BAB II
TINJAUAN PUSTAKA
2.1. PENGERTIAN BOILER
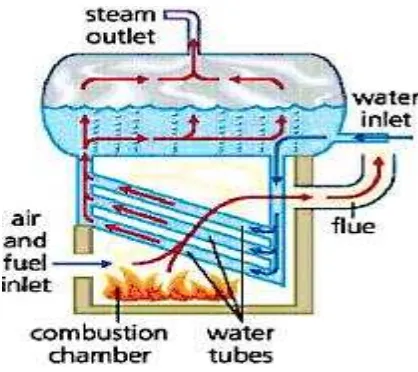
Boiler/ketel uap merupakan bejana terbuat dari baja tertutup di mana panas pembakaran dialirkan air sampai terbentuk uap atau steam berupa energi kerja. Air adalah media yang berguna dan murah untuk mengalirkan panas ke suatu proses. Uap atau steam pada tekanan dan suhu tertentu mempunyai nilai energi yang kemudian digunakan untuk mengalirkan panas dalam bentuk energi kalor ke suatu proses. Jika air di didihkan sampai menjadi uap, maka volumnya akan meningkat sekitar 1600 kali, menghasilkan tenaga yang menyerupai bubuk mesiu yang mudah meledak, sehingga sistem boiler merupakan peralatan yang harus dikelola dan dijaga dengan sangat baik (nababan, 2012).
Gambar 2.1 Water Tube Boiler
Energi kalor yang dibangkitkan dalam sistem boiler memiliki nilai tekanan, temperatur, dan laju aliran yang menentukan pemanfaatan steam yang akan digunakan. Berdasarkan ketiga hal tersebut sistem boiler mengenal keadaan tekanan-temperatur rendah (low pressure/LP), dan tekanan-temperatur tinggi (high pressure/HP).
umpan, sistem uap dan system bahan bakar. Sistem air umpan menyediakan air untuk boiler secara otomatis sesuai dengan kebutuhan uap. Berbagai kran disediakan untuk keperluan perawatan dan perbaikan dari sistem air umpan, penanganan air umpan diperlukan sebagai bentuk pemeliharaan untuk mencegah terjadi kerusakan dari sistem steam.
Sistem uap mengumpulkan dan mengontrol produksi uap dalam boiler. Uap dialirkan melalui sistem pemipaan ke titik pengguna. Pada keseluruhan sistem, tekanan uap dipantau melalui manometer. Sistem bahan bakar adalah semua perlatan yang digunakan untuk menyediakan bahan bakar untuk menghasilkan panas yang dibutuhkan (Nababan, 2012).
2.2 BAGIAN-BAGIAN BOILER
Boiler pipa air (water tube boiler) terdiri dari: 1. Ruang Bakar (Furnace)
Terdiri dari 2 ruangan, yaitu:
a. Ruang pertama, berfungsi sebagai ruang pembakaran, dimana panas yang dihasilkan diterima langsung oleh pipa-pipa air yang berada di dalam ruang dapur tersebut, yang terdiri dari pipa-pipa air dari drum ke header samping kanan kiri (Batubara, 2014).
Gambar 2.2 Ruang Pertama Sumber : Batubara, 2014.
Gambar 2.3 Ruang kedua Sumber : Batubara, 2014. 2. Forced Draf Fan ( FD Fan)
Forced Draf Fan berfungsi untuk menghasilkan udara sekunder (Secondary Air) yang akan dialirkan ke dalam boiler untuk mencampur
udara dan bahan bakar dan selanjutnya digunakan sebagai udara
pembakaran pada furnace boiler) (Batubara, 2014).
