LAPORAN MESIN BUBUT
LAPORAN MESIN BUBUT
BAB I BAB I PENDAHULUAN PENDAHULUAN 1.1 Latar belakang 1.1 Latar belakang
Dimasa yang serba modern
Dimasa yang serba modern ini, sangat dibutuhkini, sangat dibutuhkan an tenaga yang terampil baik tenaga yang terampil baik di kotadi kota ataupun di desa. Karena dengan adanya teknologi yang serba canggih ini juga sangat ataupun di desa. Karena dengan adanya teknologi yang serba canggih ini juga sangat membantu dan mempermudah dalam melakukan suatu pekerjaan.
membantu dan mempermudah dalam melakukan suatu pekerjaan.
Teknik membubut merupakan salah satu dasar dan merupakan keterampilan yang Teknik membubut merupakan salah satu dasar dan merupakan keterampilan yang harus dikuasai oleh setiap mahasiswa teknik mesin. Pada umumnya setiap mahasiswa teknik harus dikuasai oleh setiap mahasiswa teknik mesin. Pada umumnya setiap mahasiswa teknik mesin harus dapat memahami serta menguasai teknik-teknik dalam membubut pada mesin mesin harus dapat memahami serta menguasai teknik-teknik dalam membubut pada mesin bubut. Di
bubut. Di dalam dalam praktikum praktikum mesin mesin bubut ibubut ini ni juga juga akan meakan membahas mbahas tentang tentang cara cara dalam dalam prosesproses membubut, pengenalan mesin bubut, alat-alat yang digunakan dalam praktikum mesin bubut membubut, pengenalan mesin bubut, alat-alat yang digunakan dalam praktikum mesin bubut dan faktor-faktor keamanan selama praktikum mesin bubut.
dan faktor-faktor keamanan selama praktikum mesin bubut.
Dengan menguasai teknik-teknik dasar membubut, diharapkan agar setiap mahasiswa Dengan menguasai teknik-teknik dasar membubut, diharapkan agar setiap mahasiswa teknik mesin mempunyai keahlian yang dapat diandalkan untuk mengimbangi kemajuan teknik mesin mempunyai keahlian yang dapat diandalkan untuk mengimbangi kemajuan teknologi.
teknologi.
1.2 Tujuan. 1.2 Tujuan.
Adapun tujuan
Adapun tujuan dari praktikum mesin dari praktikum mesin bubut bubut ialah :ialah : 1.
1. Untuk melatih kemampUntuk melatih kemampuan mahasiswa teknik mesin duan mahasiswa teknik mesin dalam mengoperasikan mesin alam mengoperasikan mesin bubut.bubut. 2.
2. Agar setiap mahasiswa teknik mesin dapat mengetahui komponenAgar setiap mahasiswa teknik mesin dapat mengetahui komponen – – komponen dan fungsi komponen dan fungsi dari mesin bubut.
dari mesin bubut. 3.
3. Agar setiap mahasiswa teknik mesin dapat mengetahui proses dan langkah- langkahAgar setiap mahasiswa teknik mesin dapat mengetahui proses dan langkah- langkah pengerjaan benda kerja dengan mengg
pengerjaan benda kerja dengan menggunakan mesin bubutunakan mesin bubut 4.
4. Agar setiap mahasiswa teknik mesin dapat mengetahui dari jenis-jenis alat dan bahan yangAgar setiap mahasiswa teknik mesin dapat mengetahui dari jenis-jenis alat dan bahan yang digunakan dalam parktikum mesin bubut.
digunakan dalam parktikum mesin bubut. 5.
5. Agar setiap mahasiswa teknik mesin tebiasa dalam pembuatan setiap laporan.Agar setiap mahasiswa teknik mesin tebiasa dalam pembuatan setiap laporan. 1.3 Manfaat
1.3 Manfaat
Adapun manfaat dari praktikum mesin bubut ialah : Adapun manfaat dari praktikum mesin bubut ialah : 1.
1. Setiap mahasiswa teknik mesin dapat mengoperasikan mesin bubut dengan baik.Setiap mahasiswa teknik mesin dapat mengoperasikan mesin bubut dengan baik. 2.
3.
3. Setiap mahasiswa teknik mesin mampu berkreatifitas sesuai dengan keahliannya.Setiap mahasiswa teknik mesin mampu berkreatifitas sesuai dengan keahliannya. 4.
4. Setiap mahaiswa teknik mesin mampu menciptakan rasa tanggung jawab dan kekompakanSetiap mahaiswa teknik mesin mampu menciptakan rasa tanggung jawab dan kekompakan dalam tim.
dalam tim. 5.
5. Setiap mahasisiwa teknik mesin agar bisa lebih disiplin dan tepat waktu dalam setiapSetiap mahasisiwa teknik mesin agar bisa lebih disiplin dan tepat waktu dalam setiap pembuatan laporan. pembuatan laporan. BAB II BAB II TEORI DASAR TEORI DASAR 2.1
2.1 Pengertian Mesin BubutPengertian Mesin Bubut Mesin bubut
Mesin bubut mencakup segala mencakup segala mesin perkakas yanmesin perkakas yang memprodukg memproduksi si bentuk silindrisbentuk silindris yang mana prinsip kerjannya gerak makan dilakukan oleh pahat dan gerak potong dilakukan yang mana prinsip kerjannya gerak makan dilakukan oleh pahat dan gerak potong dilakukan benda kerja, pahat bergerak tr
benda kerja, pahat bergerak translasi, benda kerja anslasi, benda kerja bergerak dengan berputar. Meskipun mesinbergerak dengan berputar. Meskipun mesin ini terutama disesuaikan untuk pekerjaan silindris, tetapi dapat juga digunakan untuk ini terutama disesuaikan untuk pekerjaan silindris, tetapi dapat juga digunakan untuk pembubutan
pembubutan permukaan permukaan rata, rata, berikut berikut adalah adalah gambar gambar mesin mesin bubut bubut yang yang ada ada pada pada modelmodel sekarang.
sekarang.
Ukuran dari mesin ini diukur dari jarak senter kepala tetap sampai kesenter kepala Ukuran dari mesin ini diukur dari jarak senter kepala tetap sampai kesenter kepala lepas. Ini merupakan jarak terpanjang dari benda kerja yang bisa dibubut. Dan tergantung lepas. Ini merupakan jarak terpanjang dari benda kerja yang bisa dibubut. Dan tergantung pula
pula pada pada tinggi tinggi atau atau jarak jarak dari dari ujung ujung senter senter ke ke permukaan permukaan alas alas mesin mesin (bed) (bed) yakni yakni sebagaisebagai setengah diameter benda kerja yang dapat dikerjakan
3.
3. Setiap mahasiswa teknik mesin mampu berkreatifitas sesuai dengan keahliannya.Setiap mahasiswa teknik mesin mampu berkreatifitas sesuai dengan keahliannya. 4.
4. Setiap mahaiswa teknik mesin mampu menciptakan rasa tanggung jawab dan kekompakanSetiap mahaiswa teknik mesin mampu menciptakan rasa tanggung jawab dan kekompakan dalam tim.
dalam tim. 5.
5. Setiap mahasisiwa teknik mesin agar bisa lebih disiplin dan tepat waktu dalam setiapSetiap mahasisiwa teknik mesin agar bisa lebih disiplin dan tepat waktu dalam setiap pembuatan laporan. pembuatan laporan. BAB II BAB II TEORI DASAR TEORI DASAR 2.1
2.1 Pengertian Mesin BubutPengertian Mesin Bubut Mesin bubut
Mesin bubut mencakup segala mencakup segala mesin perkakas yanmesin perkakas yang memprodukg memproduksi si bentuk silindrisbentuk silindris yang mana prinsip kerjannya gerak makan dilakukan oleh pahat dan gerak potong dilakukan yang mana prinsip kerjannya gerak makan dilakukan oleh pahat dan gerak potong dilakukan benda kerja, pahat bergerak tr
benda kerja, pahat bergerak translasi, benda kerja anslasi, benda kerja bergerak dengan berputar. Meskipun mesinbergerak dengan berputar. Meskipun mesin ini terutama disesuaikan untuk pekerjaan silindris, tetapi dapat juga digunakan untuk ini terutama disesuaikan untuk pekerjaan silindris, tetapi dapat juga digunakan untuk pembubutan
pembubutan permukaan permukaan rata, rata, berikut berikut adalah adalah gambar gambar mesin mesin bubut bubut yang yang ada ada pada pada modelmodel sekarang.
sekarang.
Ukuran dari mesin ini diukur dari jarak senter kepala tetap sampai kesenter kepala Ukuran dari mesin ini diukur dari jarak senter kepala tetap sampai kesenter kepala lepas. Ini merupakan jarak terpanjang dari benda kerja yang bisa dibubut. Dan tergantung lepas. Ini merupakan jarak terpanjang dari benda kerja yang bisa dibubut. Dan tergantung pula
pula pada pada tinggi tinggi atau atau jarak jarak dari dari ujung ujung senter senter ke ke permukaan permukaan alas alas mesin mesin (bed) (bed) yakni yakni sebagaisebagai setengah diameter benda kerja yang dapat dikerjakan
Gambar 2.1
Gambar 2.1 Mesin Bubut Mesin Bubut Standart Standart 2.2
2.2 PenggolongPenggolongan an PembubutPembubut 1. Pembubutan kecepatan 1. Pembubutan kecepatan
Pembubutan kecepatan yang paling sederhana dari segala pembubutan, terdiri dari atas Pembubutan kecepatan yang paling sederhana dari segala pembubutan, terdiri dari atas bangku,
bangku, kepala kepala tetap, tetap, ekor ekor tetap tetap dan dan peluncur peluncur yang yang dapat dapat disetel disetel untuk untuk mendukung mendukung pahat.pahat. Biasanya digerakkan oleh moor kecepatan
Biasanya digerakkan oleh moor kecepatan variablevariable yang dipasangkan ke dalam kepala tetap. yang dipasangkan ke dalam kepala tetap. Pembubutan kecepatan terutama digunakan dalam pembubutan kayu, memberikan pusat Pembubutan kecepatan terutama digunakan dalam pembubutan kayu, memberikan pusat padapada silinder logam sebelum dikerjakan lebih lanjut pada pembubut mesin, dan dalam pemusingan silinder logam sebelum dikerjakan lebih lanjut pada pembubut mesin, dan dalam pemusingan logam.
logam. a)
a) Pengerjaan kayuPengerjaan kayu b)
b) Pemusingan logamPemusingan logam c)
c) PemolesanPemolesan
2. Pembubutan mesin 2. Pembubutan mesin Yang memb
Yang membedakan dari edakan dari pembubut pembubut kecepatan adalah kecepatan adalah mempunyai mempunyai ciri tambahan ciri tambahan untukuntuk mengendalikan kecepatan
mengendalikan kecepatan spindle spindle dan untuk menyangga dan mengendalikan hantaran dari dan untuk menyangga dan mengendalikan hantaran dari pahat pemotong tetap.
pahat pemotong tetap. a)
a) Penggerak puli kerucut bertingkatPenggerak puli kerucut bertingkat b)
b) Penggerak roda gigi tanganPenggerak roda gigi tangan c)
c) Penggerak kecepatan variabelPenggerak kecepatan variabel 3. Pembubut bangku
Nama pembubut bangku diberikan kepada pembubut kecil yang dipasangkan pada bangku kerja. Dalam disainnya mempunyai cirri yang sama dengan pembubut kecepatan atau pembubut mesin dan hanya berbeda dalam ukuran dan pemasangannya. Disesuaikan untuk benda kerja kecil, dan mempunyai kapasitas putaran maksimum sebesar 25 mm pada plat
muka.
