Oleh:
ALIMUDDIN NIM. 110500026PROGRAM STUDI TEKNOLOGI HASIL HUTAN
JURUSAN TEKNOLOGI PERTANIAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA
S A M A R I N D A
2014
HALAMAN PENGESAHAN
Judul Laporan PKL : Kesatuan Bisnis Mandiri Industri Kayu Cepu (KBM IKC) Perum Perhutani Unit I Jawa Tengah
Nama : Alimuddin
NIM : 110500026
Program Studi : Teknologi Hasil Hutan Jurusan : Teknologi Pertanian
v
Menyetujui/Mengesahkan,
Ketua Program Studi Teknologi Hasil Hutan Politeknik Pertanian Negeri Samarinda
Ir. Syafii, MP NIP. 196806101995121001
Lulus ujian pada tanggal : 19 Mei 2014 Pembimbing
Dr.Ir.F.Dwi Joko Priyono, MP NIP. 195810171988031001 Penguji 1 Ir. Syafii, MP NIP. 196806101995121001 Penguji 2 M. Fikri Hernandi,S.Hut, MP NIP. 197011271998021001
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan ke hadirat Allah Subhana hu wa ta'ala karena atas rahmat, nikmat, ridho, dan karuniaNya sehingga penulis dapat menyelesaikan laporan kegiatan Praktik Kerja Lapang (PKL) ini dengan baik.
Pada kesempatan ini penulis mengucapkan terima kasih pada kepada semua pihak yang telah membantu penulis baik secara langsung maupun tidak langsung sehingga laporan kegiatan Praktik Kerja Lapangan (PKL) ini dapat terselesaikan dengan baik.
Penulis mengucapkan terima kasih dan penghormatan yang sebesar-besarnya kepada:
1. Orang tua penulis senantiasa memberikan doa dan dukungan. 2. Bapak Ir. Wartomo, MP selaku Direktur Polteknik Negeri Samarinda.
3. Bapak Ir. Syafii, MP selaku Ketua Program Studi Teknologi Pengolahan Hasil Hutan dan selaku dosen penguji Praktik Kerja Lapangan (PKL).
4. Bapak Heriad Dau d Salusu, S.Hut, MP selaku Ketua Jurusan Teknologi Hasil Hutan .
5. Bapak Dr. Ir. F. Dwi Joko Piyono, MP selaku dosen pembimbing Praktik Kerja Lapangan (PKL).
6. Bapak M. Fikri Hernandi, S.Hut, MP selaku dosen penguji Praktik Kerja Lapangan (PKL).
7. Bapak Ir. Agus Priantono selaku pimpinan perusahaan dan seluruh staf/karyawan yang telah membantu kami selama proses kegiatan PKL di Kesatuan Bisnis Mandiri Industri Kayu (KBMIK) Cepu .
8. Rekan –rekan angkatan 2011 khususnya peserta PKL di Kesatuan Bisnis Mandiri Industri Kayu Cepu (KBMIKC) dan rekan–rekan lainnya yang telah
banyak membantu dalam menyelesaikan laporan praktik kerja lapang ini. Penulis menyadari bahwa dalam penyusunan laporan Praktik Kerja Lapang (PKL) ini masih terdapat banyak kekurangan dan kesalahan, akan tetapi besar harapan dari penulis semoga dapat bermanfaat bagi penulis khususnya dan pembaca pada umumnya.
Penulis
DAFTAR ISI
HALAMAN PENGESAHAN ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vi
DAFTAR TABEL... viii
I. PENDAHULUAN ... 1
A. Latar Belakang ... 1
B. Tujuan ... 2
C. Hasil Yang di Harapkan ... 2
II. KEADAAN UMUM PERUSAHAAN ... 3
A. Tinjauan Umum Perusahaan ... 3
B. Manajemen Perusahaan ... 5
C. Lokasi dan Waktu Kegiatan PKL ... 10
III. HASIL PRAKTEK KERJA LAPAN ... 12
A. Persiapan bahan Baku ... 12
1.Tujuan ... 12
2. DasarTeori ... 12
3. Ala Dan Bahan ... 12
4. Prosedur Kerja ... 13
5. Hasil yang Dicapai ... 15
6. Pembahasan ... 15
B. Penggergajian Mesin (PGM) ... 15
1. Tujuan ... 15
2. Dasar Teori ... 15
3. Alat Dan Bahan ... 16
4. Prosedur Kerja ... 16
5. Hasil yang Dicapai ... 19
6. Pembahasan ... 19
C. Pengeringan ... 20
1. Tujuan ... 20
2. Dasar Teori ... 20
3. Alat Dan Bahan ... 20
4. Prosedur Kerja ... 21
5. Hasil yang Dicapai ... 23
6. Pembahasan ... 23
D. Pembuatan vinir ... 23
1. Tujuan ... 23
2. Dasar Teori ... 24
3. Alat Dan Bahan ... 24
4. Prosedur Kerja ... 24
5. Hasil yang Dicapai ... 28
E. Wood working & Moulding ... 28
1. Tujuan ... 28
2. Dasar Teori ... 29
3. Alat Dan Bahan ... 29
4. Prosedur Kerja ... 29
5. Hasil yang Dicapai ... 33
6. Pembahasan ... 33
F. House Component (Panel Rumah) ... 34
1. Tujuan ... 34
2. Dasar Teori ... 34
3. Alat Dan Bahan ... 34
4. Prosedur Kerja ... 34
5. Hasil yang Dicapai ... 37
6. Pembahasan ... 37
G. Finger Joint Laminating ... 37
1. Tujuan ... 37
2. Dasar Teori ... 37
3. Alat dan Bahan ... 38
4. Prosedur kerja ... 38
5. Hasil yang Dicapai ... 41
6. Pembahasan ... 42
H. Warehouse (TPK Finish Product)... 42
1. Tujuan ... 42
2. Dasar Teori ... 42
3. Alat dan Bahan ... 42
4. Prosedur Kerja ... 43
5. Hasil yang Dicapai ... 44
6. Pembahasan ... 44
I. PPIC (production planning and inventory control) ... 45
1. Tujuan ... 45
2. Dasar Teori ... 45
3. Alat dan Bahan ... 45
4. Prosedur Kerja ... 45
5. Hasil yang Dicapai ... 46
6. Pembahasan ... 46
J. Pemasaran ... 47
1. Tujuan ... 47
2. Dasar Teori ... 47
3. Alat dan Bahan ... 47
4. Prosedur Kerja ... 47
5. Hasil yang Dicapai ... 48
6. Pembahasan ... 48
IV. KESIMPULAN DAN SARAN ... 49
A. Kesimpulan ... 49
B. Saran ... 49
DAFTAR FUSTAKA ... 51
DAFTAR GAMBAR
NO Tubuh Utama Halaman
1. Produk Vinir stock··· 6
2. Produk Flooring ··· 6
3. Produk Decking ··· 6
4. Produk Lam parquet ··· 7
5. Produk Parquet block ··· 7
6. Produk Parquet stock ··· 7
7. Produk Reng··· 8
8. Produk Long strip ··· 8
9. Produk List··· 8
10. Produk Garden Furniture ··· 9
11. Produk Pintu ··· 9
12. Produk Papan Finger Joint Laminating··· 9
13. Produk Vinir ··· 10
14. Truk Pengangkut Kayu Log dari KPH ··· 13
15. Penumpukan Bahan Baku Menggunakan Tenaga Fork Lift ··· 14
16. Penumpukan Bahan Baku Log Menggunakan Tenaga Manusia 14