Gambar 2.4 Forced Draf Fan (FD Fan) Sumber : PT.Socfindo Aek Loba
3. Drum Atas (Upper Drum)
Gambar 2.5 Drum Atas (Upper Drum) Sumber : PT.Socfindo Aek Loba 4. Pipa Uap Pemanas Lanjut (Superheater Pipe)
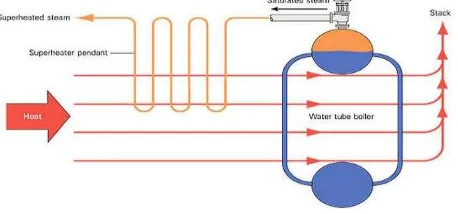
Uap hasil penguapan di dalam drum atas untuk sebagian turbin belum dapat dipergunakan, untuk itu harus dilakukan pemanasan uap lebih lanjut melalui pipa superheater sehingga uap benar-benar kering dengan suhu 260-280 0C . Superheater pipe ini dipasang di dalam ruang bakar ketiga (fase tiga) (Batubara, 2014).
Gambar. 2.6 Pipa Uap Pemanas Lanjut (Superheater Pipe) Sumber : Batubara, 2014.
5. Drum Bawah (Lower Drum)
ketel, yang tidak menempel pada dinding-dinding ketel, melainkan terlarut dan mengendap (Batubara, 2014).
Gambar 2.7 Drum Bawah (Lower Drum) Sumber : PT.Socfindo Aek Loba 6. Pipa-Pipa Air (Header)
Pipa-pipa air ini berfungsi sebagai pipa penghubung antara pipa furnace dengan drum atas dan drum bawah.
Pipa-pipa air ini terbagi dalam :
pipa furnace (pipa yang terdapat di dalam ruang bakar untuk menghasilkan uap).
pipa air yang menghubungkan drum dengan header samping kanan.
pipa air yang menghubungkan drum atas dengan drum bawah (pipe generating).
pipa air yang menghubungkan drum bawah dengan header belakang.
7. Penampung Abu (Ash Hopper)
Gambar 2.8 Penampung Abu (Ash Hopper) Sumber : PT.Socfindo Aek Loba 8. Pembuangan Gas Bekas
Gas bekas dari ruang pembakaran dihisap oleh blower IDF (induced draft fan) melalui saringan abu (dust collector) kemudian dibuang ke udara bebas melalui corong asap (chimney). Dapur pengatur gas asap diatur terlebih dahulu sesuai kebutuhan sebelum IDF dinyalakan, karena semakin besar damper dibuka maka akan semakin besar isapan yang akan terjadi dari dalam tungku (Batubara, 2014).
Gambar 2.9 Pembuangan Gas bekas (Chimney) Sumber : PT.Socfindo Aek Loba
9. Induced Draft Fan (IDF)
Induced Draft Fan (IDF) berfungsi untuk menghisap gas dan abu
sisa pembakaran pada boiler untuk selanjutnya dibuang melalui
Gambar 2.10 Induced Draft Fan Sumber : PT.Socfindo Aek Lob 10.Dust Collector
Dust Collector berfungsi untuk menangkap atau mengumpulkan abu yang berada pada aliran pembakaran hingga debu yang terikut dalam gas buang. Keuntungan menggunakan alat ini adalah gas hasil pembakaran yang dibuang ke udara bebas dari kandungan debu sebagai penyaring abu gas bekas (Batubara, 2014).
Gambar 2.11 Dust Collector Sumber : PT.Socfindo Aek Loba
2.3 DEFENISI TOTAL PRODUCTIVE MENTENANCE (TPM)
TPM sesuai dengan nama kepanjangannya yang terdiri atas tiga buah suku kata, yaitu :
Total berarti menyeluruh, yang menjelaskan bahwa aspek ini melibatkan dari seluruh karyawan yang terdapat di dalam perusahaan, mulai dari tingkat atas hingga karyawan tingkat bawah baik dalam mengoperasi maupun dalam memelihara mesin ataupun peralatan.
(2) Productive
Productive merupakan upaya yang dilakukan supaya mesin maupun peralatan tetap beroperasi secara produktif serta meminimaliskan atau menghilangkan kerugian-kerugian yang terjadi diproduksi saat pemeliharaan dilakukan.