4. Pembubut ruang perkakas
Pembubut ruang perkakas dilengkapi dengan segala perlengkapan yang diperlukan untuk pekerjaan perkakas yang teliti, merupakan pembubut kepala beroda tiga yang digerakkan
secara tersendiri dengan kecepatan spindel yang jangkaunya sangat luas. 5. Pembubut kegunaan khusus
6. Pembubut turet. a) Horizontal b) Vertical
c)Otomatis
2.3 Bagian-Bagian Utama Mesin Bubut
Bagian-bagian mesin bubut dapat dibagi menjadi beberapa bagian diantaranya sebagai berikut :
1. Kepala tetap
Kepala tetap berfungsi untuk menempatkan cak atau pencekam benda kerja
Gambar 2.2 Kepala Tetap 2. Kepala lepas
Gambar 2.3 Kepala Lepas
3. Eretan
untuk sebagai tempat atau kedudukan dari mata pahat dan penggerak mata pahat dalam saat proses pemakanan benda kerja.
Gambar 2.4 Eretan 4. Landasan (bed)
Kerangka utama mesin, yang diatasnya terdapat eretan serta kepala lepas. Adapun alur dari landasan ini berbentuk V; datar atau rata.
Gambar 2.5 Landasan (Bed)
2.4 Proses yang Biasanya Dilakukan Mesin Bubut 1. Bubut silindris
Gambar 2.6 Bubut Silinder
2. Bubut muka
Gambar 2.7 Bubut Muka 3. Bubut alur
Gambar 2.8 Bubut Alur
4. Pemotongan
Gambar 2.9 Pemotong 5. Meluas lubang
Gambar 2.10 Meluas Lubang 6. Bubut bentuk
Gambar 2.11 Bubut Bentuk 7. Bubut inti
8. Bubut silindrik dengan penumpu
Gambar 2.13 Bubut Silindris
2.5 Jenis-Jenis Mesin Bubut 1 Mesin Bubut Turet
Mesin bubut turet memiliki ciri khusus yang terutama meneyesuaikanya kepada produksi. Karakteristik utama dari mesin bubut golongan ini adalah bahwa pahat untuk
operasi yang berurutan dapat distel dalam kesiagaan unutk penggunaan dalam urutan yang sesuai. Meskipun diperlukan keterampilan sangat tinggi untuk mengunci dan mengatur pahat dengan tepat, tetapi sekali sudah benar, maka hanya sikit keterampilan untuk mengoperasikanya, dan banyak suku cadang dapat di produksi.
Perbedaan antara bubut turet dengan bubut mesin yaitu :
Perbedaan utama antara kedua mesin adalah mesin bubut turet disesuaikan untuk produksi banyak. Sedangkan bubut mesin digunakan untuk berbagai penugasan, ruang perkakas, atau pekerjaan operasi tunggal .cirri utama dari bubut turet yang membuatnya menjadi mesin produksi banyak adalah sebagai berikut :
a). Pahat dapat dikunci secara permanen dalam turet pada urutan yang sesuai dari penggunaan.
b). Setiap stasiun dilengkapi dengan penghenti hantaran atau pelompat hantaran sehingga masing-masing pemotongan oleh pahat adalah sama dengan pemotongan sebelumnya.
c). Pemotongan majemuk dapat diambil dari stasiun yang sama pada saat yang sama.
d). Pemotongan kombinasi dapat dibuat dengan yaitu pahat pada peluncur menyilang dapat digunakan pada saat yang sama denagn pahat yang dituret yang memotong.
e). Kekakuan yang berlebih dalam memegang benda kerja dan pahatnya dibangun ke dalam mesin untuk pemotongan kombinasi dan majemuk.
f). Mereka mungkin dipasangkan dengan berbagai perlengkapan misalnya untuk pembubutan tirus, pembubutan ulir dan lain-lain.
Jenis-jenis dari mesin bubut turet yaitu : 1). Mesin bubut turet horizontal
Mesin bubut jenis ini dibuat dalam dua rancangan dan dikenal sebagai ram dan sade. Mesin bubut turret ini dapat juga diklasifikasikan sebagai mesin pencekam atau batang.
Gambar 2.14 Mesin Bubut Turret Horizontal 2). Mesin bubut turret otomatis
Mesin bubut jenis ini mirip dengan mesin jenis sadel standart tetapi operasinya otomatis sepenuhnya agar seseorang operator dapat menangani dua mesin atau lebih. Mesin jenis ini digunakan pada tugas pencekam yang berjalan lama, yang usaha untuk penyetelan dan pemahatannya dapat diperluas kepada banyak suku cadang. Keuntungan dari mesin ini adalah penghapusan elemen manusia dari daur waktu, kemungkinan untuk operator mengawasi
untuk beberapa mesin dalam produksi yang lebih cepat.
Gambar. 2.15 Mesin Bubut Turet Horizontal Otomatis.
3). Mesin bubut yang dikendalikan oleh pita
Dalam gambar ditunjukkan sebuah bubut turret dua suhu tugas berat dengan kendali numeris, yang dirancang khusus untuk produksi berat. Mesin ini dapat distel dengan cepat untuk pekerjaan suku cadang kecil biasanya dengan hanya menukar pencekam rahang, pita pengendali, dan mungkin satu atau dua pemotongan.
Gambar. 2.16 Bubut Turret yang Dikendalikan oleh Pita. 4). Mesin bubut turret vertical.
Mesin bubut turret vertical adalah sebuah mesin yang mirip freis pengebor vertical, tetapi memiliki karakteristik pengaturan turet untuk pemegangan pahat. Mesin ini dilengkapi
dengan system kendali yang memungkinkan operasi otomatis tiap kepala termasuk kecepatan arah antaran. Kecepatan produksi dari mesin ini sangant meningkat melebihi dan
dioperasikan dengan tangan karena mesin ini beroperasi secara kontiniu.
Gambar 2.17 Mesin Bubut Turret Vertical 5). Mesin bubut stasiun jamak vertikal, otomatis.
Mesin jenis ini dirancang untuk produksi tinggi dan biasanya dilengkapi dengan lima atau sembilan stasiun kerja dan kedudukan kemuatan pada setasiun kecuali stasiun pemuat sebuah operasi dilakukan yang menuju kepenyelesaian dari suku cadang. Keuntungan dari mesin ini bahwa segala operasi dapat dilakukan secara serentak dan dalam urutan yang sesuai.
6. Mesin bubut otomatis
Mesin bubut jenis ini perkakasnya secara otmatis dihantarkan kepada benda kerja dan mundur setelah daurnya diselesaikan, karena mesin bubut pada umumnya dari jenis ini memerlukan adanya opertor untuk menempatkan suku cadang yang harus di mesin. Mesin dalam golongan ini berbeda secara prinsip dalam cara menghantarkan pahat dalam benda kerja. Mesin ini dapat juga mempunyai dua peluncur pahat samping, mesin ini juga dapat membuat pemotongan secara serentak yang mempunyai cirri pembalikan pahat cepat, yang membebaskan benda kerja untuk melepaskannya.
Gambar 2.19 Mesin Bubut Otomatis 7. Mesin bubut duplikat.
Mesin bubut duplikat memproduksi kembali sejumlah suku cadang dari bentuk induk ataupun contoh dari benda kerja hanpir setiap mesin bubut standar dapat dimodifikasi untuk pekerjaan penduplikasian atau terdapat mesin bubut duplikat otomatis khusus. Reproduksinya
dari sebuah pola baik bulat atau datar, biasanya dipasangkan di belakang mesin bubut. Dalam gambar ditunjukkan pandangan dari sebuah mesin bubut duplikat yang
dikendalikan numeris atau otomatis. Model ini biasanya dilengkapi dengan system kendali numeris. Ketitik yang memiliki masukan dial desimal pembacaan langsung. Unit
penduplikasi adalah sebuah system elektromekanis yang tersusun dari tiga bagian yaitu: 1. Sebuah penguat listrik
2. sebuah penguat daya mekanis 3. Sebuah jarum sayat.
Ciri lain dari mesin ini blok pahat pengarah dua kedudukan terkendali secara otomatis yang terpasang di atas benda kerja.
Gambar 2.20 Mesin Bubut Duplikat. 8. Mesin bubut center
Fungsinya untuk membuat benda kerja yang sesumbu dan meratakan permukaan benda kerja yang belum rata serta dapat menghaluskan benda kerja.
