DENGAN PROSES OPEN STEAM
PRA RENCANA PABRIK
Oleh :
RIA PUSPITASARI JATMIKA
073101 0023
PROGRAM STUDI TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat
menyelesaikan Tugas Akhir “Pra Rencana Pabrik Rosin Dan Turpentine Dari
Getah Pinus Dengan Proses Open Steam”, dimana Tugas Akhir ini merupakan
tugas yang diberikan sebagai salah satu syarat untuk menyelesaikan program
pendidikan kesarjanaan di Jurusan Teknik Kimia, Fakultas Teknologi Industri,
Universitas Pembangunan Nasional Surabaya.
Tugas Akhir “Pra Rencana Pabrik Rosin Dan Turpentine Dari Getah
Pinus Dengan Proses Open Steam” ini disusun berdasarkan pada beberapa sumber
yang berasal dari beberapa literatur , data-data , majalah kimia, dan internet.
Pada kesempatan ini kami mengucapkan terima kasih atas segala
bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas
Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur
2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Jurusan Teknik Kimia, FTI,UPN “Veteran” Jawa Timur,
3. Bapak Ir. L. Urip Widodo, MT
Selaku dosen pembimbing.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta
dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna,
karena itu segala kritik dan saran yang membangun kami harapkan dalam
sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang
telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa
Fakultas Teknologi Industri jurusan Teknik Kimia.
Surabaya , Desember 2011
KATA PENGANTAR ……….……….………. ii
INTISARI ……….……….……….……… iv
DAFTAR TABEL ……….……….……….…… vi
DAFTAR GAMBAR ……….……….……… vii
DAFTAR ISI ……….……….……….………… viii
BAB I PENDAHULUAN ……….……….……… I – 1
BAB II SELEKSI DAN URAIAN PROSES ……….…… II – 1
BAB III NERACA MASSA ……….……….…… III – 1
BAB IV NERACA PANAS ……….……….……… IV – 1
BAB V SPESIFIKASI ALAT ……….……….. V – 1
BAB VI PERENCANAAN ALAT UTAMA ………. VI – 1
BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA …. VII – 1
BAB VIII UTILITAS ……….……….……… VIII – 1
BAB IX LOKASI DAN TATA LETAK PABRIK ……….. IX – 1
BAB X ORGANISASI PERUSAHAAN ……….………… X – 1
Tabel VII.2. Jenis Dan Jumlah Fire – Extinguisher ………. VII - 7
Tabel VIII.2.1. Baku mutu air baku harian ……….………… VIII-7
Tabel VIII.2.3. Karakteristik Air boiler dan Air pendingin ………… VIII-9
Tabel VIII.4.1. Kebutuhan Listrik Untuk Peralatan Proses Dan Utilitas
……….……….……….…… VIII-60
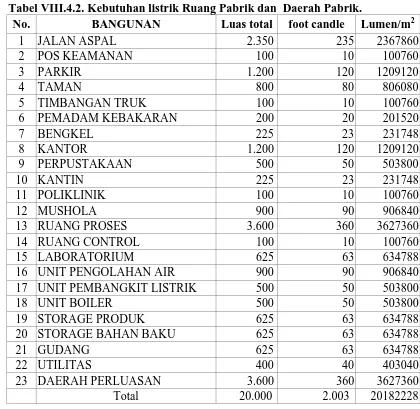
Tabel VIII.4.2. Kebutuhan Listrik Untuk Penerangan Ruang Pabrik
Dan Daerah Proses ……….………. VIII-62
Tabel IX.1. Pembagian Luas Pabrik ……….……… IX - 8
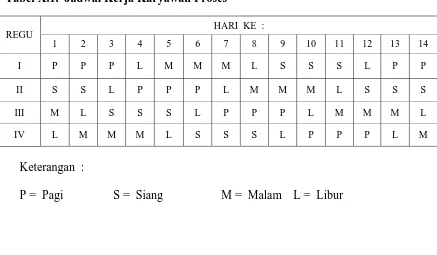
Tabel X.1. Jadwal Kerja Karyawan Proses ……….…… X - 11
Tabel X.2. Perincian Jumlah Tenaga Kerja ……….…… X - 13
Tabel XI.4.A. Hubungan kapasitas produksi dan biaya produksi … XI - 8
Tabel XI.4.B. Hubungan antara tahun konstruksi dengan modal sendiri
……….……….……….…… XI - 9
Tabel XI.4.C. Hubungan antara tahun konstruksi dengan modal pinjaman ……….……….……….……… XI - 9
Tabel XI.4.D. Tabel Cash Flow ……….……….…… XI - 10
Tabel XI.4.E. Pay Out Periode ……….……….…… XI - 14
Gambar IX.2 Peta Lokasi Pabrik ……….……….……… IX - 10
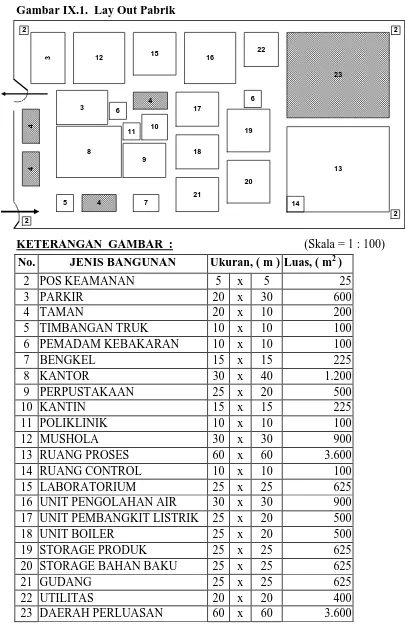
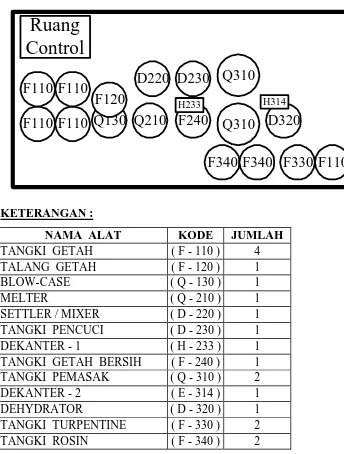
Gambar IX.3 Lay Out Peralatan Pabrik ……….………. IX - 11
Gambar X.1 Struktur Organisasi Perusahaan ……….………… X - 14
Perencanaan pabrik rosin dan turpentine ini diharapkan dapat berproduksi
dengan kapasitas 2.000 kg/jam rosin dalam bentuk liquid. Pabrik beroperasi
secara continuous selama 330 hari dalam setahun.
Kebutuhan rosin di dunia cenderung meningkat, hal ini dikarenakan
perkembangan pada bidang industri electronik dan industri kaca. Di Indonesia
industri rosin atau dikenal dengan nama Gondorukem mempunyai peranan
penting dalam pertumbuhan ekonomi di Indonesia. Secara singkat, uraian proses
dari pabrik rosin dan turpentine sebagai berikut :
Pertama-tama getah pinus dilelehkan kemudian dicuci dan disaring. Getah
kemudian dimasak untuk proses penguapan turpentine, sedangkan rosin berada
produk bawah. Turpentine kemudian dikondensasi, difiltrasi dan dikeringkan pada
dehydrator untuk kemudian ditampung sebagai produk samping.
Pendirian pabrik berlokasi di Manyar, Gresik dengan ketentuan :
Bentuk Perusahaan : Perseroan Terbatas
Sistem Organisasi : Garis dan Staff
Jumlah Karyawan : 182 orang
Sistem Operasi : Continuous
* Umur Pabrik : 10 Tahun
* Fixed Capital Investment (FCI) : Rp. 23.960.953.000
* Working Capital Investment (WCI) : Rp. 4.183.561.000
* Total Capital Investment (TCI) : Rp. 28.144.514.000
* Biaya Bahan Baku (1 tahun) : Rp. 25.864.344.000
* Biaya Utilitas (1 tahun) : Rp. 2.250.885.000
- Steam = 52.080 lb/hari - Air pendingin = 317 M3/hari - Listrik = 1.800 kWh/hari - Bahan Bakar = 696 liter/hari
* Biaya Produksi Total (Total Production Cost) : Rp. 50.202.728.000
* Hasil Penjualan Produk (Sale Income) : Rp. 66.069.630.000
* Bunga Bank (Kredit Investasi Bank Mandiri) : 13,5%
* Internal Rate of Return : 20,70%
* Rate On Investment : 18,34%
* Pay Out Periode : 4,3 Tahun
* Break Even Point (BEP) : 32%
I.1. Latar Belakang
Rosin dikenal dengan nama Colophony atau Colophonia Resina yang
berasal dari kata Colophon dimana merupakan nama lain dari kota kuno Ionic.
Rosin adalah bentuk padat dari sebuah resin yang dihasilkan dari pengolahan
getah pohon pinus dan pohon lainnya. Rosin diproduksi dengan cara memanaskan
getah segar sehingga mampu memisahkan bahan-bahan yang mudah menguap
seperti turpentine.
