PENENTUAN BILANGAN SWELLING INDEKS COMPOUND
LATEKS PADA PEMBUATAN BENANG KARET DI
PT.INDUSTRI KARET NUSANTARA
TANJUNG MORAWA
MEDAN
KARYA ILMIAH
ARVINA SARI
NIM : 062401011
PROGRAM STUDI DIPLOMA III
KIMIA ANALIS FAKULTAS MATEMATIKA DAN ILMU
PENGETAHUAN ALAM
UNIVERSITAS SUMATRA UTARA
MEDAN
PENENTUAN BILANGAN SWELLING INDEKS COMPOUND
LATEKS PADA PEMBUATAN BENANG KARET DI
PT.INDUSTRI KARET NUSANTARA
TANJUNG MORAWA
MEDAN
KARYA ILMIAH
Ditujukan untuk melengkapi tugas dan memenuhi syarat memperoleh ahli madya
ARVINA SARI
NIM : 062401011
PROGRAM STUDI DIPLOMA III
KIMIA ANALIS FAKULTAS MATEMATIKA DAN ILMU
PENGETAHUAN ALAM
UNIVERSITAS SUMATRA UTARA
MEDAN
2010
PERSETUJUAN
Judul : Penentuan Bilangan Swelling Indeks Compound Lateks Pada Pembuatan Benang Karet di PT.Industri Karet Nusantara Tanjung Morawa Medan
Kategori : Tugas Akhir
Nama : Arvina Sari
Nim : 062401011
Program Studi : Diploma III Kimia Analis Departemen : Kimia
Fakultas : Matematika dan Ilmu Pengetahuan Alam
Disetujui di :
Medan, Januari 2010
Diketahui oleh Disetujui oleh
Departemen Kimia FMIPA USU Pembimbing Ketua
Dr.Rumondang Bulan Nst.MS Sovia Lenny,S.Si.M.Si NIP : 195408301985032001 NIP : 197510182000032001
PERNYATAAN
PENENTUAN BILANGAN SWELLING INDEKS COMPOUND
LATEKS PADA PEMBUATAN BENANG KARET DI PT.INDUSTRI
KARET NUSANTARA TANJUNG MORAWA MEDAN
KARYA ILMIAH
Saya mengakui bahwa tugas akhir ini adalah hasil karya saya sendiri, kecuali beberapa kutipan dari ringkasan yang masing-masing disebutkan sumbernya.
Medan, Januari 2010
ARVINA SARI 062401011
PENGHARGAAN
Puji dan syukur penulis ucapkan kehadirat Allah SWT. Karena atas rahmat dan
karunia yang diberikanNya kepada penulis, sehingga penulis dapat menyelesaikan
karya ilmiah ini dalam waktu yang telah ditetapkan. Untuk melengkapi dan
menyelesaikan program diploma III Kimia Analis Fakultas Matematika dan Ilmu
Pengetahuan Alam.
Penulis menyadari bahwa karya ilmiah ini tidak lepas dari bimbingan dan
bantuan dari berbagai pihak. Oleh karena itu, dengan kerendahan hati penulis
mengucapkan terima kasih kepada Ayahanda Arwin dan Ibunda Syarifah,adinda
Widhi,Dony dan Nita serta seluruh keluarga besar yang selama ini memberikan
bantuan, perhatian, dorongan, pengorbanan dan kasih sayang serta doa yang tulus
kepada penulis. Tak lupa Penulis mengucapkan terima kasih kepada Ibu Sovia
Lenny.S.Si.Msi selaku pembimbing pada penyelesaian karya ilmiah ini, yang telah
memberikan panduan ringkas, padat, profesional, dan penuh kepercayaan pada
penulis agar dapat menyelesaikan tugas ini. Ucapan terima kasih juga penulis tujukan
kepada Ketua Departemen yaitu DR.Rumondang Bulan MS, semua dosen dan
pegawai di FMIPA USU, serta teman-teman terbaik saya Ferdy, Tia, Ela, Bila,
Wiwik, Winda, Wanda, Ria, dan Yudi atas dorongan dan dukungannya selama ini.
Akhir kata penulis mengucapkan terima kasih yang sebesar-besarnya kepada berbagai
pihak yang telah membantu menyelesaikan penulisan karya ilmiah ini, dan semoga
semuanya mendapat balasan yang berlipat dari Allah SWT.
Amin ya robbal alamiin….
ABSTRAK
Salah satu tahap dalam pembuatan benang karet adalah menghitung bilangan swelling
indeks compound dari benang karet, karena Swelling indeks compound berhubungan
erat dengan elastisitas dari benang karet. Dari hasil percobaan, nilai yang diperoleh
adalah 2,13 – 2,63 mm². Bilangan swelling indeks compound telah memenuhi standar
perusahaan yaitu 2,34 – 2,63 mm² . Apabila swelling indeksnya terlalu besar atau
terlalu rendah, akan dapat mengakibatkan berkurangnya elastisitas dari benang karet.
ABSTRACT
One of phase in making of rubber yarn is count the number swelling make an index to the compound from rubber yarn, because Swelling make an index to the compound closely related with the elasticity from rubber yarn. From attempt result, value obtained is 2,13 - 2,63 mm². number Swelling make an index to the compound have fulfilled the company standard that is 2,34 - 2,63 mm². Swelling index too big or too low, will be able to result to decrease it elasticity from rubber yarn.