Gambar 2.21 Mesin Bubut Center
5. Mesin bubut tugas berat
Mesin bubut tuas berat berfungsi untuk benda kerja yang bergulir berupa aliran simetris dan lain-lainnya
2.6 Jenis-jenis Pahat Bubut dan Cara Mambuat Pahat Bubut Adapun jenis-jenis pahat bubut
1) Pahat potong 2) Pahat alur 3) Pahat serong 4) Pahat serong 45 5) Pahat pisau kanan 6) Pahat lurus bulat 7) Pahat ulir luar 8) Pahat rata muka 9) Pahat rata bulat
Gambar 2.23 Pahat Bubut
Pada poros penyayatan benda kerja yang dilakukan benda mesin bubut kita perlu banyak menggunakan pahat bubut dalam berbagai bentuk. Kita ketahui ada tiga jenis bubut
yang sering digunakan : 1. Pahat tepi rata
2. Pahat rata kasar 3. Pahat camper
Gambar 2.24 Pahat Bubut Poros
Ada beberapa cara pembuatan pahat yang dapat dilakukan dengan bagian-bagian tertentu dengan sudutnya
Gambar. 2.25 Pahat Tepi Rata 2. Pahat rata kasar
Gambar 2.26 Pahat Rata Kasar 3. Pahat champer
Gambar 2.27 Pahat Champer 2.7 Penjepit Benda Kerja (Chuck)
Chuck berfungsi sebagai untuk menjepit benda kerja yang berbentuk selindris, persegi dan benda kerja yang permukaan rata. Ada beberapa jenis chuck yaitu:
1. Chuck dengan tiga pencekam 2. Chuck dengan empat pencekam 3. Chuck pencekam rata
Gambar 2.28 Chuck dengan Tiga Pencekam
Gambar 2.29 Chuck dengan Empat Pencekam
2.8 Elemen Dasar Mesin Bubut
Elemen dasar dari mesin bubut dapat diketahui atau dihitung menggunakan rumus yang diturunkan dengan kondisi pemotongan ditentukan sebagai berikut:
Benda kerja: do = Diameter mula-mula ; mm
Dm = Diameter akhir ; mm
Lt = Panjang pemesinan ; mm
Lt = L. pengawalan + benda kerja + L. pengakhiran Pahat Kr = Sudut potong utama ; o
Yo = Sudut geram ; o
Mesin bubut a = Kedalaman potong : mm = (do – dm) /2
f = Gerak makan ; mm / r
n = Putaran poros utama (benda kerja) ; r / min
C = Konstanta kecapatan memotong unsur suatu umur pahat suatu pahat.
Elemen dasar dapat dihitung dengan rumus-rumus berikut :
1. Kedalaman potong (a) mm
a = do – dm/2 ; mm 2 Kecepatan potong (v) m / min :
v = .d.n/1000 ; mm/min Dimana, d = (do+dm)/2 ; mm 3. Kecepatan makan : vf = f.n ; mm/min 4. Waktu pemotongan : tc = lt/vf ; min
5. Kecepatan penghasilan geram : Z = A. v
Dimana, penampang geram sebelum terpotong : A = f.a ; mm2
Maka Z = f.a.v ; cm3/min 6. Putaran poros utama :
n = V. 1000/.D m/min
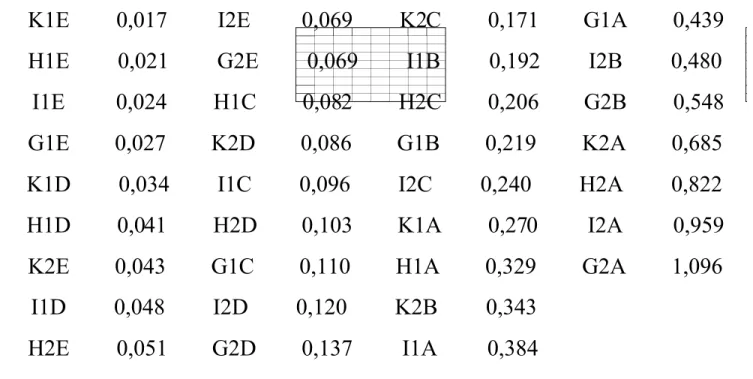
Tabel 2.1 Feeding mesin bubut
K1E 0,017 I2E 0,069 K2C 0,171 G1A 0,439 H1E 0,021 G2E 0,069 I1B 0,192 I2B 0,480
I1E 0,024 H1C 0,082 H2C 0,206 G2B 0,548 G1E 0,027 K2D 0,086 G1B 0,219 K2A 0,685 K1D 0,034 I1C 0,096 I2C 0,240 H2A 0,822 H1D 0,041 H2D 0,103 K1A 0,270 I2A 0,959 K2E 0,043 G1C 0,110 H1A 0,329 G2A 1,096
I1D 0,048 I2D 0,120 K2B 0,343 H2E 0,051 G2D 0,137 I1A 0,384
G1D 0,055 H2B 0,164 H2B 0,411
Tabel 2.2 Kecepatan putaran spindle mesin
970 1420 443 635
204 298 93 134
0,05 0,10 0,18 0,24
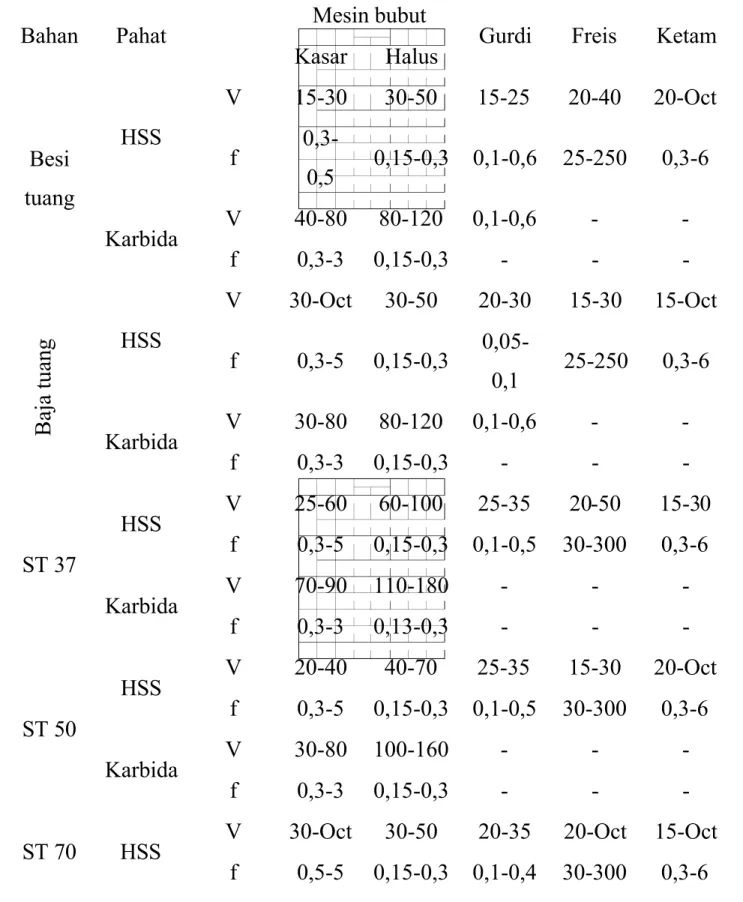
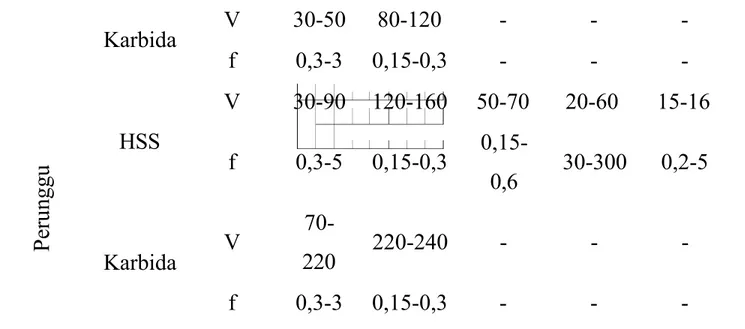
Tabel 2.3 Kecepatan potong untuk proses pemesinan dengan gerakan pemakanan Bahan Pahat Mesin bubut Gurdi Freis Ketam
Kasar Halus Besi tuang HSS V 15-30 30-50 15-25 20-40 20-Oct f 0,3-0,5 0,15-0,3 0,1-0,6 25-250 0,3-6 Karbida V 40-80 80-120 0,1-0,6 - -f 0,3-3 0,15-0,3 - - - B a j a t u a n g HSS V 30-Oct 30-50 20-30 15-30 15-Oct f 0,3-5 0,15-0,3 0,05-0,1 25-250 0,3-6 Karbida V 30-80 80-120 0,1-0,6 - -f 0,3-3 0,15-0,3 - - -ST 37 HSS V 25-60 60-100 25-35 20-50 15-30 f 0,3-5 0,15-0,3 0,1-0,5 30-300 0,3-6 Karbida V 70-90 110-180 - - -f 0,3-3 0,13-0,3 - - -ST 50 HSS V 20-40 40-70 25-35 15-30 20-Oct f 0,3-5 0,15-0,3 0,1-0,5 30-300 0,3-6 Karbida V 30-80 100-160 - - -f 0,3-3 0,15-0,3 - - -ST 70 HSS V 30-Oct 30-50 20-35 20-Oct 15-Oct
Karbida V 30-50 80-120 - - -f 0,3-3 0,15-0,3 - - - P e r u n g g u HSS V 30-90 120-160 50-70 20-60 15-16 f 0,3-5 0,15-0,3 0,15-0,6 30-300 0,2-5 Karbida V 70-220 220-240 - - -f 0,3-3 0,15-0,3 - - -2.9 Pekerjaan-Pekerjaan Membubut
Jenis-jenis pekerjaan membubut yaitu sebagai berikut: 1. Membubut Lurus
Pada proses memanjang gerak jalan pahat sejajar dengan poros benda kerja sedang untuk pembubutan yang datar pahat ini pada benda kerja. Dalam pembubutan yang otomatis pahat dapat digeserkan maju dan mundur kearah melintang . Cara pembubutan lurus ini
adalah cara kerja yang paling sederhana didalam pekerjaan membubut .
Gambar 2.30 Membubut lurus
2. Membubut Tirus
a. Dengan menggeser posisi kepala lepas kearah melintang b. Dengan menggeser sekian derajat eretan atas (penjepit pahat)
c. Dengan memasang perkakas pembentuk.
Gambar 2.31 Membubut Tirus 3. Membubut Eksenteris
Bila garis hati dari dua atau lebih silinder dari sebuah benda kerja sejajar maka benda kerja ini disebut eksentris, jarak antara garis-garis hati itu disebut eksentrisitas.