Produk rosin secara komersial diperkenalkan dengan teknologi distilasi
pada sebuah kolom maupun dilakukan pada tangki penguapan. Teknik pemisahan
rosin dari campuran minyak yang dikenal dengan turpentine dilakukan pada suhu
tinggi. Beberapa variasi dilakukan dalam proses pembuatan rosin untuk
mendapatkan rosin dengan warna tertentu, karena pewarnaan pada rosin sangat
dipengaruhi dari teknik pemisahan turpentine.
Kebutuhan rosin di dunia cenderung meningkat, hal ini dikarenakan
perkembangan pada bidang industri electronik dan industri kaca. Di Indonesia
industri rosin atau dikenal dengan nama Gondorukem mempunyai peranan
penting dalam pertumbuhan ekonomi di Indonesia. Bahan baku rosin berupa
pohon pinus banyak didapat di Indonesia. Pohon pinus jenis pinus merkusii dapat
ditemukan di pulau Sumatera maupun di pulau Jawa. Di daerah Jawa Timur,
I.2. Manfaat
Faktor yang menunjang berdirinya pabrik rosin dari getah pinus adalah :
1. Untuk mencukupi kebutuhan rosin sebagai bahan baku industri di
Indonesia, serta menambah komoditi ekspor non migas.
2. Indonesia merupakan salah satu negara yang mempunyai kekayaan hutan
yang luas, sehingga kebutuhan bahan baku tidak menjadi masalah.
I.3. Aspek Ekonomi
Kebutuhan rosin di Indonesia khususnya, semakin meningkat dengan
peningkatan pertumbuhan kapasitas pada bidang industri kimia. Kebutuhan rosin
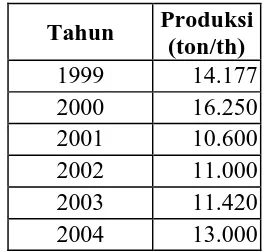
untuk Indonesia dapat ditabelkan pada tabel sebagai berikut :
Tabel I.1. Kapasitas Produksi Rosin di Indonesia.
Tahun Produksi (ton/th) 1999 14.177 2000 16.250 2001 10.600 2002 11.000 2003 11.420 2004 13.000
Sumber : Deperindag (http:// www.dprin.go.id)
Berdasarkan tabel diatas, dapat dibuat grafik hubungan antara kapasitas
Dari grafik diatas, dengan metode regresi linier, maka didapat persamaan
untuk mencari kebutuhan pada tahun tertentu dengan persamaan :
Y = -571 X + 1157026
Keterangan : Y = kapasitas (ton/th)
X = Tahun ke-n
Pabrik Rosin ini direncanakan beroperasi pada tahun 2009, sehingga untuk
mencari kapasitas pada tahun 2009, maka X = 2009.
Kapasitas pada tahun 2009 :
Y = [-571 x 2009] + 1157026
= 9.887 ton/th
Untuk kapasitas terpasang pabrik, diambil = 10.000 ton/th
Kapasitas Produksi
y = -571x + 1157026
10.000 11.000 12.000 13.000 14.000 15.000 16.000 17.000
I.4. Sifat Bahan Baku dan Produk
Bahan Baku :
A. Getah Pinus (Pinus Merkusii)
Formula : C20H30O2 (pendekatan)
Nama lain : BALS 3A , BANDIS G100, EM 3
Berat Molekul : 302
Warna : kuning kecoklatan
Bentuk : liquid
Spesific Gravity : 1,08
Melting Point : 73,9 oC
Boiling Point : 250 oC
Solubility, water : tidak larut
Komposisi bahan (FAO) : Rosin = 70 %
Turpentine = 15 %
Impuritis = 10 %
Produk :
B. Rosin
Formula : C20H30O2 (pendekatan)
Nama lain : BALS 3A , BANDIS G100, EM 3
Berat Molekul : 302
Warna : kuning jernih
Bentuk : solid
Spesific Gravity : 1,08
Melting Point : 73,9 oC
Boiling Point : 250 oC
Solubility, water : tidak larut
Komposisi bahan : diatas 90%
B. Turpentine
Formula : C10H16 (pendekatan)
Nama lain : Spirits od Turpentine, Gum Spirits
Berat Molekul : 136
Warna : tidak berwarna
Bentuk : liquid
Spesific Gravity : 0,9
Melting Point : -50C s/d -60 oC Boiling Point : 149C s/d 180C Solubility, water : tidak larut
Kegunaan Rosin :
- Pada industri pulp & paper sebagai bahan pengental
- Pada industri cat tembok sebagai bahan pengemulsi
- Pada industri varnish sebagai bahan tambahan
- Pada industri rubber sebagai bahan campuran
II.1. Macam Proses
Rosin dapat dibuat dengan 2 macam proses, dimana pemilihan proses
tergantung pada penanganan getah pinus yang digunakan. Macam proses
pembuatan Rosin adalah sebagai berikut :
A. Proses Pembuatan Rosin Dengan Proses Amerika
B. Proses Pembuatan Rosin Dengan Proses Portugal
Uraian proses :
A. Proses Pembuatan Rosin Dengan Proses Amerika
Pada proses Amerika ini, getah pinus pertama-tama diumpankan pada
blow-case untuk pemanasan awal dan proses pengumpanan dalam melter. Pada
melter, getah pinus (rosin) dilarutkan dengan turpentine sedangkan kotoran kasar
rosin dan turpentine kemudian diumpankan pada tangki pencuci. Setelah proses
pencucian, larutan kemudian diumpankan pada tangki pemasak (still) untuk
proses pemasakan.
Pada tangki pemasak ini terjadi proses pemisahan rosin dan turpentine
berdasarkan titik didih bahan. Produk atas tangki pemasak berupa turpentine,
kemudian diumpankan pada condenser untuk proses kondensasi. Kondensat dari
condenser kemudian diumpankan pada separator untuk memisahkan uap air, dan
kemudian diumpankan pada tangki dehydrator untuk menguapkan air yang
terkandung pada turpentine. Produk dari dehydrator kemudian ditampung sebagai
produk samping turpentine. Produk bawah tangki pemasak berupa rosin,
kemudian ditampung sebagai produk utama rosin dan siap dipasarkan.
Pada proses Portugal ini, getah pinus pertama-tama diumpankan pada
mixer untuk dipanaskan dengan steam, sehingga mampu melarutkan getah dan
turpentine serta memisahkan kotoran kasar. Produk mixer kemudian diumpankan
pada screen untuk memisahkan kotoran kasar dari larutan. Larutan rosin dan
turpentine kemudian diumpankan pada filter, dimana sebelumnya ditambahkan
filter aid untuk mempermudah proses pengendapan pada saat filtrasi. Dari filter,
kemudian larutan diumpankan pada decanter untuk proses dekantasi.
Pada decanter, liquida berat berupa larutan yang masih mengandung
kotoran diumpankan kembali menuju ke mixer, sedangkan liquida ringan berupa
larutan rosin dan turpentine diumpankan pada tangki pemasak (still).
Pada tangki pemasak ini terjadi proses pemisahan rosin dan turpentine
berdasarkan titik didih bahan. Produk atas tangki pemasak berupa turpentine,
kemudian diumpankan pada condenser untuk proses kondensasi. Kondensat dari
condenser kemudian diumpankan pada separator untuk memisahkan uap air, dan
kemudian diumpankan pada tangki dehydrator untuk menguapkan air yang
terkandung pada turpentine. Produk dari dehydrator kemudian ditampung sebagai
produk samping turpentine. Produk bawah tangki pemasak berupa rosin,
II.2. Pemilihan Proses
Berdasarkan uraian proses diatas, maka dapat ditabelkan perbedaan
masing-masing proses sebagai berikut :
Proses Parameter
Amerika Portugal Bahan Baku Pinus Merkusii Pinus Caribaea
Peralatan Sederhana Kompleks
Instrumentasi Murah Mahal
Dari uraian diatas, maka dipilih pembuatan rosin dan turpentine dari getah
pinus dengan proses Amerika, dengan beberapa pertimbangan :
a. Bahan baku yang kontinyu (banyak terdapat di Indonesia)
b. Investasi pabrik lebih murah (peralatan dan instrumentasi sedikit)
c. Utilitas lebih murah (suhu rendah)
d. Produk yang dihasilkan memenuhi kebutuhan pasar.
II.3. Uraian Proses
Pada pra rencana pabrik rosin dan turpentine dengan proses distilasi ini,
dapat dibagi menjadi 3 Unit pabrik, dengan pembagian :
1. Unit Pengendalian Bahan Baku Kode Unit : 100
2. Unit Pemasakan Kode Unit : 200
3. Unit Pengendalian Produk Kode Unit : 300
Adapun uraian proses pembuatan rosin adalah sebagai berikut :
Pertama-tama getah pinus dari supplier ditampung pada tangki getah
getah F-120 yang berfungsi sebagai tangki harian untuk proses produksi, dan
untuk mempermudah proses pengumpanan ke melter, maka pada talang getah
ditambahkan asam oksalat. Campuran getah pinus dan asam oksalat kemudian
diumpankan pada tangki blow-case Q-130 untuk pemanasan awal sampai dengan
suhu 60C dengan tekanan 8 atm yang dijaga dengan cara mengumpankan steam
pada tangki blow-case Q-130. Campuran dari blow-case Q-130 kemudian
diumpankan pada tangki melter Q-210 untuk melarutkan dan melelehkan rosin
dengan penambahan turpentine sehingga dapat mempermudah proses pemisahan
dengan kotoran kasar. Melter Q-210 dioperasikan pada suhu 80C dengan bantuan
steam dari utilitas. Steam yang digunakan pada pabrik ini mempunyai tekanan 9
atm dengan suhu steam 175C.
