Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses
BENANG KARET COUNT 37 NS 40 PT. INDUSTRI KARET
NUSANTARA MEDAN
KARYA ILMIAH
MILA AMELIA
052409058
PROGRAM STUDI DIPLOMA – 3 KIMIA INDUSTRI
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses Benang Karet Count 37 Ns 40 Pt.Industri Karet Nusantara Medan, 2008.
PENGARUH SWELLING INDEKS COMPOUND TERHADAP TEGANGAN TARIK (GREEN MODULUS 300%) PADA PROSES BENANG KARET
COUNT 37 NS 40 PT. INDUSTRI KARET NUSANTARA MEDAN
KARYA ILMIAH
Diajukan untuk Melengkapi Tugas dan Memenuhi Syarat Memperoleh Ahli Madya
MILA AMELIA 052409058
PROGRAM STUDI DIPLOMA – 3 KIMIA INDUSTRI DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses PERSETUJUAN
Judul : PENGARUH SWELLING INDEKS COMPOUND
TERHADAP TEGANGAN TARIK (GREEN MODULUS 300%) PADA PROSES BENANG KARET COUNT 37 NS 40 PT. INDUSTRI KARET NUSANTARA MEDAN
Kategori : KARYA ILMIAH Nama : MILA AMELIA Nomor Induk Mahaiswa : 052409058
Program Studi : DIPLOMA 3 (D-3) KIMIA INDUSTRI Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Disetujui di
Medan, Juni 2008
Diketahui
Program Studi D-3 Kimia Industri FMIPA USU
Ketua, Pembimbing,
Dr.Harry Agusnar, M.Sc.,M.Phil Prof. DR. Zul Alfian, MSc. NIP : 131 273 466 NIP : 131 273 465
Diketahui
Departemen Kimia FMIPA USU Ketua,
Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses Benang Karet Count 37 Ns 40 Pt.Industri Karet Nusantara Medan, 2008.
PENGARUH SWELLING INDEKS COMPOUND TERHADAP
TEGANGAN TARIK (GREEN MODULUS 300%) PADA PROSES BENANG KARET COUNT 37 NS 40 PT. INDUSTRI KARET NUSANTARA MEDAN
KARYA ILMIAH
Saya mengakui bahwa Karya Ilmiah ini adalah hasil kerja sendiri kecuali, beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juni 2008
PENGHARGAAN
Puji dan syukur kepada Allah SWT atas segala limpahan dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan karya ilmiah ini yang berjudul “ Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses Benang Karet Count 37 NS 40 PT. Industri Karet Nusantara Medan.”
Penulisan karya ilmiah ini merupakan hasil dari pelaksanaan dari PKL di Pabrik Benang Karet PT. Industri Karet Nusantara Medan dan merupakan salah satu syarat untuk menyelesaikan program Diploma – 3 Kimia Industri FMIPA USU.
Dalam penulisan karya ilmiah ini penulis banyak mengalami beberapa kesulitan, tetapi berkat do’a, bantuan, dan dorongan dari beberapa pihak, akhirnya penulisan karya ilmiah ini dapat terselesaikan dengan baik, untuk itu dalam kesempatan ini penulis mengucapkan terima kasih yang tulus kepada :
1. Kedua orangtua, Ayahanda Suherman dan Ibunda tercinta Aswita yang telah memberikan bantuan, kasih sayang dan dorongan baik moril maupun material serta do’a yang tulus. Buat Kak Renny, Adikku Winda dan Fauzi seluruh keluarga besar yang selama ini telah memberikan bantuan dan motivasi kepada penulis dalam menyelesaikan karya ilmiah ini.
2. Bapak Prof. Dr. Zul Alfian, MSc, selaku Dosen Pembimbing dalam penyelesaian karya ilmiah ini yang telah menyumbangkan pikiran, tenaga, dan waktunya untuk menyempurnakan karya ilmiah ini.
3. Bapak Dr. Eddy Marlianto, M.Sc selaku Dekan FMIPA USU.
4. Bapak Erwin Lubis selaku pembimbing PKL yang telah dengan tulus memberikan pengarahan kepada kami di lapangan.
5. Ibu Dr. Rumondang Bulan, MS selaku Ketua Departemen Kimia FMIPA
Universitas Sumatera Utara
6. Staf dan dosen pengajar Kimia Industri FMIPA USU
7. Seluruh staf dan karyawan, khususnya buat Omku Zulkarnain Siregar yang telah membantu penulis dalam pelaksanaan PKL di Pabrik Benang Karet PT. Industri Karet Nusantara Medan
8. Teman-teman Mahasiswa/i Kimia Industri Angkatan 2005 khususnya teman-teman terbaikku Anggia, Runi, Fitri, Nora, Yusmiati, Yeni dan Vivi yang telah banyak memberikan bantuan dan motivasi kepada penulis
Mengingat keterbatasan kemampuan dan waktu yang ada, penulis menyadari bahwa karya ilmiah ini masih jauh dari kesempurnaan, baik dalam metode maupun penyajian tata bahasanya.
ABSTRAK
THE EFFECT OF SWELLING INDEX COMPOUND TO GREEN MODULUS 300% IN COUNT 37 NS 40
THE PROCESS OF RUBBER THREAD IN PT. INDUSTRI KARET NUSANTARA MEDAN
ABSTRACT
DAFTAR ISI
BAB 5 KESIMPULAN DAN SARAN 36
5.1. Kesimpulan 36
5.2. Saran 36
DAFTAR PUSTAKA 37
DAFTAR TABEL
Halaman
Tabel 1. Persyaratan Mutu Lateks Pekat Pusingan 11
ASTM D. 1976-1980 dan ISO 2004
Tabel 2. Parameter Sifat-sifat Fisik benang 22
Karet di Laboratorium Kimia
Tabel 1. Tes Swelling yang Diperoleh dari Analisa 28
Di Laboratorium Kimia
Tabel 2. Tes Green Modulus 300% yang diperoleh dari Analisa 30 Di Laboratorium Fisika
Tabel 3. Data Hasil Analisa Swelling dan Green Modulus 300% 31
Tabel 4. Nilai-nilai yang Diperoleh untuk Menghitung Regresi Linier 33
Tabel 5. Hasil Perhitungan Untuk Menghasilkan 35
Green Modulus 300%
DAFTAR GAMBAR
Halaman
Gambar 2.2. Fraksi Lateks Hevea Setelah di Sentrifuge 6
Gambar 1. Hubungan Suhu Pemeraman dengan Swelling 38
Gambar 2. Hubungan Suhu Pemeraman dengan 39
DAFTAR LAMPIRAN
Halaman
Tabel 1. Spesifikasi Lateks Pusingan 40
Tabel 2. Spesifikasi Lateks Kompon 41
BAB I
PENDAHULUAN
1.1. Latar Belakang
Karet alam merupakan salah satu komoditi pertanian yang penting, baik untuk lingkup
internasional dan teristimewa bagi Indonesia. Di Indonesia karet merupakan salah satu
hasil pertanian terkemuka karena banyak menunjang perekonomian negara yang
berasal dari devisa yang cukup besar. Tanaman karet mempunyai nama latin yaitu
Havea Brasiliensis yang berasal dari negera Brazil.