17. Pengiriman log ke log deck ··· 14
18. Proses pembelahan log di mesin LBS··· 18
19. Pemotongan kayu RST di me sin cross cut··· 18
20. Stacking BBI sortimen ··· 21
21. Cara penumpukan kayu didalam chamber ··· 22
22. Perebusan Vi. Stock ··· 26
23. Bahan baku pembuatan vinir ··· 27
24. Persiapan dimesin vinir ··· 27
25. Proses pembuatan T & G di mesin Four Side Moulder (FSM)··· 31
26. Proses pembuatan E 2 E dan E 4 E ··· 32
27. Proses pemotongan panjang di mesin double cross cut··· 32
28. Quality control di pabrik garden furniture··· 32
29. Proses pengepakan ··· 33
30. Proses di mesin S Planer··· 35
31. Proses dimesin single spindel··· 36
32. Proses perekatan ··· 36
33. Proses pengamplasan ··· 37
34. Proses di mesin Four Side Moulder (FSM) ··· 39
35. Proses di mesin shafer··· 40
36. Proses di mesin jointing ··· 40
37. Proses pelaburan perekat ··· 41
38. Proses di mesin hydraulic press ··· 41
39. Penerimaan finish product ··· 43
No Lampiran Halaman
1. Struktur Organisasi Kesatuan Bisnis Mandiri Industri Kayu Cepu... 53
2. Alur proses produksi penggergajian... 54
3. Alur proses produksi pembuatan vinir... 55
4. Alur proses produksi woodworking dan moulding... 56
5. Alur produksi unit house component... 57
DAFTAR TABEL
No Tubuh Utama Halaman
1. Daftar Jumlah Karyawan Menurut Tingkat Pendidikan ... 5 2. Jadwal Kegiatan Praktek Kerja Lapangan di KBMIKC ... 12 3. Standar Internal Penumpukan Kayu Sortimen ... 23
I. PENDAHULUAN
A. Latar Belakang
Indonesia merupakan sebuah negara kepulauan yang memiliki berbagai sebuah sumber daya alam yang melimpah. Salah satu sumber daya alam yang
termasuk terbesar yaitu sumber daya hutan. Berbagai hasil yang dapat diperoleh dari hutan misalnya rotan, damar dan terutama kayu. Seiring dengan berkembangnya teknologi dan pertambahan penduduk, penggunaan kayu juga semakin bertambah, sehingga turut memicu kelahiran dan perkembangan industri pengolahan kayu di
Indonesia.
Praktik Kerja Lapangan (PKL) yang dilaksanakan oleh mahasiswa Program Studi Teknologi Hasil Hutan Politeknik Pertanian Negeri Samarinda merupakan merupakan bagian dari kurikulum dan merupakan lanjutan dari perkuliahan yang selama ini ditempuh mahasiswa. Program ini mempunyai acuan tertentu dan
dilengkapi dengan beberapa buku laporan pelaksanaan kegiatan yang harus diisi oleh mahasiswa dan diketahui oleh pihak perusahaan selaku pembimbing lapangan, sehingga kegiatan ini memerlukan koordinasi yang baik antara mahasiswa, kampus dan perusahaan yang ditempati.
Kegiatan PKL dilaksanakan selama kurang lebih dua bulan dan bertujuan untuk menambah pengalaman dan memantapkan materi perkuliahan yang selama ini telah didapatkan di kampus.
B. Tujuan PKL
Tujuan dari pelaksanaan PKL adalah agar mahasiswa lebih memahami prinsip kerja kegiatan industri pengolahan kayu padat dan industri pengolahan kayu lainnya, memiliki pengetahuan teknis dan keterampilan praktis tertentu, menambah pengetahuan untuk meningkatkan kepercayaan diri, melatih menggunakan daya
nalar terhadap kegiatan di lapangan, dan disamping itu juga memahami penggunaan alat dan sarana lain dalam tahapan industri pengolahan kayu.
C. Hasil yang Diharapkan
Diharapkan setelah mahasiswa selesai melaksanakan PKL ini maka mahasiswa dapat bertambah pengalaman dan ilmu pengetahuan yang dimilikinya.
Mahasiswa juga diharapkan memiliki perbandingan antara pengetahuan teori tentang berbagai aspek industri pengolahan kayu yang diterima di bangku kuliah dengan kenyataan di lapangan.
II. KEADAAN UMUM PERUSAHAAN A. Tinjauan Umum Perusahaan
1. Sejarah Berdirinya KBM Industri Kayu Cepu
Kesatuan Bisnis Mandiri Industri Kayu (KBMIK) Cepu Perum Perhutani
adalah Penggabungan dari Kesatuan Industri Pengolahan Kayu Jati (KIPKJ) Cepu dan penggergajian mesin PGM Randublatung. Penggabungan tersebut merupakan kebijakan Direksi Perum Perhutani sesuai surat keputusan nomor 554/KPTS/DIR/2005 tanggal 26 September 2005 tentang Struktur Organisasi Perum Perhutani.
Industri Kayu Cepu pada saat pertama dibangun merupakan bagian dari Kesatuan Pemangku Hutan (KPH) Cepu. Sejak tahun 1976 berdiri sendiri dengan nama Kesatuan Industri Pengolahan Kayu Jati (KIPKJ) Cepu dengan ijin dari BKPN sesuai surat nomor B.79/A/SP/01/XI/1975 tanggal 2 Nopember 1975 dengan fasilitas PMDN yang dibiayai dari sumber keuangan Perum Perhutani
dengan investasi sebesar Rp 1,5 milyar.
Terhitung mulai tanggal 2 Januari 2005 KIPKJ Cepu dan Penggergajian Mesin (PGM) Randublatung digabung dan diganti nama menjadi Kesatuan Bisnis Mandiri Industri Kayu (KBMIK) Cepu.
Dengan dibentuknya KBM Industri Kayu diharapkan kinerja perusahaan dalam bidang industri menjadi lebih sederhana, efisien, mandiri, serta menguntungkan.
2. Ketenagakerjaan
KBMIK Cepu memiliki komitmen terhadap peningkatan sumber daya manusia (SDM). Hal ini dapat menjamin bahwa setiap karyawan mampu melakukan tugas mereka dengan effesien dan selamat serta bertanggung jawab.
Kesatuan Bisnis Mandiri Indusrti Kayu (KBMIK) Cepu adalah suatu
kesatuan organisasi yang dipimpin oleh seorang General Manager yang bertanggung jawab kepeda kepala Perum Perhutani Unit I Jawa Tengah di Semarang. Struktur Organisasi berdasarkan pada surat keputusan Direksi No.060/KPTS/DIR/2010 tanggal 1 Februari 2010.
