24
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4. 1 GAMBARAN UMUM PT.INSE 4. 1.1 SEJARAH PERUSAHAAN
PT.INSE adalah pecahan dari PT. KGD, pecahan PT. KGD yang lainnya antara lain adalah Indonesia Nippon Seiki, Toyo Denso Indonesia, Shindengen Indonesia, Honda Lock Indonesia, dan Mitsuba Indonesia. PT.KGD berdiri pada tahun 1979 dan berlokasi di Jl. Siliwangi Kelurahan Keroncong Kecamatan Jatiuwung Kota Tanggerang. Kemampuan PT. KGD telah diakui dimata masyarakat, hal ini dapat dibuktikan dengan adanya sertifikat ISO 9002, yaitu standar system mutu dan jaminan mutu terhadap pelanggan yang diterapkan pada bidang usaha produksi, perakitan dan pelayanan. Karena perkembangannya yang sangat pesat, PT. KGD dipecah menjadi 6 perusahaan pada juni 2002 yang kemudian diresmikan pada tahun 2003. PT. INSE berpusat di Negara Jepang dan sampai saat ini PT.INSE telah memiliki 34 cabang perusahaan dibeberapa Negara di luar Indonesia.
PT.INSE yang ada di Negara Indonesia merupakan anak cabang ke-24. Beberapa cabang lainnya dari PT.INSE adalah di Jerman, Perancis, Inggris, Hongaria, China, India, Taiwan 2 perusahaan, Vietnam, Thailand 2 perusahaan, Singapura, Australia, dan di Benua Amerika 4 perusahaan sedang di Jepang sendiri ada 11 perusahaan. PT.INSE berdiri pada 11 September 2001, awal pelaksanaannya Juli 2002. PT.INSE didirikan dengan modal dasar 7.500.000 USD, dengan luas tanah 40.000 m2. Luas bangunan 10.000 m2. jumlah karyawan mencapai 2000 orang dan berlokasi di Jl. Bhumimas I No.17 Desa Telaga, Kecamatan Cikupa Kabupaten Tangerang ( Kawasan Industri Cikupamas ), Jakarta barat ( ±40 km dari barat Jakarta). PT.INSE adalah perusahaan yang didirikan untuk memenuhi kebutuhan-kebutuhan para pembuat kendaraan roda 2 dan 4 diindonesia yang diharapkan akan memperluas perindustrian mobil. Pada awalnya, PT.INSE memulai industri moulding dan lampu yang diutamakan pada parts alat-alat penerangan kendaraan roda 2 dan 4, dan untuk tahap berikutnya adalah perencanaan pembuatan parts elektronik kendaraan roda 2 dan 4. Walau resminya PT.INSE baru berdiri selama11 tahun tetapi dalam waktu singkat PT.INSE sudah siap untuk menjadi salah satu perusahaan yang go internasional, bahkan melebihi usaha-usaha yang pernh dilakukan di PT.KGD, hal ini dibuktikan dengan selain mengadopsi dari sistem kerja dan manajemen kerja PT. KGD yang telah diakui dengan sertifikat ISO 9002, PT.INSE juga menggunakan berbagai macam metode-metode baru untuk meningkatkan volume produksinya dan kualitas produknya untuk menghasilkan produk dengan kualitas tinggi dan memberikan pelayanan
yang menuaskan terhadap konsumen. Diantaranya adalah dengan menggunakan system produksi baru yaitu NAP (New Acces for Higher Produktivity). NAP merupakan salah satu cara meningkatkan produktivitas dengan mengurangi lost time dan lost mesin. Dengan adanya NAP, PT.INSE akan menghasilkan efektivitas yang tinggi, persaingan dan sistem produksi yang fleksibel dengan tingkat investasi yang rendah dalam memenuhi kebutuhan konsumen, penggunaan mesin-mesin produksi robotic yang canggih yang langsung diimpor dari Jepang. Untuk memenuhi standar mutu industry dan menunjang pelaksanaan perbaikan terus-menerus, perusahan juga menerapkan kaizen ( hari ini harus lebih baik dari hari kemarin ), penggunaan checklist pada seluruh bagian PT.INSE , penerapan 2S (Seiri
dan Seiton) setiap hari untuk seluruh karyawan PT. INSE tanpa terkecuali untuk menjaga kenyaman dan kebersihan para pekerja terhadapan lingkungannya, adanya standar kerja dan instruksi kerja pada tiap stasiun kerja. Sistem produksi NAP tersebut adalah gerakan reformasi baru PT.INSE, yaitu :
1. Benar-benar menghilanhkan produksi NG (cacat)
2. Seminimal mungkin dapat mengurangi penggunaan modal investor
Dengan demikian dapat memenuhi kebutuhan konsumen dan menuju sistem produksi dengan harga bersaing. Bersamaan dengan dijadikannya Negara-negara Asia sebagai pusat produksi, PT.INSE mengharapkan untuk saling mengisi dalam memproduksi moulding dan lampu di wilayah Asia dan lebih memperkuat jaringan kerja di Asia. Dalam produksi lampu kendaraan PT.INSE tidak menjual lampu kendaraan tersebut secara eceran ,
dapat dikatakan bahwa PT.INSE merupakan subkontak dari perusahaan-perusahaan seperti Astra Honda Motor, Toyota, Suzuki, Mitsubishi, Kawasaki, Yamaha, dan lain-lain. Sehingga PT.INSE hanya memproduksi lampu kendaraan sesuai dengan permintaan pesanan customernya tersebut. Produk-produk dari PT. INSE ada juga yang diekspor ke luar negeri. Seluruh karyawan PT.INSE dengan kesadaran diri bersama-sama mengkomitmenkan diri untuk bekerja semaksimal mungkin untuk mengasilkan produk-produk yang berkualitas dengan melakukan continuous improvement terus-menerus.
4. 1.2 VISI DAN KEBIJAKAN
1. Visi PT.INSE adalah
“MELEBIHI KECEPATAN CAHAYA”
2. Sedangkan visi PT.INSE adalah
“MENGGAPAI INDONESIA-MENGGAPAI ASIA”
3. Kebijakan Manajemen tahun Fiskal 2014 adalah Kepedulian “KEPEDULIAN KERJA”
Dengan Sikap terbuka dan fleksibel, marilah kita peduli akan tanggung jawab social, mengutamakan kepuasan pelanggan sebagai nomor 1, meningkatkan kemampuan teknik, pembuatan barang, dan kualitas kerja. Dengan point penting:
VISION : Kebahagian terhadap kebersihan kerja merupakan tantangan kerja yang akan dating.
SNAP : Tetap mempertahankan semangat baru dan keseriusan dalam bekerja.
GLOBAL : Memanfaatkan kelebihan yang ada secara grobal untuk menciptakan inovasi.
CAST FLOW : Investasi dilakukan atas biaya sendiri, dan pengembalian atas investasi tersebut harus lancar. QUALITY : Tidak membuat dan meloloskan produk barang
NG. Teliti dan mampu mengendalikan setiap perubahan yang terjadi.
4. Kebijakan manajemen PT.INSE Tahun 2014 adalah
Dengan peduli terhadap quality, cost, delivery, dan design menuju “PERUSAHAAN NO.1 DI ASIA”.
ØLamp factory
Dengan penuh percaya diri dapat memberikan hasil yang baik sehingga mendapatkan “ kepercayaan dan kepuasan dari pelanggan”. Dengan cara:
1. Tidak membuat dan mengirim produk NG
2. Dengan sepenuh hati bertekad menghilangkan pemborosan dan membuat produk dengan harga yang paling murah.
ØMold factory
Berfikir secara global terhadap produk-produk yang dibutuhkan Negara lain sebagai challenge terhadap produk dan design baru.
Memperkuat teknologi mold die casting untuk memenuhi kebutuhan part PT.INSE
Lead time pembuatan mold (design→finishing) lebih cepat dari mold maker manapun.
ØAdminitrasi Division
Cepat, Tepat, dan benar dalam memberikan data ke tiap-tiap seksi.
Memelihara dan menjaga semua ketentuan yang ditetapkan oleh perusahaan.
Memberikan data-data penting dengan cepat, tepat dan benar.
4. 1.3 LOKASI PERUSAHAAN
Jalan Bhumimas I No. 17 Kawasan Industri Cikupamas PO BOX 388, Tanggerang 15001, Banten Indonesia.
