bahan beku)
Sortasi mutu dilakukan dengan cara uji rasa dan warna daging
10.Penimbangan
Loin yang sudah rapi kemudian ditimbang. Tiap-tiap loin diberi label dengan
memberi keterangan berat per satuan loin.
11.Pencucian II (khusus yang menggunakan bahan baku segar)
Loin kemudian dicuci ke dalam air bersih dan dingin dengan cara
mencelupkan beberapa detik (3-5 menit).
12.Pembekuan
Sebelum dilakukan pembekuan sebaiknya tuna loin dibungkus plastik,
selanjutnya dibekukan selama maksimum delapan jam sehingga suhu pusatnya
mencapai -18 °C.
13.Penggelasan (glazing) dan pengepakan
Tuna loin yang dibekukan tanpa dibungkus plastik maka penggelasan dengan
cara mencelupkan pada air dingin dengan suhu maksimum 5 °C, kemudian
dimasukkan ke dalam karton dan diikat dengan kuat.
2.4 Persyaratan Mutu dan Keamanan Pangan Tuna Loin Beku
Persyaratan mutu dan keamanan pangan pada tuna loin beku yang
dianjurkan sesuai dengan SNI 01-4104.1-2006 diantaranya yaitu produk harus
lulus uji organoleptik minimal angka 7 diantara kisaran angka (1-9). Uji
Escherichia coli yang diperbolehkan maksimal 2 APM, sedangkan untuk
pengujian Salmonella dan vibrio cholera harus negatif. Persyaratan mutu
Tabel 2 Persyaratan Mutu dan Keamanan Pangan Tuna Loin Beku (SNI 01-4104.1-2006)
Jenis Uji Satuan Persyaratan Mutu
a. Organoleptik angka (1-9) minimal 7
b. Cemaran Mikroba*:
Menurut Juran (1993), mutu produk merupakan kecocokan penggunaan
produk untuk memenuhi kebutuhan dan kepuasan pelanggan. Kecocokan
penggunaan suatu produk adalah apabila produk memiliki daya tahan
penggunaannya lama, produk yang digunakan akan menambah citra atau status
konsumen yang memakainya, produk tidak mudah rusak, adanya jaminan mutu
dan sesuai etika yang digunakan.
Mutu merupakan kecocokan penggunaan produk memiliki dua aspek
utama, yaitu ciri-ciri produknya memenuhi tuntunan pelanggan dan tidak
memiliki kelemahan (Nasution 2005).
1. Ciri-ciri produk yang memenuhi pelanggan
Ciri-ciri produk bermutu tinggi apabila memiliki keistimewaan. Mutu yang
lebih tinggi memungkinkan perusahaan meningkatkan kepuasan pelanggan,
membuat produk laku terjual, dapat bersaing dan dapat dijual dengan harga yang
2. Bebas dari kelemahan
Suatu produk yang memiliki tingkat mutu yang tinggi apabila produk
tersebut tidak memiliki kelemahan, tidak memiliki cacat sedikitpun dalam
produknya. Mutu yang tinggi menyebabkan perusahaan dapat mengurangi tingkat
kesalahan, mengurangi pengerjaan kembali dan pemborosan, mengurangi
ketidakpuasan pelanggan, meningkatkan kapasitas produksi serta memperbaiki
kinerja penyampaian produk atau jasa (Nasution 2005).
Mutu adalah conformance to requirement, yaitu sesuai dengan yang
disyaratkan atau distandarkan (Crosby 1979). Suatu produk memiliki mutu
apabila sesuai dengan standar mutu yang telah ditentukan. Standar mutu meliputi
bahan baku, proses produksi dan produk jadi.
2.6 Pendekatan Pengendalian Mutu
Pelaksanaan pengendalian mutu di dalam suatu perusahaan perlu diadakan
pendekatan terhadap mutu, agar pengendalian mutu yang dilaksanakan dalam
perusahaan tepat mengenai sasarannya serta meminimalkan biaya pengendalian
mutu (Ahyari 1990). Faktor yang mempengaruhi pendekatan mutu ini terdiri dari
bahan baku, tenaga kerja, mesin dan peralatan produksi yang digunakan.
Pendekatan mutu terdiri dari pendekatan bahan baku, pendekatan proses produksi
dan pendekatan produk akhir. Pendekatan pengendalian mutu sangat penting agar
pelaksanaan pengendalian mutu sesuai dengan yang diharapkan (Banuelas 2002).
2.6.1 Pendekatan bahan baku
Perusahaan umumnya menilai baik dan buruknya mutu dari bahan baku
karena bahan baku mempunyai pengaruh yang cukup besar terhadap mutu produk
akhir. Dalam suatu perusahaan yang memproduksi suatu produk dimana
karakteristik bahan baku menjadi sangat penting di dalam perusahaan tersebut
karena bahan baku akan mempengaruhi mutu dari produk. Dalam pendekatan
bahan baku, ada beberapa yang mesti diperhatikan agar bahan baku yang diterima
dapat terjaga mutunya (Ahyari 1990).
1) Seleksi Sumber Bahan Baku (Pemasok)
Pengadaan bahan baku umumnya perusahaan melakukan pemesanan
sumber bahan baku dapat dilakukan dengan cara melihat pengalaman hubungan
perusahaan pada waktu yang lalu atau mengadakan evaluasi pada perusahaan
pemasok bahan dengan menggunakan daftar pertanyaan atau dapat lebih diteliti
dengan melakukan penelitian mutu perusahaan pemasok.
2) Pemeriksaaan Dokumen Pembelian
Menentukan perusahaan pemasok, hal berikutnya yang perlu dilaksanakan
adalah pemeriksaan dokumen pembelian yang ada. Oleh karena itu dokumen
pembelian akan menjadi referensi dari pembelian yang dilaksanakan tersebut,
maka dalam penyusunan dokumen pembelian perlu dilakukan dengan teliti.
Beberapa hal yang diperiksa meliputi tingkat harga bahan baku, tingkat mutu
bahan, waktu pengiriman bahan, pemenuhan spesifikasi bahan.
3) Pemeriksaan Penerimaan Bahan
Dokumen pembelian yang disusun cukup lengkap maka pemeriksaan
penerimaan bahan dapat didasarkan pada dokumen pembelian tersebut. Beberapa
permasalahan yang perlu diketahui dalam hubungannya dengan kegiatan
pemeriksaan bahan baku di dalam gudang perusahaan antara lain rencana
pemeriksaan, pemeriksaan dasar, pemeriksaan contoh bahan, catatan pemeriksaan
dan penjagaan gudang.
2.6.2 Pendekatan proses produksi
Proses produksi akan lebih banyak menentukan mutu produk akhir.
Artinya di dalam perusahaan ini meskipun bahan baku yang digunakan untuk
keperluan proses produksi bukan bahan baku dengan mutu prima, namun apabila
proses produksi diselenggarakan dengan sebaik-baiknya maka dapat diperoleh
produk dengan mutu yang baik pula. Pengendalian mutu produk yang dihasilkan
perusahaan tersebut lebih baik bila dilaksanakan dengan menggunakan
pendekatan proses produksi yang disesuaikan dengan pelaksanaan proses produksi
di dalam perusahaan. Pada umumnya pelaksanaan pengendalian mutu proses
produksi di dalam perusahaan dibedakan menjadi 3 tahap ( Ahyari 1990).
