BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan ini berdiri pada tahun 1954 di Jakarta. Sebuah pabrik yang memproduksi barang-barang elektronik Tiga tahun kemudian dalam studinya di Jepang pendiri bertemu dengan salah satu pendiri perusahaan elektronik asing yang kemudian mengadakan Perjanjian Bantuan Teknik (Technical Assistance Agreement) pada tahun 1960.
Seiring berjalanya waktu, perusahaan mendirikan cabang-cabang perusahaan di berbagai daerah. Cabang-cabang ini didirikan untuk tujuan yang berbeda-beda. Ada cabang yang khusus didirikan untuk membuat produk tertentu dengan maupun tanpa kerjasama dengan anak perusahaan yang menghasilkan produk sejenis, pengembangan pabrik yang sudah ada, maupun sebagai perusahaan importer.
2.2. Ruang Lingkup Bidang Usaha
Perusahaan elektronik ini memiliki tujuh business unit (departemen) yaitu Audio, Electric Fan, Water Pump, Refrigerator, Laundry System, Air Conditioner dan Production Engineering. Penelitian ini dilakukan pada Audio Business Unit.
Audio Business Unit merupakan salah satu departemen yang terdapat di perusahaan tersebut. Audio Business Unit memproduksi radio, radio tape cassete dan radio tape cd. Produk yang dihasikan Audio Business Unit 95% merupakan
produk export dan 5% domestik. Pada lantai produksi Audio Business Unit seluruh proses produksinya bersifat pure Assembly dimana tidak terdapat proses manufacturing didalamnya, dan seluruh komponen atau parts disupply dari supplier.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi Perusahaan elektronik dan Audio Business Unit di perusahaan elektronik ini adalah struktur organisasi campuran yang berbentuk lini dan fungsional. Struktur organisasi yang berbentuk lini dapat dilihat pada pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya secara langsung vertikal ke bawah.
Sedangkan untuk yang berbentuk fungsional terjadi pada hubungan antara kepala bagian, dimana kepala bagian yang satu tidak berhak memerintah kepala bagian yang lainnya tetapi dalam melakukan pekerjaannya saling terhubung, artinya bahwa pekerjaan yang satu akan mempengaruhi pekerjaan yang lain. Struktur organisasi Perusahaan elektronik dapat dilihat pada Gambar 2.1. dan struktur organisasi dari Audio Business Unit dapat dilihat pada Gambar 2.2
VICE PRESIDNET PRESIDENT
FINANCE DIVISION GENERAL
AFFAIR AND HR DIVISION
MANUFACTURING DIVISON
PEC CREATION
CENTER PROCUREMENT,
ISO, AND ISC
AUDIO
ELECTRIC FAN WATER PUMP REFRIGERATOR LOUNDRY
SYSTEM AIR
CONDITIONER
QUALITY ASSURANCE
EPPO AND OSH
Gambar 2.1. Struktur Organisasi Perusahaan Elektronik
COO BU
MANAGER
ENGINEERING
PURCHASING PRODUCTION
AUTO MOUNTING PLANT LOCAL IMPORT COST
CONTROL
FINAL ASSEMBLY PCB
ASSEMBLY IQC OQC
WARE
HOUSE MECHANICAL ELECTRONICS ENGINEERING CONTROL
NEW
CONTROL PQE PPIC/ FINANCE
PERSONNELL
PRODUCTION CONTROL MATERIAL
CONTROL
Gambar 2.2. Struktur Organisasi Audio Business Unit
2.3.2. Uraian Tugas dan Tanggung Jawab
Dalam menjalankan kegiatannya, Perusahaan elektronik ini membagi tugas dan tanggung jawab kepada masing-masing jabatan dan bagian. Tugas dan tanggung jawab dari masing-masing bagian tersebut antara lain:
1. Presiden Direktur bertugas untuk mengawasi pekerjaan para karyawan yang sebelumnya telah dilaporkan oleh divisi masing-masing, memajukan produksi perusahaan dan harus dapat memacu perkembangan karyawan.
2. Wakil Direktur (Vice President) sebagai orang kedua setelah presiden direktur bertugas membantu pekerjaan presiden direktur dan menggantikan pekerjaan presiden direktur jika yang bersangkutan berhalangan.
3. Divisi Finance bertugas dan bertanggung jawab pada masalah yang berhubungan dengan keuangan, baik pemasukan maupun pengeluaran perusahaan. Selain itu, divisi ini bertugas untuk memperhitungkan dan membayar seluruh beban kewajiban perusahaan kepada pemerintah yaitu pajak pendapatan dan penjualan. Divisi ini membawahi General Accounting yang bertanggung jawab terhadap keluar masuknya kas perusahaan.
4. Divisi General Affair and Human Resource Development bertugas memimpin dan mengkoordinir kegiatan perusahaan yang berhubungan dengan karyawan, hubungan dengan instansi-instansi luar dan rumah tangga perusahaan. Divisi ini membawahi personel HRD yang bertanggung jawab terhadap rekruitmen karyawan, karyawan yang bermasalah, dan lain-lain.
5. Divisi Manufacturing bertugas untuk mengawasi dan menjalankan semua kegiatan yang berkaitan dengan arus produksi dari material hingga menjadi produk jadi. Divisi ini terdapat 7 departemen yaitu Audio, Refrigerator, Electric Fan, Water Pump, Air Conditioner, Laundry System, dan Production Engineering.
6. Divisi Corporation PR, ISO dan ISC mempunyai tugas untuk menghubungkan perusahaan dengan masyarakat. Divisi ini membawahi 3 departemen yaitu:
a. Ekspor Impor dan Bounded Zone, menangani kegiatan ekspor dan impor perusahaan.
b. Information Security Center, bertugas membuat system kegiatan perusahaan dengan menggunakan computer.
c. Corporate PR, bertanggung jawab mengenai hubungan perusahaan dengan pihak eksternal perusahaan.
