BAB II
TINJAUAN PUSTAKA
2.1 Alumunium
Alumunium adalah logam yang ringan dan cukup penting dalam kehidupan manusia. Aluminium merupakan unsur kimia golongan IIIA dalam sistim periodik unsur, dengan nomor atom 13 dan berat atom 26,98 gram per mol (sma). Di dalam udara bebas aluminium mudah teroksidasi membentuk lapisan tipis oksida ( ) yang tahan terhadap korosi. Aluminium juga bersifat amfoter yang mampu bereaksi dengan larutan asam maupun basa. Aluminium merupakan logam ringan yang mempunyai ketahanan korosi yang baik dan hantaran listrik yang baik dan sifat – sifat yang baik lainnya sebagai sifat logam (Surdia, T. 2005). Secara umum, penambahan logam paduan hingga konsentrasi tertentu akan meningkatkan kekuatan tensil dan kekerasan, serta menurunkan titik lebur. Jika melebihi konsentrasi tersebut, umumnya titik lebur akan naik disertai meningkatnya kerapuhan akibat terbentuknya senyawa, kristal, atau granula dalam logam. Namun, kekuatan bahan paduan Aluminium tidak hanya bergantung pada konsentrasi logam paduannya saja, tetapi juga bagaimana proses perlakuannya hingga Aluminium siap digunakan, apakah dengan penempaan, perlakuan panas, penyimpanan, dan sebagainya (Anton J. Hartono, 1992).
Pengecoran Aluminium akan berakibat penurunan sifat mekanis (tarik dan impak) dari logam, yang terjadi akibat peningkatan porositas (Purnomo,2004). Porositas yang terjadi pada saat pengecoran Aluminium dapat dieleminir dengan mengontrol gas/oksigen dan variable pengecoran lainnya seperti, temperatur, laju pembekuan, laju pendinginan yang dapat dilakukan dengan tersedianya dapur peleburan yang memadai (Melo,M.L.N.M.,etl., 2005).
2.1.1 Sifat - Sifat Aluminium
Sifat dari bahan aluminium murni dan aluminium paduan dipengaruhi oleh konsentrasi bahan dan perlakuan yang diberikan terhadap bahan tersebut. Aluminium dikenal sebagai bahan yang tahan terhadap korosi. Hal ini disebabkan oleh fenomena pasivasi, yakni proses pembentukan lapisan aluminium oksida di permukaan logam aluminium setelah logam terpapar oleh udara bebas. Lapisan aluminium oksida ini mencegah terjadinya oksidasi lebih jauh. Namun, pasivasi dapat terjadi lebih lambat jika dipadukan dengan logam yang bersifat lebih katodik, karena dapat mencegah oksidasi aluminium. Adapun sifat - sifat Aluminium antara lain sebagai berikut:
a. Ringan
Logam Aluminium Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau tembaga. Logam aluminium banyak digunakan didalam industri, alat berat dan transportasi.
b. Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat disambung dengan logam/material lainnya dengan pengelasan, brazing, solder, adhesive bonding, sambungan mekanis, atau dengan teknik penyambungan lainnya.
c. Kekuatan Tarik
d. Modulus Elastisitas
Aluminium memiliki modulus elastisitas yang lebih rendah bila dibandingkan dengan baja maupun besi, tetapi dari sisi strength to weight ratio, aluminium lebih baik. Aluminium yang memiliki titik lebur yang lebih rendah dan kepadatan. Dalam kondisi yang dicairkan dapat diproses dalam berbagai cara. Hal ini yang memungkinkan produk - produk dari aluminium yang akan dibentuk, pada dasarnya dekat dengan akhir dari desain produk.
e. Recyclability (Mampu untuk didaur ulang)
Aluminium adalah 100% bahan yang didaur ulang tanpa penurunan dari kualitas awalnya, peleburannya memerlukan sedikit energi, hanya sekitar 5% dari energi yang diperlukan untuk memproduksi logam utama yang pada awalnya diperlukan dalam proses daur ulang.
f. Ductility (Liat)
Ductility didefinisikan sebagai sifat mekanis dari suatu bahan untuk menerangkan seberapa jauh bahan dapat diubah bentuknya secara plastis tanpa terjadinya retakan. Dalam suatu pengujian tarik, ductility ditunjukkan dengan bentuk neckingnya, material dengan ductility yang tinggi akan mengalami necking yang sangat sempit, sedangkan bahan yang memiliki ductility rendah, hampir tidak mengalami necking. Pada logam aluminium paduan memiliki ductility yang bervariasi, tergantung konsentrasi paduannya, namun pada umumnya memiliki ductility yang lebih rendah dari pada aluminium murni, karena ductility berbanding terbalik dengan kekuatan tarik, serta semua aluminum paduan memiliki kekuatan tarik yang lebih tinggi dari pada aluminium murni.
g. Kuat
h. Reflectivity (Mampu pantul)
Aluminium adalah reflektor yang baik dari cahaya serta panas, dan dengan bobot yang ringan, membuatnya ideal untuk bahan reflektor.