Gambar 2.32 Membubut Eksenteris
4. Membubut Alur
Gambar 2.33 Membubut alur
5. Memotong Benda Kerja
Memotong benda kerja berbentuk batang pada mesin bubut digunakan pahat alur dan pahat penyayat yang sangat ramping, sebuah benda kerja yang dijepit diantar senter-senter
tidak boleh putus Karena dapat melentur dan menghimpit pahat
Gambar 2.34 Memotong benda kerja
6. Membuat Lubang
Pengerjaan membuat lubang pada mesin bubut dengan cara benda kerja yang berputar dan driil senter yang berputar.
Gambar 2.35 Pembuatan lubang
Untuk membesarkan lubang yang sudah ada kita dapat gunakan pahat dalam, caranya tidak jauh beda dengan membubut lurus. Pahatnya juga mempunyai bentuk tersendiri
Gambar 2.36 Membubut dalam Keterangan:
1. Pahat bubut dalam serong 2. Pahat bubut dalam rata 3. Pahat kait
4. Pahat kait
5. Pahat ulir dalam
8. Membubut Profil
Pada umumnya membuat dengan menggunakan pahat profil tidak terdapat kesukaran, untuk membubut pembulatan pahatnya diasah menurut bentuk profilnya, pahat profil terutama cocok membuat profil pada produk-produk yang pendek, pada umumnya pahat bubut itu tidak begitu tebal sehingga umur pemekaiannya pendek.
Gambar 2.37 Membubut profil
2.10 Pendinginan (coolant )
Sistem pendingin (Air Coolant) pada mesin bubut adalah system yang digunakan untuk mendinginkan benda kerja pada saat melakukan penyayatan benda kerja agar benda kerja
tidak terjadi keausan.Pada setiap pekerjaan pemesinan akan menggunakan bahan pendingin (coolant ) yang digunakan pada saat pengerjaan benda kerja. Adapun fungsi dari cairan pendingin ini adalah sebagai berikut :
1. Mengurangi gesekan antara pahat (tool ) dan benda kerja. 2. Menaikkan umur pahat.
3. Mengurangi suhu pahat dan benda kerja.
4. Memperbaiki penyelesaian permukaan benda kerja. 5. Membersihkan pahat dan benda kerja dari serpihan.
6. Mengurangi kemungkinan korosi pada pahat, benda kerja dan me sin bubut.
2.11 Toleransi
Toleransi adalah ukuran atau takaran yang diizinkan pada suatu pembuatan benda kerja , benda kerja yang dibuat tidak harus pas dengan yang ditentukan tetapi boleh ±dari ukuran yang ditentukan , toleransi terbagi dua yaitu tanda ( + ) dan toleransi bawah dengan tanda ( -).
Toleransi adalah nilai penyimpangan ( perbedaan penyimpangan ) yang diizinkan dan sesuai fungsional , dalam pengerjaan suatu benda kerja dan toleransi yang diizinkan dalam pembuatan benda kerja yaitu ± 0,1 mm. Pada umumnya toleransi terbagi tiga (3) yaitu :
1. Toleransi linier 2. Toleransi sudut 3. Toleransi geometri
Pada pekerjaan dengan menggunakan mesin TNC milling digunakan toleransi geometri dan toleransi sudut.
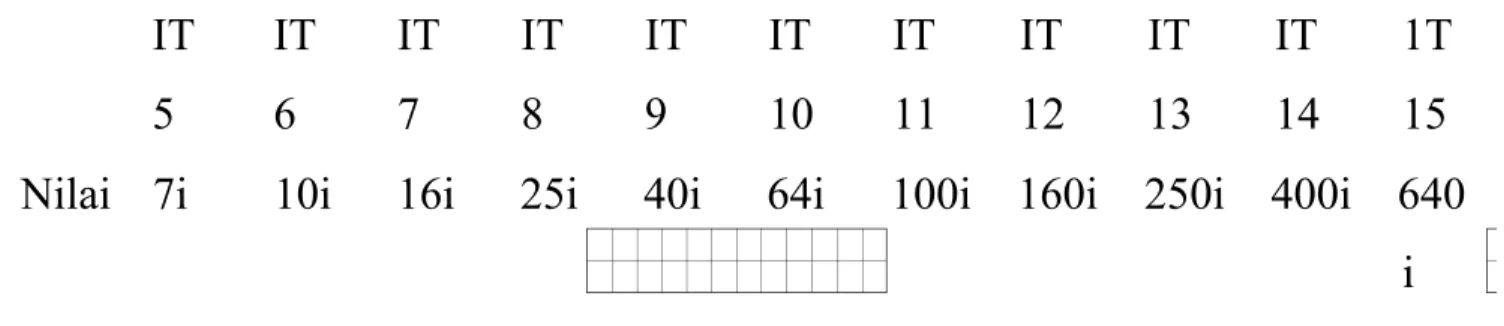
Sekelompok toleransi yang dianggap mempunyai ketelitian yang setaraf untuk semua ukuran dasar, telah ditentukan 18 kwalitas yang disebut toleransi standar yaitu:
IT 01. IT 0, IT sampai dengan IT 16
IT 01 sampai dengan IT 4 diperuntukkan pekerjaan yang sangat teliti seperti alat ukur, instrument-instrument optic.Tingkat IT 5 sampai dengan IT 11 dipakai dalam bidang
pemesinan umum untuk bagian-bagian mampu tukar , yang dapat digolongan pula dalam pekerjaan yang sangat teliti dan pekerjaan yang biasa. Tingkat IT 12 sampai dengan IT 16
dipakai untuk pekerjaan kasar.
IT 5 IT 6 IT 7 IT 8 IT 9 IT 10 IT 11 IT 12 IT 13 IT 14 1T 15 Nilai 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640
i
Tabel 2.5 Nilai Toleransi Standar untuk kwalitas IT 0,1 sampai dengan IT 1 IT 0,1 IT 0 IT 1 Nilai dalam micron Untuk D dalam mm 0,3 + 0,008 D 0,5 + 0,012 D 0,8 + 0.020 D
Tabel 2.6 Lambang untuk sifat yang diberi toleransi
Elemen dan toleransi
Sifat yang diberi toleransi Lambang Elemen tunggal Toleransi bentuk Kelurusan Kedataran Kebulatan Kesilindrisan Elemen tunggal atau yang berhubungan Profil garis Profil permukaan Elemen yang berhubungan Toleransi orientasi Kesejajaran Ketegak lurusan Ketirusan Toleransi Posisi
lokasi Konsentrisitas dan koaksialitas Kesimetrisan Toleransi putar Putar tunggal Putar total BAB III
ALAT DAN BAHAN
3.1 Alat
Adapun alat yang digunakan dalam proses pembuatan benda kerja pada Mesin Bubut adalah adalah:
1. Jangka sorong
Gambar 3.1 Jangka Sorong
2. Kunci tool holder
Kunci tool holder digunakan utuk menguatkan dan melonggarkan tool post
Gambar 3.2 Kunci tool holder
3. Kunci kombinasi 8 mm
Kunci ini digunakan untuk mengencangkan pahat dan melonggarkan pahat.
Gambar 3.3 Kunci kombinasi 8 mm
Tool holder berfungsi sebagai tempat kedudukan pahat.
Gambar 3.4 Tool holder
5. Kunci Toll Post
Kunci tool post digunakan untuk mengunci dan melonggarkan tool post dari
kedudukannya.
Gambar 3.5 Kunci Toll Post 6. kunci chuck
Kunci chuck dugunakan untuk mengunci chuck.
Gambar 3.6 Kunci chuck
Kunci L digunakan untuk menyeting atau mengatur Tool pada Tool Post terhadap ujung center.
Gambar 3.7 Kunci L
8. Pahat
Pahat bubut digunakan untuk memotong menyayat benda kerja.
Gambar 3.8 Pahat
Kuas digunakan untuk membersihkan mesin dari geram-geram dari sayatan benda kerja.
.
Gambar 3.9 Kuas 10. Senter
Alat ini digunakan untuk memegang titik sumbu dari kedua ujung benda kerja dibor runcing sedikit untuk menempatkan ujung senter tersebut.
Gambar 3.10 Senter putar 11. Chuck Drill
Gambar 3.11 Chuck Drill 12. Kunci Chuck Drlil
Kunci chuck chuck drill dugunakan untuk mengunci chuck drill.
Gambar 3.12 Chuck Driil
13. Cekam rahang 3
Cekam ini berfungsi untuk mnjepit benda kerja yang akan dilakukan pembubutan.
