DAFTAR PUSTAKA
Besterfield, Dale H. Quality Control. 1987. United States of America: Prentice Hall International Editions.
Coskun, Abdurrahman. 2011. Six Sigma Projects and Personal Experience.
Croatia: Janeza Trdine.
Gupta, Praveen. 2005. The Six Sigma Performance Handbook. New York: McGraw-Hill Inc.
Halimah, Siti. 2014. Aplikasi Konsep Lean Six Sigma Sebagai Upaya Perbaikan Kualitas Pada Proses Produksi Sikat Gigi (Studi Kasus: PT. X). Fakultas Teknik ITS.
Izzati, Ummi Isti. 2013. Quality Control Analysis Of Milk Powder Production Process Using Lean Six Sigma Method. FTP Universitas Brawijaya.
Michael L. George, Rowlands, David Rowlands, Mark Price dan John Maxey. 1998. The Lean Six Sigma Pocket Toolbook. New York: McGraw-Hill. Pande, Pete and Larry Holpp. 2002. What is Six Sigma. United States of America:
McGraw-Hill.
Pertiwi, Jiwarani Ambar. 2011. Pendekatan Lean Six Sigma Guna Mengurangi Waste Pada Proses Produksi Genteng dan Paving. Fakultas Teknik. Universitas Brawijaya.
DAFTAR PUSTAKA (Lanjutan)
BAB III
LANDASAN TEORI
3.1. Pengendalian Kualitas1
a. Meningkatkan kualitas dan desain pada produk
Pengendalian kualitas adalah sebuah cara penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisa, mengelola serta memperbaiki kualitas produk dan proses dengan menggunakan metode-metode yang mengarah pada kualitas. Tujuan utama pengendalian kualitas adalah meningkatkan dan menjaga kepuasan pelanggan. Adapun keuntungan yang bisa diperoleh dari pengendalian kualitas yaitu:
b. Meningkatkan aliran produksi
c. Meningkatkan moral tenaga kerja dan kesadaran mereka mengenai kualitas d. Memperluas pangsa pasar
3.2. Diagram Pareto2
Pareto diagram adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Kegunaannya adalah untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. 3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan setelah perbaikan.
Langkah-langkah pembuatan Pareto diagram sebagai berikut: 1. Stratifikasi dari masalah, dinyatakan dalam angka.
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk memudahkan melihat perbandingan sebelum dan sesudah penanggulangan (jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling kanan.
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%) pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di bagian bawah/keterangan kolom tersebut.
unit seluruhnya.
Contoh diagram pareto dapat dilihat pada Gambar 3.1
Gambar 3.1. Diagram Pareto
3.3. Konsep Dasar Lean3
Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas – aktivitas yang tidak bernilai tambah (non-value-adding activities) melalui peningkatan terus – menerus secara radikal (radical continues improvement) dengan cara mengalirkan produk (material, work inprocess,output) dan informasi
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang dan atau jasa) agar memberikan nilai kepada pelanggan (customer value). Tujuan Lean
menggunakan sistem tarik (pull system) dari custommer internal maupun eksternal untuk mengejar keunggulan dan kesempurnaan.
3.4. Konsep Dasar Six Sigma4
Sigma
Six sigma merupakan sebuah konsep bisnis yang berusaha untuk menjawab permintaan pelanggan terhadap kualitas yang terbaik dan proses bisnis yang tanpa cacat. Kepuasan pelanggan dan peningkatannya menjadi prioritas tertinggi, dan Six sigma berusaha menghilangkan ketidakpastian pencapaian tujuan bisnis. Siklus Six-Sigma dipakai untuk membangun continous process improvement.
Six Sigma adalah suatu upaya terus-menerus (continuous improvement efforts) untuk menurunkan variasi dari proses, sehingga meningkatkan kemampuan proses dalam menghasilkan produk (barang dan/atau jasa) yang bebas kesalahan (zero defects). Proses Six Sigma adalah proses yang hanya menghasilkan 3,4 DPMO (Defect Per Million Opportunity). Berikut level Sigma dapat dilihat pada Tabel 3.1.
Tabel 3.1 Level Sigma
Cacat dalam persentase Cacat dalam sejuta kesempatan (DPMO)
1 69% 691.462
2 31% 308.538
4
Tabel 3.1 Level Sigma
Sigma Cacat dalam persentase Cacat dalam sejuta kesempatan (DPMO)
3 6,7% 66.807
4 0,62% 6.210
5 0,023% 233
6 0,00034% 3.4
Perhitungan DPMO dan Tingkat Sigma untuk data atribut dapat dilakukan sesuai langkah-langkah perhitungan berikut ini:
1. Defect Per Unit (DPU) ukuran ini merefleksikan jumlah rata-rata dari semua jenis cacat terhadap jumlah total unit dari unit yang dijadikan sampel.
Dimana:
D= jumlah defective atau jumlah kecacatan yang terjadi dalam proses produksi U= jumlah unit yang diperiksa
2. Defect Per Opportunity (DPO) menunjukkan proporsi cacat atas jumlah total peluang dalam sebuah kelompok.
Dimana:
OP (Opportunity) = Karakteristik yang berpotensi untuk menjadi cacat
4. Mengkonversikan nilai DPMO menggunakan Tabel konversi untuk mengetahui proses berada pada tingkat Sigma berapa.
5. Perhitungan tingkat Sigma dapat dihitung dengan menggunakan Microsoft Excel
yaitu dengan menggunakan formula berikut ini:
NORMINSV(1-DPMO/1.000.000) + 1,5
3.5. DMAIC5
Lima tahap metodologi DMAIC yang menunjukkan bagaimana proses bekerja adalah sebagai berikut:
1. Tahap 1 : Define The Problem
Tahap pertama yang sering digunakan untuk menemukan penyebab masalah, tujuan, batasan dan asumsi, dan scope
2. Tahap 2 : Measure
Measure merupakan tahapan lanjutan dari define. Measure mempunyai dua tujuan yaitu memvalidasi data dan kuantifikasi masalah serta menemukan penyebab terjadinya masalah.
3. Tahap 3 : Analyze
Pada tahap ini, DMAIC harus memahami proses secra detail dan memeriksa proses dengan cermat. Beberapa penyebab masalah yang harus diperhatikan yaitu metode, mesin, material, pengukuran, dan orang yang terlibat dalam proses.
4. Tahap 4 : Improve
Tahap yang menunjukkan solusi-solusi dan ide-ide secara kreatif dibuat dan diputuskan. Sekali sebuah masalah telah diidentifikasi, diukur dan dianalisis, maka dapat ditentukan solusi-solusi untuk memecahkan masalah.
5. Tahap 5 : Control
Pada tahap ini dilakukan pengembangan proses, membuat rencana pemecahan masalah yang mungkin akan muncul, dan membantu memfokuskan perhatian manajemen pada proses kritis yang sering terjadi.
3.5.1. Define
3.5.1.1.Project Statement6
Pernyataan masalah dan pernyataan tujuan merupakan bagian dari project charter yang meliputi beberapa komponen berikut:
1. Business Case
2. Problem Statement 3. Project Scope (Batasan) 4. Goal Statement
5. Role of team members
6
3.5.1.2.Diagram SIPOC7
1. Mengidentifikasi kegiatan kunci proses
SIPOC merupakan singkatan dari pemasok, input, process, output, dan pelanggan. Pendekatan ini membantu untuk mengidentifikasi karakteristik yang merupakan kunci untuk proses yang di jangka panjang dengan memfasilitasi dan mengidentifikasi metrik yang tepat untuk digunakan untuk efek perbaikan. Untuk membuat diagram SIPOC harus:
2. Mengidentifikasi output dari proses dan pelanggan
3. Mengidentifikasi input untuk proses dan kemungkinan pemasok
3.5.1.3.Value Stream Mapping8
1. Membantu perusahaan menggambarkan aliran produksi secara keseluruhan mulai dari proses awal hingga proses akhir.
Value Stream Mapping adalah salah satu metode melihat dan memahami aliran produksi dan aliran informasi pada keseluruhan produksi dalam pembuatan
value stream mapping. Keuntungan-keuntungan yang diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut:
2. Membantu perusahaan melihat segala pemborosan dan sumber pemborosan yang terjadi di sepanjang aliran produksi.
7
3. Memberikan pemahaman mengenai proses manufaktur dalam bahasa yang umum.
4. Menggabungkan antara teknik dan konsep lean yang dapat membantu perusahaan untuk menghindari pemilihan teknik dan konsep yang asal-asalan. 5. Sebagai dasar dari rancangan implementasi. Dengan membantu perusahaan
merancang keseluruhan aliran dari setiap proses kegiatan sesuai dengan konsep lean.
