BAB II
TINJAUAN PUSTAKA
2.1 Sejarah Perkembangan Pemeliharaan (Maintenance)
Pada generasi I, sebelum perang dunia II pemeliharaan peralatan di
Jepang menggunakan cara pemeliharaan lama (metode klasik) yaitu dengan
menggunakan sistem Breakdown Maintenance (BM). Dimana pemeliharaan dilakukan setelah timbul kerusakan. Hal ini masih dapat dilakukan dikarenakan
oleh :
1. Mekanisasi industri tidak tinggi, sehingga periode waktu bukan masalah.
2. Peralatan sangat sederhana dengan tingkat keandalan tinggi, (karena
rancangan dibuat berlebihan) dan mudah dirawat.
3. Tidak membutuhkan maintenance secara matematis, kecuali pembersihan
dan pelumasan, sehingga skill yang dibutuhkan rendah.
4. Preventive bukan prioritas utama
Generasi II, yaitu pada saat perang dunia II industri-industri di jepang
mulai mengalami kesulitan dengan kerusakan yang dihadapi. Hal ini disebabkan
oleh :
1. Meningkatnya mekanisasi peralatan, akibat dari meningkatnya kebutuhan
2. Sejak tahun 1950-an jenis mesin dan peralatan industri makin banyak dan
kompleks.
3. Periode waktu menjadi perhatian utama, sehingga mulai tercipta konsep
Preventive Maintenance (1960) dan pelaksanaan overhaul dilakukan secara periodik pada interval yang tetap
4. Peningkatan ongkos pemeliharan terhadap ongkos operasi, sehingga
meningkat pada sistem perencanaan dan penjadualan.
Dengan demikian pemeliharaan hanya akan segera dilakukan setelah
mesin/peralatan mengalami kerusakan, hal ini juga yang menyebabkan para
insinyur pemeliharaan tidak punya waktu untuk memberikan ide-ide yang baik
Sehingga pada generasi III yaitu sejak pertengahan tahun 1970-an, dengan
adanya peningkatan proses perubahan di industri jepang maupun dunia yang
memacu adanya sistem pemeliharaan Preventive Maintenance sebagai sistem pemeliharaan yang tepat dan yang sering digunakan hingga saat ini, dan sejarah
pemeliharaan Breakdown Maintenance telah ditinggalkan.
Pengertian pemeliharaan (Maintenance) menurut JIS adalah semua pengaturan dan kegiatan yang diperlukan untuk menjaga/memelihara suatu
peralatan pada kondisi siap pakai/siap operasi atau dengan memperbaikinya
sehingga bebas dari kerusakan. Sedangkan tujuan pemeliharaan dapat dibagi atas
beberapa tujuan, yaitu :
a. Berdasarkan pengertiannya, Tujuan pemeliharaan dibagi atas :
1. Tujuan pemeliharaan dalam arti sempit
Tujuannya adalah adalah suatu kegiatan untuk menjaga/memelihara
suatu peralatan/mesin dapat beroperasi dengan keadaan baik dan bebas
dari penurunan mutu baik peralatan/mesin maupun produk yang
dihasilkan.
2. Tujuan pemeliharaan dalam arti luas
Tujuannya adalah semua kegiatan yang dibutuhkan untuk menunjang
kelancaran produksi dan meningkatkan produktivitasnya yaitu dengan
cara :
1. Menyempurnakan peralatan/mesin
2. Menyempurnakan mutu produk
3. Penyerahan dan penyelesaian tepat waktu
4. Meningkatkan efisiensi dan biaya pemeliharaan yang ekonomis
5. Mengurangi kecelakaan dan meningkatkan moral kerja.
b. Tujuan pemeliharaan jika ditinjau dari segi teknis
1. Memelihara keberadaan peralatan dan mesin agar siap pakai dalam kurun
waktu tertentu (Availability).
3. Menyempurnakan bagian peralatan dan mesin agar mudah dipelihara
dalam kondisi pemeliharaan yang spesifik dan jangka waktu tertentu
(Maintainability).
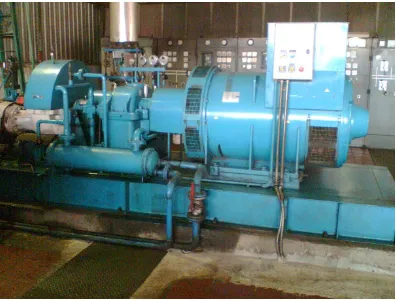
Pemeliharaan yang dilakukan terhadap turbin yang ada di PTPN-IV DOLOK
ILIR adalah jenis turbin uap merek KKK (Kohle, Kopp, and Kausch), type
AFA-4G4.A buatan Prancis tahun 1997 dengan kapasitas 1200 KW dan putaran 5294
Rpm.
Gambar 2.1 Turbin uap KKK
Adapun spesifikasi dari turbin uap KKK tersebut adalah sebagai berikut:
Bantalan = 8 buah Oring carbon = 1 buah
Poros = 1 buah Sudu = 18 buah
Packing = 2 buah
Nozzle = 1 buah
Roda gigi = 2 buah
2.1.1 Dasar-dasar Perencanaan Pemeliharaan
Dasar rencana kerja pemeliharaan merupakan rencana pokok (Master Plan) yang terdiri dari dasar strategis pemeliharaan jangka panjang, yaitu :
1. Rencana kerja pemeliharaan untuk jangka waktu 10 tahun, yang meliputi :
a. Rencana kerja pemeliharaan pencegahan (Preventive Maintenance) b. Rencana kerja untuk penyempurnaan (Improvement)
c. Rencana kerja pembelian material dalam skala besar (Refractory Material).
