ANALISA KECACATAN PROSES PENGEMASAN ALOVO
PRODUK TORY CHESE CREKCER DENGAN
MENGGUNAKAN METODE SIX SIGMA
DI PT. GARUDA FOOD PUTRA PUTRI JAYA-GRESIK
SKRIPSI
Oleh :
AFIT ALFIAN
0532010164
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
PENDEKATAN SIX SIGMA UNTUK MENGURANGI
TINGKAT KECACATAN PACKING
TORY CHESE CREKCER KEMASAN 16 g
DI PT. GARUDA FOOD PUTRI JAYA
GRESIK
SKRIPSI
Oleh :
AFIT ALFIAN
0532010164
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
KATA PENGANTAR
Puji syukur kehadirat Allah SWT, atas limpahan rahmat dan hidayahNya sehingga penulis dapat menyelesaikan Tugas Akhir dengan judul “ANALISA
KECACATAN PROSES PENGEMASAN ALOVO PRODUK TORY
CHESE CRECKER DENEGN MENGGUNAKAN METODE SIX SIGMA
DI PT. GARUDA FOOD PUTRA PUTRI JAYA GRESIK”, yang merupakan
kurikulum yang harus ditempuh oleh mahasiswa sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik di Fakultas Teknologi Industri, Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Atas terselesainya pelaksanaan dan penyusunan Tugas Akhir ini, maka penulis menyampaikan rasa terima kasih yang sebesar-besarnya kepada:
1. Bapak Prof. Dr. Ir Teguh Sudarto, MP, selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Ir M.T. Safirin, MT. selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
5. Bapak Ir. Joumil Aidil ZSZ, MT. selaku Dosen Pembimbing II dalam penyelesaian skripsi ini. Terima kasih atas kemudahan dan bimbingan yang bapak berikan kepada penulis.
6. Bapak Agung M Safa’at,ST, selaku Pembimbing lapangan PT GARUDA FOOD PUTRA PUTRI JAYA (GERSIK).
7. Abah,Mamak, dan keluargaku tersayang yang selalu memberi semangat serta do’a restunya, semoga saya menjadi anak yang berguna bagi Keluarga,Agama, Masyarakat, Bangsa dan Negara, Amien....!!!!
8. Sohib sohib ku FACTRASS dan temen temen angkatan 05 yang membantu serta mensupport untuk menyelesaikan kuliah dan selalu berjuang bersama demi tujuan yang sama
9. Semua pihak yang telah mendukung dan menyemangati kami yang tak dapat disebutkan satu persatu sehingga terwujudlah laporan ini.
Penulis menyadari bahwa dalam penyusunan Tugas Akhir ini masih jauh dari sempurna. Oleh karena itu penulis menyapaikan permahonan maaf apabila terdapat kekurangan dan kelemahan dalam penulisan Tugas Akhir ini.
Hormat Kami,
DAFTAR ISI
Halaman
KATA PENGANTAR... i
DAFTAR ISI ... iii
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... ix
ABSTAKSI... xi
BAB I PENDAHULUAN 1.1 Latar Belakang... 1
1.2 Perumusan Masalah... 3
1.3 Batasan Masalah... 3
1.4 Asumsi... 4
1.5 Tujuan... 4
1.6 Manfaat Penelitian... 4
1.7 Sistematika Penulisan... 5
BAB II TINJAUAN PUSTAKA 2.1 Kualitas... 7
2.1.1 Pengertian Pengendalian Kualitas... 8
2.1.2 Tujuan Pengendalian Kualitas... 11
2.1.3 Manajemen Kualitas... 12
2.2 Six Sigma... 13
2.2.2 Konsep Six Sigma... 19
2.2.3 Faktor Penentu dalam Six Sigma ... 22
2.2.4 Penentu Kapabilitas Proses... 24
2.3 DMAIC... 34
2.3.1 Tahap Define... 34
2.3.2 Tahap Measure... 41
2.3.3 Tahap Analyse... 46
2.3.4 Tahap Improve... 50
2.3.5 Tahap Control... 52
2.4 FMEA... 52
2.4.1 Cara FMEA Bekerja... 53
2.4.2 Severity ... 55
2.4.3 Occurrence... 56
2.4.4 Detection ... 56
2.5 Seven Tools………. 57
2.6 Peneliti Terdahulu... 63
2.6.1 Penelitian Oleh YOEHANITA F.A. Alumni Universitas Pembangunan Nasional... 63
2.6.2Peneliti Oleh SUTARNO Alumni Universitas Pembangunan Nasional……….. 65
3.2 Identifikasi dan Definisi Operasional Variabel... 69
3.2.1 Variabel Bebas... 69
3.2.2 Variabel Terikat... 70
3.3 Metode Pengumpulan Data... 70
3.4 Metode Pengolahan Data... 71
3.5 Langkah-langkah Pemecahan Masalah... 72
BAB IV ANALISA HASIL DAN PEMBAHASAN 4.1 Define... 77
4.1.1 Identifikasi Obyek Penelitian... 78
4.1.2 Identifikasi Variabe CTQ……… ... 78
4.2 Measure... 80
4.2.1 Pengumpulan Data……….. 80
4.2.2 Pengukuran Baseline Kinerja... 82
4.2.3 Menentukan Defect Dominan... 85
4.3 Analyse... 89
4.3.1 Analisa Kapabilitas Proses... 89
4.3.2 Menganalisa Penyebab Terjadinya Defect... 93
4.4 Improve... ... 96
4.4.1 Usulan Rencana Perbaikan……... 105
4.4.2 Usulan Prioritas Tindakan Perbaikan……… 110
4.5 Control... ... 111
4.5.1 Usulan Rencana Pengendalian... 112
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan... 115 5.2 Saran... 116 DAFTAR PUSTAKA
DAFTAR TABEL
Tabel Halaman
2.1 Manfaat Dari Pencapaian Beberapa Tingkat Sigma... 16
2.2 Perbedaan True 6-sigma dengan Motorola’s 6-Sigma... 22
2.3 Cara Memperkirakan Kapabilitas Proses untuk Data Atribut.. 30
2.4 Contoh dari Beberapa Peran Generik dengan Gelar atau “Belt” Dalam Progran Sig Sigma... 35
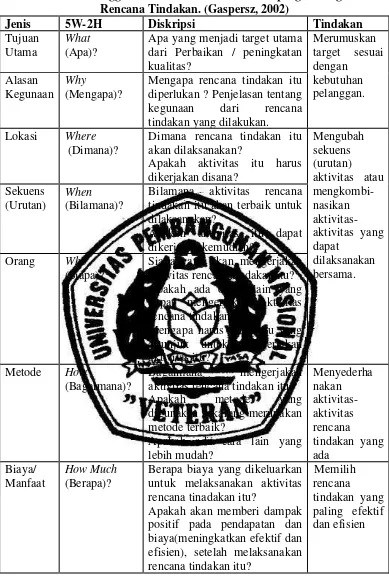
2.5 Penggunaan Metode 5W- 2H Untuk pengembangan Rencana Tindakan... 51
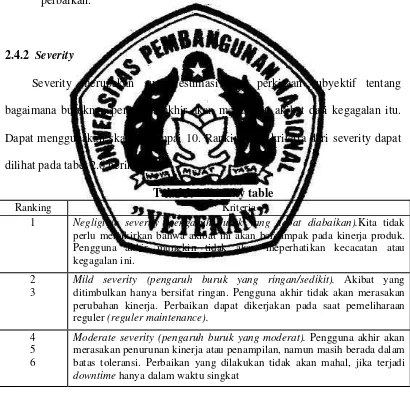
2.6 Severity table... 55
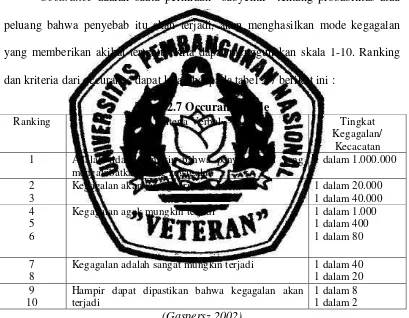
2.7 Occurance table... 56
2.8 Detection table... 57
2.9 Contoh Data Untuk Check Sheet... 58
2.10 Contoh Data Untuk Diagram Pareto……… 59
4.1 Data total produk dan defect pada Proses Packaging…….………. 80
4.2 Data Jenis defect pada Proses Packaging …….……… 81
4.3 DPMO dan Sigma pada Proses Packaging Bulan November 2009... 83
4.5 Rekap nilai kapabilitas proses pada Proses Packaging…….. 84
4.6 Data Jenis Cacat pada Proses Packaging
Bulan November 2009……….……… 87
4.7 Rekap Hasil Analisa Pareto Jenis Defect pada Proses Packaging November2009 – April 2010………..………… 88
4.8 Perhitungan Nilai Proporsi,3σ,USL,LSL Untuk Bulan November 2009……... 90
4.9 Rekap Perhitungan Rata-Rata Nilai Proporsi USL, LSL Bulan November 2009 – November 2010……… 92
4.10 Failure Mode and Effect Analysis (FMEA)………. . 107
4.11 Usulan Prioritas Tindakan Perbaikan... 111
DAFTAR GAMBAR
Gambar Halaman
2.1 Konsep Six Sigma Motorola dengan Distribusi
normal bergeser 1,5 sigma... 21
2.2 Siklus Hipotesa/Analisis dari Akar Masalah... 49
2.3 Bentuk Umum Histogram... 58
2.4 Bentuk Umum Diagram Sebar... 59
2.5 Bentuk Umum Diagram Pareto... 60
2.6 Bentuk Umum Diagram Sebab Akibat ... 60
2.7 Bentuk Umum Chart Control ... 61
3.1 Langkah-langkah Pemecahan Masalah... 73
4.1 Histogram kecacatan produk Pada Proses Packaging N0vember 2009 – April 2010………. 81
4.2 Grafik Pola DPMO ... 84
4.3 Grafik Pola Kapabilitas Sigma ………... 85
4.4 Diagram Pareto Pada Jenis Defect di Dept. Processing bulan Novemeber 2009... 87
4.5 Diagram Pareto Pada Jenis Defect Pada Proses Packaging Bulan Novemeber – April... 88
4.6 Peta P Untuk Bulan Novemeber 2009... 91
4.8 Diagram Tulang Ikan Jenis Defect Cacat Isi Kurang
pada Proses Packaging... 94 4.9 Diagram Tulang Ikan Jenis Defect Cacat Gambar Lari
pada Proses Packaging... . 94 4.10Diagram Tulang Ikan Jenis Defect Cacat Cuter Seal Tidak Kuat
pada Proses Packaging... 95 4.11Diagram Tulang Ikan Jenis Defect Cacat Long Seal Tidak Kuat
pada Proses Packaging... 95 4.12Diagram Tulang Ikan Jenis Defect Cacat Long Seal Melipat
ANALISA KECACATAN PROSES PENGEMASAN ALOVO
PRODUK TORY CHESE CRACKER DENGAN MENGGUNAKAN METODE SIX SIGMA
DI PT. GARUDA FOOD PUTRA PUTRI JAYA Oleh :
Afit Alfian (0532010164)
ABSTRAKSI
Kualitas merupakan suatu jaminan yang harus diberikan dan dipenuhi oleh perusahaan kepada pelanggan. Perusahaan yang mampu bertahan dan bersaing secara efektif adalah perusahaan yang dapat mengoptimalkan penggunaan sumber daya yang dimiliki, sehingga mampu menghasilkan produk yang berkualitas dan dapat memenuhi keinginan konsumen. Oleh karena itu perusahaan harus mengadakan pengendalian kualitas pada proses dan produk jadi untuk menemukan terjadinya ketidakstabilan proses dan cacat produk(kemasan) sehingga dapat diambil tindakan untuk mengurangi cacat, memperbaiki dan meningkatkan kualitas produk yang dihasilkan.