(3) Maintenance
Maintenance Berarti memelihara serta menjaga mesin dan peralatan secara mandiri yang dilakukan oleh operator produksi agar kondisi mesin atau peralatan tersebut dalam keadaan prima dengan cara menjaga kebersihan mesin dan melakukan pemeriksaan pelumasan (Tarigan, 2014)
Total productive maintenance merupakan ide Nakajima (1988) yang menekankan pada pengunaan dan keterlibatan sumber daya manusia dan sistem Preventive Maintenance untuk memaksimalkan efektifitas peralatan dengan melibatkan semua departemen dan fungsional organisasi.
TPM adalah hubungan kerja sama yang erat antara perawatan dan organisasi produksi secara menyeluruh bertujuan untuk meningkatkan kualitas produksi, mengurangi pemborosan ,mengurangi biaya produksi, meningkatkan kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada perusahaan manufaktur (Tarigan, 2014).
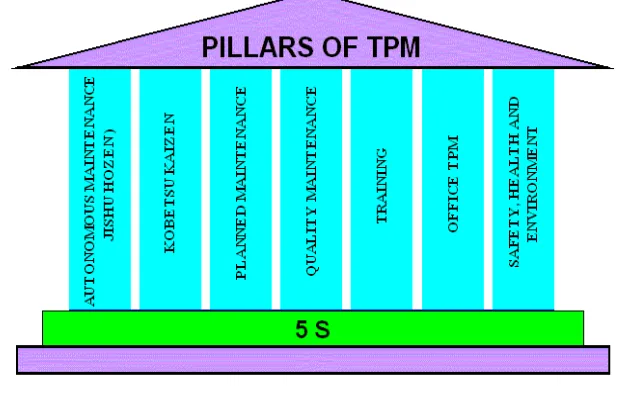
Gambar 2.12 Pilar-Pilar TPM Dengan pengertian :
1. 5S : TPM dimulai dari 5S. Masalah tidak dapat dengan jelas terlihat ketika tempat kerja tidak terorganisir. Membersihkan dan mengatur tempat kerja membantu tim untuk mengungkap masalah. Membuat masalah terlihat dengan langkah pertama dari perbaikan. Definisi dari 5S is SEIRI (pembersihan), SEITON (pengelompokan), SEISO (membersihkan tempat kerja), SEIKETSU (penstandarisasian), SHITSUKE (meningkatkan kemampuan dan disiplin).
1) Seiri (cleaning up) : Pembersihan
Memisahkan benda yang diperlukan dengan yang tidak diperlukan. Membuang benda-benda yang tidak diperlukan. Hal ini merupakan kegiatan klasifikasi barang yang terdapat ditempat kerja. Biasanya tempat kerja dimuati dengan mesin yang tidak terpakai, cetakan , dan peralatan , benda cacat, barang gagal, barang , barang dalam proses material, persedian dan lain-lain.
2) Seiton (organizing) : Pengelompokan yang rapi
menemukannya dengan mudah dan cepat. Untuk mencapai langkah ini, pelat penunjuk digunakan untuk menetapkan nama tiap barang dan tempat penyimpanan. Dengan kata lain menata semua barang yang ada setelah ringkas, dengan pola teratur dan tertib.
3) Seiso (cleaning) : Membersihkan peralatan dan tempat kerja
Menjaga kondisi mesin yang siap pakai dan keadaan bersih. Selalu membersihkan, menjaga kerapian dan kebersihan. Ini adalah proses pembersihan dasar dimana disuatu daerah dalam keadaan bersih. Meskipun pembersihan besar-besaran dilakukan oleh pihak perusahaan beberapa kali dalam setahun. Aktivitas itu cendrung mengurangi kerusakan mesin yang diakubatkan oleh tumpahan minyak, abu dan sampah. Untuk itu bersihkan semua mesin, peralatan dan tempat kerja, mengilangkan noda, dan limbah serta menanggulangi sumber limbah. 4). Seikatsu (standarizing) : Penstandarisasian
Memperluas konsep kebersihan pada diri sendiri terus-menerus memperaktekkan tiga langkah sebelumnya. Membuat standarisasi pemeliharaan di tempat kerja seperti membuat standar pelumasan, standar pengecekan ataupun inspeksi mesin dan membuat standar pencapaian
5) Shitsuke (training and discipline) : Meningkatkan skil dan moral Shitsuke merupakan sifat 5-S yang menitik beratkan pelatihan dan pendisiplinan dengan pendidikan yang dilakukan sebelum memulai dunia kerja, pelatihan, pengarahan serta diklat yang umumnya diberlakukan sesuai dengan standar organisasi ataupun perusahaan (Oktaria, 2011).
memeliharaan peralatan mereka dengan tujuan mencegah peralatan memburuk (Tarigan, 2015).