Kondisi tenaga kerja berdasarkan jabatan per- 31 Januari 2014 ? 1 orang pejabat setingkat GM
? 4 orang pejabat setingkat manager
? 12 orang pejabat setingkat Asisten Manager ? 28 orang pejabat setingkat kepala Urusan ? 452 orang Staf Pelaksana
Dengan status:
? Pegawai Negeri Sipil = 0 orang ? Pegawai Perusahaan = 209 orang ? Pegawai Pelaksana = 199 orang ? Jumlah = 408 orang
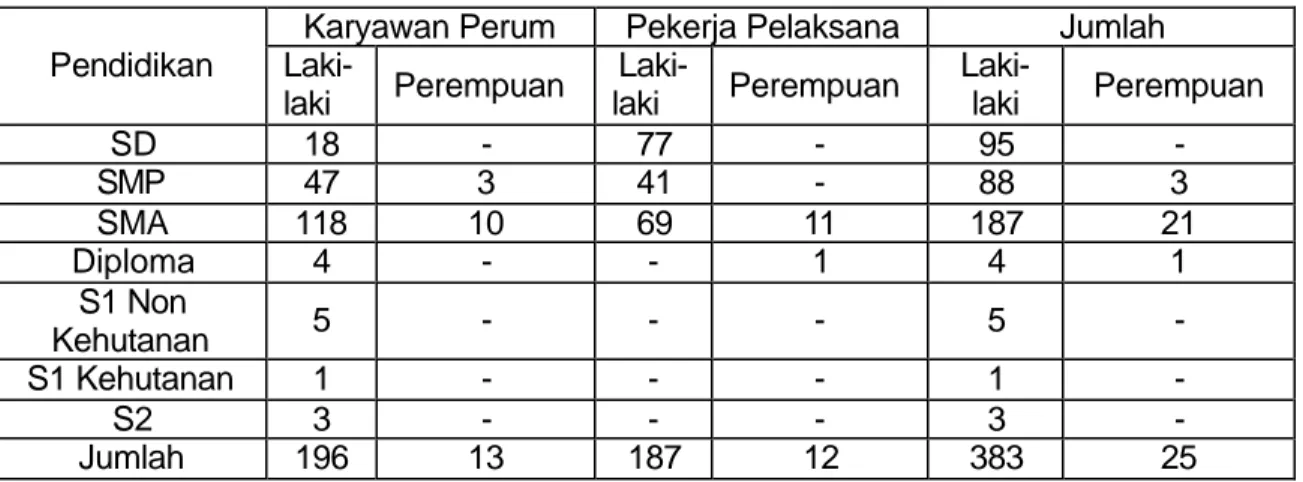
Jumlah karyawan berdasarkan jenjang pendidikan dan status karyawan dapat diperinci menurut Tabel 1 berikut:
Tabel 1. Daftar Jumlah Karyawan Menurut Tingkat Pendidikan dan Status
Pendidikan
Karyawan Perum Pekerja Pelaksana Jumlah Laki-laki Perempuan Laki- laki Perempuan Laki- laki Perempuan SD 18 - 77 - 95 - SMP 47 3 41 - 88 3 SMA 118 10 69 11 187 21 Diploma 4 - - 1 4 1 S1 Non Kehutanan 5 - - - 5 - S1 Kehutanan 1 - - - 1 - S2 3 - - - 3 - Jumlah 196 13 187 12 383 25
Seluruh tenaga teknis maupun non teknis adalah tenaga kerja Indonesia yang diantaranya telah mendapatkan kursus/pelatihan di Pusdiklat SDM Perum
Perhutani.
3. Struktur Organisasi
KBM Industri Kayu Cepu Perum Perhutani Unit I Jawa Tengah memiliki struktur organisasi perusahaan seperti dapat dilihat pada Lampiran 1.
B. Manajemen Perusahaan 1. Bahan Baku
Bahan baku KBMIK Cepu berasal dari Kesatuan Bisnis Mandiri Pemasaran (KBM Sar) Cepu, Randublatung, Blora, Mantingan, Kebonhardjo, Purwodadi dan Kendal. KBM Sar tersebut merupakan pemasok yang menentukan produk
bahan baku dengan jaminan mutu kayu jati produksi Kesatuan Pemangku Hutan (KPH), sedangkan KBMIK Cepu sebagai pengolah vinir sayat jati, penggergajian dan pengolahan lanjutan.
2. Produk yang Dihasilkan
Produk kayu yang dihasilkan berupa RST:
a. Balok (Vi-stock) dengan ukuran 290 mm x 300 mm x 2900 mm
Gambar 1. Produk Vinir Stock.
b. Flooring dengan ukuran 19 mm x 100 - 130 mm x 300 - 950 mm
Gambar 2. Produk flooring.
c. Decking dengan ukuran 19 mm x 100 - 130 mm x 150 - 2400 mm
d. Lam parquet dengan ukuran 12 mm x 62 - 72 mm x 100 - 600 mm
Gambar 4. Produk Lam parquet.
e. Parquet block dengan ukuran 12 - 15 x 52 mm x 205 - 305 mm
Gambar 5. Produk Parquet block. f. Parquet stock dengan ukuran 12 - 15 x 52 mm x 155 mm
g. Reng dengan ukuran 1,5 - 2 mm x 30 mm x 300 - 950 mm
Gambar 7. Produk Reng
h. Long strip dengan ukuran 15 mm x 77 mm x 300 - 950 mm
Gambar 8. Produk Long strip. i. List dengan ukuran 1/2 mm x 2 mm x 200 - 1000 mm
j. Garden Furniture
Gambar 10. Produk Garden Furniture. k. House componen
Gambar 11. produk pintu.
l. Papan FJL dengan ukuran 13 - 25 mm x 500 mm x 2000 dan 4000 mm
m. Vinir dengan ukuran 0, 60 mm x 130 mm x 1900 mm
Gambar 13. Produk Vinir.
3. Pemasaran
KBMIK Cepu memproduksi kayu jati dan kayu gergajian dengan kualitas ekspor. Kayu Log dengan panjang 1- 3,5 meter, meski ukuran sampai 3,5 m tersebut jarang ada, namun kebanyakan panjang log yang diolah adalah 1-2 meter dengan diameter rata-rata 60 cm. Kayu log diolah sendiri dan dipasarkan ke pasar internasional seperti ke banyak negara Asia, Eropa, Amerika, Australia dan Timur Tengah.
C. Lokasi dan Waktu Kegiatan PKL
1. Lokasi
PKL dilaksanakan di komplek industri KBMIK Cepu dengan luas areal 23 hektar berlokasi di Desa Batokan, Kecamatan Kasiman, Kabupaten Bojonegoro,
Provinsi Jawa Timur. Jarak dari Surabaya melalui jalan darat adalah183 kilometer.
2. Waktu
Kayu (KBMIK) Cepu ini dilaksanakan pada tanggal 04 Maret 2014 sampai
dengan tanggal 25 April 2014 dengan waktu kerja mulai pukul 07.00 WIB sampai jam 14.00 WIB, dan dengan jumlah hari kerja 6 hari dalam 1 minggu. Jadwal pelaksanaan PKL terperinci dalam Tabel 2 berikut:
Tabel 2. Jadwal Kegiatan PKL di KBMIK Cepu NO Tanggal Pelaksanaan Lokasi
1. 4 - 8 Maret 2014 TPK (Input)
2. 10 - 15 Maret 2014 PGM (Pengergajian Mesin) 3. 17 - 22 Maret 2014 Kiln Dryer (Pengeringan)
4. 24 - 29 Maret 2014 Pabrik GF (Garden Furniture) 1 dan vinir 5. 31 Maret - 5 April 2014 Pabrik GF (Garden Furniture) 3,HC (House
Component),FJL (Finger Joint Laminating) 6. 7 - 12 April 2014 TPK Warehouse
(Tempat Penumpukan Produk Jadi) 7. 14 - 18 April 2014 HH (Hasil Hutan),Pemasaran
8. 21 - 25 April 2014 PPIC (Production Planning and Inventory Control)
III. HASIL PRAKTIK KERJA LAPANGAN (PKL) A. Persiapan Bahan Baku
Kegiatan Praktik Kerja Lapang (PKL) dimulai dari persiapan bahan baku yakni berupa penyediaan log.