PT. Garuda Food Putra Putri jaya merupakan salah satu perusahaan yang
bergerak di bidang Export - Import dalam produk makanan ringan (snack
industry). Dalam melakukan proses produksinya PT. Garuda Food Putra Putri jaya tidak terlepas dari adanya berbagai penyimpangan seperti Isi kurang, Gambar Lari, Cuter Seal Tidak Kuat, Long Seal Tidak Kuat, dan Long Seal Melipat, yang menyebabkan produk tersebut tidak sesuai dengan standard dan spesifikasi yang telah ditetapkan, di mana masih terdapat defect dalam proses Pengemasan, khususnya pada produk Tory Chese Cracker kemasan 16 gr.
Tujuan dari penelitian ini adalah memberikan usulan dalam hal
meningkatkan kualitas untuk mengurangi defect yang dominan dan
mengidentifikasi faktor-faktor terjadinya kecacatan produk dengan metode six
sigma. Sehingga perusahaan dapat melakukan perbaikan yang menguntungkan
bagi semua pihak. Pengukuran tingkat kapabilitas proses, dan juga perbaikan untuk mencapai hasil yang menunjukkan pada tingkat kegagalan nol (zero defect).
Berdasarkan hasil penelitian dari total produksi sebesar 124.020.801 total
defect sebesar 3.467.035 dengan nilai prosentase defect sebesar 2,79 % dan nilai
sigma 4,03 sigma. Dan untuk nilai indeks kapabilitas proses diperoleh 1,04 yang berarti bahwa proses produksi dianggap cukup mampu untuk bersaing dengan perusahaan lain serta memiliki kesempatan terbaik dalam melakukan program peningkatan six sigma.
.
1
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Sejalan dengan perkembangan dan kemajuan di bidang teknologi serta
semakin banyaknya produk yang ada dipasaran mengakibatkan tingkat persaingan
yang semakin tinggi juga ditambah dengan kondisi masyarakat yang semakin
kritis dalam pemakaian atau pemilihan suatu produk. Mereka tidak hanya melihat
produk dari bentuk fisik, melainkan juga mutu atau kualitas. Sebagian besar
konsumen menilai kualitas merupakan faktor dasar pengambilan keputusan dalam
banyak produk dan jasa yang akan mereka gunakan.
Akibatnya bagi perusahaan atau produsen, kualitas merupakan factor
utama yang tidak boleh mereka abaikan begitu saja, karena hal tersebut akan
menimbulkan akibat yang cukup berarti bagi pertumbuhan dan peningkatan daya
saing serta keberhasilan dalam berbisnis.
Melihat kondisi diatas serta melihat akan pentingnya jaminan kualitas
terhadap suatu produk, maka melakukan investasi pada pemberian jaminan
kualitas terhadap suatu produk akan sangat menguntungkan bagi konsumen,
sementara perusahaan juga mendapat keuntungan yang besar. Namun hal itu baru
dapat terlaksana apabila perusahaan melakukan investasi pada program-program
jaminan kualitas yang efektif sebab dengan program jaminan kualitas yang efektif
sebagai strategi bisnisnya, konsumen akan merasa bahwa produk perusahaan
tertentu jauh lebih baik kualitasnya daripada saingan-saingannya, dengan
2
produktifitas yang lebih tinggi, dan biaya pembuatan barang atau jasa secara
keseluruhan lebih rendah. Maka daripada itu dengan menjalankan program
jaminan kualitas yang efektif perusahaan akan dapat menikmati
keuntungan-keuntungan.
PT. Garuda Food merupakan salah satu perusahaan yang bergerak di
bidang produksi makanan ringan. Seperti biscuit,wafer,kacang,permen,dll.
Dimana hasil produksinya untuk memenuhi kebutuhan pasar dalam dan luar
negeri. PT. Garuda Food dituntut untuk menghasilkan produk yang berkualitas
tinggi. Untuk menghasilkan mutu yang baik dari produk yang dihasilkan perlu
diterapkan teknik-teknik pengendalian kualitas dalam proses produksinya.
Dalam melakukan proses produksinya PT. Garuda food tidak terlepas dari
adanya berbagai penyimpangan yang menyebabkan produk tersebut tidak sesuai
dengan standard dan spesifikasi yang telah ditetapkan, di mana masih terdapat
defect dalam proses pengemasannya. Penyimpangan ini menyebabkan terjadinya
reject dalam proses produksinya, sehingga merugikan perusahaan karena jumlah
produk yang dihasilkan berkurang dan biaya membesar. Pengemasan bahan
pangan juga dapat menambah biaya produksi, dan ada kalanya biaya kemasan
dapat jauh lebih tinggi dari harga isinya. Untuk produk yang dikonsumsi oleh
kelompok konsumen yang mengutamakan pelayanan, maka hal ini tidak menjadi
masalah, akan tetapi untuk produk-produk yang dikonsumsi oleh masyarakat
umum maka biaya pengemasan yang tinggi perlu dihindari.
Dihadapkan pada kenyataan yang ada, diperlukan sebuah tindakan untuk
mengidentifikasi dan memperbaiki proses yang ada pada saat ini, sehingga defect
3
atau pendekatan yang tepat untuk mendukung tindakan ini. Untuk mengatasi
permasalahan tersebut maka perlu diadakan suatu penelitian untuk
mengidentifikasi faktor – faktor penyebab defect terbesar yang berpengaruh
terhadap kualitas produk serta meminimalkan jumlah defect yang terjadi pada
produk Tory chese crekcer kemasan 16 g dengan menggunakan metode Six
Sigma. Dengan metode Six Sigma ini nantinya diharapkan dengan penerapan
siklus DMAIC( Define, Measure, Analyse, Improve,Control ) dapat mereduksi
cacat yang terjadi pada proses pengemasan.
1.2 Rumusan Masalah
Berdasarkan kondisi yang terjadi pada PT. Garuda Food putra putri jaya
permasalahan yang dapat dirumuskan sebagai berikut :
" bagaimana upaya meminimalkan defect pada proses pengemasan dalam
upaya perbaikan kualitas dan faktor - faktor penyebab defact ?”
1.3 Batasan Masalah
Adapun batasan-batasan yang dipergunakan dalam penelitian ini adalah
sebagai berikut :
1. Penelitian dilakukan pada produk kemasan Tory chese crekcer 16 g.
2. Penelitian dilakukan pada proses pengemasan.
3. Untuk meningkatkan kualitas dengan menurunkan defect yang terjadi pada
proses produksidengan menggunakan siklus DMAIC.
4
1.4 Asumsi – Asumsi
Mengingat permasalahan yang terkait dalam kualitas produk ini cukup
kompleks, maka untuk menyederhanakan diperlukan asumsi – asumsi sebagai
berikut :
1. Selama penelitian berlangsung, kegiatan proses produksi tetap berjalan.
2. Kondisi lingkungan internal bersifat tetap dan berjalan normal.
3. Perolehan data yang berkaitan dengan kualitas diambil dalam jangka waktu
penelitian.