7. Divisi Creation Center (CC), bertugas untuk menciptakan inovasi baru untuk produk-produk yang akan dibuat oleh divisi Manufacturing sehingga dapat bersaing dengan kompetitif. Divisi ini membawahi dua departemen yaitu departemen Industrial Design dan Product Planning. Departemen Industrial Design bertugas untuk menciptakan model-model baru, sedangkan departemen Product Planning bertugas untuk mempersiapkan PSI (Product Sales Inventory) yang berisi jenis dan jumlah pesanan yang dibutuhkan serta jumlah produk yang dipesan.
8. Corporate Planning mempunyai tugas mencatat kegiatan-kegiatan apa saja yang akan dilaksanakan oleh perusahaan. Contohnya adalah perlombaan yang diselenggarakan oleh perusahaan.
9. Quality Assurance, bertugas untuk memastikan produk yang dihasilkan oleh divisi Manufacturing telah sesuai dengan kualitas standar produk yang telah ditetapkan oleh perusahaan.
10. EPPO dan OSH, bertugas khusus untuk lingkungan (sampah dan polusi), penanggulangan lingkunagn kerja, kecelakaan pegawai dan keselamatan kerja.
Sedangkan pembagian tugas dan tanggung jawab di Audio Business Unit yaitu:
1. COO (Chief Operating Officer)
COO merupakan pimpinan tertinggi dalam Audio Business Unit yang bertanggung jawab terhadap seluruh kegiatan operasional pabrik (internal) dan untuk kegiatan eksternal (pasar internasional).
Adapun tugas COO adalah sebagai berikut :
a. Merencanakan, mengarahkan dan menganalisa dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada Audio Busniess Unit.
b. Melaksanakan kontrak-kontrak atau kegiatan yang berhubungan dengan pihak luar (internasional).
2. Manager Business Unit
Manager Business Unit bertanggung jawab atas kegiatan yang berlangsung dipabrik (internal) dan melaporkannya kepada COO.
Adapun tugas Manager Business Unit adalah sebagai berikut :
a. Bertugas mengawasi kebijaksanaan dan tindakan setiap Manager/kepala bagian.
b. Mengendalikan kegiatan operasional pabrik secara internasional dan hubungannya terhadap pasar domestik.
3. Manager Purchasing
Manager Purchasing bertanggung jawab atas persediaan bahan baku dan kulitas dari bahan baku tersebut serta atas kegiatan penjualan dari produk.
Adapun tugas Manager Purchasing adalah mengawasi, mengevaluasi dan mengarahkan setiap kegiatan yang dilakukan oleh masing-masing seksi dari bagian Purchasing.
4. Manager Engineering
Manager Engineering bertanggung jawab atas perkembangan model dan kualitas dari produk yang diproduksi.
Adapun tugas Manager Engineering adalah mengawasi, mengevaluasi dan mengarahkan setiap kegiatan yang dilakukan oleh masing-masing seksi dari bagian Engineering.
5. Manager Production
Manager Production memiliki tanggung jawab terhadap kegiatan produksi berlangsung secara lancar dan efisien dalam memenuhi target produksi yang telah ditetapkan oleh perusahaan.
Adapun tugas Manager Production adalah mengawasi, mengevaluasi dan mengarahkan setiap kegiatan yang dilakukan oleh masing-masing seksi dari bagian Production.
6. Local
Adapun tugas Seksi Local adalah sebagai berikut :
a. Menyediakan parts/komponen yang dibeli dari pasar local/domestik b. Menganalisis dan mengevaluasi setiap performansi dari supplier lokal
c. Membuat perencanan kebutuhan pembelian parts/komponen dan lead time yang diperlukan berdasarkan rencana produksi dari bagian PPC
7. Import
Adapun tugas Seksi Import adalah sebagai berikut :
a. Menyediakan parts/komponen yang dibeli dari pasar internasional (import) b. Menganalisis dan mengevaluasi setiap performansi dari supplier
internasional
c. Membuat perencanan kebutuhan pembelian parts/komponen dan lead time yang diperlukan berdasarkan rencana produksi dari bagian PPC
8. Cost Control
Adapun tugas Seksi Cost Control adalah melakukan kegiatan pengendalian biaya yaitu dapat berupa penggantian rute pembelian ataupun mengganti supplier berdasarkan performansi supplier dan kulitas parts/komponen yang dihasilkan oleh supplier.
9. Ware House
Adapun tugas Seksi Ware House adalah mengendalikan produk akhir yang masuk ke gudang dan melakukan kegiatan shipping baik untuk pasar domestik maupun pasar internasional.
11. Mechanical
Adapun tugas Seksi Mechanical adalah merancang dan mengevaluasi bagian mechanical parts pada model baru dan mengawasi bagian mechanical pada model yang sedang berlangsung.
12. Electronics
Adapun tugas Seksi Electronics adalah merancang dan mengevaluasi bagian electronics parts pada model baru dan mengawasi bagian elecronics pada model yang sedang berlangsung.
13. Engineering Control
Adapun tugas Seksi Engineering Control adalah melakukan kegiatan cost down (Value Engineering) yaitu berupa penggantian material ataupun konstruksi parts.
14. New Control
Adapun tugas Seksi New Control adalah merancang dan mengevaluasi konstruksi model baru serta fungsi yang dihasilkan.
15. AMP (Auto Mounting Plant)
Adapun tugas Seksi AMP adalah untuk merakit komponen elektronik pada PCB secara otomatis dan menjaga kualitas hasil rakitan.
16. PCB Assambly
Adapun tugas Seksi PCB Assambly adalah untuk merakit komponen elektronik dan mekanik pada PCB secara manual dan menjaga kualitas hasil rakitan.
17. Final Assambly
Adapun tugas Seksi Final Assambly adalah untuk merakit parts/komponen hingga membentuk produk akhir dan menjaga kualitas hasil rakitan.