i. Tahan terhadap korosi
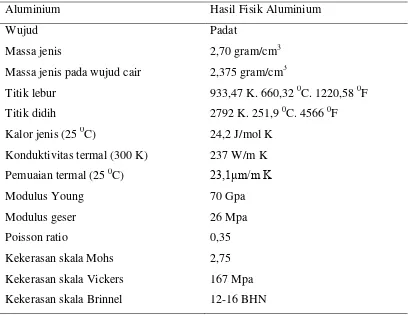
Aluminium memiliki sifat durable, sehingga baik dipakai untuk lingkungan yang dipengaruhi oleh unsur - unsur seperti air, udara, suhu dan unsur - unsur kimia. Pada tabel 2.1 memperlihatkan sifat-sifat fisik aluminium yaitu :
Tabel 2.1 Sifat - sifat fisik aluminium
Aluminium Hasil Fisik Aluminium
Wujud Padat
Massa jenis 2,70 gram/cm3
Massa jenis pada wujud cair 2,375 gram/cm3
Titik lebur 933,47 K. 660,32 0C. 1220,58 0F
Titik didih 2792 K. 251,9 0C. 4566 0F
Kalor jenis (25 0C) 24,2 J/mol K Konduktivitas termal (300 K) 237 W/m K Pemuaian termal (25 0C) 23,1μm/m K
Modulus Young 70 Gpa
Modulus geser 26 Mpa
Poisson ratio 0,35
Kekerasan skala Mohs 2,75
Kekerasan skala Vickers 167 Mpa Kekerasan skala Brinnel 12-16 BHN (Sumber:Sakti, K, 2009)
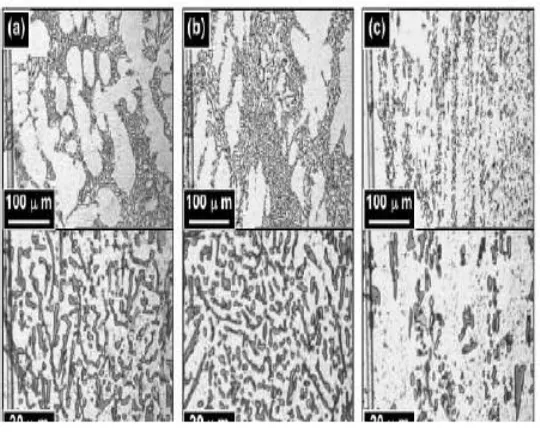
2.1.2 Mikrostruktur Aluminium
Gambar 2.1 Struktur mikro dari aluminium murni (Sumber: Akroma H., 2011)
Gambar 2.2 Struktur mikro dari paduan aluminium-silikon (Sumber: Akroma H., 2011)
2.1.3 Macam–Macam Paduan Aluminium
Aluminium merupakan logam ringan yang mempunyai sifat ketahanan korosi yang baik. Menurut Aluminum Association (AA) dapat diidentifikasi dengan sistem empat digit berdasarkan komposisi paduan seperti xxx.1 dan xxx.2 untuk ingot
yang dilebur kembali. Sedangkan simbol xxx.0 untuk menentukan batas komposisi
pengecoran dan simbol A356, B356 dan C356 untuk paduan cor gravitasi.
Masing-masing paduan ini identik dengan kandungan yang mendominasi tetapi berkurang batas
penggunaan karena impuritinya, khususnya kandungan besi.
Berikut ini beberapa contoh aplikasi dari paduan aluminium :
1. Aluminium seri 1xxx
Memiliki kekuatan yang rendah, ketahanan terhadap korosi yang tinggi, tingkat reflektif yang tinggi, konduktifitas termal dan listrik yang tinggi. 2. Aluminium seri 2xxx
Melalui pengerasan dengan precipitation hardening dapat digunakan untuk penerbangan dan roda, kendaraan militer, cocok juga untuk sekrup, baut, komponen permesinan, dan lain-lain.
3. Aluminium seri 3xxx
Tipikal aplikasi seri ini rata-rata untuk kaleng dan untuk paduan yang memerlukan pembentukan dengan cara ditekan dan penggulungan.
4. Aluminium seri 4xxx
Kandungan silikon yang tinggi digunakan untuk produk yang memerlukan tingkat kekakuan yang tinggi atau keuletan yang rendah.
5. Aluminium seri 5xxx
Kombinasi kekuatan sedang, ketahanan korosi yang luar biasa, dan weldabilitas biasa digunakan untuk bagian luar (outdoor), arsitektur, khususnya dalam bidang kelautan (perkapalan), otomotif.
6. Aluminium seri 6xxx
7. Aluminium seri 7xxx
Bagian terpenting dari penggunaan seri ini berdasarkan kekuatan yang tinggi, contohnya pada bidang penerbangan, penjelajahan luar angkasa, militer dan nuklir. Tetapi juga bagian structural bangunan sama baiknya dengan atribut olah raga raket tenis, ski, dan lain-lain.
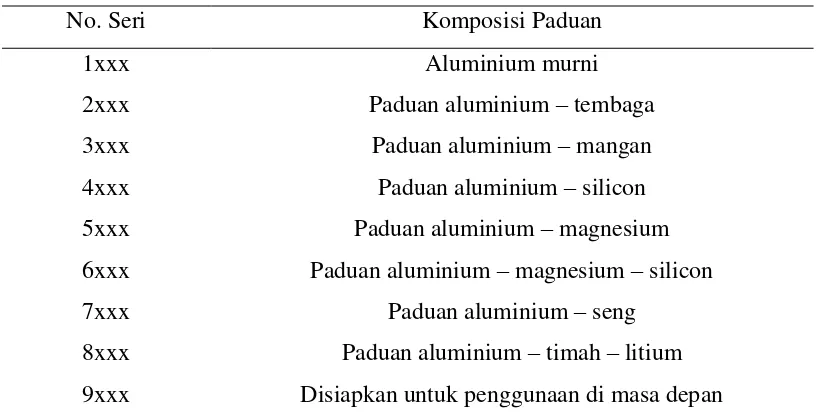
Pada aluminium tempa, seri 1xxx digunakan untuk aluminium murni.Digit kedua dari seri tersebut menunjukkan komposisi aluminium dengan limitpengotor alamiahnya, sedangkan dua digit terakhir menunjukkan persentaseminimum dari aluminium tsb. Digit pertama pada seri 2xxx sampai 7xxxmenunjukkan kelompok paduannya berdasarkan unsur yang memiliki persentasekomposisi terbesar dalam paduan seperti diperlihatkan pada tabel 2.2.