1) Tahap Persiapan
Tahap ini akan dipersiapkan segala sesuatu yang berhubungan dengan
berapa kali pemeriksaan proses produksi dilakukan pada umumnya akan
ditentukan pada tahap ini.
2) Tahap Pengendalian Proses
Tahap ini, upaya yang dilakukan adalah mencegah agar jangan sampai
terjadi kesalahan proses yang mengakibatkan terjadinya penurunan mutu produk.
Apabila terjadi kesalahan proses produksi maka secepat mungkin kesalahan
tersebut diperbaiki sehingga tidak mengakibatkan kerugian yang lebih besar atau
barang dalam proses tersebut dikeluarkan dari proses produksi dan dikatakan
sebagai produk yang gagal.
3) Tahap Pemeriksaaan Akhir
Tahap ini merupakan pemeriksaan yang terakhir dari produk yang ada
dalam proses produksi sebelum dimasukkan ke gudang barang jadi atau disebar ke
pasar melalui distributor produk.
2.6.3 Pendekatan produk akhir
Pendekatan produk akhir merupakan upaya perusahaan untuk
mempertahankan mutu produk yang dihasilkannya dengan melihat produk akhir
yang menjadi hasil dari perusahaan tersebut (Latief dan Utami 2009). Dalam
pendekatan ini perlu dibicarakan langkah yang diambil untuk dapat
mempertahankan produk sesuai dengan standar kualitas yang berlaku.
Pelaksanaan pengendalian kualitas dengan pendekatan produk akhir dapat
dilakukan dengan cara memeriksa seluruh produk akhir yang akan dikirimkan
kepada para distributor atau toko pengecer.
Produk yang cacat atau mempunyai mutu di bawah standar yang
ditetapkan maka perusahaan dapat memisahkan produk tersebut. Masalah
kerusakan produk, perusahaan harus mengambil tindakan yang tepat bagi
peningkatan mutu produk akhir serta kelangsungan hidup perusahaan tersebut.
Oleh sebab itu perusahaan harus mengumpulkan informasi tentang berbagai
macam keluhan dari konsumen. Informasi dari konsumen sangat penting karena
2.7 Pengendalian Mutu
Pengendalian mutu merupakan alat bagi manajemen untuk memperbaiki
mutu produk bila diperlukan, mempertahankan mutu produk yang sudah tinggi
dan mengurangi jumlah produk yang rusak. Ada beberapa pengertian
pengendalian mutu :
1) Pengendalian mutu adalah suatu aktifitas untuk menjaga dan mengarahkan
agar kualitas produk perusahaan dapat dipertahankan sebagaimana telah
direncanakan (Ahyari 1990)
2) Pengendalian mutu adalah merencanakan dan melaksanakan cara yang paling
ekonomis untuk membuat sebuah barang yang akan bermanfaat dan
memuaskan tuntutan konsumen secara maksimal (Assauri 1999)
3) Pengendalian mutu merupakan alat penting bagi manajemen untuk
memperbaiki mutu produk bila diperlukan, mempertahankan mutu, yang sudah
tinggi dan mengurangi jumlah barang yang rusak (Reksohadiprojo 2000). Jadi
dapat disimpulkan pengendalian mutu adalah aktivitas untuk menjaga,
mengarahkan, mempertahankan dan memuaskan tuntutan konsumen secara
maksimal.
4) Pengendalian mutu adalah aktivitas keteknikan dan manajemen sehingga
ciri-ciri mutu produk dapat diukur, dibandingkan dengan spesifikasi atau
persyaratannya, serta pengambilan tindakan yang sesuai jika terdapat
perbedaan antara penampilan sebenarnya dengan standarnya (Montgomery
1990).
Tujuan utama pengendalian mutu adalah menjaga kepuasan pelanggan.
Identifikasi semua kebutuhan pelanggan merupakan suatu hal yang mendasar bagi
kendali mutu efektif. Keuntungan yang didapat dari pengendalian mutu adalah
sebagai berikut (Feigenbaum 1989):
1) Meningkatkan mutu dan desain produk.
2) Meningkatkan aliran produksi.
3) Meningkatkan moral tenaga kerja dan kesadaran mengenai mutu.
4) Meningkatkan pelayanan produk.
2.8 Statistical Process Control (SPC)
Teknik-teknik pengawasan mutu secara statistik merupakan suatu metode
statistik yang menerapkan teori probabilitas dengan pengujian dan pemeriksaan
sampel pada kegiatan pengawasan mutu suatu produk. Metode statistik
memberikan cara-cara pokok dalam pengambilan sampel produk, pengujian serta
evaluasinya, dan informasi dalam data digunakan untuk mengendalikan dan
meningkatkan proses pembuatan (Montgomery 1990).
Beberapa kelebihan penggunaan statistika dalam pengendalian mutu
(Montgomery 1990), antara lain:
1. Sebagai alat yang telah terbukti untuk dapat meningkatkan produktivitas.
2. Sebagai alat yang efektif untuk mencegah penyimpangan.
3. Dapat mencegah penyesuaian yang tidak perlu.
4. Memberikan informasi bagi operator kegiatan untuk membuat suatu
perubahan pada proses yang dapat meningkatkan produktivitas.
Statistical process control (SPC) merupakan metode statistika yang
memisahkan variasi yang dihasilkan sebab khusus dari variasi alamiah untuk
menghilangkan sebab khusus, mengusahakan dan mempertahankan konsistensi
dalam proses, serta memantapkan proses perbaikan (Goetsch dan David 2003
dalam Gaspersz 2003). Macam-macam variabilitas terkadang dapat timbul dari
hasil suatu proses.
Tujuan dari Statistical process control (SPC) adalah untuk menunjukkan
tingkat realibilitas sampel dan bagaimana cara mengawasi risiko. Hal ini
memungkinkan para manajer membuat keputusan apakah akan menanggung biaya
akibat banyak produk yang rusak dan menghemat biaya inspeksi atau sebaliknya.
Statistical process control (SPC) juga untuk membantu pengawasan pemrosesan
melalui pemberian peringatan kepada para manajer apabila terdapat kesalahan
dalam proses produksi (Nasution 2005).
2.9 Six Sigma
Six sigma merupakan suatu evaluasi total quality managenent. Six sigma
adalah metode yang digunakan oleh kalangan industri didukung oleh ahli-ahli
sebesar six sigma, yaitu 3,4 kemungkinan kesalahan dalam 1 juta kali kesempatan
produksi (defect per million opportiunities-DPMO) sehingga hasilnya adalah
99.9996% (Tang et al. 2006). Kemampuan landasan dan filosofi six sigma adalah
perbaikan terobosan yang menambah nilai kepada perusahaan dan pelanggan
melalui pendekatan masalah yang sistematik (Cheng 2010). Six sigma ini
menggunakan model DMAIC, yaitu akronim dari Define, Measure, Analysis,
Improvement and Control yang secara tidak langsung hubungan dengan lean six
sigma (George 2002):
1) Define
Define didefinisikan secara formal sebagai sasaran peningkatan proses yang
konsisten dengan permintaan atau kebutuhan pelanggan dan strategi
perusahaan. Tujuan dari tahap ini adalah memperjelas tujuan dari proyek lean
six sigma. Tim mendesain proyek secara keseluruhan dan sasaran
peningkatan proses yang konsisten.