4.1.5 ASPEK PERSONALIA
a. Tenaga Kerja
Jumlah Tenaga Kerja yang berkerja pada PT.INSE saat ini adalah berjumlah ±2000 karyawan. Sebagai tambahan selain gaji pokok, perusahaan juga memberi berbagai macam tunjangan guna mendorong semangat kerja karyawan, tunjangan tersebut antara lain :
• Tunjangan Perumahan
• Tunjangan tranportasi
• Gaji lembur
• THR
• Bonus di awal tahun dan pertengahan tahun.
b. Jam Kerja
Jam kerja yang berlaku adalah sebagai berikut:
• Shift 1 : Masuk Kerja : 8.00-10.00
: Istirahat : 10.00-10.10 : Masuk kembali : 10.10-12.40 : Istirahat : 12.40-13.00 : Masuk kembali : 13.00-15.30 : Istirahat : 15.30-15.45 : Masuk kembali : 15.45-17.00
• Shift 2 : Masuk Kerja : 16.00-18.00
: Istirahat : 18.00-18.30 : Masuk kembali : 18.30-22.00 : Istirahat : 22.00-22.30 : Masuk kembali : 22.30-01.00
• Shift 3 : Masuk Kerja : 00.00-03.00
: Istirahat : 03.00-03.30 : Masuk kembali : 03.30-06.00 : Istirahat : 06.00-06.30 : Masuk kembali : 06.30-08.00
c. Sistem Penggajian
Sistem penggajian dasarkan pada tingkat keahlian dan pendidikan tenaga kerja. Perusahaan menggolongkan tingkat pendidikan dari SD, SMP,SMA, sampai perguruan tinggi. Maksud penggolongan ini adalah untuk mengetahui kedudukan yang tepat bagi karyawan dalam bekerja.
d. Kesejahteraan Karyawan
Perusahaan memberikan beberapa fasilitas untuk menunjang kesejahteraan karyawan dan memberikan beberapa hal yang perlu diterima, antara lain :
• Tunjangan Hari Raya (THR)
Tunjangan kesejahteraan yang diberikan setiap menjelang hari raya.
• Mengikutsertakan karyawan dalam Asuransi Jaminan Hari Tua
• Tunjangan Kesejahteraan berupa pembayaran asuransi yang dibayarkan perusahaan kepada jasa asuransi.
• Fasilitas pengobatan dan kesehatan
• Cuti hamil
Tunjangan ini berupa upah yang diberikan 100% , yang diberikan selama karyawan melakukan cuti
• Fasilitas Transportasi antar-jemput
• Memberikan pakaian seragam dan safety shoes.
• Kegiatan family gatering setiap setahun sekali.
4.1.6 ASPEK PRODUKSI
a. Jenis Produk yang dihasilkan
Jenis produk yang dihasilkan oleh PT.INSE adalah Assy lamp/ lampu assy untuk kendaraan roda 2 maupun roda 4.
b. Bahan Baku
Secara umum bahan baku yang digunakan dalam proses produksi secara umum diklasifikasikan sebagai berikut :
1. Bahan baku utama ( untuk membuat lampu)
• Bijih plastic (PP,PMMA,PC,ASA,PET,dan PBT) 2. Bahan baku untuk membuat cetakan lampu ( Mould)
• Material Besi (S50C, HPM7,PCM30,KPM30,PX4,HPM PRO, dll)
• Part Standart (Ejector, Guide Bush,Guide Pin, Ejector Guide Bush, Ejector Guide Pin,dll)
4.1.7 PROSES PRODUKSI
Proses Produksi Produk Mold and Dies Plant
Secara garis besar, divisi mould and dies plant memiliki
business scope sebagai berikut :
Kegiatan mould and die plant dibagi menjadi 2 kategori yaitu inplan yang artinya kegiatan yang ada didapatkan dari local informasi dan outplan yang artinya kegiatan yang ada didapatkan dari approved quotation and purchase order. Yang termasuk didalam ke-2 kategori tersebut adalah kegiatan-kegiatan seperti : repair mould and dies, modifikasi mould and dies, periodic maintenance mould and dies, renew mould and dies, dan pembuatan new mould and dies, yaitu sebagai berikut:
Dimulai dari drawing assembly mould /dies yang akan dibuat tersebut disertakan juga partlist dari mould/ dies yang akan dibuat tersebut, setelah itu diajukan kepelanggan dan apabila belum disetujui
oleh pelanggan maka gambar drawing assembly tersebut akan diperbaiki lagi kemudian diajukan kepelanggan hingga disetujui oleh pelanggan setelah itu melangkah ke tahap selanjutnya yaitu membuat
drawing part yang lebih mendetail dari mould/dies yang akan dibuat tersebut. Kemudian setelah drawing part selesai maka material bahan pembuat mould/dies itu disiapkan, kemudian instalasi program CAM pada mesin yang akan memproduksi mould.dies tersebut, selanjutnya adalah kegiatan machining dan quality control kemuadian di assembly
dan masuk ketahap trial mould/dies. Jika dari trial tersebut mengasilkan produk (lampu) yang ok maka akan dilanjutkan ke tahap injeksi dan produksi.
4. 2 ANALISA PEMBAHASAN MASALAH
Pada bagian ini akan dilakukan analisa dan pembahasan mengenai analisis penggunaan metode MRP untuk menunjang kelancaran produksi di PT.INSE.
PT.INSE merupakan perusahaan yang bergerak dibidang pembuatan
mould yang melakukan proses produksi jika terdapat pemesanan dari
customer. Dalam persediaan bahan baku/ material dan part standard, bahan baku yang terdapat digudang tidak terlalu banyak dan hanya memperkirakan barang yang harus ada untuk persediaan seperti baut, mur, dowel pin, dll tanpa memperhitungkan jumlah barang yang digunakan untuk setiap produk(mould). Selain itu perusahaan juga menerapkan zero stock, dimana
tidak ada stock material bahan baku digudang karena seperti yang dijelaskan diatas bahwa perusahaan hanya jika ada pesanan saja, selain itu setiap pesanan mould/cetakan lampu pasti setiap ukuran mould akan selalu berbeda sesuai dengan ukuran lampu yang dipesan maka dari itu ukuran material yang digunakanpun akan selalu berbeda.
4.2. 1 MASTER PRODUCTION SCHEDULE (MPS)
Proses produksi yang dibahas pada penelitian ini adalah pada periode Maret 2014 – Mei 2014 yang merupakan pesanan pada bulan Februari 2014. Pesanan ini harus sudah selesai berproduksi pada akhir bulan Mei 2014 dan merupakan pesanan yang bersifat terus menerus. Pada bulan Februari perusahaan memperoleh pesanan 1 set head lamp
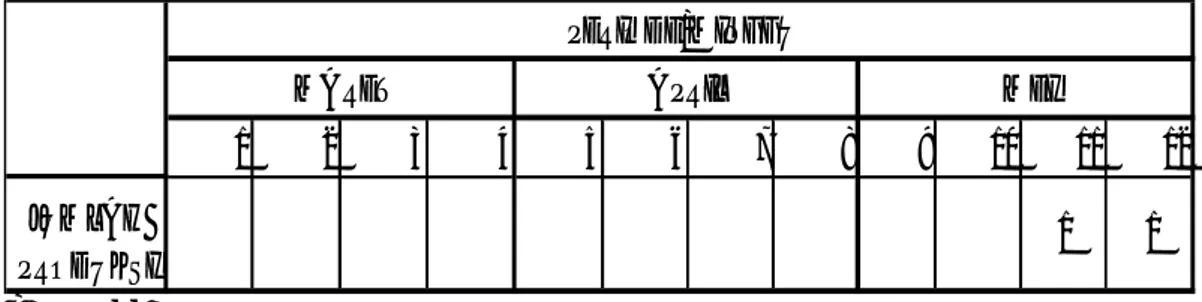
motor yang berjumlah 2 mould yang harus dipenuhi pada akhir bulan Mei 2014. Untuk memenuhi pesanan tersebut perusahaan harus memproduksi 2 Mould. Berikut ini disajikan perincian skedul produksi mould selama periode Maret 2014 – Mei 2014.
Tabel 4.1. Skedul Produksi Mould
1 2 3 4 5 6 7 8 9 10 11 12
1 1
PERIODE/MINGGU
MARET APRIL MEI
JUMLAH PRODUKSI =2mould
Tabel skedul produksi mould diatas menjelaskan tentang skedul pembuatan mould. Dari Tabel diatas dapat diketahui bahwa waktu untuk memproduksi 1 mould diperlukan waktu 2-3 bulan. Dibawah ini juga akan dijelaskan tabel skedul pembuatan mould.