DAFTAR ISI 2.2.5. Faktor-Faktor yang Mempengaruhi Kualitas Lateks 15
BAB IV DATA DAN PEMBAHASAN 23
4.1. Data 23
4.2. Perhitungan 24
4.3. Pembahasan 24
BAB V KESIMPULAN DAN SARAN 28
5.1. Kesimpulan 28
5.2. Saran 28
DAFTAR PUSTAKA 29
LAMPIRAN 30
DAFTAR TABEL
Halaman
Tabel.2.1. Komposisi lateks segar dan lateks kering 8
Tabel4.1. Hasil Pengamatan analisis di Laboratorium 23
untuk tes swelling
DAFTAR LAMPIRAN
Halaman
Lamp 1. Tabel BilanganSwelling Indeks Compound dan Tegangan Putus 31
ABSTRAK
Salah satu tahap dalam pembuatan benang karet adalah menghitung bilangan swelling
indeks compound dari benang karet, karena Swelling indeks compound berhubungan
erat dengan elastisitas dari benang karet. Dari hasil percobaan, nilai yang diperoleh
adalah 2,13 – 2,63 mm². Bilangan swelling indeks compound telah memenuhi standar
perusahaan yaitu 2,34 – 2,63 mm² . Apabila swelling indeksnya terlalu besar atau
terlalu rendah, akan dapat mengakibatkan berkurangnya elastisitas dari benang karet.
ABSTRACT
One of phase in making of rubber yarn is count the number swelling make an index to the compound from rubber yarn, because Swelling make an index to the compound closely related with the elasticity from rubber yarn. From attempt result, value obtained is 2,13 - 2,63 mm². number Swelling make an index to the compound have fulfilled the company standard that is 2,34 - 2,63 mm². Swelling index too big or too low, will be able to result to decrease it elasticity from rubber yarn.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Karet di Indonesia menghadapi permasalahan pokok pada pemasaran, terutama harga
jual yang tidak stabil dan cendrung menurun, biaya produksi yang terus-menerus
meningkat, serta persaingan pasar yang semakin berat ditingkat Internasional.
Persaingan bukan hanya terbatas pada satu Negara saja, melainkan sudah meluas
hingga ke Negara-negara penghasil karet sintetis.
Untuk memperkuat daya saing karet alam Indonesia di pasaran Internasional,
langkah-langkah peningkatan efektivitas dan efisiensi di semua bidang perkaretan
perlu lebih digalakkan, Peningkatan yang dimaksud terutama dilakukan pada mutu
konsisten, jaminan bebas kontaminan, memenuhi standart mutu spesifikasi tekhnis
yang telah ditetapkan dan sesuai dengan selera konsumen (Tim Penulis.PS.,1999).
Untuk menerapkan sistem jaminan mutu diperlukan pengawasan mutu secara
total disetiap proses, mulai dari penerimaan bahan baku, penimbangan lateks,
penambahan bahan kimia, proses pengolahan di pabrik, pengepakan, penyimpanan
dan sistem pemasaran.
Proses pengolahan bahan baku di Pabrik Industri Karet Nusantara Medan,
adalah lateks pekat dengan kadar karet pemusingan pada putaran sekitar 6000-7000
2
bagian bawah, dan pada akhirnya diperoleh lateks pekat dengan kadar karet kering ±
60%.
Dalam pengolahan lateks kebun menjadi lateks pekat pada dasarnya adalah
memisahkan lateks dengan serum berdasarkan prinsip perbedaan berat jenis antara
lateks dengan serum, dimana beret jenis lateks 0,49 dan berat jenis serum 0,98 yang
mendekati berat jenis air.
Lateks pekat yang digunakan sebagai bahan baku terlebih dahulu
dihomogenkan dengan stirrer dalam tangki penyimpanan lateks atau Lateks Stage
Tank (LST), kemudian dengan tekanan vakum dialirkan ke tangki timbang untuk
ditimbang sesuai formulasi yang diinginkan. Setelah ditimbang dialirkan ke Inaktif
Compound Tank (ICT) untuk proses pengcompounan.
Bahan-bahan kimia mempunyai peranan penting dalam pembuatan
compound. Compound merupakan campuran antara lateks pekat dengan beberapa
bahan kimia yang merupakan bahan untuk pembuat benang karet, Bahan-bahan kimia
ini dicampurkan pada lateks untuk mendapatkan produk yang bermutu dan bernilai
ekonomis. Pada unit active compound terjadi maturasi (pemasakan) compound. Titik
akhir maturasi diketahui dengan adanya pengujian swelling indeks. Swelling indeks
merupakan nilai yang menunjukkan perbandingan antara diameter pengembangan
dengan diameter awal.
Swelling indeks juga merupakan salah satu faktor yang mempengaruhi elastisitas dari produk benang karet, dimana lateks yang mengalami maturasi mempunyai sifat tidak larut dalamcairan tetapi lateks mengalami pengembangan.Dengan adanya pengembangan
3
compound maka dapat dianalisa apakah benang karet kuat, kasar, rapuh atau sesuai
dengan standar yang diinginkan (PT.IKN Medan).
Swelling indeks sangat berhubungan dengan elastisitas dari benang karet.
