HIDROLISA ENZIM
PRA RENCANA PABRIK
Oleh :
LUANA ERVIANA
NPM. 0931010053
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
PABRIK SIRUP GLUKOSA DARI BIJI JAGUNG DENGAN
PROSES HIDROLISA ENZIM
PRA RENCANA PABRIK
Diajukan Sebagai Salah Satu Syarat Untuk
Memperoleh Gelar Sarjana Teknik
Program Studi Teknik Kimia
Oleh :
LUANA ERVIANA
0931010053
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
LEMBAR PENGESAHAN
PABRIK SIRUP GLUKOSA DARI BIJI JAGUNG DENGAN
PROSES HIDROLISA ENZIM
Oleh :
LUANA ERVIANA
0931010053
Surabaya, 17 Mei 2013
Disetujui untuk diajukan dalam Ujian Lisan
Dosen Pembimbing
Ir. C.PUJIASTUTI,MT
Dengan mengucapkan rasa syukur kepada Tuhan Yang Maha esa dan dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat menyelesaikan Tugas Akhir “Pra Rencana Pabrik Sirup Glukosa dari Biji Jagung dengan Proses Hidrolisa Enzim”, dimana Tugas Akhir ini merupakan tugas yang diberikan sebagai salah satu syarat untuk menyelesaikan program pendidikan kesarjanaan di Jurusan Teknik Kimia, Fakultas Teknologi Industri, Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Tugas Akhir “Pra Rencana Pabrik Sirup Glukosa dari Biji Jagung dengan Proses Hidrolisa Enzim” ini disusun berdasarkan pada beberapa sumber yang berasal dari beberapa literature, data – data, dan internet.
Pada kesempatan ini saya mengucapkan terima kasih atas segala bantuan baik berupa saran, sarana maupun prasarana sampai tersusunya Tugas Akhir ini kepada :
1. Bapak Ir. Sutiyono,MT , selaku Dekan FTI UPN “Veteran” Jawa Timur 2. Ibu Ir. Retno Dewati,MT, selaku Ketua Jurusan Teknik Kimia, FTI UPN
“Veteran” Jawa Timur
3. Bapak Ir. C.Pujiastuti,MT , selaku Dosen Pembimbing Tugas Akhir 4. Dosen-dosen Jurusan Teknik Kimia, FTI UPN “Veteran” Jawa Timur
Saya menyadari bahwa tugas akhir ini masih jauh dari sempurna, karena itu segala kritik dan saran yang membangun saya harapkan dalam sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa Fakultas Teknologi Indusri Jurusan Teknik Kimia.
Surabaya, Mei 2013
HALAMAN JUDUL i
KATA PENGANTAR ii
INTISARI iv
DAFTAR TABEL vi
DAFTAR GAMBAR vii
DAFTAR ISI viii
BAB I PENDAHULUAN I-1
BAB II SELEKSI DAN URAIAN PROSES II-1
BAB III NERACA MASSA III-1
BAB IV NERACA PANAS IV-1
BAB V SPESIFIKASI ALAT V-1 BAB VI PERENCANAAN ALAT UTAMA VI-1 BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA VII-1
BAB VIII UTILITAS VIII-1
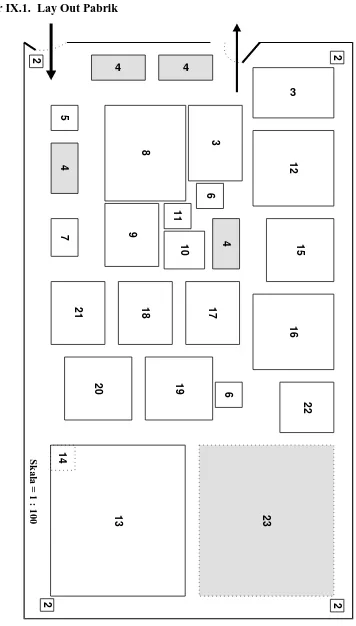
BAB IX LOKASI DAN TATA LETAK PABRIK IX-1 BAB X ORGANISASI PERUSAHAAN X-1
BAB XI ANALISA EKONOMI XI-1
Perencanaan Pabrik sirup glukosa ini dimaksudkan untuk menambah jumlah produksi sirup glukosa untuk mencukupi kebutuhan konsumen serta merupakan lapangan pekerjaan.
Rencana lokasi pendirian pabrik ini di daerah driyorejo gresik jawa timur dengan perencanaan sebagai berikut:
1. Kapasitas produksi : 60.000 ton
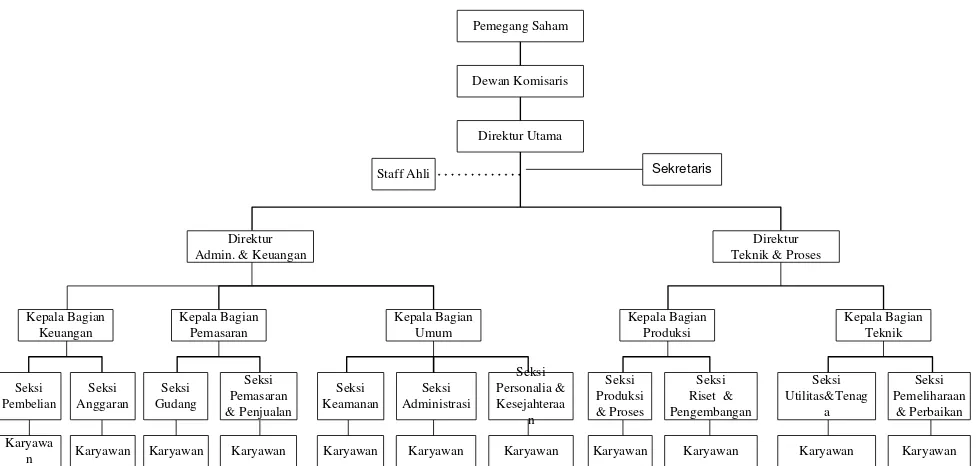
2. Bentuk perusahaan : Perseroan Terbatas 3. Sistem dan organisasi : Garis dan Staff 4. Sistem produksi : batch
5. Waktu operasi : 330 hari/tahun 6. Bahan dasar : biji jagung 7. Jumlah tenaga kerja : 150 orang
Analisa Ekonomi :
Massa konstruksi : 2 tahun Umur pabrik : 10 tahun
Biaya Produksi Total : Rp. 822,571,988,882 Hasil Penjualan Produk : Rp 240,000,189,317 Internal Rate of Return : 20%
Rate of Investment : 35%
PENDAHULUAN
I.1. Latar Belakang
Umumnya kita mengenal gula yang dihasilkan dari tebu sehingga disebut gula tebu. Padahal gula juga bisa dibuat dari bahan berpati seperti tapioca, umbi-umbian, sagu, atau jagung, dalam bentuk sirup glukosa. Rasa serta kemanisan gula pati juga hampir sama dengan gula tebu atau sukrosa.
Glukosa merupakan bahan kimia yang mempunyai rumus C6H12O6, Berwarna putih, berasa manis, dan tidak berbau.
Pada umumnya produk glukosa dikonsumsi oleh industry makanan dan minuman seperti industry kembang gula, biscuit, sirup, serta es krim. Selain itu glukosa juga banyak dibutuhkan dalam industry farmasi, antara lain untuk pembuatan larutan infuse, serta untuk pembuatan tablet-tablet sebagai lapisan luar sehingga berasa manis. Dengan demikian dapat dikatakan bahwa kegunaan glukosa sangatlah kompleks.
Seiring dengan bertambahnya jumlah penduduk dan semakin meningkatnya kesejahteraan pendudukan tersebut mengakibatkan semakin tingginya konsumsi masyarakat terhadap barang-barang kebutuhan pokok seperti makanan dan minuman. Hal ini mendorong semakin berkembangnya industry makanan dan minuman di dalam negeri dimana industry ini membutuhkan glukosa sebagai bahan pemanis, maka menyebabkan kebutuhan akan glukosa semakin besar.
besar untuk diproduksinya glukosa sebagai bahan pemanis pengganti gula (sukrosa)
Bahan baku yang digunakan dalam perancangan pabrik glukosa ini adalah biji jagung. Dipilihnya jagung sebagai bahan baku, terutama karena kandungan patinya yang cukup tinggi. Selain itu juga karena potensi produksinya yang tinggi di Indonesia.
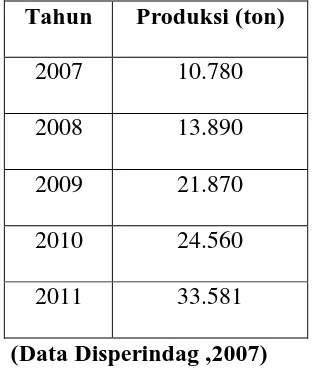
Dapat dilihat dalam data berikut, potensi produksi jagung di Indonesia dari tahun 2000-2004 :
Table 1.1 Produksi Glukosa Di Indonesia Dari Tahun 2007-2011
Tahun Produksi (ton)
2007 10.780 2008 13.890 2009 21.870 2010 24.560 2011 33.581
(Data Disperindag ,2007)
Dengan memanfaatkan jagung sebagai bahan baku pembuatan sirup glukosa maka selain dapat menambah nilai guna jagung, sedikit saja kita juga telah berusaha meningkatkan taraf hidup para petani jagung.