Tabel 4.2. Skedul Pembuatan 1 Mould
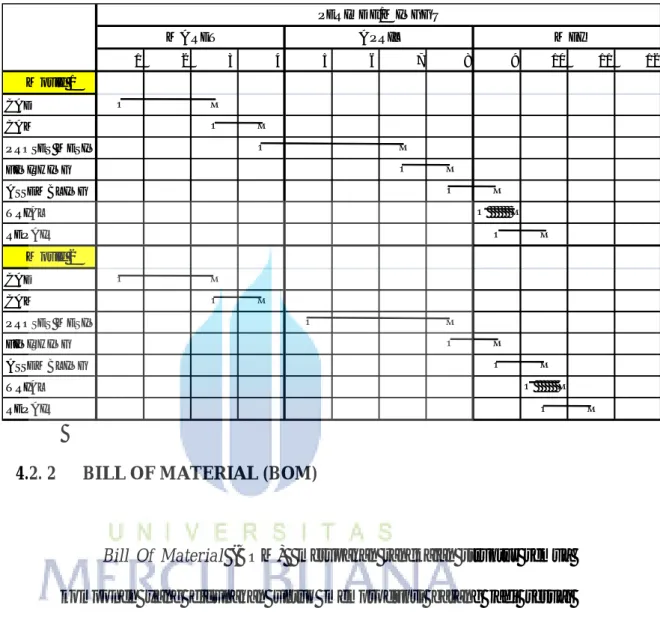
1 2 3 4 5 6 7 8 9 10 11 12 CAD O Δ CAM O Δ PROSES MESIN O Δ FINISHING O Δ ASSEM BLING O Δ TRIAL O Δ REPAIR O Δ PERIODE/M INGGU M ARET APRIL M EI
Dari tabel diatas dijelaskan bahwa proses pembuatan 1 mould diperlukan waktu 2-3 bulan dengan detail proses seperti pada tabel 4.2. Pesanan dari customer adalah 2 mould dengan detail proses pembuatan sebagai berikut:
Tabel 4.3. Skedul Pembuatan 2 Mould 1 2 3 4 5 6 7 8 9 10 11 12 M ould 1 CAD O Δ CAM O Δ PROSES MESIN O Δ FINISHING O Δ ASSEMBLING O Δ T RIAL O Δ REPAIR O Δ M ould 2 CAD O Δ CAM O Δ PROSES MESIN O Δ FINISHING O Δ ASSEMBLING O Δ T RIAL O Δ REPAIR O Δ PERIODE/M INGGU M ARET APRIL M EI
4.2. 2 BILL OF MATERIAL (BOM)
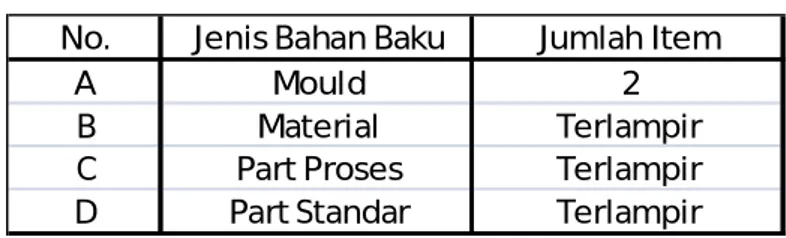
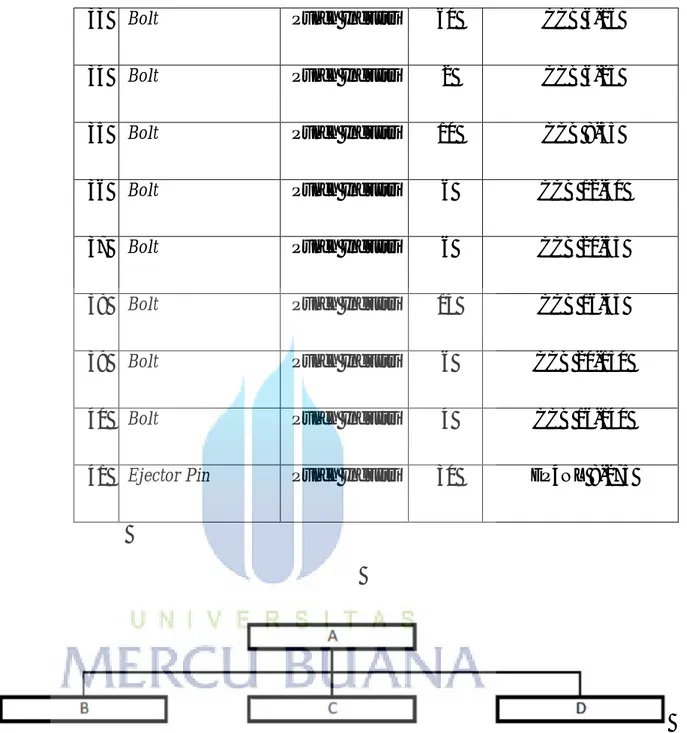
Bill Of Material (BOM) merupakan rangkaian struktur semua komponen yang digunakan untuk memproduksi barang jadi sesuai dengan MPS, yang memuat banyaknya bahan dan sub-sub bahan untuk merancang produk utama. Secara umum Bill Of Material
(BOM) dari bahan mould adalah sama, perbedaannya adalah pada jumlah bahan dan ukuran material yang dibutuhan dalam pembuatan tiap mould. Berikut adalah tabel bahan baku untuk setiap mould.
Tabel 4.4. Bahan Baku Mould No. Jenis Bahan Baku Jumlah Item
A Mould 2
B Material Terlampir
C Part Proses Terlampir
D Part Standar Terlampir
Berikut adalah detail kebutuhan bahan baku per-mold Mold 1:
Material
Tabel 4.5. Material Mould 1
No Nama Part Material Jumlah Specifikasi
1 Upper Plate S50C 1 590x550x35 2 Seatle Block HPM7 1 460x550x190 3 Moving Block PCM30 1 460x550x190 4 Insert Core 1 HPM7 2 230x140x200 5 Insert Core 2 HPM7 1 95x50x55 6 Support Plate S50C 1 460x550x55 7 Spacer Block S50C 2 73x550x25 8 Ejector Holder Plate S50C 1 310x550x25 9 Ejector Backing S50C 1 310x550x30
Plate
10 Lower Block S50C 1 590x550x35
11 Sprue Bushing QDA61 1 Ø50x125
12 Locating Ring S50C 1 Ø120x24
13 Ejector Block 1 HPM7 2 126x50x85
14 Ejector Block 2 HPM7 2 114x55x103
15 Ejector Block 3 HPM7 1 120x52x98
16 Guide Bush Spacer S50C 4 Ø60x45
17 Guide Pin Spacer S50C 4 Ø45x440
18 Lifting Core S50C 4 36x26x30
19 Setting Plate QKS3 6 100x50x15
20 Support Pillar S50C 8 Ø50x95
21 Cover Acrilic 1 418x95x5
22 Buffle Board Brass 1 18x880x2
Part Proses
Tabel 4.6. Part Proses Mould 1
No. Nama Part Material Jumlah Specifikasi
1 Ejector Rectangular Punch Industri 5 ERHS 12-7,0-9,5-240-N150-T4 2 Shaft Ejector Block 1 Mizumi 4 SFNA 13-155-20-P10-M8-N8-LKC 3 Shaft Ejector Block 2 Mizumi 4 SFNA 13-195-20-P10-M8-N8-LKC 4 Shaft Ejector Block 3 Mizumi 2 SFNA 13-235-20-P10-M8-N8-LKC 5 Runner Puller Punch Industri 1 EP4NL 10-240 Part Standar
Tabel 4.7. Part Standar Mould 1
No. Nama Part Material Jumlah Specifikasi
1 Guide Bush Punch Industri 4 GGBHE 40-100
2 Guide Pin Punch Industri 4 GGPJL 40-180-N50
4 Ejector Guide Pin Punch Industri 4 EEGHC 30-95
5 Return Pin Punch Industri 4 RRP8TL 30-250
6 Coil Spring Mizumi 4 SSWF 60-100
7 Oil Free Bushing Mizumi 10 MPFZ 13-25
8 Counter Mizumi 1 CVPL
9 Screw Plug Punch Industri 20 MMSWT 3
10 Screw Plug Punch Industri 22 MMSWT 4
11 Cooling Joint Mizumi 8 JEMM 33
12 Couple Cupla 8 3P
13 Shaft Mizumi 2 SFJT 16-145-M8
14 Oring Punch Industri 12 OORP24
15 Dowel Pin Punch Industri 10 MMSTH 5-20
16 Dowel Pin Punch Industri 4 MMSTH 12-40
17 Dowel Pin Punch Industri 4 MMSTH 13-45
18 Dowel Pin Punch Industri 2 MMSTH 5-30
19 Eye Bolt Punch Industri 4 CCHI 24
21 Bolt Punch Industri 2 CCB 5-12
22 Bolt Punch Industri 4 CCB 6-12
23 Bolt Punch Industri 24 CCB 6-16
24 Bolt Punch Industri 2 CCB 6-30
25 Bolt Punch Industri 4 CCB 6-40
26 Bolt Punch Industri 10 CCB 6-45
27 Bolt Punch Industri 16 CCB 8-20
28 Bolt Punch Industri 18 CCB 10-60
29 Bolt Punch Industri 6 CCB 12-40
30 Bolt Punch Industri 4 CCB 16-45
31 Bolt Punch Industri 6 CCB 16-65
32 Bolt Punch Industri 2 CCB 16-190
Mold 2 :
Material
Tabel 4.8. Material Mould 2
No Nama Part Material Jumlah Specifikasi
2 Seatle Block KPM30 1 600x600x165
3 Moving Block PCM30 1 600x600x220
4 Spacer Block S50C 2 600x100x100
5 Ejector Holder Plate S50C 1 600x390x25
6 Ejector Backing Plate S50C 1 600x390x30
7 Lower Block S50C 1 700x600x35
8 Sprue Bushing QDA 61 1 Ø50x90
9 Locating Ring S50C 1 Ø120x24 10 Insert Cavity KPM 30 1 77x265x80 11 Setting Plate QKS 3 1 170x330x15 12 Slider PX4 2 68x100x60 13 Locking Block QKS 3 2 60x95x85 14 Guide Rail QKS 3 4 25x80x15 15 Base Plate QKS 3 2 68x108x10 16 Bush SKS 3 4 Ø30x100 17 Washer SKS 3 4 Ø40x10 18 Support Pillar S50C 10 Ø70x100
19 Holder Plate S50C 1 70x72x12
20 Buffle Board Brass 1 44x350x2
21 Holder LS S50C 1 70x20x40
22 Stopper LS S50C 1 20x45x42
23 Mold Lock S50C 2 70x20x10
Part Proses
Tabel 4.9. Part Proses Mould 2
No. Nama Part Material Jumlah Specifikasi
1 Cavity Pin 1 Punch Industri 2 EP4NL 5-73
2 Cavity Pin 2 Punch Industri 2 EP4NL 6-87
3 Core Pin 1 Punch Industri 2 EP4NL 5-192
4 Core Pin 2 Punch Industri 2 EP4NL 4-173
5 Core Pin 3 Punch Industri 2 EP4NL 5-170
6 Insert Slider Punch Industri 4 EP4NL 6-63
Part Standar
Tabel 4.10. Part Standar Mould 2
No. Nama Part Material Jumlah Specifikasi
1 Guide Bush Punch Industri 4 GGBHE 50-90
2 Guide Pin Punch Industri 4 GGPJL 50-270-N50
3 Ejector Guide Bush Punch Industri 4 EEGBH 35-25
4 Ejector Guide Pin Punch Industri 4 EEGHC 35-125
5 Return Pin Punch Industri 4 RRP8TL 30-165
6 Coil Spring Punch Industri 4 SSWF 60-100