Campuran kemudian diumpankan pada strain filter H-211 untuk
memisahkan kotoran kasar dengan larutan rosin dan turpentine, dimana kotoran
dibuang ke pengolahan limbah padat, sedangkan rosin dan turpentine diumpankan
ke settler/mixer D-220. Pada settler/mixer, campuran rosin dan turpentine dicuci
dengan air hangat dari utilitas yang dipanaskan pada heater E-231 dan
diendapkan. Campuran kemudian dialirkan melewati filter 75 micron H-221 untuk
proses pemisahan kotoran dan campuran rosin-turpentine, dimana kotoran
diumpankan ke pengolahan limbah padat, sedangkan camouran rosin-turpentine
diumpankan ke tangki pencuci D-230 dengan penambahan air hangat dari utilitas
yang sebelumnya dipanaskan pada heater E-231. Campuran rosin-turpentine
kemudian diumpankan ke dekanter H-233 untuk proses pemisahan
sedangkan campuran rosin-turpentine ditampung pada tangki getah bersih F-240,
yang sebelumnya disaring pada filter 50 micron H-234.
Getah bersih kemudian disaring untuk terakhir kalinya pada filter 1 micron
H-242 dan kemudian diumpankan ke tangki pemasak Q-310. Pada tangki pemasak
Q-310, getah dipanaskan dengan bantuan steam secara langsung (open steam) dan
tidak langsung (close steam). Tangki pemasak bekerja pada tekanan 8,5 atm
dengan suhu 168C. Produk bawah tangki pemasak berupa rosin, kemudian
ditampung pada tangki rosin F-340 yang sebelumnya didinginkan pada cooler
311. Produk atas berupa uap turpentine dan air dikondensasi pada condenser
E-312, kondensat kemudian ditampung pada akumulator F-313 dan kemudian
dipisahkan pada dekanter H-314 untuk memisahkan air dari turpentine. Campuran
turpentine dan air kemudian dikeringkan pada dehydrator D-320, sehingga didapat
turpentine yang bebas air. Turpentine dari dehydrator D-320 kemudian
didistribusikan sebagian sebagai untuk recycle ke melter Q-210 dan sebagian
Kapasitas produksi = 2.000 ton/jam
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram / jam
Satuan panas = kilokalori / jam
1. TALANG GETAH ( F - 120 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dari Tangki Getah (F-110) * Campuran ke Blow-Case (Q-130)
Rosin 2023,0000 Rosin 2023,0000
Turpentine 433,5000 Turpentine 433,5000 Kotoran 289,0000 Kotoran 289,0000
H2O 144,5000 H2O 177,0125
2890,0000 As. Oksalat 3,6125
* As. Oksalat 2926,1250
As. Oksalat 3,6125
H2O 32,5125
36,1250
2. MELTER ( Q - 210 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Blow-Case (Q-130) * Campuran ke Strain Filter (H-211)
Rosin 2023,0000 Rosin 2023,0000
Turpentine 433,5000 Turpentine 1589,5000 Kotoran 289,0000 Kotoran 289,0000
H2O 177,0125 H2O 141,6100
As. Oksalat 3,6125 As. Oksalat 3,6125
2926,1250 4046,7225
* Turpentine dr Dehydrator (D-320) * Uap air
Turpentine 1156,0000 H2O 35,4025
4082,1250 4082,1250
3. STRAIN FILTER ( H - 211 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Melter (Q-210) * Campuran ke Settler/Mixer (D-220)
Rosin 2023,0000 Rosin 2002,7700
Turpentine 1589,5000 Turpentine 1573,6050
Kotoran 289,0000 Kotoran 2,8900
H2O 141,6100 H2O 138,7778
As. Oksalat 3,6125 As. Oksalat 3,5764
4046,7225 3721,6192
* Limbah
Rosin 20,2300
Turpentine 15,8950 Kotoran 286,1100
H2O 2,8322
As. Oksalat 0,0361
325,1033
4. SETTLER / MIXER ( D - 220 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Strain Filter (H-211) * Campuran ke Filter 75micron (H-222)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 Turpentine 1573,6050
Kotoran 2,8900 Kotoran 1,7340
H2O 138,7778 H2O 6,7756
As. Oksalat 3,5764 3584,8846
3721,6192 * Limbah
* Air proses Kotoran 1,1560
H2O 200,0000 H2O 332,0022
As. Oksalat 3,5764
336,7346
3921,6192 3921,6192
5. FILTER 75 MICRON ( H - 222 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Settler/Mixer (D-220) * Campuran ke Tangki Pencuci (D-230)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 Turpentine 1573,6050
Kotoran 1,7340 Kotoran 0,0347
H2O 6,7756 H2O 6,7756
3584,8846 3583,1853
* Limbah
Kotoran 1,6993
6. TANGKI PENCUCI ( D - 230 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Filter 75 micron (H-222) * Campuran ke Dekanter (H-233)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 Turpentine 1573,6050
Kotoran 0,0347 Kotoran 0,0347
H2O 6,7756 H2O 2006,7756
3583,1853 5583,1853
* Air proses
H2O 2000,0000
5583,1853 5583,1853
7. DEKANTER-1 ( H - 233 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Tangki Pencuci (D-230) * Campuran ke Filter 50 micron (H-234)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 Turpentine 1573,6050
Kotoran 0,0347 Kotoran 0,0208
H2O 2006,7756 H2O 40,1355
5583,1853 3616,5313
* Limbah
Kotoran 0,0139
H2O 1966,6401
1966,6540
8. FILTER 50 MICRON ( H - 234 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Dekanter (H-233) * Campuran ke T. Getah Bersih (F-240)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 Turpentine 1573,6050
Kotoran 0,0208 Kotoran 0,0004
H2O 40,1355 H2O 40,1355
3616,5313 3616,5109
* Limbah
Kotoran 0,0204
3616,5313 3616,5313
9. FILTER 1 MICRON ( H - 242 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr T. Getah Bersih (F-240) * Campuran ke Tangki Pemasak (Q-310)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 Turpentine 1573,6050
Kotoran 0,0004 H2O 40,1355
H2O 40,1355 3616,5105
3616,5109 * Limbah
Kotoran 0,0004
10. TANGKI PEMASAK ( Q - 310 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr Filter 1 micron (H-242) * Rosin ke Tangki Rosin (F-340)
Rosin 2002,7700 Rosin 2002,7700
Turpentine 1573,6050 * Turpentine ke Condenser (E-312)
H2O 40,1355 Turpentine 1573,6050
3616,5105 H2O 40,1355
1613,7405
3616,5105 3616,5105
11. CONDENSER ( E - 312 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Uap turpentine dr T. Pemasak (Q-310) * Turpentine ke Dekanter-2 (H-313) Turpentine 1573,6050 Turpentine 1573,6050
H2O 40,1355 H2O 40,1355
1613,7405 1613,7405
1613,7405 1613,7405
12. DEKANTER-2 ( H - 314 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Turpentine dr Condenser (E-311) * Turpentine ke Dehydrator (D-320) Turpentine 1573,6050 Turpentine 1573,6050
H2O 40,1355 H2O 0,8027
1613,7405 1574,4077 * Limbah cair
H2O 39,3328
39,3328
13. DEHYDRATOR ( D - 320 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Turpentine dr Dekanter-2 (H-313) * Turpentine ke T. Turpentine (F-330) Turpentine 1573,6050 Turpentine 1573,6050 H2O 0,8027 * H2O terserap silica gel
1574,4077 H2O 0,8027
1574,4077 1574,4077
12. SPLIT FLOW RECYCLE TURPENTINE
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Turpentine dr Dehydrator (D-320) * Turpentine ke T. Turpentine (F-330) Turpentine 1573,6050 Turpentine 417,6050
* Turpentine ke Melter (Q-210)
Turpentine 1156,0000
Satuan massa = kilogram / jam Satuan panas = kilokalori / jam
Waktu operasi = 24 jam / hari ; 330 hari / tahun
1. BLOW CASE ( Q - 130 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
Campuran dari Tangki Getah (F-110) Campuran ke Melter (Q-210)
Rosin 3834,8718 Rosin 27958,4982
Turpentine 639,2850 Turpentine 4774,2375
Kotoran 235,7556 Kotoran 1745,9652
H2O 395,5276 H2O 2777,7399
As. Oksalat 4,6874 As. Oksalat 33,6378
5110,1274 37290,0786
* Q steam 33873,6328 * Q loss 1693,6816