Gambar 3.13 Cekam rahang 3 3.2 Bahan
Adapun bahan yang digunakan dalam pembuatan benda kerja pada mesin bubut adalah adalah:
1. Benda kerja I
Bahan yang digunakan adalah aluminium berbentuk silindris dengan sfesipikasi :
Diameter : 63.8 mm Tebal : 21.5 mm
21.5 mm
63.8 mm
Gambar 3.14 Bahan Benda Kerja I
2.. Benda kerja II
Bahan yang digunakan adalah baja st 37 berbentuk silindris dengan sfesipikasi :
Diameter : 50.8 mm
25.6 mm
50.8 mm
Gambar 3.15 Bahan Benda Kerja II 3. Benda kerja III
Bahan yang digunakan adalah besi ST 37 dengan ukuran :
Panjang :100.4 mm Diameter : 25,5 mm
100.4 mm 25.5 mm
4. Benda kerja IV
Bahan yang digunakan adalah besi ST 37 dengan ukuran
Panjang :120 mm
Diameter : 16 mm
120 mm 16 mm
Gambar 3.17 Bahan Benda Kerja IV
BAB IV
PROSEDUR KERJA
Prosedur Umum
1. Alat dan bahan yang digunakan disiapkan 2. Gambar benda kerja dipelajari dan dipahami
3. Benda kerja diukur dengan menggunakan jangka sorong 4. Mata pahat diasah dengan menggunakan gerinda
5. Benda kerja dijepit pada chuck
6. Mesin diatur kecepatannya dengan melihat tabel 7. Mesin diaktif kan
8. Benda kerja di drill 9. Benda kerja di finishing 10. Mesin dinonaktif kan 11. Mesin dibersihkan
12. Alat dibersihkan dan disimpan 13. Ruangan dibersihkan
4.2 Prosedur Benda Kerja I Roda Gigi Lurus 1. Alat dan bahan yang digunakan disiapkan
2. Gambar benda kerja dipelajari dan dipahami 3. Benda kerja diukur menggunakan jangka sorong 4. Pahat diasah menggunakan gerinda
5. Benda kerja dijepit pada chuck dan dikunci dengan menggunakan kunci chuck
6. Pahat dipasang pada rumah pahat dan dikunci dengan menggunakan kunci kombinasi 8. 7. Rumah pahat dipasang pada tool post dan dikunci dengan menggunakan kunci tool holder 8. Mata pahat dicenter kan dengan center putar pada kepala lepas
9. Mesin diaktif kan dengan cara memutar switch pada posisi on 10. Tombol bewarna putih ditekan
11. Tool post dimiringkan untuk melakukan pembubutan
12. Putaran chuck diaktifkan dengan cara menakan putaran chuck berlawanan arah jarum jam 13. Air coolant diaktifkan
14. benda kerja dibubut denga kedalaman potong 3,5 mm dengan cara eretan bawah diputar pada posisi 3,5 dan tuas otomatis di tekan
15. Setelah selesai tuas otomatis di nonaktifkan kemudian putaran spindle dinonaktif kan 16. Benda kerja di finising dengan putaran spindle 400 rpm agar benda kerja halus
17. Putaran spindle dinonaktif kan dan benda kerja dilepas dari chuck dengan menggunakan kunci chuck
18. Benda kerja dibalik dan dipasang kembali pada chuck kemudian dikunci dengan menggunakan kunci chuck
19. Pekerjaan no 14 – 17 diulangi untuk melakukan pekerjaan pada permukaan benda kerja 20. Benda kerja di champer pada dua sisi benda kerja dengan ukuran 1,5 mm
21. Setelah selesai putaran chuck dinonaktifkan
22. Pahat drill dengan dimeter 15 dipasang pada kepala lepas dan dicenter kan dengan benda kerja
23. Benda kerja di drill hingga benda kerja tembus 24. Setelah selesai putaran spindle dinonaktif kan
25. Pahat drill dengan dimeter 20 dipasang pada kepala lepas dan dicenter kan dengan benda kerja
26. Benda kerja di drill hingga benda kerja tembus 27. Setelah selesai putaran spindle dinonaktif kan
28. Alat bantu dipasang pada tool post kemudian hasil benda kerja yang telah di drill diperbesar diameternya hingga diameternya berukuran 21,71 mm
29. Putaran chuck dinonaktif kan dan benda kerja diperiksa
30. Alat bantu dibuka dari rumah pahat dan pahat bubut dipasang kembali kemudian dikunci dengan menggunakan kunci kombinasi 8
31. Sisi benda kerja bagian dalam di champer dengan ukuran champer 1 mm
32. Setelah selesai putaran chuck dinonaktif kan dan benda kerja dilepas dari chuck
33. Benda kerja dipasang kembali pada chuck dengan posisi dibalik kemudian dikunci dengan menggunakan kunci chuck
34. Putaran chuck berlawanan arah jarum jam diaktif kan kembali 35. Benda kerja dibuat champer seperti prosedur no 24
36. Putaran chuck dinonaktif kan dengan mengembalikan tuas ke posisi netral 37. air coolant dinonaktif kan
38. Rumah pahat dibuka dari tool post dengan menggunakan kunci tool post 39. Benda kerja di buka dari chuck dengan menggunakan kunci chuck
40. Mesin dinonaktif kan dengan cara memutar switch berlawanan arah jarum jam 41. Alat dan bahan dibersihkan dan disimpan
42. Ruangan tempat kerja dibersihkan dan disapu
4.3 Prosedur Benda Kerja Roda Pintu 1. Alat dan bahan yang digunakan disiapkan 2. Gambar benda kerja dipelajari dan dipahami 3. Benda kerja diukur menggunakan jangka sorong 4. Pahat diasah menggunakan gerinda
5. Benda kerja dijepit pada chuck dan dikunci dengan menggunakan kunci chuck
6. Pahat dipasang pada rumah pahat dan dikunci dengan menggunakan kunci pas-ring 8. 7. Rumah pahat dipasang pada tool post dan dikunci dengan menggunakan kunci tool post 8. Mata pahat dicenter kan dengan center putar pada kepala lepas
9. Mesin diaktif kan dengan cara memutar switch pada posisi on 10. Tombol bewarna putih ditekan
11. Tool post dimiringkan untuk melakukan pembubutan
12. Putaran chuck diaktifkan dengan cara menakan putaran chuck berlawanan arah jarum jam 13. Air coolant diaktifkan
14. benda kerja dibubut denga kedalaman potong 0.4 mm dengan cara eretan bawah diputar pada posisi 0.4 dan tuas otomatis di tekan
15. Setelah selesai tuas otomatis di nonaktifkan kemudian putaran spindle dinon-aktif kan 16. Benda kerja di finising dengan putaran spindle 400 rpm agar benda kerja halus
17. Putaran spindle dinonaktif kan dan benda kerja dilepas dari chuck dengan menggunakan kunci chuck
18. Benda kerja dibalik dan dipasang kembali pada chuck kemudian dikunci dengan menggunakan kunci chuck
19. Benda kerja di champer pada dua sisi benda kerja dengan ukuran 1,5 mm 20. Setelah selesai putaran chuck dinon-aktifkan
21. Pahat drill dengan dimeter 15 dipasang pada kepala lepas dan dicenter kan dengan benda kerja
22. Benda kerja di drill hingga benda kerja tembus 23. Setelah selesai putaran spindle dinon-aktif kan
24. Pahat drill dengan dimeter 20 dipasang pada kepala lepas dan dicenter kan dengan benda kerja
25. Benda kerja di drill hingga kedalaman 12mm 26. Setelah selesai putaran spindle dinon-aktif kan
27. Alat bantu dipasang pada tool post kemudian hasil benda kerja yang telah di drill diperbesar diameter yang 20mm hingga diameternya berukuran 24mm
28. Putaran chuck dinonaktif kan dan benda kerja diperiksa 29. benda kerja dilepas pada chuck
30. benda kerja di pasang pada mandrel 31. mandrel dipasang pada chuck
32. spindel diaktifkan
33. pahat di setting datumnya
34. benda kerja di chemper 1mm semua sisinya 35. spindel dinon-aktifkan
37. spindel diaktifkan
38. pahat di setting datumnya
39. benda kerja dibubut dengan kedalaman 6mm 40. setelah selesai spindel dinon-aktifkan
41. coolant dinon-aktifkan 42. mesin dinon-aktifkan
4.4 Prosedur Benda Kerja III Baut Pengunci Handle 1. Alat dan bahan yang digunakan disiapkan
2. Gambar benda kerja dipelajari dan dipahami 3. Benda kerja diukur menggunakan jangka sorong 4. Pahat diasah dengan menggunakan gerinda
5. Benda kerja dijepit pada chuck dan dikunci dengan menggunakan kunci chuck
6. Pahat dipasang pada rumah pahat dan dikunci dengan menggunakan kunci kombinasi 8 7. Rumah pahat dipasang pada tool post dan dikunci dengan menggunakan kunci tool post 8. Center putar dipasang pada kepala lepas
9. Mata pahat dicenter kan dengan ujung center kepala lepas 10. Pahat didekatkan pada benda kerja
11. Mesin diaktif kan dengan cara memutar switch searah jarum jam
12. Putaran chuck diaktif kan dengan cara memutar tuas spindle berlawanan arah jarum jam 13. Benda kerja dibubut muka hingga permukaan benda kerja rata
14. Benda kerja dibubut rata dengan kedalaman potong 3 mm untuk pembubutan kasar 15. Air coolant diaktifkan
16. Setelah selesai putaran chuck dinonaktif kan dan benda kerja diperiksa 17. Benda kerja rata sepanjang 109 mm dan kedalaman potong 4,5 mm
18. Setelah selesa benda kerja diperiksa jika telah sesuai dengan ukuran yang dinginkan maka pekerjaan dilanjutkan
19. Benda kerja dibubut sepanjang 15 mm dan kedalaman 1 mm 20. Putaran chuck dinonaktif kan dan pahat dimiringkan 45° 21. Benda kerja dichamper dengan ukuran 0,5 mm
22. Setelah selesai tuas otomatis untuk membuat ulir diaktifkan 23. Benda kerja dbuat ulir pada diameter 6 mm dan panjang 15 mm
24. Putaran chuck dinonaktifkan dengan cara mengembalikan tuas spindle pada posisi netral 25. Air coolant dinonaktif kan
26. Mesin dinonaktifkan dengan cara memutar switch berlawanan arah jarum jam 27. Benda kerja dilepas dari chuck dengan menggunakan kunci chuck
28. Rumah pahat dibuka dari tool post dengan menggunakan kunci tool post 29. Center putar dibuka dari kepala lepas
30. Mesin bubut dibersihkan
31. Alat dan bahan dibersihkan dan disimpan 32. Ruangan tempat kerja dibersihkan dan disapu
4.5 Prosedur Benda Kerja IV Handle
1. Alat dan bahan yang digunakan disiapkan 2. Gambar benda kerja dipelajari dan dipahami 3. Benda kerja diukur menggunakan jangka sorong 4. Pahat diasah menggunakan gerinda
5. Benda kerja dijepit pada chuck dan dikunci dengan menggunakan kunci chuck
6. Pahat dipasang pada rumah pahat dan dikunci dengan menggunakan kunci kombinasi 8. 7. Rumah pahat dipasang pada tool post dan dikunci dengan menggunakan kunci tool post 8. Mata pahat dicenter kan dengan center putar pada kepala lepas
