TUGAS PERANCANGAN PABRIK I
PERANCANGAN PADA PABRIK PLAIN UHT MILK
”MILKY WAY-PT DAIRY FARM INDONESIA”
Disusun oleh:
Beny Hari
(H 0607005)
Chandra Dewi
(H 0607007)
Hisyam Nasser
(H 0607015)
Lorenzia Ajeng P
(H 0607019)
PROGRAM STUDI TEKNOLOGI HASIL PERTANIAN
FAKULTAS PERTANIAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
BAB I PENDAHULUAN A. DEFINISI PRODUK
Susu merupakan sumber gizi terbaik bagi mamalia yang baru dilahirkan. Susu disebut sebagai makanan yang hampir sempurna karena kandungan zat gizinya yang lengkap dan dapat digunakan sebagai makanan manusia segala umur. Selain air, susu mengandung protein, karbohidrat, lemak, mineral, enzim-enzim, gas serta vitamin A, C dan D dalam jumlah memadai (Anonime,
2010). Menurut Anonima (2007), susu berasal dari hasil pemerahan ternak sapi
perah atau dari ternak menyusui lainnya yang diperah secara kontinyu dan komponen-komponennya tidak dikurangi dan tidak ditambahkan bahan-bahan lain. Manfaat susu merupakan hasil dari interaksi molekul-molekul yang terkandung di dalamnya. Karena memiliki kandungan nutrisi yang lengkap tersebut, maka menurut Anonimb (2009) susu memiliki manfaat yang tidak
sedikit, diantaranya:
• Mencegah osteoporosis dan menjaga tulang tetap kuat. Bagi anak-anak, susu berfungsi untuk pertumbuhan tulang yang membuat anak menjadi bertambah tinggi.
• Menurunkan tekanan darah.
• Mencegah kerusakan gigi dan menjaga kesehatan mulut. Susu mampu mengurangi keasaman mulut, merangsang air liur, mengurangi plak dan mencegah gigi berlubang.
• Menetralisir racun seperti logam atau timah yang mungkin terkandung dalam makanan.
• Mencegah terjadinya kanker kolon atau kanker usus.
• Mencegah diabetes tipe 2.
• Mempercantik kulit, membuatnya lebih bersinar.
• Membantu agar lebih cepat tidur. Hal ini karena kandungan susu akan merangsang hormon melatonin yang akan membuat tubuh mengantuk.
Jenis-jenis susu menurut Anonimb (2009) yang terdapat dipasaran
bermacam-macam. Umumnya susu yang dikonsumsi masyarakat adalah Full Cream, Low Fat, Skim, Susu Evaporasi, Susu Pasteurisasi, Susu Bubuk, UHT, dan CLA.
Full cream
Mengandung 4% lemak dan umumnya banyak mengandung vitamin A dan vitamin D.
Low fat
Susu rendah lemak, karena kandungan lemaknya hanya setengah dari susu full cream.
Skim
Susu skim dapat digunakan oleh orang yang menginginkan nilai kalori rendah di dalam makanannya, karena susu skim hanya mengandung 55% dari seluruh energi susu, dan susu skim juga digunakan dalam pembuatan keju dengan lemak rendah dan yoghurt. Susu skim seharusnya tidak digunakan untuk makanan bayi tanpa adanya pengawasan gizi karena tidak adanya lemak dan vitamin-vitamin yang larut dalam lemak. Susu yang kandungan lemaknya lebih sedikit lagi, kurang dari 1%. Susu bubuk tanpa lemak yang dibuat dengan cara pengeringan atau spray dryer untuk menghilangkan sebagian air dan lemak tetapi masih mengandung laktosa, protein, mineral, vitamin yang larut lemak, dan vitamin yang larut air (B12).
Susu evaporasi
Yaitu susu yang telah diupkan sebagian airnya sehingga menjadi kental. Mirip dengan susu kental manis, tetepi susu jenis ini rasanya tawar.
Susu pasteurisasi
Susu yang melalui proses pasteurisasi atau diberi perlakuan panas sekitar 63°C sampai 80°C selama 15 detik untuk membunuh bakteri patogen yang dapat menyebabkan penyakit. Susu pasteurisasi harus disimpan pada suhu rendah (5-6°Celcius) dan memiliki umur simpan hanya sekitar 14 hari.
Susu bubuk berasal dari susu segar baik dengan atau tanpa rekombinasi dengan zat lain seperti lemak atau protein yang kemudian dikeringkan. Umumnya pengeringan dilakukan dengan menggunakan spray dryer atau roller drayer. Umur simpan susu bubuk maksimal adalah 2 tahun dengan penanganan yang baik dan benar. Susu bubuk dapat dikelompokkan menjadi tiga jenis yaitu susu bubuk berlemak (full cream milk prowder), susu bubuk rendah lemak (partly skim milk powder) dan susu bubuk tanpa lemak (skim milk prowder) (SNI 01-2970-1999) (Anonime, 2010).
UHT
Merupakan singkatan dari Ultra-High Temperature-Treated. Susu jenis ini adalah susu yang dipanaskan dalam suhu tinggi (135°C-145°C) selama 2-5 detik yang kemudian langsung dimasukkan dalam karton kedap udara. Pemanasan dengan suhu tinggi bertujuan untuk membunuh seluruh mikroorganisme (baik pembusuk maupun patogen) dan spora. Waktu pemanasan yang singkat dimaksudkan untuk mencegah kerusakan nilai gizi susu serta untuk mendapatkan warna, aroma dan rasa yang relatif tidak berubah seperti susu segarnya (Anonime, 2010).Susu ini dapat disimpan
untuk waktu yang lama.
CLA
Susu ini bermanfaat bagi orang yang ingin merampingkan tubuh. Kepanjangan dari CLA adalah Conjugated Linoleic Acid yang akan membantu dalam pembentukan otot dan mempercepat pembakaran lemak. Dari sekian banyak susu yang telah terdapat dipasaran, maka dipilih salah satu produk susu yaitu Susu UHT. Susu UHT merupakan susu yang diolah dengan suhu pemanasan sangat tinggi (135-145ºC) dalam waktu yang sangat singkat (2-5 detik). Pemanasan dengan suhu yang sangat tinggi bertujuan untuk membunuh seluruh mikroorganisme, baik pembusuk maupun patogen (penyebab penyakit). Waktu pemanasan yang sangat singkat dimaksudkan untuk mencegah kerusakan nilai gizi susu, serta untuk mendapatkan warna, aroma dan rasa yang relatif tidak berubah dibandingkan susu segarnya. Di dalam teknologi pangan, telah diketahui
bahwa pengolahan dengan suhu pemanasan yang tinggi tetapi dengan waktu yang sangat singkat, lebih dapat menyelamatkan nilai gizi daripada suhu pengolahan yang lebih rendah tetapi dengan waktu yang lebih lama. Pengolahan susu cair segar menjadi susu UHT relatif lebih sedikit pengaruhnya terhadap kerusakan zat-zat gizi, dibandingkan dengan pengolahan susu bubuk (Edelwz, 2008).
B. SEJARAH DAN PERKEMBANGAN PRODUK
Pada zaman dahulu, susu telah dipakai sebagai bahan pokok pangan manusia. Manusia mengambil susu dari hewan yang memiliki kelenjar susu, seperti Sapi dan Domba. Sapi dan domba mulai dijinakkan sejak 8000 SM untuk diambil daging, bulu dan susunya. Di Timur Tengah, susu bahkan terfermentasi menjadi keju oleh para pengembara gurun di sana. Diperkirakan susu mulai masuk ke dataran Eropa pada abad 5000 SM melewati daerah Anatolia. Sementara, susu mulai masuk ke Inggris pada periode Neolitik. Penggunaan keju dan susu dari Timur Tengah lewat Turki mulai dikenal oleh bangsa Eropa pada zaman Pertengahan. Kemudian, pada abad ke-15, para pelaut mulai membawa sapi perah untuk dipelihara dan diternakkan di dataran Eropa untuk konsumsi susu. Susu sapi sendiri baru dikenal oleh bangsa Indonesia lewat penjajahan Hindia Belanda pada abad ke 18 (Anonimf, 2010).
Susu UHT telah mencapai kesuksesan besar di sebagian besar kawasan Eropa, di mana di seluruh benua secara keseluruhan 7 dari 10 orang Eropa minum secara teratur. Pada kenyataannya, di negara beriklim panas seperti Spanyol, UHT lebih disukai karena biaya lemari pendingan cukup tinggi. Produsen terbesar di Eropa tepatnya Parmalat, telah mencapai keuntungan $ 6 miliar dari penjualan pada tahun 1999. Namun demikian, angka-angka pencapaian ini memiliki variasi yang luas seperti banyak negara di Eropa dimana susu pasteurisasi dengan metode High Temperature Short Time (HTST) lebih populer. Pada bulan Juni 1993, Parmalat memperkenalkan susu UHT ke Amerika Serikat. Namun di pasar perdagangan Amerika Utara, konsumen sudah gelisah untuk mengkonsumsi susu yang tidak didistribusikan
dalam lemari es dan lebih enggan untuk membelinya. Untuk mengatasi hal ini, Parmalat sedang mengembangkan susu UHT dalam wadah sederhana. Di Amerika Utara, banyak produk-produk susu maupun makanan yang dibuat menggunakan susu UHT, seperti McDonalds dan McFlurries (Anonimg,
2010).
