PENGARUH SWELLING INDEX COMPOUND TERHADAP
TEGANGAN TARIK (GREEN MODULUS 300%) BENANG
KARET COUNT 37 NS 40 DI PT. INDUSTRI KARET
NUSANTARA MEDAN
KARYA ILMIAH
TRI SAHPUTRA RAMADANI
072401024
PROGRAM STUDI DIPLOMA 3 KIMIA ANALIS
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH SWELLING INDEX COMPOUND TERHADAP
TEGANGAN TARIK (GREEN MODULUS 300%) BENANG
KARET COUNT 37 NS 40 DI PT. INDUSTRI KARET
NUSANTARA MEDAN
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat untuk mencapai gelar Ahli Madya
TRI SAHPUTRA RAMADANI
072401024
PROGRAM STUDI DIPLOMA 3 KIMIA ANALIS
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH SWELLING INDEX COMPOUND
TERHADAP TEGANGAN TARIK (GREEN MODULUS 300%) BENANG KARET COUNT 37 NS 40 DI PT. INDUSTRI KARET NUSANTARA MEDAN
Kategori : KARYA ILMIAH
Nama : TRI SAHPUTRA RAMADANI
Nomor Induk : 072401024
Program Studi : D 3 KIMIA ANALIS
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
Disetujui di
Medan, juni 2010
Diketahui/ Disetujui Oleh
Ketua Departemen Kimia FMIPA USU Dosen Pembimbing
Dr. Rumondang Bulan Nst, MS Drs. Amir Hamzah Siregar
PERNYATAAN
PENGARUH SWELLING INDEX COMPOUND TERHADAP
TEGANGAN TARIK (GREEN MODULUS 300%) BENANG
KARET COUNT 37 NS 40 DI PT. INDUSTRI KARET
NUSANTARA MEDAN
KARYA ILMIAH
Saya mengakui bahwa tugas akhir ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, juni 2010
PENGHARGAAN
Puji syukur penulis panjatkan kepada Allah SWT yang telah melimpakan rahmat dan karunia-Nya yaitu berupa nikmat kesehatan dan kelapangan yang tak terhingga sehingga penulis dapat menyelesaikan karya ilmiah ini tepat pada waktunya.
Karya ilmiah ini merupakan salah satu syarat bagi mahasiswa untuk menyelesaikan program studi D-3 Kimia Analis Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Sumatera Utara.
Penulis menyadari sepenuhnya bahwa karya ilmiah yang telah di buat masih banyak memiliki kekurangan maupun kekeliruan baik dari segi isi, makna, maupun penyusunan kata dalam pembuatan karya ilmiah ini. Oleh karena itu, penulis dengan rendah hati mengharapkan segala kritik dan saran yang membangun untuk menyempurnakan karya ilmiah ini.
Penyusunan karya ilmiah ini dilakukan berdasarkan pengamatan dan analisa penulis selama melaksanakan Praktik Kerja Lapangan ( PKL ) di PT. INDUSTRI KARET NUSANTARA MEDAN, dengan judul “ PENGARUH SWELLING INDEX COMPOUND TERHADAP TEGANGAN TARIK (GREEN MODULUS 300%) BENANG KARET COUNT 37 NS 40 DI PT. INDUSTRI KARET NUSANTARA MEDAN”.
Dalam pengerjaan karya ilmiah ini, penulis banyak mendapatkan bantuan, arahan, bimbingan, informasi, pengetahuan dan wawasan yang begitu berharga sehingga memberikan manfaat yang begitu besar dalam proses pengerjaannya. Oleh karena itu penulis mengucapakan terima kasih setulus-tulusnya kepada :
1. Ayahanda Sunardi dan Ibunda Retnawati yang telah banyak
berkorban buat penulis baik moril maupun materil yang tak terhitung nilainya serta Doa yang tulus dari hati seorang ayah dan ibu agar anaknya dapat berhasil di kemudian hari.
2. Kakanda Sunarti Utami Ningsih, S.Pd, Dwi Febvianora, SS dan adinda Ahmad Syukri yang telah memberikan doa dan dorongan sehingga penulis dapat menyelesai Karya ilmiah ini.
3. Bapak Drs. Amir Hamzah Siregar ,selaku dosen pembimbing yang
telah memberikan bimbingan dan pengarahan dalam penyelesaian karya ilmiah ini.
4. Ibu Dr. Marpongahtun M.Sc, selaku Ketua Program Studi D-3 Kimia Analis.
5. Ibu Dr. Rumondang Bulan, M.Sc, selaku ketua Departemen Kimia
Fakultas Matematika Dan Ilmu pengetahuan Alam.
7. Buat pak Erwin selaku manager PT. INDUSTRI KARET NUSANTARA MEDAN dan pak Anwar, pak Suhendro, pak Alamsyah, pak Safrijal, pak Marsidi selaku pembimbing lapangan yang telah banyak memberikan bimbingan kepada penulis sewaktu menjalankan praktek kerja lapangan.
8. Rekan – rekan HMI Komisariat FMIPA- USU yang selalu
memberikan Dukungan dan ilmu yang sangat bermanfaat bagi penulis.
9. Rekan PKL Naja beybeh, Lidya mbem, wyni, Elisabet, Nisha dan Lisa
yang saling membantu selama masa PKL dan dalam menyelesaikan karya ilmiah ini.
10. Rekan satu kontrakan dian ola, azwinata , firman , dan andre ijol yang memberikan semangat, dan saling mengingatkan dalam kehidupan sehari hari, saling membantu baik moril atau pun materil.
11. Teman – teman seperjuangan di Kimia Analis stambuk 2007 yang telah bersama- sama selama 3 tahun yang selalu memberikan semangat sehingga saya bisa tamat tepat waktu.
Penyusun menyadari bahwa penulisan karya ilmiah ini masih jauh dari sempurna. Oleh karena itu, penulis sangat mengharapkan kritik dan saran yang membangun untuk perbaikan karya ilmiah ini. Semoga karya lmiah ini dapat bermanfaat bagi semua pihak.
Medan, Juni 2010
ABSTRAK
Benang karet merupakan salah satu komoditi ekspor non-migas yang memiliki prospek yang cukup cerah karena bahan bakunya adalah lateks yang banyak terdapat di dalam negeri. Proses pembuatan benang karet berlangsung dalam beberaapa unit proses, yaitu : compounding inactive, compounding active, compounding cooling, feeding system, header capillary, acid bath, drying oven, talcum area, ribboning, curing, cooling drum, receiving, boxesweighing, packing, market customer. Pada hasil akhir produksi, benang karet telah siap sesuai dengan order, misalnya benang karet count 37 NS 40. Tegangan tarik 300% merupakan salah satu standar mutu yang terpenting sebab bennag karet yang terlalu lemah atau terlalu kuat tidak disukai konsumen. Untuk memperoleh tegangan tarik 300% sesuai dengan keinginan perlu mengetahui factor – factor yang mempengaruhi tegangan tarik ini. Salah satunya adalah larutan yang ada di unit kompon, yaitu kadar masak kompon yang disebut swelling. Bedasarkan standar mutu International, benang karet count 37 NS 40 memiliki swelling antara 1,85 – 2,13 dan tegangan tarik 300% antara 310 - 370 g/mm2.