Tabel 2.2 Daftar seri paduan aluminium tempa
No. Seri Komposisi Paduan
1xxx Aluminium murni
2xxx Paduan aluminium – tembaga
3xxx Paduan aluminium – mangan
4xxx Paduan aluminium – silicon
5xxx Paduan aluminium – magnesium
6xxx Paduan aluminium – magnesium – silicon
7xxx Paduan aluminium – seng
8xxx Paduan aluminium – timah – litium 9xxx Disiapkan untuk penggunaan di masa depan (Sumber: ASM International, 2004)
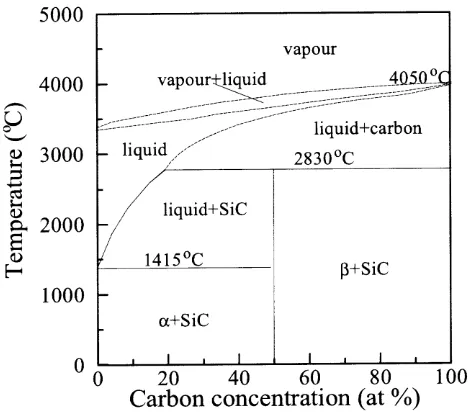
a. Paduan Al - SiC
digunakan sebagai pedoman umum untuk menganalisa perubahan fasa pada proses pengecoran Al-SiC.
Gambar 2.3 Diagram fasa Al-SiC (V.I.Lvin,Y.M.Tairov 1984)
Paduan logam Aluminium memiliki daerah sistem biner, mulai dari sistem yang paling sederhana hingga sistem yang paling kompleks. Secara garis besar paduan Aluminium-Si dibagi 3 daerah utama, seperti terdapat pada gambar 2.4 yaitu :
1. Daerah Hypoeutectic
Padual Al-Si disebut Hypoeutectic yaitu apabila pada paduan tersebut terdapat kandungan silicon < 11.7% dimana struktur akhir yang terbentuk pada fasa ini adalah struktur ferrite (alpha) yang kaya akan aluminium. Seperti yang diperlihatkan pada gambar 2.5a.
2. Daerah Eutectic
Paduan Al-Si disebut Eutectic yaitu apabila pada paduan tersebut terdapat kandungan silicon sekitar 11.7% sampai 12.2%. Pada komposisi ini paduan Al-Si dapat membeku secara langsung (dari fasa cair ke fasa padat). Seperti yang diperlihatkan pada gambar 2.5b.
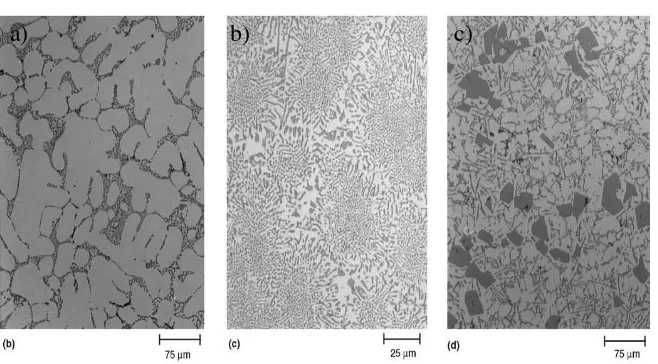
3. Daerah Hypereutectic
Paduan Al-Si disebut Hypereutectic yaitu apabila paduan tersebut terdapat kandungan silikon >12.2% dan kaya akan kandungan silikon. Seperti yang diperlihatkan pada gambar 2.5c. Dimana struktur Kristal silikon primer pada daerah ini mengakibatkan karakteristik sebagai berikut:
1. Ketahanan aus paduan meningkat. 2. Ekspansi termal rendah.
3. Memiliki ketahanan retak panas yang baik.
Gambar 2.5 (a) Struktur mikro paduan hypoeutectic. (b) Struktur mikro paduan eutectic. (c) Struktur mikro paduan hypereutectic. (Rahmawati, Z.S 2010).
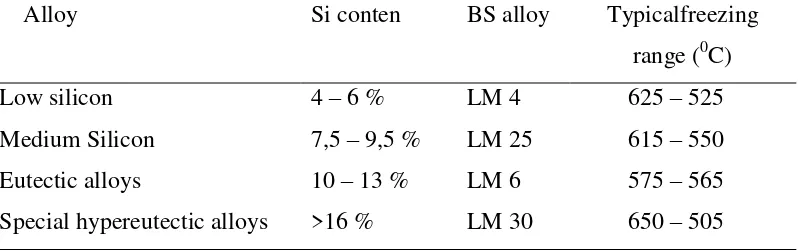
Tipe paduan tergantung pada presentase kandungan silikon ini akan berpengaruh terhadap titik beku (freezing point) yang dipakai pada proses pengecoran aluminium yang dapat dilihat pada tabel 2.3.