Semakin rendah nilai swellingnya maka benang karet akan semakin rapuh, dengan
demikian harus diketahui nilai swelling indeks agar diperoleh benang karet yang baik.
Berdasarkan uraian diatas maka penulis tertarik untuk membahas masalah
tersebut dengan mengambil judul “ Penentuan Bilangan Swelling Indeks Compound
Lateks Pada Pembuatan Benang Karet di PT. Industri Karet Nusantara Tanjung
Morawa Medan”.
1.2. Permasalahan
Apakah bilangan swelling indeks compound lateks pada pembuatan benang
karet di PT.Indusrti Karet Nusantara telah sesuai dengan standar perusahaan yang
telah ditentukan, agar diperoleh benang karet yang baik.
1.3. Tujuan
Adapun tujuan dari penulisan karya ilmiah ini adalah :
• Untuk mengetahui bilangan swelling indeks compound lateks sebelum
4
1.4. Manfaat
Adapun manfaat dari karya tulis ini adalah :
• Memberikan pengetahuan tentang bilangan swelling indeks compound
pada
Lateks dari benang karet.
• Analisa swelling indeks compound dapat dijadikan acuan sebagai
BAB II
TINJAUAN PUSTAKA
2.1. Morfologi Tanaman Karet
Tanaman karet berasal dari bahasa latin yang bernama Havea brasiliensis yang
berasal dari Negara Brazil. Tanaman ini merupakan sumber utama bahan tanaman
karet alam dunia. Padahal jauh sebelum tanaman karet ini dibudidayakan, penduduk
asli diberbagai tempat seperti: Amerika Serikat, Asia dan Afrika Selatan
menggunakan pohon lain yang juga menghasilkan getah Getah yang mirip lateks juga
dapat diperoleh dari tanaman Castillaelastica (family moraceae). Sekarang tanaman
tersebut kurang dimanfaatkan lagi getahnya karena tanaman karet telah dikenal secara
luas dan banyak dibudidayakan. Sebagai penghasil lateks tanaman karet dapat
dikatakan satu-satunya tanaman yang dikebunkan secara besar-besaran.
Tanaman karet merupakan pohon yang tumbuh tinggi dan berbatang cukup
besar Tinggi pohon dewasa mencapai 15-25 meter. Batang tanaman biasanya tumbuh
lurus dan memiliki percabangan yang tinggi diatas. Dibeberapa kebun karet ada
beberapa kecondongan arah tumbuh tanamanya agak miring kearah utara. Batang
tanaman ini mengandung getah yang dikenal dengan nama lateks. Daun karet terdiri
dari tangkai daun utama dan tangkai anak daun. Panjang tangkai daun utama 3-20cm.
Panjang tangkai anak daun sekitar 3-10cm dan pada ujungnya terdapat kelenjar.
Biasanya ada tiga anak daun yang terdapat pada sehelai daun karet. Anak daun
berbentuk eliptis, memanjang dengan ujung meruncing, tepinya rata dan gundul. Biji
6
Jadi, jumlah biji biasanya ada tiga kadang enam sesuai dengan jumlah ruang. Ukuran
bij besar dengan kulit keras. Warnaya coklat kehitaman dengan bercak-bercak
berpola yang khas. Sesuai dengan sifat dikotilnya, akar tanaman karet merupakan
akar tunggang. Akar ini mampu menopang batang tanaman yang tumbuh tinggi dan
besar. Lebih lengkapnya, struktur botani tanaman karet ialah tersusun sebagai berikut;
Divisi: Spermatophyta, Subdivus: Angiospermae, Kelas: Dicotyledonae, Ordo:
Euphorbiales, Famili: Euphorbiaceae, Genus: Hevea, Spesies: Hevea Brasiliensis
(Nazaruddin,1999).
2.1.1. Pengertian Karet
Karet adalah
(dikenal sebagai lateks) di getah beberapa jenis tumbuhan tetapi dapat juga
diproduksi secara sintetis. Sumber utama barang dagang dari lateks yang digunakan
7
membawa baju anti-air tersebut menyebabkan orang-orang terkejut sehingga ia
dibawa ke pengadilan atas tuduhan melakukan ilmu gaib.
Ketika karet dibawa ke
menghapus tanda pensil di atas kertas. Ini adalah awal penamaan "rubber" di Inggris.
(Surya.I.,2006).
2.1.2. Sifat-sifat Karet Alam
Karet alam mengandung seratus persen cis-1,4-poliisoprena, yang terdiri dari
rantai polimer lurus dan panjang dengan gugus isoprenik yang berulang, komposisi
lateks dipengaruhi oleh jenis klon tanaman, sistem deres, musim, dan kedaan
lingkungan kebun lateks pada saat keluar dari pembuluh lateks adalah dalam keadaan
steril, tetapi lateks mempunyai komposisi yang cocok dan baik sebagai media tumbuh
mikroorganisme, sehingga dengan cepat mikroba dari lingkungan akan mencemari
8
mikroba. Peralatan yang digunakan terutama yang berkontak langsung dengan
lateks harus bersih dan kering. Seperti : pisau deres, mangkok sadap, ember
tempat pengutipan, tangki pengumpulan hasil (TPH), tangki angkut, tangki
penerimaan dan sarana pengolahan di pabrik. Tangki yang terbuat dari plat besi, bagian dalamnya harus dilapisi dengan lilin.