18. PQE (Production Quality Engineering)
Adapun tugas Seksi PQE (Production Quality Engineering) adalah sebagai berikut :
a. Mengawasi fasilitas dan prosedur produksi
b. Mendata dan menganalisis masalah yang terjadi dilantai produksi c. Mengendalikan kualitas proses dan produk
d. Membuat aliran proses produksi untuk masing-masing model e. Membuat Serial Number dan Warranty untuk masing-masing model f. Mengkoordinir analisis masalah pada lini produksi
19. Material Control
Adapun tugas Seksi Material Control adalah sebagai berikut :
a. Melakukukan pengawasan, penyimpanan dan pengeluaran part berdasarkan kode tanggal dari pabrikan / tanggal packing yang bisa digunakan sebagai referensi.
b. Menyusun parts/komponen berdasarkan sistem FIFO
c. Melakukan perhitungan stock opname yaitu sisa dari material yang masuk dengan yang digunakan oleh bagian produksi disetiap akhir bulan
d. Melakukan identifikasi parts, apakah parts/komponen sudah berstatus disposal (parts/komponen sudah tidak digunakan lagi)
20. Outgoing Quality Control
Adapun tugas Seksi Quality Control adalah sebagai berikut : a. Memeriksa kulitas produk dari hasil produksi
b. Memeriksa kelengkapan aksesoris dari produk
21. Incoming Quality Control
Adapun tugas Seksi Incoming Quality Control adalah melakukan inspeksi terhadap parts/komponen yang masuk sebelum dibawa kebagian material control.
22. PPC/Personnel
Adapun tugas Seksi PPC/Personnel adalah sebagai berikut :
a. Membuat rencana produksi untuk masing-masing model produk
b. Mengelola sumber daya manusia yang bekerja di Audio Business Unit, mencakup kepangkatan, rotasi karyawan, perekrutan, penilian kerja, absensi, mobilisasi karyawan, pemberhentian masa kontrak, dan sebagainya yang berhubungan langsung dengan karyawan.
23. Finance
Adapun tugas Seksi Finance adalah melakukan pengelolaan keuangan departemen yaitu dengan mendata kas masuk dan kas keluar departemen.
24. Production Engineering (PE)
Adapun tugas Seksi Production Engineering (PE) adalah sebagai berikut:
a. Mendukung fasilitas untuk lini produksi seperti jig dan peralatan b. Pembelian Instrumen Baru
c. Melakukan Kontrol Kalibrasi Instrument d. Melakukan Kontrol Instrumen
e. Melakukan perawatan mesin dan peralatan untuk para teknisi
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan
Audio Business Unit memiliki dua jenis tenaga kerja yaitu karyawan tetap dan karyawan kontrakan. Jumlah tenaga kerja di Audio Business Unit yaitu untuk karyawan tetap sebanyak 321 orang dan karyawan kontrakan sebanyak 183 orang sehingga total tenaga kerja di Audio Business Unit adalah sebanyak 504 orang.
Rincian jumlah tenaga kerja Audio Business Unit dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Audio Business Unit
No Keterangan Total (orang)
1 COO 1
2 Manager Business Unit 1
3 Manager Purchasing 1
4 Manager Engineering 1
5 Manager Production 1
6 Local 3
7 Import 3
8 Cost Control 3
9 Warehouse 5
10 Mechanical 5
11 Electronics 5
12 Enginerring Control 4
13 New Control 4
14 AMP 41
15 PCB Assambly 119
16 Final Assambly 230
17 PQE 13
18 Material Control 16
19 Outgoing QC 15
20 Incoming QC 15
21 PPC/Personnel 9
22 Finance 3
23 Production Engineering 6
Jumlah 504
Sumber : Bagian Personalia Audio Business Unit
Pada pelaksanaan aktivitas kerja Audio Business Unit memakai waktu kerja selama lima hari setiap minggunya yaitu mulai dari Senin sampai Jum’at.
Sedangkan untuk hari sabtu digunakan jika perusahaan menetapkan hari tersebut
sebagai hari kerja mengganti hari sebelumnya yang apabil pada hari kerja terdapat libur nasional. Jam istirahat dilakukan sebanyak tiga kali, untuk istirahat tengah kerja selama 8 menit untuk pagi dan di siang hari serta untuk istirahat makan siang dilakukan selama 45 menit. Pada saat perusahaan memperoleh order/permintaan yang banyak, maka perusahaan melaksanakan sistem kerja lembur (overtime) yang dilakukan setelah jam kerja reguler. Uraian jam kerja perusahaan di bagian Audio Business Unit dapat dilihat pada Tabel 2.2.
Tabel 2.2. Rincian Jam Kerja Audio Business Unit
Hari Jam Kerja Istirahat
Breaking Time Lunch Time Breaking Time Senin-Kamis 07.00 - 16.00 WIB 09.22 - 09.30 WIB 11.40 - 12. 25 WIB 14.30 - 14.38 WIB
Jum'at 07.00 - 16.00 WIB 09.22 - 09.30 WIB 11.45 - 13.00 WIB 14.30 - 14.38 WIB Sabtu
*ditentukan berdasarkan hari kerja perusahaan
- - -
Sumber : Bagian Personalia Audio Business Unit
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada Audio Business Unit diatur berdasarkan status karyawan, yakni karyawan tetap dan karyawan kontrak. Dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pemberian upah diberikan setiap akhir bulan yang biasanya jatuh pada tanggal 28 setiap bulannya. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Adapun rincian upah yang diberikan, yaitu:
1. Untuk karyawan tetap, terdiri atas:
a. Upah pokok b. Insentif
c. Tunjangan
Adapun jenis tunjangan yang diberikan pihak perusahaan berupa:
- Tunjangan Perumahan - Tunjangan Keluarga - Tunjangan Keahlian (Skill) - Tunjangan Bahasa
- Tunjangan Jabatan - Tunjangan Produktivitas - Tunjangan Hari Raya
2. Untuk karyawan kontrakan mendapat upah berdasarkan Upah Minimum Sektoral yang telah ditetapkan pemerintah dan Tunjangan Hari Raya (THR).
