fANALISIS PENENTUAN FAKTOR OPTIMUM
YANG MEMPENGARUHI JUMLAH KECACATAN PADA PRODUK KERTAS ROKOK DENGAN METODE RESPONSE SURFACE
PADA PT. PAPETERIES DE MAUDUIT
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FIELEY KHORMAN NIM. 060403045
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas segala
rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan Laporan Tugas
Akhir ini. Tugas Akhir merupakan salah satu syarat akademis yang harus
dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana
Teknik.
Penulis melaksanakan Tugas Akhir di PT. Papeteries De Mauduit bergerak
dalam pembuatan kertas rokok untuk keperluan pabrik rokok. Tugas Akhir ini
berjudul “Analisis Penentuan Faktor Optimum yang Mempengaruhi Jumlah
Kecacatan pada Produk Kertas Rokok dengan Metode Response Surface pada PT.
Papeteries De Mauduit”. Topik ini ditujukan untuk memperoleh setting faktor
yang optimal untuk mengurangi jumlah kecacatan pada produk kertas rokok.
Penulis menyadari bahwa laporan Tugas Akhir ini masih jauh dari
kesempurnaan, penulis selalu terbuka untuk saran dan kritik yang bersifat
membangun dari semua pihak untuk kesempurnaan tulisan ini kedepan.
Medan, Desember 2010
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Akhir ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Aulia Ishak, S.T., M.T. selaku koordinator Tugas Akhir
Departemen Teknik Industti USU.
3. Bapak Ir. Abdul Jabbar Rambe M.Eng dan Bapak Ir. Nazaruddin
Matondang, MT, selaku Dosen Pembimbing dalam pelaksanaan Tugas
Akhir yang telah memberikan banyak pengajaran baru bagi penulis dan
memberikan motivasi yang sangat berharga.
4. Ibu Juliana, Pak Ikhsan, Pak Jimmy dan pihak pabrik PT. Papeteries De
Mauduit yang telah bersedia mengizinkan penulis untuk melakukan
penelitian dan membantu penulis untuk memperoleh informasi yang
dibutuhkan.
5. Bapak Ir. Nazaruddin Matondang, MT selaku dosen wali penulis, yang
telah memberikan arahan dan bimbingan selama penulis mengikuti
perkuliahan.
6. Ibu Ir. Khawarita Siregar, MT dan Bapak Ir. A. Jabbar Rambe, M. Eng,
Departemen Teknik Industri Universitas Sumatera Utara yang telah
dengan tidak henti-hentinya memberikan nasehat kepada penulis untuk
tetap semangat.
7. Bapak Ir. Poerwanto Msc., Ibu Ir. Khawarita Siregar MT, dan Bapak
Buchari ST. M.Kes., selaku para penguji penulis yang telah memberi
masukan yang dapat memperbaiki kekurangan laporan penulis.
8. Bang Mijo, Kak Dina, Bang Nurmansyah dan seluruh staf jurusan Teknik
Industri Universitas Sumatera Utara.
9. Kedua orang tua penulis (Andy Khorman dan Wati) dan saudara-saudara
penulis (Fieda Khorman dan Jestra Khorman) yang telah mendukung
penulis dalam doa dan semangat. Semoga harapan dan cita-cita kita semua
terwujud dengan Doa, kerja keras dan kerjasama.
10. Irsyad Nazar (Icad) yang selalu mendukung penulis dan setia menemani
penulis. (Icad,,,cepet selesaikan akademisnya yaaaaa ^_^)
11. Tara’s Family (Kibot, Pengky, Gondang, Tatik, Sangek) yang telah
mendukung penulis dan menghibur penulis di saat susah.
(teman-teman,,,tanpa kalian,,,aku gak mungkin bisa seperti ini,,,maju terus ya!!)
12. Varia Defi, sahabat penulis yang selalu menemani dan mendukung
penulis.
13. Jaka Arief Kurniawan dan M.Iman Rizki selaku tim Tugas Akhir penulis
yang telah sama-sama berjuang untuk mengambil data di pabrik.
14. Para Asisten Laboratorium Pengukuran dan Statistik (Bang Velino, Bang
Nidia, Diky, Fakhri, Chani, Surya, Erin, Ita, Heryanto), yang telah banyak
membantu penulis dalam bertukar pikiran (huaaaa,,,saya bersyukur jadi
asisten Statistik,,,, dapat banyak ilmu yang mendukung skripsiku ^_^).
15. Rekan-rekan Stambuk 06 dan Pengurus dan Anggota HIMTI periode
2010-2011 atas dukungan dan kerjasamanya yang baik. Salam
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
ABSTRAK ... xvii
I. PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Masalah ... I-4
1.3. Tujuan Penelitian ... I-4
1.4. Asumsi dan Batasan Masalah ... I-5
1.4.1. Asumsi ... I-5
1.4.2. Batasan Masalah ... I-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN II. GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-3
2.3.1 Struktur Organisasi ... II-3
2.3.2 Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-5
2.3.3 Sistem Pengupahan dan Fasilitas yang Digunakan ... II-6
2.4. Proses Produksi ... II-8
2.4.1 Bahan ... II-9
2.4.1.1Bahan Baku ... II-9
2.4.1.2Bahan Penolong ... II-11
2.4.1.3Bahan Tambahan ... II-15
2.4.2 Pengendalian Mutu Produk... II-15
2.4.3 Uraian Proses Produksi... II-18
2.4.3.1Tahap Persiapan... II-18
2.4.3.2Tahap Proses Pembuatan Kertas di Paper
Machine ... II-21
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4.4 Mesin, Peralatan, dan Utilitas ... II-27
2.4.4.1Mesin ... II-27
2.4.4.2Peralatan (Equipment) ... II-33
2.4.4.3Utilitas ... II-33
III. LANDASAN TEORI ... III-1
3.1. Pengendalian Kualitas ... III-1
3.2. Stratifikasi ... III-1
3.3. Pareto Diagram ... III-2 3.4. Fish Bone (Cause and Effect Diagram) ... III-3 3.5. Response Surface Methodology ... III-5 3.6. Model Orde Pertama ... III-8
3.7. Metode Steepest Descent ... III-12
3.8. Model Orde Kedua ... III-15
3.9. Central Composite Design ... III-16
3.10.Teori Mengenai Desain Eksperimen... III-22
3.10.1.Tujuan Desain Eksperimen ... III-23
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.10.2.1.Replikasi ... III-25
3.10.2.2.Pengacakan ... III-26
3.10.2.3.Kontrol Lokal ... III-26
3.10.3.Langkah-langkah membuat desain percobaan ... III-27
3.10.4.Pengumpulan Data ... III-2
3.10.5.Metode Analisis ... III-2
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Jenis Penelitian ... IV-2
4.2. Lokasi Penelitian ... IV-3
4.3. Obyek Penelitian... IV-3
4.4. Identifikasi Variabel Penelitian ... IV-3
4.5. Metode Penelitian ... IV-4
4.5.1. Pengumpulan Data ... IV-4
4.5.2. Penentuan Teknik Pengumpulan Data ... IV-5
4.5.3. Metode Pengolahan Data ... IV-6
4.6. Analisis Hasil Perancangan ... IV-8
DAFTAR ISI (LANJUTAN)
BAB HALAMAN V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-I
5.1. Pengumpulan Data Sekunder dengan Stratifikasi ... V-1
5.2. Pembuatan Pareto Diagram ... V-2
5.3. Pembuatan Fish Bone ... V-4
5.4. Pengumpulan Data Model Orde Pertama... V-5
5.4.1. Penentuan Faktor Penelitian ... V-6
5.4.2. Penetapan Titik Setting Faktor ... V-6
5.4.3. Penetapan Range Faktor ... V-6
5.4.4. Jumlah Produk Cacat Kertas Rokok dalam Rentang
