2. DASAR TEORI
2.1 Perbaikan Proses (Process Improvement)
Proses adalah sebuah kegiatan yang berulang atau teratur, dilakukan dengan cara yang pasti dan kegiatan tersebut dilakukan untuk mencapai sebuah tujuan pada sebuah operasi yang berulang atau pada sebuah rangkaian operasi.
Deskripsi sederhana dari sebuah proses adalah kombinasi dari input, tindakan dan output.
Perbaikan proses atau Process Improvement adalah sebuah bagian dari manajemen proses. Proses yang bertujuan untuk meningkatkan efektifitas dan efisiensi dari sebuah proses dengan menanamkan perbaikan yang teridentifikasi secara permanen. Manajemen proses menawarkan cara potensial untuk meningkatkan kepuasan konsumen dan meningkatkan keuntungan secara pasti, menawarkan pertumbuhan yang tinggi dan bisnis jangka panjang.
2.2 Proses Produksi
Produksi adalah kegiatan untuk menciptakan atau menambah kegunaan barang atau jasa (Assauri, 1995). Proses produksi adalah suatu cara, metode ataupun teknik menambah kegunaan suatu barang dan jasa dengan menggunakan faktor produksi yang ada (Ahyari, 2002). Dapat disimpulkan bahwa proses produksi adalah kegiatan menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan beberapa sumber daya seperti, sumber daya manusia, mesin, dana, dan alam sebagai bahan baku.
Proses produksi sendiri dapat digolongkan menjadi berbagai macam menurut peninjauannya. Proses produksi yang dilihat dari arus input sampai menjadi output dapat digolongkan menjadi dua yaitu, produksi secara terus- menerus (Continous processes) dan proses produksi terputus-putus (Intermettent processes) (Ahyari, 2002).
Proses produksi dapat dianalisa denga cara melakukan pengukuran waktu kerja pada proses produksi. Analisa ini bertujuan untuk mengetahui penyebab masalah yang ada pada proses produksi agar dapat diperbaiki. Pengukuran waktu kerja akan dibahas pada subbab berikut.
2.3 Pengukuran Waktu Kerja
Pengukuran waktu kerja adalah pekerjaan mengamati dan mencatat waktu kerja baik setiap elemen ataupun siklus dengan menggunakan alat-alat yang telah disiapkan. Teknik pengukuran waktu dibagi kedalam dua bagian, yaitu secara langsung dan tidak langsung. Secara langsung berarti pengukuran dilaksanakan langsung yaitu ditempat dimana pekerjaan yang bersangkutan dijalankan.
Pengukuran secara langsung terdapat dua cara, yaitu metode cara jam henti dan sampling pekerjaan. Data yang dikumpulkan pada kegiatan pengukuran waktu kerja harus melalui beberapa pengujian waktu kerja seperti, uji kenormalan, uji keseragaman, dan uji kecukupan data. Berikut adalah syarat-syarat dari pengujian tersebut:
Uji kenormalan data
Melakukan uji kenormalan data pada data yang telah dikumpulkan dan diklasifikasi. Data yang tidak lolos uji kenormalan data maka akan diambil dan tidak dapat digunakan sehingga data harus dibuang dan harus dilakukan pengumpulan data waktu elemen kerja lagi. Data hasil pengumpulan layak untuk diolah jika data-data tersebut berdistribusi normal. Asumsi yang digunakan adalah:
H0: Data berdistribusi normal.
H1: Data tidak berdistribusi normal.
Data dikatakan berdistribusi normal jika gagal tolak H0 (P-value < α).
Data dikatakan tidak berdistribusi normal jika tolak H0 (P-value > α).