Maksudnya untuk beberapa minuman, gula pasir tidak bisa tergantikan oleh jenis gula yang lain misalnya untuk minuman teh dan kopi.
I.2. Kegunaan Produk
Penggunaan glukosa yang pokok adalah sebagai bahan pemanis, antara lain pada industry makanan seperti permen atau kembang gula, minuman, biscuit, icecream, dan sebagainya. Pada pembuatan ice cream, glukosa dapat meningkatkan kehalusan tekstur dan menekan titik beku. Untuk kue, dapat menjaga kue tetap segar dalam wajtu yang lama dan dapat mengurangi keretakan kue. Untuk permen, glukosa lebih disenangi karena dapat mencegah kerusakan mikrobiologis dan memperbaiki tekstur. (www.pustaka-deptan.go.id).
I.3. Spesifikasi Bahan Baku
I.3.1. Bahan Baku Utama
Biji jagung sebagai bahan baku utama utama dalam pembuatan sirup glukosa memiliki komposisi sebagai berikut :
(Ockerman, Herbert W)
I.3.2. Bahan Pembantu
a. Kalsium Hidroksida (Ca(OH)2)
Berat molekul : 74,096 g/mol Komposisi Kadar (%)
Air 11 Protein 9 Lemak 4 Pati 73
Abu 1
Bentuk : serbuk putih Densitas : 2,24 g/cm3 Kelarutan dalam air (Ksp) : 4,68 x 10-6 Titik leleh : 580 °C
Kapasitas panas : 1,18095 J/g °C b. Asam klorida (HCl)
Nama lain : Asam Muriat Berat molekul : 36,458 g/mol
Bentuk : cairan bening tidak berwarna Densitas : 1,18 g/cm3
Kelarutan : sangat larut dalam air
Titik leleh : -26 °C (247 K) untuk HCl 38% Titik didih : 26 °C (321 K) untuk HCl 38%
Viskositas : 1,9 mPa.s (pada 25 °C) untuk HCl 31,5% c. α-amylase
- Merupakan enzim yang berperan dalam proses hidrolisa pati.
- Merupakan hasil isolasi dari bakteri (bacillus substilis atau bacillus licheniformis)
- Ph optimum = 6,0 – 6,5 - Suhu optimum = 95 °C
- Tidak dapat bekerja tanpa adanya calcium. d. Glukoamylase
- Merupakan hasil isolasi dari fungi (aspergillus niger atau rhizopus delemar)
- pH optimum = 4,0 – 5,0 - suhu optimum = 60 °C - waktu reaksi = 48-96 jam
I.4. Spesifikasi Produk
Glukosa sebagai produk mempunyai spesifikasi sebagai berikut: Nama lain : dekstrosa
Nama molekul : C6H12O6 Rumus bangun :
Berat molekul : 180,156 g/mol Densitas : 1,54 g/cm3
Titik leleh : 146 °C untuk α-D-glucose 150 °C untuk β-D-glucose
CH2OH
C
H H
O
OH
C
OH
OH H
C
H
C C
SELEKSI DAN URAIAN PROSES
II.1. Macam – Macam Proses
Terdapat tiga proses yang bisa dilakukan untuk menghidrolisa pati sehingga mengasilkan glukosa, yaitu :
1. Hidrolisa asam
2. Hidrolisa asam – enzim 3. Hidrolisa enzim
(Kirk Othmer 3th Ed., Vol.22, p.502).
II.1.1 Hidrolisa Asam
Proses hidrolisa pati dengan katalis asam ditemukan pertama kali oleh Kirchoff pada tahun 1812. Sampai tahun 1938 tidak banyak kemajuan yang dicapai, kecuali sedikit kenaikan derajat konversi yang dinyatakan dengan Dekstrosa Ekuivalen (DE). Hasil hidrolisis dengan asam terbatas kandungan dekstrosa dan kemanisannya serta konversi di atas DE 55 menghasilkan sirup yang mengandung rasa agak pahit.
II.1.2. Hidrolisa Asam-Enzim
II.1.3. Hidrolisa enzim
Hidrolisa dengan menggunakan katalis enzim menghasilkan DE yang sangat tinggi, karena kinerja enzim yang spesifik, artinya setiap jenis enzim hanya menjadi katalisator untuk satu reaksi atau satu tipe reaksi sehingga dapat mencegah adanya reaksi samping.
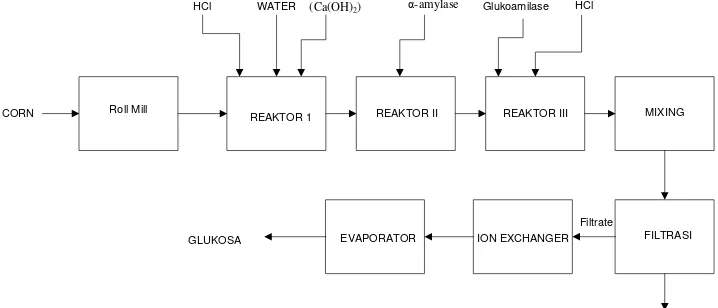
Proses hidrolisis dengan memakai enzim glukoamylase diperkenalkan ke pasaran pertama kalinya pada tahun 1950 an. Enzim tersebut dapat menghidrolisis pati sampai mencapai DE 95 – 98 dengan kandungan dekstrosa sebanyak 93 – 95%. Dibandingkan dengan produk-produk hidrolisis sebelumnya. Produk ini lebih manis. (tjokroadikoesoemo,P.Soebijanto, 1986). proses pengolahan biji jagung menjadi sirup glukosa dengan hidrolisa enzim dapat digambarkan sebagai berikut :
Roll Mill
REAKTOR 1 REAKTOR II REAKTOR III MIXING
FILTRASI ION EXCHANGER
EVAPORATOR GLUKOSA
CORN
HCl WATER (Ca(OH)2) α-amylase Glukoamilase HCl
Cake Filtrate
II.2. Pemilihan Proses
Untuk mendapatkan pabrik yang efisien dengan proses terbaik, perlu dilakukan seleksi proses dari beberapa proses yang ada. Seleksi tersebut didasarkan pada aspek teknis dan aspek ekonomis.
Dari kedua proses hidrolisa yang utama (hidrolisa asam dan hidrolisa enzim) terhadap pati dapat dibandingkan sebagai berikut :
Kondisi Hidrolisa asam Hidrolisa enzim Reactor :
- Tekanan (atm)
- Suhu °C
- pH
- DE yang bisa dicapai
3
2,3 55
1
4 – 4,5 95 - 98
(tjokroadikoesoemo,P.Soebijanto, 1986).
Proses hidrolisa enzim jika dibandingkan dengan hidrolisa asam mempunyai kelebihan sebagai berikut :
1. Dapat mencapai DE yang sangat tinggi yaitu sekitar 95 – 98 sehingga rasanya lebih manis. Sedangkan pada proses hidrolisa asam, konversi di atas DE 55 menghasilkan sirup yang mengandung banyak zat warna dan mempunyai rasa agak pahit.
3. Tidak terjadi masalah korosi karena pH lebih tinggi.
Berdasarkan pertimbangan – pertimbangan di atas maka dalam hidrolisa pati menjadi sirup glukosa digunakan proses hidrolisa enzim.
II.3. Uraian Proses
Proses hidrolisa pati meliputi 3 tahap, yang tahap likuifikasi, tahap sakarifikasi, dan tahap penyelesaian.
II.3.1. Tahapan Likuifikasi
Liquifikasi adalah tahap pencairan pati serta hidrolisis pati secara parsial
dengan menggunakan enzim α-amylase. (www.cassavabiz.org).
Pati yang dibutuhkan untuk produksi diperoleh dari pati jagung, yaitu berupa tepung jagung. Dari penyimpanan, biji jagung diangkut dengan belt conveyor menuju bucket levator yang mengangkut biji jagung menuju roil mill untuk digiling menjadi tepung jagung.
Tepung jagung dibentuk menjadi bubu pati (slurry pati) dengan penambahan air sampai mengandung 30 -35 % bahan kering.
(www.cassavabiz.org). ke dalam slurry juga dibubuhkan kofaktor yang berupa Ca(OH)2. (Godfrey, Tony, 2nd Ed., p.346). Penambahan Ca(OH)2 ini dilakukan sampai kadar kapur di dalam slurry = 60 ppm.
optimum yaitu 6,0 - 6,5. (Kirk Othmer 3th Ed., Vol.22, p.502) dengan penambahan HCl.
Slurry kemudian dipanaskan sampai suhu 95 °C, selanjutnya dipompa ke reactor untuk dilakukan proses likuifikasi dengan menambahkan enzim α-amylase sebanyak 0,6 - 1 L/ton bahan kering. (Godfrey, Tony, 2nd Ed., p.346). Suhu 95 °C dipertahankan selama 1 – 2 jam. (Kirk Othmer 3th Ed., Vol.22, p.502).
II.3.2. Tahap Sakarifikasi
Slurry hasil tahap likuifikasi didinginkan sampai suhu 60°C, dan dipompa ke reactor berikutnya untuk dihidrolisa lebih lanjut (sakarifikasi) dengan bantuan enzim glukoamylase sehingga menghasilkan glukosa dengan konversi sebesar 96%. (tjokroadikoesoemo,P.Soebijanto, 1986). pH diatur sehingga mencapai 4,0–4,5. (Kirk Othmer 3th Ed., Vol.22, p.503) dengan menambahkan HCl. Proses sakarifikasi ini berlangsung selama 72 jam. (Considine, Douglas M, 1982).