1.5 Tujuan Penelitian
Tujuan dari penelitian yang dilakukan di PT. Garuda Food adalah :
1. mengidentifikasi faktor-faktor penyebab defect dengan menggunakan
metode sig sigma.
2. Menentukan upaya-upaya perbaikan kualitas dalam meminimalkan jumlah
produk defect berdasarkan FMEA pada proses pengemasanya.
3. Mengukur besarnya nilai Sigma.
1.6 Manfaat Penelitian
Hasil penelitian ini diharapkan mempunyai manfaat sebagai berikut :
1. Bagi Perusahaan
Dengan adanya penerapan metode Six Sigma, pihak perusahaan dapat
mengurangi jumlah defect produk yang dialami selama ini.
2. Bagi peneliti
5
3. Bagi Universitas
Memberikan referensi tambahan dan perbendaharaan perpustakaan agar
berguna di dalam mengembangkan ilmu pengetahuan dan juga berguna
sebagai pembanding bagi mahasiswa dimasa yang akan datang.
1.7 Sistematika Penulisan
Adapun Sistematika penulisan laporan penelitian ialah sebagai berikut :
BAB I : PENDAHULUAN
Bab ini berisi tentang latar belakang masalah sehingga dapat diketahui
mengapa penulis mengambil judul tersebut, batasan masalah untuk
membatasi masalah agar terfokus pada masalah yang diteliti, rumusan
masalah, tujuan penelitian, asumsi – asumsi yang digunakan penulis
dalam menyusun penelitian, manfaat dari penelitian baik untuk penulis,
perusahaan maupun universitas, dan sistematika penulisannya.
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tentang teori pembuatan pasta gigi sesuai dengan obyek
yang diteliti juga teori tentang produktivitas dan teori tentang metode
yang digunakan yaitu desain Six Sigma untuk mengatasi permasalahan
yang ada didalam perusahaan.
BAB III : METODE PENELITIAN
Bab ini berisi metode atau cara berupa langkah-langkah yang harus
6
diperlukan dari hasil analisis tersebut, yang menggunakan prinsip
peninggkatan kualitas Six Sigma DMAIC (Define, Measure, Analyxe,
Improve, Control).
BAB IV : HASIL ANALISA DAN PEMBAHASAN
Bab ini berisi pengumpulan data dan pengolahan data dan pengolahan
terhadap data yang diperoleh dan hasil pembahasan yang sesuai dengan
metode yang digunakan
BAB V : KESIMPULAN DAN SARAN
Bab ini membahas kesimpulan dari penelitian dan saran terhadap
permasalahan yang ada .
BAB II
TINJAUAN PUSTAKA
2.1 Kualitas
Dalam kehidupan sehari–hari sering kali mendengar orang membicarakan
masalah kualitas. Kata “ kualitas “ mengandung banyak definisi. Definisi kualitas
menurut Para Guru Kualitas adalah :
Joseph M. Juran (1993) mengemukakan bahwa kualitas didefinisikan
sebagai kecocokan untuk pemakaian (fitness for use) yang mengandung
pengertian bahwa suatu produk atau jasa harus dapat memenuhi apa yang
diharapkan oleh konsumen.
Pendapat Philip B. Crosby (1979) mengemukakan bahwa kualitas adalah
conformance to requirements , yaitu sesuai dengan yang diisyaratkan atau
distandartkan. Suatu produk memiliki kualitas apabila sesuai dengan standart
kualitas yang telah ditentukan.
W. Edwards Deming (1982) berpendapat bahwa kualitas adalah suatu
tingkat yang dapat diprediksi dari keseragaman dan ketergantungan pada biaya
yang rendah dan sesuai dengan pasar.
Sedangkan Genichi Tahuchi mengemukakan segi umum tentang kualitas
ada dua , yaitu kualitas rancangan dan kualitas kecocokan. Kualitas rancangan
adalah barang dan jasa yang dihasilkan dalam berbagai tingkat kualitas ini
memang disengaja, misalnya berbagai jenis mobil yang berbeda jenis bahan yang
kelonggaran yang diisyaratkan oleh rancangan itu. Kualitas kecocokan
dipengaruhi oleh banyak faktor, termasuk pemilihan proses pembuatan, latihan
dan pengawasan angkatan kerja, jenis sistem jaminan kualitas (pengendalian
proses, uji, aktivitas pemeriksaan) yang digunakan, seberapa jauh prosedur
jaminan kualitas ini diikuti, dan motivasi angkatan kerja untuk mencapai kualitas
(Sumber : “Rekayasa Kualitas” Irwan Soejanto, 2007, Hal 2).
Dari beberapa definisi diatas terdapat beberapa persamaan , yaitu :
a. Kualitas mencakup usaha memenuhi atau melebihi harapan pelanggan.
b. Kualitas mencakup produk, jasa, proses, dan lingkungan.
c. Kualitas merupakan kondisi yang selalu berubah (misalnya apa yang dianggap
merupakan kualitas saat ini mungkin dianggap kurang berkualitas pada masa
mendatang).
2.1.1 Pengertian Pengendalian Kualitas
Pengendalian kualitas didefinisikan sebagai kombinasi semua alat dan
teknis yang digunakan untuk mengontrol kualitas suatu produk dengan biaya
seekonomis mungkin sehingga dapat memuaskan kebutuhan konsumen.
Biasanya permintaan konsumen ini diwujudkan dalam dua syarat yaitu :
a. Akhir kegunaan produk atau fungsi dari suatu produk.
b. Harga jual suatu produk.
Pada dasarnya dua syarat ini tercemin dalam beberapa kondisi-kondisi
produk, diantaranya:
b. Ciri–ciri produk.
c. Ongkos produksi.
d. Persyaratan produksi untuk menghasilkan produk yang dikehendaki.
Biasanya syarat-syarat ini tidak dapat dipenuhi secara tepat, baik secara
ekonomi maupun prakteknya sehingga disetujui suatu “toleransi”. Pabrik harus
menjaga kualitasnya supaya ukurannya sesuai. Sebagai produsen yang baik tentu
akan mempertahankan mutu supaya tidak terlalu banyak variasi.
Kualitas suatu produk ditentukan oleh ciri-ciri produk itu. Segala ciri yang
mendukung produk itu memenuhi persyaratan disebut karakteristik kualitas.
Ciri-ciri ini mungkin ukuran, sifat kimia, sifat fisika. Masih ada karakteristik kualitas
yang lain, umpamanya daya tahan hidup, reliabilitas, dan yang lainnya.
Setelah dipahami definisi kualitas, maka harus diketahui apa saja yang
termasuk dalam dimensi kualitas. Garvin (1987) mendefinisikan delapan dimensi
yang dapat digunakan untuk menganalisa karakteristik kualitas produk, yaitu
sebagai berikut :
a. Performansi (Performance) berkaitan dengan aspek fungsional dari produk
dan merupakan karakteristik utama yang dipertimbangkan pelanggan ketika
ingin membeli suatu produk.Sebagai contoh, performa dari produk TV
berwarna adalah memiliki gambar yang jelas. Untuk mobil, memiliki
kenyamanan, kecepatan, dan lain sebagainya.
b. Features merupakan aspek kedua setelah performansi yang menambah fungsi
dasar dengan beberapa pilihan dan pengembangan. Misalnya dalam produk
c. Keandalan (Reliability) berkaitan dengan kemungkinan keberhasilan suatu
produk dalam melakukan berfungsi.Dengan demikian keandalan merupakan
karakteristik kemungkinan tingkat keberhasilan, misalnya kehandalan mobil
adalah kecepatan.
d. Konformansi (Conformance) berkaitan dengan tingkat kesesuaian produk
terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keingginan
konsumen. Karakteristik ini mengukur banyaknya atau persentase produk
yang gagal memenuhi sekumpulan standar yang telah ditetapkan dan karena
itu perlu dikerjakan ulang atau diperbaiki. Sebagai contoh, apakah semua
pintu mobil untuk model tertentu diproduksi dengan toleransi yang dapat
diterima : 30 + 0.01 inci.
e. Daya tahan (Durability) merupakan ukuran masa pakai dan daya tahan suatu
produk. Misalnya masa pakai dalam produk ban mobil.
f. Kemampuan Pelayanan (Service ability) merupakan karakteristik yang
berkaitan dengan kecepatan, keramahan, kesopanan, kompetensi, kemudahan
serta akurasi dalam perbaikan. Misalnya pelayanan melalui telepon dan
perbaikan mobil dilakukan dirumah.
g. Estetika (Aesthetics), yaitu karakteristik yang bersifat subyektif sehingga
berkaitan dengan pertimbangan atau pilihan individu. Seperti keelokan,
kemulusan, suara yang merdu.
h. Kualitas yang dirasakan (Perceived Quality)
Karakteristik yang bersifat subyektif, berkaitan dengan perasaan pelanggan
seseorang yang akan membeli produk Sony karena memiliki reputasi sebagai
produk yang berkualitas, meskipun dia belum pernah menggunakan
nya.