THE EFFECT OF SWELLING INDEX COMPOUND TO GRENN
MODULUS 300% IN COUNT 37 NS 40 RUBBER THREAD
IN PT. INDUSTRI KARET NUSANTARA MEDAN
ABSTRACT
DAFTAR ISI
Halaman
PERSETUJUAN i
PERNYATAAN ii
PENGHARGAAN iii
ABSTRAK iv
ABSTRACT v
DAFTAR ISI vi
DAFTAR TABEL vii
DAFTAR GAMBAR viii
Bab 1 Pendahuluan 1
1.1 Latar Belakang 1
1.2 Permasalahan 2
1.3 Tujuan 3
1.4 Manfaat 3
Bab 2 Tinjauan Pustaka 6
2.1 Karet 6
2.1.1 Sifat kimia karet 7
2.1.2 Sifat fisika karet 8
2.2 Bahan Baku Benang Karet 9
2.3 Pengolahan Lateks Pekat 10
2.4 Parameter dan Standar Mutu 12
2.5 Lateks Kompon 14
2.6 SIR (Standard Indonesian Rubber) 19
2.7 Penyebab terjadinya Prokoagulasi 19
2.7.1 Tindakan Pencegahan prokoagulasi dan Zat Antikoagulan 23
2.7.2 Senyawa Kimia Sebagai zat Antikoagulan 23
2.7.3 Bahan Senyawa Penggumpal (Koagulan) 24
2.8 Air Pengolahan 25
2.9 Pengujian Sifat Mekanis karet 26
Bab 3 Metodologi 29
3.1 Alat – alat 29
3.1.1 Alat Di laboratorium Kimia (Kendali Mutu) 29
3.1.2 Alat Di laboratorium Fisika 29
3.2 Bahan – bahan 30
3.2.1 Bahan Di laboratorium Kimia (Kendali Mutu) 30
3.2.1 Bahan Di laboratorium Fisika 30
3.3 Prosedur 30
3.3.1 Prosedur Di Laboratorium Kimia (Kendali Mutu) 30
Bab 4 Hasil Analisa 33
4.1 Data 33
4.2 Perhitungan 34
4.3 Pembahasan 39
Bab 5 Kesimpulan dan Saran 40
5.1 Kesimpulan 40
5.2 Saran 40
Daftar Pustaka
DAFTAR TABEL
Halaman
Tabel 2. 1 Komposisi Karet Alam 9
Tabel 2.2 Skema Standar Mutu Lateks Menurut ISO 2004 14
Tabel 2.3 Standard Indonesian Rubber 19
Tabel 4.1 Tes swelling yang Diperoleh dari Analisa 33
Dilaboratorium Kimia
Tabel 4.2 Tes Green Modulus 300% yang Diperoleh dari 34
Analisa DIlaboratorium Fisika
Tabel 4.3 Data Hasil Analisa Swelling dan Green Modulus 300% 36
Tabel 4.4 Nilai-Nilai yang Diperoleh Untuk Menghitung Regresi 37
Linier
Tabel 4.5 Hasil perhitungan Untuk Menghasilkan Green 38
DAFTAR GAMBAR
Halaman
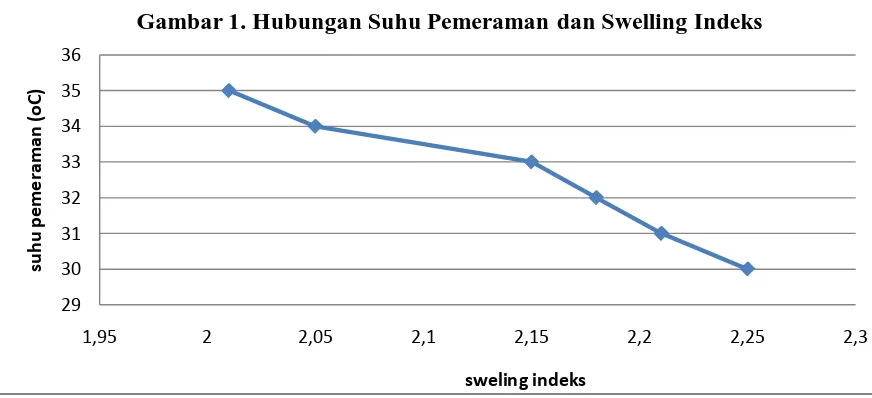
Gambar 1. Hubungan Suhu Pemeraman Dengan Swelling Indeks Lampiran
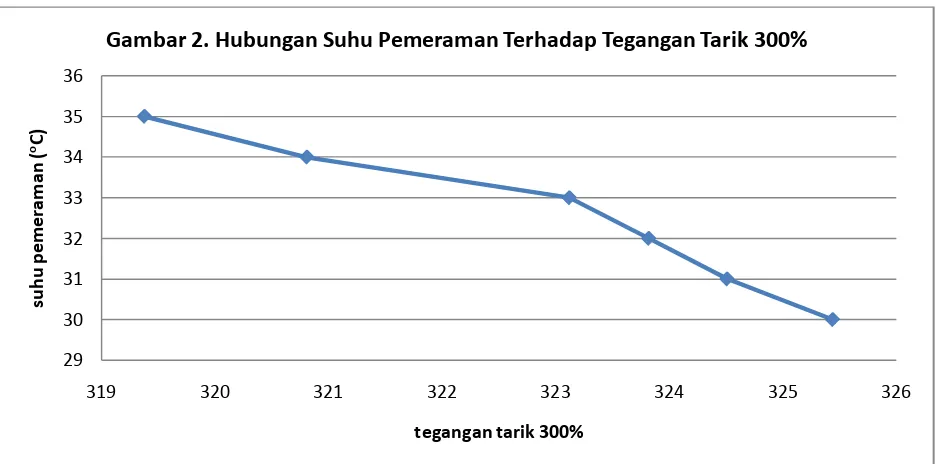
Gambar 2. Hubungan Suhu Pemeraman Dengan Tegangan Lampiran
ABSTRAK
Benang karet merupakan salah satu komoditi ekspor non-migas yang memiliki prospek yang cukup cerah karena bahan bakunya adalah lateks yang banyak terdapat di dalam negeri. Proses pembuatan benang karet berlangsung dalam beberaapa unit proses, yaitu : compounding inactive, compounding active, compounding cooling, feeding system, header capillary, acid bath, drying oven, talcum area, ribboning, curing, cooling drum, receiving, boxesweighing, packing, market customer. Pada hasil akhir produksi, benang karet telah siap sesuai dengan order, misalnya benang karet count 37 NS 40. Tegangan tarik 300% merupakan salah satu standar mutu yang terpenting sebab bennag karet yang terlalu lemah atau terlalu kuat tidak disukai konsumen. Untuk memperoleh tegangan tarik 300% sesuai dengan keinginan perlu mengetahui factor – factor yang mempengaruhi tegangan tarik ini. Salah satunya adalah larutan yang ada di unit kompon, yaitu kadar masak kompon yang disebut swelling. Bedasarkan standar mutu International, benang karet count 37 NS 40 memiliki swelling antara 1,85 – 2,13 dan tegangan tarik 300% antara 310 - 370 g/mm2.
THE EFFECT OF SWELLING INDEX COMPOUND TO GRENN
MODULUS 300% IN COUNT 37 NS 40 RUBBER THREAD
IN PT. INDUSTRI KARET NUSANTARA MEDAN
ABSTRACT
BAB I
PENDAHULUAN
1.1
Latar Belakang
Perkembangan karet nusantara dan industri karet dewasa ini sangat pesat. Masyarakat
modern mempergunakan karet, karena setiap hari menggunakan barang dari karet
dalam kehidupannya, untuk melakukan kegiatan - kegiatan lainnya.
Pabrik industry karet PTP. Nusantara III Medan merupakan salah satu
perusahaan Badan usaha Milik Negara (BUMN) yang memproduksi barang jadi karet
seperti : Benang karet dan sandaran kapal dengan menggunakan leteks sebagai bahan
bakunya.
Benang karet (rubber thread) merupakan salah satu komoditi ekspor non migas
yang memiliki prospek yang cukup cerah karena bahan bakunya adalah lateks yang
banyak terdapat di dalam negeri.
Lateks pekat dari kebun diolah menjadi benang karet melalui proses
pengolahan dengan fase cair. Dikatakan fase cair karena lateks pekat dan bahan –
bahan kimia dicampur dalam fase cair dengan bantuan air bebas mineral (demin
water). Produksi benang karet (rubber thread) dari lateks berlangsung beberapa
departemen (unit). Unit laboratorium kendali mutu bertugas memeriksa bahan baku
Unit kompon bertugas mengolah bahan baku utama bahan baku penolong
menjadi suatu persenyawaan (kompon), serta menjaga kompon dapat digunakan
sesuai dengan formulasi laboratorium kendali mutu. Unit ekstruksi bertugas mengolah
kompon yang telah dibuat unit kompon menjadi benang karet. Unit laboratorium
fisika bertugas memeriksa dan menganalisa hasil produksi, baik itu tegangan tarik
300%, tegangan putus, dan lain – lain. Unit gudang merupakan tempat penyimpanan /
persediaan barang dari hasil produksi.
Proses pembuatan benang karet berlangsung dalam beberapa unit proses, yaitu:
Peracikan non aktif (compounding inactive), peracikan aktif (compounding active),
peracikan pendingin (compounding cooling), sistem feeding (feeding system), header
kapiler (header capillary), bak asam (acid bath,), oven pengeringan (drying oven),
area pembedakan (talcum area), ribboning (ribboning), pengeringan (curing), drum
pendinginan (cooling drum) , penerimaan (receiving), penimbangan kotak (boxes
weighing), pengepakan (packing), pemasaran (market customer).
Padap roses pembuatan benang karet dilakukan pencampuran antara lateks
dengan bahan baku dengan zat pendukung lainnya seperti bahan pemantap,
vulkanisator, akselerator, activator, dan antioksidan serta zat pengisi sehingga
menghasilkan benang karet dengan kualitas yang baik. Setelah pencampuran lateks
dengan zat pendukung , lateks dialirkan kedalam tangki inaktif kompon dengan
menambahkan disperse, emulsi, dan solusi aktif yang mengaktifkan kompon.
Pada hasil akhir produksi, benang karet telah siap sesuai dengan order.
Tegangan tarik 300% merupakan salah satu standart mutu yang terpenting karena
memperoleh tegangan tarik 300% sesuai dengan keinginan, maka perlu mengetahui
faktor – faktor yang mempengaruhi tegangan tarik. Salah satu difaktorkan adalah
larutan yang ada di unit kompon yaitu kadar masak kompon yang disebut dengan
swelling.
1.2
Permasalahan
Pada proses pembuatan benang karet terdapat beberapa bagian unit pengolahan yang
meliputi : unti laboratorium kendali mutu,unit kompon, unit estruksi, dan unit
laboratorium fisika. Untuk menghasilkan benang karet yang bermutu baik, lateks tidak
boleh mengalami penggumpalan dalam proses produksi. Oleh sebab itu dalam proses
pembuatan benang karet, lateks terlebih dahulu dibuat kompon dengan formulasi
tertentu.