II.3.3. Tahap Penyelesaian
Pada tahap penyelesaian dilakukan proses pemucatan, penyaringan, dan penguapan. Pemucatan bertujuan untuk menghilangkan bau, warna dan kotoran, serta menghentikan aktivitas enzim. Absorbenbyang digunakan adalah karbon aktif sebanyak 0,1 % bahan kering. (tjokroadikoesoemo,P.Soebijanto, 1986).
NERACA MASSA
Kapasitas produksi = 60.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram/jam
1. Hammer Mill ( C-120 )
komposisi bahan masuk (kg) komposisi bahan keluar (kg) A. Dari Hammer Mill A. Menuju Mixer :
Air = Air =
komposisi bahan masuk (kg) komposisi bahan keluar (kg) A. dari Screen Roll Mill A. keluar menuju tangki Liquifikasi
3. Reaktor Liquifikasi ( R-320 )
komposisi bahan masuk (kg) komposisi bahan keluar (kg)
Air = Air =
4. Reaktor Sakarifikasi ( R-420 )
Komposisi bahan masuk (kg) Komposisi bahan keluar (kg) A. Dari tangki Liquifikasi A. Menuju ke Tangki karbon aktif
5. Tangki karbon Aktif ( M-510 )
Komposisi bahan masuk (kg) Komposisi bahan keluar (kg) A. Dari Tangki Sakarifikasi A. Menuju ke Rotary Vacuum Filter
Air = Air = B. Dari tangki Pemurnian : Glukoamilase = Karbon aktif =
6. Rotary Drum Vacuum Filter ( H-520 )
Komposisi bahan yang masuk (kg)Komposisi bahan yang keluar (kg) A. Dari Tangki karbon aktif A. Keluar menuju Tangki Anion-Kation
Air = Filtrat :
Glukosa = B. Keluar dari Filter Press
= Cake =
sisa Pati 133.6093 CaCl2 1.9339 215.3252 4184.614 8501.4663
Komposisi bahan masuk(kg) Komposisi bahan keluar (kg) A. Dari Rotary Vacuum Filter :A. Dari rotary drum vacum filter :
Air = Air =
Komposisi bahan masuk (kg) Komposisi bahan keluar (kg) A. Dari tangki Kation Exchange A. Keluar ke Evaporator
Air = Air =
Glukosa = Glukosa = HCl =
B. Dari Tangki Anion Exchange B. Ion yang terserap
= =
Komposisi bahan Masuk (kg) Komposisi bahan Masuk (kg) A. Dari tangki anion exchanger Uap :
NERACA PANAS
Kapasitas produksi = 60.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram/jam
Satuan panas = kilokalori/jam
1. Heater ( E-222 )
Bahan Air Protein Pati lemak Serat Abu HCl
Total 170003.5215 170003.5215 0.2911 4.0751
Qsteam 114459.3884
----Qloss ---- 5722.9694 172.2602 2411.6422 51.4089 719.7245
CaCl2 1.5984 22.3778
574.5953 8044.3341 9653.2710 135145.7934 645.9756 9043.6584 Panas masuk Panas keluar
7. Cooler ( E-555 )
Kapasitas produksi = 60.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram/jam
Satuan panas = kilokalori/jam
1. GUDANG BIJI JAGUNG ( F - 110 )
Fungsi : Menyimpan biji jagung sebelum di proses
Type : Bangunan beratap asbes, berdinding asbes dengan kerangka besi dan lantai.
Spesifikasi :
Kapasitas = 753648 kg Waktu penyimpanan = 168 jam =
1 minggu Ukuran Tumpukan = 0,71 x 2,375 x 15 ft3 Ukuran
bangunan = 60 x 30 x 30 ft3 Bahan lantai = Semen cor bertulang Bahan rangka atap = Besi Profil
Bahan rangka Pilar = Besi Profil Jumlah
= 1
2. BELT CONVEYOR ( J - 111 )
Spesifikasi :
Fungsi : Mengangkut biji jagung dari Belt Conveyor ke Hammer
Mill
Type : Centrifugal discharge elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Kapasitas : 5.6075 ton/jam Tinggi Elevasi
: 25 ft
Kecepatan Bucket : 225 ft/menit Bucket Spasing : 12 in
Ukuran Bucket : 6 x 4 x 4,25 Power
4. HAMMER MILL (C-120)
Fungsi : Untuk menggiling biji jagung sampai menjadi ukuran 20 mesh Type : Pensylvania Reversible Hammer mill
Fungsi : Untuk mengalirkan produk dari Screen hamer mill ke Mixer Type : Plain sponts or chutes
Spesifikasi :
Kapasitas : 2170.4594 cft Diameter : 11.5623 ft Tinggi : 17.34340451 ft Tebal shell : 5/16 in Tebal tutup atas : 3/8 in Tebal tutup bawah : 5/16 in Tinggi konis : 10 in
7. TANGKI PENAMPUNG HCL ( F - 210 )
Fungsi : Menampung HCl sementara sebelum masuk mixer Type : Silinder tegak , tutup atas dished, tutup bawah datar
Spesifikasi :
Kapasitas : 205.0147 ft3 Diameter : 5.5839 ft
Tinggi : 8.3758 ft
Tebal Shell : 1/4 in
Tebal tutup atas : 1/4 in
Tinggi : 0.8352 ft
Tebal tutup bawah : 1/4 in
Jumlah : 1 buah
8. POMPA HCL (L-211)
Spesifikasi :
Fungsi : Mencampur tepung jagung, HCl, air proses, dan Ca(OH)2
Type : Silinder tegak dengan tutup atas dan tutup bawah berbentuk dished
10. POMPA MIXER ( L-221 )
Fungsi : Mengalirkan bahan dari Mixer ke Reaktor Liquifikasi Tipe : Reciproating pump
Spesifikasi :
Fungsi
: Mengalirkan bahan dari Mixer ke Reaktor Liquifikasi Tipe
Fungsi : Memanaskan larutan sebelum masuk ke Reaktor Liquifikasi
Spesifikasi :
Kapasitas : 852127.8476 Btu/jam
OD : 0.75 in Bahan konstruksi : Carbon Steel
12. REAKTOR LIQUIFIKASI ( R-320 )
Fungsi : Untuk menghidrolisis Pati menjadi glukosa dengan enzym α Amylase Type : Tangki berupa silinder tegak dengan tutup atas dan bawah berbentuk standard Dished Head
Flow area
Fungsi : Mengalirkan bahan dari Reaktor liquifikasi ke Reaktor Sakarifikasi Tipe : Centrifugal pump
Fungsi : Untuk menampung enzym α Amylase sementara sebelum masuk ke mixer
Tinggi : 0.5989 ft
Fungsi : Untuk mengalirkan α Amylase dari tangki α Amylase ke Mixer Tipe : Centrifugal Pump
Fungsi : Mendinginkan larutan sebelum masuk ke Reaktor Sakarifikasi
Type : Shell and tube exchanger
Spesifikasi :
Kapasitas : 1142102.4019 Btu/jam
Tube side : Pitch : Triangular Pitch 15/16"
Bahan konstruksi : Carbon Steel
17. REAKTOR SAKARAFIKASI ( R-420 )
Fungsi : Untuk menghidrolisis Pati menjadi glukosa dengan enzym Glukoamilase Selengkapnya di bab VI perancangan alat Utama
18. POMPA SAKARIFIKASI ( L-421 )
Fungsi : Fungsi : Untuk menampung enzym AMG sementara sebelum masuk ke Tangki sakarifikasi
Type : Tangki berupa silinder tegak dengan tutup atas berbentuk standard Dished dan tutup bawah berbentuk flat datar.