Produksi selama 1 Hari ... V-7
5.5. Pengolahan Data untuk Orde Pertama ... V-9
5.5.1. Penentuan Koefisien b0, b1, b2 dan b3 ... V-9
5.5.2. Uji Ketidaksesuaian Model Orde Pertama ... V-13
5.6. Steepest Descent ... V-15
5.7. Penentuan Model Orde Kedua ... V-17
5.7.1. Penentuan Koefisien b0, b1, b2, b3, b11, b22, b33, b12,
b13, b23 ... V-17
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.7.3. Uji Ketidaksesuaian Model Orde Kedua ... V-26
5.8. Penentuan Titik Optimum Faktor ... V-28
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Stratifikasi dan Pareto Diagram ... VI-1
6.2. Analisis Fish Bone ... VI-1
6.3. Analisis Model Orde Pertama ... VI-2
6.4. Analisis Steepest Descent ... VI-3
6.5. Analisis Model Orde Kedua ... VI-5
6.6. Analisis Contour Plot ... VI-6
6.7. Analisis Penentuan Titik Optimum Faktor ... VI-6
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1
DAFTAR TABEL
TABEL HALAMAN
1.1. Presentasi Kecacatan Enam Bulan Terakhir ... I-2
2.1. Jenis Pulp Serat Panjang ... II-10
2.2. Jenis Pulp Serat Pendek ... II-10
2.3. Jenis Kalsium Karbonat ... II-12
2.4. Jenis-jenis Cationic Retention Aid ... II-12
2.5. Jenis-jenis Anti Foam ... II-13
2.6. Jenis Biocide ... II-13
2.7. Jenis Citric Acid ... II-14
2.8. Jenis Potassium Hydroxide ... II-14
2.9. Jenis-jenis Coagulant ... II-14
2.10. Perbedaan Kertas Biasa dengan Kertas Rokok ... II-18
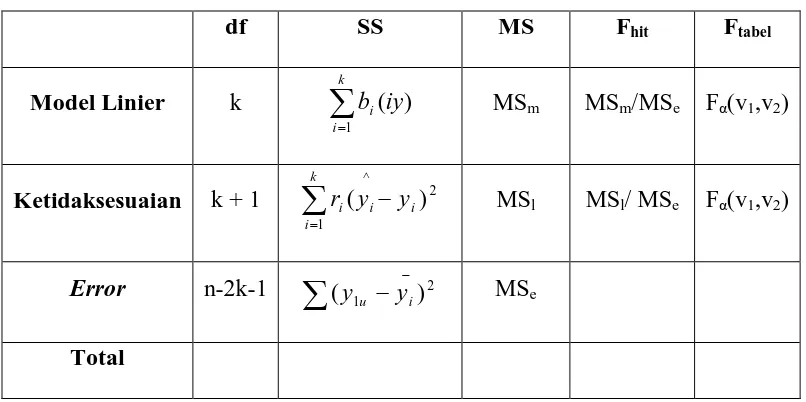
3.1. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama ... III-11
3.2. Faktor dan Level dalam Desain Eksperimen ... III-13
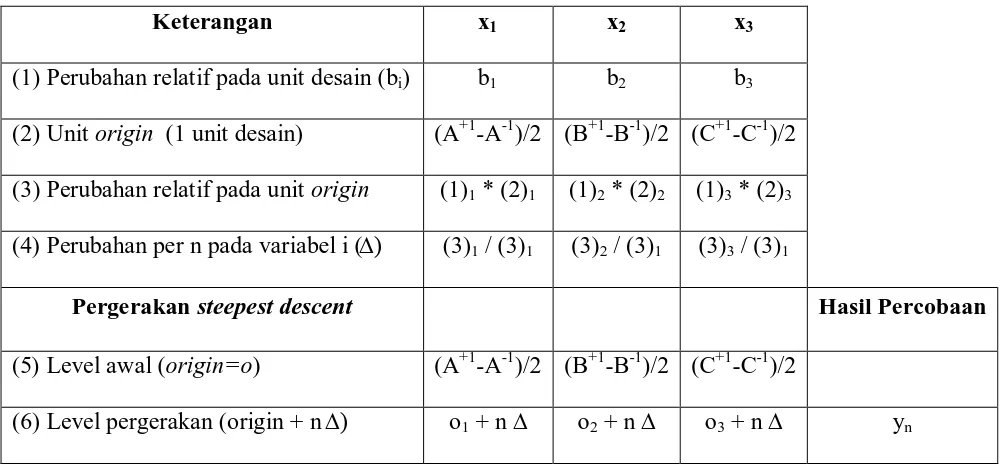
3.3. Perhitungan Pergerakan Level pada Metode Steepest Descent ... III-14
3.4. Perhitungan Uji Ketidaksesuaian untuk Model Orde Kedua ... III-19
5.1. Stratifikasi Jumlah Kecacatan Produk ... V-1
5.2. Urutan Jenis Kecacatan ... V-3
5.3. Simbol Faktor ... V-6
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.6. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama ... V-14
5.7. Cara Perhitungan Pergerakan Level pada Metode Steepest Descent V-15
5.8. Perhitungan Pergerakan Level pada Metode Steepest Descent ... V-16
5.9. Nilai Faktor setelah Steepest Descent ... V-18
5.10. Nilai α untuk Masing - masing Faktor ... V-20 5.11. Jumlah Produk Cacat (Per 1 Hari Produksi) ... V-20
5.12. Perhitungan Uji Ketidaksesuaian untuk Model Orde Kedua ... V-28
6.1. Perhitungan Pergerakan Level pada Metode Steepest Descent ... VI-3
6.2. Nilai Faktor setelah Steepest Descent ... VI-4
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT.PDM Indonesia ... II-4
2.2. Blok Diagram Pembuatan Kertas Rokok... II-26
3.1. Diagram Pareto ... III-3 3.2. Model Diagram Sebab Akibat ... III-4
3.3. Central Composite Design ... III-17
3.4. Jenis - jenis Desain Percobaan Sebenarnya ... III-31
4.1. Blok Diagram Metodologi Penelitian... IV-2
4.2. Kerangka Konseptual ... IV-4
5.1. Pareto Diagram ... V-3 5.2. Fish Bone ... V-5 5.3. Desain 2k ... V-8
5.4. Grafik Steepest Descent ... V-17
5.5. Central Composite Design ... V-18
5.6. Contour Plots Terhadap Jumlah Cacat ... V-25
ABSTRAK
PT. Papeteries De Mauduit merupakan suatu perusahaan swasta nasional yang bergerak di bidang pembuatan kertas rokok. Pada saat melakukan studi pendahuluan pada proses pembuatan kertas rokok dan diketahui bahwa kondisi proses pembuatan kertas rokok saat ini menunjukkan tingkat kecacatan produk yang cukup tinggi. Namun, belum diketahui penyebab utama dari kecacatan tersebut.
Oleh karena itu, diperlukan suatu metode untuk mendapatkan informasi mengenai setting faktor yang optimal agar jumlah produk cacat dapat dikurangi. Salah satu metode yang dapat digunakan untuk mendapatkan informasi kondisi operasi yang diinginkan adalah metode Response Surface Methodology (RSM). Sedangkan dalam penentuan penyebab kecacatan digunakan fish bone berdsarkan jenis kecacatan yang dicari dengan metode pareto diagram.
Berdasarkan hasil analisis Pareto Diagram, diperoleh bahwa tingkat kecacatan tertinggi terdapat pada jenis cacat unstable porosity dan wrinkle. Kemudian dengan analisis Fish Bone, dicari penyebab masalah dan diperoleh bahwa adanya pengaturan mesin yang tidak standar dalam hal ini Temperatur
Madeleine Roll, Reel Moisture dan Draw Ratio. Kondisi operasi yang dilakukan
oleh pihak perusahaan sebelum penggunaan metode RSM, yakni Temperatur
Madeleine Roll: 125˚C, Reel Moisture: 5.2% dan Draw Ratio: 0.94. Selanjutnya
dilakukan perhitungan untuk menentukan model orde pertama dan dihasilkan model yaitu: Y = 236.008 – 14.909 x1 + 6.919 x2 – 6.091 x3, selanjutnya
dilakukan pengujian dan memberikan kesesuaian. Prosedur SD memberikan hasil yaitu: Temperatur Madeleine Roll (x1) = 130˚C, Reel Moisture (x2) = 5.2% dan Draw Ratio (x3) = 0.94. Setelah itu dilakukan pembuatan model orde kedua dan
menghasilkan model yaitu: Y = 155.707 – 0.217x1 + 6.152x2 + 6.813x3 + 3.116x12
– 4.971x22 – 2.614x32 – 2.551x1x2 – 2.139x1x3 – 3.264x2x3, dimana pengujian
yang dilakukan memberikan kesesuaian. Penentuan titik optimum memberikan hasil yaitu: Temperatur Madeleine Roll = 131˚C, Reel Moisture = 5.3% dan Draw Ratio = 0.93.
Hasil penelitian perolehan titik optimum tersebut disampaikan kepada
supervisor agar dapat diterapkan di perusahaan. Dengan penerapan titik optimum
faktor-faktor penyebab kecacatan akan dapat meminimasi jumlah kecacatan pada produk kertas rokok. Dengan jumlah produk cacat yang minimum, tentu perusahaan tersebut tidak akan mengalami kerugian yang terlalu banyak.
Kata Kunci : Response Surface Methodology, kertas rokok, pareto diagram, fish
ABSTRAK
PT. Papeteries De Mauduit merupakan suatu perusahaan swasta nasional yang bergerak di bidang pembuatan kertas rokok. Pada saat melakukan studi pendahuluan pada proses pembuatan kertas rokok dan diketahui bahwa kondisi proses pembuatan kertas rokok saat ini menunjukkan tingkat kecacatan produk yang cukup tinggi. Namun, belum diketahui penyebab utama dari kecacatan tersebut.
Oleh karena itu, diperlukan suatu metode untuk mendapatkan informasi mengenai setting faktor yang optimal agar jumlah produk cacat dapat dikurangi. Salah satu metode yang dapat digunakan untuk mendapatkan informasi kondisi operasi yang diinginkan adalah metode Response Surface Methodology (RSM). Sedangkan dalam penentuan penyebab kecacatan digunakan fish bone berdsarkan jenis kecacatan yang dicari dengan metode pareto diagram.