Pencampuran antar lateks pekat dengan beberapa bahan kimia yang disebut
dengan lateks kompon berlangsung di unit kompon. Adapun tujuan dari pencampuran
tersebut adalah :
1. Untuk memperoleh hasil yang mempunyai sifat yang diinginkan
2. Memungkinkan permasalahan kompon
3. Memudahkan pengerjaan pengolahan
Penambahan bahan kimia tersebut terdiri dari dua tahap, yaitu tahap kompon inaktif
dan tahap kompon aktif. Pada kompon inaktif ditambahkan bahan – bahan kimia
seperti suifur, titanium dioksida, sunproof, dan lain – lain., kemudian setelah bahan
tercampur homogeny, selanjutnya kompon dialirkan menuju kompon aktif. Pada
dilakukan suatu pengukuran yang disebut dengan swelling dan setelah melalui tahap
ini , masuk kedalam tahap estruksi dan setelah itu diperiksa ditahap di unit fisika
sebagai hasil produksi. Salah satu hal yang sangat penting diperhatikan dalam
memperhatikan sifat – sifat fisik adalah tegangan tarik 300%, sebab dengan adanya
perubahan – perubahan yang terjadi pada ukuran masaknya, kompon dapat
mempengaruhi tegangan tarik 300%. Apabila ukuran masak kompon terlalu tinggi,
maupun terlalu rendah mutu benang karet yang dihasilkan juga tidak baik, terutama
pada tegangan tarik 300%.
Yang menjadi permasalahan dalam pembahasan ini adalah :
1. Bagaimana hubungan indeks swelling terhadap tegangan tarik 300% pada
benang karet count 37 NS 40 ?
2. Bagaimana indeks swelling yang sesuai agar didapat tegangan tarik 300%
pada benang keret count 37 NS 40 ?
1.3
Tujuan
1. Utuk mengetahui pengaruh indeks swelling terhadap tegaangan tarik 300%
pada benang karet count 37 NS 40 yang memenuhi standar.
2. Untuk mengetahui indeks swelling yang sesuai dengan tegangan tarik 300%
1.4
Manfaat
1. Untuk memberikan pengetahuan kepada penulis bagaimana hubungan antara
indeks swelling dan tegangan tarik 300% pada benang karet count 37 NS 40.
2. Untuk memberikan pengetahuan kepada penulis mengenai beberapa indeks
swelling yang sesuai dengan tegangan tarik 300% yang memenuhi standar
BAB 2
TINJAUAN PUSTAKA
2.1 Karet
Karet merupakan hasil bumi yang bila diolah dapat menghasilkan berbagai macam
produk yang amat dibutuhkan dalam kehidupan. Teknologi karet sendiri semakin
berkembang dan akan terus berkembang seiring berjalannya waktu dan akan semakin
banyak produk yang dihasilkan dari industri ini. Ada dua jenis karet yang biasa
digunakan dalam industri yaitu karet alam dan karet sintesis. Karet alam (natural
rubber) merupakan air getah dari tumbuhan Hevea brasiliensis, yang merupakan
polimer alam dengan monomer isoprena, sedangkan karet sintetis sebagian besar
dibuat dengan mengandalkan bahan baku minyak bumi.
Rumus empiris karet alam adalah C10H16, dan ia adalah polimer tinggi yang
lurus dari meta buta-1,3-diena (isoprena).
CH3
(CH2-C=CH-CH2)n
Untuk mengubah sifat fisik dari karet dilakukan proses vulkanisasi.
Vulkanisasi adalah proses pembentukan ikatan silang kimia dari rantai molekul yang
faktor yang cukup penting dalam proses vulkanisasi, namun tanpa adanya panas pun
karet tetap dapat divulkanisasi.
Vulkanisasi karet alam sangat bagus dalam hal berikut :
• Kepegasan pantul
• Tegangan putus
• Ketahan sobek dan putus
• Fleksibilitas suhu rendah
• Daya lengket ke fabric atau logam
2.1.1 Sifat Kimia Karet
Hasil utama tanaman karet (Hevea Brasiliensis) adalah karet. Apabila hevea
segar dicentrifuge pada kecepatan 32000 putaran per meneit (rpm) selama 1 jam akan
terbentuk 4 fraksi yaitu:
• Fraksi karet
• Fraksi frey wessling
• Fraksi serum
• Fraksi bawah
1. Fraksi karet terdiri dari partikel-pertikel karet yang terbentuk bulat dengan
diameter 0,05 – 3 mikron. Partikel karet diselubungi oleh lapisan pelindung yang
terdiri dari protein dan lipida dan berfungsi sebagai pemantap.
2. Fraksi frey wessling yang terdiri dari pertikel – partikel frey wessling yang
dikemukakan oleh Frey Wessling. Fraksi ini bewarna kuning karena mengandung
3. Fraksi serum, juga disebut fraksi C (centrifuge cerum) mengandung sebahagian
komponen bukan karet yaitu air, protein, karbohidrat, dan ion – ion logam.
4. Fraksi bawah, terdiri dari partikel – partikel lutoid yang bersifat gelatin
mengandung senyawa nitrogen dan ion – ion kalsium serta magnesium.
(M.Opusungguh, 1987)
2.1.2 Sifat Fisika Karet
Sifat fisika karet mentah dapat dihubungkan dengan dua komponen yaitu viskositas
dan elastisitas yang bekerja secara serentak. Viskositas diperlukan untuk mengukur
ketahanan terhadap aliran (deformasi). Terjadinya aliran pada karet yang disebabkan
oleh adanya tekanan/ gaya disebabkan oleh dua hal, yaitu:
1. Terlepasnya ikatan di dalam atau antara rantai pliisoprene seperti terlepasnya
benang-benang yag telah dirajut. Hal ini terjadi pada stress yang rendah/kecil
2. Terlepasnya seluruh ikatan rantai poliisoprene dan satu monomer dengan
monomer yang lain saling tindih akan membentuk lingkungan yang Kristal.
Dengan demikian komponen viskositas adalah irreversible dan dihitung sebagai aliran
dingin (cold flow) dari karet mentah, seedangkan elastisitas mengukur energy yang
segera dikembalikan oleh karet setelah diberikan input energy kepadanya. Elastisitas
menunjukan jarak diantara ujung-ujung rantai poliisoprene.
2.2.
Bahan Baku Benang Karet
Lateks adalah sejenis bahan yang digunakan untuk menghasilkan berbagai produk
seperti ban kendaraan, selang karet, benang karet dan sebagainya. Sebelum lateks
digunakan untuk membuat benang karet maka karet lateks terlebih dahulu dipekatkan
dan disebut dengan lateks pekat.
Karet alam mengandung 100% cis-1,4-poliisoprena, yang terdiri dari rantai
polimer lurus dan panjang dengan gugus isoprenik yang berulang, seperti yang
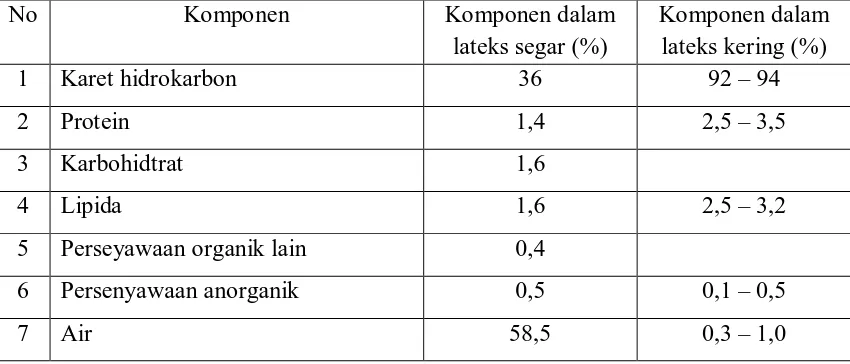
diilustrasikan pada tabel berikut.
Tabel 2.1 Komposisi Karet Alam (Surya.I, 2006)
No Komponen Komponen dalam
lateks segar (%)
Komponen dalam lateks kering (%)
1 Karet hidrokarbon 36 92 – 94
2 Protein 1,4 2,5 – 3,5
3 Karbohidtrat 1,6
4 Lipida 1,6 2,5 – 3,2
5 Perseyawaan organik lain 0,4
6 Persenyawaan anorganik 0,5 0,1 – 0,5
7 Air 58,5 0,3 – 1,0
Pada saat penyimpanan, kekerasan karet alam bertambah. Penambahan
kekerasan ini diindikasikan oleh nilai viskositas Mooney nya. Viskositas Mooney
merupakan suatu pengujian terhadap viskositas dari karet. Semakin tinggi nilai
viskositas Mooney maka semakin tahan karet terhadap regangan (strain).Pengerasan
pada saat penyimpanan disebabkan reaksi sambung silang dari sejumlah kecil gugus
mengolah lateks dengan garam hidroksilamina. Garam hidroksilamina akan bereaksi
dengan gugus aldehid membentuk oksim tak aktif.