Tabel 2.3. Kandungan Si terhadap temperatur titik beku paduan aluminium
Alloy Si conten BS alloy Typicalfreezing
range (0C) Low silicon 4 – 6 % LM 4 625 – 525 Medium Silicon 7,5 – 9,5 % LM 25 615 – 550 Eutectic alloys 10 – 13 % LM 6 575 – 565 Special hypereutectic alloys >16 % LM 30 650 – 505
(Sumber: ASM International, 2004)
2.1.4 Metal Matrix Composites (MMC)
Matriks Komposit merupakan gabungan material yang berbahan dasar logam dengan keramik. Hasil penggabungan material ini terdiri dari dua atau lebih bahan, dimana sifat masing - masing bahan tersebut berbeda antara satu dengan yang lainnya. Baik itu sifat kimia maupun fisikanya dan tetap terpisah dalam hasil akhir bahan tersebut (bahan komposit). Berdasarkan sifat penguatnya, komposit dibagi menjadi dua yaitu komposit isotropik dan anisotropik.
Komposit isotropik adalah komposit yang penguatnya memberikan penguatan yang sama untuk berbagai arah (baik dalam arah transversal maupun longitudinal) sehingga segala pengaruh tegangan atau regangan dari luar akan mempunyai nilai kekuatan yang sama. Sebaliknya komposit anisotropik adalah komposit yang penguatnya memberikan penguatan tidak sama terhadap arah yang berbeda, sehingga segala pengaruh tegangan atau regangan dari luar akan mempunyai nilai kekuatan yang tidak sama (baik arah transversal maupun longitudinal).
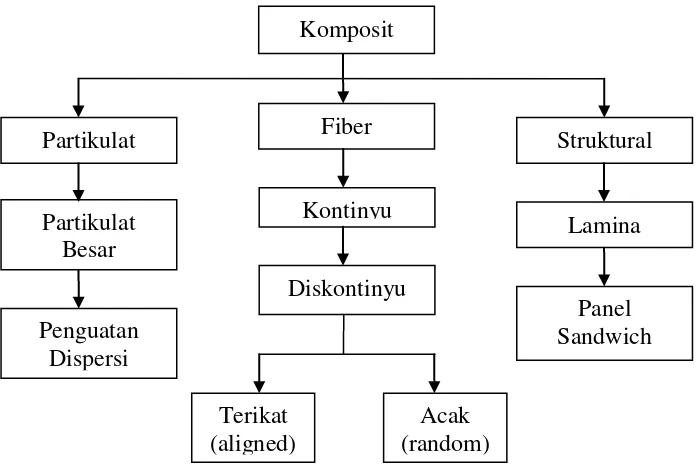
umumnya lebih lemah ketahanan terhadap kerusakan dibanding komposit berserat panjang. Tetapi dari segi yang lain, bahan ini jauh lebih unggul terhadap ketahanan aus. Bahan komposit partikulit terdiri dari partikel - partikel yang diikat matrik. Bentuk partikel ini dapat bermacam-macam seperti bulat, kubik tetragonal atau bahkan bentuk-bentuk yang tidak beraturan secara acak, tetapi secara rata-rata berdimensi sama. Adapun pembagian komposit berdasarkan penguatnya dapat dilihat pada Gambar 2.6.
Gambar 2.6 Pembagian komposit berdasarkan jenis penguat (Widya A, 2009).
Metal matrix composite mewakili material yang sangat luas, termasuk didalamnya adalah Metallic Foam, Cermets, juga partikel-partikel yang bersifat lebih konvensional, dan fiber yang diperkuat metal. Teknik pembuatan MMC tergantung pada matriks dan penguat yang digunakan, yang diklasifikasikan berdasarkan apakah matriks tersebut berada pada fasa padat, cair atau gas, ketika akan digabungkan dengan penguatnya. Setiap proses atau teknik tersebut memiliki kelebihan dan kekurangannya masing - masing. Adapun kelebihan Metal Matrix Composite (MMC) adalah :
Kelebihan MMC :
2) Ketahanan terhadap temperatur tinggi 3) Tidak menyerap kelembapan.
4) Tidak mudah terbakar.
5) Kekuatan tekan dan geser yang baik.
6) Ketahanan aus dan muai termal yang lebih baik.
Kekurangan MMC : 1) Biaya mahal.
2) Standarisasi material dan proses yang sedikit.
Aplikasi metal matrix composite (mmc) pada kehidupan sehari-hari dan dalam dunia keteknikan, yaitu :
1) Komponen automotive (Blok-silinder mesin, Pully, Poros gardan,dll) 2) Peralatan militer (Sudu turbin, Cakram, Kompresor,dll)
3) Aircraft (Rak listrik pada Pesawat terbang) 4) Peralatan Elektronik.
2.2 Silikon Karbida (SiC)
Silkon karbida atau juga dikenal dengan Carborundum adalah suatu turunan senyawa silikon dengan rumus molekul SiC, terbentuk melalui ikatan kovalen antara unsur Si dan C. Silikon karbida merupakan salah satu material keramik non-oksida paling penting, dihasilkan pada skala besar dalam bentuk bubuk (powder), bentuk cetakan, dan lapisan tipis. Teknik untuk membentuk bubuk SiC menjadi bentuk keramik dengan menggunakan agen pengikat, kemudian memberi pengaruh yang besar terhadap nilai komersial SiC. Sekarang ini, SiC merupakan salah satu material yang memiliki kegunaan yang besar dan memiliki peranan penting dalam berbagai industri seperti industri penerbangan, elektonik, industri tanur, dan industri-industri komponen mekanik berkekuatan tinggi. Umumnya, industri metalurgi, abrasif dan refraktori juga merupakan pengguna SiC dalam jumlah paling besar (Kirk dan Othmer, 1981).
oksidasi kimia sangat baik, dan SiC berpotensi untuk fungsi keramik atau semikonduktor temperatur tinggi. SiC juga memiliki sifat-sifat penting sebagai berikut: unggul tahan oksidasi, unggul tahan rayapan, kekerasan tinggi, kekuatan mekanik baik, Modulus Young sangat tinggi, korosi baik dan tahan erosi, dan berat relatif rendah. Material-material mentah SiC relatif murah, dan dapat dibuat dalam bentuk-bentuk kompleks, dimana memungkinkan disiasati melalui proses fabrikasi konvensional. Hasil akhir mempunyai harga kompetitif disamping menawarkan keuntungan - keuntungan teknis yang unggul dan berdaya guna lebih dari material - material penyusunnya (Suparman, 2010).