3. KOBETSU KAIZEN (Continuous Improvement) : “Kai” berarti mengubah, dan :”Zen” adalah baik (untuk mendapatkan lebih baik). Pada dasarnya kaizen adalah penambahan-penambahan kecil yang mengarah perbaikan, yang dilakukan secara terus menerus dan melibatkan seluruh staf dan karyawan perusahaan. Kaizen bertolak belakang dengan inovasi-inovasi besar. Kaizen tidak memerlukan banyak investasi. Pilar ini bertujuan mengurangi kerugian yang mempengaruhi efisiensi pada pabrik. Jika diterapkan secara detail serta melalui prosedur dapat menghilangkan kerugian metode sistematis saat menggunakan peralatan Kaizen. Aktivitas ini tidak hanya dibatasi pada area produksi, hal ini juga baik jika diterapkan pada bagian administrasi (Tarigan, 2015).
4. Planned Maintenance : merupakan pekerjaan yang telah di jadwalkan untuk melakukan perbaikan ataupun penggantian komponen sebelum peralatan tersebut rusak. Secara teoritis, jika pemeliharaan terencana meningkat maka pemeliharaan tak terencana atau breakdown akan mengalami penurunan, sehingga total biaya pemeliharaan yang dikeluarkan akan menurun (Oktaria, 2011).
5. Quality Maintenance : ini bertujuan untuk memuaskan konsumen melalui tingginya kualitas tanpa cacat manufaktur. Fokus menghilangkan cara sistematis yang tidak sesuai serta banyak fokus kepada perubahan. Meningkatkan pengertian mengenai bagian-bagian mesin yang mempengaruhi kualitas produk dan mulai konsen menghilangkan kualitas yang buruk, dan menyingkirkan keraguan mengenai kualitas serta menyingkirkan potensi keraguan tersebut (Tarigan, 2015).
7. Office TPM : Office TPM harus dimulai setelah mengaktifkan empat pillar TPM lainnya seperti Autonomous Maintenance (AM), Countinous Improvement (CI), Planned Maintenance (PM), dan Quality Maintenance (QM). Office TPM harus dijalankan untuk meningkatkan produktivitas, efisiensi fungsi administrasi, dan mengidentifikasi serta menghilangkan kerugian. Termasuk proses analisis dan prosedur-prosedur yang secara otomatis meningkatkan kantor. Office TPM menggambarkan dua belas kerugian besar, diantaranya :
a. Kerugian pada bagian prosedur, akuntan, pemasaran, penjualan-penjualan.
b. Kerugian komunikasi.
c. Kerugian saat mesin mengalami perhentian mendadak. d. Kerugian saat penyetelan mesin. rusak akibat proses dan prosedur. Pilar ini akan saling membutuhan antar yang satu dengan yang lain secara teratur. Kesatuan dari pillar-pilar ini merupakan gabungan representif para pekerja yang sama baik dari sebuah perusahaan (Tarigan, 2015).
2.4 KEUNTUNGAN TOTAL PRODUCTIVE MAINTENANCE (TPM)
Apabila TPM berhasil diterapkan, maka keuntungan- keuntungan yang akan diperoleh perusahaan sebagai berikut :
1. Untuk Operator Produksi
a. Lingkungan kerja yang lebih bersih, rapi dan aman sehingga dapat meningkatkan efektifitas kerja operator.
c. Efektivitas mesin itu sendiri dapat ditingkatkan.
d. Kesempatan operator untuk menambah keahlian dan pengetahuan serta melakukan perbaikan dan metode kerja yang lebih baik dan efisien.