Tujuan dari pemekatan lateks adalah :
1. Untuk memperoleh kadar kret kering sekurangnya 60%
2. Untuk mengurangi kenaikan biaya produksi
3. Untuk mengetahui jumlah air ditambahkan pada pengenceran lateks
sampai kadar yang dikehendaki
2.3
Pengolahan lateks pekat
Prinsip pembuatan lateks pekat bedasarkan pada perbedaan berat jenis antara partikel
berat dengan serum. Serum mempunyai berat jenis lebih besar daripada partikel karet .
Berat jenis serum 1,024 sedangkan partikel karet hanya 0,904. Akibatnya , partikel
karet akan naik kepermukaan dan serum akan terkumpul dibagian bawah dalam proses
pembuatan lateks pekat.
Ada empat macam lateks pekat yang biasa dijual dipasaran. Yang pertama adalah
creamed latex atau di indonesia dikenal dengan nama lateks dadih sedangkan yang
kedua centrifuge latex atau disebut latex pusingan, yang ketiga adalah penguapan
(Evaporating), dan yang keempat adalah Dekantasi listrik.
1. Pembuatan creamed latex
Pada pembuatan creamed lateks , getah yang sudah disadap dibawa ke tempat
pengolahan di dalam tangki-tangki, alu ditambahkan gas ammonia sebanyak 4 – 7
ditentukan kadar karet kering (KKK) nya. Barulah ditambahkan bahan pemekat /
pengental atau creaming agent.
Bahan pemekat yang banyak digunakan adalah ammonium alginate yaitu
dosisnya 60 ml larutan alginate 1% per liter lateks, sedangkan untuk tepung K
diosisnya larutan tepung K 1% per liter lateks yang akan diproses. Lateks lalu diaduk
sampai rata dan didiamkan selama 4 6 hari sampai menjadi lateks pekat. (J.Sugito,
1999)
2. Pembuatan Lateks pusingan
Lateks yang dialirkan kedalam alat pusingannya oleh daya sentrifuge yang berputar
dengan kecepatan 6000 – 7000 rpm, dipisahkan menjadi dua pusingan yaitu lateks
pekat dan serum.
Lateks pekat hasil pusingan yang mengalir menuju tangki pencampur
dibubuhi dengan bahan pemantap. Bahan ini umunya berupa larutan 10 – 20% NH4,
larutan (sejenis sabun) dengan dosis 0,05%. Fungsi dari larutan ini adalah untuk
meningkatkan kemantapan lateks pekat hasil pemusingan. Selanjutnya dalam
tangki/pengankut lateks pekat ditambah dengan NH3 sehinggaa kadar NH3 dalam
lateks menjadi 0,7% atau lebih. (Setyamidjaja.D, 1993)
3. Penguapan
Cara penganbilan lateks dengan menguapkan air yang ada didalam lateks (lateks
4. Dekantasi listrik
Pemekatan lateks dengan cara ini disebabkan karena pengaruh medan listrik yang
diberikan di antara elektroda yang dimasukkan di dalam lateks. Oleh karena butir
karet bermuatan negative, maka akan ditarik elektroda positif. Dapat dikatanan, bahwa
cara dekantasi ini serupa dengan pendadihan tanpa oenambahan bahan pendadih.
Lateks Pekat yang mengandung zat padat sejumlah ± 62 – 63%. Lateks pekat
dekantasi listrik mempunyai kemantapan mekanis yang lebih besar daripada lateks
pekat pusingan. Dari keempat cara tersebut diatas, yang paling banyak digunakan
dalam industri adalah cara pemusingan (centrifuge), karena kapasitas produksinya
tinggi, viskositas lateks rendah (tidak kenal) dan hasil lateksnya murni (tidak
tercampur endapan dan kotoran). Mutu lateks pusingan ini ditentukan bedasarkan
pengujian yang ditetapkn oleh ASTM D>1976 – 1980 dan ISO 2004.
2.4
Parameter dan Standart Mutu
Beberapa defenisi dari parameter mutu lateks pekat yaitu:
A. Kadar karet kering (Dry Rubber Content)
Kadar karet kering adalah menunjukan banyaknya kadar karet kering yang
terdapat dalam lateks yang digumpalkan dengan asam, digiling dan kemudian
B. Jumlah padatan total (Total Solid Content)
Jumlah padatan total adalah menunjukan banyaknya zat padat yang terdapat di
dalam lateks yang tidak dapat menguap bila dikeringkan pada suhu 70oC selama
16 jam atau pada suhu 100oC selama 2 jam.
C. Kadar Amoniak (NH3)
Kadar amoniak adalah jumlah amoniak yang terdapat di dalam lateks pekat (%
b/v).
D. Uji waktu kemantapan mekanis (Mechanical Stability Time)
Waktu kemantapan mekanis adalah waktu (detik) yang dibutuhkan untuk
memulai menunjukkan flokulasi bila dipusingkan dengan kecepatan 14000rpm.
E. KOH number
KOH number adalah untuk mengetahui gram KOH yang ekivalen dengan asam
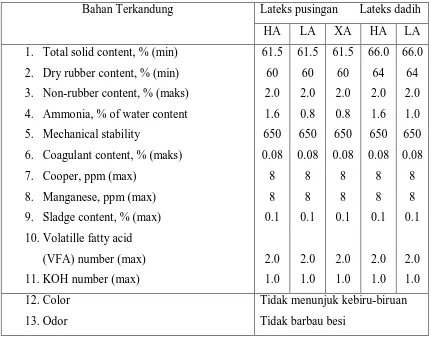
Tabel 2.2 Skema Standar Mutu Lateks Menurut ISO 2004 (Setyamidjaja.S,
1993)
Bahan Terkandung Lateks pusingan Lateks dadih
HA LA XA HA LA
1. Total solid content, % (min)
2. Dry rubber content, % (min)
3. Non-rubber content, % (maks)
4. Ammonia, % of water content
5. Mechanical stability
6. Coagulant content, % (maks)
7. Cooper, ppm (max)
8. Manganese, ppm (max)
9. Sladge content, % (max)
10. Volatille fatty acid
(VFA) number (max)
11. KOH number (max)
61.5 60 2.0 1.6 650 0.08 8 8 0.1 2.0 1.0 61.5 60 2.0 0.8 650 0.08 8 8 0.1 2.0 1.0 61.5 60 2.0 0.8 650 0.08 8 8 0.1 2.0 1.0 66.0 64 2.0 1.6 650 0.08 8 8 0.1 2.0 1.0 66.0 64 2.0 1.0 650 0.08 8 8 0.1 2.0 1.0 12. Color 13. Odor
Tidak menunjuk kebiru-biruan
Tidak barbau besi
Keterangan : HA adalah pekat jenis ‘high ammonia’ LA adalah pekat jenis
‘Low ammonia’
2.5
Lateks kompon
Lateks pekat yang diperoleh dengan cara pemusingan atau pendadihan digunakan
untuk pembuatan barang jadi karet dari lateks dengan cara pembuatan lateks kompon
yaitu persenyawaan atau pencampuran latek pekat dengan bahan – bahan kimia.
Bahan – bahan kimia yang digunakan pada proses pembuatan benang karet
1. Bahan Vulkanisas
Untuk proses vulkanisasi diperlukan bahan pemvulkanisasi (vulkanisator), yang
disebut juga sebagai bahan pemasak karena tanpa bahan tersebut lateks kompon yang
tidak akan matang. Bahan pemvulkanisasi yang banyak digunakan adalah belerang
(sulfur). Telerium dan selenium dapat juga digunakan sebagai pemvulkanisasi tetapi
harganya yang terlalu mahal, telerium dan selenium ini jarang digunakan.
2. Bahan Pencepat (Accelerator)
Proses vulkanisasi dengan belerang sangat lambat. Guna mempercepat vulkanisasi
diperlukan satu atau lebih bahan pencepat. Bahan pencepat yang biasa digunakan
adalah ZDBC (Zinc Dibuthyl Dithyo Carbamat).
3. Bahan penggiat (Aktivator)
Bahan ini digunakan untuk menggiatkan kerja dari bahan pencepat (accelerator). Pada
umunya bahan pencepat organik tidak dapat berfungsi secara efisien tanpa bahan
penggiat. Bahan penggiat yang umum diguakan adalah zinc oxide (ZnO).
4. Bahan pengisi
Ada dua macam bahan pengisi dalam proses pengolahan karet. Pertama bahan pengisi
yang aktif. Kedua, bahan pengisi yang menguatkan. Yang pertama hanya menambah
kekerasan dan kekuatan pada bahan jadi yang dihasilkan, tetapi kekuatan dan sifat
lainnya menurun. Biasanya bahan pengisi yang tidak aktif lebih banyak diguakan
untuk menekan harga karena bahan ini berharga lebih murah contohnya kaolin, tanah
penguat, contohnya carbon hitam, silica, aluminium silikat, dan magnesium silikat.
Bahan ini mampu menambah kekerasan ketahan sobek, ketahanan kikisan, serta
tegangan putus pada barang yang dihasilkan. Kadang – kadang bahan pengisi aktif
dan tidak aktif diberikan dalam campuran sebagai alternatif penghematan biaya.
