4.1. Model Perumusan Masalah dan Pengambilan Keputusan
Metodologi pemecahan masalah merupakan tahap menggambarkan jalannya proses penelitian atau pemecahan masalah yang dilakukan selama penelitian berlangsung.Flowchart-nya adalah sebagai berikut :
Diagram 4.1. Flowchart Metodologi Pemecahan Masalah
4.1.1. Studi Pendahuluan
Studi pendahuluan merupakan tahap awal dalam penelitian, yang dilakukan dengan tujuan untuk mendapatkan informasi mengenai kondisi pabrik, proses produksi yang berlangsung, dan mengetahui masalah-masalah yang dihadapi oleh perusahaan. Penelitian pendahuluan dilakukan dengan cara wawancara dengan pihak- pihak yang terkait dari perusahaan, brainstorming dengan pihak manajemen perusahaan dan melakukan pengamatan langsung di lapangan.
4.1.2. Merumuskan Masalah
Setelah melakukan penelitian pendahuluan di PT. DNP Indonesia, diketahui bahwa permasalahan yang dihadapinya adalah masih banyak terjadinya cacat dalam memproses plastik kemasan berupa Pin Hole, Moire, Botak, Tidak Register, Bergaris, Tinta Nutup, Cemong, Cacat dalam.
Perusahaan mempunyai target untuk menghasilkan plastik kemasan tanpa cacat karena kegunaan produk tersebut berhubungan dengan produk konsumen yang akan di kemas, sehingga jika produk tidak sesuai dengan spesifikasi yang telah ditentukan pelanggan maka saat digunakan akan menimbulkan akibat yang tidak diinginkan seperti kebocoran dan hal ini sangat berbahaya. Selain itu, setiap produk yang cacat akan dibuang perusahaan karena tidak dapat didaur ulang menjadi bahan baku, namun hal ini akan menimbulkan biaya penghancuran yang menyebabkan bertambahnya biaya yang dikeluarkan pada proses produksi mesin gravure sehingga akan mengurangi tingkat keuntungan perusahaan.
4.1.3. Studi Pustaka
Studi pustaka dilakukan dengan mempelajari buku-buku, artikel, jurnal, dan referensi-referensi yang berkaitan dengan masalah yang dihadapi perusahaan. Tujuan melakukan studi pustaka adalah untuk dapat memahami konsep-konsep dasar dan memperoleh teori-teori yang cukup dan dapat digunakan dalam melakukan penelitian selanjutnya sehingga dapat memecahkan masalah.
4.1.4. Tujuan Penelitian
Setelah merumuskan masalah maka langkah selanjutnya adalah menetapkan tujuan penelitian. Penetapan ini penting karena dari langkah ini dapat direncanakan target apa yang akan dicapai. Adapun tujuan penelitian yang hendak dicapai dalam penulisan ini adalah sebagai berikut :
• Mengidentifikasi faktor-faktor yang berpengaruh dalam kualitas plastik kemasan.
• Memberikan usulan perbaikan guna mengurangi produk yang cacat dan meminimasi penyimpangan nilai target performance plastik kemasan, dengan mendapatkan setting parameter yang optimal pada mesin gravure tipe GR-501.
• Untuk mengetahui penghematan biaya produksi plastik kemasan.
• Untuk merancang sistem informasi yang diharapkan dapat membantu perusahaan dalam mendapatkan setting parameter yang optimal pada mesin gravure.
4.1.5. Pengumpulan Data
Data-data yang dikumpulkan pada pengumpulan data ini adalah data umum perusahaan dan data produksi perusahaan. Pengumpulan data dilakukan dengan dua cara, yaitu dengan menggunakan metode pengamatan langsung di lapangan dan mengumpulkan data historis perusahaan. Data-data umum perusahaan yang dikumpulkan adalah :
• Latar belakang perusahaan dan perkembangannya
• Struktur organisasi dan manajemen perusahaan
• Jumlah tenaga kerja, sistem kerja perusahaan, dan sistem penggajiannya
• Dasar pemilihan produk
• Maintenance
• Mesin, peralatan dan material yang digunakan
• Alur dan proses produksi
• Kondisi dan lingkungan tempat kerja
• Sistem kendali mutu.
Data-data produksi perusahaan yang dikumpulkan adalah :
• Data historis produk cacat perusahaan untuk plastik kemasan bulan Januari 2006 sampai dengan bulan Desember 2006.