Spesifikasi :
Fungsi : untuk menghilangkan warna yang terjadi selama proses
Type : Tangki berupa silinder tegak dengan tutup atas dan bawah berbentuk standard
: Stainless Steel type 304 grade 3 (SA-167) Jumlah
: Plate blade turbin with 6 flte curved blade Diameter impeler : 2.3849 ft
Total Dynamic Head : 31 ft lbf / lbm
Fungsi : Untuk memisahkan cake dari filtratnya Type : Plate & Frame Filter Press
Dasar pemilihan : Efektif dan sesuai dengan jenis bahan
Spesifikasi :
Fungsi = Memisahkan partikel padat dan cair Kapasitas = 21.696 gpm
Power : 1.0 hp Jumlah : 1 buah
25. TANGKI PENAMPUNG RDVF (F- 521 )
Fungsi
: Tangki Penampung filtrat dari (H-520) Tipe Alat
: Silinder tegak dengan tutup atas dan bawah standard dished head
Spesifikasi :
Diameter : 96 in
Tinggi : 35.3 ft = 423.626 in Tebal Shell : 3/16 in
Tebal Tutup Atas : 1/4 in Tebal Tutup Bawah : 1/4 in Jumlah : 1 unit
26. TANGKI PENUKAR KATION ( D-530 )
Fungsi : Untuk menghilangkan ion Ca++ dari larutan
Type : Berbentuk silinder tegak dengan tutup dan alas berbentuk standart dishead
Spesifikasi :
Resin yang digunakan : Amberlite IRA-120 Polystirene Tinggi Bed : 0.9 m
Diameter bed : 0.4 m Tebal Shell : 3/16 in Tebal tutup atas dan bawah : 3/16 in
27. TANGKI PENUKAR ANION ( D-540 )
Fungsi : Untuk menghilangkan ion Cl - dari larutan
Type : Berbentuk silinder tegak dengan tutup dan alas berbentuk standart dishead
Spesifikasi :
Resin yang digunakan : Amberlite IRA-120 Polystirene Tinggi Bed : 1.5 m
Diameter bed : 1.2663 m Tebal Shell : 3/16 in
Tebal tutup atas dan bawah : 5/16 in
Resin yang dibutuhkan : 1499.8314 kg/tahun Waktu Regenerasi : 330 hari atau 1 tahun sekali
28. POMPA PENUKAR ANION ( L-541 )
Fungsi : Mengalirkan bahan dari Anion Exchange ke Evaporator Tipe : Centrifugal Pump
Spesifikasi :
Bahan : Commercial Steel Rate volumetrik : 0.09134 cuft/dt Total Dynamic Head : 21.0778 ft lbf / lbm Effisiensi motor : 82%
Power : 1 hp
Jumlah : 1 buah
Fungsi : Untuk memekatkan glukosa sampai kondisi 55% Type : Single efek evaporator short tube type
Spesifikasi :
Kapasitas : 100711.5254 cuft/jam Diameter : 4 ft
Tinggi : 6 ft
Tebal Silinder : 3 / 16 in Tebal tutup : 3 / 16 in
Bahan : Carbon Steel SA - 283 grade C Jumlah : 1 Buah
30. POMPA EVAPORATOR ( L-551 )
Fungsi : Mengalirkan bahan dari Evaporator Ke cooler Tipe : Centrifugal Pump
Spesifikasi :
Bahan
: Commercial Steel Rate volumetrik
: 0.05474 cuft/dt Total Dynamic Head : 10.3871 ft lbf / lbm Effisiensi motor
: 82% Power
: 1.0 hp Jumlah
: 1 buah
Fungsi : Mengkondensasi uap dan menjaga tekanan evaporator Type : Multi jet Spray
Spesifikasi :
Bahan : carbon steel
Volumetrik uap : 1546.457917 cuft/menit Diameter pipa : 12 in
Panjang total pipa : 34 ft
tekanan : 1.909325 psia Air pendingin : 191.32 kg/jam Jumlah alat : 1 buah
32. STEAM JET EJECTOR ( E-553 )
Fungsi : memvacuumkan evaporator
Type : Single stage steam jet-ejector
Dasar Pemilihan : Sesuai untuk penjagaan tekanan vacum
Spesifikasi :
Bahan konstruksi : carbon steel Inlet (suction) : 1.22 in Outlet : 0.91853 in Panjang : 11.0224 in Kapasitas design : 10.7989 lb/jam Kebutuhan steam : 1107 lb/jam Jumlah alat : 1 buah
Fungsi : Menampung kondensat selam 1 jam
Kondisi Operasi : - Tekanan = 1 atm
- Suhu = 45 0C
- Waktu penyimpanan = 1 jam
Spesifikasi :
Kapasitas : 2 m3
bentuk : Empat Persegi Panjang Ukuran : Panjang = 1.6 m
: Lebar = 1.6 m : Tinggi = 0.8 m Bahan Konstruksi : Beton
Jumlah : 1 Buah
34. COOLER ( E-555 )
Type : Shell and tube exchanger
Fungsi : Mendinginkan larutan sebelum masuk ke tangki penampung sementara
Spesifikasi :
Shell side :
ID : 15.25 in B : 15.25 in n : 1 passes Tube side :
n : 2 passes
Pitch : Triangular Pitch 15/16" Bahan konstruksi : Carbon Steel
35. TANGKI PENAMPUNG PRODUK ( F - 560 )
Fungsi : Menampung produk Glukosa
Tipe : Silender tegak dengan tutup atas berbentuk standart dishead dan alas berbentuk flat datar
Spesifikasi :
Kapasitas : 2787.2510 ft3 Diameter : 13.3271 ft
Tinggi : 19.9906 ft
Tebal Shell : 5/16 in
Tebal tutup atas : 5/16 in
Tinggi : 1.8666 ft
Tebal tutup bawah : 5/16 in
Jumlah : 1 buah
PERANCANGAN ALAT UTAMA
Direncanakan sebuah reaktor berpengaduk yang dilengkapi dengan coil pendingin. Reaktor ini beroperasi secara Batch. Pada reaktor ini terjadi proses utama yaitu reaksi antara pati dengan enzim glukoamylase menjadi glukosa. Secara garis besar, spesifikasi alat sebagai berikut :
Nama Alat : Reaktor Sakarifikasi Bentuk : Bejana tegak dengan bagian-bagian sebagai berikut :
- Dinding :Silinder - Tutup atas :Dished
- Tutup bawah :Dished Perlengkapan : - Pengaduk
- Coil pendingin
Kondisi Operasi : - Tekanan operasi =1 atm - Suhu operasi =600C
Waktu Operasi : 74 jam / batch dengan siklus operasi sebagai berikut : Waktu pengisian = 1jam
Waktu reaksi = 72jam
Waktu pengosongan = 1jam +
74jam
Kondisi reaktor beroperasi secara batch, maka dalam 1 hari beroperasi
= 24 jam = 0.32batch 74 jam / batch hari
6.1. DIMENSI REAKTOR
6.1.1. Menentukan Volume
= 30195.1258 lb / jam
ρbahan = 1.172123246 kg/liter
= 73.17565424 lb/cuft Rate Volumetrik = 30195.1258
73.1757 = 412.6389586 cuft/jam
Volume Liquid = 412.639 = 412.639 ft3 = 412.639 x 72 jam Jumlah tangki yang dibutuhkan sebanyak = 18 buah. Volume bahan untuk masing-masing reactor = 1650.555834 cuft Ditetapkan volume bahan = 80% volume reaktor Volume Reaktor = 100 x 1650.56 = 2063.19ft3 Ditetapkan rasio dimensi, H = 1.5 B & Y , Pers 5.11
D
Volume dished head, V = 0.000049 Di 3
Volume total = Volume Shell + (2 x (Volume dished head)) 2063.19 = Di2 H + (2 x (0.000049 Di 3))
4 2063.19 = Di 2 (1.5 ) D) + (0.000098 Di 3)
4 2063.19 = 1.1775 Di 3 + 0.000098 Di 3 Di 3 = 1752.04 ft3 Di = 12.0554 ft 11.0 ft
6.1.2. Tebal Shell
a. Menentukan Tinggi Liquid pada Shell ( h liq ) Volume Liquid pada shell = Volume total liquid - Volume Tutup bawah
= (0.785 ) (12.0554) 2 ) x h liq = 2063.195 - ( (0.000049)(12.0554) 3) h liq =18.0838 ft
b. Menentukan Tekanan Design
Bejana beroperasi pada tekanan atmosfir, maka tekanan perencanaan
ditentukan oleh tekanan hidrostatiknya. P operasi = P hidrostasik = x h liquid
144
= 73.1757 x 18.0838 144 = 9.1896 psi Untuk keamanan diambil P design = 1.1 x 9.1896 = 10.1085 psi Bahan yang digunakan = Carbon Steel SA - 240 Grade S
f = 12650 psi B & Y, tabel 13.1, hal 251
Sambungan ( Double Welded Butt Joint ) e = 0.8
Faktor korosi ( c ) = 0.125
ts = P x Ri + c (B & Y, ASME Code, pers 13-1)
f . e - 0.6 P
maka : ts = 10.1085 x 44.2740 + 0.125
(12650x 0.8) - (0.6 x 10.1085)
= 0.1693 in
dari tabel 5.7, B & Y dipilih tebal shell= 3/16 in
c. Menentukan Tinggi Shell
Volume dished head, V = (0.000049 Di 3) ( B & Y , Pers 5.11)
Volume total = Volume Shell + (2 x (Vol dished head )) 2063.195 = Di2 Hs + (2 x (0.000049) Di 3))
4
2063.195 = 12.0554 2 ) (Hs ) + (0.000098)( 12.0554) 3 )) 4
2063.195 = 114.0858 Hs + 0.1717 Hs = 18.0831 ft 11 ft Cek :
H = 18.0831 = 1.5 ( MEMENUHI )
D 12.0554
6.1.3. Tinggi Tutup
Dari figure 5.8, hal 87, B & Y, dihitung ukuran-ukuran sebagai berikut :
a = ID 2
b = r - ( BC)2 - (AB)2
AB = ID - icr 2
Dari tabel 5.4, hal 87, B & Y diperoleh : Pada t = 3/16 in
icr = 9/16 in sf = 2 maka ;
AB = ID – icr = 144.6646 - 9 = 71.7698 inc
2 2 16
BC = r - ( icr ) ; untuk standard head r = OD OD standard dari B & Y, tabel 5.7 ; OD = ID
OD = ID = 144.6646 in 90 in BC = 90 - 9/16 = 89.4375 in b = r - ( BC)2 - (AB)2
= 90 - (89.43757 ) 2 - (1.7698) 2 = 36.63183 in
OA = t + b + sf
= 3/16 + 36.6318 + 2 = 38.8193 in = 3.2349 ft
6.1.4. Tinggi Tangki Total
Tinggi tangki total = tinggi shell + 2 ( OA ) = 18.0831 + ( 2 x 3.2349 ) = 24.5530 ft
6.1.5. Tinggi Tutup Bawah dan Tinggi Liquid Total ( hl )
= 21.3188 ft
P hidrostasik = x h liquid 144
P hidrostasik = 73.1757 x 21.3188 = 10.8334 psi 144
P design = 1.1 x 10.8334 = 11.9168 psi
Tebal tutup bawah untuk standard dished pada tabel 5.7, B & Y, pada OD = 90" ( Code ASME ), diperoleh :
r = 90 dan icr = 51/2 untuk icr = 6% r
icr = 5 1/2 = 0.061 r 90
maka :
th = 0.885 . P . rc + c ASME CODE, B & Y, pers 13-12 f . e - 0.1 P
Keterangan :
th = tebal tutup, in P = tekanan design, psi
f = maksimum allowable stress = 12650 psi Ri = jari-jari dalam, in
e = joint effisiensi = 0.8 r = rc = 90 in
maka ;
th = 0.885 x 11.9168 x 90 + 0.125 12650 x 0.8 - 0.1 x 11.9168
= 0.2188 in
dari tabel 5.7, B & Y dipilih tebal tutup 3/16 in
Agar reaksi yang terjadi lebih sempurna dan suhu didalam reaktor merata.