2.2.1 Proses Pembuatan Silikon Karbida
Proses Pembuatan Silikon Karbida merupakan reaksi karbotermal yakni proses yang melibatkan reaksi antara kuarsa dengan tingkat kemurnian tinggi atau pecahan-pecahan kuarsit dengan karbon (grafit, karbon black atau batu bara pada temperatur antara 1600°C - 2500°C (Austin, 1996).
Karbon didapat dari kokas migas dan pasirnya mengandung 98 sampai 99,5 % silika. Persamaan reaksinya dapat digambarkan menurut reaksi berikut: 1. SiO2 + 2C → Si + 2CO ΔH = + 606 kJ
2. Si + C→ SiC ΔH = - 127,7 kJ
Sehingga reaksi totalnya dapat dituliskan sebgai berikut: SiO2 + 3C → SiC + 2CO ΔH = + 478,3 kJ
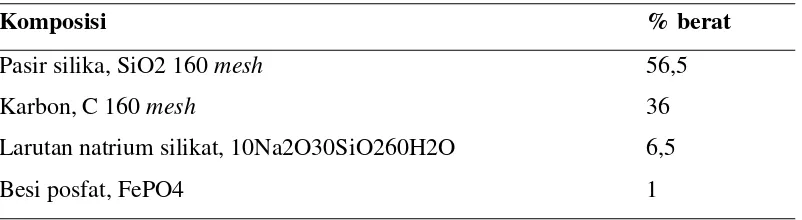
Lowe, 1958, menemukan proses pembuatan bubuk silikon karbida dengan menambahkan komposisi dan campuran bahan baku yang berbeda untuk mendapatkan konversi yang lebih tinggi, seperti yang diperlihatkan pada tabel 2.4.
Tabel 2.4. Komposisi Kandungan pembuatan Silikon Karbida
Komposisi % berat
Pasir silika, SiO2 160 mesh 56,5
Karbon, C 160 mesh 36
Larutan natrium silikat, 10Na2O30SiO260H2O 6,5
Besi posfat, FePO4 1
Campuran dipanaskan dalam tanur bersuhu 1600°C selama dua jam, dan diperoleh hasil berupa 87% berat silikon karbida, sisanya impurities berupa SiO2 (4,93%), C (3,21%), Na2O (2,60%) dan FePO4 (2,26%) (Lowe, 1958). Proses pembuatan silikon karbida meliputi tahap-tahap sebagai berikut:
1. Tahap Persiapan Bahan Baku
Pada tahap ini dilakukan pemisahan bahan baku dari pengotor-pengotornya, penggilingan, penimbangan serbuk bahan baku sesuai komposisi masing - masing.
2. Tahap Pencampuran Bahan Baku
Pada tahap ini seluruh bahan baku yang sudah sesuai komposisi dicampur dalam mixer. Dilakukan pengadukan seluruh campuran bahan baku agar campuran menjadi homogen dan mempermudah saat peleburan.
3 Tahap Peleburan (Melting)
Pada tahap ini bahan baku yang sudah homogen dibuat dalam bentuk pellet dahulu sebelum dimasukkan ke dalam tungku (furnace) bersuhu 16000C. Selama proses peleburan, masing-masing bahan baku akan saling berinteraksi membentuk reaksi kimia. Pada tahap inilah terbentuk silika karbida (SiC). Tungku yang digunakan sebagai tempat meleburkan (meleburkan) campuran bahan baku adalah tanur listrik.
4. Tahap Pendinginan
Pada tahap pendinginan, bongkahan SiC yang terbentuk diturunkan temperaturnya pada cooling yard.
5. Tahap Pengemasan Produk
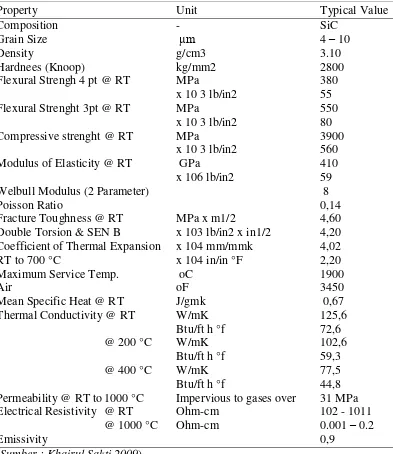
Tabel 2.5. Sifat - sifat fisik dari Silikon Karbida
Property Unit Typical Value
Composition - SiC
Welbull Modulus (2 Parameter) 8
Poisson Ratio 0,14
Fracture Toughness @ RT MPa x m1/2 4,60 Double Torsion & SEN B x 103 lb/in2 x in1/2 4,20 Coefficient of Thermal Expansion x 104 mm/mmk 4,02
RT to 700 °C x 104 in/in °F 2,20
(Sumber : Khairul Sakti 2009)
2.2.2 Aplikasi Silikon Karbida
1. Furnace
Proses - proses industri kebanyakan selalu membutuhkan temperatur tinggi dan bahan yang tetap stabil pada temperatur dan kondisi lingkungan tertentu. Pada kasus pembentukan logam diperlukan suatu bahan yang mampu bertahan pada sifat kimia yang korosif, temperatur, dan tekanan tinggi. Satu-satunya bahan yang mampu memenuhi syarat diatas adalah bahan keramik seperti SiC.