Bahan pengisi yang digunakan dalam pembuatan benang karet adalah titanium
dioksida (TiO2) yang berbentuk tepung dan bewarna putih bersih.
5. Bahan Pemantap (Stabilizier)
Pottasium hidroksida (KOH) adalah bahan yang digunakan sebagai bahan pemantap.
Bahan pemantap ditambahkan agar lateks terlindung dari tegangan terhadap beberapa
campuran dan berfungsi sebagai bahan pendispersi.
6. Antioksidan
Bahan yang igunakan sebagai antioksidan adalah sunproof dan wingstay L. Fungsi
bahan ini adalah untuk melindungi benang karet dari kerusakan karena pengaruh
oksigen maupun ozon yang terdapat di dalam udara. Bahan kimia ini biasanya juga
tahan terhadap pengaruh ion – ion tembaga, besi dan mangan. Selain itu juga mampu
melindungi terhadap suhu tinggi, retak – retak dan lentur.
Emulsi adalah sistem disperse koloid zat cair dalam zat cair. Dispersi adalah
cara pembuatan larutan koloid dari fase yang disperse yang lebih kasar menjadi
ukuran partikel koloid dengan penghalusan.
a. Pembuatan disperse dan emulsi
Untuk membuat disperse diperlukan suatu alat gilingan peluru (ball mill) sedangkan
untuk membuat emulsi diperlukan alat pengaduk (stirrer). Dalam pembuatan disperse
dan emulsi diperlukan bahan penolong lainnya misalnya : Bahan pendispersi
(dispersing agent) atau bahan pengemulsi (emulsifying agent), bahan pemantap, air,
dan sebagainya tergantung jenis bahan kimianya. Bahan yang dibuat disperse
dicampur dengan bahan disperse dan air, lalu dimasukkan dalam gilingan peluru,
kemudian diputar dengan alat pemutar gilingan peluru. Kecepatan putar sekitar 35 –
37 rpm dijalankan selama 24 jam tergantung dari jenis bahan kimia yang akan dibuat
disperse. Untuk membuat emulsi maka bahan pengemulsi dimasukkan kedalam
tabung, kemudian diaduk dengan alat pengaduk selama beberapa waktu sampai
diperoleh emulsi bagus.
b. Pembuatan lateks kompon
Lateks pekat dicampur dengan bahan kimia yang telah dibuat dalam bentuk disperse
atau emulsi dengan susunan kompon tertentu sesuai dengan tujuan barang jadi karet
yang akan dibuat. Disperse – disperse dan emulsi – emulsi ini ditambahkan dalam
jumlah seprti yang telah ditentukan dalam formulasi dan disesuaikan dengan
keperluan. Campuran diaduk perlahan – lahan dan jangan sampai terjadi pengotoran.
Lateks kompon sebelum dicetak untuk membuat barang jadi karet adalah dalam
keadaan cair.
Lateks kompon yang telah siap diolah dilakukan dengan 5 (lima) proses
1. Proses celup
Mencelup dalam bentuk yang paling sderhana dengan jalan mencelup sesuatu barang
(acuan) dalam campuran lateks dan kemudian mengeluarkannya lagi. Lapisan lateks
yang menempel pada permukaan dari acuan lantas dikeringkan dan kemudian di
vulkanisir.
2. Proses flow casting
Ini adalah proses pembuatan benang dengan jalan menuang pada masa satu acuan
yang hampa diisikan dengan satu campuran lateks yang menempel pada dinding
acuan. Apabila lapisan lateks telah memperoleh kekuatan yang cukup, acuannya
lantas dibuka dan barang keluar dikeringkan dan divulkanisir.
3. Proses karet busa
Proses pembuatan barang karet yang terdiri dari beribu – ribu gelembung udara atau
sel – sel. Pada tiap – tiap sel ada selaput kulit tipis dan sel – sel ini satu sama lain
berhubungan.
4. Proses semprot
Prinsip dengan cara ini bedasarkan penyemprotan satu campuran lateks melalui
lubang kecil melalui satu penangan pembekuan, dimana talinya membeku, dan
5. Meresapi lateks
Proses ini merupakan tindak lanjut dari hasil yang diperoleh pada proses semprot yang
membubuhi karet pada benang.
2.6
SIR (Standard Indonesian Rubber)
Table 2.3 Standard Indonesian Rubber
TSR CTV TSR L TSR
5 TSR 10 TSR 20
Parameter Unit SIR
3CV50
SIR SIR
3L SIR 3WF SIR 5 SIR 10 SIR 10VK SIR 20 SIR 20VK 3CV60
Dirt (Max) %wt 0,3 0.03 0.03 0.03 0.05 0.10 0.10 0.20 0.20
Ash (Max) %wt 0.60 0.50 0.50 0.50 0.50 0.75 0.75 1.00 1.00
Nitrogen (Max) %wt 0.60 0.60 0.60 0.60 0.60 0.60 0.60 0.60 0.60
Volatile matter
(Max) %wt 0.60 0.60 0.80 0.80 0.80 0.80 0.80 0.80 0.80
Initial Plasticity
(Min) 30 30 30 30 30 30 30 30 30
PRI Index (Min) 60 60 75 75 70 60 60 50 50
Color lovibond scale
NA NA 60 NA NA NA NA NA NA
Individual Value (Max) Mooney Viscosity 50+/-5
60+/-5 NA NA NA NA
60+/-5* NA
60+/-5* (ML, 1+4,
100oC
*
No specification status2.7
Penyebab Terjadinya Prokoagulasi
Prokoagulasi merupakan pembekuan pendahuluan yang menghasilkan lumps atau
perkebunan karet sebelum karet sampai ke pabrik atau tempat pengolahan. Bila hal ini
terjadi akan timbul kerugian yang tidak sedikit. Hasil sadapan yang mengalami
prokoagulasi hanya dapat diolah menjadi karet yang bukan jenis baku dan kualitasnya
pun rendah.
Prokoagulasi terjadi karena kemantapan bagian koloidal yang terkandung
dalam lateks berkurang. Bagian – bagian koloidal ini kemudian menggumpal menjadi
satu dan membentuk komponen yang berkurang lebih besar. Komponen koloidal yang
lebih besar ini akan membeku. Inilah yang menyebabkan terjadinya prokoagulasi.
Penyebab terjadinya prokoagulasi antara lain adalah sebagai berikut.
1. Jenis karet yang ditanam
Perbedaan antara jenis yang ditanam akan menghasilkan lateks yang berbeda – beda
pula. Otomatis kestabilan atau kemantapan koloidalnya berbeda. Klon – klon tertentu
ada yang rendah kadar kestabilannya. Namun, banyak pula karet yang mempunyai
kadar kestabilan koloidal yang tinggi. Kadar kestabilan koloidal yang ini sedikit
banyak berpengaruh terhadap faktor lain yang juga mampu menyebabkan terjadinya
prokoagulasi.
2. Enzimatis
Enzim dikenal sebagai bokatalais yang mampu mempercepat berlangsungnya suatu
reaksi walau hanya terdapat dalam jumlah kecil. Cara kerjanya adalah dengan
mengubah susunan protein yang melapisi bahan karet. Akibatnya, kemantapan karet
berkurang dan terjadilah prokoagulasi. Biasanya enzim – enzim mulai aktif setelah
3. Mikroorganisme atau jasad – jasad renik
Mikroorgaisme banyak terdapat dilingkungan perkebunan karet. Jasa ini dapat berada
dipepohonan, udara, tanah, air, atau menempel pada alat – alat yang digunakan.
Lateks yang berasal dari pohon karet yang sehat dan baru disadap dapat dikatakan
steril atau bersih sama sekali dari mikroorganisme. Tetapi, pohon yang baru disadap
mudah sekali terkena infeksi oleh jasad – jasad renik.Apabila mikrooganisme masuk
ke dalam getah yang baru disadap, dan melakukan aktivitas hidup di dalamnya, maka
akan terjadi reaksi dengan senyawa – senyawa yang terkandung dalam lateks.
Akibatnya timbul senyawa – senyawa seperti asam dan sejenisnya. Bila banyak
mikroorganisme dalam lateks, maka senyawa asam yang dihasilkan akan banyak pula.
Ini memungkinkan terjadinya prokoagulasi. Oleh karena itu, kebersihan kebun serta
alat – alat yang dipergunakan harus dijaga agar jumlah mikroorganisme yang
merugukan dapat ditekan.
4. Faktor cuaca dan musim
Faktor cuaca atau musim sering menyebabkan timbulnya prokoagulasi. Pada saat
tanaman karet menggugurkan daunnya (musim gugur daun) prokoagulasi terjadi lebih
sering. Begitu juga pada saat usim hujan. Itulah sebabnya penyadapan pada saat
banyak turun hujan sering tidak dilakukan di perkebunan- perkebunan. Selain
pelaksanaannya sulit, juga untuk mencegah prokoagulasi. Akan tetapi bila tindakan
pencegahan prokoagulasi telah dilaksanakan, maka penyadapan pada musim hujan
bisa terus dilakukan. Lateks yag bau disadap juga mudah menggumpal jika terkena
5. Kondisi tanaman
Tanaman karet yang sedang sakit, masih muda atau sudah tua bisa mempengaruhi
prokoagulasi. Penyadapan pada tanaman yang belum siap sadap akan
menghasilkan lateks yang kurang mantap, mudah menggumpal. Hasil sadapan dari
tanaman yang menderita penyakit fisiologis sering membeku dimangkok. Sedangkan
tanaman tua dan sering sakit – sakitan sering menghasilkan lateks yang sudah
membeku diatas bidang sadap.