C. KARAKTERISTIK BAHAN BAKU DAN PRODUK 1. KARAKTERISTIK BAHAN BAKU
Bahan baku yang digunakan dalam proses pembuatan susu UHT adalah susu sapi segar. Berdasarkan Standar Nasional Indonesia (SNI) tahun 1998 dalam Tri Eko Susilorini (2006), susu harus memenuhi syarat-syarat minimal sebagai berikut :
Tabel 1.1 Syarat Mutu Susu Segar
No. Karakteristik Syarat
1 Berat jenis (pada suhu 27,50C) minimum 1,0280
2 Kadar lemak minimum 3%
3 Kadar bahan kering tanpa lemak 8,0%
4 Kadar protein minimum 2,7%
5 Warna, bau, rasa, dan kekentalan Tidak ada perubahan
6 Derajat asam 6-70 SH
7 Uji alcohol (70%) Negatif
8 Uji katalase maksimum 3 (cc)
9 Angka refraksi 36-38
10 Angka reduktase 2-5 jam
11 Cemaran mikroba maksimum
- Total kuman 1.106 (FU/mL)
- Salmonella Negatif
- E. coli (patogen) Negatif
- Colifrom 20/mL
- Streptococcus group B Negatif
- Staphylococcus aureus 1.102/mL
13 Jumlah sel radang maksimum 4.105/mL
14 Cemaran logam berbahaya maksimum
- Timbal (Pb) 0,3 ppm
- Seng (Zn) 0,5 ppm
- Raksa (Hg) 0,5 ppm
- Arsen (As) 0,5 ppm
15 Residu
- Antibiotika Sesuai dengan
Peraturan keputusan - Peptisida/insektisida
bersama Menteri Kesehatan dan Menteri Pertanian yang berlaku
16 Kotoran dan bahan asing Negatif
17 Uji pemalsuan Negatif
18 Titik beku -0,5200C s/d -0,5600C
19 Uji peroksidase Positif
Sumber : SNI (1998) dalam Tri Eko Susilorini (2006)
Susu sapi segar memiliki beberapa karakteristik menurut Eniza Saleh (2004), yaitu sifat fisik dan sifat kimia yang meliputi sebagai berikut :
• Sifat Fisik Susu
1. Warna Susu
Warna susu dapat berubah dari satu warna kewarna yang lain, tergantung dari bangsa ternak, jenis pakan, jumlah lemak, bahan padat dan bahan pembentuk warna. Warna normal susu berkisar dari putih kekuningan atau keemasan. Dalam jumlah susu yang banyak maka susu akan terlihat keruh, sedangkan pada jumlah yang sedikit susu akan terlihat transparan atau tembus cahaya. Pada susu yang telah diambil lemaknya atau rendah lemaknya akan berwarna kebiru-biruan.Warna putih susu merupakan hasil dispersi dari refleksi cahaya oleh globula lemak dan partikel koloidal dari casein dan calsium phosphat. Warna kuning susu karena lemak dan karoten yang berasal dari tanaman hijau sebagi pakannya yang dapat larut.
2.Rasa dan Bau Susu
Kedua komponen ini erat sekali hubungannya dalam menentukan kualitas susu. Susu terasa sedikit manis, yang disebabkan oleh laktosa, sedangkan rasa asin berasal dari klorida, sitrat dan garam-garam mineral lainnya. Buckle et al., (1987) menyatakan bahwa cita rasa yang kurang normal mudah sekali berkembang di dalam susu dan hal ini mungkin merupakan akibat dari:
a. Sebab-sebab fisiologis seperti cita rasa pakan sapi misalnya alfalfa, bawang merah, bawang putih, dan cita rasa algae yang akan masuk
ke dalam susu jika bahan-bahan itu mencemari pakan dan air minum sapi.
b. Sebab-sebab dari enzim yang menghasilkan cita rasa tengik karena kegiatan lipase pada lemak susu.
c. Sebab-sebab kimiawi, yang disebabkan oleh oksidasi lemak.
d. Sebab-sebab dari bakteri yang timbul sebagai akibat pencemaran dan pertumbuhan bakteri yang menyebabkan peragian laktosa menjadi asam laktat dan hasil samping metabolik lainnya yang mudah menguap.
e. Sebab-sebab mekanis, bila susu mungkin menyerap cita rasa cat yang ada disekitarnya, sabun dan dari larutan chlor.
Bau susu mudah berubah dari bau yang sedap menjadi bau yang tidak sedap. Bau ini dipengaruhi oleh sifat lemak susu yang mudah menyerap bau disekitarnya. Demikian juga bahan pakan ternak sapi dapat merubah bau susu. Sedangkan menurut Isdarmady (2009) bau yang menyimpang dari susu normal dapat berasal dari :
a. Penyebab fisiologis : bau dari badan sapi yang dipindahkan ke dalam susu.
b. Penyebab enzimatis : menghasilkan bau tengik karena enzim lipase pada lemak susu
c. Penyebab bakteri : terjadinya fermentasi lactosa menjadi asam laktat dan hasil-hasil metbaolisme yang erasal dan bersifat volatile. d. Penyebab kimia : karena oksidasi lemak susu
e. Penyebab mekanis : karena absorbsi bau-bauan yang berasal dari lingkungan seperti sabun, cat, larutan clorida.
3. Berat Jenis Susu
Susu mempunyai berat jenis yang lebih besar daripada air. BJ susu = 1.027-1.035 dengan rata-rata 1.031 pada suhu 20°celcius. Akan tetapi menurut codex susu, BJ susu adalah 1.028. Codex susu adalah suatu daftar satuan yang harus dipenuhi air susu sebagai bahan makanan. Daftar ini telah disepakati para ahli gizi dan kesehatan sedunia,
walaupun disetiap negara atau daerah mempunyai ketentuan-ketentuan tersendiri. Berat jenis harus ditetapkan 3 jam setelah susu diperah. Penetapan lebih awal akan menunjukkan hasil BJ yang lebih kecil. Lama-kelamaan Bj nya akan meningkat dari pemerahan dan akan mencapai angka maksimal sampai 12 jam setelah pemerahan. Kenaikan Bj ini terutama terjadi karena pembebasan gas CO2 dan N2 yang terdapat dalam susu segar sebanyak 4-5% (Isdarmady, 2009). Hal ini disebabkan oleh :
•perubahan kondisi lemak
•Adanya gas yang timbul didalam susu
4.Kekentalan Susu (Viskositas)
Susu lebih kental dari air karena mengandung protein dan lemak. Oleh karena itu susu lebih kental dari pada skim milk yang tidak mengandung lemak (Isdarmady, 2009). Seperti BJ maka viskositas susu lebih tinggi daripada air. Viskositas susu biasanya berkisar 1,5– 2,0 cP. Pada suhu 20°C viskositas whey 1,2 cP, viskositas susu skim 1,5 cP dan susu segar 2,0 cP. Bahan padat dan lemak susu mempengaruhi viskositas. Temperatur ikut juga menentukan viskositas susu sehingga susu yang dingin lebih kental bila dibandingkan dengan susu yang baru diperah. Sifat ini sangat menguntungkan dalam pembuatan mentega.
5. Titik Beku dan Titik Cair dari Susu
Air membeku pada suhu 0 derajat celcius, 32 derajat Fahrenheit. Sedangkan susu membeku pada suhu -55 derajat celcius sampai 0,61 derajat celcius. Titik beku susu dipengaruhi oleh zat-zat terlarut di dalamnya termasuk laktosa dan flourida. Alat yang digunakan untuk mengukur titik beku adalah prescope dari Corfet dan temperature Beckman. Apabila terdapat pemalsuan susu dengan penambahan air, maka dengan mudah dapat dilakukan pengujian dengan uji penentuan titik beku. Karena campuran susu dengan air akan memperlihatkan titik beku yang lebih besar dari air dan lebih kecil dari susu. Titik
didih air adalah 100°C dan air susu 100.16°C. Titik didih juga akan mengalami perubahan pada pemalsuan air susu dengan air.
6.Daya Cerna Susu
Air susu mengandung bahan/zat makanan yang secara totalitas dapat dicerna, diserap dan dimanfaatkan tubuh dengan sempurna atau 100%. Oleh karena itu air susu dinyatakan sangat baik sebagai bahan makanan. Tidak ada lagi bahan makanan baik dari hewani terlebih-lebih nabati yang sama daya cernanya dengan air susu.
• Sifat Kimia Susu
Keasaman dan pH Susu : susu segar mempunyai sifat ampoter, artinya
dapat bersifat asam dan basa sekaligus. Jika diberi kertas lakmus biru, maka warnanya akan menjadi merah, sebaliknya jika diberi kertas lakmus merah warnanya akan berubah menjadi biru. Hal ini disebabkan karena protein dari asam amino yang mempunyai gugus amin yang bersifat basa dan gugus karboksil yang bersifat asam sehingga bersifat asam dan basa sehingga pH nya normal.
Potensial ion hydrogen (pH) susu segar mempunyai sifat sedikit asam mendekati netral terletak antara 6.5 – 6.7. Jika dititrasi dengan alkali dan kataliasator penolptalin, total asam dalam susu diketahui hanya 0.10 – 0.26 % saja. Sebagian besar asam yang ada dalam susu adalah asam laktat. Meskipun demikian keasaman susu dapat disebabkan oleh berbagai senyawa yang bersifat asam seperti senyawa-senyawa pospat komplek, asam sitrat, asam-asam amino dan karbondioksida yang larut dalam susu. Bila nilai pH air susu lebih tinggi dari 6,7 biasanya diartikan terkena mastitis dan bila pH dibawah 6,5 menunjukkan adanya kolostrum ataupun pemburukan bakteri.
2. KARAKTERISTIK BAHAN PENUNJANG
Bahan penunjang dalam pembuatan susu UHT menurut Anonimc
(2010) yaitu sebagai berikut : Gula
Gula yang digunakan adalah sukrosa (gula pasir) yang didapat dari pasar lokal. Sukrosa adalah oligosakarida yang mempunyai peran penting dalam pengolahan makanan dan banyak terdapat pada tebu, bit, siwalan, dan kelapa kopyor. Sukrosa biasanya digunakan dalam bentuk kristal halus atau kasar dan dalam jumlah yang banyak dipergunakan dalam bentuk cairan (Winarno, 2004). Gula berfungsi sebagai pemanis, selain itu juga untuk meningkatkan konsistensi susu.