Uji keseragaman data
Melakukan uji keseragaman data pada data yang telah lolos uji kenormalan data. Data yang tidak lolos uji keseragaman data maka data pencilan yang ada harus dibuang, lalu kembali ke langkah uji kenormalan data. Tujuan dari uji keseragaman data ialah untuk memastikan bahwa data yang terkumpul berasal dari sistem yang sama. Uji keseragaman data mengenal dua istilah, yakni:
UCL = 𝑥 + 3𝜎𝑥 (2.1)
LCL = 𝑥 − 3𝜎𝑥 (2.2) Keterangan:
UCL = Batas kontrol atas LCL = Batas kontrol bawah X = Nilai rata-rata
= Standar deviasi
Uji kecukupan data
Melakukan uji kecukupan data pada data yang telah lolos uji kenormalan data dan uji keseragaman data. Data yang tidak lolos uji kecukupan data maka kekurangan data yang ada harus dilengkapi, lalu kembali ke langkah uji kenormalan data. Tujuan pengujian ini adalah untuk memastikan bahwa data yang telah dikumpulkan telah cukup secara obyektif.
Rumus yang digunakan untuk uji kecukupan data ada dua, yakni di atas 30 dan di bawah 30. Uji kecukupan data dengan data lebih dari 30 adalah sebagai berikut:
𝑛′ =
𝑧𝛼/2
𝑘 𝑁× 𝑥𝑖2 − 𝑥𝑖 2 𝑥𝑖
2
(2.3)
Uji kecukupan data dengan data kurang dari 30 adalah sebagai berikut:
𝑛′ = 𝑠 ×𝑡𝛼 /2
𝑘×𝑥 2
(2.4)
Keterangan:
k = tingkat keakuratan s = standar deviasi t = distribusi t z = distribusi z
n = jumlah data pengamatan n’ = jumlah data teoritis xi = data pengamatan ke-i
𝑥 = rata-rata data
Data yang telah melewati atau memenuhi ketiga syarat-syarat pengujian di atas, selanjutnya dapat diolah untuk menemukan waktu baku. Perhitungan waktu baku dapat dilihat pada subbab berikut ini.
2.4 Perhitungan Waktu Baku
Waktu diukur dengan tujuan mendapatkan waktu baku penyelesaian pekerjaan yang dibutuhkan secara wajar oleh seorang pekerja yang normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik. Waktu siklus dan waktu normal harus dihitung terlebih dahulu sebelum menemukan waktu baku. Berikut adalah penjelasannya:
Waktu Siklus
Waktu siklus adalah waktu hasil pengamatan secara langsung yang tertera dalam stopwatch dalam satu proses dari awal sampai akhir. Berikut adalah rumus yang digunakan:
𝑊𝑆 = 𝑋𝑖𝑛1
𝑛 (2.5) Keterangan:
WS = Waktu siklus
Xi = Jumlah waktu penyelesaian yang teramati n = Jumlah pengamatan yang dilakukan
Waktu Normal
Waktu normal adalah waktu kerja operator yang telah dipertimbangkan oleh faktor penyesuaian dengan kemampuan rata-rata dalam kondisi yang wajar (performance rating). Berikut adalah rumus yang digunakan:
𝑊𝑛 = 𝑊𝑠 𝑥 𝑝 (2.6) Keterangan:
Wn = waktu normal WS = waktu siklus p = performance rating
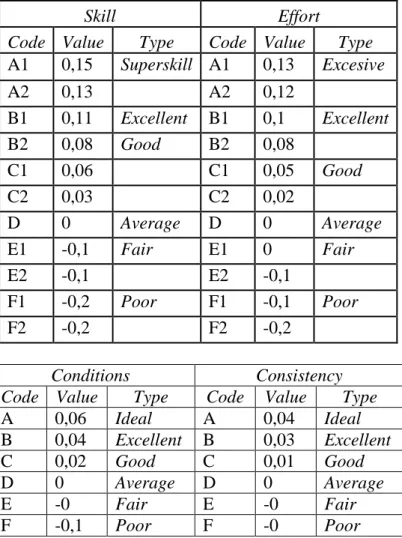
Tingkat Performa (Performance rating)
Performance rating merupakan sebuah aktivitas untuk menilai kinerja dari operator baik dalam skill, effort, conditions dan consistency. Tujuan dilakukannya perhitungan performance rating adalah untuk menormalkan kembali kegiatan yang dinilai terlalu lambat atau terlalu cepat. Nilai performance rating yang ditentukan harus berdasarkan penjumlahan nilai pada masing-masing aspek yang ada pada Tabel Westinghouse. Tabel Westinghouse ditunjukkan pada Tabel 2.1.