• Data mengenai faktor-faktor atau parameter penyetingan mesin gravure tipe GR-501 yang digunakan untuk produksi plastik kemasan.
• Data Pengukuran plastik kemasan sebelum dan sesudah percobaan Taguchi.
• Data mengenai jumlah dan jenis cacat plastik kemasan sebelum dan sesudah percobaan Taguchi.
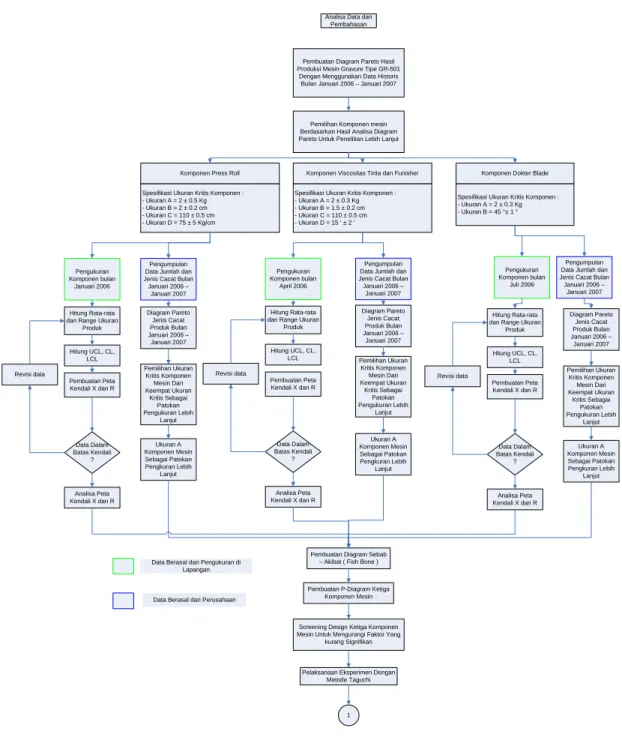
4.1.6. Analisa Data dan Pembahasan
Analisa data dan pembahasan yang dilakukan, berguna untuk mendapatkan pemecahan masalah-masalah yang dihadapi oleh perusahaan. Langkah-langkah pembahasan masalah yang dilakukan adalah sebagai berikut :
1. Pembuatan diagram pareto bagian mesin gravure berdasarkan data historis perusahaan bulan Januari 2006-Desember 2006 dimana dilihat berdasarkan jumlah cacat produk.
2. Pemilihan bagian mesin gravure untuk penelitian lebih lanjut berdasarkan hasil analisa diagram Pareto dimana bagian yang dipilih adalah Press Roll, Silinder Cetak, Doctor Blade, Viscositas Tinta.
3. Perhitungan peta kendali rata-rata dan range sebelum percobaan Taguchi dengan menggunakan data pengukuran yang diukur langsung oleh peneliti di lapangan, untuk semua ukuran yang kritis. Apabila pada peta kendali terdapat data yang belum in control, maka akan dilanjutkan dengan melakukan revisi pada peta kendali yang masih out of control sampai seluruh prosesnya in control. Setelah itu dilakukan analisis peta kendali.
4. Pembuatan diagram Pareto jumlah dan jenis cacat bulan Januari 2006 sampai Desember 2006 dengan menggunakan data yang dicatat oleh perusahaan.
Tujuannya adalah untuk mencari patokan ukuran kritis produk berdasarkan jumlah cacat terbesar dimana ukuran ini yang akan digunakan untuk pengukuran selanjutnya.
5. Pembuatan diagram sebab-akibat untuk untuk mengetahui faktor-faktor utama penyebab kecacatan yang terjadi pada produk.
6. Pembuatan P-diagram keempat bagian mesin gravure untuk mentransformasikan sistem nyata menjadi fungsi matematis sehingga pemecahan masalah lebih terarah dan jelas, serta memudahkan pemisahan faktor-faktor signal, responses, faktor terkontrol dan tidak terkontrol.