6. Menunjukkan hubungan antara aliran informasi dan aliran material.
7. Value stream mapping jauh lebih berguna dibandingkan metode kuantitatif lainnya yang menghasilkan perhitungan non value added, lead time, jarak perpindahan, jumlah persediaan, dan sebagainya. Value stream mapping
merupakan sebuah metode kualitatif yang menggambarkan secara proses secara terperinci.
Dalam value stream mapping, ada dua pemetaan yang harus digambarkan yaitu pembuatan current state map dan future state map. Lambang-lambang yang digunakan pada Value Stream Mapping dapat dilihat pada Tabel 3.2.
Tabel 3.2. Lambang-lambang pada Value Stream Mapping
Material Icon Nama Keterangan
Manufacturing Process
Menunjukkan aliran sebuah proses dalam kotak. Semua proses diberi label termasuk setiap departemen
Outside Source
Menunjukkan customer, supplier,
dan proses manufaktur yang berlangsung.
Data Box
Tabel 3.2. Lambang-lambang pada Value Stream Mapping
Material Icon Nama Keterangan
Inventory Mancatat data dan waktu yang
digunakan
Truck Shipment Mencatat frekuensi pengiriman
Movement of production material by push
Menunjukkan material yang telah diproduksi atau mengalami proses selanjutnya
Movement of finished goods to the customer
Menunjukkan perpindahan produk jadi ke customer
Supermarket
Mengontrol persediaan komponen yang digunakan sesuai dengan jadwal produksi
Withdrawal Menunjukkan aliran material
biasanya dari supermarket
Transfer of controlled quantities of material between processes
Mengidentifikasi batas dari aliran material antar proses
3.5.2. Measure
3.5.2.1.Uji Keseragaman dan Kecukupan Data9
1. Hitung rata-rata dari seluruh data pengamatan
Pengujian ini dilakukan karena keadaan sistem yang selalu berubah mengakibatkan waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah, namun harus dalam batas kewajaran. Berikut ini langkah-langkah untuk pengujian keseragaman data:
2. Hitung stándar deviasi sebenarnya dari waktu penyelesaian 3. Tentukan batas kontrol atas dan bawah (BKA dan BKB)
Batas – batas kontrol merupakan batas kontrol apakah “seragam” atau tidak. Jika semua rata-rata subgroup sudah berada dalam batas kontrol, maka dapat dihitung banyaknya pengukuran yang diperlukan dengan menggunakan rumus kecukupan data. Rumus yang digunakan adalah :
N’ = Jumlah pengamatan yang seharusnya dilaksanakan s = Tingkat ketelitian
k = Diperoleh dari Tabel distribusi normal Jika tingkat kepercayaan 99% maka k = 3
Jika tingkat kepercayaan 95% maka k = 1,96 = 2 Jika tingkat kepercayaan 68% maka k = 1
x = Waktu pengamatan
N = Jumlah pengamatan yang telah dilakukan N’< N berarti data sudah representatif
Pada pengujian kecukupan data ini, jika N > N' maka data dinyatakan cukup dan sebaliknya jika N < N' maka data yang diambil belum cukup sehingga harus melakukan penambahan jumlah data sebagai sampel.
3.5.2.2.Rating Factor dan Allowance10
kerja yang diperoleh dari pengukuran kerja akibat tempo atau kecepatan kerja operator yang berubah-ubah.
1. Jika operator dinyatakan terampil, maka rating factor akan lebih besar dari 1 (Rf > l).
2. Jika operator bekerja lamban, maka rating factor akan lebih kecil dari 1 (Rf < l).
3. Jika operator bekerja secara normal, maka rating factornya sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
Pemberian nilai rating dapat dilakukan dengan beberapa cara, salah satunya yaitu dengan Westing House System Rating. Ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yakni:
1. Skill (keterampilan) adalah kemampuan untuk mengikuti cara kerja yang ditetapkan secara psikologis.
2. Effort (usaha) adalah kesungguhan yang ditunjukkan oleh pekerja atau operator ketika melakukan pekerjaannya.
3. Condition (kondisi kerja) adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur dan kebisingan ruangan.
4. Consistency (konsistensi), faktor ini perlu diperhatikan karena angka-angka yang dicatat pada setiap pengukuran waktu tidak pernah semuanya sama.
1. Kelonggaran untuk kebutuhan pribadi
Kebutuhan pribadi disini antara lain berupa kegiatan seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja sekadar untuk menghilangkan ketegangan dalam kerja. 2. Kelonggaran untuk menghilangkan fatique
Rasa lelah tercermin dari menurunnya hasil produksi baik jumlah maupun kualitas. Jika rasa lelah telah datang dan pekerja harus bekerja untuk menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini akan menambah lelah. Adapun hal-hal yang diperlukan pekerja untuk menghilangkan lelah adalah melakukan peregangan otot, pergi keluar ruangan untuk menghilangkan lelah dan lain sebagainya. 3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari hambatan yang tidak dapat dihindarkan karena berada diluar kemampuan pekerja untuk mengendalikannya. Beberapa contoh keterlambatan yang tak dapat dihindarkan antara lain menerima petunjuk dari pengawas, melakukan penyesuaian mesin, pemadaman aliran listrik oleh PLN, dan lain sebagainya.
3.5.2.3.Perhitungan Waktu Normal11
Westinghouse dimana penilaian dilakukan terhadap 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Rating factor = 1 + Westinghouse factor
Wn = Wt x Rf
Dimana :
Wn = waktu normal
Wt = waktu terpilih (waktu rata-rata setelah data seragam dan cukup)
Rf = rating factor
3.5.2.4.Perhitungan Waktu Baku12
Waktu baku penyelesaian pekerjaan adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik. Untuk menghitung waktu baku, maka digunakan rumus dibawah ini :
Waktu Baku (Wb) = Wn x (100/100−All ) Dimana,
3.5.2.5.Perhitungan Metrik of Time Efficiency13
1. Perhitungan process cycle efficiency
Tujuan dari tools ini adalah untuk memperbaiki waktu dan energi yang dikeluarkan selama proses berlangsung. Tiga perhitungan metrik ini menjelaskan membantu dalam mengidentifikasi sumber terjadinya inefficiency. Perhitungan metrik lean terdiri dari perhitungan process cycle efficiency, process velocity dan
process lead time.
Berikut ini adalah rumus yang digunakan untuk mendapatkan nilai process cycle efficiency:
2. Perhitungan process lead time
Satu komponen dalam menghitung process cycle efficiency yaitu process lead time. Berikut ini adalah rumus yang digunakan untuk mencari process lead time:
Untuk memperbaiki process lead time maka harus mengatur process cycle efficiency termasuk meningkatkan kapasitas dan mengurangi time in process
atau work in process.
3.5.2.6. Pengukuran SixSigma14
Pengukuran dilakukan dengan mengasumsikan semua kemungkinan nilai termasuk penilaian data kontinu misalnya waktu siklus pelayanan pelanggan. Untuk menghitung tingkat sigma, maka harus mengkalkulasi DPMO kemudian mengkonversikan ke tingkat sigma. Perhitungan DPMO dan tingkat sigma dapat dilakukan sesuai langkah-langkah perhitungan berikut ini:
1. Perhitungan Defect Per Unit (DPU)
Dimana,
D = jumlah defect atau jumlah kecacatan yang terjadi dalam proses produksi U = jumlah unit yang diperiksa
2. Defect Per Million Opportunities (DPMO). DPMO mengindikasikan berapa banyak cacat akan muncul jika ada satu juta peluang.
3. Perhitungan tingkat Sigma dapat dihitung dengan menggunakan Microsoft Excel yaitu dengan menggunakan formula berikut ini:
=NORMSINV(1-DPMO/1.000.000)+1,5
3.5.3. Analyze15
14
Pada langkah ini akan mengidentifikasi beberapa kemungkinan penyebab (X) dari variasi atau cacat yang mempengaruhi output (Y) dari proses. Salah satu
tools yang paling sering digunakan dalam menganalisisis adalah cause and effect diagram. Cause and effect diagram adalah teknik untuk mengidentifikasi dan mengatur berbagai kemungkinan penyebab masalah dan membantu mengidentifikasi akar penyebab paling sering muncul dari masalah. Alat ini dapat membantu memecahkan masalah dengan focus pada pengambilan keputusan. Penyebab masalah ini dapat divalidasi secara statistik.
3.5.3.1.Diagram Five Whys16
1. Tentukan penyebab suatu masalah, (dapat diperoleh dari diagram sebab-akibat atau grafik batang tertinggi pada diagram pareto) pastikan pengertian masalah tersebut diketahui (Why 1)
Diagram five whys adalah suatu metode yang mendorong untuk berpikir tentang akar dari suatu penyebab permasalahan. Metode ini mencegah team untuk puas dengan solusi dangkal yang tidak akan menyelesaian masalah dalam jangka panjang. Langkah langkah dalam melakukan analisa five whys, yaitu:
2. Bertanya “Mengapa hal tersebut terjadi?” (Why 2)
3. Menentukan salah satu dari alasan untuk Why 2 dan bertanya “Mengapa hal ini terjadi ?” (Why 3)
3.5.4.Improve17
3.5.4.1.Metode 5S ( Seiri, Seiton, Seiso, Seiketsu, Shitsuke )
Pada langkah ini, akan dilakukan brainstorming untuk mengetahui langkah-langkah perbaikan proses dengan mengatasi akar penyebab masalah.