Tabel 2.1 Westinghouse
Skill Effort
Code Value Type Code Value Type A1 0,15 Superskill A1 0,13 Excesive
A2 0,13 A2 0,12
B1 0,11 Excellent B1 0,1 Excellent
B2 0,08 Good B2 0,08
C1 0,06 C1 0,05 Good
C2 0,03 C2 0,02
D 0 Average D 0 Average
E1 -0,1 Fair E1 0 Fair
E2 -0,1 E2 -0,1
F1 -0,2 Poor F1 -0,1 Poor
F2 -0,2 F2 -0,2
Conditions Consistency
Code Value Type Code Value Type
A 0,06 Ideal A 0,04 Ideal
B 0,04 Excellent B 0,03 Excellent
C 0,02 Good C 0,01 Good
D 0 Average D 0 Average
E -0 Fair E -0 Fair
F -0,1 Poor F -0 Poor
Ciri-ciri masing faktor dapat dilihat pada lampiran 1.
Waktu Baku
Waktu baku adalah waktu normal kerja ditambah dengan waktu longgar (Sritomo Wignjosoebroto, 1992). Berikut adalah rumus yang digunakan:
𝑊𝑏 = 𝑊𝑛 × 100%
100%−𝐴𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒 (2.7)
Keterangan:
Wb = waktu baku
Wn = waktu normal
Allowance = tingkat kelonggaran
Allowance
Allowance adalah kelonggaran operator yang disebabkan oleh beberapa faktor seperti kondisi kerja, lingkungan, kelelahan, kebutuhan, dan delay.
Allowance memiliki tiga klasifikasi, yaitu personal needs atau kebutuhan pribadi, fatique atau kelelahan, dan unavoidable delay atau hambatan yang tidak dapat dihindari.
Allowance personal needs dibedakan pula menurut jenis kelamin, untuk laki-laki nilai allowance sebesar 0-2,5% dan untuk perempuan sebesar 2-5%.
Allowance fatique ditujukan untuk mengatasi kelelahan fisik pekerja karena pekerjaan yang membutuhkan mental dan fisik. Allowance unavoidable delay ditujukan untuk kelonggaran pekerja saat terjadi hambatan yang tidak dapat dihindarkan.
Terdapat beberapa cara dalam menghitung allowance antara lain pengamatan langsung dengan mencatat waktu menganggur, menggunakan metode sampling, atau menggunakan pedoman table allowance. Tabel allowance dapat dilihat pada lampiran 2.
2.5 Analisa Studi Gerakan (Motion Study)
Analisa studi gerakan adalah analisa dari berbagai macam gerakan badan pekerja dalam mengerjakan pekerjaan (Benjamin, 1988). Tujuan analisa studi gerakan adalah menghilangkah atau mengurangi gerakan yang tidak efektif, dan
untuk memfasilitasi dan mempercepat gerakan yang efektif. Hasil dari analisa studi gerakan yang diharapkan adalah pekerjaan yang dilakukan akan menjadi mudah dan output semakin meningkat.