2. Untuk Departemen Pemeliharaaan
a. Mesin, peralatan, dan lingkungan kerja selalu bersih dalam kondisi yang baik.
b. Frekuensi dan jumlah pemeliharaan darurat semankin berkurang, departemen pemeliharaan hanya mengerjakan pekerjaan yang membutuhkan keahlian khusus saja.
c. Waktu untuk melakukan perawatan lebih banyak dan mempunyai kesempatan untuk meningkatkan keterampilan dan pengetahuan. Efisiensi adalah ukuran yang menunjukkan bagaimana sebaiknya sumber daya yang digunakan dalam proses produksi untuk menghasilkan output, efisiensi merupakan karakteristik proses mengukur perpormasi aktual dari sumber daya yang relative terhadap standar yang digunakan, ditetapkan (Hasriyono, 2009).
Sedangkan efektifitas merupakan karasteristik lain dari proses mengukur derajat penyampaian output dari sistem produksi, efektifitas diukur dari rasio aktual output terhadap output yang direncanakan. Dalam era persaingan bebas saat ini pengukuran sistem produksi yang hanya mengacu pada kualitas output semata akan dapat menyesatkan, karena pengukuran ini tidak memperhatikan karakteristik utama dari proses (Hasriyono, 2009).
2.5 Jenis-jenis Maintenance
1. Pemeliharaan Terencana
Pemeliharaan terencana merupakan pekerjaan yang telah di jadwalkan untuk melakukan perbaikan ataupun penggantian komponen sebelum peralatan tersebut rusak. Secara teoritis, jika pemeliharaan terencana meningkat maka pemeliharaan tak terencana atau breakdown akan mengalami penurunan, sehingga total biaya pemeliharaan yang dikeluarkan akan menurun (Oktaria, 2011).
Pengurangan waktu standby, hal ini tidaklah sama dengan pengurangan waktu reparasi pemeliharaan darurat waktu yang digunakan untuk pembelian suku cadang, baik dibeli dari luar maupun dari lokal, mengakibatkan waktu nganggur alat tersebut meskipun pekerjaan darurat tersebut misalnya hanya memasang bagian mesin yang tidak lama.
Menaikkan ketersediaan (availability) untuk produksi, hal ini erat hubungannya dengan pengurangan waktu standby pada mesin atau pelayanan.
Meningkatkan penggunaan tenaga kerja untuk pemeliharaan dan produksi.
Pengurangan penggantian suku cadang.
2. Pemeliharaan Pencegahan (Preventive Maintenance)
Preventive maintenance adalah pemeliharaan yang dilakukan pada selang waktu yang ditentukan sebelumnya, atau terhadap kriteria lain yang diuraikan dan dimaksudkan untuk mengurangi kemungkinan bagian-bagian lain tidak memenuhi kondisi yang bisa diterima.
Ruang lingkup pekerjaan perawatan termasuk inspeksi, perbaikan kecil, pelumasan, dan penyetelan, sehingga peralatan atau mesin-mesin selama beroperasi terhindar dari kerusakan. Secara umum tujuan dan preventive maintenance.adalah (Oktaria, 2011) :
a. Meminimumkan downtime serta meningkatkan efektifitas mesin/peralatan dan menjaga agar mesin dapat berfungsi tanpa ada gangguan.
b. Meningkatkan efisiensi dan umur ekonomis mesin/peralatan. 3. Pemeliharaan perbaikan (Corrective Maintenance)
Predictive maintenance adalah tindakan - tindakan maintenance yang dilakukan pada tanggal yang ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil untuk melakukan predictive maintenance itu dapat berupa data getaran, temperature, vibrasi, flow rate, dan lain-lainnya. Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari operator di lapangan yang diajukan melalui work order ke department maintenance untuk dilakukan tindakan tepat sehingga tidak akan merugikan perusahaan (Wati, 2009).
5. Pemeliharaan tak terencana (Unplanned Maintenance)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah tindakan maintenance yang dilakukan pada mesin/peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan (Tarigan, 2014).