18
1. Mewujudkan tempat kerja yang nyaman dan pekerjaan yang menyenangkan. Gerakan 5S dirancang untuk menghilangkan pemborosan dan merupakan suatu gerakan untuk mengadakan penataan, pembersihan, memelihara kondisi yang mantap dan memelihara kebiasaan yang diperlukan untuk melaksanakan pekerjaan dengan baik. 5S adalah metodologi digunakan untuk mengorganisasikan, membersihkan, membangun dan menjadikan lingkungan kerja yang produktif. Adapun keuntungan dari metode 5 S adalah :
2. Melatih manusia pekerja yang mampu mandiri mengelola pekerjaannya. 3. Mewujudkan perusahaan bercitra positif di mata pelanggan tercermin dari
kondisi tempat kerja.
4. Meningkatnya kualitas produk dan proses. 5. Hemat waktu dan tempat.
6. Dapat mengidentifikasi masalah dengan cepat. 7. Mesin dan peralatan terawat.
3.5.5. Control
3.5.5.1.SOP19
1. Dapat menjelaskan secara detail semua kegiatan dari proses yang dijalankan.
Standard Operating Prosedure (SOP) adalah pedoman yang berisi prosedur – prosedur operasional stándar yang ada disuatu organisasi yang digunakan untuk memastikan bahwa setiap keputusan, langkah atau tindakan dan penggunaan fasilitas pemrosesan yang dilaksanakan oleh orang-orang di dalam suatu organisasi agar berjalan secara efektif, konsistan, standar dan sistematis. SOP harus tertulis dan menjelaskan secara singkat langkah demi langkah serta dalam tampilan yang mudah dibaca. SOP terdiri dari beberapa jenis yaitu prosedur sederhana, prosedur hirarki, prosedur grafis, dan prosedur flowcharts. Suatu organisasi dapat memiliki sistem yang baik apabila tersedianya SOP yang baik dan begitu pula sebaliknya. Manfaat dari SOP ini adalah sebagai berikut:
2. Dapat menstandarkan semua aktifitas yang dilakukan pihak yang bersangkutan.
3. Dapat mengurangi waktu pelatihan karena sudah ada kerangka kerja yang diperlukan.
4. Dapat meningkatkan konsistensi pekerjaan karena sudah ada arah yang jelas. 5. Dapat meningkatkan komunikasi antar pihak-pihak yang terkait, terutama
BAB IV
METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Pusaka Prima Mandiri yang berlokasi di Jalan Brigjen Zein Hamid Km 6,8, kelurahan Titi Kuning, Kecamatan Medan Johor, Provinsi Sumatera Utara. Penelitian ini dilakukan pada tanggal 11 Maret 2016 hingga 25 Maret 2016.
4.2 Jenis Penelitian
Jenis penelitian yang dipakai dalam penelitian ini yaitu penelitian deskritif komparatif. Penelitian ini dilakukan untuk membandingkan variabel tertentu yang diteliti baik dalam waktu yang sama maupun waktu yang berbeda. Penelitian ini bertujuan untuk melihat mana yang lebih baik.
4.3 Objek Penelitian
Objek penelitian yang diamati adalah proses pembuatan kertas rokok dan kertas rokok yang diproduksi di PT Pusaka Prima Mandiri.
Variabel dependen adalah variable yang nilainya dipengaruhi oleh nilai variable lain. Variabel dependen dalam penelitian ini adalah waste.
Variabel independen adalah variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel independen dalam penelitian ini yaitu:
a. Jumlah produk cacat yang tinggi
b. Aktivitas yang tidak memberikan nilai tambah (Non value added activity)
4.5 Kerangka Konseptual
Kerangka teoritis adalah suatu model konseptual yang menunjukkan hubungan logis antara faktor / variabel yang telah diidentifikasi penting untuk menganalisis masalah penelitian (Sukaria, 2012). Pola hubungan antar variable dalam kerangka teoritis pada penelitian ini dapat dilihat pada Gambar 4.1
Defect (Jumlah Produk Cacat)
Non value added activity
Waste Pengurangan Waste
Gambar 4.1 Kerangka Konseptual Penelitian
4.6 Rancangan Penelitian
1. Studi Lapangan
Studi lapangan adalah studi yang dilakukan untuk mengetahui kondisi perusahaan, informasi pendukung, dan metode pemecahan yang dapat digunakan berdasarkan teori-teori yang ada berupa studi lapangan dan literatur.
2. Identifikasi Masalah
Identifikasi masalah berupa kesenjangan yang terdapat di perusahaan yaitu perbedaan antara kondisi yang diharapkan oleh perusahaan dengan kondisi yang terjadi di lapangan saat penelitian berlangsung.
3. Perumusan masalah
Masalah yang telah diidentifikasi kemudian dipersempit ruang lingkup permasalahannya sehingga didapatkan pemasalahan yang spesifik sesuai dengan sasaran yang ingin dicapai.
4. Penetapan Tujuan
Penetapan tujuan ditentukan berdasarkan perumusan masalah yang telah dibuat.
5. Pengumpulan Data
Pengumpulan data dilakukan baik secara langsung maupun tidak langsung berupa data primer dan data sekunder.
6. Pengolahan Data
7. Analisis Pemecahan Masalah
Analisis pemecahan masalah dilakukan terhadap data yang telah diolah. 8. Kesimpulan dan Saran
Kesimpulan merupakan rangkuman hasil analisis yang sesuai dengan tujuan penelitian, sedangkan saran merupakan usulan yang diberikan kepada perusahaan.
Langkah-langkah proses penelitian dapat dilihat pada Gambar 4.2.
Identifikasi Masalah - Non Value Added Activities
- Jumlah Produk Cacat
Perumusan Masalah
Penetapan Tujuan
Pengumpulan Data
Pengolahan Data 1. Mengidentifikasi value stream process mapping 2. Menghilangkan pemborosan yang tidak bernilai tambah 3. Menghitung nilai sigma
4. Mengorganisasikan material, informasi dan produk mengalir dengan lancar dan efisien 2. Proses produksi 3. Kondisi pabrik
Studi Literatur 1. Teori Buku mengenai Lean Six Sigma
2. Referensi Jurnal Penelitian
Instrumen yang digunakan dalam penelitian ini adalah lembar pengamatan dan alat tulis.
4.8 Pengumpulan Data
Berdasarkan cara memperolehnya maka sumber data yang diperoleh dari penelitian ini adalah:
1. Data Primer
Data primer adalah data yang diperoleh langsung dari objek penelitian oleh peneliti yaitu waktu siklus yang dihitung dengan menggunakan stopwatch dan data aliran proses produksi.
2. Data Sekunder
Data sekunder adalah data yang didapatkan berdasarkan data dokumentasi perusahaan dan diambil dengan cara wawancara dengan bagian perusahaan, yaitu:
a. Gambaran Umum Perusahaan b. Struktur Organisasi Perusahaan c. Data mesin dan peralatan d. Jumlah penjualan
4.9 Pengolahan Data
Pengolahan data dilakukan dengan pendekatan Lean Six Sigma dengan metode DMAIC. Tahapan-tahapan dari Metode DMAIC yang digunakan dalam pengolahan data adalah Tahap Define, Measure, Anaylze, Improve, dan Control
yang akan dijelaskan sebagai berikut: 1. Tahap Define
Pada tahap ini dilakukan pernyataan kegiatan penelitian (project charter), diagram SIPOC, dan Value Stream Mapping
2. Tahap Measure
Pada tahap ini dilakukan dengan perhitungan waktu siklus, waktu normal dan waktu baku untuk melakukan kegiatan produksi, kemudian dilakukan perhitungan metric lean. Pengukuran yang berkaitan dengan kualitas produk dilakukan dengan perhitungan Defects Per Million Opportunites dan perhitungan tingkat sigma.
3. Tahap Analyze
Pad tahap ini dilakukan dengan menganalisis dengan menggunakan diagram sebab akibat dan diagram five whyuntuk analisis scrap yang dihasilkan dengan melihat permasalahan yang terjadi dari beberapa faktor yaitu manusia, mesin, material, metode kerja, dan lingkungan kerja.
4. Tahap Improve
5. Tahap Control
Pada tahap ini akan dilakukan suatu usaha pengendalian berupa SOP agar usulan perbaikan yang diberikan dapat berjalan dengan efektif dan efisien.