1. Tujuan
Tujuan persiapan bahan baku ini agar dalam proses penggergajian dapat berjalan lancar dan tidak ada suatu kendala apapun.
2. Dasar Teori
TPK Input adalah bagian khusus menangani penerimaan kayu dari Kesatuan Pemangku Hutan (KPH) pemasok dan mengirimkannya ke bagian
produksi untuk diproses sesuai order. Dengan begitu TPK Input menempati urutan pertama dalam rantai produksi.
Log yang diterima dari beberapa KPH pemasok umumnya sudah berupa log tanpa kulit, karena minimal satu tahun sebelum penebangan pohon jati tersebut sudah diteres (dihilangkan bagian gubalnya di batang bagian bawah)
terlebih dahulu. Tujuannya supaya kayu mengalami pengeringan secara alami, menghilangkan kulit yang lepas dengan sendirinya dan mengurangi kemungkinan cacat retak yang diakibatkan oleh proses penebangan.
3. Alat dan Bahan
a. Log b. Meteran c. Forklift d. Truk
e. Tali kawat
f. Palu tok g. Sikat besi
h. Alat tulis menulis
4. Prosedur Kerja
Kayu jati yang dipasok dari daerah Jateng diangkut ke pabrik menggunakan kendaraan besar atau truk. Setelah truk sampai ke pabrik satu persatu diturunkan dan dibawa ke TPK input menggunakan forklift dan tenaga manusia, disusun dengan rapi dan dikirim ke logdeck sesuai permintaan pabrik PGM.
Gambar 15. Penumpukan Bahan Baku Menggunakan Tenaga Forklift.
Gambar 16. Penumpukan Bahan Baku Log Menggunakan Tenaga Manusia.
5. Hasil Yang Dicapai
Di TPK Input, pada ujung (bontos) masing-masing log ditambahkan nomor seri/urut log versi KBMIK Cepu, mulai awal tahun sampai akhir tahun dan terdapat kayu dengan sebutan A2 & A3 dengan ukuran diameter 25 - 90 cm dengan panjang 1 - 3,5 meter.
6. Pembahasan
Dengan adanya persiapan bahan baku, maka kelangsungan proses produksi akan berjalan terus menerus dan terjamin kelancarannya. Persiapan bahan baku ini merupakan langkah awal sebelum produksi sehingga keberadaannya sangat menentukan proses produksi selanjutnya.
B. Penggergajian 1. Tujuan
Penggergajian merupakan bagian yang menunjang bagi industri kayu karna dengan kayu digergaji dimulailah suatu proses produksi.
2. Dasar Teori
Pengertian dari menggergaji adalah suatu kegiatan atau proses memotong benda-benda keras dengan pisau bergerigi. Berdasarkan cara kerjanya, gergaji dibagi menjadi 2 macam, gergaji konvesional dan gergaji mesin.
Gergaji konvesional adalah alat yang digunakan untuk memotong benda keras, sedangkan gergaji mesin merupakan suatu pengembangan dari gergaji konvesional, dimana gergaji mesin memiliki pengertian sebagai mesin yang memiliki tingkat kepadatan operasi yang relatif lebih tinggi. Log yang akan
digergaji biasanya merupakan kayu yang sudah dipilih oleh petugas TPK Input.
Panjang log yang akan digergaji adalah 1-3,5 meter. tapi ukuran log yang panjangnya 3,5 meter jarang sekali dan umumnya panjang log di Kesatuan Bisnis Mandiri Industri Kayu (KBMIK) Cepu 1-2 meter dengan diameter rata-rata dibawah 30 cm. Mata gergaji Log Band Saw (LBS) dan Bend Re Saw (BRS) yang
dipakai berukuran 3 milimeter, dan ukuran ini berbeda dengan perusahaan swasta yang pada umumnya menggunakan mata gergaji 4,6 milimeter.
3. Alat dan Bahan
a. Log
b. Hoist crane c. Kereta LBS
d. LBS (Log Band Saw) e. BRS (Band Re-Saw ) f. Cross cut
g. Deck h. Meteran i. Alat tulis menulis
4. Prosedur Kerja
a. Menerima Surat Perintah Kerja dan membuat Rencana Kerja Pengergajian
Mesin (PGM/KBMIK Cepu) meliputi jenis produk yang akan dikerjakan dan jumlah order.
b. Permintaan Intake
blanko “Permintaan Intake PGM“ (KBMIK Cepu). Bahan yang digunakan:
1). Hara Vinir (Vi)
2). Hara Penggergajian (H) 3). Hara Lokal Industri (IN)
Vinir Stock yang dapat dibuat vinir sayat dibuatkan “Daftar Pengangkutan
Biasa/Bahan Vi Stock” untuk diserahkan ke Pabrik Vinir.
Dalam seluruh rangkaian produksi mulai dari penyediaan bahan baku, proses produksi sampai dengan menghasilkan output harus dapat mengkatagorikan, memisahkan dan menandai proses dan hasil proses dengan status bahannya (Sertifikat atau Non Sertifikat).
Hasil kinerja produksi dilaporkan ke KBMIK Cepu dalam bentuk laporan: 1) Laporan Pemenuhan Order
2) Laporan Mingguan 3) Laporan Bulanan
Setelah sesuai prosedur Bahan Baku Industri (BBI) sortimen dibawa ke
pengeringan.
Alur proses produksi penggergajian dapat dilihat di Lampiran 2.
Gambar 18. Proses pembelahan log di mesin LBS.
Dalam proses pembelahan log di mesin Log Band Saw (LBS) bertujuan membelah log menjadi lembara papan dan dikirim ke mesin Band Re-Saw (BRS)
untuk pemberian pola ukuran panjang dan tebal bahan baku sesuai Surat Perintah Kerja (SPK).
Prose pemotongan di mesin crosscut dilakukan untuk menentukan
ukuran panjang sortimen sesuai Surat Perintah Kerja (SPK) setelah penentuan ukuran tebal dan lebar di mesin (BRS).
5. Hasil Yang Dicapai
Dari proses penggergajian log diperoleh vistock dan sisa sabetan dibuat
RST berupa: a. Decking b. Flooring c. Parquet blok d. Long strip e. Reng f. List 6. Pembahasan
Dalam produk penggergajian, Vi stock merupakan hasil utama yang akan diproduksi. Selanjutnya hasil sebetan atau jeblosan ditujukan untuk ReSawn
Timber (RST), yaitu berupa Decking, Flooring, Parquet Blok, dan Reng. Sisa penggergajian yang tidak masuk ukuran RST digunakan untuk bahan bakar boiler. Dengan demikian rendemen yang dihasilkan bisa lebih tinggi karena sedikit kayu yang terbuang.
Di KBMIK Cepu ini operator penggergajian dalam menggergaji log tidak
memperhatikan arah radial dan tangensial, sehingga Vinir yang dihasilkan nanti arah seratnya tidak tentu, bisa serat mahkota, semi lurus atau lurus. Padahal jika dalam menggergaji log memperhatikan arah radial dan tangensial maka serat yang dihasilkan bisa sesuai dengan yang diinginkan.