2.1.2 Tujuan Pengendalian Kualitas
Pengendalian kualitas merupakan suatu pengendalian untuk memeriksa
atau menguji karakteristik kualitas yang dimiliki oleh produk yang berguna untuk
penilaian atas kemampuan proses produksi yang dikaitkan dengan standar
spesifikasi produk. (Ghalia Indonesia. Manajemen Kualitas Pendekatan Sisi
Kualitatif. Dorothea Wahyu Ariani, S.E, M.T. Hal. 8-9)
Tujuan dari pelaksanaan pengendalian kualitas adalah:
1. Pencapaian kebijaksanaan dan target perusahaan secara efisien.
2. Perbaikan hubungan manusia.
3. Peningkatan moral karyawan.
4. Pengembangan kemampuan tenaga kerja.
Kegiatan pengendalian kualitas pada dasarnya terdiri dari 4 langkah yaitu :
1. Menetapkan standar, yaitu standar kualitas biaya, standar kualitas prestasi
kerja, standar kualitas keamanan dan standar kualitas keandalan yang
diperlukan untuk suatu produk
2. Menilai kesesuaian antara produk yang dibuat dengan standar
3. Mengambil tindakan bila diperlukan, yaitu mencari penyebab timbulnya
masalah dan mencari pemecahan masalah
4. Perencanaan peningkatan, berupa pengembangan usaha-usaha yang continue
Kegiatan pengendalian kualitas yang menunjang tercapainya standar kualitas
tertentu tersebut, melibatkan unsur–unsur manusia, mesin, peralatan, spesifikasi
dan metode pengujian.Dengan adanya pengendalian diharapkan
penyimpangan-penyimpangan yang muncul dapat dikurangi dan proses dapat diarahkan pada
tujuan yang dicapai. Oleh karena itu fungsi pengendalaian kualitas ini harus
dilaksanakan sebelum maupun pada saat pekerjaan pembuatan dilakukan
(Feigenbaum, 1983).
2.1.3 Manajemen Kualitas
Penataan atau biasa disebut manajemen sangat diperlukan di setiap
organisasi. Baik buruknya organisasi banyak bergantung pada masing-masing
manajemen di setiap bagiannya, misalnya manajemen perawatan, manajemen
keuangan, manajemen pemasaran, manajemen mutu, manajemen lingkungan, dsb.
Menurut Trry (syamsi, 1983 : 23), manajemen merupakan suatu proses yang
terdiri dari kegiatan perencanaan, pengorganisasian, pengoperasian, dan
pengawasan yang dilakukan untuk menentukan serta mencapai sasaran yang telah
ditetapkan melalui pemanfaatan sumber-sumber daya yang telah ada atau tersedia.
Sementara itu, menurut Gasperz (1997), manajemen kualitas dapat
dikatakan sebagai semua aktivitas dari fungsi manajemen secara keseluruhan yang
menentukan kebijaksanaan kualitas, tujuan dan tanggung jawab, serta
mengimplementasikannya melalui alat-alat manajemen kualitas, seperti perencaan
kualitas, pengendalian kualitas, penjamin kualitas, dan peningkatan kualitas.
(Ghalia Indonesia. Manajemen Kualitas Pendekatan Sisi Kualitatif. Dorothea
2.2 Six Sigma
Sigma (σ ) adalah sebuah abjad yunani yang menotasikan standart deviasi suatu proses. Standart deviasi mengukur variasi atau jumlah persebaran suatu
rata–rata proses. Dengan kata lain, sigma merupakan unit pengukuran statistikal
yang mendeskripsikan distribusi tentang nilai rata–rata (mean) dari setiap proses
atau prosedur. Suatu proses atau prosedur yang dapat mencapai lebih atau kurang
kapasitas Six Sigma dapat diharapkan memiliki tingkat cacat yang tidak lebih dari
beberapa ppm (parts per million), meskipun mengizinkan untuk beberapa
pergeseran dalam nilai rata–rata (mean). Dalam teknologi statistika, ini mencapai
kegagalan nol (zero defects).
Pengawasan terhadap produk mutlak diimplementasikan sebagai jaminan
kepada konsumen bahwa produk yang dilemparkan ke pasaran memiliki mutu
yang baik. Proses Quality Control dimulai pada saat bahan baku masuk gudang
sampai proses yang terjadi pada tiap bagian di lantai produksi.
Six Sigma tidak sekedar metodologi perbaikan saja, melainkan sebuah
sistem manajemen yang bertujuan mengadakan perbaikan yang menguntungkan
bagi semua elemen konsumen, pemegang saham dan elemen perusahaan itu
sendiri. Pengukuran tingkat kapabilitas proses, dan juga perbaikan untuk
mencapai hasil yang mendekati sempurnah. Diharapkan dengan penerapan siklus
DMAIC( Define, Measure, Analyse, Improve,Control ) dapat mereduksi cacat
yang terjadi pada proses produksi hingga atau mendekati 3,4 DPMO ( Defect Per
Angka Sigma (σ ) sendiri seringkali dihubungkan dengan kemampuan proses yang terjadi terhadap produk yang diukur dengan defect per million
opportunities (DPMO). Sumber dari defect atau cacat hampir selalu dihubungkan
dengan variasi, misalnya variasi material, prosedur, perlakuan proses. Dengan
demikian Six Sigma sendiri telah mengalami pertambahan lingkup seperti
keterlambatan deadline, variabilitas lead time, dan lain–lain. Maka perhatian
utama dari Six Sigma ini adalah variasi karena dengan adanya variasi maka
kurang memenuhi spesifikasi dengan demikian mempengaruhi potensi pasar
bahkan juga pertumbuhan pendapatan.
Tingkat kualitas sigma biasanya juga dipakai untuk menggambarkan
variasi dari suatu proses. Semakin tinggi tingkat sigma maka semakin kecil
toleransi yang diberikan pada kecacatan dan semakin tinggi kemampuan proses.
Sehingga variasi yang dihasilkan semakin rendah dan dapat mengurangi frekuensi
munculnya defect, biaya–biaya proses, waktu siklus proses mengalami penurunan
dan kepuasan konsumen meningkat. (Sumber: “Pedoman Implementasi Six
Sigma”, Gramedia Pustaka Utama, Jakarta, Gaspersz, Vincent, 2002).
Menurut Thomas Pyzdek pada buku “ The six sigma handbook “, Six
Sigma adalah, pada dasarnya suatu tujuan kualitas proses, dimana sigma adalah
tolak ukur penting dari variabel dalam proses.
Dalam metode ini, parameter yang dipakai : DPMO (defect per million
opportunities), yaitu kegagalan per sejuta kesempatan dan COPQ (cost of poor
quality), yaitu biaya yang dikeluarkan karena kualitas yang rendah.
Defect adalah kegagalan untuk memberikan apa yang diinginkan oleh
a) Defect Per Opportunity (DPO)
Ukuran kegagalan yang dihitung dalam program peningkatan kualitas Six
Sigma, yang menunjukkan banyaknya cacat atau kegagalan persatu kesempatan,
untuk menghitung menggunakan formula
DPO = Banyaknya cacat atau kegagalan yang ditemukan
(Banyaknya unit yang diperiksa ⊗banyaknya kegagalan)
misalnya , dari 500 pesanan yang diterima diketahui bahwa terdapat 12
pesanan yang dikembalikan dan/ dikeluhkan karena 9 hal defect dengan nilai
DPO = 12/ (500 x 9) = 0,002667
b) Defect Per Million Opportunities(DPMO)
Ukuran kegagalan dalam program peningkatan kualitas Six Sigma, yang
menunjukkan kegagalan persejuta kesempatan, untuk menghitung
menggunakan formula
DPMO = DPO ⊗ 1.000.000
Selanjutnya jika ingin mengetahui tingkat kegagalan per satu juta kesempatan
(DPMO), dalam Microsoft Excel menggunakan formula berikut :
DPMO = 1.000.000-normdist (– 1,5 + Nilai Sigma) ⊗1.000.000
Pemahaman terhadap DPMO ini sangat penting dalam pengukuran
keberhasilan dalam pengukuran keberhasilan aplikasi penigkatan kualitas Six
Sigma.
Six Sigma merupakan suatu visi peningkatan kualitas menuju target 3,4
kegagalan per sejuta kesempatan (DPMO) untuk setiap transaksi produk (barang
Hasil–hasil dari peningkatan kualitas dramatik di atas , yang diukur
berdasarkan persentase antara COPQ (cost of poor quality) terhadap penjualan
ditunjukkan dalam Tabel 2.1
Tabel 2.1. Manfaat Dari Pencapaian Beberapa Tingkat Sigma
COPQ ( Cost of Poor Quality ) Tingkat Pencapaian
Sigma
DPMO
(defect per million opportunities)
COPQ (rata – rata industri Indonesia ) (rata – rata industri USA)
(Industri kelas dunia)
Tidak dapat dihitung Setiap peningkatan atau pergeseran 1- sigma akan memberikan peningkatan keuntungan sekitar 10 % dari penjualan
Sumber : Vincent Gaspersz,2002, hal 3
2.2.1 Zero Defect
Produk tanpa cacat (zero defects) adalah kondisi ideal yang selalu
didambakan, baik oleh pembuat barang (produk dan atau jasa) maupun pelanggan
atau konsumen yang memakainya. Bagi perusahaan pabrikan, dengan zero defects
maka waste (pemborosan) dapat ditekan. Masih ingat bukan?, bahwa salah satu
jenis muda adalah barang atau produk cacat (defect). Sedangkan keuntungan bagi
konsumen jelas. Produk (apalagi yang baru dibeli/baru) sangat menjengkelkan
apabila ditemukan kerusakan yang membuat tampilan ataupun performa menjadi
tidak maksimal.