Bagi karyawan yang melakukan kerja lembur (overtime) akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur (TUL).
Usaha-usaha lain yang dilakukan Audio Business Unit untuk meningkatkan kesejahteraan karyawan yaitu sebagai berikut :
a. Memberikan Jaminan Sosial Tenaga Kerja (JAMSOSTEK) b. Memberikan Hak cuti
c. Memberikan Asuransi (hanya untuk karyawan tetap) d. Memberikan Pengobatan
e. Memberikan Ongkos Transportasi f. Memberikan Makan pada Jam kerja
g. Memberikan Perlengkapan Kerja (pakaian kerja, sepatu, dan APD)
2.4. Proses Produksi
2.4.1. Bahan-Bahan yang Digunakan
Adapun bahan-bahan yang digunakan dalam untuk mempelancar terjadinya proses produksi di Audio Business Unit dapat dikelompokkan atas bahan baku, bahan penolong dan bahan tambahan
2.4.1.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk yang memiliki persentase yang besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya barang jadi. Audio Business Unit menggelompokkan bahan baku menjadi tiga komponen/parts utama yaitu mechanical parts, electronic parts dan safety parts. Adapun mechanical parts, electrical parts dan safety parts yang digunakan dalam proses produksi radio model R, dapat dilihat pada Tabel 2.3. Tabel 2.4. dan Tabel 2.5.
Tabel. 2.3. Mechanical Parts
No Nama Part
1 PCB Unit 2 Bar Ant 3 Speaker 4 Rod Ant 5 Speaker Wire 6 Gyro Ant Wire 7 Badge
8 Front Panel 9 Hand Cover 10 Gyro Front Case 11 Gyro Back Case 12 Gyro Rack 13 Gyro Base
Tabel. 2.3. Mechanical Parts (Lanjutan)
No Nama Part
14 Gyro Click 15 Operation Panel 16 Gyro Cam
17 Operation Bottom 18 Power Bottom 19 Sleep Bottom 20 Select Bottom 21 Tun Knob 22 Vol Knob 23 Washer
24 Batt Cover Gasket 25 Sponge
26 Washer A 27 Washer B
28 Batt Terminal (+) 29 Batt Terminal (+/-) 30 Leg Cushion 31 Leg Rubber 32 Front Cab 33 Back Cab 34 LCD Panel 35 Led Lens 36 Gyro Spring 37 FM Ant Terminal 38 Rubber A
39 Rubber B
40 Gyro Masking L 41 Gyro Masking R 42 Gyro Shaft 43 Himeron 44 Safety Cover 45 Shield Plate Assy 46 Speaker Net Frame Unit 47 E-Ring
48 Screw
49 Lembaran plat E 50 Sheet Cover 51 LCD
52 LCD Holder 53 Control PCB
Sumber : Bagian PQE Audio Business Unit
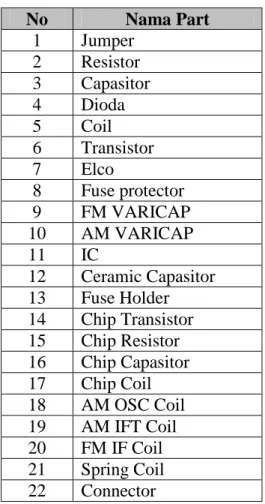
Tabel 2.4. Electrical Parts
No Nama Part
1 Jumper 2 Resistor 3 Capasitor 4 Dioda 5 Coil 6 Transistor 7 Elco
8 Fuse protector 9 FM VARICAP 10 AM VARICAP 11 IC
12 Ceramic Capasitor 13 Fuse Holder 14 Chip Transistor 15 Chip Resistor 16 Chip Capasitor 17 Chip Coil 18 AM OSC Coil 19 AM IFT Coil 20 FM IF Coil 21 Spring Coil 22 Connector
Sumber : Bagian PQE Audio Business Unit
Tabel 2.5. Safety Parts
No Nama Part
1 Power Transformer 2 AC CORD
3 Fuse
Sumber : Bagian PQE Audio Business Unit
2.4.1.2.Bahan Penolong
Bahan penolong adalah bahan yang tidak tampak dalam produk jadi tetapi hanya menolong proses produksi agar berjalan dengan lancar dan digunakan sebagai pelengkap produk saja. Bahan penolong yang digunakan adalah :
1. Cairan fluxer untuk membersihkan permukaan PCB Unit dari kotoran.
2. Lilin untuk merekatkan kabel atau wayer pada PCB
3. Timah untuk merekatkan kaki-kaki komponen terhadap PCB 4. Grease untuk melicinkan permukaan komponen
5. Yellow bond untuk merekatkan antar komponen
6. Black Bond untuk memperlancar gerakan akibat gesekan antar komponen 7. Alkohol untuk membersihkan permukaan komponen
8. Lem Khusus untuk merekatkan micro elktrik komponen pada mesin SMT 9. Paper Type untuk merekatkan bagian komponen
10. Lakban/isolatip untuk merekatkan kotak karton pada bagian packing
2.4.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan yang ditambahkan kepada produk sehingga menghasilkan suatu produk akhir yang siap untuk dipasarkan. Bahan tambahan yang digunakan dalam proses produksi juga digolongkan kedalam kategori parts yaitu mechanical parts dan safety parts.
Adapun rincian bahan tambahan dcapat dilihat pada Tabel 2.6.