Berdasarkan hasil analisis Pareto Diagram, diperoleh bahwa tingkat kecacatan tertinggi terdapat pada jenis cacat unstable porosity dan wrinkle. Kemudian dengan analisis Fish Bone, dicari penyebab masalah dan diperoleh bahwa adanya pengaturan mesin yang tidak standar dalam hal ini Temperatur
Madeleine Roll, Reel Moisture dan Draw Ratio. Kondisi operasi yang dilakukan
oleh pihak perusahaan sebelum penggunaan metode RSM, yakni Temperatur
Madeleine Roll: 125˚C, Reel Moisture: 5.2% dan Draw Ratio: 0.94. Selanjutnya
dilakukan perhitungan untuk menentukan model orde pertama dan dihasilkan model yaitu: Y = 236.008 – 14.909 x1 + 6.919 x2 – 6.091 x3, selanjutnya
dilakukan pengujian dan memberikan kesesuaian. Prosedur SD memberikan hasil yaitu: Temperatur Madeleine Roll (x1) = 130˚C, Reel Moisture (x2) = 5.2% dan Draw Ratio (x3) = 0.94. Setelah itu dilakukan pembuatan model orde kedua dan
menghasilkan model yaitu: Y = 155.707 – 0.217x1 + 6.152x2 + 6.813x3 + 3.116x12
– 4.971x22 – 2.614x32 – 2.551x1x2 – 2.139x1x3 – 3.264x2x3, dimana pengujian
yang dilakukan memberikan kesesuaian. Penentuan titik optimum memberikan hasil yaitu: Temperatur Madeleine Roll = 131˚C, Reel Moisture = 5.3% dan Draw Ratio = 0.93.
Hasil penelitian perolehan titik optimum tersebut disampaikan kepada
supervisor agar dapat diterapkan di perusahaan. Dengan penerapan titik optimum
faktor-faktor penyebab kecacatan akan dapat meminimasi jumlah kecacatan pada produk kertas rokok. Dengan jumlah produk cacat yang minimum, tentu perusahaan tersebut tidak akan mengalami kerugian yang terlalu banyak.
Kata Kunci : Response Surface Methodology, kertas rokok, pareto diagram, fish
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Kimsari Paper Indonesia atau yang sekarang bernama PT. Papeteries
De Mauduit merupakan suatu perusahaan kimiawi yang bergerak di bidang
produksi kertas rokok dengan status Penanaman Modal Asing (PMA) dan
Penanaman Modal Dalam Negeri (PMDN). Hasil produksi dari perusahaan ini
disalurkan kepada perusahaan-perusahaan rokok di Indonesia seperti PT. Gudang
Garam, PT. Dji Sam Soe dan beberapa perusahaan rokok lain di Pulau Sumatera
dan Jawa.
Dalam menjalankan produksinya, sering terjadi cacat produk dalam jumlah
yang sangat banyak. Produk cacat yang dihasilkan digunakan kembali sebagai
bahan baku pada produksi kertas rokok berikutnya. Komposisi bahan baku yang
berasal dari produk cacat digunakan dalam persentase yang kecil bila
dibandingkan dengan jumlah defects keseluruhan sehingga sisa produk cacat
dijadikan inventory untuk digunakan dalam proses produksi berikutnya. Namun
kertas rokok yang cacat bila disimpan dalam waktu yang lama di gudang akan
menyebabkan produk cacat menjadi lapuk, sementara bahan baku yang berasal
dari produk cacat harus dalam keadaan yang masih baik agar tidak mempengaruhi
komposisi bahan baku yang lain.
Di dalam era persaingan industri secara global yang semakin pesat ini,
profitabilitas perusahaan agar dapat diakui secara global dan agar dapat
meningkatkan pangsa pasarnya. Namun kenyataannya, tingkat kecacatan pada
produksi kertas rokok di perusahaan tersebut bersifat fluktuasi untuk setiap
periode tertentu. Bila hal ini dibiarkan terus menerus, perusahaan akan mengalami
penurunan laba di dalam memasarkan produknya. Biaya yang dibutuhkan
perusahaan untuk menjalankan produksinya semakin meningkat sedangkan
kerugian yang dialami juga meningkat. Produktivitas di perusahaan tersebut akan
mengalami penurunan dalam jangka waktu panjang yang dapat menurunkan
profitabilitas perusahaan. Perusahaan pun tidak akan mampu bersaing dengan
perusahaan-perusahaan pembuat kertas rokok lainnya. Perusahaan sangat
menginginkan untuk dapat mengurangi tingkat kecacatan yang terjadi.
Berikut merupakan presentasi jumlah kecacatan produk kertas rokok yang
terjadi dalam periode enam bulan terakhir pada tahun 2010 :
Tabel 1.1. Presentasi Kecacatan Enam Bulan Terakhir
Bulan Total Kecacatan
(kg)
April 64,370
Mei 71,604.16
Juni 52,822.32
Juli 55,621.03
Agustus 52,979.67
September 48,473.18
sumber : PT. PDM Indonesia
Pengendalian kualitas merupakan suatu fungsi manajemen untuk
memenuhi spesifikasi perusahaan yang bertujuan untuk meningkatkan laba
perusahaan. Dalam melakukan proses produksi, ada beberapa faktor yang
mungkin mempengaruhi kecacatan tersebut baik dari mesin, metode kerja,
material yang digunakan dan faktor lainnya. Namun dari faktor-faktor tersebut
belum diketahui secara spesifik bagian mana yang mempengaruhi kecacatan
produk paling besar baik dari setting mesin, pemberian komposisi bahan baku,
metode kerja maupun faktor lainnya. Oleh sebab itu dalam penelitian ini
dilakukan analisis penyebab kecacatan tersebut dan menentukan titik yang optimal
dari faktor-faktor penyebab kecacatan tersebut untuk dapat mengurangi jumlah
kecacatan tersebut. Dalam hal ini, untuk menganalisis penyebab kecacatan pada
produk kertas rokok digunakan metode Response Surface Methodology, yang
merupakan salah satu metode dalam teknik pengendalian kualitas yang bertujuan
untuk menentukan titik optimal dari faktor-faktor yang mempengaruhi unit
eksperimen. Dalam hal ini, faktor-faktor yang dipilih untuk digunakan dalam
eksperimen adalah yang bersifat controlable. Metode Response Surface dapat
digunakan untuk mengurangi jumlah produk yang cacat. Titik optimal dari
faktor-faktor yang mempengaruhi kecacatan yang diperoleh dari hasil analisis dengan
metode tersebut digunakan lagi di dalam eksperimen baru untuk melihat seberapa
besar penurunan jumlah produk cacat yang dihasilkan. Dengan pengaplikasian
dari titik optimal dari faktor penyebab kecacatan yang terpilih tentu perusahaan
akan mengalami kemajuan dalam menghasilkan kertas rokok yang lebih baik.
1.2. Rumusan Masalah
Berdsarkan latar belakang permasalahan, adapun fenomena yang dihadapi
PT. Papeteries De Mauduit ialah tingginya jumlah produk cacat pada produk
kertas rokok yang dipengaruhi faktor-faktor tertentu.
Untuk memahami lebih lanjut tentang permasalahan dan cara
penanggulangannya maka pertanyaan yang perlu dijawab : Faktor-faktor apa yang
mempengaruhi kecacatan pada produk kertas rokok?
1.3. Tujuan Penelitian
Tujuan umum yang ingin dicapai dari penelitian ini adalah memperoleh
titik optimum dari faktor-faktor yang mempengaruhi kualitas kertas rokok dalam
usaha mengurangi jumlah produk cacat.
Sedangkan tujuan khusus penelitian ini adalah sebagai berikut :
1. Membuat stratifikasi untuk menggolongkan jenis kecacatan dengan jumlah
yang cacat.
2. Membuat Pareto Diagram untuk melihat jenis kecacatan mana yang harus
diatasi.
3. Membuat Fish Bone untuk menganalisis penyebab kecacatan.
4. Menentukan fungsi linier sebagai pendekatan untuk mencari daerah
optimum yang akan digunakan sebagai wilayah percobaan.
5. Menentukan level percobaan didaerah optimum.
6. Menentukan fungsi kuadratis sebagai pendekatan untuk mencari titik
1.4. Asumsi dan Batasan Masalah 1.4.1. Asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Ketrampilan karyawan dalam mengoperasikan mesin dan peralatan
produksi telah sesuai dengan standar yang berlaku.
2. Tidak ada perubahan secara tiba-tiba dalam setting proses produksi.
3. Kondisi lingkungan pabrik dalam keadaan stabil dan normal.
4. Keadaan perlengkapan serta mesin dianggap cukup baik.
1.4.2. Batasan Masalah
Penelitian dilakukan dalam batasan-batasan tertentu, antara lain:
1. Penelitian dilakukan pada bagian pembuatan kertas rokok.
2. Produk kertas rokok yang diamati adalah produk House of Sampoerna.
3. Produk cacat yang diamati adalah produk yang di luar spesifikasi
perusahaan.
4. Variabel input yang diteliti berupa faktor-faktor yang merupakan hasil
analisis Fish Bone Diagram.
5. Variabel respon yang akan ditentukan kondisi terbaiknya adalah jumlah
produk cacat.
6. Penentuan jenis kecacatan yang akan dianalisis menggunakan Pareto
Diagram.