6.2.1. Power Pengaduk
Didasarkan pada buku Mc. Cabe, fig 9.9 jilid 1, ed Indonesia.
Dimana : Dt = Diameter tangki Da = Diameter agitator H = Kedalaman liquid dlm tangki E = Jarak agitator J = lebar bafle w = lebar blade L = panjang blade Mc Cabe, hal 235, jilid 1 ; Da = 1 H = 1 J = 1 Dt 3 Dt Dt 12 W = 1 E = 1 L = 1 Dt 5 Da Da 4
Dt = Diameter tangki = 12.0554 ft Da = 1 x Dt = 1 x 12.0554 3 3
= 4.0185 ft = 4.0185 = 1.2248 m
3.2808 E = 1 x Da = 1 x 4.0185
= 4.0185 ft = 4.0185 = 1.2248 m 3.2808
= 1.0046 ft = 1.0046 = 0.3062 m 3.2808
J = 1 x Dt = 1 x 12.0554 12 12
= 1.0046 ft = 1.0046 = 0.306 m 3.2808
w = 1 x Da = 1 x 4.0185 5 5
= 0.8037 ft = 0.8037 = 0.2450 m 3.2808
Type : Turbin enam daun rata
Dasar pemilihan : - sesuai digunakan untuk range viscousitas tinggi - dapat beroperasi pada kecepatan tinggi
Kecepatan ( V ) = 200 - 250 m / menit (Joshi, hal 389) sg liquid = 1.1754
Jumlah impeller = h liquid x sg liquid Dt
= 18.0838 x 1.1754 12.0554
= 1.7632 2 buah
Ditetapkan : kecepatan pengadukkan ( N ) = 65 rpm = 1.1 rps
sehingga : V = . Da . N = 3.14 x 4.0185 x 65 x 0.3048 = 249.9872 m / menit ( MEMENUHI )
campuran = 73.1757 lb / ft3 = 1.3556 gr / cc
campuran ;
s= volume fraksi solid = Volume solid / volume total bahan masuk = 994.9101
30195.126 s= 994.9101 = 0.0329 s < 0.1 30195.1258
maka campuran ; Perry's 5 ed, pers. 3-247
ln campuran = 2.5 s ; c = 1 - 1.5 liquid 1 - c . s
liquid = 0.8 Cp ln campuran= 2.5 x 0.0329
0.8000 1 - 1 x 0.0329
ln campuran= 0.0852 0.8000
campuran = 0.8000 x 1.0890 = 0.8712 campuran = 0.8712 cp = 0.0006 lb / ft s Bilangan Reynold (NRe) :
NRe = Da2 . N .
= 4.0185 2 x 1.1 x 73.1757 ft2 rps lb / ft3 0.0006 lb / ft s = 2186656.5498
Dari Mc. Cabe, tabel 9.2, hal 245 ed Indonesia, jilid 1, diperoleh : Np = KT = 6
Np = P . gc . N3 . Da5
= 6 x 73.1757 x 1.1 3 x 4.0185 5 32
= 18180.1784 lbf ft / s
= 18180.1784 = 33.05487 hp 550
Gland Losses = 10% x 33.0549 Joshi, hal 399 = 3.3055 hp
Power yang hilang akibat transmisi
= 20% x 3.3055 Joshi, hal 399 = 0.6611 hp
Power yang diperlukan = 3.3055 + 0.6611
= 3.9666 hp 3 hp
6.2.2. Perancangan Poros Pengaduk
Bahan konstruksi = Commercial Cold Rolled Steel ( MV Joshi, tabel 5.2)
Permissible shear stress in shaft = 550 kg / cm3 Elastic limit in tension = 2460 kg / cm3
a. Panjang Poros
Panjang Poros = tinggi bejana + tinggi poros diatas bejana -tinggi poros diatas dasar tangki
Ditetapkan tinggi poros diatas bejana = 12 in Panjang Poros = ( 24.55296 x 12 ) + 12- (4.0185 x 12))
= 258.4140 in = 21.5345 ft = 6.5638 m
- Torsi ( momen puntir ) ( Joshi, pers 14.8 ) Tc = hp x 75 x 60
2 N
= 3 x 75 x 60 = 33.0720 kg m 2 x 3.14 x 65
- Torsi Maksimum ( Tm ) = 1.5 - 2.5 Tc
Diambil Tm = 1.5 Tc
= 1.5 x 33.0720 = 49.6080 kg m fs =Tm Joshi, pers 14.9
Zp
Zp =Tm Joshi, pers 14.9
fs Zp = . dp3
Dimana : fs = shear stress
Zp = polar atau modulus section dp = diameter poros
Zp = 49.6080 kg m x 100 cm 550 kg/cm 3 1 m
= 9.0196 cm 3 9.0196 = 3.14 dp 3
16 dp 3 = 45.9600
dp = 3.5820 cm 8 cm
- Bending Momen
Dimana : Rb = jari-jari blade
Rb = 1 x Da 2
= 1 x 4.0185 2
= 2.0092 ft = 0.6125 m
Fm = Tm
0.75 Rb
= 49.6080 = 107.9976 kg 0.75 x 0.6125
M = Fm x Lp
Lp = panjang poros = 6.5638 m
M = 107.9976 x 6.5638 = 708.8745 kg m
- Bending Momen Ekuivalen ( Me ) (Joshi, pers 14.10) Me = 1 (M + (M 2 + Tm 2
) 0.5 )
2
Me = 1 (708.8745 +((708.8745) 2 + (49.6080) 2 )0.5)
2
= 709.7413 kg m
- Stress ( f ) yang disebabkan oleh Me (Joshi, pers 14.13) f = Me
Z = Me
dp 3
32
3.14 x 8 3 cm3 32
= 1412.7017 > 2460 kg/cm2 tidak dapat dipakai
Dicoba : dp = 14 cm Joshi, pers 14.13
f = Me Z = Me dp 3
32
= 709.7413 x 100 kg cm 3.14 x 14 3 cm3
32
= 263.5945 < 2460 kg/cm2 ( dapat dipakai ) - Defleksi Sof Joshi, pers 14.14 = w . Lp 3
3 . E . I
E = 19.5 x 10 5 kg / cm2 Joshi, hal 413 = Fm x (6.5638 x 100 )3
3 x 19.5 x 105 x (x 14 4 ) 64 = 107.9976 x 6.5638 x 100 3
3 x 19.5 x 10 5 x 1884.7850 = 2.7699
sehingga dp 14 cm memenuhi syarat
6.2.3. Perancangan Blade
Blade terbuat dari carbon steel, f = 550 kg / cm2
Panjang blade, L ( bl ) = 0.3062 m = 12.0555 in Lebar blade, w ( bw ) = 0.2450 m = 9.6444 in Tebal blade, ( bt ) = 2 cm = 0.7874 in Strees max = Tm
bt x bw2 n
fm = 49.6080 x 100
2 x 24.4968 2 6
= 24.8001 < 550 kg / cm2
Karena stress max lebih kecil dari pada stress yang diijinkan, maka ukuran blade dapat digunakan.