C. Pengeringan (Kiln Drayer) 1. Tujuan
Proses pengeringan bertujuan untuk menurangi kadar air kayu atau Bahan Baku Industri (BBI) dengan kadar air awal 50% - 60% menjadi 10% - 12% agar
terjamin stabilitas kayu jika bahan baku diproses lebih lanjut.
2. Dasar Teori
Pengertian dari pengeringan adalah mengurangi kadar air pada kayu agar pada saat diproses tidak terjadi kembang susut yang dapat menimbulkan cacat pada kayu tersebut seperti mengelinjang, melengkung dan sebagainya.
3. Alat dan Bahan
a. Sortimen (BBI) b. Fork lift c. Palet d. Mc kadar air e. Sigmat f. Meteran
4. Prosedur Kerja
a. Penerimaan bahan baku dari mesin PGM yang akan dikeringkan dicek kesesuaiannya dengan kitir penyerahan, dicatat dalam daftar registrasi
b. Kayu distacking diatas palet atau kereta sesuai standar internal (KBMIK-CP/SI/KM/SD/05), masukkan bahan baku yang sudah distacking ke
dalam chamber (Ruang Pengeringan) sesuai standar penetapan bahan baku dalam chamber (KBMIK-CP/F/KM-KD/05)
Gambar 20. Stacking BBI Sortimen
c. Setelah proses pengeringan diakhiri conditioning (proses pendinginan), cooling down kayu keluar dari dalam chamber dan diatur penurunan suhu.
Gambar 21. Cara Penumpukan Kayu di dalam Chamber.
Dalam penggunaan sticker pun harus benar dan sejajar, supaya kayu tidak bengkok (melengkung). Jarak antara sticker disesuaikan dengan ukuran sortimen yang ditumpuk. Ukuran sticker 2x3 cm dengan panjang bervariasi, bahan terbuat dari kayu jati. Standar penumpukan mengikuti ukuran sesuai Tabel
3 berikut:
Tabel 3. Standar Internal Penumpukan.
d. Kayu diatur menurut kebutuhan pabrik dengan daftar kitir penyerahan bahan baku (KBMIK-CP/F/MP-KD/07).
Tebal Kayu Tebal Sticker Jarak Sticker
12 - 30 mm 12 - 20 mm 250 - 400 mm 31 - 55 mm 21 - 30 mm 400 - 500 mm
5. Hasil yang dicapai
Dari proses pengeringan bahan baku dikeringkan selama 15 hari - 1 bulan dengan suhu awal 40°C - 90°C menghasilkan kadar air sesuai standar yang sudah ditentukan oleh KBMIK Cepu sebesar 10% - 12%.
6. Pembahasan
Dalam proses pengeringan ada beberapa faktor yang harus diperhatikan untuk memperlancar proses pengeringan diantaranya:
a. Suhu awal dengan tempratur 40°C kemudian dinaikkan menjadi 70°C dan di akhiri dengan suhu 90°C
b. Pemeriksaan kadar air setiap 4 jam sekali dengan mc kadar air
c. Pemberian bahan baku pada boiler setiap 2 jam sekali d. Proses conditioning setelah proses pengeringan.
D. Pembuatan Vinir 1. Tujuan
Menghemat penggunaan kayu, memanfaatkan jenis-jenis kayu bernilai rendah menambah kekuatan serta meningkatkan mutu kayu dengan memperindah segi dekoratif kayu.
Memastikan bahwa persyaratan manajemen dan produksi untuk kontrol
lacak balak berkenaan dengan sumber daya, pelabelan dan kepastian produk dapat diterapkan.
2. Dasar teori
proses mesin. Ketebalannya pun bervariasi tergantung dari fungsi dan
pemakaiannya. Vinir yang digunakan untuk lapisan akhir sebuah plywood (multipleks) atau papan buatan lainnya biasanya cukup tipis namun berkualitas baik terutama dari sisi estetika atau keindahan Arah serat kayu dan jenis permukaan vinir yang diperlukan oleh konsumen mempengaruhi metode
penyayatan kayu menjadi vinir. kayu tertentu dan juga untuk memperoleh nilai ekonomisnya.
3. Alat dan Bahan
a. Vistock (balok) b. Fork lift
c. Cooking vat ( bak perebusan) d. Hauss crane
e. Sigmat
f. Alat tulis menulis
4. Prosedur Kerja
a. Penerimaan surat perintah (SPK) dari general manager (KBM-IK/F/CoC/PPIC/05).
b. Membuat rencana kerja pabrik dengan merencanakan kebutuhan bahan baku vistock dan merencanakan tata waktu penyelesaian order vinir.
c. Membuat permintaan kebutuhan bahan baku
d. Penerimaan bahan baku vistock dari PGM dicatat dalam buku persediaan vistock
1). Persiapan meliputi:
a). Membersikan bak rebus (cooking vat) b). Memeriksa semua peralatan mesin-mesin c). Memeriksa pisau slicer dan pisau guillotine d). Mempersiapkan alat-alat kerja yang diperlukan
e). Pengasahan pisau slicer dan guillotine
f). Membersikan pisau slice dari kotoran kayu dengan solar g). Memasang /menyetel pisau pada mesin asah
h). Mengasah pisau
2). Proses perebusan, dengan catatan:
a). Bahan baku vistock (balok) yang akan direbus dicatat dalam daftar kayu vistock direbus
b). Lamanya perebusan minimal 72 jam dengan temperatur 80-100O C 3). Proses penyayatan vinir stock (slicer)
4). Dryer veneer
Melakukan pengeringan pada vinir sehingga kadar air pada vinir sesuai yang dipersyaratkan dalam order
5). Mesin guiloutine
a). Memasang pisau guiloutine.
b). Menghidupkan mesin.
c). Memotong vinir dan hasilnya dicatat dalam daftar harian pemotongan vinir.
6). Quality control
Menguji pemotongan vinir dari hasil guiloutine sesuai dari persyaratan mutu order
7). Pengepakan (packing)
a). Vinir yang sudah sesuai persyaratan order, dibendel dan atau
bilamana pembeli menghendaki untuk ditali diadakan penalian sesuai dengan jumlah permintaannya
b). Khusus untuk vinir ekspor dikemas dengan kotak karton dan dipalet
c). Masing-masing palet dibuatkan packing list.
Gambar 22. Perebusan Vistock.
Gambar 23. Bahan baku pembuatan vinir.
Gambar 24. Persiapan di mesin vinir. f. Penyerahan vinir
Vinir setelah dipallet dan sisa slice diserahkan ke TPK untuk dipasarkan (dijual)
g. Administrasi
Persyaratan dicatat dalam daftar produksi harian finished produk vinir sayat h. Pengendalian ketidak sesuaian
komplain dari pembeli, pemesan akan diinformasikan ke bagian terkait.
Melaporkan dan dibuatkan TKP selanjutnya melakukan perbaikan temuan. Alur proses produksi pembuatan vinir dapat dilihat pada lampira 3.
5. Hasil yang dicapai
KBMIK Cepu dalam satu tahun mampu memproduksi Vinir sebanyak
1.000.000 m2 - 3.000.000 m2.