4.10 Analisis Pemecahan Masalah
Analisis pemecahan masalah dilakukan terhadap hasil penelitian yang diperoleh dengan membandingkan data yang diperoleh dengan teori yang mendasari hal tersebut.
4.11 Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
Data yang dikumpulkan kemudian digunakan untuk pengolahan data antara lain data permintaan produk, data aliran proses, data waktu siklus, data
rating factor, data allowancedan data jenis kecacatan produk kertas rokok. 5.1.1 Data Permintaan Produk
Data permintaan produk yang dikumpulkan pada penelitian ini diambil dari data permintaan produk pada tahun 2015. Data permintaan produk dapat dilihat pada Tabel 5.1
Tabel 5.1 Data Permintaan Produk Tahun 2015
Bulan Produksi (Ton)
Produk Cacat
(Ton) Persentase (%) Januari 543,7 69,16408 12,721 Februari 616,04 69,40307 11,266
Maret 428,22 52,44839 12,248
April 456,21 51,82089 11,359
Mei 429,79 47,18664 10,979
Juni 497,67 45,05470 9,053
Juli 384,73 45,33658 11,784
Agustus 434,8 55,25873 12,709
September 513,54 60,75178 11,83 Oktober 484,74 51,96413 10,72 November 582,87 69,78703 11,973
Desember 496,13 63,8817 12,876
Total 682,06 5868,44 Sumber : PT Pusaka Prima Mandiri
Data aliran proses produksi kertas rokok menurut pengamatan adalah sebagai berikut :
1. Stasiun penghancuran bahan baku a. Memindahkan NBKP ke forklift
b. Membawa NBKP dengan menggunakan forklift
c. Memasukkan NBKP ke hydra pulper
d. Memindahkan buburan NBKP ke wood dump chest
e. Memindahkan LBKP ke forklift
f. Membawa LBKP dengan menggunakan forklift g. Memasukkan LBKP ke hydra pulper
h. Memindahan buburan LBKP ke storage chest
i. Memindahkan broke ke forklift
j. Membawa broke dengan menggunakan forklift
k. Memasukkan broke ke sydra pulper
l. Memindahan broke ke super vibrator
m.Memasukkan Kalsium karbonat ke disolving tank
2. Stasiun pencampuran bahan baku
a. Memindahkan keempat bahan baku ke dalam mixing chest
b. Menambahkan deformer ke dalam larutan c. Memindahan campuran ke machine chest
3. Stasiun Pembersihan
a. Memindahkan bubur kertas menujucenti cleaner
c. Memindahkan bubur kertas ke stock master refiner
d. Menggiling bubur kertas denganstock master refiner
4. Stasiun pressing
a. Memindahkan bubur kertas ke high pressure screen
b. Menekan bubur kertas dengan fourdinner
c. Memasukkan bubur kertas ke head box
d. Membagi rata bubur kertas sehingga berat dasar kertas diperoleh e. Memindahkan bubur ke dandi roll
f. Menggiling bubur dengan dandi roll membentuk lembaran kertas. g. Memindahkan lembaran kertas ke pick-up press
h. Menarik lembaran dengan pick up press
5. Stasiun pengeringan
a. Menarik kertas dengan roll dryer
b. Memasukkan kertas ke dalam size press
c. Menambahkan zat kimia pada kertas d. Menarik kertas kembali dengan roll dryer
6. Stasiun penggulungan
a. Menggulung kertas dengan on rell
b. Memberi logo perusahaan dari konsumen yang memesan c. Menunggu untuk diangkut ke stasiun pemotongan 7. Stasiun pemotongan
a. Menyusun jumbo roll ke atas forklift
c. Memotong kertas membentuk roll yang lebih kecil dengan repping machine
d. Memindahkan kertas ke roll slitter
e. Memotong kertas dengan roll slitter membentuk roll-roll kecil f. Memindahkan kertas ke bobbin slitter
g. Memotong kertas menjadi beberapa bobbin
h. Melakukan pemeriksaan terhadap kertas 8. Stasiun packaging
a. Membawa bobbin dengan menggunakan forklift ke stasiun pembungkusan b. Menunggu untuk dibungkus dengan plastik
c. Membungkus bobbin dengan plastik
d. Membawa bobbin menggunakan forklift ke gudang penyimpanan e. Bobbin disimpan di gudang penyimpanan
5.1.3 Data Waktu Proses
Data waktu proses diukur dengan menggunakan stopwatchdengan melakukan pengukuran sebanyak 10 kali. Waktu yang diukur merupakan waktu siklus produk yang dapat dilihat pada Tabel 5.2
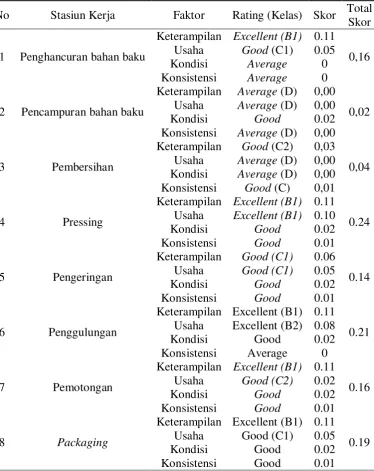
5.1.4 Data Rating Factor Operator
dilihat dari keterampilan, usaha, kondisi dan konsistensi operator.Penilaian rating factor dapat dilakukan dengan menggunakan tabelWestinghouse seperti dilihat pada lampiran 2 dan hasil penilaian rating factoryang telah dilakukan terhadap operator dapat dilihat padaTabel 5.3
5.1.5. Penetapan Allowance
Penentuan allowance dilakukan untuk memberikan kelonggaran waktu kepada operator dengan melihat kebutuhan pribadi operator, waktu tunggu yang tidak dapat dihindari operator dan kelelahan yang dialami operator. Penetapan
allowance terhadap operator dapat ditetapkan dengan menggunakan tabel
Tabel 5.2 Waktu Siklus Pembuatan Kertas Rokok
No Jenis Kegiatan Waktu Pengamatan (menit)
1 2 3 4 5 6 7 8 9 10
1 Memindahkan NBKP ke forklift 7 7 6 6 6 7 6 7 6 6
2 Membawa NBKP dengan menggunakan forklift 10 11 10 10 9 11 10 10 9 11
3 Memasukkan NBKP ke hydra pulper 19 18 20 18 20 17 19 19 20 18
4 Memindahkan buburan NBKP ke wood dump chest 7 6 6 7 6 6 7 6 6 7
5 Memindahkan LBKP ke forklift 5 5 6 5 5 6 5 5 5 5
6 Membawa LBKP dengan menggunakan forklift 11 11 9 9 10 11 10 10 10 9
7 Memasukkan LBKP ke hydra pulper 17 16 16 18 17 15 16 17 16 18
8 Memindahan buburan LBKP ke storage chest 6 7 7 7 6 6 7 6 7 7
9 Memindahkan broke ke forklift 7 6 6 6 7 6 6 6 7 6
10 Membawa broke dengan menggunakan forklift 11 10 10 11 10 11 11 11 10 10
11 Memasukkan broke ke sydra pulper 11 9 10 10 11 11 11 9 10 11
12 Memindahan broke ke super vibrator 7 7 7 8 7 8 7 7 7 7
13 Memasukkan Kalsium karbonat ke disolving tank 14 15 15 16 15 15 16 15 16 16
14 Memindahkan keempat bahan baku ke dalam mixing chest 12 10 10 12 10 12 12 12 12 12
15 Menambahkan deformer ke dalam larutan 7 8 8 7 7 7 7 8 8 7
16 Memindahan campuran ke machine chest 9 8 9 10 9 10 8 9 10 9
17 Memindahkan bubur kertas menuju centi cleaner 7 6 6 7 6 7 6 7 7 7
18 Membersihkan bubur kertas dengan centi cleaner 13 15 13 15 15 14 15 14 16 15
19 Memindahkan bubur kertas ke stock master refiner 7 7 6 7 7 6 6 7 6 7
20 Penggilingan bubur kertas dengan stock master refiner 7 9 9 9 10 9 9 9 9 9
Tabel 5.2 Waktu Siklus Pembuatan Kertas Rokok (Lanjutan)
No Jenis Kegiatan Waktu Pengamatan (menit)
1 2 3 4 5 6 7 8 9 10
38 Memotong kertas membentuk roll yang lebih kecil dengan repping
machine 121 121 121 121 121 120 122 121 122 122
39 Memindahkan kertas ke roll slitter 31 32 30 31 30 31 31 32 31 31
40 Memotong kertas dengan roll slitter membentuk roll-roll kecil 61 62 65 60 63 65 60 60 62 64 Sumber : Data Pengamatan
No Jenis Kegiatan Waktu Pengamatan (menit)
1 2 3 4 5 6 7 8 9 10
41 Memindahkan kertas ke bobbin slitter 20 24 24 25 22 20 25 24 22 24
42 Memotong kertas menjadi beberapa bobbin 30 30 32 32 30 32 31 30 33 32
43 Melakukan pemeriksaan terhadap kertas 30 33 35 35 32 30 30 33 32 34