2. Rencana kerja pemeliharaan tahunan
a. Rencana kerja pemeliharaan tahunan yang diambil dari rencana
kerja jangka panjang (Time Based)
b. Rencana kerja pemeliharaan yang dibuat untuk perhitungan
biaya/estimasi anggaran untuk satu tahun fiskal
c. Rencana pembaharuan (Renewal Plan) dan rekondisi peralatan d. Rencana kerja yang dikontrakkan.
e. Rencana pembelian material seperti spare part, minyak pelumas,
dll.
3. Rencana kerja pemeliharaan bulanan, yang meliputi :
a. Rencana kerja pemeliharaan berdasarkan kondisi peralatan
b. Rencana pekerjaan pemeliharaan yang tertunda pada bulan lalu
c. Rencana perbaikan peralatan dari hasil koordinasi seksi operasi
dengan seksi pemeliharaan
4. Rencana kerja pemeliharaan mingguan dan harian, yang meliputi :
a. Rencana kerja pemeliharaan berdasarkan kondisi (Condition Based).
b. Rencana kerja pemeliharaan dari hasil koordinasi seksi operasi dan
seksi pemeliharaan yang dilakukan sebelum memulai pekerjaan.
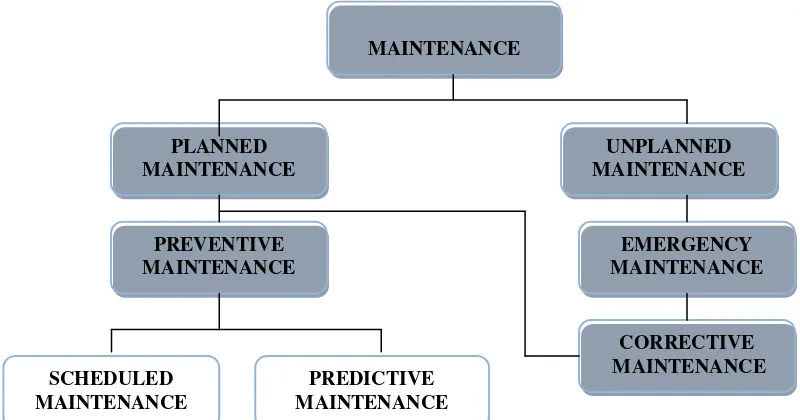
2.1.2 Strategi Pemeliharaan (Maintenance Strategy)
pemeliharaan (Planned Maintenance) dilakukan secara rutin (Preventive Maintenance) dengan jadual pemeliharaan yang telah ditentukan (Scheduled
Maintenance) ataupun (Predictive Maintenance) sedangkan pemeliharaan diluar perencanaan (Unplanned Maintenance) adalah merupakan pemeliharaan darurat yang tidak diinginkan (Emergency Maintenance) yang terjadi diluar dugaan tetapi harus segera diperbaiki kembali (Corrective Maintenance), sebab hal tersebut sangat berpengaruh dalam proses produksi. Untuk lebih jelasnya dapat dilihat
pada diagram berikut :
Gambar 2.2 Diagram Maintenance Strategy
2.1.3 Pembagian Sistem Pemeliharaan
Sistem pemeliharaan secara garis besar terdiri dari beberapa macam, yaitu:
a. Sistem Pemeliharaan Rutin (Preventive Maintenance)
Prinsip kerja dari sistem pemeliharaan rutin (Preventive Maintenance) adalah melakukan pemeliharaan untuk mencegah atau mengurangi laju penurunan
mutu mesin/peralatan sebelum mengalami kerusakan yang dilakukan dengan
metode :
a. Pemeliharaan secara berkala (Time Based )
b. Pemeliharaan peramalan dengan pengukuran (Conditional Based)
Biaya perbaikan ini akan dapat diminimalkan apabila kita telah
mengetahui kerusakan secara dini. Tipe pemeriksaan dan pemeliharaan preventif
ini dibuat dengan mempertimbangkan ketersediaan tenaga kerja, suku cadang,
bahan untuk perbaikan dan faktor lainnya. Keuntungan melakukan pemeriksaan
dan perbaikan secara priodik pada mesin-mesin adalah dapat diramalkannya total
perbaikan pada seluruh equipment di suatu pabrik oleh para insinyur pemeliharaan. Selanjutnya, kesalahan atau kerusakan dapat diramalkan lebih awal
dengan melihat fenomena kenaikan getaran mesin atau dari performa mesin yang
menurun, sehingga dengan demikian harus segera dilakukan perbaikan sebelum
timbul kerusakan yang lebih parah lagi.
Untuk pendeteksian keadaan yang tidak normal dari mesin/peralatan sedini
mungkin dilakukan oleh group inspeksi yang berada di bawah bagian
pemeliharaan. Bantuan dan laporan dari orang produksi akan sangat membantu
bagian pemeliharaan, sehingga dapat dibuat perencanaan pemeliharaan yang
maksimal. Seksi pemeliharaan atau inspeksi adalah merupakan bagian dari sistem
pemeliharaan rutin. Seksi ini melakukan pemeriksaan rutin pada mesin-mesin dan
pada saat terjadinya pembongkaran mesin seperti menyiapkan inspeksi dan
membuat rencana perbaikan atau penggantian, termasuk pengontrolan biaya dan
pengembangan teknis dari peralatan tersebut. Pengurangan kemungkinan
kerusakan mesin/peralatan merupakan tujuan yang paling penting dalam dari
sistem Preventive Maintenance.