7 Counter Mizumi 1 CVPL
8 Limit Switch Omron 1 Z-15GQ-B
9 Bolt Punch Industri 4 CCB 4-25
10 Bolt Punch Industri 1 CCB 6-30
11 Bolt Punch Industri 2 CCB 6-45
12 Bolt Punch Industri 1 CCB 8-16
13 Bolt Punch Industri 1 CCB 8-30
14 Nut - 2 M6
16 Screw Plug Punch Industri 20 MMSWT 6
17 O Ring Punch Industri 4 OORP20
18 Cooling Joint Mizumi 8 JEMM 33
19 Couple Cupla 8 3P
20 Angular Pin Punch Industri 2 AAP16-122,5-N30-A11
21 Screw Plug Punch Industri 4 MMSW 12
22 Screw Plug Punch Industri 4 MMSWPN 12-15
23 Coil Spring Punch Industri 2 SSWF 18-40
24 Bolt Punch Industri 8 CCB 6-12
25 Bolt Punch Industri 2 CCB 8-20
26 Bolt Punch Industri 12 CCB 8-25
27 Bolt Punch Industri 4 CCB 8-40
28 Bolt Punch Industri 4 CCB 8-90
29 Shaft Mizumi 2 SFJT 16-155-M8
30 Dowel Pin Punch Industri 2 MMSTH 16-50
31 Eye Bolt Punch Industri 2 CCHI 30
33 Bolt Punch Industri 60 CCB 6-16
34 Bolt Punch Industri 2 CCB 6-25
35 Bolt Punch Industri 10 CCB 8-35
36 Bolt Punch Industri 6 CCB 12-40
37 Bolt Punch Industri 6 CCB 20-55
38 Bolt Punch Industri 14 CCB 16-45
39 Bolt Punch Industri 6 CCB 20-150
40 Bolt Punch Industri 4 CCB 16-140
41 Ejector Pin Punch Industri 30 EP4NL 8-275
4.2.3 LEAD TIME TIAP KOMPONEN
Lead time untuk komponen yang diproduksi dihitung dari mulai proses produksi hingga perakitan sedangkan untuk komponen yang dibeli lead time mencangkup waktu antara diketahui adanya kebutuhan akan sebuah pesanan dan pesanan tersebut tersedia untuk diproduksi.
Lead Time tiap komponen pada pembuatan mould dibedakan menjadi 3 kelompok yaitu material ( bahan baku untuk pembuatan
part ), part proses ( part standar yang diproses mesin lagi ) dan part
standar. Lead time untuk setiap kelompok komponen bahan baku adalah sama. Lead time untuk setiap kelompok komponen bahan baku dapat dilihat pada tabel 4.11.
Tabel 4.11. Lead Time Bahan Baku
No. Jenis Bahan baku Lead Time
A Mould 12 Minggu
B Material 2 Minggu
C Part Proses 3 Minggu
Berikut adalah detail Lead time untuk setiap bahan baku
Mold 1 :
Material
Tabel 4.12. Lead Time Material Mold 1
Periode Nama Part Jumlah Periode Nama Part Jumlah
1 Upper Plate 1 1 Support Plate 1 1 Seatle Block 1 1 Spacer Block 2 1 Moving Block 1 1 Ejector Holder Plate 1 1 Insert Core 1 2 1 Ejector Backing Plate 1 1 Insert Core 2 1 1 Lower Plate 1 Jumlah Periode 1 12
Periode Nama Part Jumlah Periode Nama Part Jumlah
2 Sprue Bushing 1 2 Ejector Block 2 2
2 Locating Ring 1 2 Ejector Block 3 1 2 Ejector Block 1 2 2 Jig Insert Core 1 Jumlah Periode 2 8
Periode Nama Part Jumlah Periode Nama Part Jumlah
3 Guide Bush Spacer 4 3 Support Pillar 8 3 Guide Pin Spacer 4 3 Cover 1
3 Lifting Core 4 3 Buffle Board 1
3 Setting Plate 6
Jumlah Periode 3 28
Part Proses
Tabel 4.13. Lead Time Part Proses Mold 1
Periode Nama Part Jumlah
4 Ejector Rectangular 5
4 Shaft Ejector Block 2 4
4 Shaft Ejector Block 3 2
4 Runner Puller 1
Jumlah Periode 4 16
Part Standar
Tabel 4.14. Lead Time Part Standar Mold 1
Periode Nama Part Jumlah Periode Nama Part Jumlah
5 Guide Bush 4 5 Return Pin 4
5 Guide Pin 4 5 Coil Spring 4
5 Ejector Guide Bush 4 5 Oil Free Bushing 10 5 Ejector Guide Pin 4 5 Counter 1 Jumlah Periode 5 35
Periode Nama Part Jumlah Periode Nama Part Jumlah
6 Screw Plug 20 6
Cooling Joint
8
Jumlah Periode 6 58
Periode Nama Part Jumlah Periode Nama Part Jumlah
7 Shaft 2 7 Bolt 4
7 O Ring 12 7 Bolt 24
7 Dowel Pin 10 7 Bolt 2
7 Dowel Pin 4 7 Bolt 4
7 Dowel Pin 4 7 Bolt 10
7 Dowel Pin 2 7 Bolt 16
7 Eye Bolt 2 7 Bolt 18
7 Bolt 2 7 Bolt 6
7 Bolt 2 7 Bolt 4
7 Bolt 2 7 Bolt 6
Mold 2 :
Material
Tabel 4.15. Lead Time Material Mold 2
Periode Nama Part Jumlah Periode Nama Part Jumlah
1 Upper Plate 1 1 Ejector Holder Plate 1 1 Seatle Block 1 1 Ejector Backing Plate 1 1 Moving Block 1 1 Lower Plate 1 1 Spacer Block 2 Jumlah Periode 1 8
Periode Nama Part Jumlah Periode Nama Part Jumlah
2 Sprue Bushing 1 2 Locking Block 2 2 Locating Ring 1 2 Guide Rail 4
2 Insert Cavity 1 2 Base Plate 2
2 Slider 2 2 Washer 4
Jumlah Periode 2 22
Periode Nama Part Jumlah Periode Nama Part Jumlah
3
Support Pillar
10 3 Holder LS 1
3 Holder Plate 1 3 Stopper LS 1
3 Buffle Board 1 3 Mold Lock 2
Jumlah Periode 3 16
Part Proses
Tabel 4.16. Lead Time Part Proses Mold 2
Periode Nama Part Jumlah
4 Cavity Pin 1 1 4 Cavity Pin 2 1 4 Core Pin 1 1 4 Core Pin 2 1 4 Core Pin 3 1 4 Insert Slider 4
4 Runner Puller 1
Jumlah Periode 4 10
Part Standar
Tabel 4.17. Lead Time Part Standar Mold 2
Periode Nama Part Jumlah Periode Nama Part Jumlah
5 Guide Bush 4 5
Ejector Guide Pin
4
5 Guide Pin 4 5 Return Pin 4
5
Ejector Guide Bush
4 5 Coil Spring 4
Jumlah Periode 5 24
Periode Nama Part Jumlah Periode Nama Part Jumlah
6 Counter 1 6 Bolt 2
6 Limit Switch 1 6 Bolt 1
6 Bolt 4 6 Bolt 1
6 Bolt 1 6 Nut 2
Periode Nama Part Jumlah Periode Nama Part Jumlah
7 Screw Plug 24 7
Cooling Joint
8
7 Screw Plug 20 7 Couple 8
7 Oring 4
Jumlah Periode 7 68
Periode Nama Part Jumlah Periode Nama Part Jumlah
8 Angular Pin 2 8 Bolt 2
8 Screw Plug 4 8 Bolt 12
8 Screw Plug 4 8 Bolt 4
8 Coil Spring 2 8 Bolt 4
8 Bolt 8
Jumlah Periode 8 42
Periode Nama Part Jumlah Periode Nama Part Jumlah
9 Shaft 2 9 Bolt 6
9 Dowel Pin 2 9 Bolt 6
9 Bolt 2 9 Bolt 6
9 Bolt 60 9 Bolt 4
9 Bolt 2 9 Ejector Pin 30
9 Bolt 10
Jumlah Periode 9 146
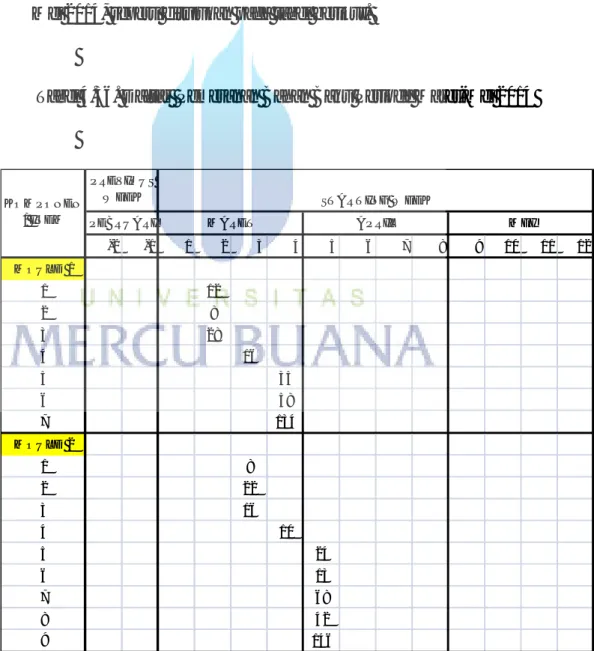
4.2.4 RENCANA KEBUTUHAN MATERIAL KOTOR
Setelah data mengenai master production schedule, daftar kebutuhan barang, catatan persediaan barang dan pembelian, serta