7. Jumlah data yang digunakan untuk analisis Pareto Diagram sesuai dengan
1.5. Sistematika Penulisan Tugas Akhir
Sistematika penyusunan bab yang digunakan dalam penulisan tugas akhir
ini adalah sebagai berikut :
BAB I PENDAHULUAN
Menjelaskan latar belakang masalah, perumusan masalah, tujuan dan
sasaran penelitian, ruang lingkup dan asumsi penelitian dan
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat sejarah dan gambaran umum perusahaan,
organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Memaparkan teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Menampilkan tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data primer dan sekunder serta mengolah data yang
membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
BAB VII KESIMPULAN DAN SARAN
Memberikan hasil penelitian secara keseluruhan dan menunjukkan
kesimpulan yang didapat dari hasil pemecahan masalah dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Kimsari Paper Indonesia didirikan pada tahun 1984 dan mulai
melakukan produksi kertas rokok pada tahun 1985. PT. Kimsari Paper Indonesia
merupakan sebuah perusahaan swasta yang bergerak di bidang produksi kertas
rokok dengan status Penanaman Modal Asing (PMA) dan Penanaman Modal
Dalam Negeri (PMDN). Perusahaan ini didirikan atas prakarsa tiga pemegang
saham, yaitu PT. Sarida Perkasa, PT. Duta Mendut dan Kimberly Clark
Corporation yang mana pada akhir tahun 1983 membeli seluruh aset eks. PT
Delitua Paper Mill yang mengalami likuidasi dengan SPP Presiden No.
441/I/PMA/1983, 31 Desember 1983 dan akte pendirian 31 Desember 1983 N0.
427, 24 Februari 1984 Notaris Ridwan Suselo, Jakarta.
Papeteries de Mauduit (PDM) yang merupakan anak perusahaan
Schweiter-Mauduit di Prancis, terlibat dalam desain dan konstruksi pabrik pada
pertengahan tahun 1980-an, memberikan bantuan teknis dan lisensi kepada
Kimsari untuk menggunakan merek dagang PDM dalam memasarkan produk di
Indonesia. Pada tahun 24 Oktober 2003, Schweitzer-Mauduit International Inc
mengumumkan di Alpharetta bahwa adanya kesepakatan untuk mengambil salah
satu anak perusahaannnya yaitu PT. Kimsari Paper Indonesia.
Schweitzer-Mauduit France mengambil alih kepemilikan 100 persen saham Kimsari.
Sejak saat itu PT. Kimsari Paper Indonesia berganti nama menjadi PT. PDM
Indonesia.
Dari tahun ke tahun perusahaan ini mengalami perkembangan yang baik
dengan adanya peningkatan dalam kualitas dan kuantitas produk yang dihasilkan
melalui modifikasi beberapa mesin produksi, perluasan lantai produksi, dan
koordinasi dengan semua unit dalam perusahaan. PT. PDM Indonesia yang
merupakan penghasil kertas rokok terbesar di Indonesia, sangat menjaga kualitas
produksinya agar kertas rokok yang dihasilkan selalu sesuai dengan standard
kualitas yang ditentukan.
2.2. Ruang Lingkup Bidang Usaha
Perusahaan ini bergerak dalam bidang industri pembuatan kertas rokok
(cigarette paper). Kertas rokok tersebut diproduksi dalam dua bentuk yaitu bobbin
dan ream. Adapun ukurannya yaitu :
- Bobbin (gulungan), lebar 24-29 mm
Panjang 5500-6000 cm
- Ream (lembaran), lebar 51 cm
Panjang 76-83 cm, Jumlah 500 lembar
Produk ini dipasarkan ke pabrik-pabrik rokok yang ada di Sumatera Utara
dan Pulau Jawa. Pasar terbesar perusahaan terutama adalah dari Pulau Jawa
2.3. Organisasi dan Manajemen
Organisasi dan manajemen merupakan faktor yang paling penting untuk
memperlancar aktivitas perusahaan sehingga tercapai sasaran dan target yang
diharapkan. Agar aktivitas perusahaan berjalan dengan lancar maka perusahaan
harus memiliki organisasi dan manajemen yang baik. Perusahaan yang terdiri dari
beberapa bagian aktivitas yang berbeda-beda harus dikoordinasikan sedemikian
rupa sehingga dapat mencapai sasaran dan target perusahaan dengan efisiensi
yang tinggi.
2.3.1. Struktur Organisasi
Struktur organisasi adalah suatu cara atau sistem untuk mengadakan
pembagian kerja, pembatasan tugas, tanggung jawab, dan wewenang serta
menetapkan hubungan-hubungan antar unsur organisasi yang satu dengan yang
lain sehingga memungkinkan orang untuk bekerja sama dalam mencapai tujuan.
Struktur organisasi yang digunakan di PT. PDM Indonesia adalah struktur
organisasi garis dan fungsional, yaitu perpaduan antara organisasi garis dan
organisasi fungsional. Adapun struktur organisasi di PT. PDM Indonesia dapat
Sumber : PT. PDM Indonesia
2.3.2. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
Jumlah tenaga kerja pada PT. PDM Indonesia adalah sebanyak 201 orang
yang terdiri atas 178 orang laki-laki dan 23 orang wanita. Tenaga kerja ini dapat
digolongkan atas staf dan karyawan. Golongan staf adalah pekerja pada tingkat
direktur, manajer, kepala bagian, dan pekerja yang tidak bekerja pada bagian
produksi. Sedangkan golongan karyawan adalah pekerja yang bekerja pada bagian
produksi termasuk satpam.
Staf bekerja pada hari Senin sampai Jumat dengan jumlah jam kerja 7 jam
sehari. Jadwal kerja golongan staf adalah sebagai berikut:
- Pukul 08.30 – 12.00 waktu kerja
- Pukul 12.00 – 13.30 waktu istirahat
- Pukul 13.30 – 17.00 waktu kerja
Untuk karyawan, jadwal kerja dibagi atas 3 shift, dimana jam kerjanya
pada hari senin - minggu adalah 7 jam sehari. Jadwal kerjanya adalah berikut:
Shift 1 Pukul 06.00 – 12.00 waktu kerja
Pukul 12.00 – 13.00 waktu istirahat
Pukul 13.00 – 14.00 waktu kerja
Shift 2 Pukul 14.00 – 18.00 waktu kerja
Pukul 18.00 – 19.00 waktu istirahat
Pukul 19.00 – 22.00 waktu kerja
Shift 3 Pukul 22.00 – 02.00 waktu kerja
Pukul 02.00 – 03.00 waktu istirahat
2.3.3. Sistem Pengupahan dan Fasilitas yang Digunakan
PT. PDM Indonesia memiliki 3 sistem pengupahan, yaitu:
1. Upah bulanan
Upah bulanan diberikan kepada karyawan yang sudah tetap, dimana
jumlahnya ditentukan berdasarkan kebijakan pemerintah. Karyawan tetap
yang bekerja pada perusahaan ini berjumlah 186 orang yang terdiri dari
manajer, kepala bagian, dan supervisor.
2. Upah borongan
Upah borongan diberikan kepada karyawan yang bekerja pada masa
tertentu dimana jumlahnya disesuaikan dengan perjanjian antara
perusahaan dengan karyawan tersebut. Karyawan yang bekerja pada
bagian ini ada 8 orang termasuk supir yang bertugas mengirim hasil
produksi ke pabrik rokok yang ada di Sumatera maupun Pulau Jawa.
3. Upah harian
Upah harian diberikan kepada karyawan harian lepas dan pembayarannya
dilakukan perhari. Karyawan lepas ini berjumlah 7 orang, yang terdiri atas
cleaning service atau helper.
PT. PDM Indonesia memiliki sistem laporan penilaian terhadap karyawan
yang digunakan untuk menentukan prestasi kerja serta kenaikan gaji atau upah
terhadap karyawan tersebut. Sistem laporan penilaian tersebut antara lain:
- Kualitas kerja
Karyawan mampu melaksanakan pekerjaannya sesuai prosedur kerja yang ada
- Kuantitas kerja
Karyawan mampu melaksanakan pekerjaannya lebih banyak dari rata-rata
yang biasa dilakukan pekerja lainnya.
- Pengetahuan kerja
Karyawan mampu menguasai seluk beluk pekerjaannya dengan baik.
- Kepatuhan kerja
Karyawan melaksanakan pekerjaannya tepat waktu sesuai instruksi atasan.
- Kerjasama
Karyawan dapat bekerjasama dan membina hubungan baik dengan rekan
sekerja, sehingga dapat menciptakn suasana kerja yang kondusif.
- Inisiatif
Karyawan mampu mengemukakan ide-ide dan saran yang membangun untuk
kebaikan perusahaan.
- Loyalitas kepada perusahaan
Karyawan tersebut mampu menjaga nama baik perusahaan dengan sikap
teladan.
- Kehadiran kerja
Karyawan selalu datang teratur sesuai dengan jadwal kerja.
- Keselamatan kerja
Karyawan dapat melaksanakan pekerjaannya sesuai prosedur dan peraturan
keselamatan kerja.
PT. PDM Indonesia juga menyediakan sarana untuk kesejahteraan tenaga
- Jaminan sosial untuk tenaga kerja (Jamsostek)
- Jaminan Kesehatan
- Tunjangan Hari Raya
- Tunjangan Keluarga
2.4. Proses Produksi
Pada proses manufaktur terdapat proses transformasi dari bahan baku (raw
material) menjadi produk jadi. Proses ini disebut sebagai proses produksi yang
didefinisikan sebagai suatu metode dan teknik-teknik mengubah input menjadi
output sehingga hasil yang berupa barang atau jasa serta hasil sampingannya
memiliki nilai tambah atau nilai guna yang berarti. Dalam pengolahaan proses
tersebut dapat terjadi perubahan secara fisik seperti bentuk dan dimensi, maupun
non fisik seperti sifat. Sedangkan yang dimaksud dengan nilai tambah adalah nilai
keluaran yang bertambah secara fungsional dan ekonomis.