Lateks merupakan bahan baku untuk pembuatan benang karet. Dimana benang
karet merupakan karet yang berbentuk benang, lentur jika ditarik dan memiliki
ketahanan yang tinggi. Benang karet ini nantinya akan digunakan sebagai bahan baku
dalam industri tekstil yang menghasilkan produk-produk seperti pakaian olah raga,
pakaian dalam, rok, dan lain-lain.
Salah satu pabrik industri karet di Indonesia adalah PT. Industri Karet
Nusantara Medan yang merupakan perusahaan yang bergerak dalam industri benang
karet. Dimana perusahaan ini menggunakan bahan baku lateks pekat dengan kadar
karet kering 60%, yaitu lateks kebun yang dipekatkan dengan cara pemusingan atau
biasa disebut centrifused lateks dengan kandungan ammonia jenis “Medium
Ammonia” 0,18% - 0,75%.
Untuk mendapatkan kualitas produk yang bermutu tinggi, maka setiap
yang dihasilkan. Misalnya, harus menggunakan bahan baku lateks yang masih segar
dan baik.
Pengawasan juga penting mulai dari penyadapan sampai pengumpulan di
kebun dilanjutkan dengan proses pengiriman lateks segera ketempat pengolahan
mutlak dibutuhkan.
Lateks pekat diolah menjadi benang karet dimulai dari proses pengolahan karet
dengan fasa cair. Dikatakan fasa cair karena lateks pekat dan bahan kimia
dicampurkan dalam air bebas mineral. Bahan kimia yang ditambahkan harus terlebih
dahulu diolah menjadi dispersi, emulsi, solution, sebelum dicampur dengan bahan
baku lateks.
Hasil dari campuran lateks pekat dan bahan kimia ini disebut dengan
compound. Setelah lateks pekat dan bahan kimia dihomogenkan dalam suatu
compound lalu dialirkan melalui pipa kapiler kedalam larutan penggumpal (asam
asetat), lalu dicuci, dikeringkan, dan di vulkaniasasi sehingga akan diperoleh benang
karet.
Salah satu standar mutu compound pada tiap tahapan, proses pengolahan
benang karet adalah swelling indeks. Untuk mengetahui tingkat kematangan suatu
compound dapat dilakukan dengan pengukuran nilai swelling indeks. Dimana nilai
swelling indeks ini merupakan parameter fisik benang karet yang akan dihasilkan dari
lateks pekat yaitu tegangan tarik (green modulus 300%).
Perubahan yang terjadi pada ukuran masak compound mempengaruhi tegangan
tarik 300%. Apabila ukuran masak compound terlalu tinggi atau rendah, maka mutu
benang karet juga tidak baik terhadap produk akhirnya yaitu benang karet menjadi
Indeks swelling pada tiap benang karet berbeda-beda tergantung jenis Count
dan Number of Set (NS). Count adalah jumlah benang karet yang terdapat di dalam
satu inci (25,41 cm) dengan diameter yang sama. Number of Set (NS) yaitu jumlah
benang karet yang terdapat dalam satu pita (ribbon).
Melihat adanya hubungan antara swelling indeks compound dengan green
modulus 300% agar dihasilkan produk akhir myang bermutu, maka penulis sangat
tertarik untuk memilih judul karya ilmiah “PENGARUH SWELLING INDEKS
COMPOUND TERHADAP TEGANGAN TARIK (GREEN MODULUS 300%)
PADA PROSES BENANG KARET COUNT 37 NS 40 PT. INDUSTRI KARET
NUSANTARA MEDAN ”.
1.2. Permasalahan
Dalam menentukan kualitas benang karet, banyak parameter-parameter yang
harus dipenuhi guna meningkatkan kualitas benang karet tersebut. Salah satu
parameter yang harus dipenuhi adalah nilai swelling indeks yang memenuhi standar
pabrik benang karet PT. Industri Karet Nusantara Medan adalah : 1,85 – 2,13. Apabila
swelling indeks tinggi maka tegangan tarik yang dihasilkan semakin rendah sehingga
benang karet yang dihasilkan akan mudah kendur, begitu sebaliknya. Semakin rendah
swelling indeks maka tegangan tarik semakin tinggi dan benang karet yamg dihasilkan
1.3. Batasan Masalah
Dalam hal ini penulis membatasi penulisan karya ilmiah hanya pada penentuan
swelling indeks dan pengaruhnya terhadap tegangan tarik 300% pada benang
count 37 NS 40.
1.4. Tujuan
1. Untuk mengetahui swelling indeks terhadap tegangan tarik 300% pada benang
karet count 37 NS 40.
2. Untuk mengetahui swelling indeks yang sesuai dengan tegangan tarik 300%
yang memenuhi standar.
1.5. Manfaat
1. Untuk memberikan pengetahuan kepada penulis bagaimana hubungan antara
swelling indeks dan green modulus 300%.
2. Untuk memberikan pengetahuan kepada penulis mengenai berapa swelling
indeks yang sesuai dengan green modulus 300% yang memenuhi standar pada
BAB 2
TINJAUAN PUSTAKA
2.1. Karet
Karet sudah lama sekali digunakan orang. Penggunaannya meningkat sejak Goodyear
pertama kali memvulkanisasinya pada tahun 1839 dengan cara memanaskan
campuran karet dan belerang. Industri yang berbahan baku karet alain (kemudian karet
sintetis) banyak didirikan pada awal perkembangan industri kendaraan bermotor.
Rumus empiris karet alam ialah C10H16, dan ia adalah polimer tinggi yang lurus dari
metil buta-1,3-diena (isoprena),
CH3
(CH2 – C = CH – CH2)n
Karet alam, jika dipanasi, menjadi lunak dan lekat, dan kemudian dapat
mengalir. Karet alam larut sedikit demi sedikit larut dalam benzena. Akan tetapi,
bilamana karet alam divulkanisasi, yakni dipanasi bersama sedikit belerang (sekitar
20%), ia menjadi bersambung-silangan dan terjadi perubahan yang luar biasa pada
sifatnya, Karet yang divulkanisasi bersifat “regas” ketika diregang, yakni makin
melunak karena rantainya pecah-pecah dan kusut. Namun, karet tervulkanisasi jauh
lebih tahan regang. Kelarutannya berkurang dengan makin banyaknya
pelarut. Jika karet divulkanisasi dengan jumlah belerang yang lebih berar (sekitar
30%), dihasilkan bahan yang sangat keras dan tahan secara kimia yang dikenal
sebagai ebonit atau karet keras. Ebonit dipakai untuk kotak aki mobil.