lead time tiap komponen terpenuhi, langkah selanjutnya adalah membuat rencana kebutuhan material kotor. Rencana ini menunjukan kapan sebuah barang harus dipesan dari pemasok atau kapan produksi dari sebuah barang harus dimulai untuk memenuhi permintaan produk pada tanggal tertentu. Pada rencana kebutuhan material kotor diasumsikan tidak ada persediaan ditangan maupun penerimaan pesanan yang akan datang.
Berikut ini disajikan rencana kebutuhan material kotor dari produksi mould pada periode maret-mei 2014.
Tabel 4.18. Rencana Kebutuhan Kotor Mould Periode Maret-Mei 2014 PEB 1 1 2 3 4 5 6 7 8 9 10 11 12 1 RD 12 OD 12 . . 2 RD 8 OD 8 . . 3 RD 28 OD 28 . . 4 RD 16 OD 16 . . . 5 RD 35 OD 35 . . . 6 RD 58 OD 58 . . . 7 RD 134 OD 134 . . . 1 RD 8 OD 8 . . 2 RD 22 OD 22 . . 3 RD 16 OD 16 . . 4 RD 10 OD 10 . . . 5 RD 24 OD 24 . . . 6 RD 13 OD 13 . . . 7 RD 68 OD 68 . . . 8 RD 42 OD 42 . . . 9 RD 146 OD 146 . . . Mould 1 Mould 2
MARET APRIL MEI
Keterangan Tabel :
RD : Required date
OD : Order date
LT : Lead Time
4.2.5 RENCANA KEBUTUHAN BERSIH
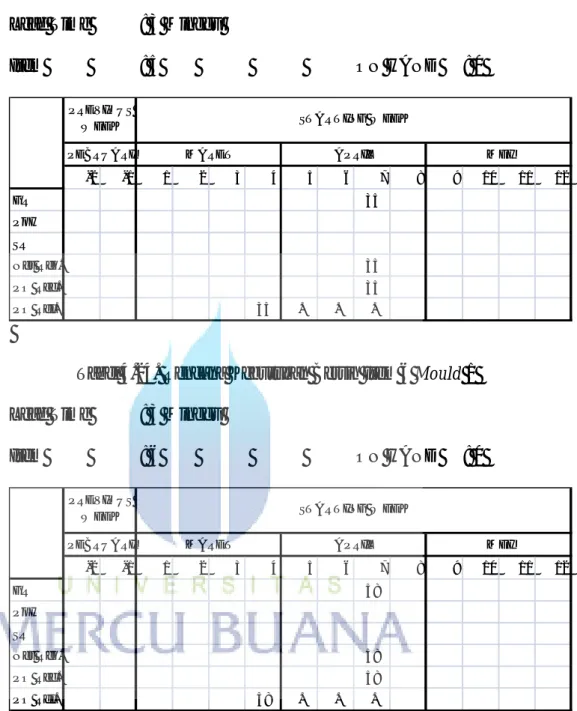
Rencana Kebutuhan Bersih (net requirements plan) dibuat setelah cacatan mengenai persediaan telah tersedia. Catatan tersebut adalah data mengenai persediaan awal bulan, dan data mengenai pemesanan bahan baku yang telah dieksekusi dan data pengirimannya. Sebuah rencana mengenai kebutuhan bersih meliputi kebutuhan kotor, persediaan ditangan, kebutuhan bersih, penerimaan dan pelepasan pesanan yang dijadwalkan untuk setiap barang. Berikut ini adalah tabel rencana kebutuhan bersih.
MOULD 1
Tabel 4.19. Rencana Kebutuhan Bersih Item 1 Mould 1 Lead Time: 2 Minggu
Item : 1 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 12 P oH SR Net Req. 12 P O Rec. 12 P O Rel. 12 . .
PEBRUARI MARET APRIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Tabel 4.20. Rencana Kebutuhan Bersih Item 2 Mould 1 Lead Time : 2 Minggu
Item : 2 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 8 P oH SR Net Req. 8 P O Rec. 8 P O Rel. 8 . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.21. Rencana Kebutuhan Bersih Item 3 Mould 1 Lead Time : 2 Minggu
Item : 3 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 28 P oH SR Net Req. 28 P O Rec. 28 P O Rel. 28 . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.22. Rencana Kebutuhan Bersih Item 4 Mould 1 Lead Time : 3 Minggu
Item : 4 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 16 P oH SR Net Req. 16 P O Rec. 16 P O Rel. 16 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.23. Rencana Kebutuhan Bersih Item 5 Mould 1 Lead Time : 3 Minggu
Item : 5 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 35 P oH SR Net Req. 35 P O Rec. 35 P O Rel. 35 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.24. Rencana Kebutuhan Bersih Item 6 Mould 1 Lead Time : 3 Minggu
Item : 6 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 58 P oH SR Net Req. 58 P O Rec. 58 P O Rel. 58 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.25. Rencana Kebutuhan Bersih Item 7 Mould 1 Lead Time : 3 Minggu
Item : 7 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 134 P oH SR Net Req. 134 P O Rec. 134 P O Rel. 134 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
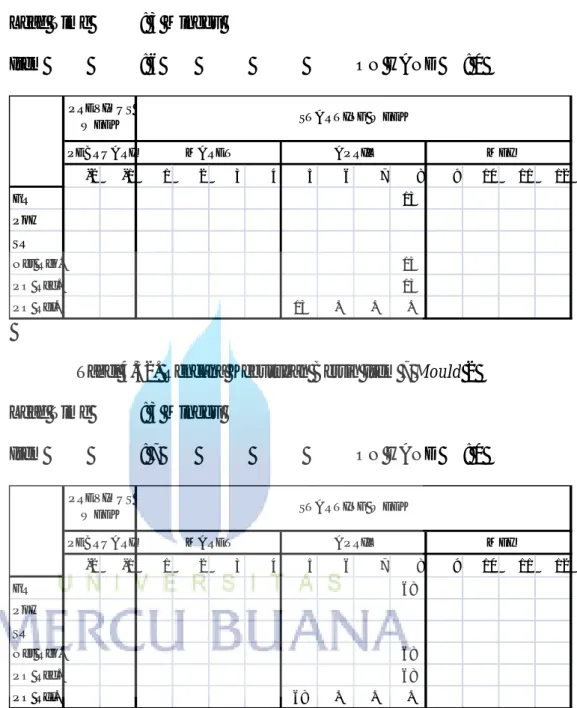
Tabel 4.26. Rencana Kebutuhan Bersih Item 1 Mould 2
MOULD 2
Lead Time : 2 Minggu
Item : 1 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 8 P oH SR Net Req. 8 P O Rec. 8 P O Rel. 8 . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.27. Rencana Kebutuhan Bersih Item 2 Mould 2 Lead Time : 2 Minggu
Item : 2 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 22 P oH SR Net Req. 22 P O Rec. 22 P O Rel. 22 . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.28. Rencana Kebutuhan Bersih Item 3 Mould 2 Lead Time : 2 Minggu
Item : 3 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 16 P oH SR Net Req. 16 P O Rec. 16 P O Rel. 16 . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.29. Rencana Kebutuhan Bersih Item 4 Mould 2 Lead Time : 3 Minggu
Item : 4 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 10 P oH SR Net Req. 10 P O Rec. 10 P O Rel. 10 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.30. Rencana Kebutuhan Bersih Item 5 Mould 2 Lead Time : 3 Minggu
Item : 5 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 24 P oH SR Net Req. 24 P O Rec. 24 P O Rel. 24 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.31. Rencana Kebutuhan Bersih Item 6 Mould 2 Lead Time : 3 Minggu
Item : 6 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 13 P oH SR Net Req. 13 P O Rec. 13 P O Rel. 13 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.32. Rencana Kebutuhan Bersih Item 7 Mould 2 Lead Time : 3 Minggu
Item : 7 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 68 P oH SR Net Req. 68 P O Rec. 68 P O Rel. 68 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Tabel 4.33. Rencana Kebutuhan Bersih Item 8 Mould 2 Lead Time : 3 Minggu
Item : 8 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 42 P oH SR Net Req. 42 P O Rec. 42 P O Rel. 42 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.34. Rencana Kebutuhan Bersih Item 9 Mould 2 Lead Time : 3 Minggu
Item : 9 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 146 P oH SR Net Req. 146 P O Rec. 146 P O Rel. 146 . . .