Bila pemeliharaan rutin dilakukan dengan baik, maka beberapa mesin
cadangan yang ada akan tidak terpakai, sehingga umur mesin akan bertambah
panjang hingga perbaikan hanya perlu dilakukan pada saat dilakukannya
pembongkaran mesin-mesin berskala besar di pabrik tersebut, maka mesin
cadangan boleh dikurangi yang artinya hal tersebut akan dapat mengurangi biaya
pemeliharaan. Data-data dan informasi sehubungan dengan kerusakan dan
perbaikan mesin/peralatan akan tersimpan dengan sistematis dan ini merupakan
data dasar untuk merumuskan rencana-rencana pemeliharaan selanjutnya dan
peningkatan fasilitas yang dilakukan oleh bagian pemeliharaan dan bagian
inspeksi. Data ini merupakan masukan yang sangat akurat untuk bagian
b. Sistem Pemeliharaan Setelah Rusak (Breakdown Maintenance)
Pada awalnya semua industri menggunakan sistem ini. Prinsip kerjanya
yaitu jika ada mesin/peralatan yang sudah rusak, baru pemeliharaan akan
dilakukan sesegera mungkin. Jika industri memakai sistem ini maka kerusakan
mesin akan berulang berkali-kali dan frekuensi kerusakannya sama setiap
tahunnya.
Industri yang menggunakan sistem ini dianjurkan untuk menyediakan
cadangan mesin (stand by machine) bagi mesin-mesin yang vital. Sifat lain dari sistem ini adalah data dan file informasi, dimana data dan file informasi perbaikan
mesin/peralatan harus tetap dijaga. Pada sistem ini untuk pembongkaran tahunan
tidak ada karena pada saat dilakukan penyetelan atau perbaikan, unit-unit
cadanganlah yang dipakai. Dan hal ini memerlukan tenaga kerja tetap yang sangat
banyak dibandingkan dengan sistem lain. Sistem Breakdown Maintenance ini sudah banyak ditinggalkan oleh industri-industri karena sudah ketinggalan zaman
karena tidak sistematik secara keseluruhannya dan banyak mengeluarkan biaya
maupun waktu yang terbuang.
c. Sistem Pemeliharaan Ulang (Corrective Maintenance )
Dengan meningkatnya sistem perkembangan bahan sehingga tidak sejalan
dengan perkembangan pemeliharaan sistem preventive. Untuk mengatasi hal
tersebut maka dianjurkan untuk melakukan sistem pemeliharaan ulang (Corrective Maintenance). Setelah beberapa tahun pemeliharaan rutin dilaksanakan di pabrik dan dari data-data inspeksi yang dilakukan maka dapat diperoleh umur dan biaya
pemeliharaan dari masing-masing mesin/peralatan. Dari informasi ini kita dapat
menentukan prioritas unit mana yang harus segera di perbaiki. Bagian inspeksi
dan perencanaan bekerja sama dengan bagian produksi dan pekerja lapangan akan
menginformasikan kondisi masing-masing mesin dengan cara sebagai berikut :
1. Bagaimana perencanaan aslinya dan apakah kinerja berubah setelah
masa pemeliharaan yang lama, suku cadang mana yang mudah rusak.
2. Adakah cara lain untuk mencegah kerusakan tersebut.
4. Menetapkan umur dari masing-masing mesin dan peralatan untuk
menangkal munculnya masalah yang lebih besar lagi.
Selanjutnya data-data perbaikan dan pemeriksaan rutin akan
memungkinkan kita mendeteksi kemungkinan terjadinya kerusakan dan
mempersiapan kerja untuk jenis pekerjaan tersebut. Ini akan menghasilkan
prosedur perbaikan yang tepat dan dapat meminimalkan waktu yang di pakai
untuk pekerjaan tersebut. Sifat-sifat yang menonjol dari sistem pemeliharaan
ulang adalah efisien dan erat hubungan diantara bagian perencana, bagian inspeksi
dan pekerja seperti ahli bahan, insinyur mesin, kimia dan lain-lain. Disinilah
masalah yang muncul di lapangan dapat diatasi berkat adanya kerjasama dari
seluruh bagian-bagian yang ada di pabrik.
Meminimalkan frekuensi kerusakan pabrik setiap bulan dapat dilakukan
dengan cara menjaga kualitas bahan, memodifikasi rancangan mesin, proses, dan
lain-lain. Informasi dari penyediaan barang (Supplier) mengenai barang-barang/bahan yang terbaru akan sangat membantu perencanaan selanjutnya, tetapi
pemakaian bahan-bahan ini harus kita mengerti benar dan disesuaikan dengan
keperluan pabrik. Tugas dari seorang insinyur bagian pemeliharaan tidak hanya
sebatas memelihara mesin dan peralatan yang ada saja, tetapi juga bertugas untuk
memaksimumkan keuntungan pabrik dengan mengurangi jumlah kerusakan
mesin/peralatan dan juga mengurangi biaya pemeliharaan. Hal ini dilakukan
dengan mempelajari/mengembangkan teknologi yang terbaru. Konsep
pembiayaan pada pengembangan bahan untuk suku cadang mesin/peralatan
tertentu sangatlah penting dan orang yang ahli bahan harus bekerja sama dengan
bagian pemeliharaan.
