Penelit ian Pendahuluan
Identif ikas i Masalah
Tujuan Penelitian
Pengumpulan D at a : - D ata Produksi
Pem buat an D iagram Alir Produk si
H itung Propors i C acat pros es pengepakan oli
H itung C L, U C L, dan LC L
Pem buat an Pet a Kendali P
D ata berada dalam bat as kendali?
D iagram Sebab Akibat D iagram Paret o
1
St udi Pust aka
R ev isi D ata
Tidak
Y a
Penentuan Variabel tak Bebas (Karakteristik Kualitas)
Identifikasi Faktor-faktor Berpengaruh (Variabel Bebas)
Penentuan Jumlah Level dan Nilai Level Faktor
Pemilihan Level Faktor berdasarkan Main Effect
Identifikasi Faktor yang Berpengaruh terhadap Karakteristik Kualitas Penugasan Faktor dan Interaksinya pada OA
Perhitungan Derajat Kebebasan
Pemilihan OA yang Sesuai
Persiapan dan Pelaksanaan Percobaan Taguchi
Perhitungan Main Effect dan ANOVA
2
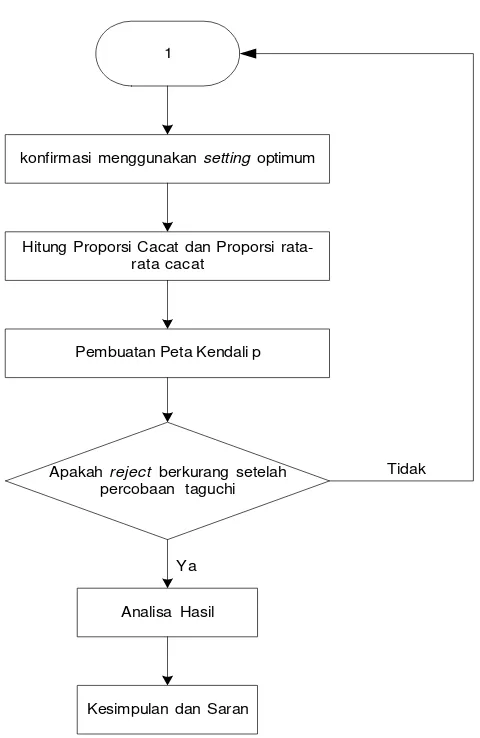
konfirmasi menggunakan setting optimum
Hitung Proporsi Cacat dan Proporsi rata-rata cacat
Pembuatan Peta Kendali p
Apakah reject berkurang setelah percobaan taguchi
Analisa Hasil
Kesimpulan dan Saran Ya
Tidak
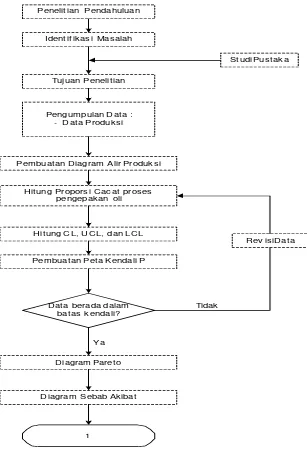
Gambar 3.1 Flow Chart Metodologi Penelitian (Lanjutan-2)
Pada bab ini akan diberikan gambaran secara umum mengenai langkah-langkah
yang dilakukan dalam penelitian guna memecahkan masalah berdasarkan urutan
pelaksanaannya. Penentuan metodologi penelitian ini perlu dilakukan terlebih dahulu
sehingga arah dan pelaksanaan kegiatan penelitian yang akan dilakukan menjadi
3.1 PENELITIAN PENDAHULUAN
Tahap penelitian pendahuluan ini dilakukan pada perusahaan yang menjadi
objek penelitian dengan maksud untuk mengenal perusahaan yang bersangkutan
serta mendapatkan informasi mengenai masalah-masalah yang terdapat pada
perusahaan tersebut. Penelitian pendahuluan ini dilakukan dengan pengamatan
atau observasi keadaan operasional perusahaan. Selain itu, juga dilakukan
wawancara dengan manajer produksi untuk mendapatkan informasi secara
lengkap.