9. Mesin diaktif kan dengan cara memutar switch pada posisi on 10. Tombol bewarna putih ditekan
11. Tool post dimiringkan untuk melakukan pembubutan
12. Putaran chuck diaktifkan dengan cara menakan putaran chuck berlawanan arah jarum jam 13. Air coolant diaktifkan
14. Benda kerja dibubut muka dengan pemakanan sedalam 2 mm hingga permukaan benda kerja rata.
15. Benda kerja diperiksa jika belum rata maka pekerjaan diulang
16. Benda kerja dibuka dari chuck dan dijepit kembali dengan posisi permukaannya dibalik kemudian dibubut muka sedalam 2 mm hingga ukuran benda kerja menjadi 100 mm
17. Chuck drill dipasang pada kepala lepas dan mata drill dengan diameter 8 dipasangkan pada chuck drill dan dikunci dengan menggunakan kunci chuck drill
18. Benda kerja di drill sedalam 100 mm
19. Benda kerja diperiksa jika telah sesuai dengan ukuran yang diinginkan maka pekerjaan dilanjutkan
20. Benda kerja dibubut rata dengan dalam pemakanan 11 mm dan panjang pemakanan 10 mm 21. Putaran chuck dinonaktif kan dan benda kerja diperiksa
22. Alat Bantu dipasang pada rumah pahat dan dikunci dengan menggunakan kunci kombinasi 8 23. Benda kerja di bubut dalam dengan kedalaman 6 mm dan lebar pemakanan 15 mm
24. Benda kerja diperiksa jika telah sesuai dengan ukuran yang diinginkan maka pekerjaan dilanjutkan
25. Putaran chuck dinon-aktifkan dengan menekan tuas pada posisi netral
26. Alat bantu dibuka dari rumah pahat dan pahat dipasang pada rumah pahat dan dikunci dengan menggunakan kunci pas-ring 8
27. Baut pada eretan atas dikendorkan kemudian eretan atas dimiringkan pada posisi 6 ° dan baut eretas atas dikunci kembali
28. Pahat didekatkan dengan benda kerja dengan cara memutar eretan lintang dan eretan bawah 29. Benda kerja dibuat tirus pada dimeter 10 mm dengan sudut 8°
30. Putaran chuck dinonaktif kan dengan menarik tuas pada posisi netral 31. Air coolant dinon-aktif kan
32. Pahat dibuka dari rumah pahat dengan menggunakan kuci pas -ring 8 33. Rumah pahat dibuka dari tool post denga menggunakan kunci tool post 34. Benda kerja dibuka dari chuck dengan menggunakan kunci chuck
35. Mesin dinon aktif kan dengan cara memutar switch berlawanan arah jarum jam 36. Mesin bubut dibersihkan
37. Alat dan bahan dibersihkan dan disimpan 38. Ruangan tempat kerja dibersihkan dan disapu
BAB V PEMBAHASAN
1. Benda kerja I bagian permukaan
diketahui :
Diameter awal (do) : 63.4 mm
Diameter akhir(dm) : 52.4 mm
Panjang (lt) : 21.5 mm
f ( gerak makan ) : kasar 1 mm dari tabel 2.3 a. langkah Roughing
Maka yang ditanya adalah: 1. Kedalaman potong (a) 2. Putaran Spindel (n)
3. Kecepatan makan (vf )
4. Waktu pemotongan (tc)
5. Kecepatan penghasilan geram (Z)
Jawab
1. Kedalaman potong
mm
Sebelumnya dicari terlebih dahulu diameter rata-rata mm , maka = = 219,07 Rpm 3. Kecepatan makan Vf = f . n Vf = 1 . 219,07 = 219,07mm/min 4. Waktu pemotongan
Lt = langkah pengawalan + benda kerja + langkah pengakhiran = 2 + 63,8 + 2
= 67,8 mm
Tc = = 0,309 min 5. Kecepatan penghasilan geram
Z= f.a.v
Z = 0,069 . 5.65 . 40 = 15,59 cm3/min. a. langkah finishing
Maka yang ditanya adalah: 6. Kedalaman potong (a) 7. Putaran Spindel (n)
8. Kecepatan makan (vf )
10. Kecepatan penghasilan geram (Z)
Jawab
6. Kedalaman potong
mm
7. Putaran spindle (n)
Sebelumnya dicari terlebih dahulu diameter rata-rata
mm , maka = = 219,07 Rpm 8. Kecepatan makan Vf = f . n Vf = 0,069 . 219,07 = 15,11 mm/min 9. Waktu pemotongan
Lt = langkah pengawalan + benda kerja + langkah pengakhiran = 2 + 63,8 + 2
Tc = = 0,309 min
10. Kecepatan penghasilan geram Z= f.a.v
Z = 0,069 . 5.65 . 40 = 15,59 cm3/min.
5.2 Analisa
Pada saat penulis melaksanakan praktikum mesin bubut banyak terdapat kesulitan dan kesalahan yang penulis alami diantaranya :
1. Benda kerja yang dibubut sering tidak rata.
2. Pada saat benda kerja berputar pada pencekam benda kerja mengalami putaran yang tidak senter
3. Pada saat pembuatan tirus hasil permukaan benda kerja yang dihasilkan kasar dan tidak rata 4. Ujung benda kerja dengan ujung benda kerja yang lain sering mengalami perbedaan diameter
pada saat melakukan pembubutan dengan menggunakan eretan atas
Untuk mengatasi permasalahan di atas dapat diatasi dengan cara :
1. Pada ujung pahat ternyata masih runcing, dan penulis membuat radius pada ujung pahat tersebut
2. Ketiga pengunci cekam harus dikunci kuat dengan menggunakan kunci chuck .
3. Untuk pembuatan tirus mata pahat yang digunakan harus berbentuk radius sesuai dengan ukuran radius mata pahat.dan sudut eretan atas adalah 6 derajat.
BAB VI KESIMPULAN
6.1 Kesimpulan
Setelah melakukan praktikum Teknik mesin bubut ini mahasiswa dapat menyimpulkan beberapa hal yaitu :
1. Ketajaman dan sudut mata pahat yang benar sangat berpengaruh pada hasil permukaan benda kerja karena akan mengahasilkan permukaan yang kasar.
2. P:ada saat melakukan pengasahan mata pahat sebaiknya dilakukan secara perlahan – lahan, agar sudut pahat yang dihasilkan sesuai dengan yang telah ditentukan dan agar benda kerja yang dihasilkan permukaannya rata.
3. Dalam melakukan proses di mesi bubut hendaklah dalam setiap pembubutan collant diaktifkan agar permukaan benda kerja yang dihasilkan licin dan mengkilap dan berpengaruh juga terhadap mata pahat bubut
4. Saat pembuatan lubang dan pembesaran lubang yang dilakukan oleh mesin bubut terlebih dahulu benda kerja dijepit dngan kuat dan sebelum proses dilakukan benda kerja disenter dahulu dengan senter yang terletak di kepala lepas agar lubang yang dihasilkan lebih bagus dan lubang yang dihasilkan pada permukaan benda kerja senter atau ditengah .
6.2 Saran
Adapun yang dapat penulis berikan dalam Praktikum Mesin Bubut ini adalah :
1. Sebelum mahasiswa menggunakan mesin bubut diharapkan mahasiswa memahami terlebih dahulu tentang teori dasar dan tata cara menggunakan mesin bubut yang benar.
2. Setelah chuck dikunci, diharapkan hat-hati jangan pernah meninggalkan kunci chuck pada pencekam.
3. Jangan mengukur benda kerja yang sedang berputar
KATA PENGANTAR ………1 BAB I PENDAHULUAN
A.Tujuan ………2
B.Prinsip Kerja Mesin Bubut ………...………...…3 C.Bagian
-BAB I
PENDAHULUAN A. Tujuan
Mesin bubut
Mesin bubut tahun 1911 menunjukkan bagian-bagiannya.
Mesin bubut kecil
Bubut merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.
Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir.
Roda gigi penukar disediakan secara khusus untuk memenuhi keperluan pembuatan ulir. Jumlah gigi pada masing-masing roda gigi penukar bervariasi besarnya mulai dari j umlah 15 sampai dengan jumlah gigi maksimum 127. Roda gigi penukar dengan jumlah 127
mempunyai kekhususan karena digunakan untuk konversi dari ulir metrik ke ulir inci. B. Prinsip kerja mesin bubut
Mesin bubut yang menggunakan sabuk di Hagley Museum
Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.
C. Bagian-bagian mesin bubut
Mesin bubut terdiri dari meja dan kepala tetap. Di dalam kepala tetap terdapat roda-roda gigi transmisi penukar putaran yang akan memutar poros spindel. Poros spindel akan menmutar benda kerja melalui cekal. Eretan utama akan bergerak sepanjang meja sambil membawa
eretan lintang dan eretan atas dan dudukan pahat. Sumber utama dari semua gerakkan tersebut berasal dari motor listrik untuk memutar pulley melalui sabuk.
D. Jenis-jenis Mesin Bubut
1. Mesin Bubut Universal 2. Mesin Bubut Khusus 3. Mesin Bubut Konven 2.
BAB II
TEORI MESIN BUBUT
I. Penggolongan Mesin Bubut
A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal
2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel
B. Pembubut Mesin 2. Vertikal
1. Penggerak puli kerucut a. Stasiun tunggal bertingkat b. Stasiun banyak 2. Penggerak roda gigi tangan 3. Otomatis
3. Penggerak kecepatan G. Pembubut Otomatis C. Pembubut Bangku H. Mesin Ulir Otomatis D. Pembubut Ruang Perkakas 1. Spindel Tunggal E. Pembuat kegunaan Khusus 2. Spindel Banyak I. Fris Pengebor Vertikal
II. Konstruksi Mesin Bubut Pembubut mesin tugas berat.
Jenis ini mempunyai kepala tetap berisi roda gigi dan mendapatkan daya dari motor yang disambungkan dengan sabuk V. Pengendali pada kepala tetap bisa mengatur kecepatan sampai 27 variasi kecepatan.
Ekor tetap bisa distel sepanjang bangku untuk menampung panjang stok yang berbeda beda. Pergerakannya diatur dengan penyetel roda dan dilengkapi dengan ulir pengencang pada dasarnya untuk menyetel kelurusan dan untuk pembubutan tirus.
Sekrup pengarah adalah poros panjang berulir yang terletak agak dibawah dan sejajar dengan bangku, memanjang dari kepala tetap sampai ekor tetap. Dihubungkan dengan roda gigi pada
kepala tetap dan putarannya bisa dibalik. Dipasang ke kereta luncur dan bisa
dipasang atau dilepas dari kereta luncur selama operasi. Ulir pengarah hanya untuk membuat ulir saja dan bisa dilepas kalau tidak dipakai.
Batang hantaran terletak dibawah ulir pengarah yang berfungsi untuk menyalurkan daya dari kotak pengubah cepat (quick change box) untuk menggerakkan mekanisme apron dalam arah melintang atau memanjang.