Tabel 2.6. Bahan Tambahan No Kategori Parts Nama Parts
1
Mechanical
Master Box
2 Cartoon R
3 Poly Foam
4 Layer
5 Plastic Type
6
Safety
Warranty Card
7 Serial No Label
8 C/I Book
Sumber : Bagian PQE Audio Business Unit
2.4.2. Standar Mutu Bahan/Produk
Standar mutu bahan/produk yang diterapkan Audio Business Unit adalah suatu sistem yang mana dapat mengendalikan produk ataupun bahan baku tidak menjauhi spesifikasi standar yang telah ditetapkan oleh perusahaan. Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan perusahaan yang memproduksi produk dibidang elektronik. Untuk menjaga mutu bahan/produk, perusahaan melakukan standarisasi pada beberapa tahap.
1. Tahap I (Tahap Standar Komponen Awal)
Setiap komponen yang akan diproses sebelumnya masuk kebagian receiving dan akan diinspeksi oleh bagian IQC (Incoming Quality Control) berdasarkan spesifikasi produk yang standar dan fungsinya yang akan dilakukan secara sampling, selain itu akan diinspeksi berdasarkan CSM (Chemical Substance Management) dan RoHS (Restricted of Hazardous Substance) untuk melihat kadar kimia yang berbahaya pada komponen, sehingga produk yang nantinya dipasarkan adalah produk yang berkualitas dan ramah lingkungan. Adapun bahan kimia yang diperhatikan adalah:
1. Cadmium (Cd) < 20 ppm
2. Pb (Lead/Timah Hitam) < 100ppm atau < 500 ppm (bergantung kepada parts)
3. Hg (Raksa/Mercury) < 100 ppm
4. Cr +6 (Chromium Hexavalent) < 100 ppm
5. PBB (Poly Brominated Biphenyls) < 100 ppm
6. PBDE (Poly Brominated Diphenyl Ethers) < 100 ppm
Prosedur pada IQC yaitu supplier harus memiliki sertifikat pada parts bebas bahan kimia dan pemeriksaaan pada IQC dilakukan secara sampling.
2. Tahap II (Tahap Standar Proses)
Dalam proses produksi juga dilakukan standar mutu produk, yaitu :
a. Bagian AMP (Auto Mounting Plant) menetapkan standar mutu untuk hasil PCB yang tidak sempurna. Mutu dikatakan tidak sempurna apabila :
- Komponen lepas
- Komponen salah letak/menumpuk - Komponen pecah/retak
- Kaki komponen tidak terpasang dengan tepat - Kaki komponen terpotong
- Kaki komponen terlalu pendek
- Komponen yang dirakit memiliki nilai yang tidak sesuai - Salah PCB
- Didapati pada PCB setengah proses
AMP juga memiliki inspector tersendiri dalam menjaga mutu produk yang dihasilkan, produk hasil produksi diinspeksi 100% tanpa sampling, dan AMP juga memiliki QC shift yang harus melakukan
sampling 2x/shift dari hasil produksi untuk mengetahui kondisi mutu yang ada.
b. Bagian PCB Assembly menetapkan standar mutu berdasarkan hasil soldering dari setiap komponen pada PCB, pemeriksaan ini dilakukan oleh operator pada proses touch up dan kemudian diinspeksi kembali untuk kemampuan fungsi dari PCB unit tersebut pada bagian pengechekan fungsi.
c. Bagian Final Assembly menetapkan standar mutu dengan memperhatikan komponen yang akan dirakit berdasarkan appearance dari komponen tersebut oleh masing-masing operator di line production. Dan untuk menjaga mutu produk yang dihasilkan disetiap line terdapat bagian repairing untuk memperbaiki komponen ataupun produk jadi yang berstatus “NG” (Not Good)
3. Tahap III (Tahap Standar Produk Akhir)
Pemeriksaan akan mutu produk juga akan dilakukan oleh bagian OQC (Out going Quality Control). Proses inspeksi dilakuka secara sampling.
Adapun yang diinspeksi pada bagian OQC adalah :
a. General Inspection : untuk memeriksa penampilan, konstruksi produk, dan pengoperasian
b. Safety Inspection : untuk memeriksa kebocoran arus
c. Measurment Inspection : untuk memeriksa kepekaaan penerimaan AM/FM
d. Reliability Inspection : untuk menguji keandalan produk
e. Assembli Instruction Manual Inspection : untuk memeriksa komponen yang terpasang sesuai dengan AIM yang dutetapkan perusahaan.
2.4.3. Uraian Proses Produksi
Uraian proses produksi dapat dilihat berdasarkan contoh radio model R, sebagai model radio yang akan diteliti. Audio Business Unit memiliki 3 proses utama dalam kegiatn produksi. Blok diagram proses produksi dapat dilihat pada Gambar 2.3.
Auto Mounting Plant
PCB Assembly
Final Assembly
Gambar 2.3. Blok Diagram Proses Produksi
1. AMP (Auto Mounting Plant)
AMP (Auto Mounting Plant)/AIP (Auto Insertion Plant) merupakan bagian yang melakukan proses memasukkan komponen-komponen secara otomotasi pada PCB oleh mesin berbasis CNC. Terdapat 4 jenis mesin utama pada AMP, yaitu:
a. Mesin Jumper, untuk memasang komponen berupa jumper (komponen penghubung pada PCB). Komponen jumper.
b. Mesin Axial, untuk memasang komponen yang dipasang secara horizontal (mendatar). Komponen elco, resistor, kapasitor, dan lain-lain.
c. Mesin Radial, untuk memasang komponen yang dipasang secara vertical (berdiri). Komponen Resistor, dioda, coil, dan lain-lain.
d. Mesin SMT (Surface Mount Tech), untuk memasang komponen yang berukuran sangat kecil dan part-part khusus yang dipasang pada PCB.
Komponen IC. Didalam mesin SMT akan dilakukan empat proses yaitu pemasangan lem, pemasangan parts, pemanasan dengan suhu 120oC selama 90 detik.