2 . Membubuhkan bahan pengawet sedini mungkin
Bahan yang digunakan dalam pengawetan lateks adalah ammonia,karena dianggap terbaik dan termurah harganya. Pembubuhan amonia dapat dilakukan dengan dua
9 cara ,yaitu : pembubuhan bertahap larutan amonia 20% dibubuhkan oleh setiap
penderesan kedalaman lateks diember pengutipan dengan dosis 3-3,5 gram/liter
lateks. Kemudian setelah lateks terkumpul di TPH ditambah lagi gas amoniak
hingga dosis mencapai 6-7 gram /liter lateks.Pembubuhan sekaligus : amonia gas
atau larutan 20% dibubuhkan sekaligus hingga dosis 6-7 gram/liter. Pembubuhan
dilakukan setelah lateks terkumpul di TPH.Cara ini dapat dilakukan dengan syarat
setiap 5 jam setelah penyadapan.
3. Segera mengangkut lateks dari TPH ke pabrik
Pengangkutan lateks dari TPH ke pabrik harus dilakukan secepatnya,tanpa
penundaan waktu lama.Mikroba dapat menyesuaikan diri dalam lingkungan lateks
mengandung amoniak,sehingga semakin lama aktivitas mikroba dapat meningkat
untuk merusak lateks dan akibatnya mutunya menjadi turun.Diharapkan 9-10 jam
sejak penyadapan lateks kebun sudah tiba di pabrik pengolahan lateks pekat
(Omposunggu.M,1987).
Apabila lateks segar dipusingkan pada kecepatan 32.000 putaran permenit (rpm)
selama 1 jam,akan terbentuk 4 fraksi yaitu :
• Fraksi karet terdiri dari partikel-partikel karet yang berbentuk bulat dengan diameter 0,05-3 mikron.Partikel karet diselubungi oleh lapisan
pelindung yang terdiri dari protein dan lipida yang berfungsi sebagai
pemantap.
• Fraksi Frey Wessling yang terdiri dari partikel-partikel Frey Wessling yang ditemukan Frey Wessling. Fraksi ini berwarna kuning karena
10
• Fraksi serum, juga disebut fraksi C (Centrifuge serum) mengandung
sebagian besar komponen bukan karet yaitu air, karbohidrat, protein dan
ion-ion logam.
• Fraksi bawah, terdiri dari partikel-partikel koloid yang bersifat gelatin,
mengandung senyawa nitrogen dan ion-ion kalsium serta magnesium
(Omposunggu.M,1987)
2.2. Jenis-jenis Karet Alam
Ada beberapa macam karet alam yang dikenal, diantaranya merupakan bahan
olahan , ada yang setengah jadi, atau sudah jadi . Ada juga karet yang diolah kembali
berdasarkan bahan karet yang sudah jadi . Salah satu jenis karet alam yang dikenal
luas adalah lateks pekat .
2.2.1. Lateks Pekat
Lateks pekat merupakan bahan baku pembuatan benang karet. Lateks pekat
adalah jenis karet yang berbentuk cairan pekat, tidak berbentuk lembaran atau
padatan lainnya. Lateks pekat yang dijual di pasaran ada yang dibuat melalui
proses pemusingan. Biasanya lateks pekat banyak digunakan untuk
pembuatan bahan-bahan karet yang tipis dan bermutu tinggi.
Lateks pekat adalah salah satu jenis ekspor karet alam Indonesia yang
tergolong dalam harga paling tinggi dibanding jenis karet ekspor lainnya
seperti RSS (Ribbed Smoked ) dan TSR (Technically Specifid Rubber ).
Lateks pekat dibuat dari olahan lateks kebun (DRC 25-40%) dengan proses
pemekatan hingga kadar karet kering (DRC) menjadi lebih besar dari 60%.
11
Tujuan dari pemekatan lateks antara lain adalah:
1. Untuk memperoleh kadar karet kering (DRC) 60%
2. Untuk mengurangi kenaikan biaya produksi .
3. Untuk mengetahui jumlah air yang ditambahkan pada pengenceran lateks
sampai kadar yang diketahui .
4. Lateks yang pekat akan lebih seragam mutunya dan lebih sesuai untuk
pengolahan barang dari karet yaitu benang karet. Sebelum lateks kebun
diolah menjadi lateks pekat, terlebih dahulu dilakukan pemeriksaan
mutunya di laboraturium. Parameter mutu yang penting untuk
pemeriksaan adalah DRC, kadar NH3 dan bilangan VFA. Persyaratan
mutu lateks kebun setiba di pabrik untuk dapat diolah menjadi lateks pekat
adalah :
• Kadar karet kering (DRC) : Minimum 28%
• Kadar amonia (NH3) :minimum 3,5 g/l
• Bilangan VFA :minimum 0,05
(Dr.Tonel Barus,1995)
Ada empat cara yang digunakan untuk mendapatkan lateks pekat yaitu :
1. Cara pemusingan ( Centrifuging )
Proses pemekatan lateks kebun dipusingkan dengan menggunakan alat sentrifugasi pada kecepatan 5000-7000 rpm ( putaran permenit ) sehingga
menimbulkan sentrifugasi pertikel karet yang cukup besar sehingga lateks kebun terpisah menjadi 2 bagian yaitu kecepatan gerak partikel ke atas menjadi lebih besar yang di sebut lateks pekat dengan KKK 60% sedangkan serum tertinggal dibagian bawah disebut skim dengan KKKnya (4-10% ).