Intinya, cacat kualitas mempunyai efek biaya (cost) besar yang
berhubungan dengannya. Di samping reputasi prusahaan atau merek (brand) akan
turun, waktu, dan uang yang terbuang sia-sia. Di sisi lain progam mengurangi atau
yang tidak sedikit. Pertanyaan yang kemudian muncul: “Apakah mungkin semua
output produk berkualitas sempurna, tanpa cacat atau zero defects?.
Ungkapan “zero defects” and “right first time” dipromosikan pertama kali
oleh seorang tokoh manajemen kualitas Philip Crosby, awal tahun 1970-an. Zero
defects Philip Crosby bukanlah berarti melakukan dengan sempurna dan tanpa
kesalahan. Merupakan hal yang sungguh sangat sulit atau bahkan mustahil
dilakukan khususnya pada industri manufaktur dengan ratusan proses dan dengan
ribuan parts atau komponen. Crosby mau menekankan bahwa tidak bisa diijinkan
sejumlah kesalahan dibangun pada suatu produk atau proses dan mau mengubah
perspektif orang.
Tokoh yang mempublikasikan Quality Is Free pada tahun 1979 ini
meyakini bahwa manajemen memegang peranan utama dalam pengendalian
kualitas dan para pekerja hanyalah mengikuti para manajer. Ketika terdapat
kualitas produk yang jelek maka penanggungjawab utama akan hal tersebut
bukanlah para worker (pekerja), para manajer harus melakukan evaluasi sebagai
penanggungjawab utama kualitas. Philip Crosby menggambarkan “empat hal
yang mutak pada manajemen kualitas” yang lebih dikenal dengan The Four
Absolutes of Quality Management yang antara lain menekankan:
>> kualitas digambarkan sebagai kesesuaian dengan persyaratan, bukan sebagai
“kebaikan” atau “kerapihan”.
>> Sistem untuk membangun kualitas adalah pencegahan bukan penilaian.
>> Standar performa harus zero defect (nol defect)
Tidak hanya sampai di situ, Philip Crosby dengan sangat jelas dan
sistematis memberikan metode pelaksanaannya yang dikenal dengan “Empat
belas tahapan program perbaikan kualitas”. Tokoh manajemen kualitas kelahiran
Virginia tahun 1926 ini memperkenalkan tahapan proses perbaikan kualitas
sebagai berikut:
1 Komitmen manajemen dengan penekanan pada pencegahan defect (cacat).
2 Tim perbaikan kualitas menyusun anggota tim dari setiap departemen atau
fungsi beserta semua perangkat yang diperlukan.
3. Lakukan pengukuran kualitas untuk memantau/memonitor status dan
aktivitas perbaikan.
4. Biaya evaluasi kualitas oleh alat pengontrol untuk figur yang akurat.
5. Kesadaran kualitas dengan mengomunikasikan biaya/ongkos kualitas.
6. Tindakan korektif untuk menanamkan suatu kebiasaan mengidentifikasi
segala permasalahan dan memperbaikinya.
7. Adanya satu komite atau panitia khusus untuk mendukung ”zero defects”.
8. Melatih para penyelia/supervisor sedemikian sehingga semua para manajer
dapat memahami program tersebut dan mampu menjelaskannya.
9. Laksanakan dan sosialisasilkan suatu “hari tanpa defect”.
10. Menentukan sasaran/target tim yang spesifik dan terukur.
11. Mendorong komunikasi karyawan dengan manajemen mengenai rintangan
dan tantangan dalam membangun kualitas.
12. Memperkenalkan pencapaian prestasi.
13. Dewan kualitas dari para profesional kualitas memimpin informasi status
14. Melakukannya lagi, peningkatan kualitas terus menerus tanpa akhir.
2.2.2 Konsep Six Sigma
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai barang
sebagaimana yang mereka harapkan. Apabila produk (barang dan/atau jasa)
diproses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4
kegagalan per sejuta kesepatan (DPMO) atau mengharapkan bahwa 99,99966
persen dari apa yang diharapkan pelanggan akan ada dalam produk itu. Dengan
demikian Six Sigma dapat dijadikan ukuran target kinerja sistem industri tentang
bagaimana baiknya suatu proses transaksi produk antara pemasok (industri) dan
pelanggan (pasar). Semakin tinggi target sigma yang dicapai, kinerja sistem
industri akan semakin baik. Sehingga 6-sigma otomatis lebih baik daripada
4-sigma, 4-sigma lebih baik daripada 3-sigma. Six Sigma juga dapat di anggap
sebagai strategi trobosan yang memungkinkan perusahaan melakukan
peningkatan luar biasa (dramatik) di tingkat bawah. Six Sigma juga dapat
dipandang sebagai pengendalian proses industri berfokus pada pelanggan, melalui
penekanan pada kemampuan proses (process capability). (Gasperz,2002)
Terdapat 6 aspek kunci yang perlu diperhatikan dalam penerapan Six
Sigma dibidang manufakturing, yaitu :
1. Identifikasi karakteristik produk yang akan memuaskan pelanggan (sesuai
kebutuhan dan ekspektasi pelanggan).
penting untuk diperhatikan karena berkaitan langsung dengan kebutuhan dan
kepuasan pelanggan. CTQ merupakan elemen dari suatu produk, proses atau
praktek–praktek yang berdampak langsung pada kepuasan pelanggan.
3. Menentukan apakah setiap CTQ itu dapat dikendalikan melalui pengendalian
material, mesin, proses–proses kerja, dll.
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang
diinginkan pelanggan (menentukan nilai USL dan LSL dari setiap CTQ).
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan nilai
maksimum standar deviasi untuk setiap CTQ).
6. Mengubah desain produk atau proses sedemikian rupa agar mampu mencapai
nilai target Six Sigma. (Sumber: “Pedoman Implementasi Six Sigma”,
Gramedia Pustaka Utama, Jakarta, Gaspersz, Vincent, 2002).
Pendekatan pengendalian proses 6-sigma Motorola (Motorola’s Six Sigma
process control) mengizinkan adanya pergeseran nilai rata-rata (mean)
setiap CTQ individu dari proses industri terhadap nilai spesefikasi target (T)
sebesar ± 1,5–sigma , sehingga menghasilkan 3,4 DPMO (defect per million
opportunities). Dengan demikian berdasarkan konsep Six Sigma Motorola,
berlaku penyimpangan :(mean–Target ) =
(
µ−T)
= ±1,5σ atauσ
µ =T ±1,5 . Disini µ(mu) merupakan nilai rata–rata (mean) dari proses,
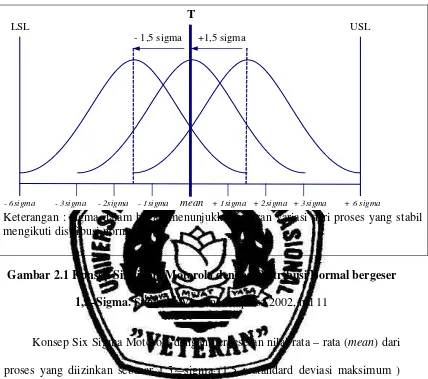
Proses Six Sigma dengan distribusi normal yang mengizinkan nilai
rata–rata (mean) proses bergeser 1,5–sigma dari nilai spesifikasi target kualitas
(T) yang diinginkan oleh pelanggan, ditunjukkan dalam Gambar 2.1
T
- 1,5 sigma +1,5 sigma
mean
LSL USL
- 6sigma - 3sigma - 2sigma - 1sigma + 1sigma + 2sigma + 3sigma + 6 sigma
Keterangan : sigma dalam bagan menunjukkan ukuran variasi dari proses yang stabil mengikuti distribusi normal
Gambar 2.1 Konsep Six sigma Motorola dengan Distribusi Normal bergeser
1,5–Sigma. Sumber : Vincent Gaspersz,2002, hal 11
Konsep Six Sigma Motorola dengan pergeseran nilai rata – rata (mean) dari
proses yang diizinkan sebesar 1,5 –sigma (1,5 x standard deviasi maksimum )
adalah berbeda dari konsep Six Sigma dalam distribusi normal yang umum
dipahami selama ini yang tidak mengizinkan pergeseran dalam nilai rata – rata
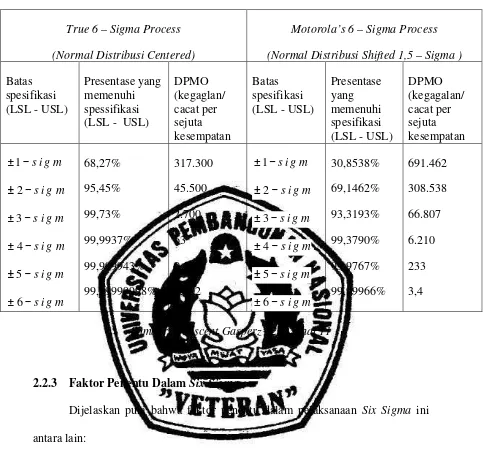
Tabel 2.2 Perbedaan True 6–Sigma dengan Motorola’s 6–Sigma
True 6 – Sigma Process
(Normal Distribusi Centered)
Motorola’s 6 – Sigma Process
(Normal Distribusi Shifted 1,5 – Sigma )
Batas
Sumber : Vinscent Gasperz , 2002, hal 11
2.2.3 Faktor Penentu Dalam Six Sigma
Dijelaskan pula bahwa faktor penentu dalam pelaksanaan Six Sigma ini
antara lain:
1. Costumer centric.
Pelanggan adalah tujuan utama Six Sigma dimana kualitas dari produk
diukur melalui perspektif pelanggan dengan jalan :
a) Voice of coctumer (VOC), menyatakan keinginan pelanggan.
b) Requirements, masukan dari VOC ditransfer secara spesifik dengan
c) Critical to quality (CTQ), permintaan yang paling penting bagi
pelanggan.
d) Defect, bagian yang kurang memenuhi spesifikasi.