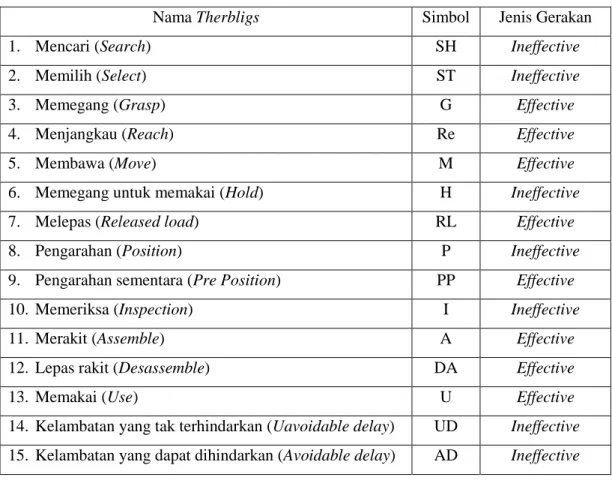
Frank Gilberth mengembangkan studi gerakan ini dan menciptakan dasar dari gerakan yang disebut “Therbligs”, dan menyimpulkan bahwa sebuah operasi terbuat dari serangkaian dari 17 dasar gerakan tangan. 17 dasar gerakan tersebut terbagi dua yaitu, therbligs efektif dan therbligs yang tidak efektif. Therbligs yang efektif adalah gerakan tangan yang berpengaruh langsung pada sebuah proses pada pekerjaan dan dapat dikecilkan tetapi sangat susah untuk dihilangkan.
Therbligs yang tidak efektif adalah gerakan tangan tidak berpengaruh pada sebuah proses pada pekerjaan dan harus dihilangkan dengan menggunakan prinsip analisa operasi dan studi gerakan.
Berikut adalah tabel therbligs beserta simbol dan jenisnya, dapat dilihat pada Tabel 2.2.
Tabel 2.2 Tabel Simbol Gerakan Therbligs dan Jenisnya
Nama Therbligs Simbol Jenis Gerakan
1. Mencari (Search) SH Ineffective
2. Memilih (Select) ST Ineffective
3. Memegang (Grasp) G Effective
4. Menjangkau (Reach) Re Effective
5. Membawa (Move) M Effective
6. Memegang untuk memakai (Hold) H Ineffective
7. Melepas (Released load) RL Effective
8. Pengarahan (Position) P Ineffective
9. Pengarahan sementara (Pre Position) PP Effective
10. Memeriksa (Inspection) I Ineffective
11. Merakit (Assemble) A Effective
12. Lepas rakit (Desassemble) DA Effective
13. Memakai (Use) U Effective
14. Kelambatan yang tak terhindarkan (Uavoidable delay) UD Ineffective 15. Kelambatan yang dapat dihindarkan (Avoidable delay) AD Ineffective
Tabel 2.2 Tabel Simbol Gerakan Therbligs dan Jenisnya (Lanjutan)
Nama Therbligs Simbol Jenis Gerakan
16. Merencanakan (Plan) Pn Effective
17. Istirahat menghilangkan (Rest to overcome fatique) R Ineffective
Sumber : Teknik Tata Cara Kerja (Sutalaksana,I.Z,dkk, 1979)
Analisa studi gerakan dapat didukung dengan studi ekonomi gerakan karena pada analisa studi gerakan secara umum dapat dibagi menjadi tiga yaitu penggunaan tubuh manusia, tata letak dan kondisi tempat kerja, dan desain peralatan sama dengan studi ekonomi gerakan. Studi ekonomi gerakan akan dibahas pada subbab berikut ini.
2.6 Peta Proses Operasi (Operation Process Chart)
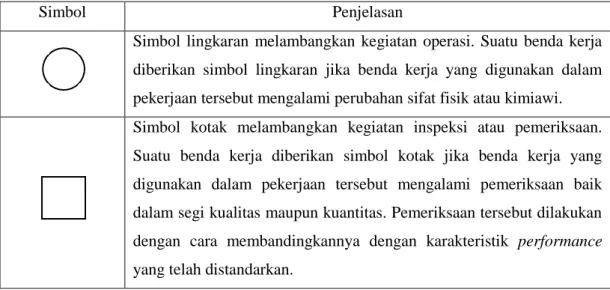
Peta proses operasi adalah salah satu peta kerja keseluruhan. Peta proses operasi merupakan suatu diagram yang menggambarkan urutan semua operasi, inspeksi, kelonggaran waktu, dan material yang digunakan pada sebuah proses manufaktor atau proses bisnis, dari bahan baku hingga pengemasan dan menjadi barang jadi (Benjamin, 1988). Lambang-lambang yang digunakan dalam peta proses operasi ditampilkan pada Tabel 2.3.