2. Alat Penukar Panas
Alat penukar panas atau heat exchanger memiliki tujuan untuk menggunakan kembali panas yang merupakan buangan untuk memanaskan udara yang akan digunakan untuk proses pembakaran. Dengan menggunakan bahan keramik dapat dihasilkan pengurangan bahan bakar yang digunakan sampai 50%.
3. Bahan Abrasif
SiC merupakan bahan keramik yang juga bersifat abrasive sehingga dapat digunakan untuk berbagai keperluan industri seperti mengikis, menghaluskan, membuat kasar ataupun memotong permukaan benda kerja.
4. Seal
Seal adalah suatu alat untuk mencegah kebocoran pada dua permukaan material yang bersinggungan. Pemakaian seal biasanya banyak digunakan pada mesin - mesin yang bertemperatur dan bertekanan tinggi. Oleh karena itu, karateristik material seal haruslah bertahan baik pada temperatur dan tekanan tinggi untuk jangka waktu yang lama, seperti bahan keramik.
5. Motor Bakar
6. Elemen Panas
Beberapa bahan keramik memiliki suatau derajat tingkat hantaran elektrik terbatas dengan hambatan listrik tertentu. Pada saat listrik berusaha untuk melewatinya, panas akan dihasilkan. Contoh keramik yamg dapat digunakan elemen pemanas adalah SiC (Kirk dan Othmer, 1981).
2.3 Fly Ash
Fly ash (abu terbang) adalah salah satu residu yang dihasilkan dalam pembakaran yang terdiri dari partikel - partikel halus. Abu yang tidak naik disebut bottom ash. Didalam dunia industri, fly ash biasanya mengacu pada abu yang dihasilkan pada pembakaran batubara. Fly ash umumnya ditangkap oleh electrostatic precipitators atau peralatan filtrasi partikel lain sebelum gas buang mencapai cerobong asap batu bara pembangkit listrik, dan bersama - sama dengan bottom ash dihapus dari bagian bawah tungku. Dalam hal ini dikenal sebagai abu batubara. Tergantung pada sumber dan makeup dari batubara yang dibakar, komponen fly ash bervariasi, tetapi semua fly ash termasuk sejumlah besar silikon dioksida (SiO2) (baik amorf dan kristal) dan kalsium oksida (CaO), kedua bahan endemik yang di banyak batubara - bantalan lapisan batuan.
2.3.1 Palm Oil Fly Ash (POFA)
Hasil proses pembuatan Crude Palm Oil (CPO) akan menghasilkan limbah padat diantaranya serabut dan cangkang buah kelapa sawit. Limbah padat berupa cangkang dan serat akan digunakan sebagai bahan bakar ketel (boiler) untuk menghasilkan energi mekanik dan panas. Uap dari boiler dimanfaatkan untuk menghasilkan energi listrik dan untuk merebus TBS sebelum diolah di dalam pabrik. Seperti yang terlihat pada gambar 2.7.
Gambar 2.7 Palm oil fly ash
Masalah yang dtimbul adalah sisa dari pembakaran pada boiler uap berupa abu dengan jumlah yang besar. Limbah abu sawit mengandung unsur silika (Si ) yang merupakan bahan pozzolanic. Berdasarkan penelitian yang dilakukan Graille dkk (1985) ternyata limbah abu sawit banyak mengandung unsur silika (Si ) yang merupakan bahan pozzolanic.
Tabel 2.6. Komposisi Kimia Palm Oil Fuel Ash (POFA)
Chemical Consituents POFA(%)
Silicon Dioxide (Si ) 55.20
Aluminium Oxide ( ) 4.48
Ferric Oxide ( ) 5.44
Calsium Oxide (CaO) 4.12
Magnesium Oxide (MgO) 2.25
Sodium Oxide ( O) 0.1
Potasium Oxide ( O) 2.28
Sulfur Oxide ( ) 2.25
Loss On ignition (LOI) 13.86
(Sumber :Abdullah, K dan Hussin, M, 2010)
2.4 Pengecoran Logam
Pengecoran merupakan suatu proses manufaktur dengan menggunakan
logam cair dan cetakan untuk menghasilkan produk dengan bentuk yang
mendekati bentuk geometri akhir produk jadi. Logam cair dituang ke dalam
cetakan yang memiliki rongga sesuai dengan bentuk yang diinginkan. Setelah
logam cair memenuhi rongga dan kembali ke bentuk padat, selanjutnya cetakan
disingkirkan dan hasil cor dapat digunakan atau ke proses pemesinan selanjutnya.