7. Melakukan percobaan Taguchi
Masalah yang menjadi dasar dalam melakukan eksperimen dengan metode Taguchi adalah meningkatkan kualitas proses mesin gravure pada karakteristik statis. Selain itu, juga melibatkan faktor tidak terkontrol dengan harapan pengaruh faktor tidak terkontrol terhadap karakteristik kualitas dapat diperkecil melalui eksperimen yang dijalankan. Langkah-langkah dalam melakukan eksperimen adalah sebagai berikut :
a. Penentuan variabel tak bebas
Variabel tak bebas dari penelitian ini adalah jumlah produk cacat, sehingga karakteristik kualitas yang dipilih dari percobaan ini adalah smalll is the best karena ukuran yang hendak dicapai sebaiknya lebih kecil.
b. Penentuan variabel bebas dan pembuatan P-diagram baru
Variabel bebas yang digunakan adalah faktor-faktor yang berpengaruh pada proses pencetakan produk dengan penghitungan terdapat pada komponen mesin press roll, vicositas tinta, furnisher dan dokter blade pada mesin gravure tipr GR-501. Pemisahan antar faktor digambarkan dengan P-diagram baru (setelah screening design) sehingga terlihat dengan jelas faktor-faktor yang berpengaruh signifikan.
c. Penentuan jumlah level dan nilai tiap faktor
Jumlah level yang digunakan pada penelitian ini adalah dua level untuk tiap faktor. Jumlah level tersebut merupakan hasil brainstorming dengan pihak perusahaan yang terkait dengan kebijaksanaan perusahaan.
d. Identifikasi kemungkinan berinteraksinya antar faktor
Identifikasi adanya interaksi antar faktor diperoleh berdasarkan hasil wawancara dengan perusahaan khususnya dengan manager produksi dan asisten manager maintenance.
e. Perhitungan derajat kebebasan
Perhitungan derajat kebebasan dilakukan untuk mengetahui jumlah percobaan minimum yang harus dilakukan dimana setiap percobaan memiliki kombinasi level dari faktor yang berbeda-beda. Derajat kebebasan ini tergantung dari banyaknya faktor dan banyaknya level tiap faktor.
f. Pemilihan Orthogonal Array (OA) yang sesuai
Orthogonal Array ditentukan berdasarkan jumlah dof dari perhitungan
sebelumnya.
g. Penempatan faktor dan interaksi pada Orthogonal Array (OA)
Penugasan faktor dan interaksi pada orthogonal array dapat dilakukan dengan bantuan grafik linier atau tabel triangular.
h. Persiapan dan pelaksanaan percobaan Taguchi
Persiapan percobaan Taguchi dilakukan dengan melakukan pengacakan (randomisasi) terhadap urutan pelaksanaan percobaan dimana setiap percobaan dilakukan replikasi sesuai dengan komponen mesin yang digunakan yakni komponen yang saat dijalankan dilakukan dua kali replikasi sehingga total replikasi adalah dua.
i. Perhitungan hasil simulasi (Signal to Noise Ratio)
Setelah diperoleh hasil pengukuran dari masing-masing trial maka dicari nilai SNR-nya.
j. Perhitungan main effect factor dan pembuatan responses graph
Tujuannya adalah untuk melihat besarnya pengaruh faktor utama dari tiap level faktornya sehingga dapat dilakukan analisa untuk menentukan faktor- faktor yang berpengaruh signifikan dari tiap level faktor utama.
k. Pemilihan level terbaik
Pemilihan level yang optimal dilakukan dengan two optimization step yakni dengan menyesuaikan mean terhadap target dan akan dilakukan penyesuaian faktor untuk mendekati mean pada target tanpa merubah SNR dari tiap faktor
utama sehingga akan didapatkan level-level dari tiap faktor yang paling optimal.
k. Pelaksanaan percobaan konfirmasi
Percobaan konfirmasi yang dilakukan dengan menggunakan level-level yang optimum yang telah didapatkan berdasarkan percobaan Taguchi. Percobaan yang dilaksanakan bertujuan untuk mengetahui apakah terjadi perbaikan kualitas yang cukup signifikan antara sebelum dan sesudah percobaan Taguchi. Hasil percobaan konfirmasi tidak dicatat karena perusahaan memberikan dua kali percobaan untuk melihat hasil usulan penyetingan, jika produk yang dihasilkan tidak cacat maka langsung digunakan penyetingan tersebut. Hasil konfirmasi menunjukkan hasil yang bagus sehingga langsung diimplementasikan.
l. Perbandingan sistem sebelum dan sesudah percobaan Taguchi
Setelah dilakukan tahap implementasi maka dilakukan pembuatan peta kendali hasil implementasi untuk membandingkan hasil sebelum dan sesudah percobaan Taguchi. Selain itu juga dikumpulkan data jumlah dan jenis cacat masing-masing produk untuk melihat hasil perbandingan antara sebelum dan sesudah percobaan Taguchi.