44 Membawa bobbin dengan menggunakan forklift ke stasiun pembungkusan 21 20 23 22 22 22 22 20 20 22
45 Menunggu untuk dibungkus dengan plastik 42 45 42 41 41 42 40 42 40 45
46 Membungkus bobbin dengan plastic 16 15 15 15 15 15 16 16 15 15
47 Membawa bobbin menggunakan forklift ke gudang penyimpanan 26 25 25 24 26 23 25 24 23 25
48 Bobbin disimpan di gudang penyimpanan 22 23 23 21 21 20 25 23 24 20
Tabel 5.3 Penilaian Rating Factor Terhadap Operator
No Stasiun Kerja Faktor Rating (Kelas) Skor Total Skor 1 Penghancuran bahan baku
Keterampilan Excellent (B1) 0.11 0,16 Usaha Good (C1) 0.05
Kondisi Average 0
Konsistensi Average 0 2 Pencampuran bahan baku
Keterampilan Excellent (B1) 0.11
0.24 Usaha Excellent (B1) 0.10
Kondisi Good 0.02
Konsistensi Good 0.01
5 Pengeringan
Keterampilan Good (C1) 0.06
0.14 Usaha Good (C1) 0.05
Kondisi Good 0.02
Konsistensi Good 0.01 6 Penggulungan
Keterampilan Excellent (B1) 0.11
0.21 Usaha Excellent (B2) 0.08
Kondisi Good 0.02
Konsistensi Average 0
7 Pemotongan
Keterampilan Excellent (B1) 0.11
0.16 Usaha Good (C2) 0.02
Kondisi Good 0.02
Konsistensi Good 0.01
8 Packaging
Keterampilan Excellent (B1) 0.11
0.19 Usaha Good (C1) 0.05
Kondisi Good 0.02
Tabel 5.4 Penetapan Allowance untuk Setiap Proses Produksi
No Stasiun Kerja Faktor Allowance Allowance Total
1 Penghancuran bahan baku
Kebutuhan pribadi Pria 2%
15%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 1%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 6%
Keadaan temperatur Normal 0%
Keadaan atmosfer Cukup 0%
Hambatan yang tak terhindarkan Sangat bising 1%
2 Pencampuran bahan baku
Kebutuhan pribadi Pria 2%
15%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 6%
Keadaan temperatur Normal 0%
Keadaan atmosfer Kurang baik 0%
Hambatan yang tak terhindarkan Sangat bising 1%
3 Pembersihan
Kebutuhan pribadi Pria 2%
16%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 7%
Keadaan temperatur Normal 0%
Keadaan atmosfer Kurang baik 0%
Hambatan yang tak terhindarkan Sangat bising 1%
Tabel 5.4 Penetapan Allowance untuk Setiap Proses Produksi (Lanjutan)
No Stasiun Kerja Faktor Allowance Allowance Total
4 Pressing
Kebutuhan pribadi Pria 2%
15%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 6%
Keadaan temperatur Normal 0%
Keadaan atmosfer Cukup 0%
Hambatan yang tak terhindarkan Sangat bising 1%
5 Pengeringan
Kebutuhan pribadi Pria 2%
15%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 6%
Keadaan temperatur Normal 0%
Keadaan atmosfer Kurang baik 0%
Hambatan yang tak terhindarkan Sangat bising 1%
6 Penggulungan
Kebutuhan pribadi Pria 2%
16%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 7%
Keadaan temperatur Normal 0%
Keadaan atmosfer Kurang baik 0%
Hambatan yang tak terhindarkan Sangat bising 1%
Tabel 5.4 Penetapan Allowance untuk Setiap Proses Produksi (Lanjutan)
Sumber : Data Pengamatan
No Stasiun Kerja Faktor Allowance Allowance Total
7 Pemotongan
Kebutuhan pribadi Pria 2%
14%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Normal 0%
Kelelahan mata Pandangan yang hampir terus menerus 6%
Keadaan temperatur Normal 0%
Keadaan atmosfer Cukup 0%
Hambatan yang tak terhindarkan Sangat bising 0%
8 Packaging
Kebutuhan pribadi Pria 2%
14%
Tenaga yang dikeluarkan Sangat ringan 6%
Sikap Kerja Berdiri diatas dua kaki 0%
Gerakan kerja Agak terbatas 0%
Kelelahan mata Pandangan yang hampir terus menerus 6%
Keadaan temperatur Normal 0%
Keadaan atmosfer Cukup 0%
5.1.6 Jenis Kecacatan Produk
Jenis kecacatan yang terjadi ada 5 (lima) jenis, yaitu: 1. Unstable Porosity
Unstable porosity didefenisikan sebagai ukuran pori-pori kertas yang tidak sesuai dengan standar perusahaan.
2. Wrinkle
Wrinkle didefenisikan sebagai adanya bagian kertas yang berkerut ataupun terlipat.
3. Dirt
Dirt didefenisikan sebagai adanya kotoran ataupun noda pada kertas. 4. Cracked
Cracked didefenisikan sebagai adanya permukaan kertas yang sobek. 5. Hole
Hole didefenisikan sebagai adanya lubang-lubang halus pada permukaan kertas.
Jumlah jenis kecacatan produk kertas rokok periode Januari 2015 hingga Desember 2015 dapat dilihat pada Tabel 5.5
Tabel 5.5 Jumlah Kecacatan Kertas rokokTahun 2015
Bulan Unstable
Januari 11.685 18.151 10.22
April 8.952 14.421 7.370 12.907 8.170 51.821 456.21 11,35 9 Mei 7.691 13.390 6.383 11.968 7.754 47.187 429.79 10,97
Tabel 5.5 Jumlah Kecacatan Kertas rokokTahun 2015 Sumber data : PT Pusaka Prima Mandiri
5.2 Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode DMAIC (Define-Measure-Analyze-Improve-Control) pada pendekatan Lean Six Sigma.Metode DMAIC ini digunakan sebagai tahapan dalam menyelesaikan permasalahan yang terjadi di perusahaan.
5.2.1 Tahap Define
5.2.1.1 Project Statement (Pernyataan Kegiatan)
Dalam melaksanakan suatu pernyataan kegiatan, terdapat beberapa komponen, yaitu:
1. Business Case (Masalah Perusahaan)
Dalam suatu perusahaan, kualitas yang baik merupakan hal yang diutamakan untuk dapat bersaing dengan perusahaan lain sehingga dibutuhkan peningkatan kualitas dalam setiap proses produksi.Kualitas suatu produk mutlak harus dijaga dan dikontrol agar konsumen mendapatkan produk yang baik, dan perusahaan dapat memenangkan kompetisi dalam menarik pelanggan. Produk berkualitas bagus adalah produk yang memiliki karakteristik sesuai keinginan dan kebutuhan konsumen.
2. Problem Statement (Pernyataan Masalah)
Masalah yang ditemukan dalam perusahaan adalah adanya cacat (defect) yang melebihi standar perusahaan dan adanya kegiatan yang tidak bernilai tambah selama proses produksi seperti waktu menunggu, pemindahan bahan dan pemeriksaan.
3. Project Scope (Ruang Lingkup Kegiatan)
Ruang lingkup dalam kegiatan penyelesaian masalah perusahaan adalah proses produksi kertas rokok dengan data historis pada Tahun 2015.
4. Goal Statement (Pernyataan Tujuan)
time dapat dipersingkat dan memberikan usulan perbaikan untuk mengurangi jumlah produk cacat melalui pendekatan Lean six sigma.
5. Project Timeline (Batas Waktu Kegiatan)
Batas waktu pengerjaan penelitian ini yaitu sampai bulan oktober 2016. 5.2.1.2 Diagram SIPOC
Diagram SIPOC menggambarkan informasi mengenai Supplier, Input, Process, Output dan Customer yang terlibat dalam produksi kertas rokok.Diagram SIPOC pada PT Pusaka Prima Mandiri dapat dilihat pada Gambar 5.2. Elemen-elemen yang digunakan dalam diagram SIPOC adalah sebagai berikut:
1. Supplier : Gudang bahan baku
2. Input : NBKP, LBKP, broke, Calcium Carbonate, Cationic Retention Aid, Anti
Foam (Defoamer), Pencegah Bakteri (Biocide), Citric Acid, Potassium Hydroxide KOH, Bahan Penggumpal (Coagulant), air.