Proses produksi dibagian AMP dimulai dari proses perakitan jumper oleh mesin jumper, kemudian diproses dimesin perakitan komponen elektrik secara axial di mesin axial, selanjutnya diproses dimesin perakitan radial di mesin radial dan yang terakhir diproses dimesin SMT untuk memasang komponen yang berukuran sangat kecil dan part-part khusus yang dipasang pada PCB. Didalam mesin SMT akan dilakukan empat proses yaitu pemasangan lem, pemasangan parts, pemanasan dengan suhu 120oC selama 90 detik. Setelah proses perakitan otomatis selesai, PCB Unit kemudian dibawa kebagian inspector untuk diinspeksi apakah masih ada komponen yang rusak atau tidak terpasang pada PCB Unit tersebut.
2. PCB Assembly
Bagian PCB Assembly merupakan bagian mounting manual yaitu memasangkan komponen-komponen electrical yang tidak dipasang di bagian AMP dan memeriksa part apakah sudah terpasang dengan baik. Uraian proses
produksi dibagian PCB Assembly untuk radio model R dibagi atas dua proses utama, yaitu :
a. Proses PCB Mounting Manual
Tahapan proses produksi PCB Mounting Manual untuk radio model R adalah:
- Tahap Mounting Manual yaitu Mechanical parts dan electrical parts dirakit secara manual
- Tahap Penyolderan Otomatis yaitu PCB Unit hasil rakitan dibersihkan dengan cairan fluxer dimesin fluxer kemudian disolder secara otomatis di mesin dipping solder
- Tahap Proses Touch Up yaitu PCB akan dicheck kembali dan diperbaiki jika masih terdapat short antar komponen
- Tahap Perapian yaitu PCB dipasang wayer dan wayer-wayer pada PCB dirapikan dan diberikan yellow bond
- Tahap Pemeriksaan Otomatis yaitu fungsi komponen diperiksa secara otomatis dengan mein ICT
- Tahap Pemeriksaan Fungsi yaitu pemeriksaaan fungsi-fungsi pada PCB Unit diperiksa sebelum dirakit di bagian final assembly.
b. Proses Pembentukan LCD Display
Proses perakitan untuk LCD Display dilakukan secara manual, hasil rakitan yang dinyatakan baik akan dikirim ke bagian final assembly untuk dirakit kembali dengan komponen yang lain sehingga membentuk set radio.
3. Final Assembly
Line production pada final assembly dibuat berdasarkan cell-cell, masing- masing cell mengerjakan satu jenis model. Bagian ini merupakan tahap terakhir dalam memproduksi produk radio, disini komponen dirakit satu dengan yang lain.
Secara umum proses yang terjadi dibagian final assembly adalah pengechekkan alignment AM/FM, yang selanjutnya dilanjutkan dengan persiapan untuk back cabinet dan front cabinet, pemasangan komponen-komponen pendukung, dan pengechekan fungsi radio secara keseluruhan baik fungsi elektrik maupun appearance dari produk tersebut, dan tahap terakhir dilakukan proses packing.
2.4.4. Mesin dan Peralatan 2.4.4.1.Mesin Produksi
Mesin-mesin yang digunakan oleh Audio Business Unit dalam melaksanakan kegiatan produksi radio dapat dilihat pada Tabel 2.7.
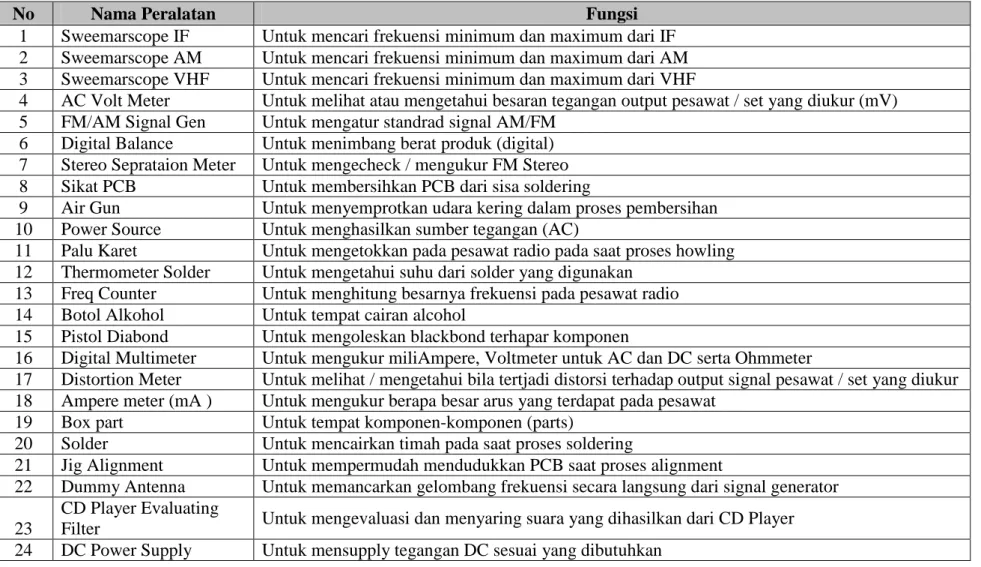
2.4.4.2.Peralatan
Peralatan yang digunakan oleh Audio Business Unit dalam melaksanakan kegiatan produksi radio dapat dilihat pada Tabel 2.8.