2. MELTER ( Q - 210 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Blow-Case (Q-130) * Campuran ke Strain Filter (H-211) Rosin 27958,4982 Rosin 45076,2892 Turpentine 4774,2375 Turpentine 28631,3363 Kotoran 1745,9652 Kotoran 2842,2510
H2O 2777,7399 H2O 3500,0045
As. Oksalat 33,6378 As. Oksalat 53,7032
37290,0786 80103,5842
* Turpentine dr Dehydrator (D-320) * Uap air
Turpentine 4512,2250 H2O 20022,2946
* Q steam 61393,2371 * Q loss 3069,6619
103195,5407 103195,5407
3. STRAIN FILTER ( H - 211 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Melter (Q-210) * Campuran ke Settler/Mixer (D-220) Rosin 45076,2892 Rosin 42894,6978 Turpentine 28631,3363 Turpentine 27208,2697 Kotoran 2842,2510 Kotoran 27,3865
H2O 3500,0045 H2O 3304,4632
As. Oksalat 53,7032 As. Oksalat 51,1558
80103,5842 73485,9730
* Limbah
Rosin 433,3648
Turpentine 274,8881 Kotoran 2702,2331
H2O 67,4617
As. Oksalat 0,6427
3478,5904
* Q loss 3139,0208
4. SETTLER / MIXER ( D - 220 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Strain Filter (H-211) * Campuran ke Filter 75micron (H-222) Rosin 42894,6978 Rosin 43759,0735 Turpentine 27208,2697 Turpentine 27775,6968
Kotoran 27,3865 Kotoran 16,8646
H2O 3304,4632 H2O 164,4327
As. Oksalat 51,1558 71716,0676
73485,9730 * Limbah
* Air proses Kotoran 11,2431
H2O 4943,1507 H2O 6555,4947
As. Oksalat 52,1615
6618,8993
* Q terserap 94,1568
78429,1237 78429,1237
5. FILTER 75 MICRON ( H - 222 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Settler/Mixer (D-220) * Campuran ke Tangki Pencuci (D-230) Rosin 43759,0735 Rosin 42032,2452 Turpentine 27775,6968 Turpentine 26642,6939
Kotoran 16,8646 Kotoran 0,4496
H2O 164,4327 H2O 158,3070
71716,0676 68833,6957
* Limbah
Kotoran 15,7343
* Q loss 2866,6376
6. HEATER ( E - 231 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Air pencuci dari utilitas * Air pencuci ke T. Pencuci (D - 230)
H2O 4915,7810 H2O 54374,2569
* Q steam 52061,5536 * Q loss 2603,0777
56977,3346 56977,3346
7. TANGKI PENCUCI ( D - 230 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Filter 75 micron (H-222) * Campuran ke Dekanter (H-233)
Rosin 42032,2452 Rosin 43326,6204 Turpentine 26642,6939 Turpentine 27491,7518
Kotoran 0,4496 Kotoran 0,4638
H2O 158,3070 H2O 48237,3399
68833,6957 119056,1759
* Air proses
H2O 54374,2569 * Q loss 4151,7767
123207,9526 123207,9526
8. DEKANTER-1 ( H - 233 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Tangki Pencuci (D-230) * Campuran ke Filter 50 micron (H-234) Rosin 43326,6204 Rosin 41601,7815 Turpentine 27491,7518 Turpentine 26360,7159
Kotoran 0,4638 Kotoran 0,2966
H2O 48237,3399 H2O 928,4888
119056,1759 68891,2828
* Limbah
Kotoran 0,1483
H2O 45494,9480
45495,0963
* Q loss 4669,7968
9. FILTER 50 MICRON ( H - 234 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Dekanter (H-233) * Campuran ke T. Getah Bersih (F-240) Rosin 41601,7815 Rosin 39884,9670 Turpentine 26360,7159 Turpentine 25237,4324
Kotoran 0,2966 Kotoran 0,1421
H2O 928,4888 H2O 892,2322
68891,2828 66014,7737
* Limbah
Kotoran 0,2841
* Q loss 2876,2250
68891,2828 68891,2828
10. TANGKI GETAH BERSIH ( F - 240 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Filter 50 micron (H-234) * Campuran ke Filter 1 micron (H-242) Rosin 39884,9670 Rosin 38176,1769 Turpentine 25237,4324 Turpentine 24122,1326
Kotoran 0,1421 Kotoran 0,1359
H2O 892,2322 H2O 855,9980
66014,7737 63154,4434
* Q loss 2860,3303
11. FILTER 1 MICRON ( H - 242 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr T. Getah Bersih (F-240) * Campuran ke Tangki Pemasak (Q-310) Rosin 38176,1769 Rosin 36475,4111 Turpentine 24122,1326 Turpentine 23014,5852
Kotoran 0,1359 H2O 819,7637
H2O 855,9980 60309,7600
63154,4434 * Limbah
Kotoran 0,1297
* Q loss 2844,5537
63154,4434 63154,4434
12. TANGKI PEMASAK ( Q - 310 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr Filter 1 micron (H-242) * Rosin ke Cooler (E-311)
Rosin 36475,4111 Rosin 128345,2133 Turpentine 23014,5852 * Turpentine ke Condenser (E-312)
H2O 819,7637 Turpentine 194541,1875
60309,7600 H2O 24273,5359
218814,7234
* Q steam 301947,5544 * Q loss 15097,3777
362257,3144 362257,3144
13. COOLER ( E - 311 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Rosin dr Tangki Pemasak (Q-310) * Rosin ke Tangki Rosin (F-340)
Rosin 128345,2133 Rosin 11548,6414 * Q terserap 116796,5719
13. CONDENSER ( E - 312 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Uap turpentine dr T. Pemasak (Q-310) * Turpentine ke Dekanter-2 (H-313) Turpentine 194541,1875 Turpentine 115883,1061 H2O 24273,5359 H2O 21936,3041
218814,7234 137819,4102 * Q terserap 80995,3132
218814,7234 218814,7234
14. DEKANTER-2 ( H - 314 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Turpentine dr Condenser (E-311) * Turpentine ke Dehydrator (D-320) Turpentine 7118,5261 Turpentine 6142,3061
H2O 269,3376 H2O 4,6679
7387,8637 6146,9740 * Limbah cair
H2O 228,7031
* Q loss 1012,1866
Satuan massa : Kilogram Satuan massa : Kilokalori Basis Operasi : 1 jam operasi
1 tahun kerja : 330 hari (1 hari kerja : 24 jam)
1. TANGKI GETAH ( F - 110 )
Fungsi : menampung getah dari koperasi
Type : silinder tegak , tutup atas datar dan tutup bawah conis Dasar Pemilihan : Umum digunakan pada tekanan atmospheric
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = 30C (suhu kamar)
- Waktu penyimpanan = 7 hari
Spesifikasi :
Volume : 4935 cuft = 140 m3 Diameter : 18 ft
Tinggi : 18 ft Tebal shell : 3/8 in Tebal tutup atas : 3/8 in Tebal tutup bawah : 3/8 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 4 buah
inlet
2. TALANG GETAH ( F - 120 )
Fungsi : menampung getah selama 1 jam proses
Type : silinder tegak , tutup atas datar dan tutup bawah conis Dasar Pemilihan : Umum digunakan pada tekanan atmospheric
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = 30C (suhu kamar)
- Waktu penyimpanan = 1 jam
Spesifikasi :
Volume : 95 cuft = 4 m3 Diameter : 5 ft
Tinggi : 5 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
3. BLOW-CASE ( Q - 130 )
Fungsi : menampung dan memindahkan getah ke melter Type : silinder tegak , tutup atas dish dan tutup bawah conis Dasar Pemilihan : umum digunakan untuk bahan liquid
Kondisi Operasi : - Tekanan = 8 atm (FAO) - Suhu = 60C (Perhutani)
- Waktu proses = 1 jam
inlet
Outlet
Spesifikasi :
Volume : 163 cuft = 5 m3 Diameter : 5 ft
Tinggi : 10 ft Tebal shell : 5/8 in Tebal tutup atas : 7/8 in Tebal tutup bawah : 5/8 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
4. MELTER ( Q - 210 )
Fungsi : Melelehkan dan melarutkan rosin dan turpentine. Type : silinder tegak , tutup atas dish dan tutup bawah conis dilengkapi sparger
Dasar Pemilihan : umum digunakan untuk bahan liquid Kondisi Operasi : - Tekanan = 4 atm (FAO)
- Suhu = 80C (Perhutani) - Waktu proses = 1 jam
Spesifikasi : Dimensi tangki :
Volume : 257 cuft Diameter : 5 ft
Tinggi : 10 ft Tebal shell : 3/16 in Tebal tutup atas : ½ in Tebal tutup bawah : 3/8 in
Sistem Sparger :
Type : Standard Perforated Pipe Bahan konstruksi : commercial steel
Diameter lubang : 4,27 mm Jumlah cabang : 20 buah Lubang tiap cabang : 91 buah
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
5. STRAIN FILTER ( H - 211 )
Fungsi : Memisahkan kotoran dari larutan rosin dan turpentine. Type : Basket Filter Strainer
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi.