(M..A Cowd, 1991)
2.2. Sifat Kimia Karet
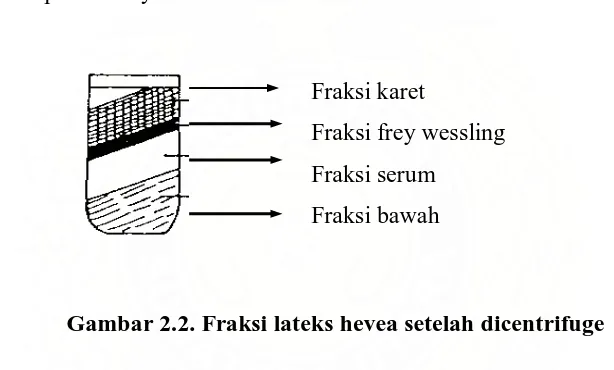
Hasil utama tanaman karet (Hevea Brasiliensis) adalah lateks. Apabila lateks hevea
segar dicentrifuge pada kecepatan 32000 putaran permenit (rpm) selama 1 jam, akan
terbentuk empat fraksi yaitu :
Gambar 2.2. Fraksi lateks hevea setelah dicentrifuge
1. Fraksi karet terdiri dari partikel-partikel karet yang berbentuk bulat dengan
diameter 0,05-3 mikron. Partikel karet diselubungi oleh lapisan pelindung
yang terdiri dari protein dan lipida dan berfungsi sebagai pemantap
2. Fraksi Fey Wessling yang terdiri dari partikel-partikel Frey Wessling yang
ditemukan FREY WESSLING. Fraksi ini berwarna kuning karena
mengandung karotenida
3. Fraksi serum, juga disebut fraksi C (centrifuge serum) mengandung
sebahagian besar komponen bukan karet yaitu air, karbohidrat, protein dan
ion-ion logam.
Fraksi karet
Fraksi frey wessling
Fraksi serum
4. Fraksi bawah, terdiri dari partikel-partikel lutoid yang bersifat gelatin,
mengandung senyawa nitrogen dan ion-ion kalsium serta magnesium.
(M. Ompusunggu, 1987)
2.3. Bahan Baku Karet
Bahan baku karet yang dihasilkan dari perkebunan karet adalah lateks kebun dan
serum. Serum merupakan komponen bukan karet (non-rubber). Lateks kebun yang
dapat diolah untuk pembuatan lateks pekat.
Komposisi kimia lateks segar terdiri dari :
1. Karet (poliisopren) : 25,0 – 40,0%
2. Protein dan senyawa nitrogen : 1,0 – 1,5%
3. Karbohidrat : 1,0 – 2,0%
4. Lipid dan terpen : 1,0 – 1,5%
5. Senyawa anorganik : 0,1 – 0,5%
6. Air : 60 – 75%
7. pH : 6,8 – 7,0%
Komposisi kimia lateks dipengaruhi jenis klon tanaman, umur tanaman, sistem deres,
musim dan keadaan lingkungan kebun.
Komposisi kimia lateks sangat cocok dan baik sebagai media tumbuh berbagai
mikroorganisme, sehingga setelah penyadapan dan kontak langsung dengan udara
terbuka lateks akan segera dicemari oleh berbagai mikroba dan kotoran lain yang
berasal dari udara, peralatan, air hujan dan lain-lain. Mikroba akan menguraikan
pendek, sehingga dapat terjadi penurunan pH. Bila penurunan pH mencapai 4,5 - 5,5
(pH isoelektrik partikel karet) maka akan terjadi proses koagulasi.
Prinsip penanganan bahan baku lateks dalam kaitan agar mutunya terjaga
sebaik mungkin dapat dilakukan :
1. Menjaga Kebersihan Areal Kebun dan Peralatan yang Digunakan
Areal kebun yang menghasilkan harus bersih dari semak belukar, lalang dan
gulma lainnya sehingga kelembaban lingkungan areal kebun tidak cocok untuk
pertumbuhan mikroba. Peralatan yang digunakan, terutama yang kontak langsung
dengan lateks harus bersih dan kering seperti pisau deres, talang deres, mangkok
sadap, ember tempat pengutipan tangki penerimaan dan sarana pengolahan dipabrik.
Tangki yang terbuat dari plat besi, bagian dalamnya yang kontak langsung dengan
lateks harus dilapisi dengan lilin. Besi merupakan katalisator yang baik untuk oksidasi
molekul karet, sehingga bila lateks kontak langsung dengan besi, mutu lateksnya akan
cepat menurun dan warnanya dapat berubah menjadi kelabu atau gelap.
2. Pemberian Bahan Pengawet Dengan Jenis dan Dosis yang Tepat
Penggunaan jenis dan dosis bahan kimia sebagai pengawet bahan baku lateks,
tergantung jenis, mutu karet yang akan dihasilkan. Pemberian bahan pengawet kimia
pada bahan baku lateks kebun harus diusahakan sedini mungkin, terutama dalam
keadaan cuaca mendung dan musim hujan. Pada keadaan cuaca normal, pemberian
pengawet kimia pada bahan baku lateks kebun harus diusahakan paling lambat 5 jam
setelah penyadapan. Pemberian dilakukan setelah lateks terkumpul di tempat
Prinsip penanganan bahan baku koagulum (lum, mangkok dan skrep) adalah
menjaga agar tidak terkontaminasi oleh bahan-bahan pengotor seperti tanah, daun
ranting kayu, pasir, batu dan lain-lain.
Sebelum lateks dapat dipergunakan menjadi benang karet atau barang jadi
lainnya, lateks terlebih dahulu dipekatkan dan disebut lateks pekat untuk mendapatkan
lateks pekat ada 4 (empat) metode yang digunakan yaitu:
a. Pemusingan (Centrifuging)
Dengan menggunakan alat pemusing, lateks kebun dipusingkan dengan
kecepatan kira - kira 6000 - 7000 putaran tiap menit. Karena daya sentrifugal, lateks
dipisahkan menjadi dua bagian, lateks pekat dan serum. Keuntungan cara ini adalah
lateks pekat yang diperoleh mengandung sedikit zat padat yang ada dalam serum dan
juga kadar protein yang rendah, serta bebas dari kotoran dan endapan. Sering untuk
kebutuhan tertentu dilakukan pemusingan ulangan.
b. Pendadihan (Creaming)
Prinsip dengan cara ini adalah bahwa kedalam lateks dibubuhkan bahan-bahan
yang disebut dengan bahan pendadih. Setelah itu tidak lama kemudian lateks akan
terpisah menjadi dua lapisan. Lapisan atas terdiri dari lateks dadih, dan lapisan bawah
terdiri dari serum. Lateks dadih yang dihasilkan dalam waktu yang baik, mempunyai
kadar jumlah zat padat sebanyak 62-63 %. Pada umumnya lateks dadih mempunyai
viskositas yang lebih bcsar dan masih mengandung bahan- bahan karet yang tidak
berasal dari bahan pendadihnya.
c. Penguapan (Evaporating)
Cara pengambilan lateks dcngan menguapkan air yang ada didalam lateks
d. Dekantasi Listrik
Pemekatan lateks dengan cara ini disebabkan karena pcngaruh medan listrik
yang diberikan diantara elektroda yang dimasukkan di dalam lateks. Oleh karena butir
karet bermuatan negatif, maka akan ditarik elektroda positif. Dapat dikatakan, bahwa
cara dekantasi listrik ini serupa dengan pendadihan tanpa penambahan bahan
pendadih.