6. Pembahasan
Biasanya pembuatan veneer dengan mesin kupas (peel/rotary) terutama pada pabrik plywood, namun di Perum Perhutani Kesatuan Bisnis Mandiri Industri Kayu Cepu dalam membuat vinir menggunakan slicing atau penyayatan.
Sehingga kayu yang akan di slice harus berbentuk balok/blambangan. Terlebih dahulu blambangan yang akan disayat direbus agar menjadi lunak dan tidak mudah pecah saat disayat. Dalam sistem ini rendemen yang dihasilkan tinggi, namun dibutuhkan biaya dan peralatan tambahan dalam perebusan.
E. Wood Working dan Moulding
1. Tujuan
Dengan ada nya proses proses pengolahan bahan baku RST dan komponen menjadi finish produk akan menaikkan harga jual kayu sehingga hasil
2. Dasar teori
Wood Working & Moulding adalah suatu proses mengolah kayu setengah jadi menjadi bahan jadi (finished product) yang di proses dengan berbagai mesin moulding yang bertujuan untuk meningkat kan harga jual kayu jati.
3. Alat dan bahan
a. Flooring b. Decking c. Parquet block
d. Mesin double tenoner e. Mesin four side moulder
f. Mesin cross cut g. Double cross cut h. Mesin round tenoner i. Gerobak (carriage) j. Sigmat
k. Meteran
l. Alat tulis menulis
4. Prosedur kerja
a. Penerimaan SPK dari General Manager (KBMIK-CP/F/WM-PPIC/03)
b. Pembuatan rencana kerja pabrik (KBMIK-CP/F/KMG-GF/01)
c. Membuat permintaan kebutuhan bahan baku (KBMIK-CP/F/KM-GF/02) d. Penerimaan bahan baku dari kiln dryer disertai kitir
e. Proses produksi
Tahapan proses produksi di terminal I adalah sebagai berikut: 1). Proses produksi dicatat pada DK.304
2). Membuat laporan gudang komponen masuk 3). Permintaan komponen siap rakit
4). Laporan rakit harian 5). Laporan produksi jadi 6). Daftar hasil industri kayu
7). Pengiriman produk ke warehouse
8).Khusus untuk bahan baku yang bersertifikat FSC dilakukan pemisahan baik
administrasi maupun fisik kayu, pada dokumen harus distempel "COC" Sedangkan tahapan proses produksi di terminal II adalah sebagai berikut: 1). Mesin Mortiser
2). Mesin Round tenoner 3). Mesin Router
4). Mesin Booring
5). Mesin vertical sanding 6). Mesin brush sanding
Untuk tahapan proses produksi di terminal III adalah sebagai berikut:
1). Setting warna dan serat 2). Assembling component 3). Merakit komponen 4). Merakit jadi produksi
5). Finishing
6). Quality Control (QC) 7). Packing
8). Pelabelan produk.
Alur produksi untuk woodworking dan moulding dapat dilihat pada lampira 4.
Gambar 25. Proses pembuatan T&G di mesin FSM (Four Side Moulder) .
Dalam proses produksi di terminal II dilakukan pengendalian kualitas terhadap komponen yang telah melewati mesin Four Side Moulder, S. Planer, T.
Planer, dan Double cross cut ( Mesin Potong).
Pengendalian kualitas masih dilakukan secara visual dengan menggunakan alat meteran dan kaliper. Pemeriksaan dilakukan terhadap ukuran (tebal, lebar dan panjang), salah pengerjaan, cacat akibat proses, serta
Gambar 26. Proses Pembuatan E2E dan E4E.
Gambar 27. Proses Pemotongan Panjang di Mesin Double Cross Cut.
Pengendalian kualitas diterminal III pada komponen-komponen yang telah melewati mesin sanding, spindle, tenoner, borer dan router serta terhadap hasil assembling (perakitan). Pemerisaan dilakukan terhadap ukuran (tebal, lebar dan panjang), jenis cacat(alami dan akibat proses), konstruksi dan presisi. Alat bantu yang digunakan adalah meteran, kaliper dan pisau.
Gambar 29. Proses Pengepakan
5. Hasil yang dicapai
Dalam proses produksi di pabrik GF I dihasilkan finish produk seperti: 1). T&G (tongue and groove) flooring dan decking.
2). E2E flooring and decking 3). E4E flooring and decking
6. Pembahasan
Dalam proses lanjutan di pabrik GF, terjadi kegiatan mengubah kayu RST menjadi produk jadi yang dapat meningkatkan harga jual kayu jati .
F. House Component (Panel Rumah)
1. Tujuan
Mengolah bahan baku komponen dan jeblosan menjadi bahan produk jadi (finished product) sesuai order.
2. Dasar Teori
Komponen rumah merupakan hal penting dalam proses pembuatan suatu bangunan karena dengan adanya komponen rumah dapat memperindah dan menyatukan bagian luar dan dalam suatu bangunan.
3. Alat dan Bahan
a. Bahan baku pintu papan b. Balok
c. S planer d. T planer e. Single spindle
f. Mesin hydraulic press g. Mesin sanding master h. Meteran
i. Perekat hardener dan resin
j. Lem korea k. Amplas manual
4. Prosedur Kerja
a. Penerimaan spk dari general meneger b. Pembuatan rencana kerja pabrik
c. Membuat permintaan kebutuhan bahan baku
d. Penerimaan bahan baku dari kiln dryer disertai kitir e. Proses produksi
Tahapan Proses produksi terminal I
1). Satu persatu bahan baku disortir dan dicatat dalam daftar persediaan
2). Pemberian daftar palet pada BBI yang ditumpuk di terminal I Tahapan Proses produksi terminal II
1). Menentukan pola/ukuran 2). Mesin S&T Plane
Gambar 30. Proses di mesin S Planer.
Dalam proses penbuatan komponen rumah terlebih dahulu bahan baku dihaluskan pada permukaan lebar dan tebal di mesin S. Planer dan T. Planer.
3). Mesin single spindle
Gambar 31. Proses di mesin single spindle.
4). Setting warna
5). Mesin hydraulic press 6). Sanding Master
Tahapan Proses produksi terminal III 1). Quality control
1) Pengepakan.
Alur produksi unit house component dapat dilihat di lampiran 5.
Gambar 32. Proses Perekatan
Gambar 33. Proses Pengamplasan.
5. Hasil yang dicapai
Ada beberapa finished product yang dihasil kan berupa a. Pintu
b. Kusen c. Tangga
d. Beragam housing component lainnya.
6. Pembahasan
Pabrik house component mempunyai peranan penting bagi perusahaan dikarenakan pemasarannya mengutamakan permintaan dalam negeri.
G. Finger Joint Laminating (FJL)
1. Tujuan
Tujuan dari pembuatan FJL ini adalah untuk memeperkecil volume limbah kayu jati dari PGM.
2. Dasar Teori
Pengolahan limbah avfal dengan proses pembuatan papan FJLdapat meminimalisir limbah pengergajian kayu dari pabrik PGM
3. Alat dan Bahan
a. Reng
b. Mesin Four Side Moulder
c. Mesin sharper (pembuat gigi sambungan) d. Manual jointing
e. Hydraulic press f. Mesin planer g. Mesin cross cut
h. Perekat (hardener) i. Meteran
k. Kuas
4. Prosedur Kerja
a. Penerimaan SPK dari general manager b. Permintaan BBI dari TPK RST
c. Persiapan bahan baku penolong
d. Proses produksi
1) Mesin four side moulder 2) Sortir warna 3) Mesin sharper 4) pemberian perekat 5) Manual jointing 6) Hydraulic press 7) Mesin planer 8) Mesin cross cut c. Finishing
d. Pembuatan daftar hasil produksi e. Dikirim ke warehouse.