Awalnya pada pemeliharaan ulang, tenaga kerja tambahan dan penanaman
modal diperlukan, tetapi modal tersebut akan kembali dalam waktu yang singkat
dengan dinaikkannya pelayanan, berkurangnya kerusakan, penurunan biaya
perbaikan, dan bertambah panjangnya umur fasilitas-fasilitas tersebut. Dengan
d. Sistem Pemeliharaan Produktif (Produktif Maintenance )
Sistem pemeliharaan yang baik adalah berbeda untuk masing-masing
pabrik. Hal ini disebabkan masing-masing pabrik berbeda pemakaian bahan dan
energinya begitu juga dengan hasil produksinya. Sistem pemeliharaan ini dimulai
dengan mengoptimumkan sistem pemeliharaan itu sendiri berkait dengan
beberapa kondisi yang dialami pabrik tersebut, ini adalah konsep pemeliharaan
produktif. Pengurangan kerusakan yang tidak diinginkan merupakan elemen yang
penting bagi semua sistem pemeliharaan. Pengurangan ini dapat diperoleh dengan
kerja sama yang baik diantara bagian perencana dengan bagian inspeksi.
Tujuan dari pemeliharaan ini adalah untuk merencanakan pemeliharaan
dari masing-masing fasilitas yang ada sesuai dengan umur masa pakainya, dan
dengan mengurangi biaya pemeliharaan tahunan, dengan cara pendekatan inspeksi
dan pekerjaan perbaikan pada waktu diadakannya pembongkaran mesin tahunan
atau pemeliharaan yang lain-lain. Optimasi perencanaan biaya pemeliharaan
untuk pekerjaan lapangan pada saat pembongkaran mesin dan pekerjaan
pemeliharaan harian dapat dievaluasi langsung melalui sifat-sifat dari mesin.
Keperluan memasang mesin cadangan/peralatan ditentukan oleh hasil dari konsep
pemeliharaan produktif. Biaya tambahan untuk unit-unit cadangan dapat
dilakukan dengan membandingkan biaya investasi dengan uang yang kembali bila
kiat memakai sistem pemeliharaan rutin untuk seluruh mesin yang ada dalam
pabrik tersebut. Secara umum, mesin-mesin/peralatan yang besar dan mahal
diharapkan dapat berjalan secara rutin pada masa-masa pemeliharaan tersebut,
hingga mesin/peralatan cadangan dapat ditiadakan.
2. 2 Tugas-tugas Bagian Pemeliharaan
Adapun tugas-tugas dasar dari seksi pemeliharaan dibagi atas beberapa
bagian yaitu sebagai berikut :
a. Bagian perencanaan dan penugasan
b. Bagian pemeriksaan dan pengawasan
c. Bagian pengawasan bahan
d. Bagian pekerjaan lapangan
a. Bagian Perencanaan dan Penugasan
Tugas-tugas bagian perencana dan penugasan adalah :
1. Menerima dan mengumpul semua permintaan-permintaan kerja.
2. Mendaftarkan dan mengklassifikasikan semua permintaan-permintaan
kerja yang diterima.
3. Menyiapkan permintaan-permintaan kerja pemeliharaan tersebut.
4. Mempelajari dan membuat pembagian kerja, dan penempatan pekerja
pada lokasi yang sesuai.
5. Menyiapkan dan membuat perintah-perintah kerja.
6. Mengecek dan menyiapkan bahan-bahan yang diperlukan.
7. Menyetujui semua permintaan-permintaan kerja diatas dan juga
permintaan kerja harian.
8. Memonitor semua kegiatan-kegiatan pemeliharaan dan juga kemajuan
nya.
9. Mengecek laporan dari pekerjaan yang sudah selesai
10. Menerima dan menyimpan catatan jam kerja yang sebenarnya dan
juga catatan equipment yang ada di pabrik termasuk bahan-bahan yang dipakai.
11. Melaporkan pada bahagian gudang perubahan pemakaian suku
cadang, bahan habis pakai, dan pelumas yang dipakai pada
pekerjaan-pekerjaan pemeliharaan.
12. Menerima dan menyimpan laporan status bahan dan permintaan
pembelian bahan dari bahagian gudang.
13. Menyiapkan, menjaga, dan mengatur rencana untuk perbaikan,
pemeliharaan atau pembongkaran secara besar-besaran.
14. Menjaga kestabilan dan mengkoordinasi biaya pemeliharaan tahunan.
15. Menganalisa kinerja pemeliharaan keseluruhan.
16. Menyiapkan dan menyetujui laporan-laporan.
b. Bagian Pemeriksaan dan Pengawasan
Tugas-tugas pada bagian pemeriksaan dan pengawasan dibedakan atas :
(1). Untuk pembongkaran mesin yang regular (umum), atau periodik yaitu :
a) Menyiapkan, menjaga dan mempertimbangkan kembali
program-program pembongkaran mesin periodik atau regular. Pemeriksaan
atau bahan khusus dari bahagian teknikal atau perencanaan sangat
diharapkan.
b) Menyiapkan, melaksanakan pemeriksaan, dan permintaan
pembongkaran mesin di bengkel.