6. Pemeliharaan mandiri (Autonomous Maintenance)
Autonomous maintenance atau pemeliharaan mandiri merupakan suatu kegiatan untuk dapat meningkatkan produktivitas dan efesiensi mesin/peralatan melalui kegiatan yang dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka tangani sendiri. Prinsip-prinsip yang terdapat pada 5S, merupakan prinsip yang mendasari kegiatan pemeliharaan mandiri (Tarigan, 2014).
2.6 ENAM KERUGIAN UTAMA (SIX BIG LOSSES)
1. Downtime Losses
Downtime adalah waktu yang seharusnya digunakan untuk melakukan proses produksi akan tetapi karena adanya gangguan pada mesin mengakibatkan mesin tidak dapat melaksanakan proses produksi sebagaimana mestinya. Equipment Failures dan Setup Adjusment adalah yang termasuk dalam Downtime Losses.
Equipment Failures
Equipment Failures yaitu kerusakan mesin/peralatan yang tiba-tiba dan mengakibatkan kerugian, karena kerusakan mesin akan menyebabkan mesin tidak beroperasi menghasilkan output (Hasriyono, 2009).
quipment ailure oss otal rakdown ime oading ime x
Setup and Adjustment
Setup and Adjustment adalah semua waktu set-up termasuk waktu penyesuaian dan juga waktu yang dibutuhkan untuk kegiatan-kegiatan pengganti satu jenis produk berikutnya untuk proses produksi selanjutnya. Untuk mengetahui Setup and Adjustment digunakan rumus (Hasriyono, 2009).
etup and adjustment loss otal setup and oading imea justement ime x
2. Speed Losses
Idling and Minor Stoppage
Idling and Minor Stoppage Losses muncul jika faktor eksternal mengakibatkan mesin/peralatan berhenti berulang-ulang atau mesin peralatan tidak menghasilkan produk seperti kemacetan mesin (Hasriyono, 2009).
dling and inor stoppage on roductive ime oading ime x
Reduced Speed Losses
educed peed osses peration ime ( deal ycle ime x otal roduct process) oading ime x
3. Defect Losses
Defect Losses adalah mesin tidak menghasilkan produk yang sesuai dengan spesifikasi dan standar kualitas produk yang telah ditentukan oleh perusahaan. Faktor yang dikategorikan ke dalam Defect Losses adalah Rework Loss dan Yield/Scrap Loss (Hasriyono, 2009).
Rework Loss
Rework Loss yaitu kerugian yang disebabkan karena adanya produk cacat maupun kerja produk diproses ulang (Hasriyono, 2009).
ework oss deal ycle ime x ework oading ime x
Yield/Scrap Losses
Yield/Scrap Losses disebabkan oleh material yang tidak terpakai atau sampah bahan baku (Hasriyono, 2009).
crap osses deal cycle ime x crap oading ime x
2.7 OVERALL EQUIPMENT EFFECTIVENESS (OEE)
Overall Equipment Effectiveness (OEE) merupakan metode yang digunakan sebagai alat ukur dalam penerapan program TPM guna menjaga peralatan pada kondisi ideal dengan menghapuskan six big losses peralatan. Pengukuran OEE ini didasarkan pada pengukuran tiga rasio utama, yaitu:
1. Penentuan Availability Ratio
Availability merupakan rasio dari operation time, dengan mengeliminasi Downtime peralatan, terhadap loading time. Rumus yang digunakan adalah (Hasriyono, 2009) :
vailability peration imeloading ime x
Performance effieciency merupakan hasil perkalian dari operating speed rate dan net operating speed, atau rasio kuantitas produk yang dihasilkan dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk melakukan proses produksi. Rumus yang digunakan adalah (Hasriyono, 2009) :
erformance ffieciency rocessed mount x heoretical cycle ime p ration imes x
3. Penentuan Rate Of Quality Product
Rate of quality product merupakan suatu rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar perusahaan. Rumus yang digunakan adalah (Hasriyono, 2009) :
ate f uality roducts rocessed mount efect mount rocessed mount
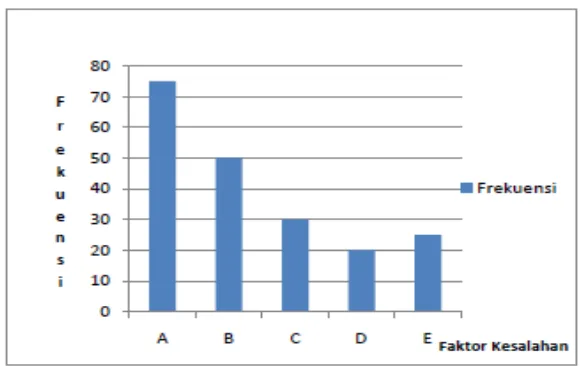
2.8 DIAGRAM PARETO
Diagram Pareto diperkenalkan oleh Alfredo Pareto (1848 – 1923). Diagram Pareto ini merupakan diagram yang mengurutkan klasifikasi data dari kiri ke kanan menurut tingkatan tertinggi hingga ke tingkatan terendah. Diagramini digunakan untuk membantu menemukan permasalahan yang paling pentinguntuk masalah yang segera diselesaikan. Diagram ini akan digunakan pada bab IV (Tarigan, 2014).