m. Perhitungan Quality Loss Function
Tujuannya adalah untuk mengukur performansi karakteristik kualitas dalam pencapaian nilai target sehingga semakin dekat penyimpangan produk dari nilai target yang telah ditetapkan maka semakin baik mutunya dan biaya yang
loss semakin kecil atau sebaliknya. Setelah dihitung biaya sebelum dan
sesudah percobaan Taguchi maka dilakukan analisa perbandingan untuk melihat biaya yang dapat dihemat perusahaan setelah diperoleh penyetingan yang optimal.
Pembuatan Diagram Pareto Hasil Produksi Mesin Gravure Tipe GR-501
Dengan Menggunakan Data Historis Bulan Januari 2006 – Januari 2007
Pemilihan Komponen mesin Berdasarkan Hasil Analisa Diagram Pareto Untuk Penelitian Lebih Lanjut
Analisa Data dan Pembahasan
Komponen Viscositas Tinta dan Funisher Komponen Dokter Blade
Spesifikasi Ukuran Kritis Komponen : - Ukuran A = 2 ± 0.3 Kg - Ukuran B = 1.5 ± 0.2 cm - Ukuran C = 110 ± 0.5 cm - Ukuran D = 15 ‘ ± 2 ‘ Komponen Press Roll
Spesifikasi Ukuran Kritis Komponen : - Ukuran A = 2 ± 0.5 Kg - Ukuran B = 2 ± 0.2 cm - Ukuran C = 110 ± 0.5 cm - Ukuran D = 75 ± 5 Kg/cm
Spesifikasi Ukuran Kritis Komponen : - Ukuran A = 2 ± 0.3 Kg - Ukuran B = 45 °± 1 °
Pengukuran Komponen bulan
Januari 2006
Pengumpulan Data Jumlah dan Jenis Cacat Bulan Januari 2006 –
Januari 2007
Pengukuran Komponen bulan
April 2006
Pengumpulan Data Jumlah dan Jenis Cacat Bulan Januari 2006 –
Januari 2007
Pengumpulan Data Jumlah dan Jenis Cacat Bulan Januari 2006 –
Januari 2007 Pengukuran
Komponen bulan Juli 2006
Hitung Rata-rata dan Range Ukuran
Produk
Diagram Pareto Jenis Cacat Produk Bulan Januari 2006 – Januari 2007 Hitung UCL, CL,
LCL
Pembuatan Peta Kendali X dan R
Data Dalam Batas Kendali
?
Revisi data Pemilihan Ukuran
Kritis Komponen Mesin Dari Keempat Ukuran
Kritis Sebagai Patokan Pengukuran Lebih
Lanjut
Ukuran A Komponen Mesin Sebagai Patokan Pengkuran Lebih
Lanjut
Analisa Peta Kendali X dan R
Hitung Rata-rata dan Range Ukuran
Produk
Diagram Pareto Jenis Cacat Produk Bulan Januari 2006 – Januari 2007 Hitung UCL, CL,
LCL
Pembuatan Peta Kendali X dan R
Data Dalam Batas Kendali
? Revisi data
Pemilihan Ukuran Kritis Komponen Mesin Dari Keempat Ukuran
Kritis Sebagai Patokan Pengukuran Lebih
Lanjut
Ukuran A Komponen Mesin Sebagai Patokan Pengkuran Lebih
Lanjut
Analisa Peta Kendali X dan R
Hitung Rata-rata dan Range Ukuran
Produk
Diagram Pareto Jenis Cacat Produk Bulan Januari 2006 – Januari 2007 Hitung UCL, CL,
LCL
Pembuatan Peta Kendali X dan R
Data Dalam Batas Kendali
?