2) Measure
Measure merupakan pengukuran kinerja proses pada saat sekarang agar dapat
dibandingkan dengan target yang ditetapkan. Tahap dalam pengumpulan data
dalam suatu masalah dan dilakukan pemetaan proses. Pada tahap ini juga
kinerja proses diukur menggunakan alat analisis seperti peta kontrol, pareto,
dan lain-lain.
3) Analyze
Analyze dalam metode DMAIC yaitu tim menganalisis hubungan sebab
akibat sebagai faktor yang dipelajari untuk mengetahui faktor-faktor dominan
yang perlu dikendalikan pada tahap selanjutnya, yaitu faktor manusia, mesin,
metode, dan manajemen. Penggunaan diagram sebab akibat mengacu pada
Larson (2003) terdiri dari tahapan sebagai berikut:
(1) Mengidentifikasi masalah yang sering terjadi dan mengungkapkan
masalah tersebut sebagai suatu pertanyaan masalah dan temukan
sekumpulan penyebab yang mungkin mengakibatkan masalah tersebut.
(2) Menggambarkan diagram dan pernyataan mengenai masalah untuk
(bahan baku, metode, manusia, mesin, dan lingkungan) ditempatkan pada
cabang utama( membentuk tulang-tulang kecil ikan).
(3) Menganalisis faktor penyebab yang mungkin terjadi, dengan bertanya
untuk menemukan akar penyebab pada cabang-cabang yang sesuai
dengan kategori utama (membentuk tulang- tulang kecil ikan).
(4) Menginterpretasikan diagram sebab akibat tersebut dengan melihat
penyebab-penyebab yang muncul.
4) Improve
Improve merupakan sesuatu yang cepat, menarik, memuaskan semua orang
yang terlibat dalam proses tersebut (Evan dan Lindsay 2007). Dalam suatu
proses peningkatan mutu atau perbaikan mutu memerlukan komitmen untuk
perbaikan yang seimbang antara aspek manusia (motivasi) dan aspek
teknologi (teknik) yang dilakukan secara terus menerus (quality
improvement) (Gaspersz 2003).
5) Control
Control atau pengendalian merupakan aktivitas keteknikan dan manajemen
sehingga ciri-ciri mutu produk dapat diukur, dibandingkan dengan spesifikasi
atau persyaratannya, serta pengambilan tindakan jika terdapat perbedaan
dengan standarnya (Montgomery 1990), setelah proses mencapai mutu yang
diinginkan maka tahap ini digunakan untuk memantau dan melakukan
pengendalian terhadap proses secara terus menerus untuk meningkatkan
kapabilitas proses menuju target six sigma.
2.9.1 Grafik Kendali
Grafik kendali adalah grafik yang secara khusus memberi informasi dalam
dua dimensi, distribusi proses dan kecenderungan proses. Grafik kendali pertama
kali diperkenalkan oleh Dr. Walter Andrew Shewhart dari Bell Telephone
laboratories, Amerika Serikat dengan tujuan untuk menghilangkan ragam tidak
normal melalui pemisahan ragam yang disebabkan oleh penyebab khusus (special
causes variation) dari ragam yang disebabkan oleh penyebab umum (common
causes variation). Grafik kendali digunakan untuk menetapkan karakteristik mutu
secara kontinu, menetapkan mutu proses, menetapkan saat mulai dan berakhirnya
produk. Tujuan dari grafik kendali ini adalah untuk mengetahui secara mudah dan
cepat jika terjadi penyimpangan-penyimpangan dalam proses (Breyfogle 2003).
Menurut Rath dan Strong (2005) setiap grafik kendali pada dasarnya
memiliki garis tengah, batas control dan tebaran nilai-nilai. Karakter yang terdapat
dalam grafik kendali yaitu:
1) Garis tengah (central line) yang biasa dikonotasikan sebagai CL.
2) Sepasang batas kontrol, dimana satu batas kontrol ditempatkan diatas garis
tengah sebagai batas kontrol (upper control limit, UCL) dan satu lagi
ditempatkan sebagai batas kontrol bawah ( lower control limit, LCL).
3) Tebaran nilai-nilai mutu yang menggambarkan keadaan dari proses. Jika
semua nilai berada dalam batas kontrol tanpa memperlihatkan kecenderungan
tertentu maka proses yang berlangsung masih dalam keadaan terkendali.
Namun, jika nilai-nilai yang ditebarkan pada grafik itu berada di luar batas
kontrol atau kendali atau memperlihatkan kecenderungan tertentu maka
proses yang berlangsung dianggap berada di luar kendali sehingga perlu
diambil tindakan koreksi untuk memperbaiki proses yang ada. Gambar grafik
kendali dapat di lihat pada Gambar 2.
Nomor Contoh
Gambar 2 Grafik kendali secara umum.
Grafik kendali tidak hanya dapat sebagai alat monitoring, tetapi juga dapat
menunjukkan jalan kearah peningkatan. Grafik kendali dapat memisahkan variasi
penyebab khusus dan umum. Variasi adalah ketidakseragaman dalam proses
operasional sehingga dapat menimbulkan perbedaan mutu produk yang dihasilkan
(Breyfogle 2003).
Menurut Gaspersz (2002), terdapat dua sumber penyebab timbulnya
variasi yang diklasifikasikan sebagai berikut:
Karakte
1. Variasi penyebab khusus (special-causes variation) adalah kejadian-kejadian
di luar sistem industri yang mempengaruhi variasi dalam sistem industri
tersebut. Penyebab khusus dapat bersumber dari faktor-faktor, seperti:
manusia, peralatan, material, lingkungan, metode kerja, dll.
2. Variasi penyebab umum (common-cause variation) adalah faktor-faktor di
dalam sistem industri atau yang melekat pada proses industri sehingga
menimbulkan variasi dalam sistem tersebut. Penyebab umum disebut juga
penyebab acak (random causes) atau penyebab sistem (system cause).
2.9.2 Diagram Sebab Akibat
Diagram sebab-akibat adalah metode grafis sederhana untuk membuat
hipotesis mengenai rantai penyebab dan akibat serta untuk menyaring potensi
penyebab dan mengorganisasikan hubungan antar variabel (Evan dan Lindsay
2007).
Kaoru Ishikawa memperkenalkan diagram sebab akibat di Jepang,
sehingga diagram ini juga sering disebut diagram Ishikawa. Karena strukturnya,
diagram ini juga disebut “diagram tulang ikan” adalah suatu pendekatan
terstruktur yang memungkinkan dilakukan suatu analisis terperinci dalam
menemukan penyebab- penyebab suatu masalah, ketidaksesuaian dan kesenjangan
yang terjadi. Contoh diagram sebab akibat dapat dilihat pada Gambar 3.
Gambar 3 Diagram Sebab-akibat.
Fungsi dari diagram sebab akibat, yaitu berperan dalam memusatkan
perhatian operator, bagian produksi dan pimpinan dalam masalah mutu. Diagram
sebab akibat yang dikembangkan biasanya untuk memajukan tingkat pemahaman
proses tersebut Jugulum dan Samuel (2008).