Setiap perusahaan memiliki keinginan untuk meningkatkan
produktivitasnya sehingga diperlukan pemahaman terhadap proses produksi yang
ada agar dapat mempermudah dalam menganalisa kerja perusahaan guna
perbaikan sistem kerja. Untuk itu perlu diketahui proses produksi di PT. PDM
Indonesia yang meliputi bahan baku, bahan penolong, bahan pembantu serta
2.4.1. Bahan
Untuk memproduksi kertas rokok, PT. PDM Indonesia menggunakan
bahan dengan syarat utama harus bersertifikat food grade (aman untuk makanan)
dan tidak mengandung bahan berbahaya (non hazardous material). Bahan yang
digunakan untuk memproduksi kertas rokok terdiri dari bahan baku, bahan
tambahan dan bahan penolong.
2.4.1.1.Bahan Baku
Bahan baku utama adalah bahan utama yang digunakan dalam pembuatan
produk pada proses produksi dan memiliki persentase yang besar dibandingkan
bahan-bahan lainnya. Adapun bahan baku yang digunakan dalam proses produksi
di PT. PDM Indonesia adalah:
a. Pulp serat panjang (Needle Bleached Kraft Pulp)
Gunanya untuk kerangka dasar struktur dan menjaga kekuatan kertas
sewaktu masih dalam keadaan basah (wet strenght) dan mempertahankan
kekuatan kertas agar tidak mudah putus (runability) pada proses pembuatan
maupun pada mesin pembuat kertas rokok. Serat NBKP masih panjang dan harus
dihaluskan melalui proses penggilingan (refining). Pulp serat panjang ini sangat
Tabel 2.1. Jenis Pulp Serat Panjang
Nama Jenis Negara Asal Dipakai (aplikasi)
NBKP Caribo Serat Panjang Canada Hydra Pulper
NBKP Harmac Serat Panjang Canada Hydra Pulper
Fax Pulp Serat Panjang Afrika Selatan Hydra Pulper
Abaca Pulp Serat Panjang Filipina Hydra Pulper
Sumber : PT.PDM Indonesia
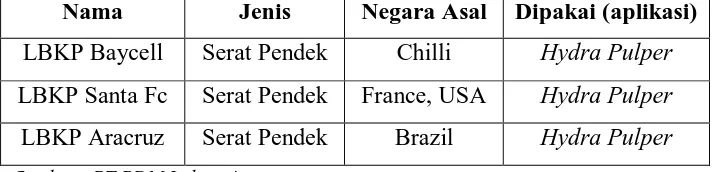
b. Pulp Serat Pendek (Leaf Bleached Kraft Pulp)
Berfungsi sebagai pembentuk perata sususnan kertas dan pengisi (sheet
uniformity). Serat LBKP tidak perlu dihaluskan lagi agar tidak hancur. Pulp serat
pendek ini beragan jenis, diantaranya disajikan pada Tabel 2.2.
Tabel 2.2. Jenis Pulp Serat Pendek
Nama Jenis Negara Asal Dipakai (aplikasi)
LBKP Baycell Serat Pendek Chilli Hydra Pulper
LBKP Santa Fc Serat Pendek France, USA Hydra Pulper
LBKP Aracruz Serat Pendek Brazil Hydra Pulper
Sumber : PT.PDM Indonesia
c. Kertas Bekas (Broke)
Kertas bekas merupakan kertas-kertas hasil produksi dari tiap Paper
Machine yang tidak layak jual karena adanya kerusakan, tidak sesuai dengan
standar yang ditetapkan konsumen ataupun sisi kertas yang terbuang.
Pemakaian kertas bekas ini dapat mengurangi biaya produksi karena
jumlahnya banyak dan juga dapat membantu kerataan formasi kertas serta
1. Wet Broke
Yaitu kertas yang belum memasuki proses drying atau berasal dari sisiran
pada saat pressing.
2. Dry Brooke
Yaitu broke yang telah kering atau telah memasuki drying namun putus
dengan sendirinya.
2.4.1.2.Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk memperlancar
proses produksi, tetapi tidak tampak di bagian akhir produk. Bahan penolong yang
digunakan di PT. PDM Indonesia adalah sebagai berikut:
a. Precipitated Calcium Carbonate
CaCO3 dengan struktur Calcite dan partikel size-nya berukuran 1.0 ±0.2
µ m digunakan sebagai filler (bahan pengisi) kertas, pemerata pori-pori (porosity)
dan memutihkan kertas (whiteness). Guna filler antara lain :
1. Menghasilkan struktur atau susunan kertas yang lebih baik
2. Meningkatkan tekstur agar permukaannya lebih halus dan komposisinya lebih
seragam.
3. Meningkatkan opacity (daya tahan terhadap sinar) pada kertas
4. Membuat hasil cetakan menjadi lebih baik
Jenis-jenis kalsium karbonat yang dipakai antara lain dapat dilihat pada
Tabel 2.3. Jenis Kalsium Karbonat
Nama Jenis Negara /Daerah Asal Dipakai (aplikasi)
PC 700 Tepung CaCO3 Jepang Dissolving Tank
Precarb 100 Tepung CaCO3 Malaysia Dissolving Tank
LA 100 Tepung CaCO3 Yogyakarta Dissolving Tank
Sumber : PT.PDM Indonesia
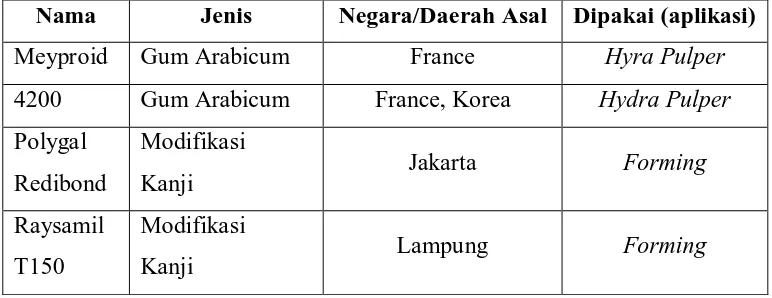
b. Cationic Retention Aid
Bahan dasar CRA (starch) dan gum arabicum, kanji kentang yang
dibutuhkan untuk pengikat partikel buburan sehingga menghasilkan buburan pulp
yang homogen dan menambah kekuatan kertas pada waktu basah maupun kering
dan mengurangi lose pada wire. Jenis-jenis CRA yang dipakai adapat dilihat pada
Tabel 2.4.
Tabel 2.4. Jenis-jenis Cationic Retention Aid
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi)
Meyproid Gum Arabicum France Hyra Pulper
4200 Gum Arabicum France, Korea Hydra Pulper
Polygal
Redibond
Modifikasi
Kanji Jakarta Forming
Raysamil
T150
Modifikasi
Kanji Lampung Forming
c. Anti Foam (Deformer)
Polimer yang berdasarkan water base digunakan untuk mencegah
buih-buih agar tidak masuk kedalam kertas. Jenis-Jenis anti foam yang dipakai dapat
dilihat pada Tabel 2.5.
Tabel 2.5. Jenis-jenis Anti Foam
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi)
Bevaloid 5631 Anti Busa France Mixing
Nopco ENA-475 Anti Busa Tanggerang Mixing
Afranil Anti Busa Tanggerang Mixing
Sumber : PT.PDM Indonesia
d. Pencegah Bakteri (biocide)
Biocide digunakan sebagai pembunuh bakteri untuk mencegah
penggumpalan bakteri (slime pot), Jenis-jenis biocide dapat dilihat pada Tabel 2.6.
Tabel 2.6. Jenis Biocide
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi)
Natrium
Hypochlorite
Biocide,
Anti Bakteri Medan Forming
Sumber : PT.PDM Indonesia
e. Citric Acid, Anhydrous C6H8O7 Kering
Citric acid atau asam citrun yang dipakai sebagai zat pembakar dalam
Tabel 2.7. Jenis Citric Acid
Nama Jenis Daerah Asal Dipakai (aplikasi)
Citric Acid
C6H8O7
Zat pembakar Lampung Size Press
Sumber : PT.PDM Indonesia
f. Potassium Hydroxide KOH
Digunakan untuk menetralisir Citric Acid sebelum diaplikasikan ke mesin
distribusi. Jenisnya disajikan pada Tabel 2.8.
Tabel 2.8. Jenis Potassium Hydroxide
Nama Jenis Negara Asal Dipakai (aplikasi) Potassium
Hydroxide, KOH
Penetralisir
Citric Acid India, Korea Cooking Tank
Sumber : PT.PDM Indonesia
g. Bahan penggumpal (coagulant)
Untuk pengolahan air sungai (water treatment). Jenis-jenis coagulant
dapat dilihat pada Tabel 2.9.