6. Air sadah
Air sadah atau hard water adalah air yang memiliki reaksi kimia, biasanya bereaksi
asam. Apabila air ini tercampur kedalam lateks, mak prokoagulasi akan terjadi dengan
cepat. Untuk menjaga jangan sampai air sadah dipakai dalam pengolahan, maka
dilakukan analisis kimia. Derajat kesadahan air yang masih mungkin digunakan
adalah 6oC (Derajat Jerman).
7. Cara pengangkutan
Sarana transportasi, baik jalan atau kendaraan, yang buruk akan menambah frekuensi
terjadinya prokoagulasi. Jalan yang buruk atau angkutan yang berguncang – guncang
mengakibatkan lateks yang diangkut terkocok – kocok secara kuat sehingga merusak
kestabilan koloidal. Jarak yang jauh yang menyebabkan lateks baru tiba ditempat
pengolahan pada siang hari dan sempat terkena terik matahari di perjalanan juga dapat
8. Kotoran dan bahan – bahan lain yang tercampur
Prokogulasi sering terjadi karena tercampurnya kotoran atau bahan – bahan lain yang
mengandung kapur atau asam. Air yang kotor juga berpengaruh sama. Lateks dari
kebun karena rakyat biasa banyak tercampur kotoran atau bahan – bahan lain daripada
lateks hasil perkebunan besar swasta atau milik pemerintah.
2.7.1 Tindakan Pencegahan Prokogulasi Dan Zat Antikoagulan
Beberapa tindakan yang dapat dilakukan untuk mencegah terjadinya prokoagulasi
antara lain sebagai berikut :
1. Menjaga kebersihan alat – alat yang digunakan dalam penyadapan, penampungan,
maupun pengankutan.
2. Mencegah pengenceran lateks dari kebun dengan air kotor, misalnya air sungai,
air saluran atau air got.
3. Memulai penyadapan pada pagi hari sebelum matahari terbit untuk membantu
agar lateks dapat ampai ke pabrik atau tempat pengolahan sebelum udara menjadi
panas. (Tim penulis .1999)
2.7.2 Senyawa Kimia Sebagai Bahan Antikoagulan
Pemakaian bahan antikoagulan ahrus dibatsi, karena pemakainnya berarti memakan
biaya, perlu penambahanb dosis asam dalam proses kogulasi ,dan mempengaruhi
proses pengeringan. Pemberian antikoagulan ke dalam lateks biasanya dilakukan pada
musim rontok daun, sesudah berlangsung hujan malam, pengankutan lateks pada jarak
Bahan yang digunakan sebagai antikoagulan adalah :
1. Soda atau natrium karbonat
Anti koagulan ini tidak mempengaruhi waktu pengeringan dan kualitas produk yang
dihasilkan , hanya mudah membentuk gas asam arang (CO2) dalam lateks, sehingga
mempermudah pembentukan gelembung gas dalam bekuan (Koagulum).
2. Amoniak
Bersifat senyawa antikogulan dan juga sebagai desinfektan. 0,7% NH3 biasa
digunakan untuk pengawetan lateks pusingan ((centrifuge latex). Tiap liter lateks
membutuhkan 5 – 10 cc larutan amoniak 2 – 2,5%.
3. Natrium sulfit
Bersifat senyawa antikoagulan dan desinfektan. Untuk pemakaian segera dibuat
larutan 10% dan untuk tiap liter lateks diperlukan 5 – 10 cc Natrium sulfit 10%.
4. Formaldehida
Pemakaian formaldehid sebagai antikogulan paling merepotkan dibanding zat lainnya.
Formaldehid kurang baik apabila digunakan di musim hujan .Apabila disimpan, zat ini
sering teroksidasi menjadi asam semut atau asam format.
2.7.3 Bahan Senyawa Penggumpal (Koagulan)
Berupa cairan yang jernih dan tidak bewarna, mudah larut dalam air, berbau
merangsang, dan masih bereaksi asam pada pengenceran.
2. Asam cuka (disebut juga asam asetat, CH3COOH)
Berupa cairan yang jernih dan tidak bewarna, berbau merangsang dan mudah
diencerkan dengan air. (Setyamidjaja.d, 1993)
2.8
Air Pengolahan
Dalam pengolahan karet, air berperan sangat penting dan dibutuhkan dalam jumlah
yang sangat besar.
Syarat – syarat air untuk pengolahan adalah :
- Sebagai bahan pengencer lateks, pelarut dan pengencer bahan – bahan kimia,
air harus jernih dan tidak bewarna, tidak boleh mangandung garam – garam ter
utama garam kapur, karena akan sangat mempermudan terjadinya prokoagulasi
dan menimbulkan bintik – bintik oksida.
- Air pengolahan dipabrik persyaratannya tidak terlalu ketat, akan tetapi tidak
mengandung kotoran. Air yang bersih dapat diperoeh dari sumbernya atau dari
sungai dengan cara disaring dan diendapkan dalam bak – bak, atau dengan
2.9
Pengujian Sifat Mekanis Karet
Swelling adalah suatu ukuran masaknya kompon. Dengan kata lain swelling
merupakan nilai yang menunjukan perbandingan antara diameter pengembangan
(setelah dicampurkan kedalam cairan organik) dengan diameter awal. Sebagaimana
yang kita ketahui bahwa lateks yag telah mengalami vulkanisasi akan mempunyai
sifat tidak larut dalam suatu larutan organik, akan tetapi hanya mengembang.
Pengembangan ini menunjukan bahwa adanya peristiwa pemasakan lateks
kompon yang mana hal ini memberi kesempatan pada molekul karet bersatu.
Pernyataan ini erat hubungannya dengan peran sulfur sebagai vulkanisator.
Vulkanisator adalah suatu proses reaksi partikel karet dengan sulfur yang berlangsung
dengan adanya panas, aktivator, an katalisator dimana dua atau lebih partikel karet
bergabung yang dijembatani oleh ikatan rangkap sulfur.
Tujuan dari proses vulkanisasi karet adalah agar sifat barang jai dari karet yang
akan dihasilkan menjadi kuat dan teguh serta tidak mudah teroksidasi. Sebelum
diproses sangatlah penting untuk memastikan keadaannya sehingga mengurangi
gangguan pada proses produksi.
Adapun maksud dilakukannya swelling yaitu untuk mengetahui seberapa besar
kematangan dari lateks pekat yang digunakan sebagai bahan baku utama, dan bahan
kimia sebagai bahan baku penolong.
Tegangan tarik merupakan salah satu yang sangat penting diperhatikan dalam
pengujian hasil produksi benang karet yang telah siap sesuai dengan order. Tegangan
tarik secara umum dapat dirumuskan sebagai berikut :
σ =
Dimana, σ = Tegangan tarik
P = Gaya yang dilakukan
A = Luas permukaan penampang
Pada karet perlakuan tegangan tarik dikenal dengan istilah tegangan
tarik300%. Alat yang digunakan untuk mengetahui tegangan tarik 300% ini adalah
Dynamometer. Tegangan tarik 300% adalah perbandingan hasil pembacaan pada
grafik 300% dengan total section, dan dirumuskan sebagai berikut :
σ 300% =
Dimana, σ 300% = Tegangan tarik 300% (g/mm2)
P 300% = Hasil pembacaan skala 300% (gr)
A = Total section (mm2)
Pembacaan skala 300% dibaca tiap skala adalah 300gr, total section dapat dihitung
Dimana A = Total section (mm2)
B = section (mm)
C = Jumlah loops
Dimana section adalah pemotongan benang karet yang sangat kecil dalam mm, dan
jumlah loops merupakan standar perusahaan sebesar 12 mm untuk benang karet count
BAB 3
METODOLOGI
3.1 Alat – alat
Alat – alat yang digunakan untuk melakukan percobaan terdiri dari alat – alat di
laboratorium kimia dan laoratorium fisika.