12
2. Pendadihan ( Creaming )
Cara pendadinan yaitu memekatkan lateks kebun dengan menggunakan bahan
pendidihan misalnya garam amonium algionat . Bahan pendidih dicampurkan
kedalam lateks kebun dan diaduk sampai rata kemudian dibiarkan sampai
beberapa
hari . Maka akan terpisah menjadi dua bagian yaitu bagian atas adalah lateks yang
disebut dengan lateks dadih dengan KKK antara ( 55-60 ) dan bagian bawah
logam elektroda yaitu positif dan negatif ke dalam lateks kebun yang ditempatkan
dalam suatu tabung . karena butir-butir karet bermuatan negatif , maka butir-butir
karet akan mengalir ke kutub positif dan mengumpal di sekelilingnya. Dengan
cara tersebut maka terpisahlah lateks kebun menjadi 2 bagian yaitu kutub positif
terdapat lateks pekat sedangkan kutub negatif adalah serumnya. Dari keempat cara
13
2.2.2. Sifat-sifat Lateks
Kandungan bukan karet lateks yang terdiri dari air dan senyawa-senyawa
protein, lipida, karbohidrat serta ion-ion anorganik mempengaruhi sifat karet.
Komponen senyawa-senyawa protein dan lipida selain berguna menyelubungi
partikel karet (kemantapan lateks) juga berfungsi sebagai antioksidan alamiah dan
bahan bahan percepat (Accelerator) dalam proses pembuatan barang jadi karet. Oleh
karena itu, dalam penanganan baku oleh (lateks kebun atau koagulum) dan
pengolahan karet ekspor (lateks pekat, RSS atau SIR) komponen non karet protein.
2.2.3. Pengolahan Lateks Pekat
Prinsip pembuatan lateks pekat berdasarkan pada perbedaan berat jenis
antara partikel karet dengan serum. Serum mempunyai berat jenis lebih besar
daripada partikel karet, berat jenis serum yaitu 1,024 sedangkan partikel karet hanya
0,904. Akibatnya, partikel karet akan naik ke permukaan dan serum akan terkumpul
di lapisan bawah dalam proses pembuatan lateks pekat.
Ada 2 macam lateks pekat yang biasa dijual di pasaran. Yang pertama adalah
creamed lateks atau di Indonesia dikenal dengan nama lateks dadih. Sedangkan yang
ke 2 adalah centrifuged lateks atau disebut lateks pusingan.
Bila menginginkan lateks pekat yang dibuat bermutu tinggi, maka syaratnya
harus menggunakan bahan baku lateks yang masih segar dan baik. Pengawasan mulai
dari penyadapan sampai pengumpulan di kebun dan di lanjutkan dengan pengiriman
14
Zat antikoagulan ditambahkan pada mangkuk penyadapan dan tempat
pengumpulan lateks di kebun. Hal ini penting sekali untuk mempertahankan
kesegaran lateks yang akan dibuat lateks pekat. Bila terjadi prokoagulasi pada lateks,
maka bahan ini sudah tidak baik untuk diolah menjadi lateks pekat.
Untuk maksud ini dapat digunakan ammonia. Penambahan gas ammonia
memungkinkan lateks pekat tahan di simpan dalam waktu yang cukup lama.
Pengangkutan lateks di pabrik biasanya dilakukan dengan tekanan udara yang lebih
rendah dari normal.
2.2.4. Parameter Lateks Pekat
Beberapa parameter lateks pekat, yaitu :
• TSC (Total Solid Content) yaitu pemeriksaan kadar kepekatan bahan dengan
pemanasan.
• Amoniak (NH3).
• MST (Mechanical Stability Time) yaitu waktu yang diperlukan untuk
terjadinya koagulasi sewaktu dipusingkan dengan kecepatan 14000 rpm.
• KOH Number yaitu bilangan KOH ekuivalen dengan asam radikal yang
bergabung dengan amoniak dalam 100 g lateks pekat
• VFA Number atau (Volatile Fatty acid) yaitu jumlah gram KOH yang
dibutuhkan untuk menetralkan asam lemak yang menguap :
• DRC (Dry rubber Content) yaitu kadar karet kering.
15
2.2.5. Faktor-faktor yang mempengaruhi kualitas lateks.
Lateks sebagai bahan baku berbagai hasil karet, harus memiliki kualitas yang
baik. Ada beberapa faktor yang mempengaruhi kualitas lateks, diantaranya adalah :
1) Faktor di kebun (jenis klon, system sadap, kebersihan pohon, dan lain-lain).
2) Iklim (musim hujan mendorong terjadinya prokoagulasi, musim kemarau
kedaan
lteks tidak stabil).
3) Alat-alat yang digunakan dalm pengumpulan dan pengangkutan (yang terbuat
dari aluminium atau baja tahan karat).