Revisi data Pemilihan Ukuran
Kritis Komponen Mesin Dari Keempat Ukuran
Kritis Sebagai Patokan Pengukuran Lebih
Lanjut
Ukuran A Komponen Mesin Sebagai Patokan Pengkuran Lebih
Lanjut
Analisa Peta Kendali X dan R
Pembuatan Diagram Sebab – Akibat ( Fish Bone )
Pembuatan P-Diagram Ketiga Komponen Mesin
Screening Design Ketiga Komponen Mesin Untuk Mengurangi Faktor Yang
kurang Signifikan
Pelaksanaan Eksperimen Dengan Metode Taguchi
1 Data Berasal dari Pengukuran di
Lapangan
Data Berasal dari Perusahaan
Diagram 4.2. Flowchart Analisa Data dan Pembahasan
Diagram 4.2. (Lanjutan) Flowchart Analisa Data dan Pembahasan
4.1.7. Implementasi Hasil Percobaan Taguchi
Implementasi hasil percobaan Taguchi dilakukan pada bulan Mei 2007 dimana bersamaan dengan pelaksanaan konfirmasi percobaan Taguchi karena hasil dari konfirmasi memberikan hasil yang cukup baik bagi perusahaan sehingga penyetingan hasil percobaan langsung diimplementasikan.
4.1.8. Desain Eksperimen
Pada penelitian ini dilakukan eksperimen langsung pada lapangan untuk mendapatkan data-data yang menjadi bahan olahan dan analisis. Desain eksperimen yang digunakan adalah desain eksperimen Taguchi untuk karakteristik statis. Secara rinci layout desain eksperimen yang digunakan adalah sebagai berikut :
Outer Array Inner
Array
Noise Mean Standar Deviasi
SNR
Run
Faktor
Terkontrol Respon
Gambar 4.1. Layout Desain Eksperimen Taguchi Untuk Karakteristik Statis 4.1.9. Pengembangan Sistem Informasi
Pengembangan sistem informasi dilakukan secara bersamaan dengan eksperimen metode Taguchi pada perusahaan. Analisa dan pembahasan sistem yang berjalan di perusahaan dan spesifikasi kebutuhan perusahaan dalam pengembangan sistem informasi, dilakukan saat awal wawancara dengan pihak perusahaan yang
terkait terutama dengan pihak pengguna sistem informasi yaitu manajer produksi, staf produksi, dan kepala pabrik. Hasil wawancara didefinisikan dalam bentuk sistem definisi atau SRS (Software/System Requirement Specification). Apabila sistem informasi yang telah dirancang tidak sesuai dengan SRS maka akan dianalisa dan dirancang ulang sistem informasi tersebut.
Dalam mengembangkan sistem informasi, digunakan metodologi berbasiskan objek (Object Oriented Analysis and Design). Untuk melakukan analisis dalam metodologi berbasiskan objek, terdapat dua langkah utama yang harus dikerjakan yaitu problem domain analysis dan application domain analysis. Problem domain analysis merupakan langkah awal untuk menganalisa objek-objek dan kelas-kelas
yang ada pada sistem. Pembuatan daur hidup sistem informasi (state chart) juga terdapat pada tahap ini. Sedangkan application domain analysis, lebih mengarah pada hubungan antara user dengan sistem informasi yang akan dibuat.
Diagram 4.3. Flowchart Pengembangan Sistem Informasi
Diagram 4.3. (Lanjutan) Flowchart Pengembangan Sistem Informasi
4.2. Teknik Pengumpulan Data dan Penentuan Parameter 4.2.1. Teknik Pengumpulan Data
Pengumpulan data yang dilakukan selama observasi di perusahaan dapat dilakukan dengan berbagai cara, yaitu :
1. Metode Penelitian Lapangan (Field Research) a. Pemeriksaan file-file data historis perusahaan
Pemeriksaan file-file data historis perusahaan dilakukan untuk mendapatkan informasi yang akurat, sebagai dasar untuk menentukan produk yang akan dibahas dalam penelitian ini. Adapun file-file data historis yang dipelajari adalah file-file data historis jumlah produksi, jumlah biaya dan jumlah kerusakan produk kemasan plastik untuk periode Januari 2006 – Desember 2006.
b. Pengamatan Langsung
Pengamatan dilakukan secara langsung di lantai produksi perusahaan untuk mendapatkan data-data seperti aliran operasi kerja, pengukuran-pengukuran yang diperlukan dalam melakukan percobaan, kondisi lingkungan kerja, pengamatan langsung pada mesin, pengkuran komponen mesin dan sebagainya.