3.1.2 Alat Di Laboratorium Kimia (Kendali Mutu)
1. Gelas beaker 600 mL
2. Plat stainless steel
3. Palu
4. Cetakan diameter lubang 38 mm
5. Kipas angin
6. Gunting
3.1.2 Alat Di Laboratorium Fisika
1. Gunting2. Alat Uji dynamometer
3. Mesin Loops
4. Neraca Analitis
5. Kertas Grafik
6. Pena Rotring
3.2 Bahan – Bahan
Bahan – bahan yang digunakan dalam percobaan ini adalah :
3.2.1 Bahan Di Laboratorium Kimia (Laboratorium Kendali Mutu)
1. Kompon aktif2. Sikloheksana
3. Metanol
4. Kalsium nitrat 5 %
5. Tepung talcum
3.2.2 Bahan Di Laboratorium Fisika
1. Benang karet3.3 Prosedur
Cara kerja yang dilakukan terdiri dari :
3.3.1 Prosedur Di Labiratorium kimia (Laboratorium Kendali Mutu)
Di dalam Laboratorium ini, yang dianalisa adalah indeks swelling. Cara kerjanya
adalah sebagai berikut :
1. Celupkan plat steinless ke dalam larutan kalsium nitrat 5%
2. Keringkan
3. Setelah kering, celupkan plat steinless ke dalam sampel (Kompon)
4. Keringkan
5. Celupkan kmbali kedalam larutan kalsium nitrat 5%
7. Keringkan selama 30 menit
8. Setelah kering, gunting kedua piringan plat stainlees
9. Taburi dengan talcum powder
10. Cetak di atas pemukaan yang datar dengan cetakan berdiameter 38 mm
11. Rendam hasil cetakan ke dalam larutan sikloheksana selama 25 menit
12. Setelah 25 menit dilakukan pembacaan skala terhadap daya kembang kompon
tersebut di atas kertas grafik
3.3.2 Prosedur Di Laboratorium Fisika
Di laboratorium fisika ini dianalisa tegangan tarik 300%. Prosedur untuk analisa
tegangan tarik 300% ini adalah:
1. Diambil sampel benang karet sejumlah yang diperlukan untuk loops (gulungan)
sesuai dengan standar loops yang diijinkan.
2. Digulung sampel sesuai dengan standar loops, kemudian diikat kedua
pangkalnya. Lalu dipotong dan gulungan sampel dicabut dan diletakkan pada alat
uji dynaometer yang telah diatur.
Cara mengatur alat dynamometer adalah sebagai berikut :
1. Kecepatan motor dynamometer diukur dengan kecepatan 550 mm/menit.
2. Kemudian kertas grafik dipasang pada posisi yang telah ditentukan.
3. Pena rotring dipasang dan dipastikan pena rotring tersebut berfungsi baik.
4. Pendulum yang dipakai harus ditentukan
3. Tombol ‘down’ pada alat dynamometer ditentukan dan dipastikan pada rotring
5. Kemudian tombol ‘up’ ditekan dan secara otomatis alat dynamometer akan
berhenti dengan sendirinya. Sebelumnya pena ritring ditutup sebelum menekan
tombol ‘up’.
6. Posisi kertas grafik di putar keposisi semula (berlawanan jarum jam) untuk
membaca hasil uji pada kertas grafik.
7. Sepanjang 98,23 cm sampel tegangan tarik 300% dipotong dan total sectionnya
dihitung dengan rumus sebagai berikut
A = 2 x B x C
Keterangan : A = Total Section (mm2)
B = Section (mm)
C = Jumlah Lopps
8. Hasil pengujian pada kertas grafik dibaca sesuai dengan petunjuk teknis skala
300%
9. Tegangan tarik 300% dihitung sesuai dengan rumus tegangan tarik 300%, yaitu:
BAB 4
HASIL ANALISA
4.1
Data
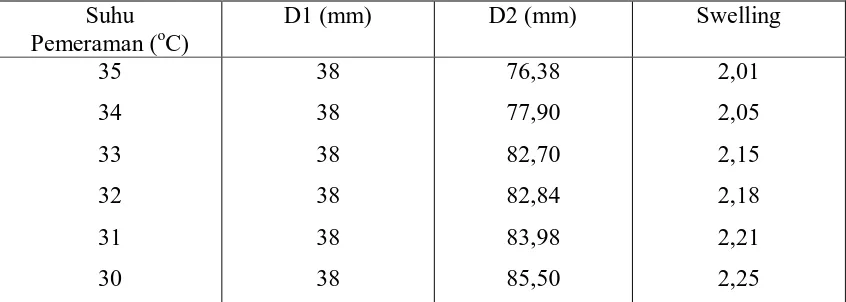
[image:47.595.103.526.341.492.2]Data – data yang akan dianalisa adalah sebagai berikut :
Tabel 4.1 Data Yang Diperoleh Dari Analisa Di Laboratorium Kimia Untuk Tes
Swelling
Suhu Pemeraman (oC)
D1 (mm) D2 (mm) Swelling
35
34
33
32
31
30
38
38
38
38
38
38
76,38
77,90
82,70
82,84
83,98
85,50
2,01
2,05
2,15
2,18
2,21
2,25
Keterangan : D1 = diameter awal (mm)
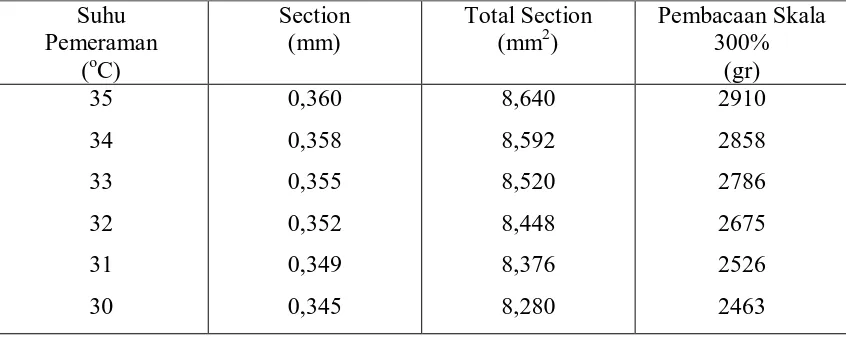
Tabel 4.2 Data Yang Diperoleh Dari Analisa Di Laboratorium Fisika Untuk Tes
Tegangan tarik 300%
Suhu Pemeraman
(oC)
Section (mm)
Total Section (mm2)
Pembacaan Skala 300% (gr) 35 34 33 32 31 30 0,360 0,358 0,355 0,352 0,349 0,345 8,640 8,592 8,520 8,448 8,376 8,280 2910 2858 2786 2675 2526 2463 4.2 Perhitungan
1. Untuk menentukan swelling, digunakan rumus sebagai berikut
Swelling =
Contoh
Dik. D1 = 38
:
D2 = 82,06
Swelling = = = 2,01
2. Untuk menentukan tegagan tarik 300%, digunakan rumus sebagai berikut :
σ 300% =
Dik. : section = 0,360 contoh :
Total section = 2 x Section x Jumlah loops
= 2 x 0,360 x 12
= 8,640 mm2
Hasil pembacan pada skala 300% = 2910 gr
300% =
=
= 336 gr/mm2
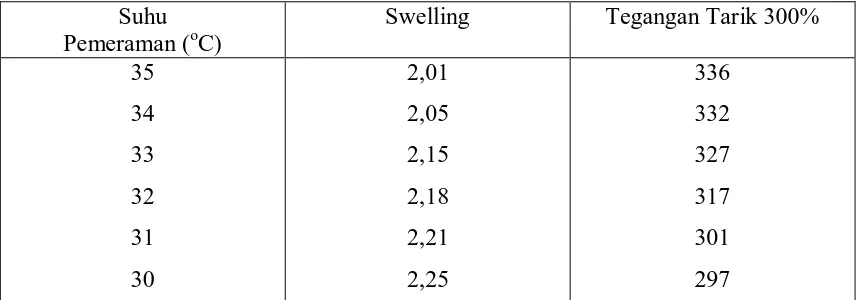
Tabel 4.3 Data Hasil Perhitungan Swelling Dan Tegangan Tarik 300%
Suhu Pemeraman (oC)
Swelling Tegangan Tarik 300%
35
34
33
32
31
30
2,01
2,05
2,15
2,18
2,21
2,25
336
332
327
317
301
297
Dari data – data yang telah dikumpulkan pada table 4.3, regresi dapat dilakukan.
Regresi dapat diartikan sebagai suatu upaya untuk menentukan hubugan antara sesama
faktor – faktor perubah yang mempengaruhi suatu keadaan dalam bentuk matematis
yang dapat dinyatakan dalam persamaan garis. Dari keseluruhan faktor – faktor
peubah (variable) terdapat dua jenis variabel, yaitu variabel bebas dan variabel terikat.