Metode Lingkungan
2.9.3 Kapabilitas proses
Kapabilitas proses adalah kisaran dimana variasi alami suatu proses terjadi
akibat penyebab umum suatu sistem, atau dengan kata lain pencapaian suatu
proses dalam kondisi stabil. Kapabilitas proses (Cpm) merupakan suatu ukuran
kerja kritis yang menunjukkan proses mampu menghasilkan produk sesuai
kebutuhan dan ekspektasi pelanggan. Analisis kapabilitas merupakan bagian yang
sangat penting dari keseluruhan program peningkatan mutu. Manfaat dari analisis
kapabilitas proses terhadap peningkatan mutu adalah dapat menduga seberapa
baik proses akan memenuhi toleransi, dapat membantu pengembang atau
perancang produk dalam memilih atau mengubah proses atau mengurangi
keragaman dalam proses produksi (Tang et al. 2006). Kapabilitas proses penting
bagi desainer produk dan teknisi produksi, dan amat penting untuk mencapai
tingkatan kerja Six Sigma. Memahami kapabilitas proses memungkinkan untuk
memprediksi secara kuantitatif seberapa baik suatu proses dapat memenuhi
spesifikasi serta untuk menentukan kebutuhan suatu peralatan serta pengendalian
yang dibutuhkan (Evans dan Lindsay 2007).
Analisis kapabilitas proses merupakan bagian penting dari keseluruhan
program pengendalian mutu. Manfaat dari analisis kapabilitas proses
(Montgomery 1996) adalah:
a. Menduga seberapa baik proses akan memenuhi toleransi
b. Membantu pengembang atau perancang produk dalam memilih atau
mengubah proses
c. Mambantu dalam pembentukan selang antara penarikan contoh untuk
pengawasan proses
d. Menentukan persyaratan penampilan bagi alat baru
e. Memilih diantara pemasok yang bersaing
f. Merencanakan urutan proses produksi bilamana ada pengaruh interaksi proses
dengan toleransi
g. Mengurangi keragaman dalam proses produksi
Indeks kapabilitas proses Cp
Hubungan antara variasi dan spesifikasi alami diukur menggunakan indeks
Indeks kapabilitas proses merupakan variasi natural suatu proses dengan
spesifikasi desain dalam tolak ukur yang kuantitatif (Evans dan Lindsay 2007).
Dalam bahasa numerik, rumusnya adalah:
Cp =
Dimana, USL = upper specification limit
LSL = lower specification limit
� = standar deviasi proses
Penilaian yang digunakan untuk indeks kapabilitas proses (Cp) (Gaspersz 2003),
yaitu:
Cpm≥ 2,0 : keadaan proses industri berada dalam keadaan stabil dan mampu,
artinya proses berada dalam keadaan mampu menghasilkan
produk sesuai dengan kebutuhan dan ekspektasi pelanggan.
1≤ Cpm≥ 1,99 :tri proses berada dalam keadaan stabil dan tidak mampu, artinya
proses berada dalam keadaan tidak mampu sampai cukup
mampu untuk menghasilkan produk sesuai dengan kebutuhan
dan ekspektasi pelanggan.
Cpm < 1,0 : oses industri berada dalam keadaan tidak mampu untuk menghasilkan
produk sesuai dengan kebutuhan dan ekspektasi pelanggan.
Persyaratan penggunaan rumus ini, yaitu distribusi proses harus menyebar
normal dengan nilai target (T) yang berarti rata-rata proses harus tepat berada
Jika persyaratan ini sudah dipenuhi maka, dapat digunakan tabel nilai
kapabilitas proses yang ditunjukkan pada Tabel 3.
Tabel 3 Hubungan antara Cp dan kapabilitas proses
Cp Kapabilitas Proses
0,33 1,0 sigma
0,5 1,5 sigma
0,67 2,0 sigma
0,83 2,5 sigma
1,00 3,0 sigma
1,17 3,5 sigma
1,33 4,0 sigma
1,5 4,5 sigma
1,67 5,0 sigma
1,83 5,5 sigma
2,00 6,0 sigma
2,17 6,5 sigma
2,33 7,0 sigma
Sumber: Gaspersz (2007)
Menurut Evans dan Lindsay (2007), Cp dengan nilai 1,00 mensyaratkan
bahwa proses berada dalam keadaan stabil dan tidak mampu, artinya proses
berada dalam keadaan tidak mampu sampai cukup mampu untuk menghasilkan
produk sesuai dengan kebutuhan dan ekspektasi pelanggan. Semakin besar nilai
3
METODOLOGI
3.1 Kerangka Pemikiran
Ikan Tuna (Thunnus sp.) merupakan salah satu komoditas perikanan
Indonesia yang memiliki nilai ekonomis tinggi dan mampu menembus pasar
internasional. Salah satu bentuk olahan dari ikan tuna diantaranya adalah tuna
loin. Tuna loin merupakan produk setengah jadi yang banyak digunakan oleh
perusahaan untuk diolah lebih lanjut menjadi produk akhir. Dalam menghasilkan
suatu produk yang bermutu tentunya tidak lepas dari faktor mutu, oleh karena itu
diperlukan suatu proses untuk pengendalian mutu agar didapat produk yang sesuai
dengan kebutuhan konsumen. Kajian ini difokuskan pada efektivitas dan
konsistensi penerapan sistem pengendalian mutu yang dilakukan pada proses
produksi tuna loin yang berkaitan dengan berat rataan tuna utuh dalam
penerimaan bahan baku, berat rataan tuna loin serta rendemen dari tuna loin.
Penelitian mengenai pengendalian mutu pada proses produksi tuna loin beku
menggunakan konsep pemecahan masalah DMAIC-Six sigma, yaitu yang terdiri
dari Define, Measure, Analysis, Improve dan Control. Konsep ini memiliki fokus
pada efektivitas penerapan sistem pengendalian mutu pada produksi tuna loin
beku terkait dengan ketidaksesuaian mutu produk atau cacat dan penipuan
ekonomi terhadap pelanggan dengan memperhatikan kemampuan proses
(kapabilitas proses). Untuk mengetahui suatu proses dalam keadaan terkendali
atau tidak dalam suatu pengukuran (Measure), tentunya harus membuat grafik
kendali dan menganalisis (Analysis) grafik kendali tersebut dengan mencari
sebab-akibat dengan menggunakan diagram sebab-akibat (fish bone chart), selain
itu untuk melihat kemampuan proses dalam produksi di suatu perusahaan harus
mengetahui nilai kapabilitas prosesnya, apakah proses tersebut mampu atau tidak
mampu dalam menghasilkan produk sesuai dengan ekspektasi pelanggan.
3.2 Metode Pengumpulan Data
Metode pengumpulan data dalam penelitian ini yaitu pengumpulan data
dari data primer dan data sekunder. Data primer merupakan data yang diambil
selama bulan Maret-April 2011. Sedangkan data sekunder merupakan yang
diambil dari perusahaan meliputi (Keadaan umum perusahan, sejarah perusahaan,
lokasi perusahaan dan yang lainnya). Karakteristik contoh yang diukur bobot
rataan tuna utuh, tuna loin dan rendemen tuna loin. Pengambilan data pada
tahapan proses yang menjadi kajian adalah:
1) Tahapan penerimaan bahan baku
Tahapan ini dilakukan dengan mengidentifikasi kriteria cacat (defect) dan
mengetahui rataan berat tuna yang diterima untuk produksi loin. Apakah berat
tuna yang diterima sesuai dengan berat tuna hasil penimbangan dari lapangan atau
dari tempat transit ikan.