3. Process:Penghancuran bahan baku, pencampuran bahan baku, pembersihan, pressing, pengeringan, penggulungan, pemotongan, packaging 4. Output: Kertas rokok
5. Customer : Area penyimpanan
5.2.1.3 Value Stream Mapping
beserta dengan waktunya yang diperoleh dari data aliran proses. Selain itu juga dilakukan pengamatan mengenai kegiatan perusahaan secara menyeluruh mulai dari pemesanan produk hingga pengiriman produk kepada pelanggan.
Gudang Bahan Baku
Kertas Rokok Area Penyimpanan
Supplier Input Process Output Customer
NBKP Gambar 5.2 Diagram SIPOC Produk Kertas Rokok
5.2.1.4 Voice of Customer (Identifikasi Kebutuhan Pelanggan)
dihasilkannya.Kebutuhan pelanggan dan konsumen akhir dari perusahaan adalah produk kertas rokok yang sesuai dengan keinginan pelanggan baik dari segi teknologi, bentuk dan lain-lain.Seluruh kebutuhan pelanggan harus dapat dijaga dengan baik oleh perusahaan melalui inspeksi yang ketat, sehingga tidak ada produk cacat yang lolos ke tangan konsumen.
5.2.2 Tahap Measure
Pada tahap measure dilakukan perhitungan data waktu siklus, waktu normal dan waktu baku, perhitungan metric lean yang mencakup perhitungan
manufacturing lead time, perhitungan process cycle efficiency, serta perhitungan
process lead time dan process velocityyang mencakup perhitungan critical to quality dan perhitungan tingkat sigma.
5.2.2.1 Perhitungan Data Waktu Siklus
Waktu siklus yang telah dikumpulkan akan diolah terlebih dahulu dengan melakukan uji keseragaman dan uji kecukupan data. Pengujian ini hanya dilakukan pada proses produksi dan tidak berlaku untuk waktu WIP. Penelitian menggunakan tingkat keyakinan 95% dan tingkat ketelitian 5%. Pengujian terhadap waktu proses produksi dilakukan sebagai berikut:
1. Uji Kecukupan Data
Dimana:
N’ = Jumlah pengamatan yang seharusnya dilaksanakan s = Tingkat ketelitian = 5%
k = Diperoleh dari Tabel distribusi normal jika tingkat kepercayaan 95% maka k = 1,96 x = Waktu pengamatan
N = Jumlah pengamatan yang telah dilakukan
Pada pengujian kecukupan data ini, jika N > N' maka data dinyatakan cukup dan sebaliknya jika N < N' maka data yang diambil belum cukup sehinggadilakukan penambahan jumlah data sebagai sampel.Contoh perhitungan uji kecukupan data pada proses pertama adalah sebagai berikut:
= 9,00
kecukupan data waktu siklus untuk proses produksi kertas rokok dapat dilihat pada Tabel 5.7
Tabel 5.7 Rekapitulasi Hasil Uji Kecukupan Waktu Siklus untuk Setiap
35 0,95 10 Cukup
36 5,30 10 Cukup
37 6,11 10 Cukup
38 0,04 10 Cukup
39 0,64 10 Cukup
Sumber : Pengolahan Data
Tabel 5.7. Rekapitulasi Hasil Uji Kecukupan Waktu Siklus untuk Setiap
Elemen Kegiatan (Lanjutan)
Sumber : Pengolahan Data
Berdasarkan hasil rekapitulasi pada Tabel 5.7 dapat disimpulkan bahwa jumlah data untuk semua waktu siklus produksi kertas rokoktelah cukup diambil selama pengamatan.
2. Uji Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui apakah data waktu proses berada dalam batas kontrol atau tidak pada peta kontrol. Contoh pengujian keseragaman pada proses ketiga yaitu saat memasukkan NBKP ke hydra pulper
adalah sebagai berikut :
= 18,8
Perhitungan nilai standar deviasi
= 1,03
Perhitungan batas kontrol atas dan batas kontrol bawah (BKA dan BKB) untuk tingkat kepercayaan 95 % dan tingkat ketelitian 5 % maka nilai k yang dipakai adalah 1,96.
BKA = BKB =
= 18,8 + 1,96 (1,03) = 18,8 - 1,96 (1,03)
=20,82 = 16,78
Gambar 5.3 Peta Kontrol Waktu Siklus Proses Pertama
Tabel 5.8Rekapitulasi Hasil Uji Keseragaman Waktu Siklus untuk Setiap Elemen Kegiatan pada Produksi Kertas Rokok
Elemen Kegiatan Pengamatan ke- X bar BKA BKB Keterangan
1 2 3 4 5 6 7 8 9 10
1 7 7 6 6 6 7 6 7 6 6 6,4 7,41 5,39 Seragam
2 10 11 10 10 9 11 10 10 9 11 10,1 11,55 8,65 Seragam
3 19 18 20 18 20 17 19 19 20 18 18,8 20,82 16,78 Seragam
4 7 6 6 7 6 6 7 6 6 7 6,4 7,41 5,39 Seragam
5 5 5 6 5 5 6 5 5 5 5 5,2 6,03 4,37 Seragam
6 11 11 9 9 10 11 10 10 10 9 10 11,60 8,40 Seragam
7 17 16 16 18 17 15 16 17 16 18 16,6 18,49 14,71 Seragam
8 6 7 7 7 6 6 7 6 7 7 6,6 7,61 5,59 Seragam
9 7 6 6 6 7 6 6 6 7 6 6,3 7,25 5,35 Seragam
10 11 10 10 11 10 11 11 11 10 10 10,5 11,53 9,47 Seragam
11 11 9 10 10 11 11 11 9 10 11 10,3 11,91 8,69 Seragam
12 7 7 7 8 7 8 7 7 7 7 7,2 8,03 6,37 Seragam
13 14 15 15 16 15 15 16 15 16 16 15,3 16,62 13,98 Seragam
14 12 10 10 12 10 12 12 12 12 12 11,4 13,29 9,51 Seragam
15 7 8 8 7 7 7 7 8 8 7 7,4 8,41 6,39 Seragam
16 9 8 9 10 9 10 8 9 10 9 9,1 10,55 7,65 Seragam
17 7 6 6 7 6 7 6 7 7 7 6,6 7,61 5,59 Seragam
18 13 15 13 15 15 14 15 14 16 15 14,5 16,40 12,60 Seragam
Sumber : Pengolahan Data
Elemen Kegiatan Pengamatan ke- X bar BKA BKB Keterangan
1 2 3 4 5 6 7 8 9 10
19 7 7 6 7 7 6 6 7 6 7 6,6 7,61 5,59 Seragam
20 7 9 9 9 10 9 9 9 9 9 8,9 10,35 7,45 Seragam
21 10 12 11 10 10 11 12 11 10 12 10,9 12,62 9,18 Seragam
22 10 11 9 10 10 11 10 9 10 10 10 11,31 8,69 Seragam
23 12 10 11 12 10 11 12 11 10 12 11,1 12,82 9,38 Seragam
24 5 5 6 5 5 6 5 5 5 5 5,2 6,03 4,37 Seragam
25 7 7 6 7 7 7 6 6 7 7 6,7 7,65 5,75 Seragam
26 13 13 12 13 13 13 12 13 14 13 12,9 14,01 11,79 Seragam
27 5 5 5 5 5 5 6 6 5 5 5,2 6,03 4,37 Seragam
28 6 6 6 6 6 7 6 6 7 7 6,3 7,25 5,35 Seragam
29 13 12 13 13 13 12 13 13 12 13 12,7 13,65 11,75 Seragam
30 15 13 13 14 15 13 14 13 14 14 13,8 15,35 12,25 Seragam
31 8 7 7 7 8 7 8 7 7 7 7,3 8,25 6,35 Seragam
32 6 6 6 5 5 5 6 6 6 6 5,7 6,65 4,75 Seragam
33 150 151 152 151 151 152 150 151 150 150 150,8 152,35 149,25 Seragam 34 133 130 136 131 135 133 135 130 132 132 132,7 136,84 128,56 Seragam 35 111 105 112 113 108 115 113 113 112 113 111,5 117,21 105,79 Seragam
36 15 15 15 14 17 16 16 15 16 17 15,6 17,49 13,71 Seragam
37 10 12 11 11 12 10 11 12 11 11 11,1 12,55 9,65 Seragam
Tabel 5.8Rekapitulasi Hasil Uji Keseragaman Waktu Siklus untuk Setiap Elemen Kegiatan pada Produksi Kertas Rokok (Lanjutan)
Elemen Kegiatan Pengamatan ke- X bar BKA BKB Keterangan
39 31 32 30 31 30 31 31 32 31 31 31 32,31 29,69 Seragam
40 61 62 65 60 63 65 60 60 62 64 62,2 66,10 58,30 Seragam
41 20 24 24 25 22 20 25 24 22 24 23 26,70 19,30 Seragam
42 30 30 32 32 30 32 31 30 33 32 31,2 33,43 28,97 Seragam
43 30 33 35 35 32 30 30 33 32 34 32,4 36,23 28,57 Seragam
44 21 20 23 22 22 22 22 20 20 22 21,4 23,51 19,29 Seragam
45 42 45 42 41 41 42 40 42 40 45 42 45,46 38,54 Seragam
46 16 15 15 15 15 15 16 16 15 15 15,3 16,25 14,35 Seragam
47 26 25 25 24 26 23 25 24 23 25 24,6 26,71 22,49 Seragam
48 22 23 23 21 21 20 25 23 24 20 22,2 25,51 18,89 Seragam
5.2.2.2.Perhitungan Waktu Normal dan Waktu Baku
Perhitungan waktu normal dilakukan dengan mengalikan waktu siklus proses dengan rating factor (Rf) yang bertujuan untuk menyesuaikan kecepatan setiap operator dengan operator yang normal. Perhitungan waktu baku merupakan perhitungan waktu yang dibutuhkan oleh seorang operator untuk menyelesaikan satuan pekerjaanya dengan penambahan faktor allowance pada waktu normal. Contoh perhitungan waktu normal dan waktu baku yaitu proses pemasukan NBKP ke hydra pulperadalah sebagai berikut:
Rating Factor = 1 + 0,16
Allowance = 5%
Waktu siklus rata-rata= 18,8
Waktu normal = Waktu siklus rata-rata x Rf = 18,8 x 1,16 = 21,808 menit
Waktu baku :25,6564 menit
Elemen