Keunggulan proses pengecoran adalah kemampuannya untuk
memproduksi komponen dengan bentuk kompleks secara masal. Terdapat tiga
bagian utama proses pengecoran. Pertama proses pembuatan cetakan pasir, kedua
proses pembuatan inti dan ketiga proses peleburan logam. Proses pembuatan
cetakan pasir adalah hal terpenting, apabila cetakan sudah siap maka dipasangkan
inti dan kemudian dilanjutkan dengan penuangan logam cair. Cairan dibiarkan
beberapa lama didalam cetakan sampai membeku, selanjutnya dilakukan
pembongkaran dan dilakukan proses finishing.
besar dari ukuran benda yang akan dibuat dengan maksud untuk mengantisipasi penyusutan selama pendinginan dan pengerjaan finishing setelah pengecoran. Selain itu, pada pola juga dibuat kemiringan pada sisinya supaya memudahkan pengangkatan pola dari pasir cetak. Berikut ini adalah jenis-jenis pengecoran yaitu sebagai berikut:
1. Sand Casting, Yaitu jenis pengecoran dengan menggunakan cetakan pasir. Jenis pengecoran ini paling banyak dipakai karena ongkos produksinya murah dan dapat membuat benda coran yang berkapasitas berton – ton.
2. Centrifugal Casting, Yaitu jenis pengecoran dimana cetakan diputar bersamaan dengan penuangan logam cair kedalam cetakan. Yang bertujuan agar logam cair tersebut terdorong oleh gaya sentrifugal akibat berputarnya cetakan. Contoh benda coran yang biasanya menggunakan jenis pengecoran ini ialah velg dan benda coran lain yang berbentuk bulat atau silinder.
3. Die Casting, Yaitu jenis pengecoran yang cetakannya terbuat dari logam. Sehingga cetakannya dapat dipakai berulang-ulang. Biasanya logam yang dicor ialah logam non ferrous.
4. Investment Casting, Yaitu jenis pengecoran yang polanya terbuat dari lilin (wax), dan cetakannya terbuat dari keramik. Contoh benda coran yang biasa menggunakan jenis pengecoran ini ialah benda coran yang memiliki kepresisian yang tinggi misalnya rotor turbin. Jenis pengecoran logam yang digunakan pada penelitian ini adalah jenis pengecoran logam sand casting.
2.4.1 Teori Pengecoran
Pengecoran logam dapat dilakukan untuk bermacam-macam logam seperti, besi, baja paduan tembaga (perunggu, kuningan, perunggu aluminium dan lain sebagainya), paduan ringan (paduan aluminium, paduan magnesium, dan sebagainya), serta paduan lain, semisal paduan seng, monel (paduan nikel dengan sedikit tembaga), hasteloy (paduan yang mengandung molibdenum, khrom, dan silikon), dan sebagainya.
Mencairkan bahan diperlukan furnace (dapur kupola). Furnace adalah sebuah dapur atau tempat yang dilengkapi dengan heater (pemanas). Bahan padat dicairkan sampai suhu titik cair dan dapat ditambahkan campuran bahan seperti chrome, silikon, titanium, Aluminium dan lain - lain agar bahan menjadi lebih baik. Aplikasi dari proses pengecoran sangat banyak salah satunya dapat ditemukan dalam pembuatan komponen permesinan. Proses pengecoran yang dilakukan melalui beberapa tahap mulai dari pembuatan cetakan, persiapan dan peleburan logam, penuangan logam cair ke dalam cetakan, pembersihan coran dan proses daur ulang pasir cetakan. Hasil pengecoran disebut dengan coran atau benda cor. Proses pengecoran bisa dibedakan atas 2 yaitu proses pengecoran dan proses pencetakan. Proses pengecoran tidak menggunakan tekanan sewaktu mengisi rongga cetakan sedangkan proses pencetakan adalah logam cair ditekan agar mengisi rongga cetakan. Cetakan untuk kedua proses ini berbeda dimana proses pengecoran cetakan biasanya dibuat dari pasir sedangkan proses pencetakan, cetakannya dibuat dari logam.
2.4.2 Proses Pengecoran
Proses pengecoran akan dihasilkan Aluminium dengan sifat-sifat yang diinginkan. Aluminium murni memiliki sifat mampu cor dan sifat mekanis yang tidak baik, maka Aluminium alloy dipergunakan untuk memperbaiki sifat tersebut. Beberapa elemen alloy yang sering ditambahkan diantaranya yaitu tembaga, Magnesium, Mangan, Nikel, Silikon dan sebagainya.
cetakan. Besar dan bentuknya ditentukan oleh ukuran, tebalnya irisan dan macam logam dari coran. Selanjutnya diperlukan penentuan keadaan - keadaan penuangan seperti temperatur penuangan dan laju penuangan. Karena kualitas coran tergantung pada saluran turun, penambah, keadaan penuangan, maka penentuannya memerlukan pertimbangan yang cukup teliti. Berikut ini adalah bagian – bagian dari cetakan pengecoran yaitu :
a. Cawan tuang
Cawan tuang merupakan penerima yang menerima cairan logam langsung dari ladel. Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun yang berada di bawahnya. Cawan tuang harus mempunyai konstruksi untuk menyaring kotoran yang terbawa dalam logam cair dari ladel. Oleh karena itu, cawan tuang tidak boleh dangkal. Karena itu dalamnya cawan tuang sebaiknya dibuat sedalam mungkin. Sebaliknya kalau terlalu dalam, penuangan menjadi sukar dan logam cair akan meninggalkan sisa didalam cawan tuang, sehingga tidak ekonomis. maka dari itu kedalaman cawan tuang, haruslah memiliki kedalaman sekitar 5 sampai 6 kali diameter.
b. Saluran turun
Salurun turun adalah saluran pertama yang membawa cairan logam dari cawan tuang kedalam pengalir dan saluran masuk. Saluran turun dibuat bentuk lurus dan tegak dengan irisan berbentuk lingkaran. Terkadang bentuk irisannya sama dari atas sampai bawah, atau mengecil dari atas kebawah. Fungsi dari saluran turun adalah dipakai untuk kebutuhkan pengisian yang cepat dan lancar, dan diperlukan untuk penahan kotoran yang masuk kedalamnya.