Lateks pekat yang mengandung zat padat sejumlah ± 62-63%. Lateks pekat
dekantasi listrik mempunyai kemantapan mekanis yang lebih besar daripada lateks
pekat pusingan. Dari keempat cara tersebut di atas, yang paling banyak digunakan
dalam industri adalah cara pemusingan (centrifuge), karena kapasitas produksinya
tinggi, viskositas lateks rendah (tidak kental) dan hasil lateksnya murni (tidak
tercampur endapan dan kotoran). Mutu lateks pusingan ini ditentukan berdasarkan
Tabel 2.1. Persyaratan Mutu Lateks Pekat Pusingan (Centrifuge NR
Concentrated Specification) ASTM D. 1976-1980 dan ISO 2004
PARAMETER MUTU ASTMD. 1976-1980
HA LA
ISO 2004
HA LA
Jumlah zat padat (TSC),min. % 61,5 61,5 61,5 61,5
Kadar Karet Kering (DRC),
Min %
60 60 60 60
Kebasaan (NH3), % dalam air Min. 1,6 maks. 1,0 Min 1,6 maks 1,0
Kemantapan Mekanik (MST)
Min. detik
650 650 540 540
Bilangan VFA, maks. - - 0,2 0,2
Bilangan KOH, maks. 0,80 0,80 1,0 1,0
Kadar Koagulan, maks % dari
jumlah padatan
0,10 0,10 0,08 0,08
Kadar endapan, maks % dari
jumlah padatan
0,10 0,10 0,10 0,10
Kadar Tembaga (Cu) maks. ppm 8 8 8 8
Kadar Mangan (Mn) maks. ppm 8 8 8 8
Warna sesuai visual Tidak berwarna biru atau abu-abu
Tidak berbau busuk Bau setelah dinetralkan dengan
asam borat
Keterangan :
HA : Lateks pekat jenis “High Ammonia”
LA : Lateks pekat jenis “Low Ammonia”
2.4. Penyebab Terjadinya Prakoagulasi
Prakoagulasi merupakan pembekuan pendahuluan yang menghasilkan lumps
atau gumpalan-gumpalan pada cairan getah sadapan. Prakoagulasi terjadi karena
kemantapan bagian koloidal yang terkandung dalam lateks berkurang. Bagian-bagian
koloidal ini kemudian menggumpal menjadi satu dan membentuk komponen yang
berukuran lebih besar. Komponen koloidal yang lebih besar ini akan membeku.
Inilah yang menyebabkan terjadinya prakoagulasi.
Banyak hal yang dapat menyebabkan terjadinya prakoagulasi. Bukan hanya
penyebab dari dalam seperti jenis karet yang ditanam atau bahan-bahan enzim saja,
melainkan juga hal-hal dari luar seperti keadaan cuaca dan sistem pengangkutan yang
seolah tidak berhubungan.
Penyebab terjadinya prakoagulasi antara lain sebagai berikut:
1. Jenis karet yang ditanam
Perbedaan antara jenis yang ditanam akan menghasilkan lateks yang
berbeda-beda pula. Otomatis kestabilan atau kemantapan koloidalnya berberbeda-beda. Klon-klon
tertentu ada yang rendah kadar kestabilannya. Namun, banyak pula jenis karet yang
mempunyai kadar kestabilan koloidal yang tinggi. Kadar kestabilan koloidal ini
sedikit banyak berpengaruh terhadap faktor lain yang juga mampu menyebabkan
terjadinya prakoagulasi
2. Enzim - enzim
Enzim dikenal sebagai biokatalis yang mampu mempercepat berlangsungnya
suatu reaksi walaupun hanya terdapat dalam jumlah kecil. Cara kerjanya adalah
dengan mengubah susunan protein yang melapisi bahan-bahan karet. Akibatnya,
kemantapan lateks berkurang dan terjadilah prakoagulasi. Biasanya enzim-enzim
3. Mikroorganisme atau jasad-jasad renik
Mikroorganisme banyak terdapat dilingkungan perkebunan karet. Jasad ini
dapat berada dipepohonan, udara, tanah, air, atau menempel pada alat-alat yang
digunakan. Lateks yang berasal dari pohon karet yang sehat dan baru disadap dapat
dikatakan steril atau bersih sarna sekali dari mikroorganisme. Tetapi, pohon yang baru
disadap mudah sekali terinfeksi oleh jasad-jasad renik. Apabila mikroorganisme
masuk kedalam getah yang baru disadap, dan melakukan aktivitas hidup didalamnya ,
maka akan terjadi reaksi dengan senyawa-senyawa yang terkandung dalam lateks.
Akibatnya timbul senyawa-senyawa seperti asam dan sejenisnya. Bila banyak
mikroorganisme dalam lateks, maka senyawa asam yang dihasilkan akan banyak pula.
Ini memungkinkan terjadinya prakoagulasi.
4. Faktor cuaca atau musim
Faktor cuaca atau musim sering menyebabkan timbulnya prakoagulasi. Pada
saat tanaman karet menggugurkan daunnya prakoagulasi terjadi lebih sering. Begitu
juga pada saat musim hujan. Lateks yang baru disadap juga mudah menggumpal jika
terkena sinar matahari yang terik karena kestabilan koloidalnya rusak oleh panas yang
terjadi.
5. Kondisi tanaman
Tanaman karet yang sedang sakit, masih muda atau telah tua bisa
mempengaruhi prakoagulasi. Penyadapan pada tanaman yang belum siap sadap akan
menghasilkan lateks yang kurang mantap, mudah mengumpal. Hasil sadapan tanaman
yang menderita penyakit fisiologis sering membeku dalam mangkok. Sedangkan
tanaman karet dua sering menghasilkan lateks yang sudah membeku diatas bidang
6. Air sadah
Air sadah adalah air yang memiliki reaksi kimia, biasanya bereaksi asam.
Apabila air tercampur kedalam lateks, maka prakoagulasi akan terjadi dengan cepat
untuk menjaga jangan sampai air sadah dipakai dalam pengolahan, maka dilakukan
analisis kimia. Derajat kesadahan air yang masih mungkin digunakan adalah 6° C.
7. Cara pengangkutan
Sarana transportasi baik jalan atau kendaraan yang buruk akan menambah
frekuensi terjadinya prakoagulasi. Jalan yang buruk atau angkutan yang
berguncang-guncang mengakibatkan lateks yang diangkut terkocok-kocok secara kuat sehingga
merusak kestabilan koloidal.
8. Kotoran atau bahan-bahan lain yang tercampur
Prakoagulasi sering terjadi karena pencampuran kotoran atau bahan lain yang
mengandung kapur atau asam.
2.4.1 Tindakan Pencegahan Prakoagulasi dan Zat Anti Koagulan
Beberapa tindakan yang dapat dilakukan untuk mencegah terjadinya
prakoagulasi antara lain sebagai berikut :
a. Menjaga kebersihan alat-alat yang digunakan dalam penyadapan
penampungan, maupun pengangkutan
b. Mencegah pengenceran lateks dari kebun dengan air kotor
c. Memulai penyadapan pada pagi hari sebelum matahari terbit
Senyawa kimia sebagai bahan anti koagulan. Pemakaian bahan anti koagulan
harus dibatasi, karena pemakaiannya berarti memakan biaya, perlu penambahan dosis
koagulan kedalam lateks biasanya dilakukan pada musim rontok daun, sesudah
berlangsung hujan malam, pengangkutan lateks dalam jarak yang jauh, dan hasil
penyadapan kebun-kebun mudah.
Bahan yang digunakan sebagai antikoagulan adalah:
1. Soda atau Natrium Karbonat
Anti koagulan ini tidak mempengaruhi waktu pengeringan dan kualitas produk
yang dihasilkan, hanya mudah membentuk gas asam arang (CO2) dalam lateks,
sehingga mempermudah pembentukan gelembung gas dalam bekuan (koagulum).