Gambar 34. Proses di Mesin FSM
Gambar 36. Proses di Mesin Jointing.
Gambar 38. Proses di Mesin Hydraulic Press.
5. Hasil
Dengan proses pengolahan reng menjadi FJL diperoleh hasil produksi berupa papan FJL dengan ukuran:
a. 13 x 500 x 2000 & 4000 mm b. 15 x 500 x 2000 & 4000 mm c. 18 x 500 x 2000 & 4000 mm d. 20 x 500 x 2000 & 4000 mm e. 22 x 500 x 2000 & 4000 mm f. 25 x 500 x 2000 & 4000 mm 6. Pembahasan
Dengan adanya proses pengolahan reng dan afval menjadi produk Finger
Joint Laminating dapat meminimalisir limbah dan dapat menaikkan rendemen produksi perusahaan.
H. WAREHOUSE ( TPK Finished Product)
1. Tujuan
Warehouse bertujuan untuk Tempat penumpukan finish product semua hasil produksi dari pabrik pengolahan, yang ditumpuk dengan rapi sesuai sesuai block masing - masing dengan tujuan mempermudah dalam proses pengiriman
selanjutnya.
2. Dasar teori
Ware house adalah tempat penumpukan finish product yang menerima dan menyimpan semua hasil produksi finish product agar produk tersebut tertata
dengan rapi dan terhindar dari kerusakan akibat cuaca.
3. Alat dan Bahan
a. Finish product
b. Daftar tumpuk (kavling)
c. Alat tulis menulis
4. Prosedur Kerja
a. Pembuatan laporan sisa persediaan awal
b. Penerimaan Finish Product dari pabrik pengirim dilampiri Kitir penyerahan c. Kemudian diterbitkan DK. 304 dari pabrik pengirim
d.Finish Product dikavling sesuai blok tumpuk yang sudah ditentukan oleh
Warehouse.
e. Pemberian daftar tumpuk pada finish product f. Pembuatan Laporan laporan sisa persediaan akhir.
Gambar 39. Penerimaan finish product.
Gambar 40. Pemberian Daftar Tumpuk pada Finished Product.
5. Hasil yang dicapai
Pengkavlingan (penumpukan) finished product sesui blok yang sudah ditentukan dapat menghindari terjadinya kerusakan pada finished product yang akan dikirim selanjutnya.
6. Pembahasan
akan lebih memudahkan dalam proses pengiriman khususnya di show-room
bertujuan untuk mempromosikan barang jadi kepada konsumen.
I. PPIC (Production Planning And Inventory Control)
1. Tujuan
Perencanaan mempunyai peranan penting bagi suatu industi pengolahan kayu karena memiliki tujuan merencanakan dan mengawasi semua proses produksi dari bahan baku sampai dengan finishing.
2. Dasar Teori
Pengawasan adalah proses untuk memastikan bahwa segala aktifitas yang terlaksana sesuai dengan apa yang telah direncanakan. Sasaran pengawasan itu adalah untuk menunjukan kelemahan dan kesalahan dengan maksud untuk memperbaiki dan mencegah agar tidak terulang kembali. Dalam pengawasan pendekatan tidak hanya dilakukan secara teknik tetapi digabungkan dengan pendekatan kepribadian dan pendekatan perilaku agar terjadi proses pengawasan yang mendapatkan hasil sesuai dengan harapan setiap perusahaan.
3. Alat dan Bahan
a. Bahan baku indusri b. Komputerisasi
c. Sigmat d. Meteran
4. Prosedur kerja
a. Membut perencanaan kerja sesuai permintaan (order) b. Perberian perintah kerja pabrik
c. Pengawasan proses produksi meliputi : 1) Bahan Baku
2) Mesin Produksi
3) Produk yang dihasilkan 4) Karyawan
5. Hasil yang dicapai
Dengan adanya proses quality control (pengendalian kualitas) dapat
mempermudah perusahaan untuk mengetahui permasalahan dalam suatu proses produksi sehingga dapat diatasi sebelum terjadi kerusakan secara berlarut-larut yang dapat merugikan perusahaan tersebut.
6. Pembahasan
Perencanaan adalah suatu kegiatan menyeleksi dan menghubungkan
pengetahuan, fakta, imajinasi, dan asumsi untuk masa yang akan datang dengan tujuan memvisualisasi dan memformulasi hasil yang diinginkan, urutan kegiatan yang diperlukan, dan perilaku dalam batas-batas yang dapat diterima dan digunakan dalam penyelesaian. Perencanaan dalam pengertian ini menitik
beratkan kepada usaha untuk menyeleksi dan menghubungkan sesuatu dengan kepentingan masa yang akan datang serta usaha untuk mencapainya.
J. Pemasaran
1. Tujuan
Adapun Tujuan pemasaran di KBMIK Cepu yaitu untuk memberikan informasi kepada calon pembeli terhadap produk yang di hasilkan melalui pameran dan pembukaan show room.
2. Dasar teori
Pemasaran merupakan usaha terpadu untuk menggabungkan rencana-rencana strategis yang diarahkan kepada usaha pemuas kebutuhan dan keinginan konsumen untuk memperoleh keuntungan yang diharapkan melalui
proses pertukaran atau transaksi. Kegiatan pemasaran perusahaan harus dapat memberikan kepuasan kepada konsumen bila ingin mendapatkan tanggapan yang baik dari konsumen. Perusahaan harus secara penuh tanggung jawab tentang kepuasan produk yang ditawarkan tersebut. Dengan demikian, maka segala aktivitas perusahaan, harusnya diarahkan untuk dapat memuaskan konsumen yang pada akhirnya bertujuan untuk memperoleh laba.
3. Alat dan Bahan
a. Finished product b. Contoh produk c. Alat tulis
d. Komputerisasi 4. Prosedur Kerja
a. Penerimaan surat permohonan pembelian dari buyer b. Konfirmasi surat permohonan pembelian
c. Persetujuan penjualan (Proforma Invoice)
d. Penerimaan SPK dari general manager e. Proses produksi
f. Penyerahan bukti pembayaran ke warehouse
g. Pembuatan Berita acara pada barang (produk) yang akan dikirim
h. Pembuatan surat jalan berupa FA-KO (nota pembelian).
5. Hasil yang dicapai
Dengan adanya proses pemasaran di KBMIK Cepu dapat mempermudah konsumen untuk melakukan proses transaksi secara langsung maupun tidak langsung. Di KBMIK Cepu menerapkan 3 proses pemasaran yaitu penjualan
ekspor, penjualan dalam negeri dan promosi.
6. Pembahasan
Pemasaran adalah salah satu kegiatan pokok yang perlu dilakukan oleh perusahaan baik itu perusahaan barang atau jasa dalam upaya untuk mempertahankan kelangsungan hidup usahanya. Hal tersebut disebabkan karena
pemasaran merupakan salah satu kegiatan perusahaan, di mana secara langsung berhubungan dengan konsumen.