2) Tahapan proses produksi loin
Tahapan proses produksi loin meliputi proses cuting yang terdiri dari
pembuangan kepala, sirip, dan ekor, pembuatan loin, fillet, pembuangan daging
gelap, dan perapihan dilakukan untuk mengetahui rataan berat loin yang
dihasilkan.
3) Tahapan Perhitungan rendemen
Perhitungan rendemen dilakukan untuk mengetahui banyaknya bagian
yang dapat termanfatkan dibandingkan dengan banyaknya penyusutan yang
terjadi dalam pembuatan loin.
Pengambilan data sekunder dari perusahaan X, meliputi:
1. Sejarah dan perkembangan perusahaan
2. Lokasi perusahaan
3. Tujuan pendirian perusahaan
3.3 Tahapan Penelitian
Tahapan Penelitian yang digunakan meliputi sebagai berikut:
1) Mengetahui sejarah perkembangan perusahaan
2) Pemahaman mengenai proses produksi. Pemahaman mengenai proses produksi
sangat penting karena semua hal yang terjadi di ruang produksi berkaitan
dengan proses produksi tersebut. Pemahaman dapat dilakukan dengan
melakukan pengamatan langsung di lapangan.
(1) Define (pendefinisian masalah), dilakukan dengan mengidentifikasi
masalah dalam proses produksi yang meliputi jumlah cacat dan penipuan
ekonomi terkait dengan ukuran dan karakteristik mutu yang tidak sesuai
permintaan pembeli, yang terkait dengan kapabilitas proses yang terjadi pada
setiap tahapan proses.
(2) Measure (pengukuran), dilakukan dengan pengukuran mutu produk secara
statistik (SPC), meliputi pengumpulan data melalui lembar pemeriksaan,
pengambilan sampel, perhitungan statistik (matriks spc, diagram garis dan
diagram kendali, serta kapabilitas proses). Proses pengolahan data dilakukan
dengan software Ms.Excell 2007 dan Minitab15. Berikut ini merupakan
tahapan yang dilakukan dalam membuat diagram pengendalian (Evans dan
Lindsay 2007).
1. Persiapan
Memilih data variabel atau atribut yang akan diukur
Menentukan dasar, ukuran, dan frekuensi pengambilan sampel
Membuat diagram pengendalian
2. Pengumpulan data
Mencatat data
Menghitung nilai statistik yang relevan (rataan, jangkauan, proporsi,dsb)
Memplot nilai statistik dalam diagram
3. Menentukan batasan pengendalian percobaan
Menggambar garis tengah (rataan proses) pada diagram
Menghitung batasan pengendalian atas dan bawah
4. Analisis dan interpretasi
Meneliti kemungkinan adanya kurangnya pengendalian dari diagram
Mengeliminasi titik-titik yang berada di luar pengendalian
Menghitung ulang batasan pengendali jika dibutuhkan
5. Menggunakan diagram sebagai alat pemecahan masalah
Meneruskan pengumpulan dan pembuatan plot data
Mengidentifikasi situasi yang berada di luar pengendalian dan mengambil
tindakan korektif
(3) Analyze (analisis), dilakukan identifikasi masalah dengan pembuatan
diagram sebab akibat (fishbone diagram) serta kapabilitas proses dengan
memfokuskan pada faktor-faktor penyebab masalah yang sering terjadi,
seperti mesin, manusia, metode, manajerial, dan manajemen. Penggunaan
diagram sebab-akibat yang mengacu pada Larson (2003) terdiri dari tahapan
sebagi berikut:
1. Mengidentifikasi masalah yang sering terjadi dan mengungkapkan masalah
tersebut sebagai suatu pertanyaan masalah dan temukan sekumpulan
penyebab yang mungkin mengakibatkan masalah tersebut.
2. Penggambaran diagram dengan pernyataan mengenai masalah untuk
ditempatkan pada sisi kanan (membentuk kepala ikan) dan kategori utama
(bahan baku, metode, manusia, mesin, pengukuran, dan lingkungan)
ditempatkan pada cabang utama membentuk tulang-tulang besar dari ikan.
Kategori utama dapat diubah sesuai kebutuhan.
3. Menemukan akar penyebab, kemudian menulis akar penyebab pada
cabang-cabang yang sesuai dengan kategori utama (membentuk tulang-tulang kecil
ikan).
4. Menginterpretasikan diagram sebab-akibat tersebut dengan melihat
penyebab-penyebab yang muncul.
(4) Improve (peningkatan), bertujuan untuk mengeliminasi cacat serta
mengoptimalkan mutu proses. Peningkatan dilakukan dengan menerapkan
diagram kaizen blitz yang menunjukkan hubungan antara siklus Deming
(PDSA) dan proses perbaikan yang terus menerus.
3.4 Metode Analisis Data
Metode analisis data yang digunakan adalah pengukuran dari metode six
sigma Motorolla yang telah banyak digunakan dalam industri di dunia untuk
meningkatkan mutu. Alat yang digunakan adalah statistika pengendalian proses
(statistical process control atau SPC). Pengolahan data dilakukan dengan
menggunakan Ms.Excell 2007 dan Minitab 15. Proses analisis data dilakukan
melalui tahapan berikut (Gasperz 2002):
1. Penentuan nilai rataan ( ) dan nilai standar deviasi (s) proses serta nilai batas
a. Rataan proses ( ) =
b. Standar deviasi proses (s) =
Keterangan : x : nilai sampel
: nilai rataan
c. Nilai batas spesifik atas (upper specific limit - USL), merupakan nilai batas
maksimal yang besarnya ditentukan oleh pembeli.
d. Nilai batas spesifik bawah (lower specific limit - LSL), merupakan nilai
batas minimal yang besarnya ditentukan oleh pembeli.
2. Penentuan nilai DPMO (Defect per Million Oportunities) dan nilai sigma
a. Nilai DPMO merupakan ukuran kegagalan yang menunjukkan peluang
kegagalan per sejuta kali kesempatan produksi. Nilai ini diperoleh dengan
menggunakan persamaan:
DPMO USL = P [z ≥ (USL - X)/ s] x 1.000.000
DPMO LSL = P [z≤ (LSL - X)/ s] x 1.000.000
DPMO = DPMO USL + DPMO LSL
Nilai peluang kegagalan untuk distribusi normal baku (z), diperoleh dari
Tabel distribusi normal kumulatif. Sementara nilai six sigma diperoleh dari
Tabel konversi nilai DPMO ke nilai sigma.
3. Penentuan nilai standar deviasi maksimal (Smaks)
Standar deviasi maksimum (Smaks) merupakan nilai batas toleransi
terhadap nilai standar deviasi proses. Nilai standar deviasi maksimum diperoleh
dengan menggunakan persamaan:
Smaks =
Bila proses tersebut hanya memiliki satu batas spesifik, batas spesifik atas
(USL) atau batas spesifik bawah (LSL) saja, maka persamaan yang digunakan:
Hanya memiliki batas spesifik atas (USL):
Smaks =
Smaks =
4. Penentuan nilai batas kontrol atas (upper control limit atau UCL) dan batas
kontrol bawah (lower control limit atau LCL).
a. Nilai batas kontrol atas (UCL) merupakan persamaan yang digunakan
untuk mengevaluasi proses tersebut.