2. Amoniak
Bersifat senyawa antikoagulan dan juga sebagai desinfektan. 0,7% NH3 biasa
digunakan untuk pengawetan lateks pusingan. Tiap liter lateks membutuhkan 5-10 ml
larutan amoniak 2,5%.
3. Natrium Sulfit
Bersifat senyawa antikoagulan dan desinfektan. Untuk pemakaian segera
dibuat larutau 10% dan untuk tiap liter lateks diperlukan 5-10 ml Natrium sulfit 10%.
2.4.2. Bahan Senyawa Penggumpal (Koagulan)
a. Asam semut disebut juga asam formiat, CHOOH, berupa cairan yang jernih
dari tidak berwarna, mudah tarut dalam air, berbau merangsang, dan masih
bereaksi asam pada pengenceran
b. Asam cuka disebut juga asam asetat (CH3COOH), berupa cairan yang jernih
2.5. Lateks Kompon
Lateks pekat yang diperoleh dengan cara pemusingan atau pendadihan digunakan
untuk pembuatan barang jadi karet dari lateks dengan cara pembuatan lateks kompon
yaitu persenyawaan atau pencampuran lateks pekat dengan bahan- bahan kimia.
Bahan - bahan kimia yang digunakan pada proses pembuatan benang karet
dapat digolongkan sebagai berikut:
1. Bahan Vulkanisasi
Bahan kimia ini diperlukan dalam proses vulkanisasi agar kompon karet cepat
matang. Yang biasa digunakan untuk keperluan ini adalah belerang.
2. Bahan Pencepat Reaksi
Reaksi vulkanisasi biasanya berlangsung sangat lambat. Bahan pencepat reaksi
digunakan untuk mengatasi kelambatan ini. Bahan pencepat yang biasa digunakan
adalah ZDBC (zinc dibuthyl dithyocarbamat).
3. Bahan Penggiat
Fungsi bahan penggiat adalah menambah cepat kerja bahan pencepat reaksi.
Jadi, meskipun bahan ini tidak termasuk vital tetapi cukup menentukan dalam proses
pengolahan karet. Bahan pcnggiat yang yang paling banyak dipakai adalah zinc oxide
(ZnO).
4. Bahan Pengisi
Ada dua macam bahan pengisi dalam proses pcngolahan karet. Pertama, bahan
pengisi yang tidak aktif. Kedua, bahan pengisi yang aktif atau bahan pengisi yang
menguatkan. Yang pertama hanya menambah kekerasan dan kekuatan pada bahan jadi
yang dihasilkan, tetapi kekuatan dan sifat lainnya menurun. Biasanya bahan pcngisi
yang tidak aktif lebih banyak digunakan untuk menekan harga karena bahan ini
sulfat. Bahan pengisi aktif atau penguat, contohnya karbon hitam, silikat, aluminium
silikat, dan magnesium silikat. Bahan ini mampu menambah kekerasan ketahanan
sobek, ketahanan kikisan, serta tegangan putus yang tinggi pada barang yang
dihasilkan. Kadang - kadang bahan pengisi aktif dan tidak aktif diberikan dalam
campuran sebagai alternatif penghematan biaya. Bahan pengisi yang digunakan pada
pembuatan benang karet adalah titanium dioksida (TiO2) yang berbentuk tepung dan
berwarna putih bersih.
5. Bahan Pemantap
Pottasium hidroksida (KOH) adalah bahan yang digunakan sebagai bahan
pemantap. Bahan pemantap ditambahkan agar lateks terlindung dari tegangan
terhadap beberapa campuran dan berfungsi sebagai bahan pendispersi.
6. Antioksidan
Bahan yang digunakan sebagai antioksidan adalah sunproof dan Wingstay L.
Fungsi bahan ini adalah untuk melindungi benang karet dari kerusakan karena
pengaruh oksigen maupun ozon diudara. Bahan kimia ini biasanya juga tahan terhadap
pengaruh ion-ion tembaga, besi, dan mangan. Selain itu juga mampu melindungi
terhadap suhu tinggi, retak-retak, dan lentur.
2.6. Perbedaan Karet Alam dengan Karet Sintetis
Walaupun karet alam sekarang jumlah produksi dan konsumsinya jauh
dibawah karet sintetis atau karet buatan pabrik, tetapi sesungguhnya karet alam belum
dapat digantikan oleh karet sintetis. Bagaimanapun keunggulan yang dimiliki karet
alam sulit ditandingi oleh karet sintetis.
Adapun kelebihan-kelebihan yang dimiliki karet alam dibandingkan karet sintesis
a. Memiliki daya elastis atau daya lenting yang sempurna
b. Memiliki plastisitas yang baik sehingga pengolahannya mudah
c. Mempunyai daya arus yang tinggi
d. Tidak mudah panas
e. Memiliki daya tahan yang tinggi terhadap keretakan
Walaupun demikian, karet sintesis memiliki kelebihan seperti tahan terhadap
berbagai zat kimia dan harganya yang cenderung bisa dipertahankan supaya tetap
stabil. Bila ada pihak yang menginginkan karet sintesis dalam jumlah tertentu, maka
biasanya pengiriman atau suplai barang tersebut jarang mengalami kesulitan. Hal
seperti ini sulit diharapkan dari karet alam. Harga dan pasokan karet alam selalu
mengalami perubahan, bahkan kadang-kadang bergejolak. (Tim Penulis PS, 1993)
2.7. Pengujian Sifat Mekanisme Karet
Swelling adalah suatu ukuran masaknya kompon. Dengan kata lain swelling
merupakan nilai yang menunjukkan perbandingan antara diameter pengembangan
(setelah dimasukkan ke dalam cairan organik) dengan diameter awal. Sebagaimana
kita ketahui bahwa lateks yang telah mengalami vulkanisasi akan mempunyai sifat
tidak larut dalam suatu cairan organik, akan tetapi hanya mengembang.
Pengembangan ini menunjukkan bahwa adanya peristiwa pemasakan lateks
kompon yang mana hal ini memberi kesempatan kepada molekul karet bersatu.
Pernyatuan ini erat hubungannya dengan peran sulfur sebagai vulkanisator.
Vulkanisator adalah suatu proses reaksi partikel karet dengan sulfur yang berlangsung
dengan adanya panas, aktivator, dan katalisator dimana dua atau lebih partikel karet
Tujuan dari proses vulkanisasi karet adalah agar sifat barang jadi dari karet
yang akan dihasilkan menjadi kuat dan teguh serta tidak mudah teroksidasi. Sebelum
diproses sangatlah penting untuk menguji sifat dari lateks kompon tersebut untuk
memastikan keadaannya sehingga mengurangi gangguan pada proses produksi.
Adapun maksud dilakukannya swelling yaitu untuk mengetahui seberapa besar
kematangan dari lateks pekat yang digunakan sebagai bahan baku utama, dan bahan
kimia sebagai bahan baku penolong.