Tabel 2.3 Lambang-lambang Peta Proses Operasi
Simbol Penjelasan
Simbol lingkaran melambangkan kegiatan operasi. Suatu benda kerja diberikan simbol lingkaran jika benda kerja yang digunakan dalam pekerjaan tersebut mengalami perubahan sifat fisik atau kimiawi.
Simbol kotak melambangkan kegiatan inspeksi atau pemeriksaan.
Suatu benda kerja diberikan simbol kotak jika benda kerja yang digunakan dalam pekerjaan tersebut mengalami pemeriksaan baik dalam segi kualitas maupun kuantitas. Pemeriksaan tersebut dilakukan dengan cara membandingkannya dengan karakteristik performance yang telah distandarkan.
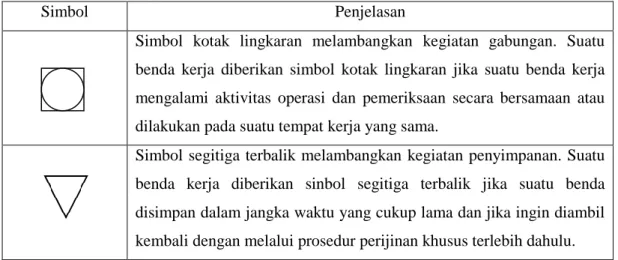
Tabel 2.3 Lambang-lambang Peta Proses Operasi (Sambungan)
Simbol Penjelasan
Simbol kotak lingkaran melambangkan kegiatan gabungan. Suatu benda kerja diberikan simbol kotak lingkaran jika suatu benda kerja mengalami aktivitas operasi dan pemeriksaan secara bersamaan atau dilakukan pada suatu tempat kerja yang sama.
Simbol segitiga terbalik melambangkan kegiatan penyimpanan. Suatu benda kerja diberikan sinbol segitiga terbalik jika suatu benda disimpan dalam jangka waktu yang cukup lama dan jika ingin diambil kembali dengan melalui prosedur perijinan khusus terlebih dahulu.
Pembuatan peta proses operasi dengan baik harus mengikuti beberapa prinsip-prinsip berikut:
a. Membuat kepala peta proses operasi yang diikuti oleh identifikasi lain seperti, nama objek, nama pembuat peta, tanggal dipetakan, nomor peta dan nomor gambar.
b. Material yang akan diproses diletakkan diatas garis horizontal, yang menunjukkan bahwa material tersebut masuk dalam proses.
c. Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukkan terjadinya perubahan proses.
d. Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi.
e. Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
2.7 Peta Tangan Kanan Tangan Kiri
Peta tangan kanan tangan kiri adalah peta yang menggambarkan seluruh elemen-elemen gerakan pada saat bekerja dan waktu menganggur yang dilakukan oleh tangan kanan dan tangan kiri. Peta ini juga memperlihatkan beban yang terjadi pada tangan kanan dan tangan kiri. Peta ini menggambarkan sebuah proses secara detil dan lengkap sehingga mempermudah dalam melakukan perbaikan proses.
Peta ini memiliki kegunaan khusus lainnya selain untuk memperbaiki sebuah proses, antara lain (Sutalaksana, 1979):
Menyeimbangkan gerakan kedua tangan serta mengurangi kelelahan
Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien dan tidak produktif dan tentunya akan mempersingkat waktu
Sebagai alat untuk menganalisis tata letak sistem kerja
Sebagai alat untuk melatih pekerja-pekerja yang baru dengan cara kerja yang ideal