UCL = T + (1,5 x Smaks)
T : nilai target yang ditentukan pembeli
Smaks : standar deviasi maksimum proses
Namun jika nilai target tidak ditemukan oleh pelanggan, maka nilai T
diganti dengan nilai rataan proses ( ), jika nilai berada dibawah nilai batas
spesifik atas yang ditetapkan ( <USL), sehingga persamaannya menjadi:
UCL = + (1,5 x Smaks)
: nilai rataan proses
Smaks : standar deviasi maksimum proses
b. Nilai batas kontrol bawah (LCL) merupakan persamaan yang digunakan
untuk menentukan nilai batas bawah dari suatu proses yang dimanfaatkan
untuk mengevaluasi proses tersebut.
LCL = T – (1,5 x Smaks)
T : nilai target yang ditentukan pembeli
Smaks: standar deviasi maksimum proses
Namun jika nilai target (T) tidak ditentukan oleh pelanggan, maka nilai
T diganti dengan rataan proses ( ) dengan syarat nilai berada diatas
nilai batas spesifik bawah yang ditetapkan ( >LSL), sehingga
persamaannya menjadi:
LCL = – (1,5 x Smaks)
: nilai rataan proses
Smaks : standar deviasi maksimum proses
5. Penentuan nilai kapabilitas proses
Kapabilitas proses (Cpm) merupakan suatu ukuran kinerja kritis yang
ekspektasi pelanggan. Perhitungan kapabilitas proses hanya dilakukan untuk
proses yang stabil.
Cpm =
Namun jika proses hanya memiliki satu batas spesifik (SL), maka
digunakan persamaan sebagai berikut:
Cpm =
Dengan: SL : nilai batas spesifik
: nilai rataan proses
s : nilai standar deviasi proses
T : nilai target yang ditentukan pembeli
Cpm≥ 2,0 : keadaan proses industri berada dalam keadaan stabil dan mampu,
artinya proses berada dalam keadaan mampu menghasilkan
produk sesuai dengan kebutuhan dan ekspektasi pelanggan.
1≤ Cpm≥ 1,99 : tri proses berada dalam keadaan stabil dan tidak mampu, artinya
proses berada dalam keadaan tidak mampu sampai cukup mampu
untuk menghasilkan produk sesuai dengan kebutuhan dan
ekspektasi pelanggan.
Cpm < 1,0 : s industri berada dalam keadaan tidak mampu untuk menghasilkan
4 HASIL DAN PEMBAHASAN
4.1 Keadaan Umum Perusahaan
Perusahaan X merupakan salah satu perusahaan yang bergerak di bidang
perikanan. Perusahaan ini berdiri sekitar 10 tahun yang lalu. Perusahaan X ini
didukung oleh manajemen perusahaan yang baik dan sumber daya yang terpilih,
perusahaan ini telah mampu bersaing dengan perusahaan perikanan yang lainnya
dalam memproduksi dan mengeksport tuna loin ke mancanegara, diantaranya
Amerika Serikat.
Perusahaan A yang merupakan cikal bakal dari perusahaan X mulai
beroperasi sekitar akhir tahun 1998 dengan menyewa tempat di Jakarta.
Perusahaan A memproduksi kerang laut (tiger snail) dan ikan layur hingga akhir
tahun 1999. Tahun 2000 , perusahaan mulai memproduksi olahan tuna yaitu loin,
saku, steak, strip, cubes dan chunk yang beroperasi sampai akhir tahun 2001.
Awal tahun 2002, unit produksi dan manajemen mulai pindah lokasi di
Jakarta dengan memproduksi tuna beku. PT X berada di tangan para investor dari
Taiwan. Sejak tahun 2005, PT X mulai memfokuskan pada ekspor produk segar
dengan jenis loin, steak, saku, cubes dan produk sampingan scrab dengan jumlah
besar.
Perusahaan X dalam melakukan proses produksi telah mendapatkan
sertifikat kelayakan untuk pengolahan (SKP) dengan nilai A yang dikeluarkan
Kementerian Perikanan dan Kelautan. Tujuan pendirian PT X sesuai dengan
prinsip ekonomi yaitu untuk memperoleh keuntungan dan memperluas lapangan
pekerjaan sehingga dapat menekan tingkat pengangguran. Data berat rataan bahan
baku, rataan loin dan rataan rendemen loin dapat dilihat pada Lampiran 1.
4.2 Proses Produksi Tuna Loin
Tahapan proses pengolahan tuna loin beku di PT X terdiri dari :
penerimaan bahan baku, pencucian, penyimpanan sementara, penimbangan I,
pemotongan, pembentukan loin, sortasi mutu, pembuangan daging gelap
(trimming), pembuangan kulit (skinning), perapihan, penimbangan II,
pembekuan, penimbangan IV, pengemasan sekunder dan pelabelan. Diagram alir
proses pengolahan tuna loin di PT X disajikan pada Lampiran 2.
4.2.1 Penerimaan bahan baku (receiving)
Penerimaan ikan tuna setelah sampai di perusahaan langsung ditangani
secara cepat dan hati-hati. Setelah di tempat penerimaan, langsung dilakukan
pengecekan terhadap mutunya yaitu meliputi uji organoleptik dan pengujian suhu
dengan menggunakan termokopel. Pengecekan suhu dilakukan untuk menjaga
suhu pusat tubuh ikan tidak lebih dari 5 °C agar tidak terjadi peningkatan kadar
histamin. Pada umumnya bahan baku yang diterima adalah ikan yang memiliki
suhu sekitar 1-2 °C. Penerimaan bahan baku tuna dapat dilihat pada Gambar 5.
Gambar 5 Penerimaan bahan baku.
4.2.2 Pencucian
Proses pencucian dilakukan dengan cara mengusap seluruh bagian ikan
dengan menggunakan spon halus dan membilasnya dengan air dingin mengalir
bersuhu ± 2°C. Air yang digunakan telah mengalami pengujian dengan standar air
minum. Pencucian ini bertujuan untuk menghilangkan dan membersihkan
kotoran, darah, lendir, dan benda-benda asing yang menempel pada ikan tuna
sehingga dapat mengurangi jumlah mikroba (Jenie 1988). Proses pencucian pada
ikan tuna dapat dilihat pada Gambar 6.