Kestabilan koloid lateks dapat dipengaruhi oleh berbagai faktor antara lain :
a. Pengaruh pH
Perubahan pH dapat terjadi dengan penambahan asam atau basa dan karena
penambahan elektrolit. Bila pH diturunkan terlalu rendah dan dengan cepat
lateks akan tetap cair (stabil) karena lapisan pelindung seluruhnya bermuatan
positif. Demikian juga pada pH 5,5 lateks akan stabil karena protein
16
b. Pengaruh jasad renik
Setelah lateks keluar dari pohon, lateks itu akan segera tercemar oleh jasad
renik yang berasal dari udara atau dari peralatan-peralatan yang digunakan.
Jasad renik tersebut mula-mula akan menyerang karbohidrat terutama gula
yang terdapat dalam serum dan menghasilkan asam-asam lemah yang mudah
menguap.
c. Pengaruh mekanis
Jika lateks sering tergoncang akan dapat mengganggu gerakan Brown dan
sistem koloid lateks, sehingga partikel mungkin akan bertubrukan satu sama
lain. Tubrukan-tubrukan tersebut dapat menyebabkan terpecahnya lapisan
pelindung dan akan mengakibatkan penggumpalan (Tampubolon.M.,1986).
2.3. Manfaat Karet 2.3.1. Manfaat Karet Alam
Karet alam banyak digunakan dalam industri-industri barang. Umumnya
alat-alat yang dibuat dari karet alam sangat berguna bagi kehidupan sehari-hari seperti
benang karet maupun dalam usaha industri seperti mesin-mesin penggerak, untuk
membuat perlengkapan seperti sekat atau tahanan alat-alat penghubung dan penahan
getaran, misalnya shockabsorbers.
17
Sebagai pencegah lecet atau rusaknya kulit dan kuku ternak karena lantai
semen yang keras, maka alas lantai dibuat dari karet dan sekarang banyak digunakan
dipeternakan-peternakan besar.
2.3.2. Manfaat Karet Sintetis
Karena memiliki beberapa kelebihan yang tidak dimiliki oleh karet alam,
maka dalam pembuatan beberapa jenis barang banyak digunakan barang baku karet
sintetis.
Karet memiliki pengaruh besar terhadap bidang transportasi, komunikasi, industri,
pendidikan, kesehatan, hiburan, dan banyak bidang kehidupan lain yang vital bagi
kehidupan manusia. Manfaat secara tidak langsung pun banyak yang dapat diperoleh
dari barang yang dibuat dari bahan karet (Tim Penulis.PS.,1999).
2.3.3. Kegunaan Lain Tanaman Karet
Selain dapat diambil lateksnya untuk bahan baku pembuatan aneka barang
keperluan manusia, sebenarnya karet masih memilliki manfaat lain. Manfaat ini
walaupun sekedar sampingan, tetapi memberi keuntungan yang tidak sedikit bagi
para pemilik perkebunan karet.
Hasil sampingan lain tanaman karet yang memberikan keuntungan adalah
kayu atau batang pohon karet. Biasanya tanaman karet yang tua perlu diremajakan
dan diganti dengan tanaman muda yang masih segar dan berasal dari klon yang lebih
produktif . Tanaman tua yang ditebang dapat dimanfaatkan batangnya atau diambil
18
Masa produktif tanaman karet biasanya berkurang sesudah umur 25 tahun.
Pada masa inilah karet bisa ditebang dan diremajakan. Karena banyaknya tanaman
karet yang sudah cukup umur di Indonesia, maka jumlah kayu karet yang diperoleh
tidak sedikit.
Selain itu, tanaman kedelai yang tumbuh dapat mendukung pertumbuhan
tanaman karet dan usaha peternakan domba di areal perkebunan karet ini sangat
menguntungkan pemilik perkebunan atau petani karet rakyat.
2.4. Swelling Indeks
Swelling indeks merupakan nilai yang menunjukkan perbandingan antara
diameter pengembangan dengan diameter awal. Swelling indeks juga bisa dikatakan
sebagai angka pemasakan Compound. Adapun swelling test dari Compound
dilakukan pada titik akhir maturasi (pemasakan) karena lateks yang telah mengalami
vulkanisasi akan mempunyai sifat yang tidak larut dalam suatu cairan organik, tetapi
lateks akan mengalami pengembangan.
Sebelum dilakukan proses pengolahan compound lebih lanjut perlu dilakukan
pengujian sifat dari lateks compound tersebut untuk memastikan keadaannya
sehingga tidak terjadi gangguan pada proses produksi.
Didalam active compound tank (ATC) berlangsung proses maturasi, lamanya waktu maturasi tergantung dari banyaknya jumlah lateks yang akan diolah, tetapi biasanya standart waktu yang menjadi acuan maturasi compound adalah ± 320C. Swelling test dilakukan sebanyak empat kali. Pengujian pertama dilakukan setelah maturasi compound berlangsung selama 2 jam. Demikianlah seterusnya sebanyak empat
19
kali dan range waktu setiap pengujian adalah 2 jam. Adapun tujuan dilakukan
swelling test sebanyak empat kali adalah untuk mengontrol jalannya proses maturasi
dan mengetahui apakah swelling indeks sesuai dengan standart yang di tentukan
selama
proses maturasi berlangsung di active compound sehingga dapat diatasi bila swelling
indeks berada dibawah atau diatas standart, sehingga tidak mempengaruhi mutu
produksi benang karet (PT.IKN Medan).