c. Pengalir
lambat. Pengalir lebih baik sebesar mungkin untuk melambatkan pendinginan logam cair. Logam cair dalam pengalir masih membawa kotoran yang terapung, terutama pada permulaan penuangan sehingga harus dipertimbangkan untuk membuang kotoran tersebut. Perpanjangan pemisah dibuat pada ujung saluran pengalir agar logam cair yang pertama masuk akan mengisi seluruh ruang pada cetakan, serta membuat kolam putaran pada saluran masuk dan membuat saluran turun bantu.
d. Saluran Masuk
Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir kedalam rongga cetakan. Saluran masuk dibuat dengan irisan yang lebih kecil dari pada irisan pengalir, agar dapat mencegah kotoran masuk kedalam rongga cetakan. Bentuk irisan saluran masuk biasanya berupa bujur sangkar, trapesium, segitiga atau setengah lingkaran yang membesar kearah rongga cetakan untuk mencegah terkikisnya cetakan. Kadang - kadang irisannya diperkecil ditengah dan diperbesar lagi kearah rongga. Pada pembongkaran saluran turun, irisan terkecil ini mudah diputuskan sehingga mencegah kerusakan pada coran.
2.4.3 Pengecoran Sentrifugal
Gambar 2.8 Pengecoran Centrifugal Vertikal (Niebel, 2004)
Penggunaan yang luas dari centrifugal casting seperti di utarakan di atas adalah berdasarkan pada produktivitas yang tinggi, penggunaan ruangan yang kecil, kemungkinan pengecoran produksi masa dengan ketelitian dan kualitas yang baik lagi murah. Pada centrifugal casting perlu mengadakan penelitian bentuk coran yang dapat dibuat, bagimana menurunkan biaya, untuk membuat cetakan logam dan cara – cara penuangan (kecepatan putar, kecepatan tuang dan temperaturdalam usaha untuk mencegah cacat-cacat lain. Maka untuk mambuat centrifugal casting dibutuhkan komponen-komponen berupa poros, belt, puli, bantalan, roda gigi, dan sambungan las serta baut sebagai penyambung bagian mesin. Metode pengecoran centrifugal ini dapat digunakan untuk cetakan permanen dan cetakan non permanen, seperti cetakan pasir. Pada gambar 2.9 ditunjukkan mesin pemutar cetakan untuk pengecoran sentrifugal vertikal yang sudah ada di pasaran. Mesin ini didesain di bawah permukaan lantai dengan tujuan untuk memudahkan proses penuangan logam dan alasan keamanan.
2.4.4 Pembuatan Cetakan
Menurut jenis cetakan yang digunakan, proses pengecoran dapat diklasifikan menjadi dua jenis cetakan, yaitu:
1. Cetakan Logam
Cetakan yang biasa digunakan pada pengecoran logam adalah cetakan logam. Cetakan logam umumnya sering digunakan karena porositas yang terjadi lebih sedikit bila dibandingkan dengan cetakan pasir. Pada penuangan, logam cair mengalir melalui pintu cetakan, maka bentuk pintu cetakan harus dibuat sedemikian rupa sehingga tidak mengganggu aliran logam cair. Pada umumnya logam cair dituang dengan pengaruh gaya berat, walaupun dapat juga dipergunakan tekanan pada logam cair selama atau setelah penuangan. Pengecoran cetak adalah suatu cara pengecoran dimana logam cair ditekan ke dalam cetakan logam dengan tekanan tinggi.
2. Cetakan Pasir
2.4.5 Pembuatan Coran
Pembuatan coran harus dilakukan proses - proses seperti pencairan logam, pembuatan cetakan, penuangan, pembongkaran cetakan, dan pembersihan coran. Untuk mencairkan logam berbagai macam tanur yang digunakan dalam proses pengecoran. Umumnya kupola (tanur induksi frekuwensi rendah) digunakan untuk besi cor, tanur busur listrik (tanur induksi frekuwensi tinggi) digunakan untuk baja cor, dan tanur krus digunakan untuk paduan tembaga atau coran paduan ringan, karena tanur jenis ini memberikan logam cair yang baik dan sangat ekonomis dalam proses pengerjaannya. Berikut ini adalah gambar 2.10 diagram alir proses pengecoran.
Tidak Ya
Gambar 2.10 Diagram alir proses pengecoran
2.4.6 Pengecoran Metal Matrix Composite ( MMC ) Dengan Metode Centrifugal Casting
Centrifugal casting merupakan salah satu proses pengecoran yang menghasilkan produk cor berbentuk silinder dengan cara memutar cetakan pada sumbunya. Produk cor yang dihasilkan dengan metode ini mempunyai arah pembekuan yang terarah (directional solidification) dari bagian diameter luar menuju ke diameter dalam, sehingga menghasilkan produk cor yang terbebas dari cacat pengecoran terutama shrinkage yang paling sering dijumpai pada proses sand casting. Seperti yang terlihat pada gambar 2.11.
Gambar 2.11 Mesin Sentrifugal datar
Salah satu contoh metal matrix composite adalah SiC (Silicon Carbide) dimana aluminium sebagai matriksnya dan Silikon karbida sebagai partikel penguat bahan. Secara garis besar proses iniadalah mencampurkan bahan penguat ke dalam leburan metal dengan proses pengadukan. Teknik ini mempunyai kelebihan dibanding yang lain yaitu harga relatif murah dan dapat membuat bentuk yang complex.