c) Menerima permintaan pemeriksaan dari bahagian produksi dan dari
bahagian-bahagian lain yang terkait. Siapkan, laksanakan
pekerjaan- pekerjaan pemeriksaan dan laporkan pemerikasaan itu
kepada bahagian yang memerlukan nya
d) Menyiapkan, melaksanakan langkah-langkah awal dari
masing-masing pekerjaan pemeliharaen dan perbaikan, juga menyiapkan
laporan akhir pemeriksaan dan masing-masing pekerjaan
pemeliharaan tersebut.
e) Membuat saran yang diperlukan kepada bahagian perencanaan dan
bengkel sehubungan dengan tatacara perbaikan equipment yang ada di pabrik termasuk bahan-bahan yang dipakai.
f) Membuat tatacara atau aturan pelaksanaan pekerjaan dalam keadaan
darurat dan pembahagian kerjanya.
g) Membuat aturan pemeriksaan equipment dalam keadaan darurat. h) Menyiapkan laporan pemeriksaan
i) Menyimpan catatan kerusakan-kerusakan mesin untuk semua
equipment dalam pabrik dan mencatat item-item pemeliharaan yang besar-besar dari equipment dan sistim pepipaan.
j) Menganalisa dan menyarankan tatacara pemeliharaan yang sesuai
berdasarkan catatan data-data dari mesin-mesin tersebut.
k) Meminta dan menerima bahan-bahan yang dipakai pada sewaktu
pemeriksaan dilakukan dan juga bahan habis pakai.
pabrik dan fasilitas-fasilitas nya, agar lebih baik sesuai dengan yang
diperlukan oleh bahagian teknik.
m) Mempelajari dan membuat rencana pemeriksaan tahunan dan
menjaga biaya pemeriksaan tahunan agar tetap stabil untuk
pemeliharaan yang regular, perbaikan mesin dan pembongkaran
tahunan.
n) Menganalisa semua hasil-hasil pemeriksaan dan membuat
laporan-laporan inspeksi dan saran-saran.
(2). Untuk pemeriksaan yang khusus
Pemeriksaan yang khusus artinya seperti pemeriksaan-pemeriksaan
tanpa merusak (NDT), analisa getaran, pemeriksaan bahan, dan lainnya,
adapun hal-hal yang perlu diperhatikan dalam pemeriksaan khusus adalah
:
a) Menyiapkan, menjaga dan memikirkan kembali rencana-rencana
pemeriksaan khusus dan tatacaranya.
b) Menerima permintaan pekerjaan khusus, melaksanakan
pekerjaan-pekerjaan tersebut dan melaporkan hasilnya kebahagian
perencanaan, bahagian pemeriksaan, bahagian produksi dan
bahagian-bahagian lain yang berhubungan.
c) Mempelajari dan menyiapkan saran-saran untuk pemeriksaan
khusus kebahagian perencanaan, pemeriksaan, bengkel dan
lain-lain.
d) Mempelajari dan menyiapkan tatacara pemeriksaan khusus dalam
keadaan darurat.
e) Merencanakan dan membuat tatacara pemeriksaan khusus untuk
equipment pabrik dan fasilitas nya.
f) Meminta dan menerima bahan-bahan dan bahan habis pakai.
g) Merencanakan dan membuat rencana pemeriksaan tahunan dan
j) Menerima permintaan suku cadang termasuk yang baru dan yang
lama.
c. Bagian Pengawasan Bahan
Tugas-tugas yang harus dilaksanakan oleh bagian pengawasan bahan
adalah :
a) Mempelajari, Merencanakan, dan melaksanakan tatacara pengawasan
bahan dari suku cadang, bahan habis pakai, pelumas yang diperlukan
pada pemeliharaan ditinjau dari metode statistik untuk semua
pemakaian bahan.
b) Menerima dan memeriksa semua permintaan-permintaan bahan untuk
pemeliharaan dan pekerjaan-pekerjaan perbaikan dari bahagian
perencanaan dan pemeriksaan, beberapa permintaan bahan mungkin
dapat disetujui oleh bahagian lapangan atau bahagian bengkel.
c) Menerima dan mempelajari kembali catatan-catatan permintaan harian
dan bulanan dari bahagian pergudangan.
d) Menerima dari bahagian gudang perintah pembelian suku cadang,
bahan habis pakai, pelumas dan bahan-bahan lain nya.
e) Mempelajari dan menyiapkan spesifikasi bahan, dan permintaan
pembelian bahan untuk suku cadang yang baru, bahan habis pakai,
pelumas dan lain-lain, atau pergantian suku cadang, bahan habis pakai
dan pelumas. Mensyahkan permintaan pembelian bahan dan juga
spesifikasi bahan tersebut.
f) Memberi nasihat pada bahagian bengkel yang mengerjakan perbaikan
suku cadang, pabrikasi dan juga modifikasi.
g) Menyimpan spesifikasi teknik dan informasi-informasi pasar yang
tentang bahan-bahan yang terbaru.
h) Meninjau dan mempertimbangkan kembali agar simpanan suku
cadang, bahan habis pakai, dan pelumas seminimum mungkin tersedia
di gudang. Juga meninjau kembali jumlah dari pemesanan bahan.
i) Meninjau dan merubah spesifikasi bahan, suku cadang, bahan habis
d. Bagian Pekerjaan Lapangan
Yang dimaksud dengan pekerjaan lapangan ialah seperti pembersihan,
penyetelan, perbaikan, pembangkaran mesin, pekerjaan modifikasi di lapangan
dan sebagainya, adapun tugas-tugas lainnya yang harus dikerjakan oleh pekerja
lapangan adalah :
a) Menerima permintaan kerja, permintaan bahan, perintah kerja dan
pembagian kerja dari bahagian pemeriksaan dan perencanaan.