Spesifikasi :
6. SETTLER / MIXER ( D - 220 )
Fungsi : Memisahkan kotoran dari larutan rosin dan turpentine. Type : silinder tegak , tutup atas dish dan tutup bawah conis Dasar Pemilihan : umum digunakan untuk bahan liquid
Kondisi Operasi : - Tekanan = 1 atm (tekanan atmosfer) - Suhu = suhu bahan
- Waktu proses = 1 jam
Spesifikasi :
Volume : 180 cuft = 6 m3 Diameter : 5 ft
Tinggi : 10 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
7. POMPA - 1 ( L - 221 )
Fungsi : Memindahkan bahan dari D-220 ke D-230 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk viskositas < 10 cP dan tekanan yang rendah. Outlet
inlet
5ft
Z
P2
V2
Z1
Z2
reference plane 3ft
2ft
15ft
A = Suction Head B = Discharge Head Elbow 90o = 4 buah
Pipa Lurus = 55 ft
Z = 10 ft P1
V1
Spesifikasi :
Bahan konstruksi : Commercial Steel Rate Volumetrik : 16,30 gpm
Total DynamicHead : 38,07 ft.lbf/lbm
Effisiensi motor : 80%
Power : 1,5 hp = 1,2 kW Jumlah : 1 buah
8. FILTER 75 MICRON ( H - 222 )
Fungsi : Memisahkan kotoran dari larutan rosin dan turpentine. Type : Basket Filter Strainer
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi.
Spesifikasi :
9. TANGKI PENCUCI ( D - 230 )
Fungsi : Memisahkan kotoran dari larutan rosin dan turpentine. Type : silinder tegak , tutup atas dish dan tutup bawah conis Dasar Pemilihan : umum digunakan untuk bahan liquid
Kondisi Operasi : - Tekanan = 1 atm (tekanan atmosfer) - Suhu operasi : 70-80oC (Perhutani) - Waktu proses = 1 jam
Spesifikasi :
Volume : 253 cuft = 8 m3 Diameter : 5 ft
Tinggi : 10 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
10. HEATER ( E - 231 )
Fungsi : Memanaskan bahan dari 30C menjadi 80C
Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube) Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar.
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = 80C (Perhutani)
- Waktu proses= continuous
Spesifikasi :
Tube : OD = ¾ in ; 16 BWG Panjang = 16 ft
Pitch = 1 in square Jumlah Tube , Nt = 52
Passes = 2 Shell : ID = 10,0 in
Passes = 1
Bahan konstruksi shell = Carbon steel Heat Exchanger Area , A = 163,3 ft2 = 16 m2 Jumlah exchanger = 1 buah
11. POMPA - 2 ( L - 232 )
Fungsi : Memindahkan bahan dari D-230 ke H-233 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk viskositas < 10 cP dan tekanan yang rendah.
5ft
Z
P2
V2
Z1
Z2
reference plane
30ft
3ft 2ft
25ft
A = Suction Head B = Discharge Head Elbow 90o = 4 buah
Pipa Lurus = 65 ft
Z = 20 ft P1
V1
Spesifikasi :
Bahan konstruksi : Commercial Steel Rate Volumetrik : 25,10 gpm
Total DynamicHead : 50,62 ft.lbf/lbm
Effisiensi motor : 80%
Power : 1,5 hp = 1,2 kW Jumlah : 1 buah
12. DEKANTER - 1 ( H - 233 )
Fungsi : memisahkan liquid-liquid berdasarkan berat jenis Type : silinder horizontal dengan tutup dished
Dasar Pemilihan : efisien untuk pemisahan liquid-liquid
Spesifikasi :
Volume : 252 cuft = 8 M3 Diameter : 5 ft
Panjang : 15 ft Tebal shell : 3/16 in Tebal tutup : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
13. FILTER 50 MICRON ( H - 234 )
Fungsi : Memisahkan kotoran dari larutan rosin dan turpentine. Type : Basket Filter Strainer
Spesifikasi :
Model : DL-1P4S Kapasitas : 10 ton/jam Ukuran filter : 50 micron Diameter : 160 mm Panjang : 180 mm Inlet-Outlet diameter : 25 mm Tebal : 2 mm Bahan konstruksi : Stainless Steel Jumlah : 1 buah
14. TANGKI GETAH BERSIH ( F - 240 ) Fungsi : menampung getah bersih dari filter
Type : silinder tegak , tutup atas dish dan tutup bawah conis Dasar Pemilihan : umum digunakan untuk bahan liquid
Kondisi Operasi : - Tekanan = 1 atm (tekanan atmosfer) - Suhu = suhu bahan
- Waktu proses = 1 jam
Spesifikasi :
Volume : 165 cuft = 5 m3 Diameter : 5 ft
Tinggi : 10 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
15. POMPA - 3 ( L - 241 )
Fungsi : Memindahkan bahan dari F-240 ke Q-310 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk viskositas < 10 cP dan tekanan yang rendah.
Spesifikasi :
Bahan konstruksi : Commercial Steel Rate Volumetrik : 16,50 gpm
Total DynamicHead : 68,34 ft.lbf/lbm
Effisiensi motor : 80%
Power : 1,5 hp = 1,2 kW Jumlah : 1 buah
5ft
Z
P2 V2
Z1
Z2
reference plane
30ft
3ft 2ft
45ft
A = Suction Head B = Discharge Head Elbow 90o = 4 buah
Pipa Lurus = 85 ft
Z = 40 ft P1
V1
16. FILTER 1 MICRON ( H - 242 )
Fungsi : Memisahkan kotoran dari larutan rosin dan turpentine. Type : Basket Filter Strainer
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi.
Spesifikasi :
Model : DL-1P4S Kapasitas : 10 ton/jam Ukuran filter : 1 micron Diameter : 160 mm Panjang : 180 mm Inlet-Outlet diameter : 25 mm Tebal : 2 mm Bahan konstruksi : Stainless Steel Jumlah : 1 buah
17. TANGKI PEMASAK ( Q - 310 ) Fungsi : Memisahkan rosin dan turpentine.
Type : Silinder vertikal, tutup atas dished dan tutup bawah conical dilengkapi sparger dan coil pemanas.
Dimensi Shell :
Diameter Shell , inside : 8 ft
Tinggi Shell : 16 ft
Dimensi tutup :
Tebal tutup atas (dished) : 1 3/8 in
Tinggi tutup atas : 1,08 ft
Tebal tutup bawah (conis) : 7/8 in
Tinggi tutup bawah : 0,90 ft
Sistem Sparger :
Type : Standard Perforated Pipe Bahan konstruksi : commercial steel
Diameter lubang : 4,27 mm Jumlah cabang : 20 buah Lubang tiap cabang : 143 buah Coil :
Ukuran nominal : ¼ in standar IPS sch. 40 Panjang helical : 6,0 ft
Jumlah lilitan : 26 lilitan Tinggi Coil : 4,3 ft
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah tangki : 2 buah (1 standby-running)
18. COOLER ( E - 311 )
Fungsi : Mendinginkan bahan dengan suhu operasi 40C Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube) Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar.
Kondisi Operasi : - Tekanan = 1 atm (tekanan atmosfer) - Suhu = 40C (suhu kamar)
Spesifikasi :
Tube : OD = ¾ in ; 16 BWG Panjang = 16 ft
Pitch = 1 in square Jumlah Tube , Nt = 124
Passes = 2 Shell : ID = 15,25 in
Passes = 1
Heat Exchanger Area , A = 389,5 ft2 = 37 m2 Bahan konstruksi shell = Carbon steel Jumlah exchanger = 1 buah
19. CONDENSER ( F - 312 )
Fungsi : Mengkondensasi bahan dengan suhu operasi 40C Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube) Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar.
Kondisi Operasi : - Tekanan = 1 atm (tekanan atmosfer) - Suhu = 40C (suhu kamar)
- Sistem kerja = kontinyu
Spesifikasi :
Tube : OD = ¾ in ; 16 BWG Panjang = 16 ft
Pitch = 1 in square Jumlah Tube , Nt = 76
Shell : ID = 12,0 in Passes = 1
Heat Exchanger Area , A = 238,7 ft2 = 23 m2 Bahan konstruksi shell = Carbon steel Jumlah exchanger = 1 buah
20. AKUMULATOR ( H - 313 )
Fungsi : menampung sementara kondensat dari kondensor Type : silinder horizontal dengan tutup dished
Dasar Pemilihan : efisien untuk kapasitas kecil
Spesifikasi :
Volume : 15 cuft = 1 M3 Tekanan : 1 atm absolut Diameter : 2 ft
Panjang : 6 ft Tebal shell : 3/16 in Tebal tutup : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
21. DEKANTER - 2 ( E - 314 )
Fungsi : memisahkan liquid-liquid berdasarkan berat jenis Type : silinder horizontal dengan tutup dished
Spesifikasi :
Volume : 84 cuft = 3 M3 Diameter : 4 ft
Panjang : 12 ft Tebal shell : 3/16 in Tebal tutup : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 1 buah
22. DEHYDRATOR ( D - 320 )
Fungsi : Menyerap air dalam turpentine.
Type : silinder tegak , tutup bawah dan tutup atas dish dilengkapi dengan : packing silica dan sparger Dasar Pemilihan : Umum digunakan untuk proses penyerapan air Kondisi operasi : * Tekanan operasi = 1 atm (tekanan atmosfer)
* Suhu operasi = suhu kamar * Sistem kerja = kontinyu
Inlet
Outlet Silica gel
Spesifikasi : Dimensi tangki :
Volume : 2 cuft = 1 M3 Diameter : 1 ft
Tinggi : 3 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in Sistem Sparger :
Type : Standard Perforated Pipe Bahan konstruksi : commercial steel
Diameter lubang : 4,28 mm Jumlah cabang : 20 buah Lubang tiap cabang : 19 buah
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah kolom : 2 buah
23. POMPA - 4 ( L - 321 )
Fungsi : Memindahkan bahan dari D-320 ke F-330 dan Q-210 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk viskositas < 10 cP dan tekanan yang rendah.