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Dari perhitungan MRP diatas dapat disusun sebuah daftar rencana kebutuhan komponen untuk mould selama bulan Maret-Mei 2014 sebagaimana dijelaskan oleh tabel berikut.
Tabel 4.35. Kebutuhan Mould Periode Maret-Mei 2014
Item Komponen Kebutuhan Kotor Persediaan Kebutuhan Bersih
A Mould 2 - 2
B Material Terlampir - Terlampir
C Part Proses Terlampir - Terlampir
D Part Standar Terlampir - Terlampir
Dari kebutuhan bersih seperti pada tabel diatas maka ditentukan kapan waktu dan kualitas pembuatan , ataupun pemesanan bahan baku yang akan digunakan untuk memproduksi mould pada periode Maret-Mei 2014, seperti ditujukan pada tabel berikut.
Tabel 4.36. Daftar Pemesanan Bahan Baku Periode Maret-Mei 2014
-2 -1 1 2 3 4 5 6 7 8 9 10 11 12 MOULD 1 1 12 2 8 3 28 4 16 5 35 6 58 7 134 MOULD 2 1 8 2 22 3 16 4 10 5 24 6 13 7 68 8 42 9 146 KOMPONEN
/ IT EM PEBRUARI MARET AP RIL MEI ST ART ING WEEK
P REVIOUS WEEK
Dari Daftar kebutuhan diatas maka dapat disusun sebuah daftar rencana kebutuhan komponen material seperti berikut :
Tabel 4.37. Daftar Kebutuhan Bahan Baku Periode Maret-Mei 2014
Item
Mold 1 Mold 2
Periode Nama Jumlah Periode Nama Jumlah
1 4 Material 1 12 5 Material 1 8
2 4 Material 2 8 5 Material 2 22
3 4 Material 3 28 5 Material 3 16
4 6 Part Proses 1 16 7 Part Proses 1 10
5 7 Part Standar 1 35 8 Part Standar 1 24
6 7 Part Standar 2 58 8 Part Standar 2 13
7 7 Part Standar 3 134 8 Part Standar 3 68
8 8 Part Standar 4 42
4.2.6 MENENTUKAN LOT LIZING ( JUMLAH PESANAN )
Perhitungan Lot Lizing bermanfaat untuk menentukan jumlah dan kapan dilaksanakannya produksi dengan biaya yang minimal, perhitungan ini berdasarkan pada kebutuhan bersih atau net requirement, ada beberapa alternatif untuk menentukan lot lizing ini dan alternatif itu dipilih berdasarkan jumlah biaya total terendah yang dikeluarkan perusahaan untuk melakukan produksi selama 3 bulan yaitu Maret, April, Mei 2014. Penentuan lot lizing ini bisa merubah jadwal produksi utama.
Biaya pemesanan/ holding cost telah ditetapkan oleh perusahaan sebesar Rp. 225.000,00 dan biaya simpan untuk material adalah Rp. 25.000,00 per part/ minggu.
Dalam penelitian ini akan ditetapkan 4 metode penentuan lot lizing, yaitu: LFL, EOQ, POQ, dan FOQ
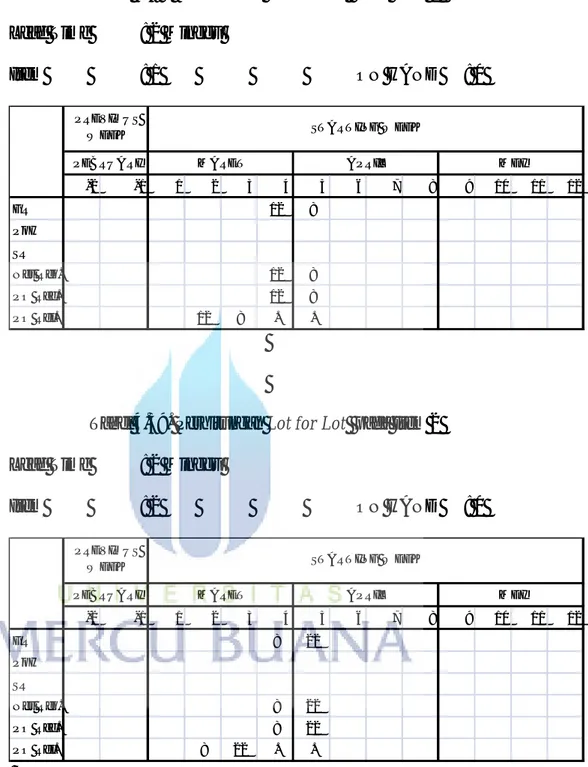
a. Metode Lot for Lot
Teknik ini pemenuhan kebutuhan dilakukan disetiap periode, besar ukuran pemesanan adalah sama dengan kebutuhan bersih pada periode yang bersangkutan.
Dalam metode ini produksi disesuaikan dengan yang diperlukan saja, jumlah persediaan diusahakan seminimal mungkin atau bahkan tidak ada persediaan sehingga biaya yang timbul adalah biaya pemesanan saja
Tabel 4.38. Perhitungan Lot for Lot pada Item 1 Lead Time : 2 Minggu
Item : 1 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 12 8 P oH SR Net Req. 12 8 P O Rec. 12 8 P O Rel. 12 8 . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.39. Perhitungan Lot for Lot pada Item 2 Lead Time : 2 Minggu
Item : 2 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 8 22 P oH SR Net Req. 8 22 P O Rec. 8 22 P O Rel. 8 22 . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.40. Perhitungan Lot for Lot pada Item 3 Lead Time : 2 Minggu
Item : 3 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 28 16 P oH SR Net Req. 28 16 P O Rec. 28 16 P O Rel. 28 16 . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.41. Perhitungan Lot for Lot pada Item 4 Lead Time : 3 Minggu
Item : 4 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 16 10 P oH SR Net Req. 16 10 P O Rec. 16 10 P O Rel. 16 10 . . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.42. Perhitungan Lot for Lot pada Item 5 Lead Time : 3 Minggu
Item : 5 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 35 24 P oH SR Net Req. 35 24 P O Rec. 35 24 P O Rel. 35 24 . . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.43. Perhitungan Lot for Lot pada Item 6 Lead Time : 3 Minggu
Item : 6 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 58 13 P oH SR Net Req. 58 13 P O Rec. 58 13 P O Rel. 58 13 . . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.44. Perhitungan Lot for Lot pada Item 7 Lead Time : 3 Minggu
Item : 7 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 134 68 P oH SR Net Req. 138 68 P O Rec. 138 68 P O Rel. 134 68 . . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.45. Perhitungan Lot for Lot pada Item 8 Lead Time : 3 Minggu
Item : 8 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 42 P oH SR Net Req. 42 P O Rec. 42 P O Rel. 42 . . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Tabel 4.46. Perhitungan Lot for Lot pada Item 9 Lead Time : 3 Minggu
Item : 9 ON HAND : 0 -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 146 P oH SR Net Req. 146 P O Rec. 146 P O Rel. 146 . . .