Tabel 2.7. Mesin yang digunakan di Audio Business Unit
No Nama Mesin Asal Tahun
Air Preassure
(kgf/cm2)
Temperatur (oC)
Tegangan (Volt)
Jumlah
(Unit) Fungsi
1 Mesin Jumper Singapura 2005 5 - 200 4 Untuk memasang komponen jumper
2 Mesin Axial Singapura 2005 5 - 200 5 Untuk memasang komponen secara mendatar
3 Mesin Radial Singapura 2005 5 - 200 4 Untuk memasang komponen secara berdiri
4 Mesin SMT Jepang 2009 5 - 200 3 Untuk memasang komponen yang berukuran
kecil
5 Mesin Autopacking Taiwan 2002 - - 200 8 Untuk memasang isolasi secara otomatis
6 Mesin Fluxer Jepang 2002 5 - 200 8 Untuk menyemprotkan cairan pembersih pada
bagian belakang PCB Unit
7 Mesin Dipping Solder Jepang 2002 5 254 - 450 200 8 Untuk menyolder Komponen terhadap PCB secara otomatis
8 Mesin ICT - 2002 - - 220 8 Untuk mendeteksi adanya short fail, pen fail
maupun component fail pada PCB unit
9 Mesin Shrink Singapura 2008 5 - 415 1 Untuk mempacking beberapa produk menjadi
satu bagian plastik secara otomatis 10
Mesin Hotmelt Touch Spring
Reel Unit - 2009 4 - 6 150 - 170 220 1 Untuk merekatkan komponen spring
11
Mesin Cold Press Panel
Display - 2009 4 - 6 - 220 1 Untuk menekan operation panel terhadap
display panel 12
Mesin Cold Press Shield Net
Ornament - 2010 4 - 6 140 - 180 220 1 Untuk merekatkan lembaran plat shield
13
Mesin Cold Press Cassete
Panel - 2010 4 - 6 - 220 1 Untuk merekatkan casset panel
14 Mesin Press Trafo Jig - 2002 4 - 6 - 220 15 Untuk menekan trafo pada saat melakukan proses soldering
15 Mesin Cold Press LCD Panel - 2009 4 - 6 - 220 3 Untuk merekatkan LCD Panel
16 Mesin Hotmelt Speaker - 2002 4 - 6 280 - 310 220 1 Untuk merekatkan komponen speaker 17 Mesin Hotmelt Chasis
Speaker - 2009 4 - 6 150 - 170 220 1 Untuk merekatkan komponen Chasis speaker
18 Mesin Hot Press Net
Ornament - 2009 4 - 6 190 - 215 220 2 Untuk merekatkan komponen cover ornament
Tabel 2.7. Mesin yang digunakan di Audio Business Unit (Lanjutan)
No Nama Mesin Asal Tahun
Air Preassure
(kgf/cm2)
Temperatur (oC)
Tegangan (Volt)
Jumlah
(Unit) Fungsi
19 Mesin Rivet Poke Shaft Plate
Reel Unit - 2009 4 - 6 - 220 1 Untuk merekatkan komponen shaft pada plate
Reel Unit
20 Mesin Hotmelt Jog Ornament - 2009 4 - 6 160 - 190 220 1 Untuk merekatkan komponen panel ornamnet 21 Mesin Rivet Poke Shaft PCB
Plate Reel Unit - 2009 4 - 6 - 220 1 Untuk merekatkan komponen shaft pada plate
PCB Reel Unit
22 Mesin Press Motror Pulley - 2008 4 - 6 - 220 8
23 Mesin Press Support Sping
CD Chasis - 2010 4 - 6 - 220 1 Untuk merekatkan komponen pendukung Sping
CD Chasis 24 Mesin Cold Press CD
Clamper Weight - 2010 4 - 6 - 220 1 Untuk merekatkan Clamper pada CD Player
25 Mesin Cold Press Ornament - 2009 4 - 6 - 220 8 Untuk menekan/merekatkan komponen cover plate
26 Mesin Cold Press Dial Panel - 2003 4 - 6 - 220 9 Untu merekatkan dial panel 27 Mesin Ultrasonic Front Cab
and Panel - 2009 4 - 6 - 220 4 Untuk merekatkan komponen Front Cabinet dan
panel 28 Mesin Hot Press Net
Ornament Speaker - 2009 4 - 6 190 - 215 220 1 Untuk merekatkan komponen speaker net 29 Mesin Hotmelt Sampo Net - 2009 4 - 6 234 - 240 220 1
30 Mesin Cold Press Dial Roller - 2009 4 - 6 - 220 2 Untuk merekatkan komponen dial roller 31 Mesin Hotmelt Brand Badge - 2009 4 - 6 220 220 4 Untuk merekatkan badge terhadap speker net
frame
32 Mesin Het Induction - 2009 4 - 6 - 220 2
33 Mesin Forming and Cutting
Leg Led - 2009 4 - 6 - 220 1 Untuk memotong dan membentuk kaki
komponen LED 34 Mesin Cold Press Window
Panel - 2009 4 - 6 - 220 3 Untuk merekatkan panel
35 Mesin Cold Press Cassete
LID - 2008 4 - 6 - 220 8 Untuk merekatkan komponen Cassete LID
Tabel 2.7. Mesin yang digunakan di Audio Business Unit (Lanjutan)
No Nama Mesin Asal Tahun
Air Preassure
(kgf/cm2)
Temperatur (oC)
Tegangan (Volt)
Jumlah
(Unit) Fungsi
36 Mesin Dispencer Grease Jig - 2008 5 - 220 10 Untuk membantu memotong tape secara otomatis
37 Mesin Hot Press Speaker
Ornament - 2009 4 - 6 184 220 1 Untuk merekatkan komponen speaker net
38 Mesin Ultrasonic Mecha
Button - 2002 4 - 6 - 220 4 Untuk merekatkan komponen Mecha button
39 Mesin Cold Press Dial Scale - 2004 4 - 6 - 220 5 Untuk merekatkan komponen operation dial scale
40 Mesin Hotmelt Roller/Speaker