b) Mempelajari dan menyiapkan tatacara pekerjaan secara detail dan
perintah-perintah kerja yang diperlukan.
c) Mengatur dan mengkoordinasikan semua pekerjaan yang diterima dari
bahagian perencanaan dan pemeriksaan.
d) Mengalokasikan para pekerja pada masing-masing pekerjaan.
e) Menyiapkan dan meminta ijin masuk ke pabrik, ijin bekerja di
mesin-mesin yang berbahaya, dan ijin keselamatan kerja dari bahagian produksi.
f) Menerima semua ijin-ijin tersebut dari bahagian produksi.
g) Menerima semua suku cadang, bahan habis pakai, dan bahan-bahan lain
yang diperlukan dari bahagian gudang.
h) Membuat permintaan bahan tambahan untuk suku cadang, bahan habis
pakai, pelumas dan juga bahan lain yang diperlukan.
i) Menyiapkan dan mengantarkan semua yang diperlukan, seperti suku
cadang, bahan habis pakai, bahan-bahan lain, peralalan dan
fasilitas-fasilitas kelapangan.
j) Meminta pemeriksaan yang sudah selesai disyahkan oleh bahagian
pemeriksaan.
k) Untuk pekerjaan yang besar dan rumit yang melibatkan pekerjaan bengkel,
listrik, atau instrumentasi, yang memimpin pekerjaan ini haruslah orang
yang bahagian nya paling banyak jenis pekerjaan nya.
l) Menghitung dan menjumlahkan total jam kerja, bahan habis pakai untuk
setiap pekerjaan.
e. Bagian Pekerjaan Bengkel
Pekerjaan bengkel meliputi penyetelan, perbaikan, pembongkaran mesin
dan pekerjaan-pekerjaan pabrikasi, selain itu juga bertugas untuk :
a) Merencanakan, melakukan, dan mengawasi program pemeliharaan
didalam bengkel dan menjaga peralatan-peralatan termasuk suku cadang,
bahan habis pakai.
b) Menerima permintaan kerja, permintaan bahan, perintah kerja, pembagian
tugas pada equipment, sistem perpipaan, fasilitas kantor, kenderaan dan fasilitas-fasilitas lain nya.
c) Membagi, mengatur dan mengkoordinasi semua pekerjaan-pekerjaan yang
ada dibengkel sesuai dengan permintaan kerja.
d) Merencanakan dan membagi tugas untuk pekerjaan-pekerjaan seperti
pembongkaran mesin, pemeliharaan dan pembongkaran pabrik tahunan.
e) Merencana dan membagi tugas untuk pekerjaan-pekerjaan dalam keadaan
darurat.
f) Menerima semua suku cadang, bahan habis pakai, pelumas dan bahan-
bahan lain yang diperlukan dari bahagian gudang.
g) Mempelajari dan menyiapkan permintaan-permintaan bahan tambahan
seperti suku cadang, bahan habis pakai, pelumas dan bahan-bahan lainnya
bila diperlukan.
h) Menyiapkan laporan perbaikan dan melaporkan ke bahagian yang
bertanggung jawab.
i) Menghitung dan menjumlahkan jam kerja total dan biaya bahan habis
pakai untuk masing-masing pekerjaan.
j) Menjumlahkan, mengklasifikasikan dan membuat laporan jumlah jam
kerja yang sebenarnya dalam sebulan untuk semua pekerjaan.
k) Mempelajari dan meningkatkan catatan-catatan pekerjaan harian tersebut.
2. 3 Bahagian-bahagian yang berhubungan dengan pemeliharaan
Adapun bahagian-bahagian yang berhubungan dalam pemeliharaan
bahan/material (gudang), pembelian dan keuangan. Tanggung jawab dari
masing-masing bahagian adalah sebagai berikut :
a. Produksi
1. Mengawasi kondisi operasi pabrik. Menentukan dan meminta pekerjaan
pemeliharaan dengan berkonsultasi pada bahagian-bahagian lain yang
terkait.
2. Mensyahkan permintaan-permintaan pekerjaan-pekerjaan pemeliharaan
dan pekerjaan pengawasan.
3. Memastikan semua persiapan untuk kerja pemeliharaan semua baik dan
memberi ijin masuk pabrik, ijin masuk kedaerah berbahaya, dan
keselamatan kerja untuk kerja-kerja pemeliharaan.
4. Melaksanakan semua persiapan yang diperlukan untuk merawat seperti
mengisolasi, mencuci equipment dan pipa-pipa, juga melakukan analisa keselamatan kerja.
5. Memintakan pada bagian keselamatan kerja orang yang ahli pada
menyiapkan pekerjaan-pekerjaan pemeliharaan yang diperlukan.
6. Meneliti dan membantu para pekerja saat mereka melakukan pekerjaan
lapangan.
7. Menerima laporan pekerjaan yang sudah selesai dan melakukan
pengetesan ulang.
8. Menanda tangani dan mensyahkan laporan pekerjaan yang sudah selesai
tersebut.
b. Teknikal
1. Menerima informasi-informasi secara periodik, pekerjaan modifikasi,
dan biaya-biaya pemeliharaan dari bagian perencanaan pemeliharaan.
2. Mempelajari hal-hal yang dapat meningkatkan efisiensi operasi pabrik
dan dapat menurunkan waktu, biaya dari pemeliharaan.