6.2.4. Perencanaan Hubungan dan Keys
Diameter hubungan dari pengaduk = 1.1 x diameter poros = 1.1 x 14
= 15 cm Panjang hubungan = 2.5 x diameter poros
= 2.5 x 14 = 35 cm
Panjang keys, l =1.5 x diameter poros = 1.5 x14
= 21 cm
Tm = l . D . fs = l . t - f . C Joshi, pers 5.6 d 2
2
Dimana :
m= momen puntir maksimum dp = diameter poros
l = panjang key t = tebal key
fc = 1300 kg / cm2 Tm = l . D . fs D
2
49.6080 x 100 = 21 x b x 650 14
2
708.6862 = 13650 b b = 0.1 cm = 5.1918 mm t = 0.1 cm = 5.1918 mm
Digunakan ukuran = 5.1918 mm x 5.1918 mm x 21 cm key
6.2.5. Perencanaan Coupling
Coupling digunakan untuk menghubungkan poros pengaduk pada proses
penggerak, digunakan jenis Damp Coupling yang terbuat dari cast iron ( stress yang diijinkan pada abut hot rolled steel =587 kg / cm2 )
Gaya perbaut = 2 Tmax Joshi, pers 5.15 . . d n
2 Keterangan :
= koefisien friksi antara poros dan lengannya = 0.25 untuk cast iron dan steel
dp = diameter poros n = jumlah baut
= 6 untukdiameter poros 50 mm = 8 untuk diameter poros yang besar maka,
P = 2 x 49.6080 x 100 = 225.6962 kg 3.14 x 0.25 x 14 x 8
Luas Baut, A = P Fst Dimana :
fst = stress shears dari ball untuk Cold rolled carbon = 550 kg / cm2
Luas Baut, A = 225.6962 = 0.410357 cm2 550
Dimana :
A = 1 . d2 4
diameter baut = √ A x 4
= √0.410357 x 4 3.14
= 0.7230 cm = 7.230128 mm Overall diameter coupling = 2 x diameter poros = 2 x 14
= 28 cm
6.2.6. Perencanaan Bearing
Bearing berfungsi untuk menahan poros agar tetap berada pada tempat nya selama proses operasi berlangsung. Type bearing yang dipilih adalah deep Grove Ball Bearing dengan diameter poros 14 cm
1. Berat poros
Berat poros = p x dp 2 x Lp x 4
Dimana :
= densitas poros ( stainless steel )
= 0.2827 lb / in3 Perry's, 3-95
dp =diameter poros = 14 cm x 0.3937 = 5.5118 in Berat poros = 3 x 6 2 x 258.414 x 0.2827
4
= 1742.2019 lb
2. Berat blade
Berat blade = wb = n x bl x bw x bt x Dimana :
n = jumlah blade = 6 buah bl = panjang blade = 12.0555 in bw = lebar blade = 9.6444 in bt = tebal blade = 0.7874 in
wb = 6 x 12.0555 x 9.64443 x 0.787402 x 0.2827 = 155.2876 lb
3. Berat impeller
Berat impeller = w = Berat blade + Berat hubungan dan key Berat hubungan dan key = 40 lb ( assumsi )
w = 155.2876 + 40 =195.2876 lb
4. Berat Radial
Berat radial = Fr = Berat impeller + Berat poros = 195.2876 +1742.2019
= 1937.4894 lb
5. Berat axial
Berat axial = Fa = Berat poros = 1742.2019 lb - Keadaan static
Po = 0.6 Fr + 0.5 Fa SKF katalok, hal
46
=(0.6 x 1937.4894) + 0.5 x 1742.2019 = 2033.5946 lb
Co = So x Po dimana :
Po = equivalent static bearing load, N
So = statik safety factor = 1.5 SKF katalok, hal 47 Co = 1.5 x 2033.5946 = 3050.391907 lb
Fa = 1742.2019 = 0.57114 , diperoleh e = 0.44 Co 3050.3919
Fa = 1742.2019 = 0.8992 > 0.44 (e) SKF, hal 141 Fr 1937.4894
maka,
x = 0.56 SKF katalok, hal 141 y = 1
- Keadaan Dinamik P = x . Fr + y . Fa
= 0.56 x 1937.4894 +1x 1742.2019 = 2827.1960
Diambil umur operasi 40000 jam ( SKF, tabel 1 hal 31 ) dan pada rpm = 90 didapat dari grafik hal 29 SKF
C/P = 6
C = 6 x 2827.1960 = 16963.1758 lbf
= 16963.1758 1N = 0.255 lbf, SKF 0.255
= 66522.2579
Diperoleh kapasitas bearing dengan diameter poros = 140 mm, (SKF, hal 140) mempunyai harga C = 62000 > 66522.2579 Boundari Dimentions ;
Co = 64000
Limiting speeds = - Lubrication Grease = 3000 rpm - Lubrication Oil = 3600 rpm
Dimensi :
d = 163 mm Di = 187 mm r = 2
Abutment dan Fillet Dimentions : da = 146.5
Da = 203.5 ra = 1 max
6.3. PERENCANAAN COIL PENDINGIN
Untuk mempertahankan suhu reaksi 60oC, maka digunakan coil pendingin, dan sebagai media pendingin digunakan air.
Rate pendingin = 3828.6524 = 3828.6524 Jumlah batch x waktu operasi 0.32 x 72 = 163.9585 kg / jam
= 361.4628955 lb / jam t1, 30 oC
T1, 110 oC T2, 110
t2, 40 oC
hc = 0.87 k x L2 . N . 2/3
x c . x 0.14
Kern,
Di k w pers 20-4
Dimana :
L atau Da = Diameter pengaduk = 4.0185 ft Di = Diamter tangki = 12.0554 ft = 3900 rph N = Putaran pengaduk = 65 rpm = 1.1 rps = densitas campuran = 73.1757 lb / ft3
C = kapasitas panas = 1 Btu / lb oF
k = konduktivitas thermal = 0.0595 Btu / jam ft ( oF / ft ) = viscousitas campuran = 0.0006 lb / fts = 2.11 lb / ft jam
0.14
w = 1 , untuk larutan air
hc = 0.87 x 0.0595 x 4.0185 2 x 3900 x 73.1757 2/3 x 1 x 2.11 1/3 x 1 12.0554 2.11 0.0595
hc = 237.5709 Btu / jam ft2oF
Panas yang diserap, Q = 76573.0479 kkal / jam = 303841.8542 Btu / jam
Panas yang diserap setiap reaktor = 76573.0479 x 3.6 =275662.9725 kkal/jam
=1093830.675 BTU/jam Flow rate ( Qf ) = 361.4628955 lb / jam
73.1757 lb / ft3
= 4.9397 ft3 / jam = 0.0014 ft3 / s
ID optimum = 3.9 Qf 0.45 0.13
= 3.9 0.0014 0.45 73.18 0.13 = 0.3510 in
Digunakan pipa 5 in sch. 40 Dari Kern, tabel 11, didapatkan :
OD = 5.6250 in = 0.4688 ft ID =4.9810 in = 0.4151 ft at =30.0000 in2= 0.2083 ft a" =2.2580 ft2 / ft
air= 0.84 Cps = 2.0320 lb / ft jam
k air = 0.356 Btu / jam ft2 ( oF / ft ) Kern, fig15
Gt = w = 361.4629 = 1735.021898 lb Kern, table 4 at 0.2083 jam ft2
NRe = ID x Gt
= 0.4151 x 1735.021898 = 354.411 2.0320
hi = 1170 Btu / jam ft2oF Kern, fig. 25 hio = hi x ID
OD
= 1170 x 0.4151 = 1036.0480 Btu 0.4688 jam ft oF D lilitan = 60% - 80% Diameter tangki Diambil = 60% Di tangki
D lilitan = 0.60 x 12.0554 = 7.2332 ft hio coil = hio pipa lurus x 1 +3.5 ID coil
D lilitan = 1036.048 x 1 + 3.5 x 0.4151
UC = hc x hio = 237.5709 x 1244.1379 hc + hio 237.5709 + 1244.1379 = 199.4798 Btu / j ft oF
Rd = 0.002 1 = 1 + Rd UD UC
1 = 1 + 0.002 UD 199.4798
= 0.0070
UD = 142.5915 Btu / j ft oF
a. Luas Perpindahan Panas
Suhu air masuk, t1 = 25 oC = 77 oF Suhu air keluar, t2 = 45 oC = 113 oF Suhu larutan, T1 = T2 = 60 oC = 140 oF
t1 = 140 - 113 = 27 oF t2 = 140 - 77 = 63 oF LMTD = t2 - t1
ln t2 t1
LMTD = 63 - 27 = 42.4880 oF ln 63
27
A = Q UD x t
= 1093830.6750 = 180.5469 ft
142.5915 x 42.4880
L = A = 180.5469 ft = 79.9588 ft a" 2.2580 ft2 / ft
c. Banyak Lilitan
Banyak lilitan = Panjang coil x D lilitan
= 79.9588 3.14 x 7.2332
= 3.5205 4 lilitan
Banyaknya lilitan = 12.000 buah Ditetapkan jarak antar lilitan 60 in
Tinggi coil = (n- 1) x Jarak antar lilitan + (n x OD coil) = (12 - 1) x 60 + (12 x 5.6250 ) Tinggi coil = 727.5000 in = 60.6250 ft Tinggi liquida dalam reactor = 21.3188 ft
Tinggi liquida > tinggi coil, maka design coil dapat digunakan.