Sumber : Pabrik Benang Karet PT. Industri Karet Nusantara Medan
Penggunaan bahan polimer sebagai bahan teknik misalnya dalam industri suku
cadang mesin, konstruksi bangunan dan transportasi, tergantung sifat mekanisnya,
yaitu gabungan antara kekuatan yang tinggi dan elastisitas yang baik. Sifat mekanis
yang khas ini disebabkan oleh adanya dua macam ikatan dalam bahan polimer, yakni
ikatan kimia yang kuat antara atom dan interaksi antara rantai polimer yang lebih
lemah.
Pengujian sifat kekuatan-tarik (σ), kemuluran (ε) dan kekuatan-bentur. Sifat
mekanis biasanya dipelajari dengan mengamati sifat kekuatan-tarik (σt) menggunakan
alat pengukur tensometer atau dinamometer, bila terhadap bahan diberikan tegangan.
Secara praktis, kekuatan tarik diartikan sebagai besarnya beban maksimum (Fmaks)
yang dibutuhkan untuk memutuskan spesimen bahan, dibagi dengan luas penampang
bahan.
Karena selama di bawah pengaruh tegangan, spesimen mengalami perubahan
bentuk (deformasi) maka defmisi kekuatan tarik dinyatakan dengan luas penampang
semula (A0).
Selama deformasi, dapat diasumsikan bahwa volume spesimen tidak berubah,
sehingga perbandingan luas penampang semula dengan penampang setiap saat, Ao/A
= 1/10, dengan 1 dan 10 masing-masing adalah panjang spesimen setiap saat dan
semula. Bila didefinisikan besaran kemuluran (ε) sebagai nisbah pertambahan panjang
terhadap panjang spesimen semula (ε = ∆1/10), maka diperoleh hubungan,
A = Ao / ( 1 + ε )
Hasil pengamatan sifat kekuatan tarik ini dinyatakan dalam bentuk kurva
tegangan, yakni nisbah beban dengan luas penampang adalah F/A, terhadap
perpanjangan bahan (regangan), yang disebut dengan kurva tegangan-tegangan.
Bentuk kurva tegangan-tegangan ini merupakan karakteristik yang menunjukkan
indikasi sifat mekanis bahan yang lunak, keras, kuat, lemah, rapuh atau liat.
Bila bahan polimer (elastis) dikenakan gaya tarikan dengan laju yang tetap,
mula-mula kenaikan tegangan yang diterima bahan berbanding lurus dengan
perpanjangan spesimen. Sampai dengan titik elastis bilamana tegangan dilepaskan
maka spesimen akan kembali seperti bentuk semula, tetapi bila tegangan dinaikkan
sedikit saja, akan terjadi perpanjangan yang besar. Kemiringan kurva pada keadaan ini
disebut modulus atau kekakuan, sedang besarnya tegangan dan perpanjangan
mencapai titik elastis ini masing-masing disebut tegangan yield dan kemuluran pada
yield.
Sifat mekanis yang lain adalah kekuatan bentur, yang didefenisikan sebagai
energi yang diperlukan untuk memecahkan spesimen. Ada dua cara umum untuk
mengukur kekuatan bentur. Dalam cara pertama, spesimen ditempatkan pada suatu
Suatu pendulum dengan bobot dan sudut tertentu diayunkan pada spesmen
sampai terjadi patahan. Cara kedua menggunakan beban, yang berupa bola atau
batang logam, yang dijatuhkan pada spesimen dari ketinggian tertentu. Kekuatan
bentur dihitung dari energi benda jatuh yang digunakan untuk memecahkan spesimen
sampai setengah bagian. (Basuki Wirjosentono, 1995)
Parameter Sifat-sifat Fisik Karet di Laboratorium Fisika :
1. Count yaitu jumlah benang karet yang terdapat di dalam satu inci (25,4 cm)
dengan diameter benang yang sama.
2. Green modulus CA 300% dan 500% (CA-300 dan CA-500) adalah tegangan tarik
300% dan 500% pada benang karet.
3. Schwartz value (VRS) yaitu nilai ketentuan benang karet.
4. Schwartz hysteresis ratio (RIS) yaitu hasil bagi tegangan tarik awal (CA-300%)
dengan tegangan tarik akhir.
5. Ketahanan terhadap pemutusan (resistant at break) yaitu tegangan putus pada
benang karet.
6. Perpanjangan terhadap pemutusan (elongation at break) yaitu tegangan
perpanjangan putus pada benang karet min.3000 g/mm2.
7. Uji retensi pada suhu 149°C (retention test at 149°C) yaitu pemasangan benang
karet pada temperatur 149°C.
8. Permanen set yaitu elastisitas atau perpanjangan tetap benang karet.
9. Uji vulkanisasi (vulcanization test T-50°C) yaitu pengujian untuk mengetahui
temperatur sampai dimana benang karet masih memilih kadar elastisitas.
10. Ekstrak air (water extract) yaitu pengujian untuk mengetahui pencucian pada
benang karet cukup atau tidak.
12. Kandungan air (moisture content) yaitu besarnya kandungan air di dalam benang
karet.
13. Kandungan talkum (talcum content) yaitu besarnya kandungan talkum di dalam
benang karet.
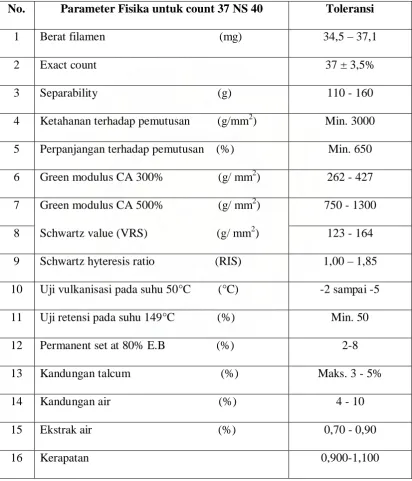
Tabel 2.2. Parameter Sifat-sifat Fisik Benang Karet di Laboratorium Fisika
No. Parameter Fisika untuk count 37 NS 40 Toleransi
1 Berat filamen (mg) 34,5 – 37,1
2 Exact count 37 ± 3,5%
3 Separability (g) 110 - 160
4 Ketahanan terhadap pemutusan (g/mm2) Min. 3000
5 Perpanjangan terhadap pemutusan (%) Min. 650
6 Green modulus CA 300% (g/ mm2) 262 - 427
7 Green modulus CA 500% (g/ mm2) 750 - 1300
8 Schwartz value (VRS) (g/ mm2) 123 - 164
9 Schwartz hyteresis ratio (RIS) 1,00 – 1,85
10 Uji vulkanisasi pada suhu 50°C (°C) -2 sampai -5
11 Uji retensi pada suhu 149°C (%) Min. 50
12 Permanent set at 80% E.B (%) 2-8
13 Kandungan talcum (%) Maks. 3 - 5%
14 Kandungan air (%) 4 - 10
15 Ekstrak air (%) 0,70 - 0,90
16 Kerapatan 0,900-1,100
BAB III
METODOLOGI
3.1. Metodologi
Dalam penyusunan karya ilmiah ini metode penulisan yang digunakan penulis adalah
metode :
1. Penelitian kepustakaan (Library research)
Metode ini dilakukan dengan cara membaca, mempelajari, menafsirkan dan
mentransfer dari sumber-sumber bacaan atau bahan-bahan tertulis seperti karya
ilmiah, buku-buku atau literatur, dan sebagainya yang mendukung terhadap
penulisan karya ilmiah ini
2. Penelitian lapangan (Field research)
Dalam metode ini penulis mengumpulkan data-data dan bahan-bahan dari
tempat praktek kerja lapangan di Pabrik Benang Karet PT. Industri Karet Nusantara
Medan keterangan yang telah diperoleh dalam penelitian tersebut.