2. Financial Result.
Total Quality Management (TQM) dikenal lebih dahulu dari pada Six
Sigma. Pada TQM sendiri susah menentukan hal mana yang dijadikan
prioritas utama bahkan hampir semua proyek yang dikerjakan
mengenakan biaya pada pelanggan dan penanam saham, sehingga dapat
menghasilkan banyak biaya. TQM sering dipimpin oleh pihak yang paling
kurang pemahaman terhadap pengendalian kualitas dan cenderung
menemukan cara pengukurannya sendiri. Sedangkan Six Sigma
mengakomodasikan penurunan biaya dan kenaikan pendapatan.
3. Management Engagement.
Pada penerapan Six Sigma ini selain pada proses juga memerlukan
perhatian dan kerjasama pada semua lini manajemen perusahaan.
4. Resources Commitment.
Komitmen untuk maju lebih ditekankan daripada jumlah personel yang
terlibat dalam implementasi ini.
5. Execution Infrastructure.
Six sigma didukung oleh infrastruktur yang berisi orang-orang dari top
management sampai operasional dimana keseluruhannya memiliki fokus
yang sama yaitu kepuasan pelanggan. (Sumber: “Lean Six Sigma”,
2.2.4 Penentuan Kapabilitas Proses
Kapabilitas proses adalah perangkat untuk mengukur variabilitas yang
terdapat dalam proses manufaktur. Pengukuran kapabilitas meliputi :
1) Stabilitas, yaitu keadaan di mana data hasil pengukuran dalam keadaan stabil,
suatu kondisi di mana tidak terdapat data berada di luar kendali dan tidak
terdapat sebab-sebab khusus dalam pola data. Jika sebaliknya, maka penyebab
harus dihilangkan agar bisa dilakukan kapabilitas, atau langsung dihitung
cacat per sejuta bagian dan diterjemahkan ke dalam nilai sigma.
2) Normalitas, apabila data diasumsikan berdistribusi normal maka harus
dilakukan uji kenormalan data melalui plot probabilitas dan uji hipotesis.
1. Plot probabilitas, adalah memplot data ke dalam bentuk distribusi
komulatif. Apabila data mengikuti distribusi normal maka ia akan
mendekati bentuk garis linier
2. Uji hipotesis, yaitu pengujian anggapan bahwa data berdistribusi
normal. Pengujian H0: µ = µ0 dan H1: µ ≠ µ0. Penghitungan
menggunakan rumus Z=xσ−µ untuk mendapatkan nilai-P (P-value).
Nilai-P adalah peluang untuk mendapatkan adalah peluang untuk
mendapatkan suatu nilai Z sebesar atau lebih besar daripada Zhitung bila
memang µ = µ0. Bila nilai-P lebih besar daripada galat jenis I maka
anggapan awal diterima.
3) Penghitungan nilai indeks kapabilitas, potensial dan aktual. Kapabilitas
potensial adalah variabilitas pada suatu saat dan kapabilitas aktual adalah
1. Potensial (Cp, Cpk, Cpm)
2. Aktual (Pp, Ppk)
Cp dan Pp adalah indeks kapabitas umum, Cpk dan Ppk dilakukan untuk
mengetahui kecenderungan dan lokasi proses. Penghitungan Cpk merupakan
nilai minimum antara indeks CPU dan CPL, yaitu penghitungan rentang salah
satu batas spesifikasi dan rata-rata proses proses (µ) terhadap sebaran proses
(σ).. Sedangkan Cpm menghitung penyimpangan rata-rata proses terhadap
target. Jika nilai Cp = Cpk = Cpm, maka proses dikatakan berada pada target
capable.
4) Menghitung nilai sigma yang dihasilkan. Dalam metode six sigma, setiap
pengukuran diterjemahkan ke dalam nilai sigma sebagai ukuran performansi.
5) Menghitung jumlah peluang bagian yang berada di luar spesifikasi ke dalam
nilai bagian per sejuta (PPM = part per million).
Adanya peningkatan kapabilitas proses dalam mnghasilkan produk menuju
tingkat kegagalan nol (zero) menunjukkan bahwa pelaksanaan program
peningkatan kualitas six sigma telah berhasil. Oleh karena itu, konsep perhitungan
kapabilitas proses menjadi sangat penting untuk dipahami dan implementasi
program six sigma.
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun
kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak. Berdasarkan
data, kita mempelajari fakta-fakta yang ada dan mengambil tindakan yang tepat
berdasarkan pada fakta itu. Dalam konteks pengendalian proses statistikal dikenal
Keberhasilan implementasi program peningkatan Six Sigma ditunjukan
melalui peningkatan kapabilitas proses dalam menghasilkan produk menuju
tingkat kegagalan nol (zero defect). Konsep perhitungan kapabilitas proses
menjadi sangat penting untuk dipahami dalam implementasi program Six Sigma.
Teknik penentuan kapabilitas proses yang berhubungan dengan CTQ untuk data
variabel dan atribut.
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun
kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak dan dalam
konteks pengendalian proses statistika dikenal dua jenis data yaitu :
1. Data atribut ( Attributes Data) merupakan data kualitatif yang dihitung
mengunakan daftar pencacahan atau tally untuk keperluan pencatatan dan
analisis. Contoh data atribut karakteristik kualitas adalah ketiadaan label
pada kemasan produk,banyaknya jenis cacat pada produk.
2. Data Variabel (Variables Data) merupakan data kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan
analisis. Contoh data variabel karakteristik kualitas adalah diameter pipa,
ketebalan produk kayu lapis, berat semen dalam kantong, ukuran-ukuran
berat, panjang, lebar, tinggi, diameter, volume merupakan data variabel.
Didalam teknik penentuan kapabilitas proses untuk kasus untuk data
variabel misalnya; berdasarkan kebutuhan pelanggan diketahui bahwa diameter
pipa yang diinginkan adalah 40 mm dengan batas toleransi adalah ± 5 mm.
Pelanggan akan menolak setiap pipa yang diserahkan apabila diketahui
peningkatan kualitas Six Sigma, menyatakan CTQ yang perlu diperhatikan adalah
diameter pipa dengan spesifikasi sebagai berikut:
1. CTQ (Critical-to-Quality) = Diameter pipa
2. Spesifikasi target (T) = 40 mm
3. Batas spesifikasi atas (Upper specification limit = USL ) = 45 mm
4. Batas spesifikasi bawah (Lower specification limit = LSL ) = 35 mm
5. Rata-rata (mean) proses = X-bar
6. Standar deviasi proses
S = R-bar/d2 atau
S =
( )
12 −
− Σ
n x xi
dimana d2 adalah koefisien untuk pendugaan standar deviasi tergantung pada
ukuran contoh sampel.
7. Kapabilitas proses
Cpm = (USL – LSL )
{
6(
x−b a−Tr)
2 +S2}
Dalam program peningkatan kualitas Six Sigma, biasanya dipergunakan
kriteria (rule of thumb) sebagai berikut :
a) Cpm ≥ 2,00; maka proses dianggap mampu dan kompetitif (perusahaan
berkelas dunia)
b) Cpm antara 1,00 – 1,99; maka proses dianggap cukup mampu, namun perlu
upaya giat untuk penigkatan kualitas menuju target perusahaan berkelas
berada diantara 1,00 – 1,99 memiliki kesempatan terbaik dalam
melakukan program peningkatan kualitas Six Sigma.
c) Cpm < 1,00; maka proses dianggap tidak mampu dan tidak kompetitif
untuk bersaing dipasar global.
Indeks kapabilitas proses (Cpm) digunakan untuk mengukur tingkat pada
mana suatu output proses berada pada nilai spesifikasi target kualitas (T) yang
diinginkan oleh pelanggan. Semakin tinggi nilai Cpm menunjukkan bahwa output
proses itu semakin mendekati nilai spesifikasi target kualitas (T) yang diinginkan
oleh pelanggan, yang berarti pula bahwa tingkat kegagalan dari proses semakin
berkurang menuju target tingkat kualitas kegagalan nol (zero defect oriented).
A. Penentuan Kapabilitas Proses untuk Data Atribut
Langkah-langkah untuk menentukan kapabilitas proses untuk data atribut
menurut Gaspersz (2002) adalah sebagai berikut :
1. Menentukan proses yang ingin diketahui kapabilitasnya.
2. Menghitung banyak unit transaksi yang dikerjakan melalui proses.
3. Menghitung banyak unit transaksi yang gagal.
4. Menghitung tingkat cacat (kesalahan) berdasarkan langkah 3 dengan membagi
langkah 3 dengan langkah 2.
5. Menentukan banyaknya CTQ (Critical-To-Quality) potensial yang dapat
mengakibatkan cacat (kesalahan).
6. Menghitung peluang tingkat cacat (kesalahan) per karakteristik CTQ (
7. Menghitung kemungkinan cacat per satu juta kesempatan (DPMO) dengan
mengalikan langkah 6 dengan 1 juta.