Emulsifier dan stabilizer
Emulsifier merupakan zat yang membantu terbentuknya emulsi lemak dan air pada susu. Stabilizer adalah zat yang membantu menstabilkan emulsi yang terbentuk sehingga tidak mudah rusak, terutama pada pembuatan susu UHT beraroma (flavoured milk). Contoh zat yang dapat berfungsi sebagai emulsifier dan sekaligus sebagai stabilizer adalah recodan.
Garam
Garam yang ditambahkan berfungsi untuk meningkatkan tekanan osmosis sehingga susu tidak menjadi media yang disukai oleh bakteri. Selain iut, penambahan garam juga untuk memperbaiki cita rasa. Garam yang digunakan adalah garam meja yang diperoleh dari pasar lokal.
Vitamin
Vitamin yang digunakan ada dua macam, yaitu vitamin reguler dan vitamin pre-mix. Vitamin reguler berbentuk cair dan mengandung vitamin A, B, dan D. Sedangkan vitamin premix berbentuk bubuk dan mengandung vitamin B.
Skim dan butter fat
Skim dan butter fat berfungsi untuk menurunkan atau meningkatkan kadar lemak atau padatan susu. Hal ini dilakukan jika hasil sparasi pada susu ternyata tidak sesuai dengan formula yang telah ditentukan. Oleh karena itu skim dan butter fat tidak selalu ditambahkan pada setiap proses pengolahan.
3. KARAKTERISTIK PRODUK
Menurut SNI 01-3950-1995 tentang Standar Susu UHT, Susu UHT adalah susu segar, susu rekonstitusi atau rekombinasi yang telah mengalami proses
pemanasan pada temperatur minimum 1330C selama minimum 1 detik
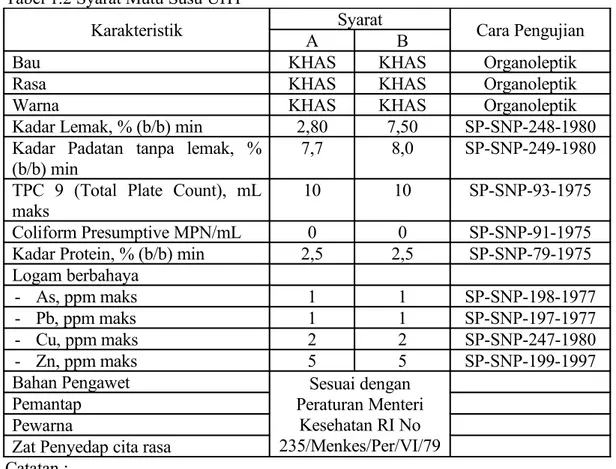
kemudian segera didinginkan sampai suhu kamar dan selanjutnya diperlakukan secara aseptis. Syarat mutu susu UHT menurut SNI 01-3950-1995 adalah sebagai berikut :
Tabel 1.2 Syarat Mutu Susu UHT
Karakteristik Syarat Cara Pengujian
A B
Bau KHAS KHAS Organoleptik
Rasa KHAS KHAS Organoleptik
Warna KHAS KHAS Organoleptik
Kadar Lemak, % (b/b) min 2,80 7,50 SP-SNP-248-1980
Kadar Padatan tanpa lemak, % (b/b) min
7,7 8,0 SP-SNP-249-1980
TPC 9 (Total Plate Count), mL maks
10 10 SP-SNP-93-1975
Coliform Presumptive MPN/mL 0 0 SP-SNP-91-1975
Kadar Protein, % (b/b) min 2,5 2,5 SP-SNP-79-1975
Logam berbahaya
- As, ppm maks 1 1 SP-SNP-198-1977
- Pb, ppm maks 1 1 SP-SNP-197-1977
- Cu, ppm maks 2 2 SP-SNP-247-1980
- Zn, ppm maks 5 5 SP-SNP-199-1997
Bahan Pengawet Sesuai dengan
Peraturan Menteri Kesehatan RI No 235/Menkes/Per/VI/79 Pemantap
Pewarna
Zat Penyedap cita rasa Catatan :
A = Susu UHT tanpa penyedap cita rasa
B = Susu UHT dengan flavour penyedap cita rasa
D. PEMANFAATAN PRODUK
Susu UHT dapat dijadikan sebagai pengganti susu bubuk. Dalam beberapa hal, susu UHT lebih praktis diberikan kepada anak-anak, yaitu mudah dibawa, tidak perlu waktu untuk menyiapkannya, serta awet disimpan pada suhu kamar selama 10 bulan meskipun tanpa bahan pengawet. Selain itu keunggulan susu UHT dibandingkan yang lain adalah:
1. aman untuk dikonsumsi, karena telah bebas dari mikroba pembusuk dan mikroba penyebab penyakit,
2. memiliki warna, rasa dan penampakan yang mirip susu sapi segar, 3. susu bersifat awet dan tanpa bahan pengawet,
4. sangat praktis untuk dikonsumsi dan tidak membutuhkan lemari pendingin, 5. mengandung zat gizi yang sangat bermanfaat bagi pemeliharaan kesehatan
tubuh yang optimal. (Edelwz, 2008).
E. PEMILIHAN LOKASI PABRIK
Untuk lokasi pabrik pengolahan susu UHT dengan kapasitas 1000 liter/hari ini berada di daerah Ungaran yang termasuk dalam kawasan Industri Solo-Semarang. Pemilihan daerah ini karena pada daerah ini merupakan kawasan industri yang dekat dengan jalan raya Solo-Semarang yang merupakan akses penghubung jalur pantai utara dan jalur pantai selatan yang strategis, sehingga memudahkan dalam ditribusi produk dan bahan baku dari dan ke perusahaan. Kawasan ini juga sukup dekat dengan daerah penghasil bahan baku di Boyolali, sehingga menghemat transportasi dan kualitas bahan baku dapat dijaga karena jarak yang cukup dekat. Kawasan ini juga cukup dekat dengan kota – kota besar seperti Semarang dan Solo yang bisa menyediakan sumber daya manusia baik yang terlatih dan terdidik dan sumber daya manusia kasar, sehingga untuk ketersediaan tenaga kerja dapat dipenuhi dan tidak menutup kemungkinan dari daerah sekitarnya. Dan karena sudah banyak industri di daerah ini yang cukup besar, maka ketersediaan utilitas penunjang seperti listrik dan air dapat dicukupi.
BAB II
SELEKSI DAN URAIAN PROSES A. URAIAN PROSES SECARA UMUM
Susu cair segar UHT dibuat dari susu cair segar yang diolah menggunakan pemanasan dengan suhu tinggi dan dalam waktu yang sangat singkat untuk membunuh seluruh mikroba, sehingga memiliki mutu yang sangat baik. Secara kesuluruhan faktor utama penentu mutu susu UHT adalah bahan baku, proses pengolahan dan pengemasannya. Bahan baku susu UHT cair segar adalah susu segar yang memiliki mutu tinggi terutama dalam komposisi gizi. Susu segar yang baru diperah harus diberli perlakuan dingin termasuk transportasi susu menuju pabrik. Pengolahan di pabrik untuk mengkonversi susu segar menjadi susu UHT juga harus dilakukan dengan sanitasi yang maksimum yaitu dengan menggunakan alat-alat yang steril dan meminimumkan kontak dengan tangan. Seluruh proses dilakukan secara aseptik.
Susu UHT dikemas secara higienis dengan menggunakan kemasan aseptik multilapis berteknologi canggih. Kemasan multilapis ini kedap udara sehingga bakteri pun tak dapat masuk ke dalamnya. Karena bebas bakteri perusak minuman, maka susu UHT pun tetap segar dan aman untuk dikonsumsi. Selain itu kemasan multilapis susu UHT ini juga kedap cahaya sehingga cahaya ultra violet tak akan mampu menembusnya dengan terlindungnya dari sinar ultra violet maka kesegaran susu UHT pun akan tetap terjaga. Setiap kemasan aseptik multilapis susu UHT disterilisasi satu per satu secara otomatis sebelum diisi dengan susu. Proses tersebut secara otomatis dilakukan hampir tanpa adanya campur tanganmanusia sehingga menjamin produk yang sangat higienis dan memenuhi standar kesehatan internasional. Dengan demikian teknologi UHT dan kemasan aseptik multilapis menjamin susu UHT bebas bakteri dan tahan lama tidak membutuhkan bahan pengawet dan tak perlu disimpan di lemari pendingin hingga 10 bulan setelah diproduksi.
Proses pengolahan susu UHT terbagi menjadi 3 tahap yang saling berkesinambungan, yaitu tahap penerimaan dan pengaturan kadar lemak, tahap pengolahan, dan tahap pengemasan. Tahap penerimaan dan pengaturan kadar lemak tahap ini merupakan tahapan proses yang meliputi proses awal penerimaan susu dari pemasok hingga proses separasi lemak susu untuk mengatur kadar lemak susu. Tahap pengolahan merupakan tahap dilakukannya proses pengolahan susu UHT. Tahap ini meliputi empat proses penting, yaitu proses pencampuran, proses pasteurisasi, proses homogenisasi, dan proses sterilisasi. Pengisian dan pengemasan susu UHT dilakukan dengan cara aseptik. Oleh karena itu menuntut kondisi susu, bahan pengemas, dan juga mesin pengmas dalam keadaan aseptik.