6.5. PERENCANAAN NOZZLE
6.5.1. Nozzle pada Shell
a. Nozzle untuk Pemasukkan Bauksit
Rate bahan masuk =13737.54875 kg / hari
= 1261.908332 lb / jam Massa per batch = 13737.54875
4
bauksit= 141.8412 lb / ft3 bauksit= 0.0134 lb / ft s Rate volumetrik (Q) = 7571.4500 lb / jam
= 53.3798 ft3 / jam = 0.0148 ft3 / s
= 6.6556 gpm Diasumsikan aliran Turbulent. Dari Peters & Timmerhaus 4th ed., p. 496 didapatkan : ID optimum = 3.9 ( Q ) 0.45( ) 0.1 141.8412 0.13 = 3.9 x 0.0148 0.45 x 141.8412 0.13 = 1.1163 in 1.10 in Digunakan pipa 1 sch. 40 Dari Kern, tabel 11, didapatkan : ID = 1.0490 in = 0.0874 ft OD = 1.3200 in = 0.1100 ft A = 0.8640 in2= 0.0060 ft2 Sehingga diperoleh kecepatan alir, V : V = Q = 0.0148 ft3 / s = 2.4713 ft / s A 0.0060 ft2 maka : NRe = D V NRe = 0.0874 x 2.4713 x 141.841
0.0134
- Diameter luar bagian yang menonjol ( R ) = 2 in - Diameter hubungan pada titik pengelasan ( K )= 1 1/3 in - Panjang hubungan ( L ) = 2 3/16 in - Diameter dalam flange ( B ) = 1 in - Jumlah baut = 4 - Diameter lubang baut = 5/8 in - Diameter baut = 1/2 in - Bolt Circle = 3 1/8 in
b. Nozzle untuk Pemasukkan HCL 37%
Rate bahan masuk = 36.08771781 kg / jam
=79.55898268 lb / jam Massa per batch = 36.08771781
4
= 9.0219 kg = 19.8897 lb Karena pemompaan 1 jam = 19.8897 lb /jam Waktu pengisian = 1 jam HCl = 1.1800 lb / ft3 H2SO4 = 0.000538 lb / ft s Rate volumetrik (Q) =19.8897 lb / jam = 16.8557 ft3 / jam Rate volumetrik (Q) = 0.0047 ft3 / s
Digunakan pipa 2 1/2 sch. 40 Dari Kern, tabel 11, didapatkan : ID = 2.4690 in = 0.2058 ft OD = 2.8800 in = 0.2400 ft A = 4.7900 in2= 0.0333 ft2 Sehingga diperoleh kecepatan alir, V : V = Q = 0.0047 ft3 / s = 0.1408 ft / s A 0.0333 ft2 maka : NRe = D V NRe = 0.2058 x 0.1408 x 1.1800
0.0005
= 63.5674 > 2100 Turbulen (asumsi benar) Dari fig 12.2 Brownell & Young, hal 221 : - Nominal pipe size = 2 1/2 in - Diameter luar flange ( A ) = 7 in - Ketebalan flange minimum ( T ) = 7/8 in - Diameter luar bagian yang menonjol ( R ) = 4 1/8 in - Diameter hubungan pada alas ( E ) = 3 9/16 in - Diameter hubungan pada titik pengelasan ( K ) = 2.88 in - Panjang hubungan ( L ) = 2 3/4 in - Diameter dalam flange ( B ) = 2.47 in - Jumlah baut = 4 - Diameter lubang baut = 3/4 in - Diameter baut = 5/8 in - Bolt Circle = 5 1/2 in
Rate bahan masuk =5.041839558 kg / jam
=11.11523949 lb / jam Massa per batch = 5.041839558
4
= 1.2605 kg = 2.7788 lb Karena pemompaan 1 jam = 2.7788 lb /jam Waktu pengisian = 1 jam umpan = 74.9136 lb / ft3
=0.0021 lb / ft s Rate volumetrik (Q) = 2.7788 lb / jam
=0.0371 ft3 / jam Rate volumetrik (Q) = 0.0000103 ft3 / s
maka : NRe = D V NRe = 0.0054 x 0.0008 x 74.9136
0.0021
= 0.1594 < 2100 Laminer (asumsi benar) Dari fig 12.2 Brownell & Young, hal 221 : - Nominal pipe size =2 ½ in - Diameter luar flange ( A ) = 7 in - Ketebalan flange minimum ( T ) = 7/8 in - Diameter luar bagian yang menonjol ( R ) =4 1/8 in - Diameter hubungan pada alas ( E ) =3 9/16 in - Diameter hubungan pada titik pengelasan ( K ) = 2.88 in - Panjang hubungan ( L ) = 2 ¾ in - Diameter dalam flange ( B ) = 2.47 in - Jumlah baut = 4 - Diameter lubang baut = ¾ in - Diameter baut = 5/8 in - Bolt Circle = 5 ½ in
c. Nozzle untuk Memasukkan dan Pengeluaran Air Pendingin
Rate bahan masuk =163.9585 kg / jam
= 361.4628955 lb / jam Waktu pengisian = 1 jam air = 62.43 lb / ft3 air = 0.85 Cps
= 0.0009 kg / m.s
=0.0006 lb / ft.s Rate volumetrik (Q) = 163.9585 kg / hari
= 5.7899 ft3 / jam = 0.0016 ft3 / s
= 0.7219 gpm Diasumsikan aliran Turbulent. Dari Peters & Timmerhaus 4th ed., p. 496 didapatkan :
ID optimum = 3.9 ( Q ) 0.45 ( ) 0.1 62.43 0.13 = 3.9 x 0.0016 0.45 x 62.43 0.13 = 0.3693 in 0 in Digunakan pipa 1 sch. 40 Dari Kern, tabel 11, didapatkan : ID = 1.0650 in = 0.0888 ft OD = 1.6250 in = 0.1354 ft A = 2.9000 in2= 0.0201 ft2 Sehingga diperoleh kecepatan alir, V : V = Q = 0.0016 ft3 / s = 0.0799 ft / s A 0.0201 ft2 maka : NRe = D V NRe = 0.0888 x 0.0799 x 62.430
0.0006
- Diameter luar bagian yang menonjol ( R ) = 10 5/8 in - Diameter hubungan pada alas ( E ) = 9 11/16 in - Diameter hubungan pada titik pengelasan ( K ) =8.68 in - Panjang hubungan ( L ) = 4 in - Diameter dalam flange ( B ) =7.98 in - Jumlah baut = 8 - Diameter lubang baut = 7/8 in - Diameter baut = ¾ in - Bolt Circle = 11 3/4 in
6.5.2. Nozzle untuk Tutup Atas
a. Nozzle untuk Pengaduk
- Diameter lubang baut = 7/8 in - Diameter baut = ¾ in - Bolt Circle = 9 ½ in
b. Nozzle untuk Manhole
Dibuat Manhole dengan diameter dalam = 24 in Digunakan Flange Standart type Slip - On Dari fig 12.3 Brownell & Young, hal 222 : - Nominal pipe size = 24 in - Diameter luar flange ( A ) = 32 in - Ketebalan flange minimum ( T ) = 1 7/8 in - Diameter luar bagian yang menonjol ( R ) = 27 ¼ in - Diameter hubungan pada alas ( E ) = 26 1/6 in - Panjang hubungan ( L ) = 3 ¼ in - Diameter dalam flange ( B ) = 24 1/5 in Tutup Manhole : Digunakan Flange Standart type Blind Dari fig 12.6 Brownell & Young, hal 222 : - Nominal pipe size =24 in - Diameter luar flange ( A ) =32 in - Ketebalan flange minimum ( T ) = 1 7/8 in - Diameter luar bagian yang menonjol ( R ) = 27 ¼ in
6.5.3. Nozzle pada Tutup bagian Bawah
- Nozzle pengeluaran produk ;
Rate bahan masuk =13737.5488 kg / Jam = 30285.79998 lb / jam Massa per batch = 13737.54875
4
Karena pemompaan 1 jam = 7571.4500 lb /jam Waktu pengisian = 1 jam
campuran = 1.1907 lb / ft3
campuran = 0.0006 lb / ft.s Rate volumetrik (Q) = 7571.4500 lb / jam
= 6358.8225 ft3 / jam = 1.7663 ft3 / s
NRe = 0.2058 x 53.1008 x 1.1907
0.0006
= 22221.6155 > 2100 Turbulen (asumsi benar) Digunakan Flange Standart type Welding Neck Dari fig 12.2 Brownell & Young, hal 221 : - Nominal pipe size = 2 ½ in - Diameter luar flange ( A ) = 7 in - Ketebalan flange minimum ( T ) = 7/8 in - Diameter luar bagian yang menonjol ( R ) = 4 1/8 in - Diameter hubungan pada alas ( E ) = 3 9/16 in - Diameter hubungan pada titik pengelasan ( K ) = 2.88 in - Panjang hubungan ( L ) = 2 ¾ in - Diameter dalam flange ( B ) = 2 ½ in - Jumlah baut = 4 - Diameter lubang baut = ¾ in - Diameter baut = 5/8 in - Bolt Circle = 5 ½ in
6.5.4. Perhitungan Penguatan (Reinforcement Nozzle)
Menentukan diamter lubang nozzle maksimum yang tidak membutuhkan penguat, berdasarkan pers. 10-29, H & R : k = P . D 2 . ts Dimana : k = tekanan faktor P = tekanan design = 9.189556 psi D = diameter luar dari shell = 90 in t = tebal shell = 3/16 in = 0.1875 in s = allowable strees = 12650 psi
k = 9.1896 x 90 = 0.1743 2 x 0.1875 x 12650 D x t = 90 x 0.1875 = 16.8750