Tabel 2.9. Jenis-jenis Coagulant
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi) Poly Aluminium
Chloride
Penggumpal
(coagulant) Air sungai Korea, India, Jepang Water treatment PAC Kymene Penggumpal white
water Korea Clarifier Nalco 1452 Penggumpal white
water Jakarta Clarifier
Sumber : PT.PDM Indonesia
h. Air
2.4.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan
berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir.
Bahan tambahan yang digunakan PT. PDM Indonesia adalah:
a. Kertas Pembungkus
Kegunaan kertas pembungkus adalah untuk membungkus kertas rokok dalam
ukuran ream.
b. Core
Kegunaan core sebagai inti dari gulungan kertas selama proses penggulungan
baik di paper machine maupun di bagian finishing.
c. Kotak Karton
Keguanaan kotak karton adalah untuk mengepak hasil produksi
d. Label atau etiket
Kegunaan label sebagai pengenal peusahaan yang ditempel pada kertas
pembungkus produk.
2.4.2. Pengendalian Mutu Produk
Pandangan konsumen (pemakai) terhadap mutu cigarette paper
menunjukkan ada 3 unsur penting yang harus diperhatikan, yaitu:
1. Kertas tahan dan tidak mudah putus dalam proses di pabrik kertas rokok pada
kecepatan tinggi.
2. Keadaan kertas putih dan bersih.
Di PT. PDM Indonesia, setiap bahan baku yang masuk dilakukan
pengujian standar mutu oleh departemen Quality Control. Fungsi Quality Control
dibagi pada 2 kategori penting, yaitu untuk eksternal dan internal. Eksternal
antara lain:
a. Sebagai pertimbangan akan kebutuhan konsumen. Yaitu pemenuhan
spesifikasi yang diberikan oleh konsumen.
b. Hubungan baik dengan konsumen. Menerima keluhan konsumen mengenai
kehandalan kualitas produk yang dihasilkan perusahaan.
c. Kepuasan konsumen. Memenuhi secara tepat segala kualifikasi yang
ditargetkan oleh konsumen.
PT. PDM Indonesia dalam melakukan eksternal control biasanya langsung
datang ke konsumen untuk mendengarkan saran atau keluhan dari pelangggan
yang biasanya dilakukan 2 kali dalam sebulan, dan biasanya keluhan konsumen
berupa masalah packaging (pengepakan), dan juga basis weight (masalah berat
kertas). Internal control antara lain dilakukan melalui pemeriksaan sample kertas
secara rutin, baik pada waktu produksi maupun sesudah produksi apakah cocok
dengan spesifikasi yang ditentukan.
Adapun pelaksanaan quality control dibagi ke dalam 2 jenis tindakan,
yaitu :
a. Dynamic control: meliputi departemen slitter (bobbin) dimana banyak
petunjuk yang diambil dan dianalisa. Dynamic control selalu memberikan
petunjuk seperti kecepatan yang tidak sama pada slitting machines.
Beberapa unsur yang perlu diperhatikan dalam pengendalian kualitas adalah:
1. Basis weight : Berat kertas yang merupakan satu unsur cigarrette paper yang
terpenting. Bila basis weight berubah maka semua parameter yang lain akan
berubah. Basis weight ditentukan dalam satuan gr/m2.
2. Tensile Strenght : Untuk mengukur daya tahan maksimum kertas sampai
putus. Bagian quality control memeriksa apakah sesuai dengan range yang
telah ditetapkan. Jika ada penyimpangan dari range-nya akan diuji kembali
dengan lebih mempertahankan arah serat (satuan KgF).
3. Porosity : Pengukuran aliran udara melalui kertas sample 20 cm2 dengan perbedaan tekanan 10 cm WG. Sangat penting untuk membedakan antara
penembusan udara pada pori-porinya dengan penembusan udara pada
lubang-lubang besar akibat kesalahan proses (satuan 4H20cm210WG).
4. Filler : Untuk megukur banyaknya CaCO3 yang tidak ditambahkan pada
kertas untuk meninggikan opacity atau porosity atau kedua-duanya (satuan
%.In Paper).
5. Opacity : Utuk menguji daya tembus (daya tahan) kertas untuk menahan sinar
terang (satuan %).
6. Brightness : Pengukuran keputihan kertas (916 lipatan) dengan sinar terang
(satuan %).
7. Formation : Pemeriksaan secara visual terhadap susunan serat kertas, formasi
jelek bukan berarti kertas memiliki kualitas yang jelek, tetapi yang
diperhatikan adalah kertas mudah terputus pada waktu dipotong di mesin
Perbedaan kertas biasa dengan kertas rokok disajikan pada Tabel 2.10.
Tabel 2.10. Perbedaan Kertas Biasa dengan Kertas Rokok
Kertas Biasa Kertas Rokok
Basis weight +/- (70 gr/m2) Basis weight +/- (25 gr/m2)
Porosity +/- (5-10 cm) Porosity +/- (2-2,5cm) Tensile > 5 KgF Tensile > 3 KgF
TiO2 sebagai filler CaCO3 sebagai filler
Sumber : PT.PDM Indonesia
2.4.3. Uraian Proses Produksi
Uraian proses produksi di PT. PDM Indonesia dapat diuraikan atas
beberapa tahapan yaitu tahap persiapan, tahap proses pembuatan kertas di Paper
Machine, dan tahap finishing.
2.4.3.1.Tahap Persiapan
Bahan baku sebelum diolah menjadi kertas harus dipersiapkan terlebih
dahulu. Bagian yang melaksanakan hal ini disebut stock preparation. Bahan yang
digunakan ada tiga yaitu pulp NBKP, LBKP, dan CaCo3.
a. Pengolahan NBKP
Bahan baku NBKP dimasukkan ke dalam hydra pulper dengan
menggunakan konveyor. Hydra pulper ini merupakan tangki untuk menguraikan
serat-serat pulp yang dicampur dengan white water sebagai pengencer. Didalam
didapatkan buburan dengan konsistensi 38-40 gr/ltr. Proses berlangsung secara
batch setiap 10-20 menit. Bahan baku ini digunakan sebanyak 1,5 bal untuk satu
kali pelarutan.
Kemudian buburan NBKP ditransfer ke wood dump chest sebagai tempat
penampungan sementara yang didalamnya terdapat agiator (pengaduk) untuk
membuat konsistensi bubur tetap terjaga.
Lalu buburan NBKP dipompakan ke refiner. Refiner merupakan suatu alat
yang berfungsi untuk memotong dan memecahkan serat sehingga serat-serat
menjadi lebih halus. Kemudian buburan yang telah halus ini ditampung di refiner
chest, dan dijaga konsistensinya sama dengan sebelum di mixing.
b. Pengolahan LBKP
LBKP sekitar 1,5 bal dilarutkan selama 10-20 menit. Untuk mendapatkan
konsistensi 38-40 gr/liter. Proses juga berlangsung secara batch. Pelarutan LBKP
dilakukan di hydra pulper bergantian dengan NBKP. Setelah itu dipompa ke
dalam storage chest, sebagai tempat penampungan sementara. Larutan terus
diaduk agar tidak mengendap sehingga konsistensinya tetap.
c. Pengolahan Broke
Buburan broke yang diproses di stock preparation ini berasal dari dry
broke dan wet broke. Khusus untuk dry broke sebelum masuk ke mixing chest
konsistensi tertentu, selanjutnya buburan broke ditransfer ke super vibrator yang
fungsinya hampir sama dengan refiner yaitu memecah gumpalan serat.
Untuk wet broke aliran prosesnya hampir sama dengan dry broke tetapi
tidak melalui super fiberator karena wet broke tersebut berupa serat-serat yang
sudah halus, maka alirannya langsung menuju broke chest.
d. Pengolahan Kalsium Karbonat
Kalsium karbonat dilarutkan di disolving tank sesuai dengan kebutuhan,
tetapi biasanya dilarutkan sebanyak 125 kg untuk dicampur dengan 2000 liter air.
Larutan diaduk selama 15 menit agar konsistensinya terjaga. Hasil larutan kalsium
karbonat disaring dengan vibrating screen dengan ukuran 100 mesh.
e. Pencampuran NBKP, LBKP, Broke dan Kalsium Karbonat
Di mixing chest seluruh bahan baku NBKP, LBKP dan broke dicampur
jadi satu. Komposisi dari pencampuran di mixing chest akan berlainan sesuai
dengan grade kertas rokok yang diinginkan konsumen. Contoh salah satu
komponen grade adalah low porosity dengan komposisi NBKP 25%, LBKP 35 %
dan broke 40%. Konsistensi yang diinginkan adalah sekitar 60 gr/ liter. Pada saat
pemompaan dalam proses mixing akan timbul buih-buih, sehingga diperlukan
bahan tambahan seperti deformer untuk menghilangkan buih. Campuran ini dibuat
sekitar 1 : 6 dengan air untuk kemudian dicampur terlebih dahulu di machine
chest dan siap dipakai pada paper machine. Buburan dipompakan ke stock master
Buburan yang keluar kemudian dialirkan ke centicleaner, yang berfungsi
untuk mengeluarkan kontaminan berat berdasarkan gaya sentrifugal melalui tiga
cleaner yaitu :
- Buburan yang telah diencerkan kembali dengan white water yang berasal dari
penyaringan dipompakan ke primary cleaner. Kemudian buburan yang baik
masuk ke constant level tank sedangkan reject masuk ke secondary cleaner.