4. Menyimpan data-data teknik dari semua mesin-mesin pabrik dengan
baik.
5. Menyelidiki dan menjaga informasi-informasi terakhir dari teknologi
produksi dan pemeliharaan.
c. Keselamatan Kerja.
1. Menjaga keselamatan kerja pada saat berada dipabrik khususnya pada
daerah-daerah yang berbahaya dan mudah terbakar, dan patuhi
larangan-larangan yang ada dan pastikan bekerja secara aman.
2. Menyiapkan dan memberi peringatan-peringatan keselamatan pada
masing-masing equipment termasuk untuk kerja pemeriksaan, sebelum pekerjaan dimulai.
3. mempelajari dan membuat saran untuk meningkatkan peralatan, fasilitas,
peralatan keselamatan kerja dan bahan-bahan yang baru.
4. Menghadiri atau Mengunjungi pekerjaan-pckerjaan pemeliharaan atau
pemeriksaan, jika pckcrjaan tersebut berbahaya.
5. Meminta alat pemadam kebakaran tambahan untuk bagian pendukung
jika diperlukan.
d. Penyimpanan bahan/material (gudang)
1. Bahan-bahan yang diperlukan untuk operasi disimpan didalam gudang,
bahan-bahan ini termasuk untuk keselamatan kerja, pemeliharaan,
administrasi, keperluan-keperluan lain, suku cadang, bahan habis pakai,
pelumas, bahan kimia, bahan mentah dan lain-lain.
2. Menerima, menyimpan dan mensyahkan bahan-bahan yang ada, dan
melaporkan kebahagian pembelian dan gudang.
3. Mempelajari dan meneliti stock minimum, dan pembelian dan semua
bahan-bahan, melaporkan ke bahagian pengawasan bahan atau bagian
pembelian.
4. Memeriksa semua bahan-bahan yang ada di gudang secara periodik.
e. Pembelian
1. Menerima semua permintaan bahan dan kontrak untuk pembelian.
2. Menyiapkan dan mensyahkan dokumen-dokumen tender.
3. Menerima dan mengevaluasi penawaran dari luar dengan berkonsultasi
pada bagian-bagian lain yang terkait.
4. Memilih suplier dan menentukan biaya pembelian dengan melibatkan
bagian-bagian lain yang terkait.
5. Mensyahkan permintaan pembelian.
6. Memeriksa lama waktu pengiriman barang.
7. Mensyahkan laporan pembelian pada bagian-bagian yang terkait
termasuk bagian keuangan.
8. Mensyahkan tagihan pembayaran kebagian keuangan.
9. Menyelidiki dan mencari informasi-informasi pasar yang terbaru
mengenai harga-harga equipment , bahan, dan pelaksana kerja (kontraktor).
f. Keuangan.
1. Menerima semua permintaan-permintaan bahan dari pekerjaan-pekerjaan
pemeliharaan.
2. Menerima laporan jumlah jam kerja pemeliharaan dalam sebulan.
3. Mencatat dan mengklasifikasikan item (1) dan (2) diatas untuk
masing-masing equipment .
4. Menerima, mencatat dan membagikan biaya-biaya pemeliharaan kepada
bagian-bagian lain yang terkait.
5. Laporkan hasil bulanan item (c) dan (d) ke bagian-bagian yang terkait.
6. Menerima permintaan pembelian dan melaporkan bukti pembayaran
kepada bagian keuangan dan bagian lain yang berurusan dengan
pembayaran.
2.4 Instruksi-instruksi Umum Dalam Pemeliharaan
secara terus menerus (continue), pemeliharaan langsung dan tidak langsung,
Manpower, Manhour, Equipment, Tool, Material dan Consumable.
2.4.1 Pentingnya Pekerjaan Pemeliharaan
Pentingnya pekerjaan pemeliharaan bagi sebuah perusahaan di zaman
sekarang ini adalah sangat mutlak. Sebab dengan melakukan pekerjaan
pemeliharaan tersebut sebuah perusahaan akan dapat memperoleh
keuntungan-keuntungan sebagai berikut :
1. Meminimalkan frekuensi kerusakan dan pengeluaran biaya untuk
perbaikan termasuk upah. Secara otomatis, penurunan kerusakan akan
mengakibatkan naiknya eksistensi pabrik dan makin berkurangnya
pembiayaan untuk perbaikan.
2. Dapat ditentukannya pemeliharaan rutin terhadap item-item dari bagian
mesin/peralatan yang benar-benar penting yang dapat berakibat fatal
untuk keseluruhan pabrik tersebut.
3. Penaksiran biaya-biaya dan waktu pemeliharaan yang seefektif mungkin.
4. Memperpanjang umur pabrik dan dapat meramalkan
kerusakan-kerusakan yang akan terjadi.
Diperoleh data dan pengumpulan informasi dari hasil pekerjaan
pemeliharaan pabrik secara harian, mingguan, bulanan maupun tahunan yang
merupakan dasar informasi atau pertimbangan untuk sistem pemeliharaan kemasa
depan yang lebih baik. Informasi tersebut dapat berupa data teknik,
gambar-gambar, dan informasi teknik lainnya juga merupakan data mentah yang penting.
2.4.2 Pemeliharaan Mesin yang Beroperasi Terus Menerus
Produksi yang tinggi dari sebuah pabrik yang beroperasi secara kontinu
dan pada kapasitas penuh akan menghasilkan keuntungan tidak saja untuk pabrik
itu sendiri tetapi juga keuntungan bagi pabrik-pabrik lainnya yang Saling
berhubungan (saling membutuhkan).