Dari fig 10.27, H & R, p. 280, diperoleh diameter maksimum untuk nozzle tanpa reinforcement adalah < dari 6.8 in, diperbolehkan untuk tidak menggunakan reinkan reinforcement. Untuk Manhole dengan diameter 24
forcement. Ditetapkan pemberian penguat pada Manhole ; Tebal penguat :
t = P x dv H & R, pers 10-30 1.8 x s = 9.1896 x 90 = 0.0363 in 1.8 x 12650 Luas Penguat untuk Manhole : H & R, pers 10-31
A = ( 2 D - 2 ) t
= ((2 x 28 )– 2 ) x 0.0363
= 1.9614 in2
6.6. Perancangan Flange, Gasket, & Bolt
Dari B & Y, hal 228, diperoleh : Bahan = Asbeston Tebal = 1/8 in Gasket faktor, m = 2 Minimum design dengan setting stress ( y ) = 3700 psi
a. Lebar Gasket
Dimana : y = yield stress = 3700 psi m = gasket design = 2 P = tekanan design = 9.1896 psi do = outside diameter gasket, in di = inset diameter gasket, in do = 3700 - 9.1896 x 2 = 1.0013
di 3700 -9.1896x 3
Ditetapkan, di = D tangki + 2 in
= 90 + 2 = 92 in do = 1.0013 x 92
= 92.1150 in Lebar gasket minimum = do - di 2 = 92.1150 - 92 = 0.0575 in 2 Diambil lebar gasket, n = 0.100 in Diameter rata-rata dari gasket, G = 92 + 0.100 = 92.1000 in
b. Beban Baut ( Bolt )
- Beban karena gasket ;
W m2 = hy = x b x G x y B & Y, pers 12-88 bo = n = 0.100 = 0.05
2 2
= 53500.8900 lb - Beban sambungan ; B & Y, pers 12-90
Hp = 2 . b . . G . M . P
= 2 x 0.05 x 3.14 x 92.1000 x 2 x 9.1896 = 531.5129 lb
- Beban karena tekanan dalam ; B & Y, pers 12-89 H = G2 . P
4
= x 92.1000 2 x 9.1896 = 61190.41916 lb
4 - Beban total saat operasi W m1 = H + Hp = 61190.41916 + 531.5129 = 61721.9320 Karena Wm1 > Wm2, maka yang mengontrol adalah Wm1, sehingga dipakai
Jumlah Baut = Am1 = 3.0861 = 24 root area 0.126 Ditetapkan jumlah baut = 15 buah gc = tebal shell = 3/16 Lingkaran baut minimum, C = ID + 2 1.415 x go + R C = 92.1000 + 2 1.415 x 3/16 + 13/16 = 94.2556 in
- Cek terhadap Lebar Gasket Ab aktual = jumlah baut x root area = 15 x 0.126 =1.8900 in2 minimum lebar gasket = Ab aktual . fb
2 . y . . G minimum lebar gasket = 1.8900 x 20000 2 x 3700 x 3.14 x 92.1000
= 0.0177 in Karena lebar gasket = 0.100 in yang dipilih > lebar gasket minimum
maka perencanaan dapat dipakai.
c. Menentukan Diameter Luar Flange (A)
A = C + 2 E
= 94.2556 + (2 x 5/8) = 95.5056 in
PERHITUNGAN MOMENT
- Untuk Kondisi Pemasangan Baut (tanpa tekanan dalam)
W (beban baut) =1/2 Ab actual + Am f (B & Y, pers. 12-94) = 1/2 x 1.8900 + 3.0861 x 20000
= 49760.96601 lb
- Flange Moment ( Ma ) Ma = W . Hg = 49760.96601 x 1.0778
= 53632.9912 lb in
- Untuk Kondisi Operasi W = Wm1
= 49760.96601 lb - Untuk Beban Hidrostatik dan Luas Inside dari Flange HD = 0.785 B 2 P Dimana :
B = OD = 90 in
HD = 0.785 x 90 2 x 9.1896 = 58431.7895 lb
hD = C - B B & Y, pers 12-100 2
hD = 94.2556 - 90 = 2.1278 in
2
MD = HD x hD B & Y, pers 12-96 = 58431.7895 x 2.1278 = 124331.8920 lb In
HG = W - H B & Y, pers 12-98
= 49760.9660 - 61190.4192 = 11429.45 lb MG = HG x hG
= 11429.5 x 1.0778 = 12318.81 lb in
HT = H - HD
hT = hD - hG B & Y, pers 12-100 2
= 2.1278 + 1.0778 = 1.6028 in
2
MT = HT x hT
= 2758.6297 x 1.6028 = 4421.5662 lb in Besar momen pada keadaan operasi adalah : M operasi = MD x MG x MT = 124331.8920 x 12318.81 x 4421.5662 = 6772162008564.5600 lb in
Ma = 53632.9912 lb in karena Ma < M operasi, maka yang mengontrol adalah M operasi. Jadi moment
keadaan operasi adalah 6772162008564.5600 lb in - Tebal Flange
Digunakan SA-302 Grade B B & Y, pers 12-85 T = Y . M max 0.5
F - B
k = A = OD flange = 95.5056 = 1.0612 in B OD shell 90
Am1 = Total luas yang diperlukan baut pada operasi maksimum Am2 = Total luas yang diperlukan baut pada kondisi atmospheric temperatur tanpa internal pressure bo = Basic gasket seating width b = Effective gasket B = OD dari shell G = Diameter pada lokasi reaksi beban gasket H = Total joint contact surface seating load HD = Hidrostatic end force area inside flange HG = Perbedaan antara flange design bolt load dan total hidrostatic end force HT = Perbedaan antara total hidrostatic end force dan hidrostatic end force area inside flange hf = Jarak radial dari bolt circle dimana beban HT bekerja MA = Moment padfa kondisi pemasangan baut MD = Komponen moment yang disebabkan HD MG = Komponen moment yang disebabkan HG MT = Komponen moment yang disebabkan HT
6.7. SISTEM PENYANGGA
Sistem penyangga dirancang untuk mampu menyangga total berat bejana dan perlengkapannya. Beban yang ditahan terdiri dari : - Berat shell - Berat tutup atas dan bawah - Berat larutan dalam reaktor - Berat coil pendingin - Berat pengaduk dan perlengkapannya - Berat bearing - Berat attachment
a. Berat Shell
ID = 144.6646 in = 12.0554 ft OD = 90 in = 7.5 ft Tinggi shell = 18.0831 ft Berat bejana,
WS = OD 2 - ID 2 x hs x 4
= 0.785 x 7.5 2 - 12.0554 2 x 18.0831 x 490
= 619625.703 lb
b. Berat Tutup Atas dan Bawah bahan = 490 lb / ft3
tebal head = 3/16 in = 0.1875 in B & Y, pers 5-12 Diameter = OD + OD + 2 sf + 2 icr
42 3
= 90 + 90 + 2 x 2 + 2 x 9/16 42 3 = 96.51786 in = 8.0432 ft Luas dish (A) = D 2 = x 96.51786 2
4 4
= 7312.8219 in2 = 50.7835 ft2 Berat dished = 2 . A . T .
= 2 x 50.7835 x 3/16 x 490
12 = 777.6221 lb
c. Berat Larutan dalam Reaktor
Massa per batch = 4.0000 lb/batch
d. Berat Coil Pendingin
OD coil = 0.4688 ft
Berat coil = OD 2 - ID 2 x H x 4
= 0.785 0.4688 2- 0.4151 2 x 60.6250 x 490.0000
= 1106.095 lb
e. Berat Pengaduk dan Perlengkapannya
Berat Impeller + Berat Poros = 195.2876 + 1742.2019
= 1937.4894 lb Assumsi berat motor dan reducer = 500 lb Jadi berat pengaduk dan perlengkapannya = 1937.489447 + 500
= 2437.489 lb
f. Berat Bearing
Berat Bearing = 1% Berat Pengaduk
= 0.01 x 195.2876 = 1.9529 lb Berat total = 619625.7032 + 777.6221 + 4.0000 + 1106.0951 + 2437.4894 = 623950.9099 lb
g. Berat Attachment
Meliputi seluruh perlengkapan antara lain : nozzle, tangga, manhole dan sebagainya.
Ditetapkan Berat Attachment, Waat = 10% Berat total = 0.1 x 623950.9099
= 62395.09099 lb Jadi total beban yang harus ditahan oleh sistem penyangga ; = 623950.9099 + 62395.0910 = 686346.0009 lb Faktor keamanan design = 10% dari berat total
= 754980.6010 lb
A. Berat Penyangga
Digunakan penyangga jenis I. Beam America Standard sebanyak 4 buah. Beban tangki merata pada ke-4 penyangga. Berat yang diterima 1 penyangga = 754980.601
4
= 188745.1502 lb Tinggi reaktor = 18.0831 ft Direncanakan panjang penyangga = 1/2 h + L' Dimana : h = Tinggi reaktor L' = Jarak antara tutup bawah dengan pondasi ( Ditetapkan 1 m = 3.2808 ft ) + 3.2808
Jadi panjang kolom penyangga =( ½ x 18.08308) = 12.3223 ft
Diambil ukuran penyangga = 5" x 3 " Dari Hesse & Ruston tabel 7-2, diperoleh ; I x-x = 12.1 I y-y = 1.2 A = 2.87 k x-x = 2.05 k y-y = 0.75 Y tx = d = 5 = 2.5 2 2 Y ty = d = 3 = 1.5 2 2 Berat tiap kolom penyangga = P = 188745.1502