Metode yang digunakan untuk proses susu UHT menurut Wang Chicky (2008) dapat berupa :
1. Metode Tidak Langsung (indirect), dimana proses pemanasan dan pendinginan produk dilakukan secara bertahap menggunakan heat exchanger. Biasanya homogenisasi pada metode indirect dilakukan sebelum suhu sterilisasi.
2. Metode Langsung (direct), dimana produk dipanaskan terlebih dahulu sampai suhu 70°C dengan cara indirect, kemudian steam dimasukkan langsung ke dalam produk. Setelah itu, produk didinginkan secara cepat (flash cooling) dalam bejana vakum untuk mendinginkan produk sekaligus mengevaporasi kondensat steam yang bercampur dengan produk. Setelah pendinginan, produk kemudian dihomogenisasi dengan aseptic homogenizer. Steam yang digunakan untuk metode ini harus food grade.
B. SELEKSI BAHAN BAKU
Bahan baku berupa susu segar diperoleh dari daerah Boyolali dari beberapa peternak sapi perah dan koperasi susu desa setempat yang telah dipilih sebanyak 1000 liter per hari. Untuk selanjutnya bahan dikirim ke pabrik dengan truck tangki dengan pendingin agar menjaga kualitas susu yang dikirim. Kemudian setelah tiba di pabrik, akan melalui proses seleksi bahan
baku. Tahap ini merupakan tahapan proses yang meliputi proses awal penerimaan susu dari pemasok hingga proses separasi lemak susu untuk mengatur kadar lemak susu. Susu segar yang baru tiba segera diuji mutunya di laboratorium Quality Control (QC). Pengujian pertama ini dilakukan untuk mengetahui kualitas susu yang datang, di mana hasil dari pengujian ini akan menentukan apakah susu tersebut layak diterima atau tidak. Hal ini penting dilakukan untuk menjaga kualitas produk akhir. Pengujian awal yang dilkukan ini meliputi uji alkohol, uji resorsin, uji keasaman, dan uji organoleptik. Susu segar yang memenuhi standar yang telah ditetapkan segera dialirkan ke storage tank. Namun sebelum masuk ke storage tank, susu tersebut dile-watkan pada cooler untuk mendapatkan suhu aman penyimpanan, yaitu suhu sekitar 4oC –
50C. Volume susu yang masuk dihitung menggunakan pengukur volume susu
(milk counter). Setelah susu berada dalam storage tank, kemudian dilakukan kembali pengujian mutu susu. Uji mutu yang dilakukan antara lain pengukuran kadar lemak untuk menentukan harga susu yang diterima dari suplier. Harga susu segar dari suplier ditentukan berdasarkan kadar lemaknya. Semakin tinggi kadar lemak, maka harga susu per liter nya akan lebih tinggi. Kisaran harga telah ditentukan berdasarkan kese-pakatan antara pihak perusahaan dengan suplier. Selain uji kadar lemak, pengujian juga dilakukan terhadap berat jenis, dan uji mikrobiologis.
C. MACAM PROSES
Proses pembuatan susu UHT menurut Anonimc (2010) adalah sebagai berikut:
1. Proses Separasi
Pada proses separasi ini bertujuan untuk mengetahui jumlah lemak yang harus ditambahkan atau dikurangi untuk memenuhi kriteria standar produk. Umumnya susu segar memiliki kadar lemak sekitar 3.5%. Untuk produksi plain milk, kadar lemak susu segar diturunkan hingga 2.8% - 3.1% dan hal ini dipertahankan sampai akhir proses produksi. Penurunan kadar lemak ini dilakukan dengan memisahkan krim susu segar dengan menggunakan tangki separator. Sebelum dilakukan proses separasi lemak, terlebih dahulu
dilakukan pemanasan pendahuluan. Pemanasan pendahuluan ini dilakukan secara perlahan dan bertahap untuk menurunkan viskositas susu sehingga proses separasi lebih efektif. Selain itu, pemanasan ini juga bertujuan untuk menurunkan populasi bakteri. Pemanasan ini berlangsung pada suhu 70oC –
80oC selama kurang lebih 15 detik.
2. Proses Mixing - Whole Mixing
Proses pencampuan dilakukan secara menyeluruh pada bahan yang digunakan. Bahan dicampur dengan dicampurkan dengan bahan-bahan pembantu emulsifier, stabilizer, dan lain-lain. Sebelum dilakukan pencampuran, susu dilewatkan pada heater sehingga suhu susu naik menjadi sekitar 55oC. Pemanasan ini berfungsi untuk menaikkan suhu
sebe-lum proses pasteurisasi. dan juga untuk memudahkan pelarutan bahan-bahan pembantu.
- Half Mixing
Proses pencampuran dilakukan secara bertahap, yaitu sekitar 50% jumlah susu yang ada di storage tank dialirkan ke tangki pencampur (mixing tank) dan dicampurkan dengan bahan-bahan pembantu seperti gula, garam, flavor, emulsifier, stabilizer, dan lain-lain dengan jumlah sesuai dengan formula yang telah ditentukan. Sedangkan 50% susu lainnya langsung dipasteurisasi dan dihomogenisasi. Susu yang telah dicampur dengan bahan-bahan pembantu dan susu yang tidak dicampur dengan bahan pembantu kemudian disatukan kembali di storage tank setelah proses pasteurisasi dan homogenisasi. Sebelum dilakukan pencampuran, susu dilewatkan pada heater sehingga suhu susu naik menjadi sekitar 55oC. Pemanasan ini berfungsi untuk menaikkan suhu
sebelum proses pasteurisasi. dan juga untuk memudahkan pelarutan bahan-bahan pembantu.
3. Pasteurisasi
Untuk produksi plain milk, dilakukan proses pasteurisasi pada suhu 75oC selama 15 detik. Proses pasteurisasi ini bertujuan untuk
meningkatkan efisiensi homogenisasi. Panas pada susu akan menyebabkan rusaknya kemampuan globula-globula lemak untuk melakukan flokulasi (bergerombol), sehingga viskositas susu menurun. Globula-globula lemak yang bebas itu dapat dengan mudah diperkecil ukurannya dalam proses homogenisasi. Selain itu, proses pasteurisasi akan menginaktivasi enzim lipase sehingga dapat mencegah degradasi lemak oleh lipase selama proses homogenisasi. Degradasi lemak ini dapat meningkatkan asiditas susu.
- Low Temperature Long Time
Untuk produksi plain milk, dilakukan proses pasteurisasi pada suhu 60oC selama 1 menit.
Proses pasteurisasi ini bertujuan untuk meningkatkan efisiensi homogenisasi. Panas pada susu akan menyebabkan rusaknya kemampuan globula-globula lemak untuk melakukan flokulasi (bergerombol), sehingga viskositas susu menurun. Globula-globula lemak yang bebas itu dapat dengan mudah diperkecil ukurannya dalam proses homogenisasi. Selain itu, proses pasteurisasi akan menginaktivasi enzim lipase sehingga dapat mencegah degradasi lemak oleh lipase selama proses homogenisasi. Degradasi lemak ini dapat meningkatkan asiditas susu.
4. Homogenisasi
- Homogenisasi upstream
Upstream adalah proses homogeniasi yang dilakukan di hulu. Pada metode ini, produk akan mengalami homogenisasi terlebih dahulu kemudian mengalami sterilisasi dan cooling.
- Homogenisasi downstream
Downstream yaitu proses homogenisasi yang dilakukan di hilir. Susu akan mengalami proses sterilisasi terlebih dahulu kemudian mengalami homogenisasi dan cooling.
5. Pemanasan UHT (Main Heating)
Metode yang digunakan untuk proses susu UHT menurut Wang Chicky (2008) dapat berupa :
- Pemanasan langsung
Pada tahap main heating, susu dipanaskan pada suhu 140oC langsung
pada sumber panas. Steam yang digunakan untuk metode ini harus food grade.
- Pemanasan tidak langsung
Metode Tidak Langsung (indirect), dimana proses pemanasan dan pendinginan produk dilakukan secara bertahap menggunakan heat exchanger. Pada tahap main heating, susu dipanaskan pada suhu 140oC
secara tidak langsung dengan Tubular Heat Exchanger. Steam yang digunakan untuk metode ini harus food grade.
6. Pendinginan
Setelah disterilisasi dan dihomogenisasi, susu didinginkan secara bertahap. Mula-mula pendinginan susu dilakukan pada regenerator, yaitu susu yang telah disterilisasi memberikan panasnya kepada susu yang lebih dingin yang masuk ke dalam rege-nerator. Setelah itu, pendinginan dilakukan dengan cooler yang menggunakan air pendingin dari menara pendingin (cooling tower).
7. Filling dan Packing
Pengisian dan pengemasan susu UHT dilakukan dengan cara aseptik. Oleh karena itu menuntut kondisi susu, bahan pengemas, dan juga mesin pengmas dalam keadaan aseptik.
D. SELEKSI PROSES
Setelah seluruh pengujian terhadap produk susu segar selesai dilakukan, tahap selanjutnya adalah pengaturan kadar lemak susu. Dari hasil analisa kadar lemak terhadap susu segar sebelumnya, maka dapat diketahui jumlah lemak yang harus ditambahkan atau dikurangi untuk memenuhi kriteria standar produk. Umumnya susu segar memiliki kadar lemak sekitar 3.5%. Untuk produksi plain milk, kadar lemak susu segar diturunkan hingga 2.8% - 3.1%, dan hal ini dipertahankan sampai akhir proses produksi. Penurunan kadar lemak ini dilakukan dengan memisahkan krim susu segar dengan menggunakan tangki separator. Sebelum dilakukan proses separasi lemak, terlebih dahulu dilakukan pemanasan pendahuluan. Pemanasan pendahuluan ini dilakukan secara perlahan dan bertahap untuk menurunkan viskositas susu sehingga proses separasi lebih efektif. Selain itu, pemanasan ini juga bertujuan untuk menurunkan populasi bakteri. Pemanasan ini berlangsung pada suhu 70oC–80oC selama kurang lebih 15 detik. Proses
separasi berlangsung sesuai dengan perhitungan pemisahan krim yang telah dilakukan sebelumnya. Krim yang terpisah kemudian dimanfaatkan untuk pembu-atan mentega (butter), sedangkan skim yang terpisah kemudian diturunkan suhunya dan ditampung dalam storage tank atau langsung diolah jika alat-alat untuk tahap selanjutnya telah siap digunakan. Jika susu ingin disimpan, maka susu didinginkan terlebih dahulu dengan melewatkan pada cooler dan kemudian disimpan dalam storage tank. Proses pendinginan ini bertujuan untuk mematikan bakteri-bakteri termofil dan inaktivasi enzim, sehingga kondisi penyimpanan lebih aman.