IV. KESIMPULAN DAN SARAN
A. Kesimpulan
1. Ada beberapa prosedur yang digunakan pada KBMIK Cepu Perum Perhutani
mengenai proses pengolahan kayu jati mentah menjadi barang jadi dan siap digunakan, yaitu:
a. Persiapan bahan baku meliputi proses TPK sampai sortasi log b. Penggergajian
c. Pengeringan bahan baku industri (sortimen)
d. Pembuatan vinir e. Pengolahan lanjutan f. Pengepakan g. Pemasaran
h. Perencanaan dan pengendalian kualitas.
2. Proses quality control (pengendalian kualitas) merupakan peranan penting dalam sebuah industri perkayuan. Fungsi peranan kualitas adalah untuk meyakinkan bahwa produk yang dihasilkan sesuai dengan standar kualitas yang ditetepkan oleh perusahaan. Sedangkan tujuan pengendalian kualitas dalam
suatu industri adalah untuk memenuhi standar kualitas yang telah ditetapkan sehingga produsen dapat menerima atau menolak serta mengoreksi proses produksi.
B. Saran
Program kegiatan Praktek Kerja Lapang (PKL) memberikan manfaat yang sangat besar bagi mahasiswa yang telah melaksanakannya dalam menghadapi dunia kerja nantinya. Sedangkan untuk perusahaan, penulis menyarankan:
1. Agar lebih memperhatikan keselamatan dan kesehatan karyawan, karena
efektifitas produksi tergantung dari kondisi karyawan.
2. Perusahaan juga perlu memperhatikan SDM (sumber daya manusia) bagi karyawan yang memiliki nilai skill lebih, sehingga dapat memberi motivasi tersendiri bagi setiap karyawan.
3. Sisa potongan vinir yang tidak terpakai supaya dimanfaatkan, karena tidak efektif
jika digunakan untuk campuran kayu bakar dilihat dari mahalnya kayu jati dan rumitnya proses pengerjaan pembuatan vinir.
DAFTAR PUSTAKA
Biro Produksi Perhutani Unit I Jawa Tengah, 2003. Petunjuk Pelaksanaan Pembagian Batang Kayu Bundar Jati. Semarang.
Kesatuan Bisnis Mandiri Industri Kayu Cepu, 2014. Sekilas IKC, Industri Kayu Cepu.
Perum Perhutani Unit I Jawa Tengah, 2006. Matrik. Mantingan.
Standar Nasional Indonesia, 1999. SNI 01-5008.5-1999. Kayu Gergajian Jati. Badan Standarisasi Nasional.
Standar Nasional Indonesia. 1999.SNI 01-5008.8-1999. Kayu Bentukan (Moulding) Jati. Badan Standarisasi Nasional.
Surawan, T.W. 1986. Usaha Peningkatan Rendemen dan Nilai Tambah Penggergajian Kayu Jati. Jatirogo.
Swastha, Basu dan Irawan, 2005. Manajemen Pemasaran Modern, Liberty, Yogyakarta.
Lampiran 1. Struktur Organisasi Kesatuan Bisnis Mandiri Industri Kayu Cepu.
Gamba 41. Struktur Organisasi Kesatuan Bisnis Mandiri Industri Kayu Cepu. GENERAL MANAGER
IR. AGUS PRIANTONO
MANAGER PRODUKSI CEPU HENGKI HERMAWANTO PENGENDALI KINERJA SRI PURWANTI ASMAN PGM RDB LEGIONO ASMAN PGM CEPU MARGONO ASMAN PPIC
SUYOKO ASMAN MOULDING PARDI.S SUHERMANTO ASMAN GF PENGUJI TK I
GUNAWAN
ASMEN INTAKE BBI SUGENG UTOMO
KAUR REN PROD EKO SEMBODO
KAUR SM SUHARYANTO
KAUR R&D SUBIJANTO
KAUR PROD CEPU RUSDIONO KAUR PENGERINGAN JUMARI KAUR PROD RDB LEGIONO KAUR TEKNIK SUPARTO KAURGF1/MOULDIG SUNOTO YOKO KAUR VINEER ZAINAL ARIFIN KAUR GF 2 SAGITO KAUR GF 3 NGUDI WALUYO PENGUJI TK II JOKO WALUYO TEGUH IMAM N SUJONO ABDUL ROHIM SUKARTIKO WINARTO KAUR INTAKE BBICEPU SUKAR KAUR INTAKE BBI RDB MARKUM ASMAN MAINTENANCE
SUWONO ASMAN SDM,UM,KEU,IT
PRIYONO
KAUR TEKNIK
SUYANTO KAUR SDM RANU
KAUR PEMELIHARAAN BUDI UTOMO KAUR UMUM SUGIYANTO KAUR PENGASAHAN AGUS MARTONO KAUR KEUNGAN KURI MANAGER PEMASARAN KUSPRIYADI
ASMAN LEGAL KERJASAMA
PAMUL SETIADI ASMAN SAR CEPU SUHARTO
ASMAN SAR BRUMBUNG PUJIONO
ASMAN PERSD RST & FP BRUMBUNG ASMAN PERSD RST & FP
RDB + CEPU M.MOHID
KAUR SAR DN & LN SUGIYANTO
KAUR SAR DN & LN ROHMAD
KAUR EKSPOR & DOK PAL RUDI ADRIJANDOKO
KAUR PERSD RST & FP CEPU KISNADI
KAUR PERSD RST & FP RANDUBLATUNG BUDI SUPRIYON O
KAUR PERSD RST & FP BRUMBUNG JOKO SUTRISNO
Lampiran 2. Alur proses produksi penggergajian.
Gambar 42. Alur proses produksi penggergajian.
Persiapan
Penerimaan SPK (Surat Perintah Kerja)
Rencana Kerja PGM (Penggergajian Mesin)
Band Saw
POLA
Band Re Saw
Pencatat
Produksi
Qualit
ycontr
ol
Permintaan BBI (Bahan Baku
Industri)
POLA
CROSS CUT
TPK Out Put
Kiln Dryer
Lampiran 3. Alur proses produksi pembuatan vinir.
Gambar 43. Alur proses produksi pembuatan vinir.
Persiapan
Rencana Kerja
Quality
Control
PENERIMAAN
BAK REBUS
VENEER
SAYAT
PACKING
Penggergajian Mesin
SLICER
Surat Perintah Kerja
SISA SLICE
BAND DRYER
VENER
BRUTO
GOILLO
TIN
VENER
NETO
Quality Control
PENYERAHA
N
WARE
HAUSE
SELESAI
SAYAT
Lampiran 4. Alur produksi woodworking dan moulding.
Gambar 44. Alur produksi woodworking dan moulding.
Mulai
SPK
RencanaKerja
Permintaan BBI
PGM
QC
TERMINAL I
Proses BBI
Pelabelan
TERMINAL II
Pengamatan
hasil proses
QC
TERMINAL III
Pengamatan
hasil proses
QC
QC
KD
QC
RAKIT/FINISHING
QC
PACKING
WARE HOUSE
SELESAI
Lampiran 5. Alur produksi unit house component
.
Gambar 45. Alur Produksi Unit House Component.
Penerimaan
SPK
Pembuata rencana
kerja pabrik
Permintaan
BBI
Proses
produksi
QS
Assembling
QS
Finishing
Lampiran 6. alur proses produksi pembuatan finger joint laminating (FJL).
Gambar 46. alur proses produksi pembuatan finger joint laminating (FJL).