2.13. Tegangan Putus (Resistant At Break)
Pada benang karet tegangan putus dikenal dengan istilah Resistant At
Break.Tegangan putus adalah salah satu yang sangat penting diperhatikan dalam
pengujian hasil produksi benang karet yang telah siap sesuai dengan order. Pada
tahun 1678 seorang ilmuan Inggris yang bernama Robert Hooke dalam percobaannya
menyatakan bahwa apabila benda-benda yang akan diuji tegangan putusnya, pada
pengujian tegangan putus ini diberikan beban yang berlebih, maka benang karet itu
akan terputus.
Tegangan putus pada suatu penampung tertentu, disebabkan oleh besar benda
20
Dengan melakukan percobaan langsung terhadap batang prismatis (batang
dengan bentuk-bentuk) dan bermacam-macam bahan disimpulkan bahwa dalam batas
tertentu, perpanjangan batang itu sebanding dengan gaya tariknya. Hubungan linier
antara tegangan dan regangan disebut hukum Hooke.
Alat yang digunakan untuk mengetahui tegangan putus adalah dynamometer.
Tegangan putus adalah perbandingan hasil pembacaan titik putus pada grafik dengan
total section dan dapat dirumuskan sebagai berikut :
Tegangan putus = hasil pembacaan skala titik putus Total section
Hasil pembacaan skala titik putus (g)
Total section (mm2)
Pembacaan skala titik putus dibaca tiap skala adalah 3200 g, total section dapat
dihitung dengan rumus :
Total section = 2 X section X jumlah loops
Dimana section adalah pemotongan benang karet yang sangat kecil dalam
BAB III
METODOLOGI PERCOBAAN
3.1. Alat
- Plat Stainless Steel
- Kipas Angin Sanyo
- Beaker Glass 600 ml pyrex
- Jam Alarm fox
- Gunting
- Kertas dan Karton
- Alat Pelobang Berdiameter 38 mm
- Kertas Grafik
- Wadah transparan
- Stoples plastik ukuran 2 Liter
3.2. Bahan
- Kalsium Nitrat dalam Isopropil Alkohol 5%
- Sampel ± 500 ml ( compound aktif )
- Metanol
- Talkum Powder
- Sikloheksan
3.3. Prosedur
1. Plate Stainless Steel dicelupkan kedalam larutan kalsium nitrat dalam isopropil
alkohol 5%, keringkan dengan menggunakan kipas angin 2-3 menit
2. Sampel diambil sebanyak ± 500 ml,lalu dimasukkan kedalam beaker glass 600
ml
3. Separoh plate stainless steel yang sudah kering tersebut dicelupkan kedalam
sampel Compound dan keringkan selama 3-5 menit
4. Plate stainless steel dicelupkan kembali kedalam kalsium nitrat dalam isopropil 5%
dingkat dan dilanjutkan terus pencelupan kedalam metanol dan dikeringkan
selama 30 menit, dihidupkan jam alarm
5. Pinggiran plat digunting dan dikeluarkan lembaran compound yang telah
kering
sambil diolesi talkum powder, kemudian lembaran compound dilapisi dengan
Kertas dan karton, selanjutnya dicetak dengan alat pelobang berdiameter 38
mm
6. Sampel tersebut direndam kedalam sikloheksan selama 25 menit perendaman
dilakukan pembacaan hasil diatas kertas grafik (mm)
7. Pembacaan Hasil
Swelling Indeks : Pembacaan pada kertas mm setelah swelling
BAB IV
DATA DAN HASIL PEMBAHASAN
4.1. Data
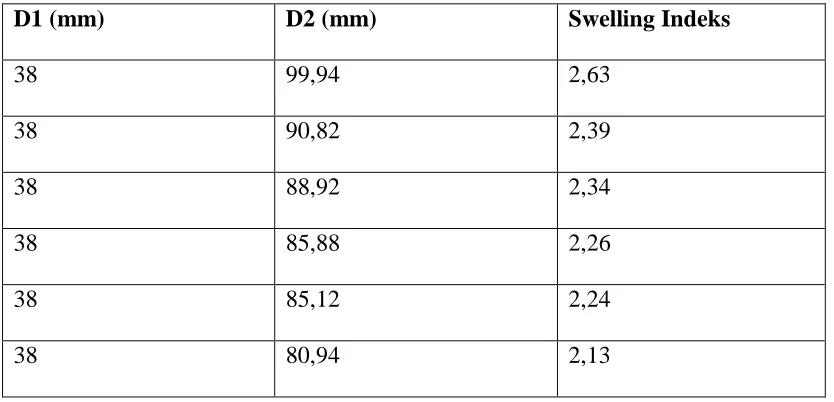
Swelling indeks diperoleh dari perhitungan diameter sampel setelah pengembangan,
dibagi dengan diameter awal sampel. Dimana hasil swelling indeks yang diperoleh
dapat mempengaruhi tegangan putus pada benang karet.
Tabel 4.1. Hasil Pengamatan Analisis Tes Swelling
D1 (mm) D2 (mm) Swelling Indeks
38 99,94 2,63
38 90,82 2,39
38 88,92 2,34
38 85,88 2,26
38 85,12 2,24
38 80,94 2,13
Keterangan
D1 : diameter awal sampel sebelum mengembang
D2 : diameter sampel setelah mengembang (mm)
24
Bahan-bahan tersebut berfungsi sebagai bahan pembeku, vulkanisasi, pencepat reaksi,
penggiat, antioksidan, antiozon, pengisi, pelunak dan pewarna.