3.2 IDENTIFIKASI MASALAH
Dari hasil penelitian pendahuluan yang dilakukan pada PT. Federal
Karyatama disimpulkan bahwa masalah yang dihadapi perusahaan adalah
karena banyaknya ditemukan kecacatan pengepakan oli utec 0.8 pada setiap
akhir proses produksi maupun pada saat prosesnya. Bagaimanapun juga
kecacatan produk dapat menimbulkan kerugian bagi perusahaan baik dari segi
financial maupun dari segi lainnya. Dan adanya pengendalian kualitas statistik
diharapkan diketahui tingkat kecacatan mana yang paling tinggi, sehingga
diharapkan kecacatan tersebut tidak terulang kembali pada masa yang akan
datang. Dalam hal ini standar dalam perusahaan yang diinginkan dalam cacat
3.3 STUDI PUSTAKA
Studi kepustakaan dilakukan untuk mencari teori-teori yang mendukung
dalam mempelajari dan menganalisa permasalahan yang ada dan juga untuk
membuat keputusan, pengumpulan data serta pengolahan data. Studi
kepustakaan sangat penting dilakukan agar tujuan dari penelitian dapat tercapai
dengan baik. Studi kepustakaan diperoleh dari buku referensi yang berkaitan
dengan permasalahan yang ada.
3.4 TUJUAN PENELITIAN
Tujuan penelitian di PT. Federal Karyatama adalah sebagai berikut :
1. Untuk melihat apakah suatu proses yang sedang berjalan berada dalam
kendali statistik atau tidak.
2. Untuk mengetahui seberapa besar rata-rata kecacatan (CL) yang sedang
berjalan.
3. Untuk mengetahui faktor-faktor apa saja yang mempengaruhi kualitas
proses pengepakan oli Utec 0.8
4. Untuk mengetahui apakah variabel – variabel yang telah ditetapkan sebagai
faktor yang mempengaruhi keberhasilan atau kegagalan suatu proses
pada proses pengepakan oli utec 0.8 dengan metode taguchi.
3.5 PENGUMPULAN dan PENGOLAHAN DATA
Pada bab ini, metode pengumpulan data yang dilakukan dengan pengamatan
langsung dilapangan dan wawancara dengan karyawan dan manajer produksi,
pengumpulan data ini dilakukan dengan pencacatan dari data-data yang
diperlukan sehingga dapat digunakan untuk menunjang pengolahan data.
Data-data yang akan diperlukan antara lain :
Data produksi yaitu :
1. Data proses produksi.
2. Data jumlah dan jenis cacat produk selama penelitian.
3. diagram alir atau OPC dari pengepakan Utec 0.8
Pengolahan data yang dilakukan antara lain :
1. Pembuatan peta kendali p.
Perhitungan peta kendali yang sesuai sebelum percobaan taguchi dengan
menggunakan tabel data jumlah produk yang cacat. Apabila belum in control
dilanjutkan dengan revisi pada peta kendali yang masih out of control pada
peta kendalinya sampai seluruh prosesnya in control.
diantara cacat yang mempengaruhi rendahnya kualitas produk.
3. Pembuata diagram Ishikawa atau fishbone diagram.
Untuk mengetahui faktor-faktor utama penyebab terjadinya cacat yang terjadi
pada proses pembuatan produk.
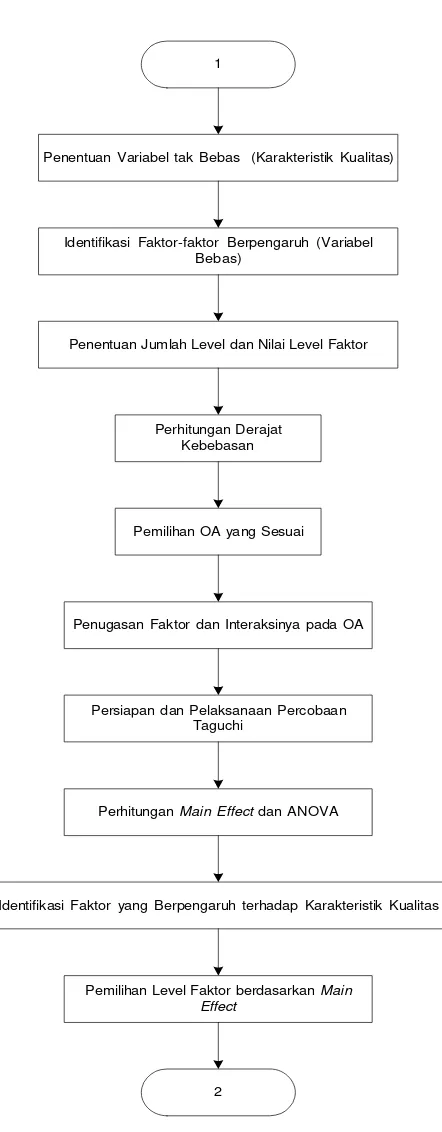
4. Melakukan percobaan dengan metode taguchi dengan langkah-langkah
sebagai berikut :
a. Penentuan variabel tak bebas.