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Berdasarkan tabel diatas, jumlah biaya total yang dikeluarkan adalah :
TC = 5 x 225.000,00 =1.125.000,00
Jadi total biaya yang dikeluarkan perusahaan untuk memproduksi mould pada periode maret-mei 2014 dengan menggunakan metode lot for lot adalah Rp. 1.125.000,00
Jika diketahui kebutuhan bersifat kontinyu (tiap bulan terjadi 4 permintaan produk mould / 2 mould tiap 2 minggu) maka total biaya yang dikeluarkan oleh perusahaan adalah : Rp. 1.125.000,00 x 6 (6x order) = Rp.6.750.000,00
b. Metode EOQ
Dalam Metode ini produksi untuk setiap periode atau minggu dianggap konstan, tanpa memperhatikan jumlah kebutuhan perusahaan, selain menimbulkan biaya pemesanan dan biaya penyimpanan, biaya kekurangan bahan dan produk juga dapat terjadi. Teknik EOQ ini didasarkan bahwa kebutuhan bersifat continue terhadap pola permintaan yang stabil. Rumus dari metode EOQ adalah
Q = Error! Reference source not found.
Dimana:
Q : Kualitas Pemesanan Ekonomis D : Demand rata-rata per periode A : Ongkos Pesan
H : Ongkos Simpan
Dalam hal ini dapat dihitung tabel kebutuhan continue produk mould jika diketahui permintaan continue (tiap bulan terjadi 4 permintaan produk mould / 2 mould tiap 2 minggu)
Tabel 4.47. Tabel Kebutuhan Bahan Baku Kontinyu Item Periode 1 2 3 4 5 6 7 8 9 10 11 12 1 12 8 12 8 12 8 12 8 12 2 8 22 8 22 8 22 8 22 8 3 28 16 28 16 28 16 28 16 28 4 16 10 16 10 16 10 16 5 35 24 35 24 35 24 6 58 13 58 13 58 13 7 134 68 134 68 134 68 8 0 42 0 42 0 42 9 0 146 0 146 0 146
Perhitungan EOQ untuk produk mould adalah sebagai berikut.
Q =
Q = 36
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 136 = 3.400.000 Order Cost = 225.000 x 3 =675.000 Total Biaya = 4.075.000
Tabel 4.48. Perhitungan EOQ pada Item 1 Lead Time : 2 Minggu
Item : 1 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 12 8 12 8 12 8 12 8 12 92 P oH SR 0 24 16 4 32 20 12 0 28 136 Net Req. 12 0 0 4 0 0 0 8 0 24 P O Rec. 36 0 0 36 0 0 0 36 0 108 P O Rel. 36 0 0 36 0 0 0 36 0 . . 108
PEBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 136 = 3.400.000 Order Cost = 225.000 x 4 =900.000 Total Biaya = 4.300.000
Tabel 4.49. Perhitungan EOQ pada Item 2 Lead Time : 2 Minggu
Item : 2 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 8 22 8 22 8 22 8 22 8 128 P oH SR 0 28 6 34 12 4 18 10 24 136 Net Req. 8 0 2 0 0 18 0 12 0 40 P O Rec. 36 0 36 0 0 36 0 36 0 144 P O Rel. 36 0 36 0 0 36 0 36 0 . . 144
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 124 = 3.100.000 Order Cost = 225.000 x 6 =1.350.000 Total Biaya = 4.450.000
Tabel 4.50. Perhitungan EOQ pada Item 3 Lead Time : 2 Minggu
Item : 3 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 28 16 28 16 28 16 28 16 28 204 P oH SR 0 8 28 0 20 28 12 22 6 124 Net Req. 28 8 0 16 8 0 14 0 22 96 P O Rec. 36 36 0 36 36 0 36 0 36 216 P O Rel. 36 36 0 36 36 0 36 0 36 . . 216
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 104 = 2.600.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 3.275.000
Tabel 4.51. Perhitungan EOQ pada Item 4 Lead Time : 3 Minggu
Item : 4 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 16 10 16 10 16 10 16 94 P oH SR 0 20 10 30 20 4 20 104 Net Req. 16 0 6 0 0 6 0 28 P O Rec. 36 0 36 0 0 36 0 108 P O Rel. 36 0 36 0 0 36 0 . . . 108
PEBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 81 = 2.025.000 Order Cost = 225.000 x 5 = 1.125.000 Total Biaya = 3.150.000
Tabel 4.52. Perhitungan EOQ pada Item 5 Lead Time : 3 Minggu
Item : 5 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 35 24 35 24 35 24 177 P oH SR 0 1 13 14 26 27 81 Net Req. 35 23 22 10 9 0 99 P O Rec. 36 36 36 36 36 0 180 P O Rel. 36 36 36 36 36 0 . . . 180
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 48 = 1.200.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 1.875.000
Tabel 4.53. Perhitungan EOQ pada Item 6 Lead Time : 3 Minggu
Item : 6 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 58 13 58 13 58 13 213 P oH SR 0 14 1 15 2 16 48 Net Req. 58 0 57 0 56 0 171 P O Rec. 72 0 72 0 72 0 216 P O Rel. 72 0 72 0 72 0 . . . 216
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 78 = 1.950.000 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 3.300.000
Tabel 4.54. Perhitungan EOQ pada Item 7 Lead Time : 3 Minggu
Item : 7 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 134 68 134 68 134 68 606 P oH SR 0 10 14 24 28 2 78 Net Req. 134 58 120 44 106 66 528 P O Rec. 144 72 144 72 108 72 612 P O Rel. 144 72 144 72 108 72 . . . 612
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 108= 2.700.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 3.375.000
Tabel 4.55. Perhitungan EOQ pada Item 8 Lead Time : 3 Minggu
Item : 8 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 0 42 0 42 0 42 126 P oH SR 0 30 30 24 24 108 Net Req. 42 0 12 0 18 72 P O Rec. 72 0 36 0 36 144 P O Rel. 72 0 36 0 36 . . . 144
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
Order Cost (A) = 225.000 Holding Cost (H) = 25.000 S = 2 EOQ = 36 Holding Cost = 25.000 x 132= 3.300.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 3.975.000
Tabel 4.56. Perhitungan EOQ pada Item 9 Lead Time : 3 Minggu
Item : 9 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 0 146 0 146 0 146 438 P oH SR 0 34 34 32 32 132 Net Req. 146 0 112 0 114 372 P O Rec. 180 0 144 0 144 468 P O Rel. 180 0 144 0 144 . . . 468
P EBRUARI MARET APRIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Total Biaya yang dikeluarkan oleh perusahaan adalah : Rp.31.795.000,00
c. Metode POQ
Teknik POQ ini interval pemesanan ditentukan dengan suatu perhitungan yang didasarkan pada logika EOQ klasik yang telah dimodifikasi sehingga dapat digunakan sebagai permintaan pada periode diskrit. Interval pemesanan ini disebut Economic Order Interval (EOI).