5ft
Z
P2 V2
Z1 Z2
reference plane
70ft
3ft 2ft
50ft
A = Suction Head B = Discharge Head Elbow 90o = 6 buah
Tee valve = 1 buah Pipa Lurus = 173 ft
Z = 45 ft P1
V1
A B
P2 V2 3ft
2ft
13ft
Spesifikasi :
Bahan konstruksi : Commercial Steel Rate Volumetrik : 8,10 gpm
Total DynamicHead : 83,73 ft.lbf/lbm
Effisiensi motor : 80%
Power : 1,5 hp = 1,2 kW Jumlah : 1 buah
24. TANGKI TURPENTINE ( F - 330 )
Fungsi : menampung produk turpentine
Type : silinder tegak , tutup bawah datar dan tutup atas dish Dasar Pemilihan : Umum digunakan untuk liquid pada tekanan atmospheric Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 30C (suhu kamar) - Waktu penyimpanan = 7 hari
Spesifikasi :
Volume : 1890 cuft = 54 m3 Diameter : 13 ft
Tinggi : 13 ft Tebal shell : 3/8 in Tebal tutup atas : 3/8 in Tebal tutup bawah : ¼ in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 2 buah
Masuk
25. TANGKI ROSIN ( F - 340 )
Fungsi : menampung produk rosin
Type : silinder tegak , tutup atas dan tutub bawah datar
Dasar Pemilihan : Umum digunakan untuk liquid pada tekanan atmospheric Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 30C (suhu kamar) - Waktu penyimpanan = 7 hari
Spesifikasi :
Volume : 6930 cuft = 197 m3 Diameter : 21 ft
Tinggi : 21 ft Tebal shell : 3/8 in Tebal tutup atas : 3/8 in Tebal tutup bawah : ¼ in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah : 2 buah
TANGKI PEMASAK ( Q - 310 )
Fungsi : Memisahkan rosin dan turpentine.
Type : Silinder vertikal, tutup atas dished dan tutup bawah conical
dilengkapi sparger dan coil pemanas.
Operasi : Batch
Kondisi Operasi :
Kondisi operasi : * Tekanan operasi : 8,5 atm (FAO)
* Suhu operasi : 168oC (Perhutani)
* Waktu operasi : 2 jam (Perhutani)
Q - 310
Feed
Rosin
Closed
Steam
Open
Steam
Kondisi feed :
1. Campuran rosin dan turpentine dr filter 1 micron H-242 :
Komponen Berat (kg) Fraksi berat bahan (gr/cc) Literatur
Rosin 2002,7700 0,5538 1,080 Sherwood
Turpentine 1573,6050 0,4351 0,860 Sherwood
H2O 40,1355 0,0111 1,000 Perry 7ed,T.2-1
3616,5105 1,0000
Rate massa = 3616,5105 kg/jam = 7972,9590 lb/jam (1 kg = 2,2046 lb)
campuran = 62,43
komponen berat fraksi 1
= 61,0 lb/cuft campuran =1 0,0111 0,860 0,4351 1,080 0,5538 1
= 0,97 gr/cc
= 0,97 gr/cc x 62,43 = 60,6 lb/cuft
Rate volumetrik =
cuft / lb jam / lb densitas massa rate = 60,6 7972,9590
= 132 cuft/jam
2. Steam dari utilitas :
Kebutuhan steam total = 458 kg/jam
Kebutuhan open steam = kebutuhan closed steam = 50% x 458 kg/jam
= 229 kg/jam
Rate massa = 229,0000 kg/jam = 504,8534 lb/jam
steam = 3,342 lb/cuft (steam table : saturated liquid)
rate volumetrik= cuft / lb jam / lb densitas massa rate = 3,342 504,8534
1. PERENCANAAN DIMENSI TANGKI
Total rate volumetrik bahan masuk :
Rate volumetrik = 132 + 152 (cuft/jam) = 284 cuft/jam
campuran = 60,6 lb/cuft
Waktu operasi = 2 jam (Perhutani)
Direncanakan digunakan 1 buah tangki untuk 1 kali batch.
Volume bahan =
gki tan jumlah
proses waktu volumterik
rate
=
gki tan 1
jam 2 ) jam / cuft (
284
= 568 cuft
Asumsi volume bahan mengisi 80 % volume tangki. (faktor keamanan)
Volume tangki = 568 x (100/80) = 710 cuft
Menentukan ukuran tangki dan ketebalannya
Diambil dimension ratio D H
= 2 (Ulrich ; T.4-27 : 248)
Volume tangki = Volume shell + Volume dished + Volume conical
Volume tangki = ¼ . D2 . H + 0,000346 D3 + 0,000263 D3
710 = ¼ . D2 . 2 D + 0,000346 D3 + 0,000263 D3
D = 8 ft = 96 in
Penentuan tebal shell :
Menentukan tebal minimum shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
t min = C
P 6 , 0 fE
ri P
[Brownell,pers.13-1,hal.254]
dengan : t min = tebal shell minimum; in
P = tekanan tangki ; psi
ri = jari-jari tangki ; in ( ½ D )
C = faktor korosi ; in (digunakan 1/8 in)
E = faktor pengelasan, digunakan double welded, E = 0,8
f = stress allowable, bahan konstruksi Carbon Steel SA-283
grade C, maka f = 12650 psi [Brownell,T.13-1]
P operasi = 8,5 atm = 8,5 x 14,7 = 125,0 psi
P design diambil 10% berlebih dari P operasi.
P design = P operasi + (110% P operasi) = 125 + (10% x 125) = 138 psi
R = ½ D = ½ x 96 = 48 in
t min =
0,125138 6 , 0 80 , 0 12650
48 138
= 0,785 in,
Dimensi tutup atas, standard dished :
Untuk D = 96 in, didapat rc = 96 in (Brownell & Young, T-5.7)
digunakan persamaan 13.12 dari Brownell & Young.
Tebal standard torispherical dished (atas) :
th =
P 1 , 0 fE
rc P 885 , 0
+ C [Brownell & Young; pers.13.12]
dengan : th = tebal dished minimum ; in
P = tekanan tangki ; psi
rc = crown radius ; in [B&Y,T-5.7] C = faktor korosi ; in (diambil 1/8 in)
E = faktor pengelasan, digunakan double welded butt joint. faktor pengelasan, E = 0,8
f = stress allowable, bahan konstruksi Carbon Steel SA-283 grade C, maka f = 12650 psi [Brownell,T.13-1]
P design = 138 psi
th =
12650 0,8
0,1 138
96 138 885 , 0
+ 0,125 = 1,286 in , digunakan t = 1 3/8 in
h = rc -
4 D rc
2 2
= 1,08 ft
C a
t r
ID sf
b icr
OA
Tutup bawah, conis :
Tebal conical =
C0,6P -fE cos 2 D . P
[Brownell,hal.118; ASME Code]
dengan = ½ sudut conis = 30/2 = 15
tc =
81 138 6 , 0 8 , 0 12650 15 cos 2 96 138
o
0,808 in = 7/8 in
Tinggi conical :
h =
2 m D tg
[Hesse, pers.4-17]
Keterangan : = ½ sudut conis ; 15
D = diameter tangki ; ft
m = flat spot center ; 12 in = 1 ft
maka h =
21 D 15
tg o = 2 7 268 , 0
2. PERENCANAAN SISTEM SPARGER
Perhitungan Sparger (Perforated Pipe) untuk steam : Total rate massa = 229,0000 kg/jam = 504,8534 lb/jam
steam = 3,342 lb/cuft
Rate volumetrik =
cuft / lb jam / lb densitas massa
= 20 cuft/jam = 0,3 cuft/mnt
Berdasarkan Peter 4ed , fig. 14-2 , halaman 498 ,dengan asumsi aliran turbulen didapat : ID optimum = 0,6 in , maka digunakan pipa ukuran = ½ in sch. 40 Dari Foust , App. C-6a , didapatkan :
OD = 0,840 in
ID = 0,622 in = 0,052 ft A = ¼ Dp2 = 0,0018 ft2
Kecepatan aliran , V =
60 1 ft
cuft/menit
2 = 2,8 ft/dt
dengan : = 0,0535 cp = 0,00003597 lb/ft.dt (berdasarkan sg bahan)
NRe =
V D
= 13483 > 2100
dengan NRe > 2100 untuk menentukan diameter sparger digunakan persamaan
6.3 dari Treybal halaman 141 : dp = 0,0233 x NRe–0,5
dengan : dp = diameter sparger ; ft d = diameter pipa (ID) ; ft
dp = 0,0233 x (NRe)–0,5 = 0,014 ft = 4,27 mm (1 ft = 304,8 mm)
[ukuran diameter (minimum) = 1,6 mm = 0,01 ft]
Untuk pemasangan sejajar atau segaris pada pipa, jarak interface ( C ) dianjurkan minimal menggunakan jarak 3 dp. maka C = 3 x 0,014 ft = 0,042 ft
Panjang pipa direncanakan 0,75 Diameter shell = 0,75 x 8 ft = 6 ft Posisi sparger direncanakan disusun bercabang 20.