2. Proses Mixing
Proses pencampuran dilakukan secara bertahap (Half Mixing), yaitu sekitar 50% jumlah susu yang ada di storage tank dialirkan ke tangki pencampur (mixing tank) dan dicampurkan dengan bahan-bahan pembantu seperti emulsifier, stabilizer, dan lain-lain dengan jumlah sesuai dengan formula yang telah ditentukan. Sedangkan 50% susu lainnya langsung dipasteurisasi dan dihomogenisasi. Susu yang telah dicampur dengan bahan-bahan pembantu dan susu yang tidak dicampur dengan bahan-bahan pembantu
kemudian disatukan kembali di storage tank setelah proses pasteurisasi dan homogenisasi. Tujuan dilakukannnya pencampuran secara bertahap adalah agar proses pencampuran lebih efisien, di mana waktu pencampuran akan lebih singkat dan homogenitas susu lebih baik. Dan dari segi ekonomi, proses akan lebih singkat yang artinya akan memeperkecil biaya yang dibutuhkan. Sebelum dilakukan pencampuran, susu dilewatkan pada heater sehingga suhu susu naik menjadi sekitar 55oC. Pemanasan ini berfungsi
untuk menaikkan suhu sebelum proses pasteurisasi. dan juga untuk memudahkan pelarutan bahan-bahan pembantu.
3. Proses Pasteurisasi
Sebelum dihomogenisasi, dilakukan proses pasteurisasi baik terhadap susu yang dicampur dengan bahan pembantu maupun susu yang tidak dicampur bahan pem-bantu. Metode pasteurisasi yang digunakan adalah High Temperature Short Time (HTST). Suhu pasteuriasi yang diterapkan untuk produksi plain milk berbeda dengan suhu pasteurisasi untuk flavoured milk. Untuk produksi plain milk, dilakukan proses pasteurisasi pada suhu 75oC selama 15 detik. Sedangkan untuk produksi
flavoured milk, dilakukan proses pasteurisasi pada suhu 80oC – 90oC selama
15 detik. Proses pasteurisasi ini bertujuan untuk meningkatkan efisiensi homogenisasi. Panas pada susu akan menyebabkan rusaknya kemampuan globula-globula lemak untuk melakukan flokulasi (bergerombol), sehingga viskositas susu menurun. Globula-globula lemak yang bebas itu dapat dengan mudah diperkecil ukurannya dalam proses homogenisasi. Selain itu, proses pasteurisasi akan menginaktivasi enzim lipase sehingga dapat mencegah degradasi lemak oleh lipase selama proses homogenisasi. Degradasi lemak ini dapat meningkatkan asiditas susu. Sumber panas dari pasteurizer adalah uap panas (steam) yang disuplai dari boiler. Proses pindah panas dari steam ke susu terjadi secara konduksi melalui plate heat exchanger.
Pada tahap ini, jenis homogenisasi yang dipakai adalah homogenisasi upstream. Homogenisasi upstream adalah proses homogeniasi yang dilakukan di hulu. Pada metode ini, produk akan mengalami homogenisasi terlebih dahulu kemudian mengalami sterilisasi dan cooling. Kelebihan dari metode ini adalah kemungkinan terjadinya rekontaminasi dari homogenizer rendah. Kelemahan dari metode ini adalah kemungkinan terjadinya penggumpalan globula lemak karena proses homogenisasi dilakukan sebelum proses sterilisasi. Namun hal ini dapat diatasi karena homogenisasi dilakukan sebelum Main Heating, sehingga kemungkinan kontaminasi dapat dihilangkan dengan proses selanjutnya yang menggunakan panas yang tinggi. Pada tahap homogenisasi dilakukan melalui 2 tahap menurut Anonimc (2010), yaitu:
• Homogenisasi I
Proses homogenisasi I dilakukan dengan menggunakan tekanan sebesar 100 kg/ cm2 (1071 – 1429 psi). Proses homogenisasi ini bertujuan untuk
memperkecil globula-globula lemak susu sehingga lebih homogen dan meningkatkan stabilitas emulsi susu. Proses homogenisasi ini dilakukan dengan melewatkan susu pada celah sempit dengan tekanan tertentu. Setelah proses homogenisasi selesai, susu segera disimpan dan didi-nginkan pada storage tank untuk proses lebih lanjut. Penyimpanan susu pada storage tank ini dilakukan selama menunggu selesainya proses sterilisasi alat pada sistem sterilisasi yang digunakan. Setelah proses homogenisasi I, susu didinginkan dengan air dari menara pendingin (cooling tower) melalui alat tubular cooler. Susu yang telah melewati cooler ini akan bersuhu 25oC – 28oC. Kemudian dilanjutkan dengan
pendinginan oleh air es dari chilled water sehingga susu bersuhu 4oC –
8oC. Setelah didinginkan, susu disimpan dalam tangki penyimpanan
sambil terus diaduk untuk menjaga homogenitasnya.
• Homogenisasi II
Sebelum dilakukan proses homogenisasi II, susu terlebih dahulu dipanaskan (preheating) dengan plat pemanas sampai suhu sekitar 60oC.
Proses homogenisasi II ini bertujuan untuk memperkecil ukuran globula-globula lemak, sehingga proses pindah panas pada waktu proses sterilisasi berlangsung lebih merata. Tekanan pada proses homogenisasi II ini adalah sebesar 200 kg/cm2 (2857 psi).
5. Main Heating (UHT)
Setelah dilakukan homogenisasi II, susu kemudian disterilisasi. Sebelum dilakukan sterilisasi, suhu susu dinaikkan melalui proses regenerasi, yaitu dengan pertukaran panas dari susu yang telah mengalami sterilisasi dengan susu dingin yang lebih dingin. Susu yang masuk ke regenerator akan menerima panas dari susu yang telah disterilisasi. Akibat proses regenerasi ini, maka suhu susu yang telah disterilisasi ini akan turun dari sekitar 140oC menjadi sekitar 28oC. Sedangkan susu yang belum
disterilisasi akan meningkat dari sekitar 50oC menjadi skitar 95oC. Proses
pemindahan panas dengan sistem regenerasi ini mempunyai beberapa tujuan, antara lain (1) menghemat penggunaan energi, (2) mempersingkat waktu proses, (3) mencegah kerusakan susu karena perubahan suhu yang ekstrim, dan (4) mendinginkan suhu susu yang telah disterilisasi. Sterilisasi yang dilakukan adalah sterisilasi sistem alir (kontinyu) dengan sistem pemanasan tidak langsung (indirect heating). Keuntungan dari sistem pemanasan secara tidak langsung adalah media pemanas (steam) tidak kontak dengan produk, sehingga steam yang digunakan tidak perlu terlalu bersih. Selain itu, kemungkinan terjadinya kerusakan akibat pemanasan yang mendadak dan juga akibat terlalu lamanya pemanasan dapat dihindari.
Proses pindah panas dari steam ke susu pada proses sterilisasi ini terjadi melalui tubular heat exchanger (THE) yang berbentuk pipa stainless steel berlapis tiga. Susu yang disterilisasi mengalir pada pipa yang di tengah, sedangkan steam mengalir pada lapisan pipa terluar dan terdalam. Arah aliran steam dan susu adalah berlawanan (counter current). Metode sterilisasi yang digunakan adalah Ultra High Temperature (UHT) yang dilakukan secara bertahap. Pada tahap preheating, susu dipanaskan hingga suhu 60oC yang dilanjutkan dengan proses regenerasi yang meningkatkan
suhu susu menjadi sekitar 95oC. Pada tahap main heating, susu dipanaskan
pada suhu 140oC, dan ditahan dalam holding tube selama empat detik.
6. Pendinginan (cooling)
Setelah disterilisasi dan dihomogenisasi, susu didinginkan secara bertahap. Mula-mula pendinginan susu dilakukan pada regenerator, yaitu susu yang telah disterilisasi memberikan panasnya kepada susu yang lebih dingin yang masuk ke dalam regenerator. Setelah itu, pendinginan dilakukan dengan cooler yang menggunakan air pendingin dari menara pendingin (cooling tower).
Suhu produk tidak boleh kurang dari 30oC karena dapat
mengakibatkan terjadinya kondensasi uap di luar pipa pengisian. Bila air dari uap kondensasi ini masuk ke dalam kemasan sewaktu pengisian produk, maka akan menyebabkan produk menjadi tidak steril lagi. Suhu produk juga tidak boleh lebih tinggi dari 35oC karena dapat merusak kemasan dan
menyebabkan bau menyimpang. Produk susu UHT yang telah didinginkan ini kemudian dialirkan ke mesin pengisi (aseptic filling machine).
7. Packing
Pengisian dan pengemasan susu UHT dilakukan dengan cara aseptik. Oleh karena itu menuntut kondisi susu, bahan pengemas, dan juga mesin pengmas dalam keadaan aseptik.