3.2. Alat - Alat
Alat - alat yang digunakan dalam melakukan percobaan terdiri dari alat- alat
dilaboratorium kimia dan laboratorium fisika
3.2.1. Alat di Laboratorium Kimia (Kendali Mutu)
Gelas Beaker 600 ml
Palu
Cetakan diameter lubang 38mm
Kipas angin
3.2.2. Alat di Laboratorium Fisika
Gunting
Alat Uji Dynamometer
Mesin Loops
Neraca Analitis
Kertas Grafik
Pena Rotring
Alat Pemotong Benang Karet
3.3. Bahan-bahan
3.3.1. Bahan di Laboratorium Kimia (Laboratorium Kendali Mutu)
Bahan-bahan yang digunakan dalam percobaan ini adalah :
Bahan di Laboratorium Kimia (Laboratorium Kendali Mutu)
Kompon aktif
Sikloheksana
Metanol
Kalsium Nitrat isopropil alkohol 5%
Tepung talkum
3.3.2. Bahan di Laboratorium Fisika
3.4. Prosedur
Cara kerja yang dilakukan terdiri dari :
3.4.1. Prosedur di Laboratorium Kimia (Laboratorium Kendali Mutu)
Di dalam Laboratorium ini, yang dianalisa adalah indeks swelling.Cara kerjanya
adalah sebagai berikut :
1. Plat stainless steel dicelupkan ke dalam larutan kalsium nitrat isopropil
alkohol 5%, lalu dikeringkan dengan menggunakan kipas angin selama 5
menit.
2. Sampel (kompon aktif) diambil sebanyak 500 ml dengan menggunakan gelas
beaker 600 ml.
3. Plat stainless steel yang sudah kering dicelupkan setengah bagian ke dalam
sampel kompon aktif dan dikeringkan selama 3-5 menit.
4. Plat stainless steel dicelupkan kembali ke dalam larutan kalsium nitrat
isopropil alkohol 5% lalu ditiriskan.
5. Plat stainless steel dicelupkan kembali ke dalam metanol dan dikeringkan
selama 30 menit.
6. Sisi kiri dan kanan plat tersebut digunting dan dikeluarkan lembaran kompon
yang telah kering sambil diolesi tepung talkum.
7. Kemudian lembaran kompon itu dilapisi dengan kertas dan karton,
selanjutnya dicetak dengan alat pelubang berdiameter 38 mm.
8. Hasil cetakan direndam dalam larutan sikloheksana selama 25 menit.
Perendaman hendaknya dilakukan dalam wadah yang transparan agar
pembacaan skala lebih mudah.
9. Setelah 25 menit dilakukan pembacaan skala terhadap daya kembang
3.4.2. Prosedur di Laboratorium Fisika
Di laboratorium fisika ini dianalisa tegangan tarik 300%. Prosedur untuk
analisa tegangan tarik 300% ini adalah :
1. Diambil sample benang karet sejumlah yang diperlukan untuk loops (gulungan)
sesuai dengan standar loops yang diizinkan.
2. Digulung sample sesuai dengan standar loops, kemudian diikat kedua pangkalnya.
Lalu dipotong dan gulungan sample dicabut dan diletakkan pada alat uji
dynamometer yang telah diatur.
Cara mengatur alat Dynamometer adalah sebagai berikut :
a. Kecepatan motor Dynamometer diukur dengan kecepatan 550 mm/menit
b. Kemudian kertas grafik dipasang pada posisi yang telah ditentukan
c. Pena rotring dipasang dan dipastikan pena rotring tersebut berfungsi baik
d. Pendulum yang dipakai harus dipastikan
3. Tekan tombol Down pada alat dynamometer dan pastikan pena pencatat grafik
berfungsi dengan baik.
4. Setelah skala pada alat Dynamometer menunjukkan 400% tekan tombol Stop
5. Kemudian tombol Up ditekan dan secara otomatis alat Dynamometer akan
berhenti dengan sendirinya. Sebelumnya pena pencatat grafik ditutup sebelum
menekan tombol Up
6. Posisi kertas grafik diputar keposisi semula (berlawanan jarum jam) untuk
membaca hasil uji pada kertas grafik.
7. Potong sample tegangan tarik 300% sepanjang 98,23 cm dan hitung total section
A = 2 x B x C
Keterangan : A = Total Section
B = Section
C = Jumlah Loops
8. Baca hasil pengujian pada kertas grafik sesuai dengan petunjuk teknis skala 300%
9. Tegangan tarik 300% dihitung sesuai dengan rumus tegangan tarik 300%, yaitu :
A P300% %
300 =
σ , atau
Keterangan :
σ300%=Tegangan Tarik 300%
P300% = Hasil pembacaan skala pada grafik skala 300%
A = Total section
Tegangan tarik 300% = Hasil pembacaan pada grafik skala 300%
Total section
BAB 4
DATA DAN HASIL PEMBAHASAN
4.1. Data
Data-data yang akan dianalisa adalah sebagai berikut :
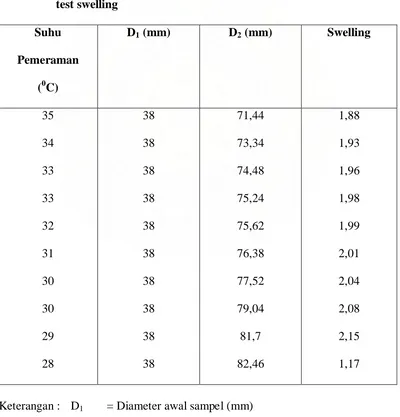
Tabel 4.1. Data yang diperoleh dari analisa di laboratorium kimia untuk
test swelling
4.2. Perhitungan
Untuk menentukan swelling, digunakan rumus sebagai berikut :
Swelling =
D
D
1 2
Contoh :
Dik : D1 = 38 mm
D2 = 71,44 mm
Swelling =
D
D
1 2
=
38 44 , 71
= 1,88
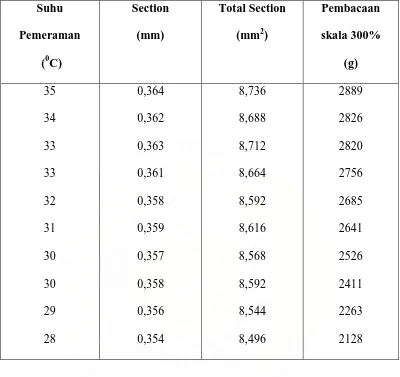
Tabel 4.2. Data yang diperoleh dari analisa di laboratorium fisika untuk tes
green modulus 300%
Suhu
Untuk menentukan green modulus 300%, digunakan rumus sebagai berikut :
=
Jumlah loops standar pabrik untuk benang karet count 37 NS 40
adalah 12 mm
Total section = 2 x section x jumlah loops
= 2 x 0,364 mm x 12 mm
Hasil pembacaan pada skala 300% = 2889 g
(Data selengkapnya pada tabel 4.2)
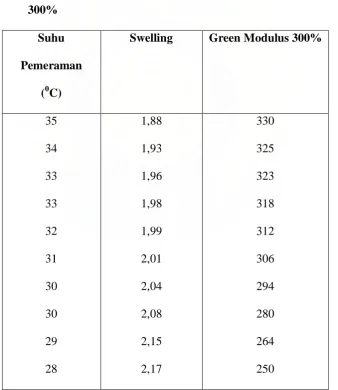
Tabel 4.3. Data Hasil Perhitungan Analisa Swelling dan Green Modulus
300%
Suhu
Pemeraman
(0C)
Swelling Green Modulus 300%
Dari data-data yang dikumpulkan pada tabel 4.3., regresi dapat dilakukan. Regresi
dapat diartikan sebagai suatu upaya untuk menentukan hubungan antara sesama
faktor-faktor perubah yang mempengaruhi suatu keadaan dalam bentuk matematis
yang dapat dinyatakan dalam persamaan garis.