EOI =
x EOQ
Tabel 4.57. Tabel Perhitungan EOI
Item Demand/Tahun EOI
1 240 EOI = x 36 = 1,8 ~2 2 360 EOI = x 36 = 1,2 ~2 3 528 EOI = x 36 = 0,7 ~1 4 312 EOI = x 36 = 1,4 ~2 5 708 EOI = x 36 = 0,6 ~1 6 852 EOI = x 36 = 0,5 ~1
7 2424 EOI = x 36 = 0,2 ~1 8 504 EOI = x 36 = 0,9 ~1 9 1752 EOI = x 36 = 0,3 ~1 EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 2 Holding Cost = 25.000 x 40 =1.000.000 Order Cost = 225.000 x 5 = 1.125.000 Total Biaya = 2.125.000
Tabel 4.58. Perhitungan POQ pada Item 1 Lead Time : 2 Minggu
Item : 1 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 12 8 12 8 12 8 12 8 12 92 P oH SR 8 0 8 0 8 0 8 0 8 40 Net Req. 12 0 12 0 12 0 12 0 12 60 P O Rec. 20 0 20 0 20 0 20 0 20 100 P O Rel. 20 0 20 0 20 0 20 0 20 . . 100
PEBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 2 Holding Cost = 25.000 x 110= 2.750.000 Order Cost = 225.000 x 5 = 1.125.000 Total Biaya = 3.875.000
Tabel 4.59. Perhitungan POQ pada Item 2 Lead Time : 2 Minggu
Item : 2 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 8 22 8 22 8 22 8 22 8 128 P oH SR 22 0 22 0 22 0 22 0 22 110 Net Req. 8 0 8 0 8 0 8 0 8 40 P O Rec. 30 0 30 0 30 0 30 0 30 150 P O Rel. 30 0 30 0 30 0 30 0 30 . . 150
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 1 Holding Cost = 25.000 x 0 = 0 Order Cost = 225.000 x 9 = 2.025.000 Total Biaya = 2.025.000
Tabel 4.60. Perhitungan POQ pada Item 3 Lead Time : 2 Minggu
Item : 3 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 28 16 28 16 28 16 28 16 28 204 P oH SR 0 0 0 0 0 0 0 0 0 0 Net Req. 28 16 28 16 28 16 28 16 28 204 P O Rec. 28 16 28 16 28 16 28 16 28 204 P O Rel. 28 16 28 16 28 16 28 16 28 . . 204
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 2 Holding Cost = 25.000 x 40 = 1.000.000 Order Cost = 225.000 x 4 = 900.000 Total Biaya = 1.900.000
Tabel 4.61. Perhitungan POQ pada Item 4 Lead Time : 3 Minggu
Item : 4 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 16 10 16 10 16 10 16 94 P oH SR 10 0 10 0 10 0 10 40 Net Req. 16 0 16 0 16 0 16 64 P O Rec. 26 0 26 0 26 0 26 104 P O Rel. 26 0 26 0 26 0 26 . . . 104
PEBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 1 Holding Cost = 25.000 x 0 = 0 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 1.350.000
Tabel 4.62. Perhitungan POQ pada Item 5 Lead Time : 3 Minggu
Item : 5 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 35 24 35 24 35 24 177 P oH SR 0 0 0 0 0 0 0 Net Req. 35 24 35 24 35 24 177 P O Rec. 35 24 35 24 35 24 177 P O Rel. 35 24 35 24 35 24 . . . 177
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK PREVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 1 Holding Cost = 25.000 x 0 = 0 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 1.350.000
Tabel 4.63. Perhitungan POQ pada Item 6 Lead Time : 3 Minggu
Item : 6 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 58 13 58 13 58 13 213 P oH SR 0 0 0 0 0 0 0 Net Req. 58 13 58 13 58 13 213 P O Rec. 58 13 58 13 58 13 213 P O Rel. 58 13 58 13 58 13 . . . 213
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 1 Holding Cost = 25.000 x 0 = 0 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 1.350.000
Tabel 4.64. Perhitungan POQ pada Item 7 Lead Time : 3 Minggu
Item : 7 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 134 68 134 68 134 68 606 P oH SR 0 0 0 0 0 0 0 Net Req. 134 68 134 68 134 68 606 P O Rec. 134 68 134 68 134 68 606 P O Rel. 134 68 134 68 134 68 . . . 606
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 1 Holding Cost = 25.000 x 0 = 0 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 675.000
Tabel 4.65. Perhitungan POQ pada Item 8 Lead Time : 3 Minggu
Item : 8 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 0 42 0 42 0 42 126 P oH SR 0 0 0 0 0 0 0 Net Req. 42 0 42 0 42 126 P O Rec. 42 0 42 0 42 126 P O Rel. 42 0 42 0 42 . . . 126
P EBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
EOQ = 36 Frekuensi Pesan = 24 Interval Pesan = 1 Holding Cost = 25.000 x 0 = 0 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 675.000
Tabel 4.66. Perhitungan POQ pada Item 9 Lead Time : 3 Minggu
Item : 9 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 0 146 0 146 0 146 438 P oH SR 0 0 0 0 0 0 0 Net Req. 146 0 146 0 146 438 P O Rec. 146 0 146 0 146 438 P O Rel. 146 0 146 0 146 . . . 438
P EBRUARI MARET APRIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Dari perhitungan POQ diatas, maka dapat dihitung total biaya yang dikeluarkan oleh perusahaan adalah : Rp.15.325.000,00
Dalam penelitian ini untuk metode FOQ diambil dari intuisi dengan mempertimbangkan permintaan rata-rata per-minggu sehingga diperoleh jumlah optimal untuk ditetapkan sebagai ukuran lot pemesanan.
Permintaan rata-rata per-bulan :
Tabel 4.68. Tabel Permintaan rata-rata per-bulan Item Demand/Bulan 1 11 2 14 3 23 4 14 5 30 6 36 7 102 8 22 9 74
Holding Cost = 25.000 x 39 = 975.000 Order Cost = 225.000 x 8 = 1.800.000 Total Biaya = 2.725.000
Tabel 4.68. Perhitungan FOQ pada Item 1 Lead Time : 2 Minggu
Item : 1 ON HAND : 0 T ot al -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 12 8 12 8 12 8 12 8 12 92 P oH SR 0 10 2 1 4 3 6 5 8 39 Net Req. 12 8 10 7 8 5 6 3 4 63 P O Rec. 22 0 11 11 11 11 11 11 11 99 P O Rel. 22 0 11 11 11 11 11 11 11 . . 99
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Holding Cost = 25.000 x 48 = 1.200.000 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 2.550.000
Tabel 4.69. Perhitungan FOQ pada Item 2 Lead Time : 2 Minggu
Item : 2 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 8 22 8 22 8 22 8 22 8 128 P oH SR 0 6 12 4 10 2 8 0 6 48 Net Req. 8 16 8 18 8 20 8 22 2 110 P O Rec. 14 28 0 28 0 28 0 28 14 140 P O Rel. 14 28 0 28 0 28 0 28 14 . . 140
PEBRUARI MARET APRIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Holding Cost = 25.000 x 81 = 2.025.000 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 3.375.000
Tabel 4.70. Perhitungan FOQ pada Item 3 Lead Time : 2 Minggu
T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 28 16 28 16 28 16 28 16 28 204 P oH SR 0 18 2 20 4 22 6 1 8 81 Net Req. 28 16 26 16 24 16 22 15 20 193 P O Rec. 46 0 46 0 46 0 23 23 23 207 P O Rel. 46 0 46 0 46 0 23 23 23 . . 207
PEBRUARI MARET APRIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Holding Cost = 25.000 x 26 = 650.000 Order Cost = 225.000 x 6 = 1.350.000 Total Biaya = 2.000.000
Tabel 4.71. Perhitungan FOQ pada Item 4 Lead Time : 3 Minggu
Item : 4 ON HAND : 0 T ot al -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 16 10 16 10 16 10 16 94 P oH SR 0 12 2 0 4 2 6 26 Net Req. 16 10 14 10 12 8 10 80 P O Rec. 28 0 14 14 14 14 14 98 P O Rel. 28 0 14 14 14 14 14 . . . 98
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Holding Cost = 25.000 x 81 = 2.025.000 Order Cost = 225.000 x 3 = 675.000
Total Biaya = 2.700.000
Tabel 4.72. Perhitungan FOQ pada Item 5 Lead Time : 3 Minggu
Item : 5 ON HAND : 0 T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 35 24 35 24 35 24 177 P oH SR 0 25 1 26 2 27 81 Net Req. 35 24 34 24 33 24 174 P O Rec. 60 0 60 0 60 0 180 P O Rel. 60 0 60 0 60 0 . . . 180
PEBRUARI MARET APRIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Holding Cost = 25.000 x 48 = 1.200.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 1.875.000
Tabel 4.73. Perhitungan FOQ pada Item 6 Lead Time : 3 Minggu
T otal -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 58 13 58 13 58 13 213 P oH SR 0 14 1 15 2 16 48 Net Req. 58 13 57 13 56 13 210 P O Rec. 72 0 72 0 72 0 216 P O Rel. 72 0 72 0 72 0 . . . 216
PEBRUARI MARET AP RIL MEI
ST ART ING WEEK P REVIOUS
WEEK
Holding Cost = 25.000 x 222 = 5.550.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 6.225.000
Tabel 4.74. Perhitungan FOQ pada Item 7 Lead Time : 3 Minggu
Item : 7 ON HAND : 0 T ot al -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 134 68 134 68 134 68 606 P oH SR 0 70 2 72 4 74 222 Net Req. 134 68 132 68 130 68 600 P O Rec. 204 0 204 0 204 0 612 P O Rel. 204 0 204 0 204 0 . . . 612
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Holding Cost = 25.000 x 12 = 300.000 Order Cost = 225.000 x 3 = 675.000
Total Biaya = 975.000
Tabel 4.75. Perhitungan FOQ pada Item 8 Lead Time : 3 Minggu
Item : 8 ON HAND : 0 T ot al -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 0 42 0 42 0 42 126 P oH SR 0 2 2 4 4 12 Net Req. 42 0 40 0 38 120 P O Rec. 44 0 44 0 44 132 P O Rel. 44 0 44 0 44 . . . 132
P EBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Holding Cost = 25.000 x 12 = 300.000 Order Cost = 225.000 x 3 = 675.000 Total Biaya = 975.000
Tabel 4.76. Perhitungan FOQ pada Item 9 Lead Time : 3 Minggu
T ot al -2 -1 1 2 3 4 5 6 7 8 9 10 11 12 GR 0 146 0 146 0 146 438 P oH SR 0 2 2 4 4 12 Net Req. 146 0 144 0 142 432 P O Rec. 148 0 148 0 148 444 P O Rel. 148 0 148 0 148 . . . 444
PEBRUARI MARET APRIL MEI
ST ART ING WEEK PREVIOUS
WEEK
Dari perhitungan FOQ diatas, maka dapat dihitung total biaya yang dikeluarkan oleh perusahaan adalah : Rp.23.400.000,00