Proses pengisian dimulai dengan memasang rol kertas pengemas pada mesin pengemas. Dalam pemasangan rol, ujung rol yang baru disambung dengan ujung rol yang lama. kemudian tiap kemasan diberi cap tanggal kadaluarsa, nomor mesin, dan jam produksi. Tanggal kadaluarsa susu UHT ditentukan untuk jangka waktu sepuluh bulan.
Proses yang kontinyu ini dilanjutkan dengan pelapisan pita plastik perekat yang terbuat dari polietilen pada satu sisi kertas pengemas. Plastik perekat tersebut direkatkan dengan menggunakan udara panas (290oC) dan
ditekan dengan rol penekan. Plastik ini hanya menempel setengah saja pada kertas kemasan agar dapat digunakan untuk merekatkan sisi kertas kemasan lainnya pada saat kemasan dibentuk menjadi kotak. Plastik perekat ini
disebut sebagai longitudinal seal strip. Kemudian kertas pengemas disterilkan dengan cara dicelupkan ke dalam bak berisi H2O2 35% pada suhu
30oC – 40oC selama kurang lebih satu detik. Agar H
2O2 dapat menempel
pada kertas, maka digunakan wetting agent berupa PSM (polioksitilen sorbitan monolaurat) 0.3%. H2O2 bersifat racun, maka residu peroksida yang
tertinggal pada kertas kemasan dihilangkan dengan cara pengepresan bahan pengemas oleh dua rol yang berputar dan saling menggencet serta memeras keluar sisa peroksida tersebut.
Kertas yang sudah steril tersebut kemudian dibentuk silinder. Plastik perekat ditekan dan direkatkan pada tepi kemasan yang lain dengan rol penekan yang suhunya sekitar 350oC. Residu H
2O2 yang masih tersisa akan
mengalami evaporasi oleh udara panas saat melewati koil yang bersuhu tinggi, yaitu tube heater zone. Adanya tube heater zone ini juga berfungsi untuk membunuh mikroba yang mngkin masih hidup pada kemasan.
Proses dilanjutkan dengan menjepit bagian bawah silinder kemasan oleh rahang panas pembentuk sambungan transversal seal. Pada tahap ini, susu siap diisikan ke dalam kemasan. Pengisian susu dilakukan melalui pipa pengisi dan alirannya diatur oleh pelampung. Setelah pengisian selesai, bagian atas silinder kertas dijepit oleh rahang panas untuk membentuk transversal seal, sekaligus memotong kertas penge-mas tepat di atas transversal seal.
Kotak yang masih setengah jadi ini langsung didinginkan dengan penyemprotan air dingin sampai suhunya sekitar 30 – 33oC. Akhirnya,
bagian atas dan bawah kemasan dilipat dan direkatkan ke samping dan bawah kotak membentuk kemasan kotak. Kotak yang telah terisi tersebut dibawa dengan konveyor ke tempat penempelan sedotan dan pengepakan.
Sedotan ditempelkan pada kemasan dengan menggunakan mesin straw applicator. Penempelan sedotan dimulai dengan penyemprotan perekat pada satu sisi kemasan di dua sudut yang berlawanan. Kemudian sedotan langsung ditempelkan pada perekat tersebut secara melintang.
Kotak-kotak susu yang telah diberi sedotan ini dipak dalam kardus secara otomatis. Kemudian kardus-kardus yang telah diisi tersebut dipindahkan secara manual ke atas palet dan disimpan di gudang.
E. DIAGRAM ALIR
1. Diagram Alir Kualitatif
Susu segar T 400C Filtrasi t = 30 menit
Susu segar bersih
Mixing
Steam Heating T = 550C
Storage tank
Kotoran
Susu segar bersih
50% susu segar 50% susu segar
pasteurised milk Mixed milk
Pasteurisasi T = 750C, 15 detik Cooling T = 25oC – 28oC Homogenisasi II Tekanan 200 kg/cm2 (2857 psi) Regenerasi T = 280C Homogenisasi I Tekanan 100 kg/cm2(1071 – 1429 psi) Preheating T = 600C Gula Garam Emulsifier Stabilizer Vitamin Skim Butter fat Air Air Air Pasteurisasi T = 750C, 15 detik Homogenisasi I Tekanan 100 kg/cm2(1071 – 1429 psi) Homogenized milk pasteurised milk Cooling T = 25oC – 28oC Homogenized milk Cooled milk Cooled skim Preheated milk Homogenized milk Regenerated milk
Gambar 1. Diagram Alir Kualitatif Proses Pengolahan Susu UHT
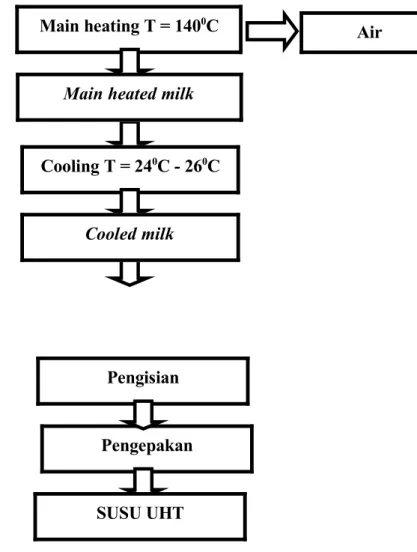
2. Diagram Alir Kuantitatif Per 100 Bagian
Main heating T = 1400C
Cooling T = 240C - 260C
Pengepakan Pengisian
Air
Main heated milk
Cooled milk
SUSU UHT
Susu segar 100 bagian T 400C Filtrasi t = 30 menit
Mixing
Steam Storage tank
Kotoran 0,5 bagian Homogenisasi I
Susu segar bersih 99,5 bagian Heating T = 550C Gula 60,05 bagian Garam 0,05 bagian Emulsifier 9,48 bagian Stabilizer 6,38 bagian Vitamin 0,1 bagian Skim 10,66 bagian Butter fat 2,56 bagian
Air 10,72 bagian
Susu segar bersih 38,49 bagian
Pasteurisasi
50% susu segar 49,75 bagian 50% susu segar 49,75 bagian
pasteurised milk 32,03 bagian
Mixed milk 139,49 bagian
Pasteurisasi Cooling T = 25oC – 28oC Regenerasi T = 280C Homogenisasi I Tekanan 100 kg/cm2(1071 – 1429 psi) Air 29,25
Homogenized milk 32,03 bagian
pasteurised milk 110,24 bagian Cooling T = 25oC – 28oC
Homogenized milk 110,24 bagian
Cooled milk
Cooled skim 32,03 bagian
Regenerated milk
Air 17,72 bagian Air 11,26
Homogenisasi II
Tekanan 200 kg/cm2 (2857 psi)
Regenerasi T = 280C
Preheating T = 600C Air 47,31 bagian
Preheated milk 94,96 bagian
Homogenized milk 94,96 bagian
Regenerated milk Main heating T = 1400C Cooling T = 240C - 260C Pengepakan 43,77 bagian Pengisian 43,77 bagian Air 51,19 bagian
Main heated milk 43,77 bagian
Gambar 2. Diagram Alir Kuantitatif Proses Pengolahan Susu UHT SUSU UHT 43,77 bagian
BAB III
MESIN DAN PERALATAN PROSES
A. ANALISA PEMILIHAN MESIN DAN PERALATAN PROSES 1. Tranfer Tank
Gambar 3.1 Transfer Tank
• Fungsi : Sebagai wadah menampung dan membawa susu segardari para peternak ke Pusat Pendinginan Susu.
• Spesifikasi Alat :
1 Material : Satinless steel 304, single wall 0 Top manhole diameter 500 mm
Ledder; Saddle t = 4 mm
Outlet : 2 ½ : witg Butterfly valve Kapasitas : 500 - 1.000 lt
2. Cooling Unit
• Fungsi : Sebagai alat untuk menampung dan menyimpan susu segar dalam kondisi dingin (4-7 oC), tertutup, dan tidak tembus cahaya. Alat
ini dilengkapi dengan termostat, display suhu susu di dalam cooling unit, pengaduk, tombol operasi alat.
• Spesifikasi : Material cooling unit seluruhnya terbuat dari stainless steel sheet type AISI 304. dinding diunsulasi dengan lapisan polyurethane (PU) dan dilengkapi dengan agitator berkecepatan rendah serta thermometer.
Jenis cooling unit yang digunakan untuk menyimpan susu segar sebelum dilakukan pencampuran yaitu menggunakan ice bank. Cooling unit ini terdiri atas dinding rangkap tiga (triple wall), dimana terdapat ice bank didalamnya. Proses pendinginan dilakukan secara tidak langsung, dimana air es dari ice bank disemprotkan pada dinding tangki, sehingga luas permukaan pendinginan lebih luas dan proses pendinginan susu lebih cepat (Anonimd, 2010).
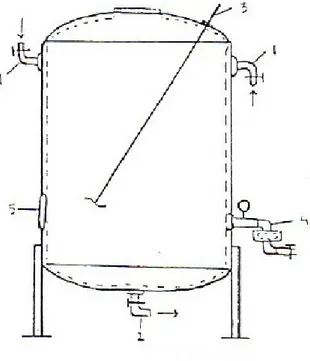
3. Storage Tank
Gambar 3.3 Tangki Penyimpanan (Storage Tank)
Tangki penyimpanan terbuat dari stainless steel dan berfungsi untuk menyimpan dan mencegah kerusakan susu sebelum memasuki tahap berikutnya. Alat ini dilengkapi dengan agitator berbentuk baling-baling dengan daya 0.75 HP (Anonimc, 2010).