Untuk mendapatkan operasi pabrik yang paling ekonomis maka
faktor-faktor berikut ini penting untuk diperhatikan, yaitu :
dan juga pemeliharaannya.
2. Menjaga kesinambungan operasi dan pemeliharaan.
3. Mengefisienkan operasi dan pemeliharaan
2.4.3 Pemeliharaan Langsung dan Tidak Langsung
Pemeliharaan langsung adalah pekerjaan yang berhubungan dengan
pemeliharaan dan perbaikan dari equipment produksi. Dalam definisi ini termasuk item-item sebagai berikut :
1. Pembongkaran berskala besar dari equipment dan unit-unit produksi. 2. Perbaikan berskala besar dari sebuah equipment yang penting, dalam
keadaan terjadwal maupun tidak
3. Pemeliharaan skala kecil. Pemeliharaan rutin seperti perbaikan dan
penyetelan yang kecil-kecil, pemeriksaan, pekerjaan servis yang
terjadwal maupun tidak.
Pemeliharaan tidak langsung dapat didefenisikan sebagai pekerjaan
Pemeliharaan/pemeliharaan yang berhubungan dengan equipment produksi, tetapi tidak langsung mempengaruhi operasi itu sendiri.
1. Peremajaan dari equipment produksi seperti mengecat dan mengisolasi.
2. Memperbaharui fasilitas-fasilitas, menukar equipment , mengatur tataletak equipment , dan memindahkan equipment .
3. Penambahan-penambahan kecil seperti pemasangan peralatan untuk
mesin-mesin cadangan.
Dengan defenisi ini, organisasi dari pemeliharaan pabrik dapat membuat
katalog, mengevaluasi, memonitor, dan mengkontrol beban pekerjaan
pemeliharaan disesuaikan dengan keperluan pabrik dan ketersediaan tenaga kerja
yang ada.
Setiap pabrik akan mempunyai persoalan sendiri-sendiri dan berbeda antara yang
satu dengan yang lainnya. Hubungan antara banyaknya Manpower dengan jumlah waktu operasi personal dan kaitan antara pegawai-pegawai pemeliharaan yang
bisa diperoleh merupakan kajian yang sangat penting.
Pada prinsipnya sedikit tenaga kerja (Manpower) dengan kapasitas dan kualitas kerja yang memuaskan adalah tujuan dari pemeliharaan yang maksimal.
Tiap-tiap tenaga kerja untuk bisa menyelesaikan satu objek pekerjaan tidaklah
sama kecekatan hasil pekerjaannya. Sehingga bila perbedaan-perbedaan itu dikaji
maka akan diperoleh gambaran tentang waktu penyelesaian persatuan unit kerja
pemeliharaan mesin untuk personal yang berbeda-beda. Dengan demikian dapat
diperoleh rata-rata waktu yang diperlukan pekerja (dengan kualifikasi pendidikan
dan pengalaman yang sama) untuk tiap satuan hasil kerja. Hal tersebut diatas
sangat penting untuk diperhitungkan guna memperhitungkan stadart biaya harian
pekerja yang lebih efisien.
2.4.5 Manhour
Manhour adalah waktu yang diperlukan untuk mengerjakan suatu pekerjaan dan biasanya dalam satu jam. Dalam memperhitungkan waktu yang
diperlukan untuk suatu pekerjaan sangat bergantung pada pengalaman yang ada.
Karena pengalaman memerlukan waktu yang lama, maka ada dua metode yang
bisa digunakan, yaitu :
1. Waktu untuk pekerjaan khusus
2. Memakai data standart yang berasal dari perusahaan-perusahaan atau dari
jurnal-jurnal ilmiah.
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadual. Tenaga kerja pemeliharaan pada umumnya tersedia untuk
pekerjaan-pekerjaan yang sudah terjadual selama seminggu. Seorang perencana harus
mengetahui dan mencatat jumlah Manpower yang ada (yang dibutuhkan) dan
Manhour yang diperlukan untuk suatu pekerjaan pemeliharaan. Untuk mengontrol (mengoptimalkan dan meningkatkan daya guna kerjanya) maka bagian perencana
juga melakukan pengawasan yang dapat mencakup setiap pekerjaan
2.4.6 Equipment, Tool, Material dan Consumable
Equipment adalah peralatan-peralatan yang besar yang digunakan untuk pekerjaan pemeliharaan, seperti : crane, mobil derek, dan lain-lain. Tool adalah peralatan kerja, seperti : tang, martil,obeng, dan lain-lain. Material adalah bahan-bahan yang tidak habis pakai, seperti : packing, bantalan , dan lain-lain.
Consumable adalah bahan-bahan yang habis pakai, seperti : minyak gemuk, oli, sabun, dan lain-lain.
Masing-masing peralatan biasanya disimpan atau ditempatkan pada
tempat-tempat yang strategis terhadap lokasi pekerjaan pemeliharaan, agar pada
saat peralatan tersebut diperlukan dengan cepat, dapat langsung dipergunakan.
Sehingga tidak memakan waktu yang lama untuk mengambil atau mencari
peralatan tersebut. Setiap pemakaian peralatan tersebut harus memiliki laporan
baik secara lisan maupun tulisan, guna menjaga pekerjaan dapat berjalan dengan