and Press Dial Drum - 2006 4 - 6 160 - 220 220 5 Untuk merekatkan komponen roller speaker 41 Mesin Leg Bending - 2004 4 - 6 - 220 5 Untuk membending kaki-kaki komponen elektrik 42 Mesin Cold Press Dome Cup - 1999 4 - 6 - 220 2 Untuk merekatkan komponen Dome Cup 43 Mesin Ultrasonic Handle - 2000 4 - 6 - 220 1 Untuk merekatkan handel pada pesawat 44 Mesin Button Cutting Jig - 2000 4 - 6 - 220 10 Untuk memotong bagian tombol yang berlebih 45 Mesin Cold Press Dial Drum - 2003 4 - 6 - 220 5 Untuk merekatkan komponen dial drum 46 Mesin Hot Stamp Tweeter
Ornament - 2002 4 - 6 147 - 155 220 10 Untuk merekatkan label/nameplate
47 Mesin Cold Press Ring
Speaker - 2002 4 - 6 - 220 1 Untuk menekan/merekatkan ring pada speaker
48 Mesin Cold Press BI-AMP - 2003 4 - 6 - 220 3 Untuk merekatkan komponen BI-AMP 49 Mesin Cold Press Handle
Screw - 2002 5 - 6 - 220 14 Untuk melakukan proses screwing
50 Mesin Hotmelt Panel - 2002 4 - 6 - 220 1 Untuk merekatkan panel
51 Mesin Hotmelt Mecha Botton - 1996 5 220 -224 220 9 Untuk merekatkan tombol-tombol terhadap dial panel
52 Mesin Cold Press Erase Head - 1999 5 - 220 2 Untuk merekatkan Cover panel
53 Mesin Mecha Cutting - 1999 5 - 6 - 220 1 Untuk memotong bagian mechanical parts yang berlebih
Sumber : Bagian PQE Audio Business Unit
Tabel 2.8. Peralatan yang digunakan di Audio Business Unit
No Nama Peralatan Fungsi
1 Sweemarscope IF Untuk mencari frekuensi minimum dan maximum dari IF 2 Sweemarscope AM Untuk mencari frekuensi minimum dan maximum dari AM 3 Sweemarscope VHF Untuk mencari frekuensi minimum dan maximum dari VHF
4 AC Volt Meter Untuk melihat atau mengetahui besaran tegangan output pesawat / set yang diukur (mV) 5 FM/AM Signal Gen Untuk mengatur standrad signal AM/FM
6 Digital Balance Untuk menimbang berat produk (digital) 7 Stereo Seprataion Meter Untuk mengecheck / mengukur FM Stereo 8 Sikat PCB Untuk membersihkan PCB dari sisa soldering
9 Air Gun Untuk menyemprotkan udara kering dalam proses pembersihan 10 Power Source Untuk menghasilkan sumber tegangan (AC)
11 Palu Karet Untuk mengetokkan pada pesawat radio pada saat proses howling 12 Thermometer Solder Untuk mengetahui suhu dari solder yang digunakan
13 Freq Counter Untuk menghitung besarnya frekuensi pada pesawat radio 14 Botol Alkohol Untuk tempat cairan alcohol
15 Pistol Diabond Untuk mengoleskan blackbond terhapar komponen
16 Digital Multimeter Untuk mengukur miliAmpere, Voltmeter untuk AC dan DC serta Ohmmeter
17 Distortion Meter Untuk melihat / mengetahui bila tertjadi distorsi terhadap output signal pesawat / set yang diukur 18 Ampere meter (mA ) Untuk mengukur berapa besar arus yang terdapat pada pesawat
19 Box part Untuk tempat komponen-komponen (parts)
20 Solder Untuk mencairkan timah pada saat proses soldering
21 Jig Alignment Untuk mempermudah mendudukkan PCB saat proses alignment
22 Dummy Antenna Untuk memancarkan gelombang frekuensi secara langsung dari signal generator 23
CD Player Evaluating
Filter Untuk mengevaluasi dan menyaring suara yang dihasilkan dari CD Player 24 DC Power Supply Untuk mensupply tegangan DC sesuai yang dibutuhkan
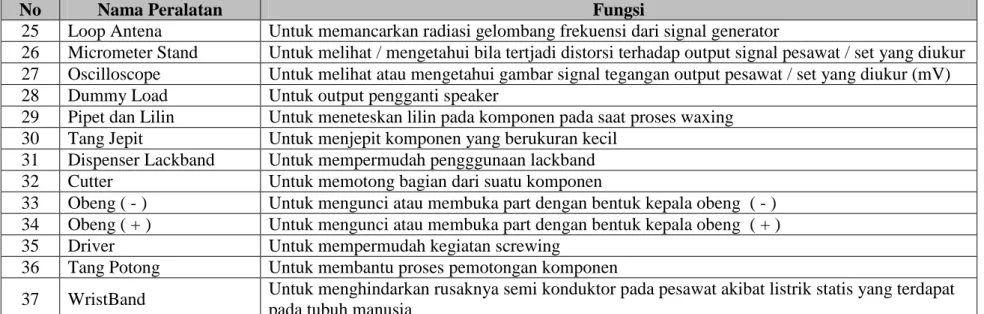
Tabel 2.8. Peralatan yang digunakan di Audio Business Unit (Lanjutan)
No Nama Peralatan Fungsi
25 Loop Antena Untuk memancarkan radiasi gelombang frekuensi dari signal generator
26 Micrometer Stand Untuk melihat / mengetahui bila tertjadi distorsi terhadap output signal pesawat / set yang diukur 27 Oscilloscope Untuk melihat atau mengetahui gambar signal tegangan output pesawat / set yang diukur (mV) 28 Dummy Load Untuk output pengganti speaker
29 Pipet dan Lilin Untuk meneteskan lilin pada komponen pada saat proses waxing 30 Tang Jepit Untuk menjepit komponen yang berukuran kecil
31 Dispenser Lackband Untuk mempermudah pengggunaan lackband 32 Cutter Untuk memotong bagian dari suatu komponen
33 Obeng ( - ) Untuk mengunci atau membuka part dengan bentuk kepala obeng ( - ) 34 Obeng ( + ) Untuk mengunci atau membuka part dengan bentuk kepala obeng ( + ) 35 Driver Untuk mempermudah kegiatan screwing
36 Tang Potong Untuk membantu proses pemotongan komponen
37 WristBand Untuk menghindarkan rusaknya semi konduktor pada pesawat akibat listrik statis yang terdapat pada tubuh manusia
Sumber : Bagian PQE Audio Business Unit