Untuk menentukan bilangan swelling indeks compound yang perlu
diperhatikan adalah compound. Compound merupakan campuran lateks pekat dengan
bahan-bahan kimia. Adapun penambahan bahan kimia pada Compound dilakukan
pada 2 unit yaitu : unit inactive tank dan unit active tank.
25
Pada inactive tank ditambahkan bahan kimia yang bersifat inactive seperti
KOH yang berfungsi sebagai stabilisator atau bahan penstabil, yang ditambahkan
kedalam lateks agar tetap stabil dengan penambahan bahan kimia lain. Sulfur yang
berfungsi sebagai vulkanisator yaitu suatu proses reaksi partikel karet dengan sulfur
yang berlangsung dengan adanya panas, activator, dan katalisator. Dimana, 2 atau
lebih partikel karet bergabung yang dijembatani oleh ikatan rangkap sulfur.Tujuannya
agar sifat barang jadi dari karet yang akan dihasilkan menjadi kuat dan teguh serta
tidak mudah teroksidasi. Titanium dioksida (TiO2) berfungsi sebagai pengisi yang
mampu menambah kekerasan, ketahanan sobek, ketahanan kikisan, serta tegangan
putus yang tinggi pada karet yang dihasilkan.
Sedangkan pada active tank ditambahkan bahan kimia yang bersifat aktif
untuk mempercepat pembuatan compound. Pada tahap ini berlangsung maturasi
(pematangan) compound selama 4-8 jam dengan temperatur ± 32ºC, untuk
mengetahui pematangan compound dilakukan pemeriksaan bilangan swelling indeks.
Swelling indeks merupakan nilai yang menunjukkan perbandingan antara
diameter pengembangan dan diameter awal. Atau sebagai angka pemasakan
compound, lateks yang telah mengalami vulkanisasi akan mempunyai sifat tidak larut
dalam suatu cairan organik, tetapi hanya mengembang. Pengembangan menunjukkan
bahwa adanya peristiwa pemasakan lateks compound yang memberi kesempatan
kepada molekul karet untuk bersatu. Sebelum diproses sangatlah penting untuk
menguji sifat dari lateks compound tersebut, guna memastikan keadaannya, sehingga
26
Setelah mencapai swelling indeks yang ditentukan, maka proses pembuatan
benang karet dilanjutkan ke unit berikutnya, sampai dihasilkan benang karet yang
diinginkan. Adapun tujuan dilakukan penentuan bilangan swelling indeks disini
adalah, untuk mengontrol jalannya proses maturasi dan untuk mengetahui apakah
bilangan swelling indeks sesuai dengan standar yang ditentukan selama proses
maturasi berlangsung di active compound, sehingga dapat diatasi bila bilangan
swelling indeks atau dibawah standar. Sehingga tidak mempengaruhi mutu produksi
benang karet.
Swelling indeks sangat berhubungan dengan elastisitas dari benang karet.
Semakin rendah nilai swellingnya maka benang karet akan semakin rapuh. Dengan
demikian diketahui nilai swelling indeks telah sesuai standar perusahaan yaitu sebesar
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Bilangan swelling indeks yang diperoleh dari hasil pengamatan adalah 2,1 – 2,63.
Dalam hal ini, bilangan swelling indeks compound telah sesuai dengan standar pabrik
yaitu : 2,34 – 2,63
5.2. Saran
Sebaiknya bahan kimia yang digunakan untuk emeriksaan bilangan swelling indeks
compound dalam keadaan bersih, tidak rusak dan tidak tercampur dengan bahan
kimia lain, untuk lebih meningkatkan mutu benang karet yng sesuai dengan
DAFTAR PUSTAKA
Barus,T.,1995.Prosiding Seminar Ilmliah.Medan:Penerbit Intan Dirja Lela
De Boer,G.,1997.Pengetahuan Praktis Tentang Karet.Bogor Iniro.Indonesia.
Nazaruddin.,1999.Karet.Jakarta:Penerbit Penebar Swadaya.
Omposunggu,M.,1987.Pengolahan Lateks Pekat Havea.medan:Balai Penelitian
Perkebunan Sungai Putih.
Omposunggu,M.,1987.Pengetahuan Mengenai Lateks Havea.Medan:Balai Penelitian
Perkebunan Sungai Putih.
PT.Industri Karet Nusantara Tanjung Morawa Medan.
Setyamidjaja.D.,1993.Karet:Budidaya dan pengolahan.Yogyakarta:Penerbit Kansius
Surya,I.,2006.Buku Ajar Teknologi Karet.Medan:Penerbit USU Press.
Tampubolon,M.,1986.Komposisi dan Sifat Lateks.Medan:Balai Penelitian dan
Pengembangan Perkebunan.
TimPenulis.PS.,1993.Karet:BudiDayadanPengolahan,StrategiPemasaran.Jakarta:Pene
LAMPIRAN
30
Lampiran 1. Hasil Perhitungan Bilangan Swelling Indeks dan Tegangan Putus
Swelling Indeks Tegangan Putus
2,63 2467
2,39 2516
2,34 2535
2,26 2594
2,24 2642