maka banyaknya lubang =
C
Cabang Pipa
Panjang
2858 lubang
Jumlah lubang tiap cabang =
cabang ang lub Jumlah
3. PERENCANAAN SISTEM PEMANAS
Perhitungan sistem penjaga suhu : ( Kern , hal 723 )
Pemanasan ; hc = 0,00235 x NRe0,7 (Kern; pers. 20.6a)
Pendinginan ; hc = 0,0022 x NRe0,7 (Kern; pers. 20.6b) bahan = 60,6 lb/cuft
D tangki = 8 ft
Asumsi kecepatan aliran media penjaga suhu = 10 ft/dt [Kern, T.12, hal. 845]
sg bahan =
cuft / lb 43 , 62
cuft / lb 60 , 60
reference bahan
= 0,971
bahan = reference
reference bahan
sg sg
= 0,00083 lb/ft.jam
NRe =
D V
= 5840964
Untuk proses pemanasan :
hc = 0,00235 x (NRe)0,7 = 128,2 Btu/jam.ft2.oF (Kern; pers. 20.6b)
Digunakan standard steel pipe (schedule no. 40) dengan ukuran :
Nominal pipe size, IPS = ¼ in
Outside Diameter pipe, OD = 0,540 in
Inside Diameter pipe, ID = 0,364 in
Asumsi diameter helical = 75% Diameter tangki = 75% x 8 = 6 ft
Suhu masuk = 70,5C (159F)
Suhu proses = 168C (334F)
hio untuk steam = 1500 Btu/jam.ft2.F
UC =
hio hc
hio hc
= 118,2 Btu/jam.ft2
.F
RD = 0,001 [Kern : tabel 12 ; untuk media air ]
hD = 1 / RD = 1 / 0,001 = 1000,0
UD =
D C
D C
h U
h U
= 105,8 Btu/jam.ft2
.F
Dari neraca panas :
Q = 301947,5544 kkal/jam = 1198205 Btu/jam
t = 176F
A = t U
Q D
64,6 ft2
Perhitungan jumlah lilitan coil :
Dari Kern ; tabel 11 didapat = external surface per linier feet = 0,0009 ft2/linier ft
A = . Do . Ltotal = x 0,54 x Ltotal
Ltotal = 457,2 ft
Diameter helical = 75 % Diameter tangki = 6 ft
Jumlah lilitan =
Helical total
D L
24,3 buah
Tinggi total coil = n.Do + (n-1)S + Hi
dimana : n = jumlah lilitan
S = 2 ~ 4 OD, diambil S = 2 x OD = 2 x 0,54 = 1,08
Hi = diambil 10 in
Tinggi total coil = (26 x 0,54 ) + ((26 – 1 ) x 1,08) + 10 = 51,040 in
= 4,3 ft
Tinggi liquid dalam tangki = 80% x 16 ft = 13 ft
Diameter luar coil, OD = 0,540 in = 0,045 ft
Panjang total coil, L = 457,2 ft
Volume coil = 1/4 . D2 . L = 1/4 . 0,045 2 . 457,2 = 0,727 cuft
Volume tangki = 710 cuft
Spesifikasi :
Fungsi : Memisahkan rosin dan turpentine.
Type : Silinder vertikal, tutup atas dished dan tutup bawah conical dilengkapi sparger dan coil pemanas.
Operasi : Batch Dimensi Shell :
Diameter Shell , inside : 8 ft Tinggi Shell : 16 ft Tebal Shell : 7/8 in Dimensi tutup :
Tebal tutup atas (dished) : 1 3/8 in Tinggi tutup atas : 1,08 ft Tebal tutup bawah (conis) : 7/8 in Tinggi tutup bawah : 0,90 ft Sistem Sparger :
Type : Standard Perforated Pipe Bahan konstruksi : commercial steel
Diameter lubang : 4,27 mm Jumlah cabang : 20 buah Lubang tiap cabang : 143 buah Coil :
Ukuran nominal : ¼ in standar IPS sch. 40 Panjang helical : 6,0 ft
Jumlah lilitan : 26 lilitan Tinggi Coil : 4,3 ft
VII.1. Instrumentasi
Dalam rangka pengoperasian pabrik, pemasangan alat-alat instrumentasi
sangat dibutuhkan dalam memperoleh hasil produksi yang optimal. Pemasangan
alat-alat instrumentasi disini bertujuan sebagai pengontrol jalannya proses
produksi dari peralatan-peralatan pada awal sampai akhir produksi. dimana
dengan alat instrumentasi tersebut, kegiatan maupun aktifitas tiap-tiap unit dapat
tercatat kondisi operasinya sehingga sesuai dengan kondisi operasi yang
dikehendaki, serta mampu memberikan tanda-tanda apabila terjadi penyimpangan
selama proses produksi berlangsung.
Pada uraian diatas dapat disederhanakan bahwa dengan adanya alat
instrumentasi maka :
1. Proses produksi dapat berjalan sesuai dengan kondisi-kondisi yang
telah ditentukan sehingga diperoleh hasil yang optimum.
2. Proses produksi berjalan sesuai dengan efisiensi yang telah
ditentukan dan kondisi proses tetap terjaga pada kondisi yang sama.
3. Membantu mempermudah pengoperasian alat.
4. Bila terjadi penyimpangan selama proses produksi, maka dapat
segera diketahui sehingga dapat ditangani dengan segera.
Adapun variabel proses yang diukur dibagi menjadi 3 bagian, yaitu :
1. Variabel yang berhubungan dengan energi, seperti temperatur,
tekanan, dan radiasi.
2. Variabel yang berhubungan dengan kuantitas dan laju, seperti pada
kecepatan aliran fluida, ketinggian liquid dan ketebalan.
3. Variabel yang berhubungan dengan karakteristik fisika dan kimia,
seperti densitas, kandungan air.
Yang harus diperhatikan didalam pemilihan alat instrumentasi adalah :
- Level, Range dan Fungsi dari alat instrumentasi.
- Akurasi hasil pengukuran.
- Bahan konstruksi material.
- Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang
berlangsung.
- Mudah diperoleh di pasaran.
- Mudah dipergunakan dan mudah diperbaiki jika rusak.
Instrumentasi yang ada dipasaran dapat dibedakan dari jenis
pengoperasian alat instrumentasi tersebut, yaitu alat instrumentasi manual atau
otomatis. Pada dasarnya alat-alat kontrol yang otomatis lebih disukai dikarenakan
pengontrolannya tidak terlalu sulit, kontinyu, dan efektif, sehingga menghemat
tenaga kerja dan waktu. Akan tetapi mengingat faktor-faktor ekonomis dan
investasi modal yang ditanamkan pada alat instrumentasi berjenis otomatis ini,
maka pada perencanaan pabrik ini sedianya akan menggunakan kedua jenis alat
Adapun fungsi utama dari alat instrumentasi otomatis adalah :
- Melakukan pengukuran.
- Sebagai pembanding hasil pengukuran dengan kondisi yang ditentukan.
- Melakukan perhitungan.
- Melakukan koreksi.
Alat instrumentasi otomatis ini dapat dibagi menjadi tiga jenis, yaitu :
1. Sensing / Primary Element / Sensor.
Alat kontrol ini langsung merasakan adanya perubahan pada
variabel yang diukur, misalnya temperatur. Primary Element
merubah energi yang dirasakan dari media yang sedang dikontrol
menjadi sinyal yang bisa dibaca (misalnya dengan tekanan fluida).
2. Recieving Element / Elemen Pengontrol.
Alat kontrol ini akan mengevaluasi sinyal yang didapat dari sensing
element dan diubah menjadi data yang bisa dibaca (perubahan data
analog menjadi digital), digambarkan dan dibaca oleh error
detector. Dengan demikian sumber energi bisa diatur sesuai dengan
perubahan-perubahan yang terjadi.
3. Transmitting Element.
Alat kontrol ini berfungsi sebagai pembawa sinyal dari sensing
element ke receiving element. Alat kontrol ini mempunyai fungsi
untuk merubah data bersifat analog (tidak terlihat) menjadi data
Disamping ketiga jenis tersebut, masih terdapat peralatan pelengkap
yang lain, yaitu : Error Detector Element, alat ini akan membandingkan besarnya
harga terukur pada variabel yang dikontrol dengan harga yang diinginkan dan
apabila terdapat perbedaan alat ini akan mengirimkan sinyal error. Amplifier akan
digunakan sebagai penguat sinyal yang dihasilkan oleh error detector jika sinyal
yang dikeluarkan lemah. Motor Operator Sinyal Error yang dihasilkan harus
diubah sesuai dengan kondisi yang diinginkan, yaitu dengan penambahan variabel
manipulasi. Kebanyakan sistem kontrol memerlukan operator atau motor untuk
menjalankan Final Control Element. Final Control Element adalah untuk
mengoreksi harga variabel manipulasi.