Tabel 5.9. Rekapitulasi Waktu Normal dan Waktu Baku Setiap Proses
Sumber : Pengolahan Data
5.2.2.3 Perhitungan Metrik Lean
Perhitungan metrik lean dilakukan untuk mengetahui keadaan suatu pabrik dari sudut pandang lean dengan tujuan dapat memberi usulan berdasarkan prinsip-prinsip lean untuk memperbaiki keadaan pabrik tersebut. Langkah-langkah perhitungan metrik lean adalah sebagai berikut:
a. Perhitungan Manufacturing Lead Time
Tabel 5.10Perhitungan Manufacturing Lead Time Berdasarkan Waktu
1 Memindahkan NBKP ke forklift 8,73
2 Membawa NBKP dengan menggunakan forklift 13,78
3 Memasukkan NBKP ke hydra pulper 25,66
4 Memindahkan buburan NBKP ke wood dump chest 8,73
5 Memindahkan LBKP ke forklift 7,10
6 Membawa LBKP dengan menggunakan forklift 13,65
7 Memasukkan LBKP ke hydra pulper 22,65
8 Memindahan buburan LBKP ke storage chest 9,01
9 Memindahkan broke ke forklift 8,60
10 Membawa broke dengan menggunakan forklift 14,33
11 Memasukkan broke ke sydra pulper 14,06
12 Memindahan broke ke super vibrator 9,83
13 Memasukkan Kalsium karbonat ke disolving tank 20,88
14 Memindahkan keempat bahan baku ke dalam mixing chest 13,68
15 Menambahkan deformer ke dalam larutan 8,88
16 Memindahan campuran ke machine chest 10,92
17 Memindahkan bubur kertas menuju centi cleaner 8,17
18 Membersihkan bubur kertas dengan centi cleaner 17,95
19 Memindahkan bubur kertas ke stock master refiner 8,17 20 Penggilingan bubur kertas dengan stock master refiner 11,02 21 Memindahkan bubur kertas ke high pressure screen 15,90
22 Menekan bubur kertas dengan fourdinner 14,59
23 Memasukkan bubur kertas ke head box 16,19
24 Membagi rata bubur kertas sehingga berat dasar kertas diperoleh 7,59
25 Memindahkan bubur ke dandi roll 9,77
26 Menggiling bubur dengan dandi roll membentuk lembaran kertas 18,82
27 Memindahkan lembaran kertas ke pick-up press 7,59
28 Menarik lembaran dengan pick up press 9,19
29 Menarik kertas dengan roll dryer 17,03
30 Memasukkan kertas ke dalam size press 18,51
31 Menambahkan zat kimia pada kertas 9,79
32 Menarik kertas kembali dengan roll dryer 7,64
33 Menggulung kertas dengan on rell 217,22
34 Memberi logo perusahaan dari konsumen yang memesan 191,15
35 Menunggu untuk diangkut ke stasiun pemotongan 160,61
36 Menyusun jumbo roll ke atas forklift 21,04
37 Membawa jumbo roll ke stasiun pemotongan 14,97
Tabel 5.10Perhitungan Manufacturing Lead Time Berdasarkan Waktu
39 Memindahkan kertas ke roll slitter 41,81
40 Memotong kertas dengan roll slitter membentuk roll-roll kecil 83,90
41 Memindahkan kertas ke bobbin slitter 31,02
42 Memotong kertas menjadi beberapa bobbin 42,08
43 Melakukan pemeriksaan terhadap kertas 43,70
44 Membawa bobbin dengan menggunakan forklift ke stasiun pembungkusan 29,61
45 Menunggu untuk dibungkus dengan plastic 58,12
46 Membungkus bobbin dengan plastic 21,17
47 Membawa bobbin menggunakan forklift ke gudang penyimpanan 34,04
48 Bobbin disimpan di gudang penyimpanan 30,72
Total 1593,05
Sumber : Pengolahan Data
b. Perhitungan Process Cycle Efficiency
Dalam melakukan perhitungan nilai process cycle efficiency, yang harus dilakukan terlebih dahulu adalah memisahkan kegiatan atau proses kerja yang bernilai tambah (value added activities) dari kegiatan atau proses yang tidak bernilai tambah (non value added activities). Suatu perusahaan dikatakan telah melaksanakan program Lean apabila mempunyai nilai process cycle efficiency
Tabel 5.11. Kegiatan Value Added dan non-Value Added pada Proses
1 Memindahkan NBKP ke forklift 8,73
2 Membawa NBKP dengan menggunakan forklift 13,78
3 Memasukkan NBKP ke hydra pulper 25,66
4 Memindahkan buburan NBKP ke wood dump chest 8,73
5 Memindahkan LBKP ke forklift 7,10
6 Membawa LBKP dengan menggunakan forklift 13,65
7 Memasukkan LBKP ke hydra pulper 22,65
8 Memindahan buburan LBKP ke storage chest 9,01
9 Memindahkan broke ke forklift 8,60
10 Membawa broke dengan menggunakan forklift 14,33
11 Memasukkan broke ke sydra pulper 14,06
12 Memindahan broke ke super vibrator 9,83
13 Memasukkan Kalsium karbonat ke disolving tank 20,88
14 Memindahkan keempat bahan baku ke dalam mixing chest 13,68 15 Menambahkan deformer ke dalam larutan 8,88
16 Memindahan campuran ke machine chest 10,92
17 Memindahkan bubur kertas menuju centi cleaner 8,17 18 Membersihkan bubur kertas dengan centi cleaner 17,95
19 Memindahkan bubur kertas ke stock master refiner 8,17 20 Penggilingan bubur kertas dengan stock master refiner 11,02
21 Memindahkan bubur kertas ke high pressure screen 15,90 22 Menekan bubur kertas dengan fourdinner 14,59
23 Memasukkan bubur kertas ke head box 16,19
24 Membagi rata bubur kertas sehingga berat dasar kertas
diperoleh 7,59
25 Memindahkan bubur ke dandi roll 9,77
26 Menggiling bubur dengan dandi roll membentuk lembaran
kertas 18,82
Tabel 5.11. Kegiatan Value Added dan non-Value Added pada Proses
29 Menarik kertas dengan roll dryer 17,03
30 Memasukkan kertas ke dalam size press 18,51
31 Menambahkan zat kimia pada kertas 9,79
32 Menarik kertas kembali dengan roll dryer 7,64
33 Menggulung kertas dengan on rell 217,22
34 Memberi logo perusahaan dari konsumen yang memesan 191,15
35 Menunggu untuk diangkut ke stasiun pemotongan 160,61
36 Menyusun jumbo roll ke atas forklift 21,04
37 Membawa jumbo roll ke stasiun pemotongan 14,97
38 Memotong kertas membentuk roll yang lebih kecil dengan
repping machine 163,48
39 Memindahkan kertas ke roll slitter 41,81
40 Memotong kertas dengan roll slitter membentuk roll-roll
kecil 83,90
41 Memindahkan kertas ke bobbin slitter 31,02
42 Memotong kertas menjadi beberapa bobbin 42,08
43 Melakukan pemeriksaan terhadap kertas 43,70
44 Membawa bobbin dengan menggunakan forklift ke stasiun
pembungkusan 29,61
45 Menunggu untuk dibungkus dengan plastic 58,12
46 Membungkus bobbin dengan plastic 21,17
47 Membawa bobbin menggunakan forklift ke gudang
penyimpanan 34,04
48 Bobbin disimpan di gudang penyimpanan 30,72
TOTAL 924,75 668,3
Dari Tabel diatas dapat diketahui bahwa besar waktu untuk kegiatan yang bernilai tambah berdasarkanpengamatanadalah 924,75menit, sedangkan lama waktu untuk kegiatan yang tidak bernilai tambah adalah 668,3menit dan total waktu dari seluruh kegiatan adalah sebesar 1593,05menit. Perhitungan process cycle efficiency adalah sebagai berikut:
Perhitungan process cycle efficiency adalah sebagai berikut:
= 58,04%
c. Perhitungan Process Lead Time
Process lead time adalah metrik yang digunakan untuk mengetahui berapa lama waktu yang diperlukan untuk memproses sejumlah barang dari awal hingga selesai. Perhitungan process lead time adalah sebagai berikut:
= 20,91ton/hari
= 26 hari
Process Velocity =
= 1.84 proses/hari
5.2.2.4Pengolahan Data Kualitas Produk
Tujuan dari pengolahan data kualitas produk yaitu untuk mengetahui kualitas produk yang dihasilkan. Di dalam pengolahan data ini terdapat penentuan
critical to qualitydan perhitungan tingkat sigma dan DPMO. a. Penentuan critical to quality (CTQ)
Critical to quality (CTQ) merupakan karakteristik kualitas yang mempengaruhi pada saat dalam proses produksi maupun pada saat digunakan oleh pelanggan. Karakteristik kualitas yang mempengaruhi pelanggan yaitukertas rokok berlubang dan kertas rokok bergaris.