Di secondary cleaner dipisahkan lagi, dimana buburan yang baik masuk ke primary cleaner dan reject masuk ke tertiary cleaners dan kotorannya dibuang
ke limbah pembuangan.
- Buburan yang baik dari primary cleaner diencerkan dalam constant level tank
dengan white water dari pembuangan di wire. Buburan yang baik langsung ke headbox, sedangkan yang reject masuk ke rotary screen.
- Pada rotary screen dilakukan penyaringan, buburan yang baik masuk ke
constant level tank dan reject mengalir ke wet broke chest.
2.4.3.2.Tahap Proses Pembuatan Kertas di Paper Machine
Setelah Approach flow system, tahap selanjutnya adalah pembuatan
lembaran kertas yang berawal dari head box. Sistem yang dipakai adalah system
close head box yang merupakan head box bertekanan untuk menjaga agar
turbulansi didalam head box tetap stabil. Tujuan utama head box adalah :
a. Mengeluarkan aliran yang seragam dari slice opening ke wire dengan sudut
dan kecepatan yang benar.
c. Menghasilkan turbulensi terkontrol untuk menghilangkan gumpalan fiber
d. Mengatur grammatur kertas yang diproduksi
Dengan mengatur slice, maka aliran stock yang dihasilkan akan konstan
dan hampir sama dengan kecepatan wire sehingga akan didapatkan kertas dengan
formasi dan grammatur yang sama di tiap bagian.
Wire ini merupakan wire yang bersambung yang bergetar diantara dua roll
besar, satu didekat headbox dan yang satu lagi diujung lainnya. Wire ini terbuat
dari plastik berupa lembaran kasa yang telah dirancang sedemikian rupa. Di wire
ini dilakukan pengurangan kadar air dengan memberikan tekanan vakum 4-5 bar
secara terkontrol sehingga tidak merusak formasi lembaran kertas basah (wet
paper). Wire juga dibersihkan secara kontinu dengan sistem shower sehingga wire
tidak kotor dan selalu bersih.
Buburan diatas wire diayak dengan ukuran 100 mesh dan diatur
sedemikian rupa agar berat dasar kertas diperoleh. Berat dasar kertas pada
pembuatan kertas rokok ini merupakan elemen yang terpenting. Oleh karena itu,
proses ini sangat diperhatikan. Air yang keluar dari wire selama pembentukan wet
paper disebut white water dan biasanya ditampung di white water pit atau silo.
White water ini didaur ulang secara terus menerus dan dipakai pada proses yang
menggunakan air, karena akan lebih ekonomis dibandingkan dengan
menggunakan fresh water. Kemudian buburan digiling lagi dengan dandy roll
agar betul-betul uniform, setelah itu buburan dibentuk seperti lembaran (sheet).
Dari dandy roll, lembaran dipress dengan kekuatan 4-5 bar untuk
sudah kuat untuk ditarik hingga kadar airnya menjadi 60%-65%. Lembaran yang
masih basah dihisap oleh contact wire/ vacum rube menuju press utama.
Lembaran tersebut ditarik lagi ke embossing dengan pemberian garis
horizontal yang disebut verge making, yang ditempatkan pada bagian bawah
embossing. Pengepresan tergantung pada kadar air yang diinginkan. Setelah
pemberian verge making, air residu dari kertas dibuang lagi denga cara evaporasi
di main dryer. Proses evaporasi ini memerlukan banyak energi yang disuplai
dalam bentuk uap. Main dryer juga merupakan bagian besar dalam mesin kertas
sehingga memerlukan energi yang besar pula. Main dryer terdiri dari 15 dryer.
Tekanan dari steam bervariasi tergantung dari jenis kertas rokok yang akan
diproduksi. Selanjutnya lembaran kertas yang kadar airnya mulai sedikit
dilanjutkan ke unit size press yang berfungsi untuk melapisi permukaan kertas
dengan chemical yang diberikan antara dryer 10 dan dryer 11.
Setelah melewati size press, kertas yang kadar airnya bertambah lagi
akibat penambahan chemical tersebut dikeringkan lagi ke after dryer. Pengeringan
ini melalui lima buah roll dengan suhu yang dibuat bertahap dari 500C sampai 1000C. Selanjutnya lembaran kertas ini ditransfer ke bagian on reel untuk
digulung sesuai dengan order permintaan konsumen.
Kertas yang sudah kering digulung sehingga membentuk roll yang besar
atau disebut juga dengan jumbo roll. Panjang jumbo roll itu tidak sama tergantung
pada bentuk pada proses finishing. Bila untuk repping machine panjangnya sekitar
27000m. Pada penggulungan kertas menjadi jumbo roll, terdapat proses
Jumbo roll dari on reel kemudian dicetak polanya berupa logo konsumen
yang diinginkan. Pencetakan logo ini tergantung dari permintaan konsumen
karena tidak semua roll dari paper machine yang melalui proses repping ini.
Setelah roll selesai di repping, dibawa lagi ke bagian roll sliter untuk dipotong
menjadi roll yang lebih kecil dimana lebar dan tebalnya dibuat sesuai kebutuhan.
2.4.3.3.Tahap Finishing
Pada tahap ini, rol-rol kertas rokok dibagi menurut bentuk kertas yang
akan diproduksi. Kegiatan-kegiatan yang ada antara lain :
a. Ream Cutter
Rol-rol kecil dari roll sliter dipotong menjadi lembaran-lembaran (ream).
Lembaran ini panjangnya 76-83 cm dan lebarnya 51 cm. Pada tahap ini kertas
masih diperiksa untuk yang terakhir kalinya. Pemeriksaan yang dilakukan ialah :
- Cutting
Pemeriksaan ini dilakukan pada hasil pemotongan oleh mesin. Apabila hasil
pemotongan kasar, maka kertas akan dibuang menjadi broke.
- Penampilan fisik
Termasuk disini adalah kebersihan, jika kertas kotor maka kertas juga akan di
buang dan dijadikan broke.
- Rectangular
Pemeriksaan ini dilakukan khusus pada ream, kertas dilipat dan diperiksa
apakah simetris atau tidak. Apabila ketidaksimetrisan kertas melampaui batas
b. Bobbin Slitter
Rol-rol dari slitter dipotong lagi pada bagian ini menjadi bobbin-bobbin.
Setiap bobbin mempunyai ukuran 24-29 mm. Sedangkan panjang kertas sekitar
5500-6000 m. Pada tahap ini, kertas yang berbentuk bobbin masih diperiksa lagi
utnuk terakhir kalinya. Pemeriksaan yang dilakukan adalah :
- Cutting
Pemeriksaan ini dilakukan pada hasil pemotongan oleh mesin. Apabila hasil
pemotongan kasar, maka kertas akan dibuang menjadi broke.
- Penampilan fisik
Termasuk disini adalah kebersihan, jika ada bagian bobbin kotor maka kertas
juga akan di buang dan dijadikan broke.
- Hasil penggulungan
Pemeriksaan ini khusus dilakukan pada bobbin. Bobbin yang sudah dipotong,
diperiksa gulungannya apakah rapi atau tidak. Jika ada bobbin yang kurang
rapi akan dikirim ke bagian bobbin reclamer untuk digulung kembali.
c. Packaging
Produk jadi berbentuk ream atau bobbin yang sudah selesai, dibungkus
dengan pembungkus. Setelah diletakkan labelnya kemudian dipindahkan ke
gudang barang jadi untuk selanjutnya dikirimkan ke konsumen atau pabrik rokok.
Gambar 2.2. Blok Diagram Pembuatan Kertas Rokok
2.4.4. Mesin, Peralatan, dan Utilitas 2.4.4.1.Mesin
Dalam memproduksi kertas rokok, PT. PDM Indonesia menggunakan
beberapa jenis mesin. Adapun jenis dan spesifikasi mesin yang digunakan untuk
memproduksi kertas rokok di PT.PDM Indonesia adalah sebagai berikut :
1. Tangki Penampungan
a. Wood Dump Chest
Kapasitas : 20 m3 Merek : Kimsari
Type : Rotary 763
Fungsi : Menampung larutan NBKP yang berasal dari hydra pulper
sebelum diproses pada refiner.
b. Wood refiner chest
Kapasitas : 15 m3 Merek : Kimsari
Type : Rotary 763
Fungsi : Menampung larutan NBKP yang berasal dari refiner
sebelum dimasukkan ke dalam mixing chest.
c. Storage chest
Kapasitas : 380 m3
Merek : Kimsari
Fungsi : Menampung larutan LBKP yang berasal dari hydra
pulper sebelum dimasukkan ke dalam mixing chest.
d. Super vibrator chest
Kapasitas : 10 m3 Merek : Kimsari
Type : Rotary 763
Fungsi : Menampung broke dari super vibrator sebelum
dimasukkan ke dalam broke chest
e. Broke Chest
Kapasitas : 10 m3
Merek : Kimsari
Type : Rotary 763
Fungsi : Menampung broke yang sudah dihancurkan pada rotary
screen (wet broke) dan super vibrator chest sebelum
dimasukkan ke dalam mixing chest.
f. Mixing chest
Kapasitas : 10 m3
Merek : Kimsari
Type : CM 7T30/2
Fungsi : Mencampur NBKP, LBKP, dan broke menjadi satu untuk
kemudian dialirkan ke dalam machine chest.
g. Machine chest
Merek : Kimsari
Type : CM 7T30/2
Fungsi : Menampung campuran larutan pulp sebelum diproses
dalam paper machine.