Macam instrumentasi pada suatu perencanaan pabrik misalnya :
1. Flow Control ( F C )
Mengontrol aliran setelah keluar suatu alat.
2. Flow Ratio Control ( F R C )
Mengontrol ratio aliran yang bercabang.
3. Level Control ( L C )
Mengontrol ketinggian liquid didalam tangki
4. Weight Control ( W C )
Mengontrol berat solid yang dikeluarkan dari tangki
5. Pressure Control ( P C )
Mengontrol tekanan pada suatu aliran / alat
6. Temperature Control ( T C )
Tabel VII.1. Instrumentasi pada pabrik
NO NAMA ALAT KODE INSTRUMENTASI
1. TANGKI GETAH ( F - 110 ) LI 2. TALANG GETAH ( F - 120 ) LI 3. BLOW-CASE ( Q - 130 ) TC ; PC 4. MELTER ( Q - 210 ) TC ; PC ; LC 5. SETTLER / MIXER ( D - 220 ) LC 6. POMPA - 1 ( L - 221 ) LC 7. TANGKI PENCUCI ( D - 230 ) LC
8. HEATER ( E - 231 ) TC
9. POMPA - 2 ( L - 232 ) LC 10. TANGKI GETAH BERSIH ( F - 240 ) LC 11. POMPA - 3 ( L - 241 ) LC 12. TANGKI PEMASAK ( Q - 310 ) TC ; PC ; LC
13. COOLER ( E - 311 ) TC
VII.2. Keselamatan Kerja
Keselamatan kerja atau safety factor adalah hal yang paling utama yang
harus diperhatikan dalam merencanakan suatu pabrik, hal ini disebabkan karena :
- Dapat mencegah terjadinya kerusakan-kerusakan yang besar yang
disebabkan oleh kebakaran atau hal lainnya baik terhadap karyawan
maupun oleh peralatan itu sendiri.
- Terpeliharanya peralatan dengan baik sehingga dapat digunakan dalam
waktu yang cukup lama. Bahaya yang dapat timbul pada suatu pabrik
banyak sekali jenisnya, hal ini tergantung pada bahan yang akan diolah
maupun tipe proses yang dikerjakan.
Secara umum bahaya-bahaya tersebut dapat dibagi dalam tiga kategori , yaitu :
1. Bahaya kebakaran.
2. Bahaya kecelakaan secara kimia.
3. Bahaya terhadap zat-zat kimia.
Untuk menghindari kecelakaan yang mungkin terjadi, berikut ini terdapat
beberapa hal yang perlu mendapat perhatian pada setiap pabrik pada umumnya
VII.2.1. Bahaya Kebakaran
A. Penyebab kebakaran.
- Adanya nyala terbuka (open flame) yang datang dari unit utilitas, workshop dan lain-lain.
- Adanya loncatan bunga api yang disebabkan karena korsleting aliran listrik seperti pada stop kontak, saklar serta instrument lainnya.
B. Pencegahan.
- Menempatkan unit utilitas dan unit pembangkitan cukup jauh dari lokasi proses yang dikerjakan.
- Menempatkan bahan yang mudah terbakar pada tempat yang terisolasi dan tertutup.
- Memasang kabel atau kawat listrik di tempat-tempat yang terlindung, jauh dari daerah yang panas yang memungkinkan terjadinya kebakaran.
- Sistem alarm hendaknya ditempatkan pada lokasi dimana tenaga kerja dengan cepat dapat mengetahui apabila terjadi kebakaran
C. Alat pencegah kebakaran.
- Instalasi permanen seperti fire hydrant system dan sprinkle otomatis.
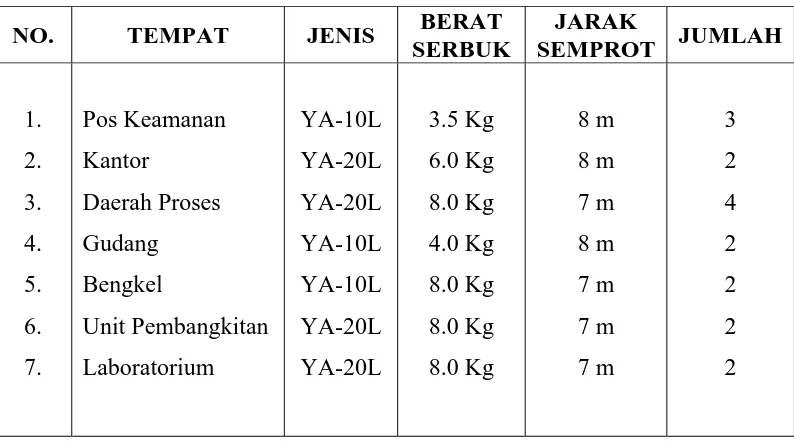
- Pemakaian portable fire-extinguisher bagi daerah yang mudah dijangkau bila terjadi kebakaran. Jenis dan jumlahnya pada perencanaan pabrik ini dapat dilihat pada tabel VII.1.
Tabel VII.2. Jenis dan Jumlah Fire-Extinguisher.
NO. TEMPAT JENIS BERAT
SERBUK
JARAK
SEMPROT JUMLAH
1. 2. 3. 4. 5. 6. 7. Pos Keamanan Kantor Daerah Proses Gudang Bengkel Unit Pembangkitan Laboratorium YA-10L YA-20L YA-20L YA-10L YA-10L YA-20L YA-20L 3.5 Kg 6.0 Kg 8.0 Kg 4.0 Kg 8.0 Kg 8.0 Kg 8.0 Kg 8 m 8 m 7 m 8 m 7 m 7 m 7 m 3 2 4 2 2 2 2
VII.2.2. Bahaya Kecelakaan
Karena kesalahan mekanik sering terjadi dikarenakan kelalaian pengerjaan
maupun kesalahan konstruksi dan tidak mengikuti aturan yang berlaku. Bentuk
kerusakan yang umum adalah karena korosi dan ledakan. Kejadian ini selain
mengakibatkan kerugian yang besar karena dapat mengakibatkan cacat tubuh
maupun hilangnya nyawa pekerja. Berbagai kemungkinan kecelakaan karena
mekanik pada pabrik ini dan cara pencegahan dapat digunakan sebagai berikut :
A. Vessel.
Kesalahan dalam perencanaan vessel dan tangki dapat mengakibatkan
kerusakan fatal, cara pencegahannya :
- Menyeleksi dengan hati-hati bahan konstruksi yang sesuai, tahan
korosi serta memakai corrosion allowance yang wajar. Untuk pabrik
pengecualian adanya seng dan tembaga. Bahan konstruksi yang
biasanya dipakai untuk tangki penyimpan, perpipaan dan peralatan
lainnya dalam pabrik ini adalah steel. Semua konstruksi harus sesuai
dengan standar ASME (America Society Mechanical Engineering).
- Memperhatikan teknik pengelasan.
- Memakai level gauge yang otomatis.
- Penyediaan man-hole dan hand-hole ( bila memungkinkan ) yang
memadai untuk inspeksi dan pemeliharaan. Disamping itu peralatan
tersebut harus dapat diatur sehingga mudah untuk digunakan.
B. Heat Exchanger.
Kerusakan yang terjadi pada umumnya disebabkan karena
kebocoran-kebocoran. Hal ini dapat dicegah dengan cara :
- Pada inlet dan outlet dipasang block valve untuk mencegah
terjadinya thermal expansion.
- Drainhole yang cukup harus disediakan untuk pemeliharaan.
- Pengecekan dan pengujian terhadap setiap ruangan fluida secara
sendiri-sendiri.
- Memakai heat exchanger yang cocok untuk ukuran tersebut.
Disamping itu juga rate aliran harus benar-benar dijaga agar tidak
terjadi perpindahan panas yang berlebihan sehingga terjadi
C. Peralatan yang bergerak.
Peralatan yang bergerak apabila ditempatkan tidak hati-hati, maka
akan menimbulkan bahaya bagi pekerja. Pencegahan bahaya ini dapat
dilakukan dengan :
- Pemasangan penghalang untuk semua sambungan pipa.
- Adanya jarak yang cukup bagi peralatan untuk memperoleh
kebebasan ruang gerak.
D. Perpipaan.
Selain ditinjau dari segi ekonomisnya , perpipaan juga harus ditinjau
dari segi keamanannya hal ini dikarenakan perpipaan yang kurang
teratur dapat membahayakan pekerja terutama pada malam hari,
seperti terbentur, tersandung dan sebagainya. Sambungan yang kurang
baik dapat menimbulkan juga hal-hal yang tidak diinginkan seperti
kebocoran-kebocoran bahan kimia yang berbahaya. Untuk
menghindari hal-hal tersebut, maka dapat dilakukan cara :
- Pemasangan pipa (untuk ukuran yang tidak besarhendaknya pada
elevasi yang tinggi tidak didalam tanah, karena dapat menimbulkan
kesulitan apabila terjadi kebocoran.
- Bahan konstruksi yang dipakai untuk perpipaan harus memakai
bahan konstruksi dari steel.
- Sebelum dipakai, hendaknya diadakan pengecekan dan pengetesan
perubahan suhu, begitu juga harus dicegah terjadinya over stressing
atau pondasi yang bergerak.
- Pemberian warna pada masing-masing pipa yang bersangkutan