8. Mengkonversikan DPMO ke dalam nilai sigma.
9. Menghitung nilai indeks kapabilitas proses
n p p(1 ) 3
3σ = −
σ 3 + =P
USL dan LSL=P−3σ
σ 6
LSL USL
Cpm= −
(Sumber : Pengendalian Mutu Statistik, Grant,RicharS.Leavenworth,1998)
10. Membuat kesimpulan.
Berikut ini akan dibahas tentang teknik memperkirakan kapabilitas
proses dalam ukuran pencapaian target sigma untuk data atribut (data yang
diperoleh melaui perhitungan bukan pengukuran langsung, misalnya :persentase
kesalahan, banyaknya keluhan pelanggan, dan lain-lain). Pada umumnya data
atribut hanya memiliki dua nilai yang berkaitan dengan YA atau TIDAK, seperti :
sesuai atau tidak sesuai, puas atau tidak puas, berhasil atau tidak berhasil,
terlambat atau tidak terlambat, dan lain-lain. Data ini dapat dihitung untuk
keperluan pencatatan dan analisis.
Misalkan kita akan menentukan kapabilitas proses billing and charging
dari sebuah perusahaan jasa tertentu. Langkah-langkah penentuan kapabilitas
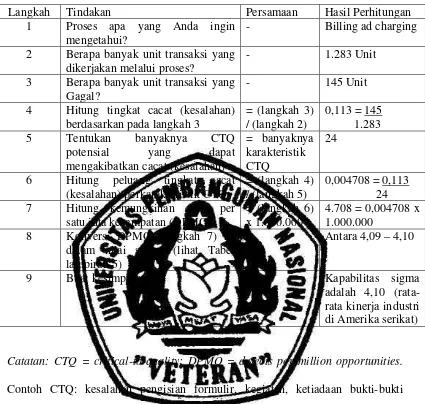
Tabel 2.3 Cara Memperkirakan Kapabilitas Proses untuk Data
Atribut
Langkah Tindakan Persamaan Hasil Perhitungan 1 Proses apa yang Anda ingin
mengetahui?
- Billing ad charging
2 Berapa banyak unit transaksi yang dikerjakan melalui proses?
- 1.283 Unit
3 Berapa banyak unit transaksi yang Gagal?
- 145 Unit
4 Hitung tingkat cacat (kesalahan) berdasarkan pada langkah 3
= (langkah 3) / (langkah 2)
0,113 = 145 1.283
5 Tentukan banyaknya CTQ
potensial yang dapat
6 Hitung peluang tingkat cacat (kesalahan) perkarakteristik CTQ
= (langkah 4) / (langkah 5)
0,004708 = 0,113 24 7 Hitung kemungkinan cacat per
satu juta kesempatan (DPMO)
= (langkah 6) x 1.000.000
4.708 = 0,004708 x 1.000.000
8 Konversi DPMO (langkah 7) ke dalam nilai sigma (lihat Tabel lampiran 5)
Catatan: CTQ = critical-to-quality; DPMO = defects per million opportunities.
Contoh CTQ: kesalahan pengisian formulir, kegiatan, ketiadaan bukti-bukti
keuangan, kesalahan pemasukan input ke dalam komputer, keterlambatan,
pemrosesan dll.
Jika pembaca ingin memiliki kalkulator Six Sigma yang di-download
secara gratis dari www.spcwizard.com, maka penentuan kapabilitas proes untuk
data atribut dilakukan sebagai berikut:
Pilih •defect
Defects : 145 (masukkan banyaknya unit yang gagal/cacat)
Opportunities per Unit : 24 (masukkan banyaknya CTQ potensial yang dapat
mengakibatkan kegagalan/kecacatan)
Pilih Calculate
Process Sigma= 4.1 (dihitung sendiri oleh kalkulator)
DPMO : 4709 (dihitung sendiri oleh kalkulator)
(Sumber: “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama,
Jakarta, Gaspersz, Vincent, 2002).
Sedangkan untuk mengukur kinerja sekarang pada tingkat proses, output
dan/atau outcome untuk ditetapkan sebagai baseline kinerja pada awal proyek six
sigma. Beberapa cara untuk meghitung dan mengekspresikan ukuran-ukuran
berbasis peluang defect, yaitu :
1. Defect per Opportunity (DPO)
Menunjukkan proporsi defect atas jumlah total peluang dalam sebuah
kelompok.
Total defect Formula : DPO =
Total produk x Jumlah CTQ 2. Defect per Million Opportunities (DPMO)
Mengindikasikan berapa banyak defect akan muncul jika ada 1 juta
peluang.
Formula : DPO x 106
Dengan menerjemahkan ukuran defect – biasanya DPMO – dengan
menggunakan tabel konversi, namun jika nilai DPMO tidak terdapat pada
tabel konversi maka dilakukan interpolasi.
B. Penentuan Kapabilitas Proses untuk Data Variabel
Data variabel merupakan data kuantitatif yang dihitung menggunakan alat
pengukuran tertentu untuk keperluan pencatatan dan analisis. Data variabel
bersifat kontinyu. Jika suatu catatan dibuatberdasarkan keadaan aktual, diukur
secara langsung, maka karakteristik kualitas yang diukur itu disebut variable.
Contoh data variabel karakteristik kualitas adalah : diameter pipa, ketebalan
produk kayu lapis, berat semen dalam kantong, konsentrasi elektrolit dalam
persen, dll. Ukuran-ukuran berat, panjang, lebar, tingi, diameter, volume
merupakan variabel.
Teknik penentuan kapabilitas proses untuk data variabel adalah sebagai
berikut :
a) Menentukan proses yang ingin diukur.
b) Menentukan nilai batas spesifikasi atas dan batas spesifikasi bawah.
c) Menentukan nilai target yang ingin dicapai.
d) Menghitung nilai rata-rata dan standar deviasi dari proses.
e) Menghitung nilai DPMO, dengan menggunakan formula sebagai berikut :
DPMO = [ P { Z ≥ ( USL – X-bar ) / S } x 1juta ] +
[ P { Z ≤ ( LSL – X-bar ) / S } x 1juta ] (2.1)
Dimana , USL : Batas spesifikasi atas
X-bar : Nilai rata-rata
S : Standart deviasi
f) Mengkonversikan nilai DPMO kedalam nilai sigma.
g) Menghitung kemampuan proses didalam nilai sigma.
h) Menghitung kapabilitas proses didalam indeks kapabilitas proses, dengan
formula sebagai berikut :
Cpm = (USL – LSL) / {6√X-bar – T)² + S²} (2.2)
Dimana, Cpm : Indeks kapabilitas proses
T : Nilai spesifikasi target
Beberapa keuntungan penggunaan indeks Cpm :
1. Indeks Cpm dapat diterapkan pada suatu interval spesifikasi yang
tidak simetris (asymetrical spesification interval), dimana nilai
spesifikasi target kualitas (T) tidak berada tepat ditengah nilai USL
dan LSL.
2. Indeks Cpm dapat dihitung untuk type distribusi apa saja, tidak
mensyaratkan data harus berdistribusi normal.(Gasperz,2002)
Bersamaan dengan penggunaan indeks Cpm, juga digunakan indeks Cpmk
yang mengukur tingkat pada mana output proses itu berada dalam batas-batas
toleransi (batas-batas spesifikasi atas dan bawah, USL dan LSL) yang diinginkan
oleh pelanggan. Indeks Cpmk dapat dihitung dengan menggunakan formula :
Cpmk = Cpk / √1 + {(X-bar – T) / S}² (2.3)
2.3 DMAIC (Define, Measure, Analyze, Improve, and Control)
DMAIC merupakan proses untuk peningkatan terus–menerus menuju
target Six Sigma. DMAIC dilakukan secara sistematik, berdasarkan ilmu
pengetahuan dan fakta. Proses ini menghilangkan langkah–langkah proses yang
tidak produktif, sering berfokus pada pengukuran–pengukuran baru, dan
menetapkan teknologi untuk peningkatan kualitas menuju target Six Sigma.
(Sumber: “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama,
Jakarta, Gaspersz, Vincent, 2002)
2.3.1 Tahap Define (D)
Merupakan langkah operasional pertama dalam program peningkatan
kualitas Six Sigma. Pada tahap ini kita perlu mendefinisikan beberapa hal yang
terkait dengan :
a) Kriteria pemilihan proyek Six Sigma
b) Peran dan tanggung jawab dari orang – orang yang akan terlibat dalam
proyek Six Sigma
c) Kebutuhan pelatihan untuk orang – orang yang terlibat dalam proyek Six
Sigma
d) Proses – proses kunci dalam proyek Six Sigma beserta pelanggannya
e) Kebutuhan spesifik dari pelanggan
f) Pernyataan tujuan proyek Six Sigma
a) Mendefinisikan Kriteria Pemilihan Proyek Six Sigma
Program peningkatan kualitas Six Sigma adalah merupakan cara
mendefinisikan kriteria pemilihan proyek Six Sigma, yang menjadi suatu
tantangan utama yang dihadapi dalam program itu nantinya. Pemilihan proyek
yang baik yaitu berdasarkan pada identifikasi proyek yang terbaik sepadan dengan
kebutuhan, kapabilitas, dan tujuan organisasi yang sekarang. Secara umum setiap
proyek Six Sigma yang terpilih harus mampu memenuhi kategori :
1. Memberi hasil–hasil dan manfaat bisnis
2. Kelayakan , dan
3. Memberikan dampak positif kepada organisasi
b) Mendefinisikan Peran Orang-orang yang Terlibat dalam Proyek Six
Sigma
Terdapat beberapa orang atau kelompok orang dengan peran generik
beserta gelar–gelar yang umum dipakai dalam program Six Sigma sebagaimana
ditunjukkan dalam Tabel 2.4
Tabel 2.4 Contoh Dari Beberapa Peran Generik Dengan Gelar Atau “Belt” Dalam Program Six Sigma
No Peran Generik dengan berbagai Gelar atau “Belt”
1.