Kereta luncur terdiri dari perletakan majemuk, sadel pahat dan apron. Konstruksinya kaku karena harus menyangga dan memandu pahat pemotong. Dilengkapi dengan dua hantaran tangan untuk memandu pahat dalam arah menyilang. Roda tangan yang atas mengendalikan gerakan perletakan majemuk dan roda tangan dibawah untuk menggerakkan kereta luncur
sepanjang landasan.Apron yang terletak pada kereta luncur berisi kendali, roda gigi dan mekanisme lain untuk menghantar kereta luncur baik dengan tangan
atau dengan daya.
Ukuran Mesin bubut dinyatakan dalam diameter benda kerja yang dapat diputar, sehingga sebuah mesin bubut 400 mm mempunyai arti mesin bisa mengerjakan benda kerja sampai diameter 400 mm. Ukuran kedua yang diperlukan dari sebuah mesin bubut adalah panjan g benda kerja. Beberapa pabrik menyatakan dalam panjang maksimum benda kerja diantara
kedua pusat mesin bubut, sedangkan sebagaian pabrik lain menyatakan dalam panjang bangku.
Ada beberapa variasi dalam jenis mesin bubut dan variasi dalam desainnya tersebuttergantung pada jenis produksi atau jenis benda kerja.
Pembubut Kecepatan (speed lathe) adalah mesin bubut yang mempunyai konstruksi sederhana dan terdiri dari bangku, kepala tetap, ekor tetap dan peluncur yang dapat distel untuk mendukung pahat. Digunakan untuk pemahatan tangan dan kerja ringan maka bubut dioperasikan pada kecepatan tinggi. Mesin jenis ini biasanya dipakai untuk membubut kayu, atau untuk membuat pusat pada silinder logam sebelum dikerjakan lebih lanjut oleh mesin bubut mesin.
Pembubut mesin. Mendapatkan namanya dari mesin bubut pertama /lama yang digerakkan oleh mesin setelah sebelumnya digerakkan kecepatan adalah tambahan untuk pengendalian kecepatan spindel dan untuk penyanggaan dan pengendalian hantaran pahat tetap. Kepala tetap dilengkapi dengan puli kerucut empat tingkat yang menyediakan empat kisaran
kecepatan spindel jika dihubungkan ke poros motor. Seba gai tambahan mesin ini dilengkapi dengan roda gigi belakang yang bila dihubungkan dengan puli kerucut akan
memberikan tambahan empat variasi kecepatan.
Pembubut bangku adalah mesin bubut kecil yang terpasang pada bangku kerja. Disainnya mempunyai kesamaan dengan mesin bubut kecepatan atau mesin hanya berbeda dalam ukuran dan pemasangannya. Dibuat untuk benda kecil dan mempunyai kapasitas ayunan maksimum sebesar 250 mm pada pelat muka. Pembubut Ruang Perkakas adalah mesin bubut untuk pembuatan perkakas kecil, alat ukur, die dan komponen presisi lainnya. Mesin ini dilengkapi dengan segala perlengkapan yang diperlukan untuk membuat pe kerjaan perkakas yang teliti.
III. Operasi Bubut
Operasi pada mesin bubut ada beraneka ragam : • pembubutan • pengeboran • pengerjaan tepi • penguliran • pembubutan tirus • Penggurdian • Meluaskan lubang Pembubutan Silindris
Benda disangga diantara kedua pusatnya. Operasi pembubut, A. Pahat mata tunggal dalam operasi pembubutan, B. Memotong tepi.
Pengerjaan Tepi (Facing)
Pengerjaan tepi adalah apabila permukaan harus dipotong pada pembubut. Benda kerja
biasanya dipegang pada plat muka atau dalam pencekam seperti gambar 3B. Tetapi bisa juga pengerjaan tepi dilakukan dengan benda kerja diantara kedua pusatnya. Karena pemotongan
tegak lurus terhadap sumbu putaran maka kereta luncur harus dikunci pada bangku pembubut tegak lurus terhadap sumbu putaran maka kereta luncur harus dikunci pada bangku pembubut untuk mencegah gerakan aksial.
untuk mencegah gerakan aksial. Pembubutan Tirus
Pembubutan Tirus
Terdapat beberapa standar ketirusan1 dalam praktek komersial. Terdapat beberapa standar ketirusan1 dalam praktek komersial. Penggolongan berikut yang umum digunakan :
Penggolongan berikut yang umum digunakan : 1. Tirus Morse. Banyak digunakan untuk tangkai
1. Tirus Morse. Banyak digunakan untuk tangkai gurdi, leher, dan pusat pembubut.gurdi, leher, dan pusat pembubut. Ketirusannya adalah 0,0502 mm/mm (5,02%).
Ketirusannya adalah 0,0502 mm/mm (5,02%).
2. Tirus Brown dan Sharp. Terutama digunakan dalam memfris spindel mesin : 0,0417 2. Tirus Brown dan Sharp. Terutama digunakan dalam memfris spindel mesin : 0,0417 mm/mm (4,166%).
mm/mm (4,166%).
3. Tirus Jarno dan Reed.
3. Tirus Jarno dan Reed. Digunakan oleh beberapa pabrik pembubut dan perlengkapanDigunakan oleh beberapa pabrik pembubut dan perlengkapan penggurdi kecil. Semua sistem mempuny
penggurdi kecil. Semua sistem mempunyai ketirusan 0,0500 mm/mm (5,000%ai ketirusan 0,0500 mm/mm (5,000%), tetapi), tetapi diameternya berbeda.
diameternya berbeda.
4. Pena tirus. Digunakan sebagai pengunci. Keti
4. Pena tirus. Digunakan sebagai pengunci. Ketirusannya 0,0208 mm/mm (2,083%).rusannya 0,0208 mm/mm (2,083%). Ketirusan luar yang teliti dapat dipotong pada sebuah pembubut dalam beberapa cara : Ketirusan luar yang teliti dapat dipotong pada sebuah pembubut dalam beberapa cara : 1. Mesin kendali numeris yang dapat memotong kerucut sebagai
1. Mesin kendali numeris yang dapat memotong kerucut sebagai hal yang biasa.
hal yang biasa.
2. Dengan perlengkapan membubut tirus. Perlengkapan yang diperlihatkan pada
2. Dengan perlengkapan membubut tirus. Perlengkapan yang diperlihatkan pada gambar 4.gambar 4. dibautkan pada punggung mesin bubut dan mempunyai batang pemandu yang dapat dikunci dibautkan pada punggung mesin bubut dan mempunyai batang pemandu yang dapat dikunci pada sudut atau ketirusan yang diing
pada sudut atau ketirusan yang diinginkan. Ketika kereta luncur bergerak sebuah peluncurinkan. Ketika kereta luncur bergerak sebuah peluncur diatas batang pahat 1 Ketirusan ini distandardisasi
diatas batang pahat 1 Ketirusan ini distandardisasi dalam satuan Inggris yaitu (0,60235 in.dalam satuan Inggris yaitu (0,60235 in. tiap foot), Brown dan Sharp (1/2 in. tiap foot), Jarno dan Reed (0,6 in. tiap foot), dan pena tiap foot), Brown dan Sharp (1/2 in. tiap foot), Jarno dan Reed (0,6 in. tiap foot), dan pena tirus (1/4 in. tiap foot). Konversi diberikan dalam milimeter dan presentas
tirus (1/4 in. tiap foot). Konversi diberikan dalam milimeter dan presentas e, yang ekivalene, yang ekivalen karena ketirusan adalah tanpa satuan di dalam satuan SI.
karena ketirusan adalah tanpa satuan di dalam satuan SI.
3. Perletakan majemuk pada kereta luncur bubut seperti diperlihatkan pada gambar 5. 3. Perletakan majemuk pada kereta luncur bubut seperti diperlihatkan pada gambar 5. mempunyai dasar bulat dan dapat diputar ke sembarang sudut yang diinginkan dari benda mempunyai dasar bulat dan dapat diputar ke sembarang sudut yang diinginkan dari benda kerja. Pahat kemudian dihantarkan kedalam benda kerja dengan tangan. Metode ini untuk kerja. Pahat kemudian dihantarkan kedalam benda kerja dengan tangan. Metode ini untuk ketirusan pendek.
ketirusan pendek.
4. Penguncian pusat ekor tetap yang digeser memperlihatkan metode ini. Kalau ekor tetap 4. Penguncian pusat ekor tetap yang digeser memperlihatkan metode ini. Kalau ekor tetap digeser secara horisontal dari s
digeser secara horisontal dari sumbu sebesar 6,4 mm untuk batang silinder sepanjang 305umbu sebesar 6,4 mm untuk batang silinder sepanjang 305 mm, akan diperoleh ketirusan 0,0416 mm/mm (4,16%). Jadi
mm, akan diperoleh ketirusan 0,0416 mm/mm (4,16%). Jadi ketirusan juga ditentukan olehketirusan juga ditentukan oleh panjang silinder yang dibubut.
panjang silinder yang dibubut. IV. Memotong Ulir
IV. Memotong Ulir
Biasanya pembuatan ulir dengan mesin bubut dilakukan apabila hanya sedikit ulir yang harus Biasanya pembuatan ulir dengan mesin bubut dilakukan apabila hanya sedikit ulir yang harus dibuat atau dibuat bentuk khusus. Bentuk ulir
dibuat atau dibuat bentuk khusus. Bentuk ulir didapatkan dengan menggerinda pahat menjadididapatkan dengan menggerinda pahat menjadi bentuk yang sesuai dengan mengg
bentuk yang sesuai dengan menggunakan gage atau plat pola,memperlihatkan sebuah pahatunakan gage atau plat pola,memperlihatkan sebuah pahat untuk memotong ulir -V 60 derjat
untuk memotong ulir -V 60 derjat dan gage yang digunakan untuk memeriksa sudut pahat.dan gage yang digunakan untuk memeriksa sudut pahat. Gage ini disebut gage senter sebab juga bisa digunakan sebagai gage penyenter mesin bubut. Gage ini disebut gage senter sebab juga bisa digunakan sebagai gage penyenter mesin bubut. Pemotong berbentuk khusus bisa juga digunakan untuk memotong ulir.
Pemotong berbentuk khusus bisa juga digunakan untuk memotong ulir.