Variabel bebas yaitu variabel yang akan diselidiki pengaruhnya dan disimbolkan
dengan X, dalam hal ini swelling merupakan variabel bebas. Variabel terikat yaitu
variabel yang diharapkan akan timbul akibat pengaruh dari variabel bebas, dalam hal
ini tegangan tarik 300% sebagai variabel terikat dan disimbolkan dengan Y. Data –
data mengenai swelling dan tegangan tarik 300% diperoleh percobaan dan dapat
digambarkan dalam grafik dimana sumbu horizontal menyatakan X dan sumbu
vertikal menyatakan Y. Dengan menyatakan letak titik – titik memperlihatkan garis
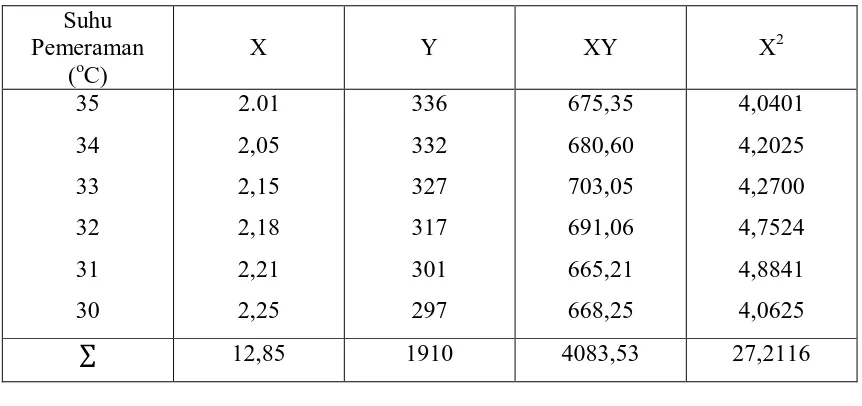
Tabel.4.4 Nilai–Nilai Yang Diperoleh Untuk Menghitung Regresi Linier
Suhu Pemeraman
(oC)
X Y XY X2
35 34 33 32 31 30 2.01 2,05 2,15 2,18 2,21 2,25 336 332 327 317 301 297 675,35 680,60 703,05 691,06 665,21 668,25 4,0401 4,2025 4,2700 4,7524 4,8841 4,0625
12,85 1910 4083,53 27,2116
Keterangan : X = swelling
Y = Tegangan tarik 300%
Persamaan yang digunakan untuk mendapat garis regresi linier dengan rumus :
Y = a + bX
Dimana konstanta a dan b dapat dihitung dengan cara berikut :
a =
a =
a =
b =
b =
b =
b = 273,3120
Dari perhitungan diatass diperoleh persamaan garis regresi linier :
a = 23,1699 ; b = 273,3120 ; X = 2,01
Y = aX + b
= 23,1699 (2,01) + 273,120
[image:52.595.102.531.481.651.2]= 319,1834
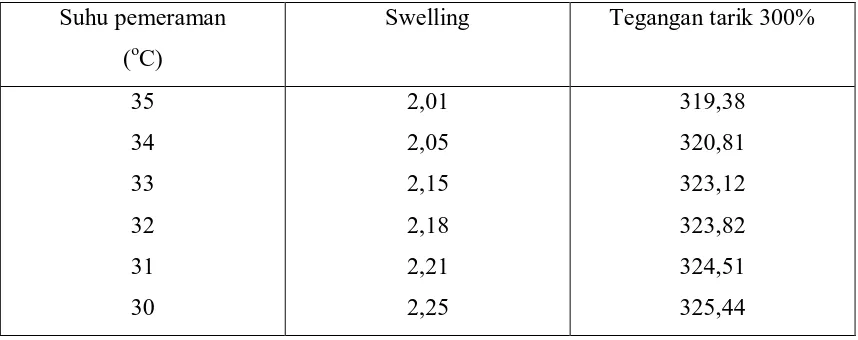
Tabel 4.5 Hasil Perhitungan Untuk Menentukan Tegangan Tarik 300%
Bedasarkan Garis Regresi
Suhu pemeraman
(oC)
Swelling Tegangan tarik 300%
35
34
33
32
31
30
2,01
2,05
2,15
2,18
2,21
2,25
319,38
320,81
323,12
323,82
324,51
4.3
Pembahasan
Dari analisa yang telah dilakukan dapat disimpulkan, jika tegangan tarik benang karet
tinggi, berarti telah terjadi “over maturasi” yaitu terlalu masaknya kompon karet pada
tahap proses pembuatan benang karet sehingga akan menyebabkan benang karet
menjadi rapuh. Untuk itu perlu dilakukan penaikan kecepatan roller di bak asam
sampai curing belt.
Sebaliknya, jika tegangan benang karet rendah, maka telah terjadi “under
maturasi” yaitu kurang masaknya kompon karet sehingga menyebabkan benang karet
mudah kendur. Untuk itu perlu dilakukan penurunan kecepatan roller mulai dari bak
asam sampai bak air panas, dan juga pada drying belt. Jika usaha itu tidak membantu
juga maka kecepatan curing belt dinaikkan antara 1 rpm sampai 5 rpm.
Jadi untuk memperoleh tegangan tarik dengan mutu standard diperlukan index
swelling sebesar 1,85 – 2,13 sesuai dengan standard nilai swelling untuk Pt. Industri
BAB 5
KESIMPULAN DAN SARAN
5.1
Kesimpulan
1. Hubungan antara indeks swelling dengan tegangan tarik suatu benang karet adalah
hubungan yang berbanding lurus. Semakin tinggi ukuran masak kompon
(swelling) maka tegangan tarik yang dihasilkan semakin tinggi sehingga benang
karet yang dihasilkan akan rapuh, begitu juga sebaliknya. Semakin rendah ukuran
masak kompon, tegangan tarik semakin rendah dan benang karet yang dihasilkan
mudah kendur.
2. Indeks swelling yang sesuai pada benang karet count 37 NS 40 untuk tegangan
tarik 300 % yang memenuhi standart adalah 1,85 – 2,13.
5.2
Saran
1. Sebaiknya pemeriksaan teganga tarik benang karet dilakukan lebih dari 3 kali agar
hasil yang diperoleh lebih akurat sehingga kemungkinan terjadinya “over
maturasi” dan “under maturasi” lebih kecil dan bahkan tidak ada.
2. Hendaknya pemeriksaan swelling di tiap tahap proses pembuatan benang karet
DAFTAR PUSTAKA
http://www.che-mis-try.org/artikel_kimia/kimia_materia_karet/
http:industrikaret.wordpress.com/2008/05/12.hello-world/
Indra surya. 2006. Buku Ajar Teknologi Karet. Depertemen Teknik Kimia: universitas
Sumatera utara.
Ompusunggu. M. 1987. Pengolahan Lateks pekat. Balai penelitian Perkebunan Sungai
Putih: Medan.
Setyamidjaja. D. 1993. Karet Budidaya dan Pengolahan. Cetakan pertama. Kanisius:
Yogyakarta.
Tim penulis PS. 1999. Karet Strategi pemasaran Budidaya Dan pengolahan. Penebar
Swadaya: Jakarta.
Walujono. K. 1970. Kemungkinan pengolahan Karet remah Di Indonesia.
29 30 31 32 33 34 35 36
1,95 2 2,05 2,1 2,15 2,2 2,25 2,3
su
h
u
p
e
m
e
ra
m
a
n
(
o
C
)
[image:57.595.116.552.318.517.2]sweling indeks
29 30 31 32 33 34 35 36
319 320 321 322 323 324 325 326
su
h
u
p
e
m
e
ra
m
a
n
(
oC
)
[image:58.595.110.578.285.517.2]tegangan tarik 300%
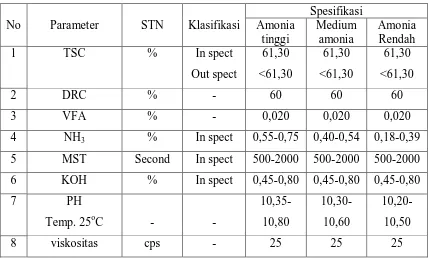
Tabel 1. Spesifikasi lateks pusingan
No Parameter STN Klasifikasi
Spesifikasi Amonia
tinggi
Medium amonia
Amonia Rendah
1 TSC % In spect
Out spect
61,30
<61,30
61,30
<61,30
61,30
<61,30
2 DRC % - 60 60 60
3 VFA % - 0,020 0,020 0,020
4 NH3 % In spect 0,55-0,75 0,40-0,54 0,18-0,39
5 MST Second In spect 500-2000 500-2000 500-2000
6 KOH % In spect 0,45-0,80 0,45-0,80 0,45-0,80
7 PH
Temp. 25oC - -
10,35-10,80
10,30-10,60
10,20-10,50
8 viskositas cps - 25 25 25
Tabel 2. Spesifikasi Lateks Kompon
Compound Parameter STN Standart Temperatur
(oC)
Min Max
In active compound
NH3 setelah
direduksi dengan HCHO sebelum transfer viskositas PH Swelling TSC % cps - - % 0,40 65 11,40 2,63 58,80 0,57 150 12,30 3,00 6,55 36 25 25 30 100 Active compound:
a) Maturation (2-8 jam setelah penambahan zat kimia) b) Sebelum
extraction 8-12 jam setelah pendinginan) Swelling Viskositas PH Swelling TSC - cps - - % 2,13 75 11,75 1,85 58,24 2,63 150 12,60 2,13 60,54 30-35 17 17 17 100 During extraction (oven 12 jam
setelah pendinginan) Viskositas PH Swelling TSC cps - - % 75 11,75 1,72 58,24 160 12,59 2,05 60,24 17 17 17 100
Tabel 3. Spesifikasi Benang Karet
Count Green
Modulus at 300% (g/mm2)
Green Modulus at
500% (g/mm2)
Elongation at Break
(%)
Resistance at Break (g/mm2)
Schwartz value (g/mm2)
20 – 26
28 – 32
34 – 46
48 – 70
75 – 100
105 – 110
200±20 300±20 320±20 380±20 430±20 430±20 750±100 900±100 1000±100 1100±100 1200±100 1200±100 ≥650 ≥650 ≥650 ≥650 ≥650 ≥650 3000-6000 3000-6000 3000-6000 3000-6000 2800-3400 2600-3200 150±10 150±10 150±10 140±10 130±10 130±10