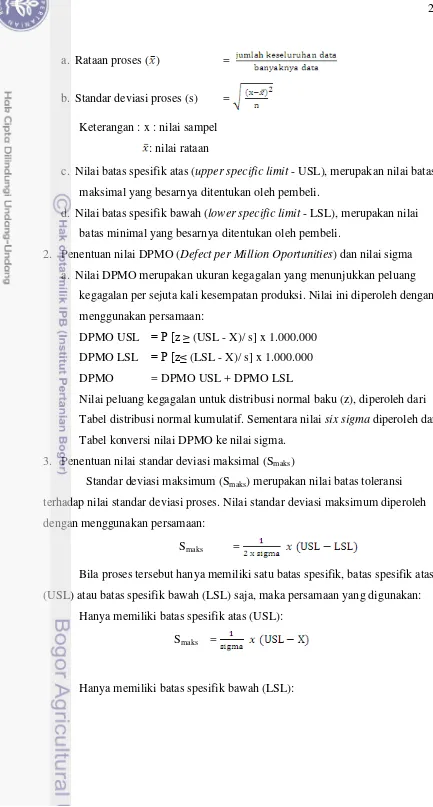
4.2.3 Penyimpanan sementara
Penyimpanan sementara dilakukan apabila bahan baku yang diterima atau
yang dibeli belum mencukupi untuk diproses. Oleh karena itu ikan tuna
dikumpulkan dan disimpan dalam bak penampungan yang berisi es flake (flake
ice). Dalam bak penampungan tidak ada pemisahan size atau grade ikan. Bak
penampungan ikan ini berfungsi sebagai tempat penyimpanan ikan sementara
sebelum ikan dipotong agar suhu ikan tetap terkontrol untuk meminimalkan
jumlah mikroba. Penyimpanan sementara ikan tuna dapat dilihat pada Gambar 7.
Gambar 7 Penyimpanan sementara.
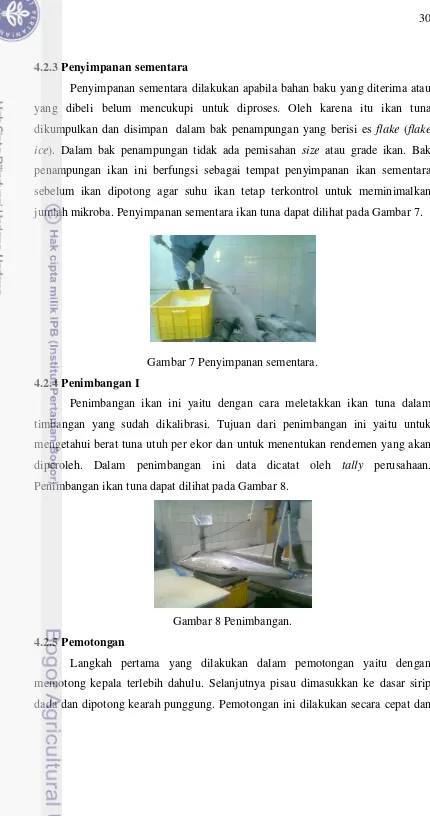
4.2.4 Penimbangan I
Penimbangan ikan ini yaitu dengan cara meletakkan ikan tuna dalam
timbangan yang sudah dikalibrasi. Tujuan dari penimbangan ini yaitu untuk
mengetahui berat tuna utuh per ekor dan untuk menentukan rendemen yang akan
diperoleh. Dalam penimbangan ini data dicatat oleh tally perusahaan.
Penimbangan ikan tuna dapat dilihat pada Gambar 8.
Gambar 8 Penimbangan.
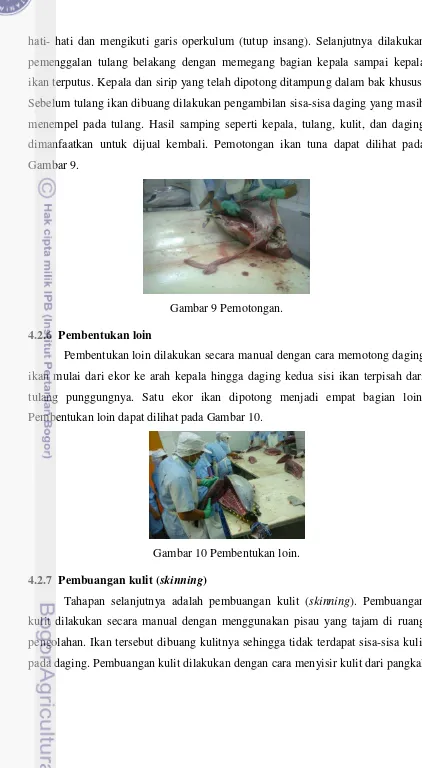
4.2.5 Pemotongan
Langkah pertama yang dilakukan dalam pemotongan yaitu dengan
memotong kepala terlebih dahulu. Selanjutnya pisau dimasukkan ke dasar sirip
hati- hati dan mengikuti garis operkulum (tutup insang). Selanjutnya dilakukan
pemenggalan tulang belakang dengan memegang bagian kepala sampai kepala
ikan terputus. Kepala dan sirip yang telah dipotong ditampung dalam bak khusus.
Sebelum tulang ikan dibuang dilakukan pengambilan sisa-sisa daging yang masih
menempel pada tulang. Hasil samping seperti kepala, tulang, kulit, dan daging
dimanfaatkan untuk dijual kembali. Pemotongan ikan tuna dapat dilihat pada
Gambar 9.
Gambar 9 Pemotongan.
4.2.6 Pembentukan loin
Pembentukan loin dilakukan secara manual dengan cara memotong daging
ikan mulai dari ekor ke arah kepala hingga daging kedua sisi ikan terpisah dari
tulang punggungnya. Satu ekor ikan dipotong menjadi empat bagian loin.
Pembentukan loin dapat dilihat pada Gambar 10.
Gambar 10 Pembentukan loin.
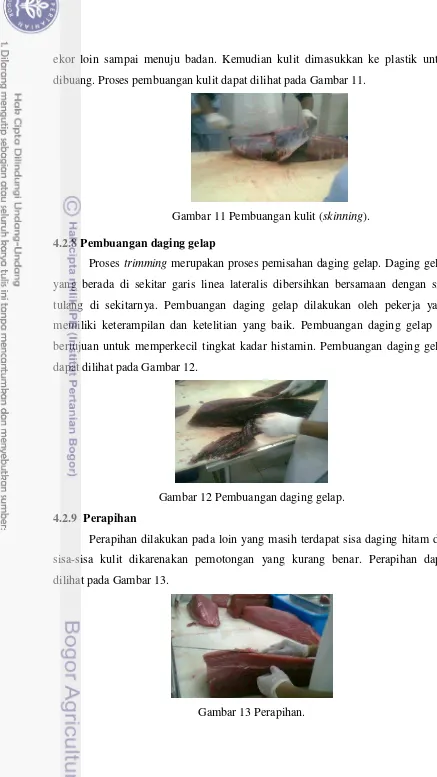
4.2.7 Pembuangan kulit (skinning)
Tahapan selanjutnya adalah pembuangan kulit (skinning). Pembuangan
kulit dilakukan secara manual dengan menggunakan pisau yang tajam di ruang
pengolahan. Ikan tersebut dibuang kulitnya sehingga tidak terdapat sisa-sisa kulit
ekor loin sampai menuju badan. Kemudian kulit dimasukkan ke plastik untuk
dibuang. Proses pembuangan kulit dapat dilihat pada Gambar 11.
Gambar 11 Pembuangan kulit (skinning).
4.2.8 Pembuangan daging gelap
Proses trimming merupakan proses pemisahan daging gelap. Daging gelap
yang berada di sekitar garis linea lateralis dibersihkan bersamaan dengan sisa
tulang di sekitarnya. Pembuangan daging gelap dilakukan oleh pekerja yang
memiliki keterampilan dan ketelitian yang baik. Pembuangan daging gelap ini
bertujuan untuk memperkecil tingkat kadar histamin. Pembuangan daging gelap
dapat dilihat pada Gambar 12.