Variabel tak bebas dari penelitian ini adalah jumlah produk yang cacat.
Berdasarkan variabel tak bebas jumlah produk yang cacat maka
karakteristik kualitas yang dipilih dari percobaan ini adalah smaller
the better semakin sedikit jumlah cacat yang terjadi maka akan
semakin baik.
b. Identifikasi variabel bebas.
Variabel bebas yang digunakan pada penelitian ini adalah faktor-faktor
yang dapat ditentukan nilai atau level yang mempengaruhi variabel tak
bebasnya.
c. Penentuan jumlah level dan nilai tiap faktor.
Penentuan jumlah level sangatlah penting terutama dalam
mendapatkan hasil percobaan yang lebih teliti dan besarnya biaya yang
diperlukan untuk percobaan taguchi, dimana semakin banyak level
yang diperlukan untuk percobaan.
d. Identifikasi adanya interaksi antar faktor.
Interaksi antar faktor diperoleh berdasarkan hasil tanya jawab dengan
perusahaan yang terkait.
e. Perhitungan derajat kebebasan.
Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah
minimum percobaan yang harus dilakukan dimana setiap percobaan
memiliki kombinasi level dari faktor yang berbeda-beda. Derajat
kebebasan ini tergantung dari banyaknya faktor dan banyaknya level
tiap faktor.
f. Pemilihan Orthogonal Array (OA) yang sesuai.
Orthogonal Array (OA) ditentukan berdasarkan jumlah dof dari
perhitungan sebelumnya.
g. Penempatan faktor dan interaksi pada Orthogonal Array (OA).
Penugasan faktor dan interaksi pada orthogonal array dapat dilakukan
dengan bantuan grafik linier atau tabel triangular.
h. Persiapan dan pelaksanaan percobaan taguchi.
Tahap persiapan percobaan meliputi penentuan randomisasi
(pengacakan) terhadap urutan pelaksanaan percobaan.
faktor utama lalu dilanjutkan dengan perhitungan ANOVA untuk
mengetahui faktor-faktor yang berpengaruh secara signifikan terhadap
karakteristik kualitas.
j. Pemilihan level terbaik
tahap ini merupakan penyimpulan hasil pengolahan data dari
pelaksanaan percobaan yaitu penentuan faktor yang berpengaruh.
Pemilihan level terbaik dilakukan dengan memperhatikan karakteristik
kualitas yang telah ditentukan yaitu smaller the better.
k. Pelaksanaan percobaan konfirmasi dengan menggunakan Setting
optimum.
Percobaan konfirmasi yang dilakukan dengan menggunakan
level-level yang optimum yang telah didapatkan berdasarkan percobaan
taguchi. Percobaan yang dilaksanakan bertujuan untuk mengetahui
apakah terjadi perbaikan kualitas yang cukup signifikan dengan
melakukan perhitungan uji proporsi
3.6 ANALISA HASIL
Pada tahap ini peneliti melakukan analisa terhadap sistem pengendalian kualitas
yang telah ada di PT. Federal Karyatama dan analisa hasil pengolahan data, dimana
semua ini ditujukan untuk mengendalikan kualitas produksi yang terjadi dapat
3.7 KESIMPULAN dan SARAN
Langkah terakhir yang diambil adalah mengambil kesimpulan dari semua
penelitian yang dilakukan, setelah melakukan analisa terhadap pengumpulan data dan
pengolahan data. Selain itu juga dapat diajukan saran-saran yang berguna bagi PT.
Federal Karyatama sebagai masukan dan bahan pertimbangan untuk penelitian lebih