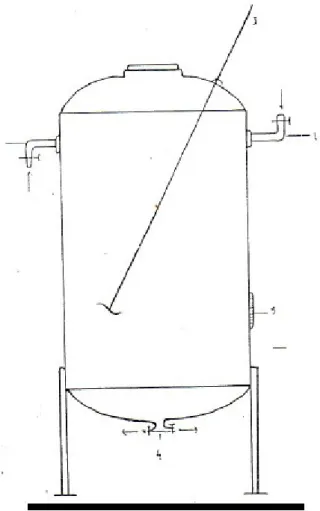
4. Mixing Tank
Gambar 3.4 Mixing Tank
Mixing tank berfungsi sebagai tempat pencampuran bahan baku dan bahan pembantu. Tangki ini terbuat dari stainless steel yang dilengkapi dengan glass wool untuk mempertahankan suhu. Alat ini terbuat dari bahan stainless steel dan dilengkapi dengan agitator dan filter. Alat ini berfungsi untuk mencampur serta melarutkan bahan pembantu yang berbentuk padar/bubuk seperti gula, garam, skim, emulsifier, stabilizer, dan lain sebagainya. Bahan pembantu dilarutkan dengan pelarut (susu), disaring, kemudian dialir-kan ke tangki pencampur melalui pipa penghubung (Anonimc, 2010).
Gambar 3.5 Alat Pasteurisasi
Unit pasteurisasi susu type ini cocok digunakan untuk UKM/KUD yang pasar produknya sekitar 3000 – 10.000 cup/hari. Spesifikasi Peralatan Pasteurisasi pada dasarnya juga tidak berbeda dengan peralatan type II, yaitu terdiri atas :
a. Tubular/Plate Pasteuriser : kapasitas 250 - 500 lt/jam, bahan SS 304, terdiri atas 3 segmen heater , cooler dan chiller. Media Pemanas : Air panas atau element listrik; Media pendingin : air sumur dan air es.
b. Automatic Cup Filler & Sealer : Fully automatic cup filler & sealer , kapasitas 1200 – 1500 cup/jam; 1100 watt.
c. Display cooler : Untuk penyimpanan susu pasteurisasi, kapasitas 100– 200 liter; air tight-glass panel door.
d. Chest Freezer : Kapasitas 200 – 300 ltr, kapasitas beku 14 kg/24 jam; Inside temperature : - 200C.
e. Peralatan Utilitas : a). Hot water sistem; bahan SS 304; kapasitas 1000 lt; pemanas element listrik 5000 watt, lengkap dengan pompa sirkulasi. air panas b). Unit Air Es; bahan SS 304; kapasitas 1000 lt; condensing unit 1 PK, lengkap dengan pompa sirkulasi air pendingin.
(Anonimd, 2010)
Gambar 3.6 Homogenizer
Homogenizer, alat ini berfungsi untuk memecah globula lemak, sehingga lemak susu akan tersebar merata di dalam cairan susu dan tidak mudah memisah (Jiwacore, 2009). Prinsip kerja dari alat ini adalah mengalirkan produk melalui celah dengan tekanan tertentu. Aliran dari celah ini mengakibatkan terjadinya hambatan aliran prioduk sehingga terjadi gesekan antara globula lemak. Karena adanya perbe-daan tekanan pada aliran maka akan terbentuk gelembung-gelembung uap yang kemudian pecah dan memperkecil ukuran globula lemak (Anonimc, 2010).
7. Sterilisasi
Sterilisasi yang dilakukan adalah sterisilasi sistem alir (kontinyu) dengan sistem pemanasan tidak langsung (indirect heating). Keuntungan dari sistem pemanasan sehingga steam yang digunakan tidak perlu terlalu bersih. Selain itu, kemungkinan terjadinya kerusakan akibat pemanasan yang mendadak dan juga akibat terlalu lama-nya pemanasan dapat dihindari. Proses pindah panas dari steam ke susu pada proses sterilisasi ini terjadi melalui tubular heat exchanger (THE) yang berbentuk pipa stainless steel berlapis tiga. Susu yang disterilisasi mengalir pada pipa yang di tengah, sedangkan steam mengalir pada lapisan pipa terluar dan terdalam. Arah aliran steam dan susu adalah berlawanan (counter current), sehingga proses pemanasan lebih cepat (Anonimc, 2010).
Sebelum diketemukan alat penukar panas PHE yang lebih kompak dan dapat diproduksi secara masal, maka alat penukar panas THE telah lebih dahulu digunakan. Perkembangan teknologi THE adalah diperkenalkannya Triple Tube THE dimana pipa terdalam dialiri media pemanas/pendingin, pipa ditengah dialiri produk dan pipa terluar dialiri media pemanas/pendingin lagi. Dengan sistem ini (dikembangkan oleh Stork-Amsterdam) koefisien pemindahan panas THE meningkat. Alat penukar panas ini konstruksinya lebih sederhana, yaitu:
1. Pipa (tunggal atau kelompok pipa) yang dialiri produk
2. Pipa bagian luar dengan diameter yang lebih besar (jacketed) yang dialiri
media pemanas atau pendingin (double tube type THE).
Selain itu THE memiliki beberapa kelebihan menurut Jiwacore (2009), yaitu : investasinya lebih murah, dapat difabrikasi di dalam negeri, secara mikrobiologis lebih aman karena tidak memakai gasket, biaya perawatan murah.
Gambar 3.8 Cooler
Cooler ini berfungsi untuk mendinginkan susu setelah dilakukannya sterilisasi dan homogenisasi. Pendinginan dengan cooler ini dilakukan dengan menggunakan air pendingin dari menara pendingin (cooling tower). Cooling tower ini berguna untuk melakukan pendinginan awal susu yang telah dipasteurisasi dalam heat exchanger. Setelah didinginkan dengan cooler, produk susu UHT dialirkan ke dalam mesin Aseptic Filling (Jiwacore, 2009).
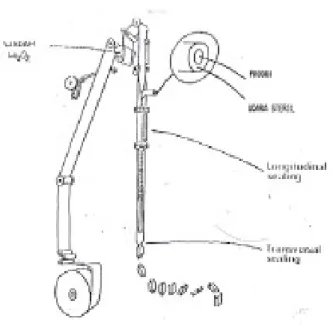
Gambar 3.10 Jenis Sambungan Tetrapak
Aseptic filling machine terbuat dari stainless steel. Alat ini digunakan untuk mengisi dan mengemas susu UHT yang sudah jadi. Pengisian dan pengemasan susu UHT dilakukan dengan cara aseptik. Oleh karena itu menuntut kondisi susu, bahan pengemas, dan juga mesin pengmas dalam keadaan aseptik. Proses pengisian dimulai dengan memasang rol kertas pengemas pada mesin pengemas. Dalam pemasangan rol, ujung rol yang baru disambung dengan ujung rol yang lama. kemudian tiap kemasan diberi cap tanggal kadaluarsa, nomor mesin, dan jam produksi. Tanggal kadaluarsa susu UHT ditentukan untuk jangka waktu sepuluh bulan.
Proses yang kontinyu ini dilanjutkan dengan pelapisan pita plastik perekat yang terbuat dari polietilen pada satu sisi kertas pengemas. Plastik perekat tersebut direkatkan dengan menggunakan udara panas (290oC) dan
ditekan dengan rol penekan. Plastik ini hanya menempel setengah saja pada kertas kemasan agar dapat digunakan untuk merekatkan sisi kertas kemasan lainnya pada saat kemasan dibentuk menjadi kotak. Plastik perekat ini disebut sebagai longitudinal seal strip.
Kemudian kertas pengemas disterilkan dengan cara dicelupkan ke dalam bak berisi H2O2 35% pada suhu 30oC – 40oC selama kurang lebih satu
detik. Agar H2O2 dapat menempel pada kertas, maka digunakan wetting
agent berupa PSM (polioksitilen sorbitan monolaurat) 0.3%. H2O2 bersifat
racun, maka residu peroksida yang tertinggal pada kertas kemasan dihilangkan dengan cara pengepresan bahan pengemas oleh dua rol yang berputar dan saling menggencet serta memeras keluar sisa peroksida tersebut.
Kertas yang sudah steril tersebut kemudian dibentuk silinder. Plastik perekat ditekan dan direkatkan pada tepi kemasan yang lain dengan rol penekan yang suhunya sekitar 350oC. Residu H
2O2 yang masih tersisa akan
mengalami evaporasi oleh udara panas saat melewati koil yang bersuhu tinggi, yaitu tube heater zone. Adanya tube heater zone ini juga berfungsi untuk membunuh mikroba yang mngkin masih hidup pada kemasan. Proses dilanjutkan dengan menjepit bagian bawah silinder kemasan oleh rahang panas pembentuk sambungan transversal seal. Pada tahap ini, susu siap diisikan ke dalam kemasan. Pengisian susu dilakukan melalui pipa pengisi dan alirannya diatur oleh pelampung. Setelah pengisian selesai, bagian atas silinder kertas dijepit oleh rahang panas untuk membentuk transversal seal, sekaligus memotong kertas penge-mas tepat di atas transversal seal.
Kotak yang masih setengah jadi ini langsung didinginkan dengan penyemprotan air dingin sampai suhunya sekitar 30 – 33oC. Akhirnya,
bagian atas dan bawah kemasan dilipat dan direkatkan ke samping dan bawah kotak membentuk kemasan kotak. Kotak yang telah terisi tersebut dibawa dengan konveyor ke tempat penempelan sedotan dan pengepakan.
Sedotan ditempelkan pada kemasan dengan menggunakan mesin straw applicator. Straw applicator digunakan untuk menempelkan sedotan (straw) pada kemasan produk jadi. Prinsip kerja dari alat ini adalah sedotan dimasukkan melalui feeding wheel kemudian dipotong oleh knife. Kecepatan pak yang masuk diatur oleh carrier kemudian sedotan ditempelkan pada pak dengan lem. Penempelan sedotan dimulai dengan penyemprotan perekat pada satu sisi kemasan di dua sudut yang berlawanan. Kemudian sedotan langsung ditempelkan pada perekat tersebut secara
melintang. Kotak-kotak susu yang telah diberi sedotan ini dipak dalam kardus secara oto-matis. Kemudian kardus-kardus yang telah diisi tersebut dipindahkan secara manual ke atas palet dan disimpan di gudang (Anonimc,
2010).