Gambar 12 Pembuangan daging gelap.
4.2.9 Perapihan
Perapihan dilakukan pada loin yang masih terdapat sisa daging hitam dan
sisa-sisa kulit dikarenakan pemotongan yang kurang benar. Perapihan dapat
dilihat pada Gambar 13.
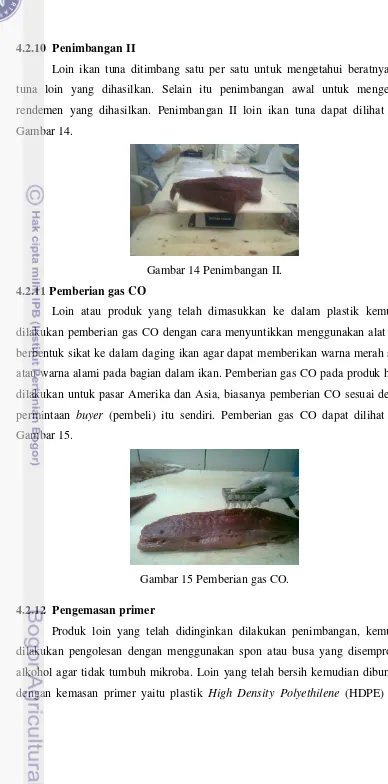
4.2.10 Penimbangan II
Loin ikan tuna ditimbang satu per satu untuk mengetahui beratnya dari
tuna loin yang dihasilkan. Selain itu penimbangan awal untuk mengetahui
rendemen yang dihasilkan. Penimbangan II loin ikan tuna dapat dilihat pada
Gambar 14.
Gambar 14 Penimbangan II.
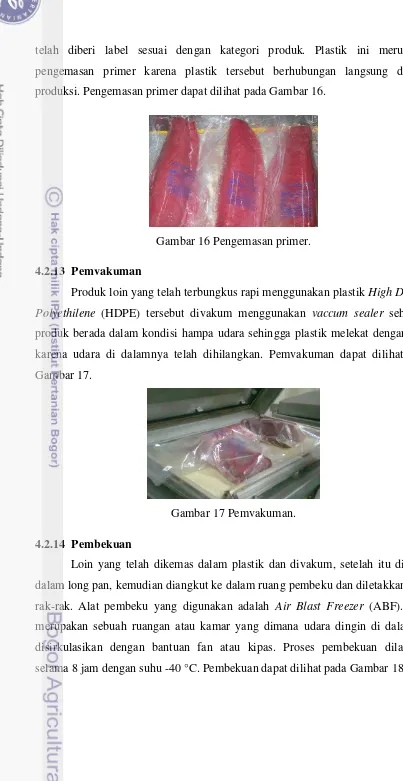
4.2.11 Pemberian gas CO
Loin atau produk yang telah dimasukkan ke dalam plastik kemudian
dilakukan pemberian gas CO dengan cara menyuntikkan menggunakan alat yang
berbentuk sikat ke dalam daging ikan agar dapat memberikan warna merah segar
atau warna alami pada bagian dalam ikan. Pemberian gas CO pada produk hanya
dilakukan untuk pasar Amerika dan Asia, biasanya pemberian CO sesuai dengan
permintaan buyer (pembeli) itu sendiri. Pemberian gas CO dapat dilihat pada
Gambar 15.
Gambar 15 Pemberian gas CO.
4.2.12 Pengemasan primer
Produk loin yang telah didinginkan dilakukan penimbangan, kemudian
dilakukan pengolesan dengan menggunakan spon atau busa yang disemprotkan
alkohol agar tidak tumbuh mikroba. Loin yang telah bersih kemudian dibungkus
telah diberi label sesuai dengan kategori produk. Plastik ini merupakan
pengemasan primer karena plastik tersebut berhubungan langsung dengan
produksi. Pengemasan primer dapat dilihat pada Gambar 16.
Gambar 16 Pengemasan primer.
4.2.13 Pemvakuman
Produk loin yang telah terbungkus rapi menggunakan plastik High Density
Polyethilene (HDPE) tersebut divakum menggunakan vaccum sealer sehingga
produk berada dalam kondisi hampa udara sehingga plastik melekat dengan kuat
karena udara di dalamnya telah dihilangkan. Pemvakuman dapat dilihat pada
Gambar 17.
Gambar 17 Pemvakuman.
4.2.14 Pembekuan
Loin yang telah dikemas dalam plastik dan divakum, setelah itu disusun
dalam long pan, kemudian diangkut ke dalam ruang pembeku dan diletakkan pada
rak-rak. Alat pembeku yang digunakan adalah Air Blast Freezer (ABF). ABF
merupakan sebuah ruangan atau kamar yang dimana udara dingin di dalamnya
disirkulasikan dengan bantuan fan atau kipas. Proses pembekuan dilakukan
Gambar 18 Pembekuan.
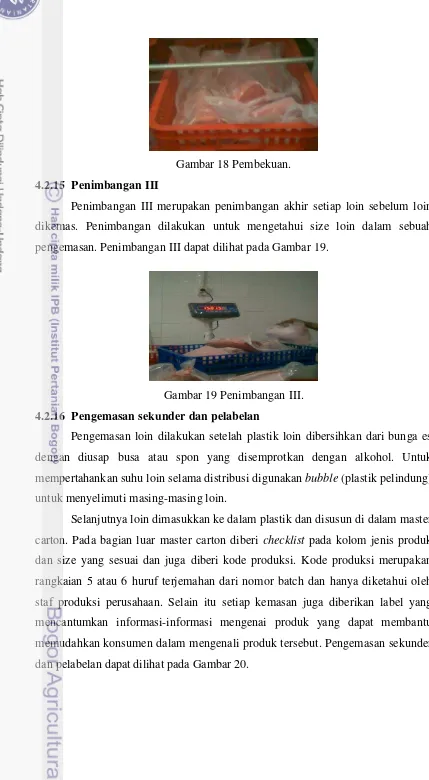
4.2.15 Penimbangan III
Penimbangan III merupakan penimbangan akhir setiap loin sebelum loin
dikemas. Penimbangan dilakukan untuk mengetahui size loin dalam sebuah
pengemasan. Penimbangan III dapat dilihat pada Gambar 19.
Gambar 19 Penimbangan III.
4.2.16 Pengemasan sekunder dan pelabelan
Pengemasan loin dilakukan setelah plastik loin dibersihkan dari bunga es
dengan diusap busa atau spon yang disemprotkan dengan alkohol. Untuk
mempertahankan suhu loin selama distribusi digunakan bubble (plastik pelindung)
untuk menyelimuti masing-masing loin.
Selanjutnya loin dimasukkan ke dalam plastik dan disusun di dalam master
carton. Pada bagian luar master carton diberi checklist pada kolom jenis produk
dan size yang sesuai dan juga diberi kode produksi. Kode produksi merupakan
rangkaian 5 atau 6 huruf terjemahan dari nomor batch dan hanya diketahui oleh
staf produksi perusahaan. Selain itu setiap kemasan juga diberikan label yang
mencantumkan informasi-informasi mengenai produk yang dapat membantu
memudahkan konsumen dalam mengenali produk tersebut. Pengemasan sekunder