Dari keseluruhan faktor-faktor perubah (variabel) terdapat dua jenis variabel,
yaitu variabel bebas dan variabel terikat. Variabel bebas yaitu variabel yang akan
diselidiki pengaruhnya dan simbolnya dengan X, dalam hal ini swelling merupakan
variabel bebas. Variabel terikat yaitu variabel yang diharapkan akan timbul akibat
akan timbul akibat pengaruh variabel bebas, dalam hal ini green modulus 300%
sebagai variabel terikat dan disimbolkan dengan Y.
Data-data mengenai swelling dan green modulus 300% diperoleh dan dapat
digambarkan dalam grafik dimana simbol horizontal menyatakan X dan sumbu
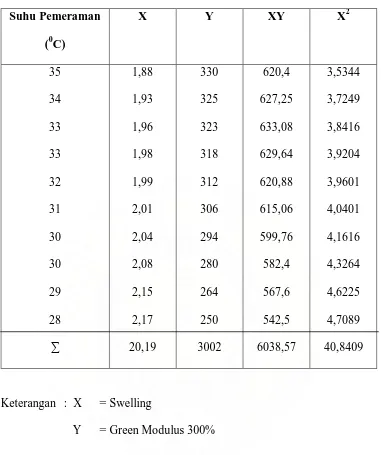
Tabel 4.4. Nilai-nilai yang Diperoleh untuk Menghitung Regresi Linier
Persamaan yang digunakan untuk mendapatkan garis regresi linier dengan rumus :
bX a Y = +
Dimana kontanta a dan b dapat dihitung dengan cara berikut :
a = 10(6038, 57) (20,19) (3002)2
Dari perhitungan diatas diperoleh persamaan garis regresi linier :
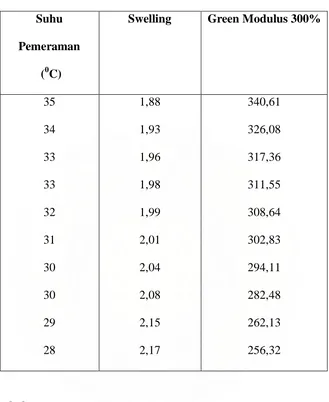
Tabel 4.5. Hasil perhitungan untuk menentukan green modulus 300%
berdasarkan garis regresi
Suhu
Pemeraman
(0C)
Swelling Green Modulus 300%
35
4.3. Pembahasan
Dari analisa yang telah dilakukan dapat disimpulkan, jika green modulus
300% benang karet tinggi, berarti terjadi “Over Maturasi” yaitu terlalu masaknya
kompon karet pada tahap proses pembuatan benang karet sehingga akan menyebabkan
benang karet menjadi rapuh. Untuk itu perlu dilakukan penaikan kecepatan roller di
bak asam sampai di curing belt.
Sebaliknya, jika green modulus 300% benang karet rendah maka terjadi
benang akan mudah kendur. Untuk itu perlu dilakukan penurunan kecepatan roller
mulai dari bak asam sampai bak air panas, dan juga pada drying belt. Jika usaha itu
tidak membantu maka kecepatan curing belt dinaikkan antara 1 rpm sampai 5 rpm.
Dari hasil perhitungan untuk memperoleh green modulus 300% diperoleh nilai
swelling indeks 1,93 – 2,01 (pada tabel 4.5). Hasil ini telah memenuhi standar nilai
swelling untuk PT. Industri Karet Nusantara Medan. Dimana menurut standar nilai
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
1. Hubungan antara indeks swelling dengan tegangan tarik suatu benang karet adalah
hubungan yang berbanding terbalik. Semakin tinggi ukuran masak "kompon
(swelling) maka tegangan tarik yang dihasilkan semakin rendah sehingga benang
karet yang dihasilkan akan mudah kendur, begitu juga sebaliknya. Semakin rendah
ukuran masak kompon, tegangan tarik semakin tinggi dan benang karet yang
dihasilkan akan rapuh.
2. Indeks swelling yang sesuai pada benang karet count 37 NS 40 untuk tegangan
tarik 300% yang memenuhi standar pabrik adalah 1,93 - 2,01.
5.2. Saran
1. Sebaiknya pemeriksaan tegangan tarik benang karet dilakukan lebih dari tiga kali
agar hasil yang diperoleh lebih akurat sehingga kemungkin terjadinya “over
maturasi” dan “under maturasi” lebih kecil dan bahkan tidak ada
2. Hendaknya pemeriksaan swelling di tiap tahap proses pembuatan benang karet itu
DAFTAR PUSTAKA
Cowd, M.A. 1991. Kimia Polimer. Bandung: Penerbit ITB.
Ompusunggu, M. 1987. Pengolahan Lateks Pekat Havea. Medan: Balai Penelitian
Perkebunan Sungai Putih.
Ompusunggu, M. 1987. Pengetahuan Mengenai Lateks Havea. Medan: Balai
Penelitian Perkebunan Sungai Putih.
Tim Penulis PS. 1993. Karet : Strategi Pemasaran Tahun 2000, Budidaya dan
Pengolahan. Cetakan Kedua. Jakarta: Penebar Swadaya.
0 5 10 15 20 25 30 35 40
1.85 1.9 1.95 2 2.05 2.1 2.15 2.2
Swelling Indeks
S
u
h
u
P
em
er
am
an
Gambar 2. Hubungan Suhu Pemeraman dengan Tegangan Tarik 300% 0
5 10 15 20 25 30 35 40
330 325 323 318 312 306 294 280 264 250
Tegangan Tarik 300%
S
u
h
u
P
em
er
am
Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses Benang Karet Count 37 Ns 40 Pt.Industri Karet Nusantara Medan, 2008.
No Parameter STN Klasifikasi
Spesifikasi
Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses Tabel 2. Spesifikasi Lateks Compound
Compound Parameter STN Standart Temperatur
( C )
Acrive compound :
a) Maturation ( 2-8
jam stlh
penambahan zat
kimia)
b) Sebelum
extrution ( 8-12
jam setelah
Mila Amelia : Pengaruh Swelling Indeks Compound Terhadap Tegangan Tarik (Green Modulus 300%) Pada Proses Benang Karet Count 37 Ns 40 Pt.Industri Karet Nusantara Medan, 2008.
Tabel 3. Spesifikasi Benang Karet
Count Green