c. Wawancara
Wawancara dilakukan terhadap semua pihak perusahaan yang terkait seperti manajer produksi, manajer personalia, kepala pabrik, kepala bagian maintenance, operator, dan tenaga kerja lainnya. Wawancara ini dilakukan
untuk memperoleh data-data seperti jenis bahan baku yang digunakan, rangkaian operasi kerja, jumlah tenaga kerja, spesifikasi kebutuhan perusahaan terhadap sistem informasi yang akan dirancang, jumlah mesin yang digunakan, gambaran umum perusahaan, kondisi lingkungan perusahaan, biaya-biaya, dan sebagainya.
d. Pengambilan Sampel
Pengambilan sampel dilakukan untuk melakukan pengukuran-pengukuran yang diperlukan. Pengukuran dilakukan secara acak dengan menggunakan alat ukur sigmat yang ketelitiannya 0.01 mm, pengukur tekanan, junk cup dimana diameternya adalah 0.3 cm, stop watch . Total observasi yang dilakukan untuk pengukuran adalah 30 observasi dimana dalam sekali observasi dilakukan lima pengukuran.
2. Metode Penelitian Kepustakaan (Library Research)
Dalam melakukan penelitian perlu didukung dengan teori-teori yang ada, baik diperoleh dari buku, internet maupun melalui jurnal-jurnal. Hal ini dimaksudkan sebagai landasan yang kuat dalam memecahkan masalah.
4.2.2. Penentuan Parameter
Parameter yang ditentukan untuk pelaksanaan eksperimen dengan metode Taguchi, ada sebagian yang berasal dari perusahaan dimana didapatkan dari hasil wawancara atau brainstorming dengan manager produksi , asisten manager
maintenance, staf HRD perusahaan. Penentuan parameter untuk pelaksanaan eksperimen dengan metode Taguchi adalah sebagai berikut:
1. Penentuan parameter untuk pemilihan produk
Parameter yang digunakan untuk pemilihan produk dengan menggunakan diagram Pareto, dilihat dari jumlah cacatnya. Perhitungan persentase cacat berdasarkan pada data historis perusahaan yaitu data historis bulan Januari 2006 – Desember 2006.
2. Penentuan faktor-faktor utama pelaksanaan eksperimen dan interaksinya
Penentuan faktor-faktor utama yang digunakan untuk pelaksanaan percobaan terdiri atas 11 faktor, yaitu
1. Kecepatan mesin gravure berjalan 2. Kecepatan pengering
3. Waktu pendinginan 4. Suhu zone 1
5. Suhu zone 2 6. Suhu pendingin
7. Kecepatan aliran tinta mengalir
8. Jarak bagian komponen mesin gravure 1 dengan komponen mesin gravure 2
9. Jarak bagian komponen mesin gravure 2 dengan komponen mesin gravure 3
10. Jarak bagian komponen mesin gravure 3 dengan komponen mesin gravure 4
11. Jarak bagian komponen mesin gravure 4 dengan komponen mesin gravure 5.
Hal ini merupakan hasil brainstorming dengan pihak perusahaan yang terkait yaitu manajer produksi divisi gravure. Untuk faktor-faktor yang berinteraksi juga merupakan hasil brainstorming dengan pihak perusahaan.
3. Penentuan jumlah dan nilai level percobaan
Penentuan jumlah dan nilai level percobaan merupakan hasil brainstorming dengan pihak perusahaan. Penentuan tersebut berdasarkan pada pengalaman dan pencatatan yang dilakukan pihak perusahaan selama proses produksi berlangsung.
4. Penentuan tingkat keyakinan penelitian (α)
Tingkat keyakinan yang ditentukan dalam penelitian (α) adalah sebsesar 5%
(0.05), berarti peneliti yakin bahwa pelaksanaan kebenaran dari penelitian ini adalah 95%.
5. Penentuan karakteristik kualitas produk
Penentuan karakteristik kualitas produk yang diamati adalah ukuran kritis produk.
Oleh karena itu karakteristik kualitas yang digunakan adalah nominal is the best karena ukuran yang diamati tidak boleh terlalu besar atau terlalu kecil tapi sesuai dengan target yang telah ditentukan.
6. Penentuan parameter untuk perhitungan Taguchi loss function
• Untuk gaji tenaga kerja dan harga material dapat dilihat pada ekstraksi hasil pengumpulan data di bab 5, yaitu pada subbab 5.1.1 untuk gaji tenaga kerja dan harga material di subbab 5.1.2.
• Listrik
Listrik yang diperlukan untuk menghidupkan satu mesin mesin gravure adalah sebanyak 9 Ampere. Biaya untuk 1 KW adalah Rp. 600,-.