Dikutip dari (Tarigan, 2014) menurut Dr. Vincent Gaspersz (2001:46), bahwa diagram pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Pada dasarnya diagram Pareto dapat dipergunakan sebagai alat interpretasi untuk :
2. Memfokuskan perhatian pada isu-isu kritis dan penting melalui membuat ranking terhadap masalah-masalah atau penyebab-penyebab dari masalah itu dalam bentuk yang signifikan.
Dikutip dari (Tarigan, 2014) menurut Munro-Faure at al (1992 : 254), bahwa analisis Pareto dirancang untuk membantu menandai penyebab masalah utama dengan demikian memungkinkan untuk memusatkan perhatian pada menghilangkan penyebabpenyebab utama ini dan mempunyai dampak yang berarti atas pemecahan masalah. Sumbangan yang diberikan oleh setiap penyebab kepada masalah secarah keseluruhan dapat dianalisi dengan menggunankan suatu keragamana penilaian-penilaian yang umum termasuk :
1. Frekuensi terjadinya.
2. Lamanya waktu berhenti (downtime)
3. Biaya ketidakpuasan ukuran ketidakpuasan pelanggan. 4. Jumlah cacat.
Adapun bentuk Diagram Pareto dapat dilihat pada gambar 2.14. dibawah ini :
Gambar 2.13 Diagram Pareto
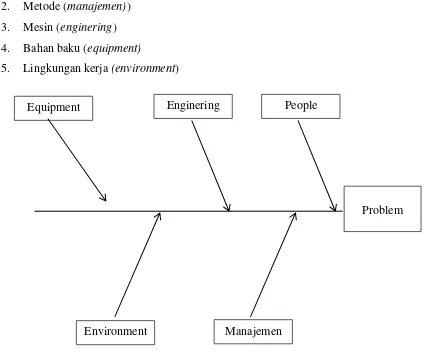
Diagram ini berguna untuk menganalis dan menemukan faktor–faktor yang berpengaruh secara signifikan terhadap penentuan karakteristik kualitas output kerja. Diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan analisis yang lebih terperinci untuk menemukan penyebab suatu masalah, ketidaksesuaian dan kesenjangan yang ada. Diagram sebab akibat dapat digunakan apabila pertemuan diskusi dengan menggunakan brainstorming untuk mengidentifikasi mengapa suatu masalah terjadi, diperlukan analisis lebih terperinci dari suatu masalah dan terdapat kesulitan untuk memaksimalkan penyebab dan akibat. Untuk mencari faktor-faktor penyebab terjadi penyimpangan kualitas hasil kerja ada 5 faktor penyebab untuk signifikan yang perlu diperhatikan yaitu (Tarigan, 2014) :
1. Manusia (people) 2. Metode (manajemen)) 3. Mesin (enginering) 4. Bahan baku (equipment)
5. Lingkungan kerja (environment)
Gambar. 2.14 Diagram Sebab Akibat.
Equipment Enginering People
Environment Manajemen