Dalam mengunci pahat untuk ulir-V, terdapat dua metode hantaran pahat. Pahat dapat Dalam mengunci pahat untuk ulir-V, terdapat dua metode hantaran pahat. Pahat dapat dihantarkan lurus kedalam benda kerja, ulir terbentuk karena serangkaian potongan ringan dihantarkan lurus kedalam benda kerja, ulir terbentuk karena serangkaian potongan ringan Metode pemotongan ini baik digunakan untuk pemotongan besi cor atau
Metode pemotongan ini baik digunakan untuk pemotongan besi cor atau kuningan. Metodekuningan. Metode kedua adalah dengan menghantar pahat pada suatu sudut seperti gambar 7B dan 7D. Metode kedua adalah dengan menghantar pahat pada suatu sudut seperti gambar 7B dan 7D. Metode ini digunakan untuk membuat ulir pada bahan baja. Pahat diputar sebesar 29o dan pahat ini digunakan untuk membuat ulir pada bahan baja. Pahat diputar sebesar 29o dan pahat dihantar ke benda kerja sehingga seluruh pemotongan dilakukan pada sisi kiri dari pahat. dihantar ke benda kerja sehingga seluruh pemotongan dilakukan pada sisi kiri dari pahat. Mesin Bubut Turet
Mesin Bubut Turet
Mesin bubut turet memiliki ciri khusus yang terutama disesuaikan untuk kebutuhan mesin Mesin bubut turet memiliki ciri khusus yang terutama disesuaikan untuk kebutuhan mesin produksi. Keahlian pekerja disesuaikan pada mesin ini sehingg
produksi. Keahlian pekerja disesuaikan pada mesin ini sehingga operator yanga operator yang
kurang pengalaman bisa menghasilkan komponen yang sejenis.Karakteristik utama kelompok kurang pengalaman bisa menghasilkan komponen yang sejenis.Karakteristik utama kelompok mesin ini adalah bahwa pahat/perkakas bisa distel
skill/terlatih diperlukan untuk menyetel perkakas dengan benar, namun setelah itu untuk skill/terlatih diperlukan untuk menyetel perkakas dengan benar, namun setelah itu untuk mengoperasikannya bisa dilakukan oleh tenaga tidak terlatih.
mengoperasikannya bisa dilakukan oleh tenaga tidak terlatih. Mesin Bubut Turet Horisontal
Mesin Bubut Turet Horisontal
Mesin ini dibuat dalam dua desain umum yaitu ram dan sadel. Mesin bubut j
Mesin ini dibuat dalam dua desain umum yaitu ram dan sadel. Mesin bubut j enis ram disebutenis ram disebut demikian sesuai dengan cara
demikian sesuai dengan cara
turet dipasang. Turet ditempatkan pada peluncur atau ram yang bergerak kebelakang dan turet dipasang. Turet ditempatkan pada peluncur atau ram yang bergerak kebelakang dan kemuka pada sebuah sadel
kemuka pada sebuah sadel yang diapitkan kepada bangku mesin bubut. Pengaturan iniyang diapitkan kepada bangku mesin bubut. Pengaturan ini menghasilkan gerakan cepat dari turet dan dianjurkan untuk untuk kerja batang atau menghasilkan gerakan cepat dari turet dan dianjurkan untuk untuk kerja batang atau pencekaman tugas ringan. Sadelnya tidak b
pencekaman tugas ringan. Sadelnya tidak bergerak selama operasi. Pada jenis sadel yangergerak selama operasi. Pada jenis sadel yang digunakan untuk pekerjaan pencekaman, mempunyai turet yang dipasang langsung pada digunakan untuk pekerjaan pencekaman, mempunyai turet yang dipasang langsung pada sadel. Sadelnya bergerak bolak balik bersama turet. Mesi
sadel. Sadelnya bergerak bolak balik bersama turet. Mesin bubut turet jenis ram nomor 3n bubut turet jenis ram nomor 3 dengan kendali daur listrik. Mesin bubut turet pencekaman jenis sadel. Karena perkakas dengan kendali daur listrik. Mesin bubut turet pencekaman jenis sadel. Karena perkakas pencekaman menggantung (o
pencekaman menggantung (overhang) dan tidak mendukung verhang) dan tidak mendukung benda kerja, maka perkakasbenda kerja, maka perkakas pencekam harus sekaku mungkin.
pencekam harus sekaku mungkin. Mesin bubut turet dikonstruksi dengan Mesin bubut turet dikonstruksi dengan cara yang samacara yang sama dengan mesin bubut biasa.
dengan mesin bubut biasa.
Perbedaan Antara Mesin Bubut Turet Dengan Mesin Bubut Biasa Perbedaan Antara Mesin Bubut Turet Dengan Mesin Bubut Biasa
Perbedaan utamanya adalah bahwa mesin bubut turet disesuaikan untuk pekerjaan produksi Perbedaan utamanya adalah bahwa mesin bubut turet disesuaikan untuk pekerjaan produksi yang banyak sedangkan mesin bubut biasa teruta
yang banyak sedangkan mesin bubut biasa terutama digunakan untuk berbagai pekerjaan,ma digunakan untuk berbagai pekerjaan, untuk pembubut ruang perkakas atau kerja tunggal. Ciri ciri mesin bubut turet yang
untuk pembubut ruang perkakas atau kerja tunggal. Ciri ciri mesin bubut turet yang membuatnya dipakai untuk produksi banyak adalah :
membuatnya dipakai untuk produksi banyak adalah :
1. Perkakas bisa distel pada turet untuk pekerjaan berurutan. 1. Perkakas bisa distel pada turet untuk pekerjaan berurutan.
2. Setiap stasiun dilengkapi dengan penghenti atau penggerak hantaran sehingga 2. Setiap stasiun dilengkapi dengan penghenti atau penggerak hantaran sehingga masing-masing pemotongan oleh pahat adalah sama
masing pemotongan oleh pahat adalah sama dengan pemotongan sebelumnya.dengan pemotongan sebelumnya.
3. Pemotongan majemuk dapat diambil dari stasiun yang sama pada saat yang sama, misaln 3. Pemotongan majemuk dapat diambil dari stasiun yang sama pada saat yang sama, misaln yaya pembubutan atau pemboran u
pembubutan atau pemboran ubang sebanyak dua buah abang sebanyak dua buah atau lebih.tau lebih.
4. Pemotongan kombinasi dapat dibuat yaitu pahat pada peluncur menyilang (cross slide) 4. Pemotongan kombinasi dapat dibuat yaitu pahat pada peluncur menyilang (cross slide) dapat digunakan bersamaan dengan pahat pada
dapat digunakan bersamaan dengan pahat pada turet yang lagi memotong.turet yang lagi memotong.
5. Kekakuan pada pemegang benda kerja atau pahat harus dibuat pada mesin untuk pekerjaan 5. Kekakuan pada pemegang benda kerja atau pahat harus dibuat pada mesin untuk pekerjaan majemuk atau pemotongan kombinasi.
majemuk atau pemotongan kombinasi.
6. Mesin bubut turet mungkin dilengkapi dengan berbagai per
6. Mesin bubut turet mungkin dilengkapi dengan berbagai per lengkapan seperti pembuatanlengkapan seperti pembuatan tirus, pembuatan ulir dan pekerjaan duplikasi dan bisa dikontrol dengan pita/kaset.
tirus, pembuatan ulir dan pekerjaan duplikasi dan bisa dikontrol dengan pita/kaset. Prinsip Pahat Dan Perpahatan
Prinsip Pahat Dan Perpahatan
Dalam produksi adalah penting bahwa pekerja
Dalam produksi adalah penting bahwa pekerjaan dilakukan sesingkat mungkin. Waktu yangan dilakukan sesingkat mungkin. Waktu yang dihabiskan dalam produksi adalah :
dihabiskan dalam produksi adalah : waktu penyetelan, penanganan benda kerja, penangananwaktu penyetelan, penanganan benda kerja, penanganan mesin, dan waktu pemotongan.
mesin, dan waktu pemotongan.
Waktu penyetelan dapat dikurangi dengan menyiapkan semua pahat
Waktu penyetelan dapat dikurangi dengan menyiapkan semua pahat yang diperlukan dalamyang diperlukan dalam kondisinya dan siap dipakai.Waktu penanganan benda kerja
kondisinya dan siap dipakai.Waktu penanganan benda kerja yaitu waktu yang dipakai dalamyaitu waktu yang dipakai dalam memasang atau melepaskan benda kerja. Hal ini sangat tergantung kepada piranti pemegang memasang atau melepaskan benda kerja. Hal ini sangat tergantung kepada piranti pemegang benda kerja. Untuk pekerjaan batang maka wa
benda kerja. Untuk pekerjaan batang maka waktu ini dikurangi dengan menggktu ini dikurangi dengan menggunakan leherunakan leher stok batang. Waktu penanganan mesin adalah
stok batang. Waktu penanganan mesin adalah waktu yang diperlukan dalamwaktu yang diperlukan dalam memasang masing-masing perkakas pada te
memasang masing-masing perkakas pada tempatnya. Bisa dikurangi dengan menempatkanmpatnya. Bisa dikurangi dengan menempatkan perkakas pada posisi dan urutan yang
perkakas pada posisi dan urutan yang benar sehingga memudahkan penggbenar sehingga memudahkan penggunaannya atauunaannya atau dengan melakukan pemotongan kombinasi atau jamak, jika
dengan melakukan pemotongan kombinasi atau jamak, jika memungkinkan. Waktu potongmemungkinkan. Waktu potong untuk suatu operasi dikendalikan oleh penggunaan
untuk suatu operasi dikendalikan oleh penggunaan yang benar atas perkakas potong,yang benar atas perkakas potong, kecepatan dan hantaran. Pemotongan kombinasi bisa
kecepatan dan hantaran. Pemotongan kombinasi bisa menghemat waktu potong.menghemat waktu potong. Mengkombinasikan pemotongan pada pekerjaan batang. B.
Mengkombinasikan pemotongan pada pekerjaan batang. B. Pemotongan banyak dari turet segi enam.
Pemotongan banyak dari turet segi enam.
Pemotongan kombinasi menunjukkan penggunaan serentak dari pahat peluncur dan turet Pemotongan kombinasi menunjukkan penggunaan serentak dari pahat peluncur dan turet .. Penyetelan untuk memesin operasi dalam pada adaptor berulir.
Penyetelan untuk memesin operasi dalam pada adaptor berulir. 1. Stok batang dimajukan terhadap penghenti stok kombinasi