B. ANALISA PEMILIHAN BAHAN MESIN DAN PERALATAN PROSES
Untuk bahan yang digunakan dalam peralatan dan mesin proses dari pengolahan susu UHT ini harus tahan korosi, kuat, dan tahan suhu tinggi. Untuk itulah bahan yang digunakan adalah Duplex Stainless Steel (DSS) adalah jenis SS dengan gabungan dua fasa, dalam proporsi yang seimbang, antara ferit dan austenit. DSS dikembangkan untuk memperoleh material superior dalam hal ketahanan korosi, kekuatan dan kemudahan fabrikasi melalui penggabungan struktur ferrit dan austenit. Hadirnya fasa austenit dalam duplex membuat material ini tangguh dan ulet sedangkan fasa ferit memberikan sifat ketahanan korosi. Sehingga DSS akan memiliki sifat kekuatan dan ketangguhan yang tinggi serta ketahanan korosi yang sangat baik. Selain dua sifat di atas duplex juga mudah untuk difabrikasi dan mudah di las. Kemampuan untuk di las dan karakteristik pengelasan DSS lebih baik dari feritic SS. DSS dalam dunia oil&gas banyak digunakan untuk aplikasi sistem pemipaan karena sifat ketahanan korosinya yang superior dalam lingkungan sour service sekalipun dan ketahanan impak yang baik walau ter ekspos pada temperature rendah.
BAB IV
PERANCANGAN TATA LETAK PABRIK A. Gambar Tata Letak Mesin Dan Peralatan Beserta Analisanya
• Analisa Tata Letak Alat Produksi
Pada proses pengolahan susu UHT ini tediri dari beberapa proses yang kontinyu untuk menghasilkan produk akhir. Secara umum, proses utama dari pengolahan susu UHT ini homogenizer, Main Heating (UHT), dan packing. Pada perancangan tata letak ini dibuat lurus sesuai denga urutan proses yang akan dilewati dari pertama sampai akhir tanpa putus. Perancangan tata letak alat produksi yang lurus dan sesuai urutan proses dapat mengurangi biaya yang dapat dikeluarkan bila dibandingkan dengan tata letak yang tidak beraturan. Karena bila semakin jauh jarak antar proses, maka biaya yang dikeluarkan akan dapat ditekan. Selain itu tata letak alat produksi seperi ini dapat menekan kemungkinan kontaminasi silang dari bahan baku ke produk jadi karena bahan baku diproses secara berurutan lurus sesuai alur tanpa putus, sehingga letak dari bahan baku produk tidak akan bersinggungan lagi dengan produk yang sudah jadi. Dan juga tata letak alat produksi seperti dalam gambar diatas cocok dengan bentuk ruang produksi yang memanjang. Penggunaan pengaturan tata letak alat proses yang lurus dan sesuai alur produksi ini dapat memudahkan pada proses instalasi alat pada pertama kali membangun dan pengawasan pada mesin yang bekerja, sehingga bila ada trouble dapat dicek dengan mudah di bagian mana letak trouble tersebut karena susunan mesin yang teratur yang kemudian dapat segera diperbaiki oleh teknisi.
Gambar 4.1 Denah Perancangan Pabrik 1 3' -0 " A B C D E F H H I J K L M N O P Q G G R S T U V W X X Y X Y Z 15 m 4.5 m 6 m 6 m 4 m 3 m 17.5 m 11.5 m 12 m 14 m 8 m 2 m 6.5 m 2 m 2 m 4.5 m 8.5 m 2 m 8 m 4 m 10.5 m 6.5 m 5 m 10 m 15 m
Keterangan :
A : Ruang Receptionist O : Ruang Penyimpanan dan Pendinginan
B : Ruang Pertemuan P : Ruang Produk Jadi Yang Siap Didistribusikan
C : Ruang Manager Q : Jalur
D : Ruang Administrasi R : Ruang Ganti Pakaian
E : Laboratorium S : Ruang Loker
F : Pantry T : Kantin
G : Toilet U : Parkir Karyawan Produksi
H : Ruang Masuk Karyawan Produksi V : Parkir Direksi
I : Ruang Sterilisasi W : Parkir Karyawan Kantor dan Tamu
J : Ruang Penerimaan Bahan Baku X : Taman
K : Ruang Persiapan Bahan Y : Pos Keamanan
L : Ruang Proses Pengolahan Z : Masjid
M : Ruang Filling N : Ruang Pengepakan
B. Gambar Tata Letak Ruang Beserta Analisanya
• Analisis Denah Pabrik
Pabrik sebagai tempat dilaksanakannya aktifitas/kerja pembuatan barang dan atau jasa, perlu direncanakan dengan matang. Karena fasilitas fisik yang harus ada di dalamnya cukup banyak dan saling terkait satu sama lain. Rancangan Pabrik secara keseluruhan yang akan didirikan memiliki luas 8512 m2 dengan panjang 112 meter dan lebar 76 meter. Kapasitas
produksi pabrik yang dirancang yaitu 1000 liter susu tiap harinya. Luas bangunan tergantung pada kapasitas produksi susu yang akan dihasilkan tiap harinya. Menurut teori yang (dikutip dari buku ”Milk Pasteurization” Hall, Carl, Trout M, 1968) yaitu minimal dibutuhkan luas bangunan 60 - 75 m2
tiap produksi 1000 liter susu UHT.
Pabrik yang dirancang memiliki jumlah fasilitas ruang sebanyak 26. Yaitu mulai dari ruangan-ruangan di bagian kantor, ruang produksi, serta fasilitas lainnya. Dimana seluruh fasilitas tersebut didesain dan dirancang dengan maksud dan tujuan untuk meminimalisasi aliran bolak-balik, meminimalisasi penundaan pekerjaan atas material, meminimalisasi penanganan material, mempertahankan dan meningkatkan fleksibilitas baik dari segi variasi rancangan produk maupun jumlah yang dapat diproduksi, termanfaatkannya tenaga kerja dan ruang secara efektif, selain itu untuk meningkatkan semangat moral karyawan dalam bekerja, serta memberikan kemudahan perawata fasilitas dan kebersihan.
Pada ruang produksi diatur sedemikian rupa dengan ruangan filling, pengepakan, dan penyimpanan sehingga membentuk suatu alur yang saling terhubung tanpa terputus. Dengan ini efisiensi dapat ditingkatkan dan jarak antar proses dapat diminimalisir yang akhirnya juga berdampak pada penghematan biaya. Khusus untuk ruang produksi, akses untuk masuk yang diterapkan adalah satu pintu, dimana semua karyawan baik dari kantor maupun dari luar yang akan masuk ke ruang produksi akan melalui ruang sterilisasi. Dimana ruang sterilisasi ini ditujukan untuk menghindari kontaminasi yang mungkin terbawa oleh karyawan ke produk. Sehingga
dapat dikatakan ruang sterilisasi merupakan batas antara daerah produksi yang mutlak membutuhkan kondisi steril dengan daerah yang tidak steril seperti kantor. Untuk kantor dibuat satu gedung dengan bagian produksi agar memudahkan akses pengontrolan dan pengawasan.
Untuk gudang penerimaan bahan baku dibuat dekat dengan ruang produksi agar mudah untuk penyaluran bahan baku pada ruang produksi. Bahan baku pertam,a kali akan disimpan dalam ruang penerimaan bahan baku sambil menunggu hasil pengecekan awal pada bagian Quality Control. Kemudian bila sudah dapat persetujuan dari bagian Quality Control, maka bahan akan dipindah ke ruang preparasi dan yang selanjutnya dikirim ke ruang produksi. Setelah produk jadi kan dikemas dan di packing dengan wadah sekunder seperti kardus pada ruang pengepakan dan selanjutnya disimpan di ruang penyimpanan menunggu untuk didistribusikan. Suhu ruang penyimpanan dirancang pada temperature 4–50Celsius untuk menjaga
produk tetap segar dan tidak rusak.
Untuk lalu lintas pabrik bagi truk yang akan bongkat muat diatur sedemikian rupa dengan mengelilingi gedung dengan lebar jalan yang cukup luas agar tidak terjadi kemacetan. Truk akan masuk dari gerbang 1 dan dan mengikuti jalur yang mengelilingi pabrik sesuai dengan kepentingannya dan keluar dari gerbang 2. Begitu pula untuk lalu lintas karyawan. Untuk seluruh karyawan produksi masuk melewati gerbang 1 dan mengikuti jalur ke parkiran untuk karyawan. Untuk karyawan kantor dan direksi, masuk ke gerbang 1 dan parker di tempat yang sudah disediakan di depan. Hal ini ditujukan agar para karyawan masuk dan mengikiti alur yang telah ditentukan sesuai dengan tugasnya.
Untuk fasilitas untuk karyawan seperti parkiran, kantin, dan mushola berada di tempat yang berdekatan, sehingga memudahkan karyawan dalam beraktifitas pada saat jam istirahat kerja.
Gambar 2. Diagram Alir Proses Pengolahan Susu UHT T a n k i P e n y im p a n a n H e a te r P a s te u r iz e r H o m o g e n iz e r T a n k H o m o g e n iz e r T a n k M ix in g T a n k S to r a g e T a n k M a in H e a te r P e n d in g in C o o lin g T o w e r F illin g d a n P e n g e m a s a n T a n k i P e n y im p a n a n P a s t e u r iz e r H o m o g e n iz e r T a n k H e a te r B o ile r