2. Tangki pengolah pulp
a. Hydra Pulper
Kapasitas : 20 m3
Merek : Kimsari
Type : CM 7T30/2
Fungsi : Menghancurkan dan melarutkan NBKP dan LBKP
menjadi larutan pulp yang kemudian dialirkan ke dalam
b. Sydra Pulper
Kapasitas : 20 m3 Merek : Kimsari
Type : CM 7T30/2
Fungsi : Melarutkan broke yang kemudian dialirkan ke super
vibrator.
c. Super Vibrator
Kapasitas : 20 m3 Merek : Kimsari
Type : Engasungs Tank
Fungsi : Menghancurkan dan menghaluskan broke yang kemudian
d. Twin Hydraulic Refiner
Ukuran : 20”/22”
Berat : 1150 kg
Tegangan : 3300 V
Frekuensi : 50 Hz
Putaran : 980 rpm
Type : BDH
Fungsi : Menghancurkan dan menghaluskan NBKP yang kemudian
dialirkan ke refiner chest.
e. Pompa
Kapasitas : 1,5 m3/menit Putaran : 1150 rpm
Daya : 18,5 Kw
Fungsi : Memompakan larutan pulp melalui pipa-pipa dari satu
tangki ke tangki yang lain.
3. Mesin
a. Head of machine
Fungsinya: untuk mengencerkan buburan dan untuk membersihkan
serta mengatur laju buburan.
- Centi cleaner, yang terdiri dari pipa kerucut untuk memisahkan
kotoran dari pulp, jumlahnya 35 buah
- Rotary screen, untuk menyaring pulp atau serat yang kasar yang
- Constant level tank, untuk menstabilkan keadaan buburan
dilengkapi dengan alat otomatis 1 buah flow meter dan motor rised
pulper, dimana flow buburan 500m3/hr dan flow CaCO3 30m3/hr.
b. Four driner
Fungsinya: untuk membentuk buburan menjadi lembaran/sheet.
Perlengkapan lainnya adalah :
- Head box yang dilengkapi dengan pressure rise (bertekanan)
- Vacum box sebanyak 18 buah
- Pomp-pompa sebanyak 18 buah
- Wire dengan panjang 30 cm, dilengkapi dengan shaker
(penggoyang) serta dandy roll yang berfungsi untuk meratakan
buburan.
- Wet felt dengan ukuran 16,7 m x 2 m yang berputar membawa
kertas yang terdiri dari 2 buah roll yang dilapisi karet berdiameter
60 cm.
c. Pick up press
Fungsinya: untuk mengeluarkan air yang masih dikandung oleh
lembaran kertas.
d. Embosser
Fungsinya: untuk mencetak garis-garis horizontal pada kertas.
Embossing terdiri atas roll yang berputar terbuat dari stainless steel
bergaris yang dilapisi dengan karet (hard rubber).
Fungsinya: untuk menambah bahan kimia agar kualitas pada kertas
bertambah baik. Terdiri dari tiga buah roll yang berintegrasi dengan
dryer dan ditambahkan diantara dryer nomor 10 dan 11.
f. Dryer
Fungsinya: untuk mengeringkan lembaran kertas. Menggunakan 15
dryer yang terdiri dari 2 jenis :
- Free dryer
- Position dryer
Dryer dilengkapi dengan kain bentangan, selain itu ada juga madeline
yang berfungsi untuk menghembuskan udara panas ke kain felt dan 2
unit exhaust untuk menghisap udara-udara yang keluar dan
seperangkat carier roop untuk membawa kertas dari press ke felt.
g. Roll slitter
Fungsinya: untuk memotong jumbo roll menjadi roll yang lebih kecil.
h. Ream cutter
Fungsinya: untuk memotong rol kecil menjadi lembaran ream.
i. Bobbin slitter
Fungsinya: untuk memotong rol-rol kecil menjadi gulungan (bobbin).
j. Repping machine
Fungsinya: untuk mencetak garis atau pola sesuai dengan permintaan
konsumen.
k. Bobbin reaclemer
2.4.4.2.Peralatan (Equipment)
Peralatan material handling digunakan untuk memindahkan material dari
suatu tempat ke tempat lain. Mesin dan peralatan material handling yang
digunakan adalah:
1. Hinged Forklift
Forklift ini digunakan untuk mengangkut jumbo roll ke daerah finishing untuk
dipotong pada mesin-mesin roll slitter. Selain itu juga digunakan untuk
mengangkut barang jadi ke gudang barang jadi. Gerakan garpu pada forklift
jenis ini terbatas, hanya bisa digerakkan atas-bawah dan maju-mundur.
Kapasitasnya tiga ton.
2. Hoist Crane
Crane ini digunakan untuk mengangkat jumbo roll ke daerah repping
machine. Operasi pemakaiannya dikendalikan dengan switch gantung dari
lantai.
2.4.4.3.Utilitas
Sarana pendukung merupakan salah satu aspek yang mempengaruhi
kelancaran proses produksi. Sarana pendukung yang ada di pabrik PT. PDM
Indonesia terdiri dari kebutuhan tenaga listrik, kebutuhan tenaga air, dan steam
(boiler).
1. Kebutuhan tenaga listrik
Tenaga listrik dibutuhkan untuk menggerakkan motor listrik, pompa
Pemenuhan kebutuhan listrik ini diperoleh dari perusahaan listrik negara (PLN).
Pemakaian listrik yang dipergunakan pada PT. PDM Indonesia adalah 20 KV
(1550 Kwh/metrik ton paper) dengan keperluan untuk boiler 900 Lt/metrik ton
paper dan kebutuhan air 1200 m3. 2. Kebutuhan Air
Air dibutuhkan untuk membantu proses produksi serta kebutuhan para
pegawai PT. PDM Indonesia. Air yang dipakai berasal dari air permukaan umum
dan PDAM Tirtanadi.
3. (Steam) Boiler
Fungsi boiler disini adalah untuk menghasilkan energi panas yang
diperlukan pada proses produksi untuk mengeringkan lembaran-lembaran kertas
BAB III
LANDASAN TEORI
3.1. Pengendalian Kualitas 1
Pengendalian kualitas merupakan suatu sistem verifikasi dan
penjagaan/perawatan dari suatu tingkat/derajat kualitas produk atau proses yang
dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai,
inspeksi yang terus-menerus serta tindakan korektif bilamana diperlukan. Jadi
pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah
produk itu diterima (accepted) atau ditolak (rejected).
Pengendalian kualitas dilakukan mulai dari proses input, transformasi dan
output dari suatu kegiatan baik itu perusahaan, pabrik ataupun industri jasa
lainnya.
3.2. Stratifikasi
Stratifikasi yang berarti pengelompokkan digunakan untuk
mengetahui/melihat secara lebih terperinci pengelompokkan faktor-faktor yang
akan mempengaruhi karakteristik mutu. Di dalam pengendalian kualitas,
stratifikasi bertujuan untuk:
1. Mencari faktor-faktor penyebab utama kualitas secara mudah.
2. Membantu pembuatan pareto diagram.
3. Mempelajari secara menyeluruh masalah yang dihadapi.
1
Stratifikasi di dalam pengendalian kualitas secara umum dapat dilakukan
dengan berdasarkan 2 aspek pokok yaitu:
1. Berdasarkan sumber.
2. Berdasarkan hasil.
Pemilihan dasar stratifikasi ini dilakukan dengan melihat tujuan dari
pemecahan masalah dan ketelitian yang diinginkan. Stratifikasi berdasarkan
sumber dilakukan apabila diduga faktor penyebab utama dari perbedaan kualitas
adalah sumber sedangkan stratifikasi berdasarkan hasil dilakukan bila ingin dilihat
perbedaan karakteristik dari hasil.
3.3. Pareto Diagram
Pareto diagram adalah suatu diagram yang menggambarkan urutan
masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Kegunaannya
adalah untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan.
3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan
setelah perbaikan.
Langkah-langkah pembuatan Pareto diagram sebagai berikut:
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk
memudahkan melihat perbandingan sebelum dan sesudah penanggulangan
(jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan
sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan
nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling
kanan.
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%)
pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di
bagian bawah/keterangan kolom tersebut.
5. Pada bagian atas atau samping berikan keterangan/nama diagram dan jumlah
unit seluruhnya.
Kumulatif
Gambar 3.1. Diagram Pareto
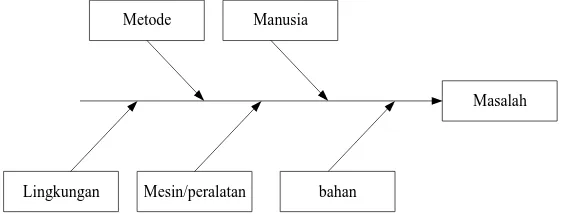
3.4. Fish Bone (Cause and Effect Diagram)
Fish Bone atau diagram sebab-akibat adalah diagram yang disusun dari
garis-garis dan simbol yang dirancang untuk menunjukkan hubungan antara