2. 3. 4. 5. 6.
Dewan Kepemimpinan ( Leadership Council ),Dewan Kualitas ( Quality Council) Komite Pengarah (Steering Committee) Six Sigma, Senior Champions
Champions
Master Black Belts Black Belts
Greean Belts
Anggota Tim (Team Members)
keterangan :
1. Dewan Kepemimpinan
Dewan kepemimpinan, dikenal juga sebagai Dewan kualitas , Komite
pengarah Six Sigma atau Senior Champions, merupakan orang – orang yang
berada pada posisi manajemen puncak ( top management ) dari organisasi.
Peranan dari orang – orang yang berada dalam posisi ini adalah
a) Menetapkan visi, peran, dan infrastruktur dari Six Sigma
b) Memilih proyek–proyek spesifik Six Sigma dan mengalokasikan sumber–
sumber daya
c) Meninjau–ulang secara periodik tentang kemajuan dari berbagai proyek
Six Sigma
d) Membantu mengkuantifikasikan dampak dari usaha–usaha Six Sigma
kepada orang–orang yang berada ditingkat bawah dalam organisasi
e) Menilai kemajuan serta mengidentifikasikan kekuatan–kekuatan dan
kelemahan–kelemahan dalam usaha–usaha Six Sigma
f) Membagi atau menyebarluaskan praktek–praktek terbaik dari Six Sigma
ke seluruh organisasi serta kepada pemasok–pemasok kunci dan
pelanggan–pelanggan utama
g) Membantu mengatasi hambatan–hambatan dalam organisasi yang
berdampak negatif proyek–proyek Six Sigma
2. Champions
Merupakan individu yang berada pada manajemen atas (top managemen)
yang memahami Six Sigma dan bertanggung jawab untuk keberhasilan dari Six
1. Mendefinisikan jalur implementasi Six Sigma ke seluruh oganisasi
2. Menetapkan dan memelihara atau mempertahankan sasaran yang luas
untuk proyek peningkatan kualitas Six Sigma
3. Menyetujui perubahan–perubahan dalam arah atau lingkup dari proyek Six
Sigma
4. Mengembangkan rencana pelatihan komprehensif untuk implementasi
Six Sigma
5. menemukan dan menegosiasikan sumber–sumber daya untuk proyek
Six Sigma
6. Memberikan pengakuan dan penghargaan
7. Menerapkan pengetahuan yang diperoleh melalui peningkatan proses pada
tugas–tugas manajemen
3. Master Black Belts
Merupakan individu–individu yang dipilih oleh Champions untuk bertindak
sebagai tenaga ahli atau konsultan dalam perusahaan untuk menumbuh
kembangkan dan menyebarluaskan pengetahuan–pengetahuan stategis yang
bersifat terobosan– terobosan Six Sigma keseluruh organisasi. Secara umum,
Master Black Belts bertanggung jawab untuk :
• Bekerja sama dengan Champions
• Mengembangkan dan menyebarluaskan bahan – bahan pelatihan tentang
Six Sigma ke berbagai tingkat dalam organisasi
• Membantu dalam menidentifikasi proyek – proyek Six Sigma
• Memudahkan atau menyediakan fasilitas untuk penyebarluasan
praktek– praktek terbaik berdasarkan Six Sigma keseluruh organisasi
4. Black Belts
Orang yang menempati posisi pemimpin penuh waktu ( full time position)
dalam proyek Six Sigma. Secara umum , Black Belt bertanggung jawab untuk
a) Mengidentifikasikan hambatan–hambatan yang ada dalam proyek Six
Sigma
b) Memimpin dan mengarahkan tim dalam mengeksekusi proyek Six Sigma
c) Menyiapkan penilaian proyek secara terperinci selama tahap pengukuran
d) Mempertahankan jadual proyek dan menjaga kemajuan proyek menuju
solusi akhir dan hasil – hasil
e) Mendokumentasikan hasil –hasil akhir dan menciptakan “Story board”
(peta – peta kemajuan) dari proyek.
5. Green Belts
Six Sigma Green Belt merupakan individu – individu yang bekerja paruh
waktu dalam area spesifik atau mengambil tanggung jawab pada proyek – proyek
kecil dalam lingkup proyek Six Sigma yang ditangani oleh Black Belts. Secara
umum, Green Belts memiliki tanggung jawab untuk :
1. Mempelajari metodologi Six Sigma untuk dapat diaplikasikan pada
proyek–proyek tertentu berskala kecil
2. Melanjutkan mempelajaridan mempraktekkan metode–metode dan alat–
6. Anggota Tim ( Team Members)
Anggota – anggota tim proyek Six Sigma yang harus menerima pelatihan
dasar tentang metode – metode dan alat – alat Six Sigma agar mampu menerapkan
dalam proyek – proyek spesifik atau proses – proses dalam organisasinya.
c) Mendefinisikan Kebutuhan Pelatihan dalam Proyek Six Sigma
Orang – orang yang akan terlibat dalam proyek Six Sigma yang telah
dipilih berdasarkan kriteria–kriteria pemilihan proyek Six Sigma yang diterapkan
harus memperoleh pelatihan tentang Six Sigma. Hal penting pelatihan Six Sigma
harus membuat pelatihan Six Sigma menjadi usaha yang berlangsung terus –
menerus dan menjadi kebiasaan dalam organisasi Six Sigma.
d) Mendefinisikan Proses Kunci Beserta Pelanggan dari Proyek Six Sigma
Terhadap setiap proyek Six Sigma yang telah dipilih, harus didefinisikan
proses – proses kunci. Sebelum mendefinisikan proses kunci beserta pelanggan
dalam proyek Six Sigma, perlu diketahui tentang “ SIPOC ( Suppliers–Input-
Processe–Output–Customer ). SIPOC merupakan suatu alat yang berguna dan
paling banyak dipergunakan dalam manajemen dan peningkatan proses, dimana
SIPOC merupakan lima elemen utama dalam sistem kualitas, yaitu :
1. Suppliers yaitu merupakan orang atau kelompok orang yang memberikan
informasi kunci, material, atau sumber daya lain kepada proses
2. Inputs yaitu segala sesuatu yang diberikan oleh pemasok (supplier)
kepada proses
4. Outputs yaitu merupakan keluaran produk (barang / jasa ) dari suatu
proses
5. Customers yaitu merupakan orang atau kelompok orang, atau sub–proses
yang menerima outputs
e) Mendefinisikan Kebutuhan Spesifik dari Pelanggan yang Terlibat dalam
proyek Six Sigma
Proyek Six Sigma Seyogianya merupakan
1. Suatu strategi dan sistem yang secara terus–menerus menelusuri dan
memperbaruhi kebutuhan pelanggan, aktivitas pesaing, perubahan pasar.
2. Suatu deskripsi kebutuhan spesifik, standar kinerja yang terukur untuk
setiap output kunci, yang didefinisikan pelanggan
3. Standard–standard pelayanan yang dapat diamati dan jika memungkinkan
dapat di ukur, untuk keterkaitan–keterkaitan kunci dengan pelanggan
4. Suatu analisis kinerja dan standard–standard pelayanan berdasarkan pada
kepentingan relatif terhadap pelanggan dan dampaknya pada stategi bisnis
f) Mendefinisikan Pernyataan Tujuan Proyek Six Sigma
Terhadap setiap proyek Six Sigma yang terpilih, kita harus mendefinisikan
isu–isu , nilai–nilai, dan sasaran dan / atau tujuan dari proyek itu. Pernyataan
tujuan proyek harus diterapkan untuk setiap proyek Six Sigma yang terpilih.
Pernyataan tujuan yang benar adalah apabila mengikuti prinsip SMART sebagai
berikut:
Specific Tujuan proyek peningkatan kualitas Six Sigma harus bersifat
Six Sigma harus menghidari pernyataan – peryataan tujuan yang
bersifat umum dan tidak spesifik
Measurable Tujuan proyek peningkatan kualitas Six Sigma harus dapat diukur
menggunakan indikator pengukuran yang tepet guna mengevaluasi
keberhasilan, peninjauan – ulang
Achievable Tujuan program peningkatan kualitas Six Sigma harus dapat
dicapai melalui usaha – usaha yang menantang.
Result – Tujuan program peningkatan kualitas Six Sigma harus berfokus
oriented pada hasil–hasil berupa pencapaian target–target kualitas yang
ditetapkan, yang ditunjukkan melalui DPMO, peningkatan
kapabilitas proses
(
Cp m:Cp m k)
Time – Tujuan program peningkatan kualitas Six Sigma harus menetapkan
bound batas waktu pencapaian tujuan itu dan harus dicapai secara tepat
waktu
2.3.2 Measure ( M )
Merupakan langkah operasional kedua dalam program peningkatan
kualitas Six Sigma. Terdapat tiga pokok hal yang harus dilakukan dalam tahap
Measure ( M ) yaitu :
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan
CTQ ( Critical–to–Quality ) yaitu elemen dari suatu produk, proses yang