b. Perhitungan tingkat sigma
buruk. Perhitungan tingkat sigmadilakukan dengan melalui langkah-langkah berikut:
Jumlah total unit produksi yang dihasilkan = 5868,44ton Total produk yang cacat = 682,06 ton
Perhitungan tingkat sigma dilakukan dengan menggunakan Ms. Excel, yaitu dengan rumus:
=NORMSINV (1-DPMO/1.000.000) + 1,5 =NORMSINV (1-116225/1.000.000) + 1,5 = 2,694
Dari perhitungan tingkat sigma diperoleh nilai sigma sebesar 2,694. Hal ini menunjukkan masih jauh dengan nilai sigma yang ingin dicapai yaitu 6 sigma. Nilai DPMO yang diperoleh116225 yang berarti untuk setiap 1.000.000 kali produksi kemungkinan terjadinya kecacatan adalah 116225. Untuk meningkatkan nilai sigma ini, perlu dilakukan identifikasi dan analisis penyebab proses yang menghasilkan produk cacat sehingga dapat memberikan solusi perbaikan yang diharapkan untuk meningkatkan level sigma sekarang.
5.2.3 Analyze
Pada tahap ini akan dilakukan analisis dengan membuat diagram sebab akibat (fishbone diagram) dan diagram five why yang dijadikan sebagai alat untuk menganalisis lebih lanjut hasil yang telah didapatkan pada tahap Measure. Diagram yang akan dibuat berdasarkan diagram paretoadalah untuk jenis kecacatan wrinkle, cracked dan holes. Penjelasan mengenai diagram sebab akibat (fishbone diagram)dan diagramfive why adalah sebagai berikut:
Diagram sebab akibat (fishbone diagram) digunakan untuk membantu mengorganisasi informasi tentang penyebab-penyebab potensial suatu masalah. Analisis yang akan dilakukan meliputi analisis manusia, metode kerja, dan mesin dan peralatan terhadap jumlahproduk yang dihasilkan. Diagram ini dibuat dengan melakukan brainstorming dengan pihak perusahaan.Diagram sebab akibat untuk kecacatan wrinkle,kecacatan crackeddankecacatan holes dapat dilihat pada Gambar 5.4, Gambar 5.5dan Gambar 5.6
b. Diagram Five Why
Diagram Five Why adalah suatu diagram yang digunakan untuk mengungkapkan akar dari permasalahan dari penyebab ketidaksesuaian, yang diperoleh dari diagram sebab akibat agar dapat diperbaiki dengan tepat dengan bertanya terus mengapa sesuatu ketidaksesuaian terjadi hingga ditemukan akar permasalahan.Berdasarkan data yang diperoleh dari diagram sebab akibat dan dari pengamatan di lantai produksi serta brainstorming dengan pihak perusahaan.Diagram five why untuk setiap kecacatan dapat dilihat pada Tabel 5.12, Tabel 5.13 dan Tabel 5.14
Cacat Wrinkle
Cracked
Gambar 5.5 Diagram Sebab Akibat Kecacatan Cracked
Cracked
Gambar 5.6 Diagram Sebab Akibat Kecacatan Holes
Tabel 5.12. Diagram Five Why untuk Kecacatan Wrinkle
program
Tabel 5.13. Diagram Five Why untuk cracked
Masalah Why Why Why Why Why
Mesin sudah tua Kurang Perawatan
Tabel 5.14. Diagram Five Why untuk holes
5.2.4 Improve
Jenis pemborosan (waste) yang banyak terjadi pada proses produksi kertas rokok disebabkan oleh kegiatan transportasi, waktu menunggu dan pemeriksaan. Selain itu pemborosan juga disebabkan oleh kecacatan produk yang disebabkan oleh adanya kekurangan dari beberapa faktor pendukung proses produksi seperti mesin, manusia, material, metode dan lingkungan. Berdasarkan analisis yang telah dilakukan dengan menggunakan diagram Five Why, ditemukan permasalahan yang menyebabkan kecacatan yaitu tidak adanya pelatihan untuk penggunaan mesin, tidak adanya prosedur kerja yang terstandarisasi (SOP), tidak adanyainspeksi terhadap bahan baku yang masuk, kurangnya keterampilan dan ketelitian operator, dan lingkungan kerja yang bising serta kurangnya ventilasi udara yang menyebabkan panas berlebih. Untuk memperbaiki hal tersebut digunakan metode 5S.
5.2.4.1 Metode 5S
1. Seiri (pemilahan)
Seiri (pemilahan) adalah kegiatan pemilahan, penyingkiran dan penyimpanan barang-barang yang diperlukan atau tidak diperlukan untuk kegiatan produksi di tempat kerja. Pada lantai produksi, barang-barang diidentifikasi sebagai barang yang tidak diperlukan lagi, tidak diperlukan sementara waktu dan masih diperlukan. Barang-barang yang tidak diperlukan seperti potongan kertasdan product reject dimasukkan ke dalam kotak penampungan untuk digunakan lagi sebagai bahan baku produk kertas rokok. Barang-barang yang tidak diperlukan sementara waktu seperti peralatan obeng, kunci pas, kunci inggris dan pelumas dipilah sesuai jenisnya dan ditempatkan di dekat mesin..
2. Seiton (Penataan)
Seiton (penataan) adalah kegiatan pengaturan dan pemberian tanda untuk barang-barang yang diperlukan dan penempatan barang tersebut pada lokasi yang tetap dan mudah dijangkau untuk mendukung kegiatan produksi. Adapun tindakan yang dilakukan dalam penataan ini adalah sebagai berikut ini:
a.Kotak penampungan diletakkan di daerah masing-masing stasiun dan diberi tanda visual agar potongan kertas yang terdapat pada lantai produksi dapat segera ditempatkan yang kemudian akan diangkut ke bagian produksi kertas rokok.
c. Oli atau pelumas mesin diletakkan di rak peralatan yang berdekatan dengan setiap mesin agar mudah dijangkau di saat mesin mengalami gangguan atau membutuhkan oli.
d. Peralatan untuk perbaikan mesin seperti obeng, kunci pas, kunci ring, kunci inggris di susun di dalam rak peralatan berdasarkan jenis dan ukurannya agar dapat dengan mudah diambil saat dibutuhkan untuk perbaikan mesin saat mengalami gangguan.
3. Seiso (Pembersihan)
Seiso (pembersihan) adalah kegiatan yang menekankan pada pemisahan, pembersihan tempat kerja dari debu dan yang lainnya dengan tujuan untuk menjaga kebersihan tempat kerja dan keselamatan kerja. Adapun tindakan yang dilakukan dalam pembersihan ini adalah sebagai berikut ini:
a. Membuat sebuah jadwal kebersihan untuk setiap pekerja yang didalamnya terdapat tanggung jawab, area yang dibersihkan, frekuensi pembersihan dan jenis pembersihan apa saja yang perlu dilakukan.
b. Operator bertanggung jawab membersihkan mesin dan komponennya, seperti menempatkan setiap komponen yang telah digunakan kembali ketempat semula yang telah disediakan
c. Operator bertanggung jawab membersihkan rak peralatan dan alat-alatnya guna menjaga kinerja alat tetap baik digunakan di saat terjadi gangguan mesin.