BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Riau Andalan Pulp and Paper merupakan suatu perusahaan swasta yang bergerak dibidang pembuatan pulp dan kertas. Perusahaan ini didirikan oleh bapak Sukanto Tanoto yang lahir pada tahun 1949 yang bermula dari bisnis keluarga hingga menjadi bisnis internasional. PT. Riau Andalan Pulp and Paper merupakan anak perusahaan Raja Garuda Mas Internasional yang merupakan pemegang saham utama pada APRIL Group (Asia Pacific Resource Internasional Holding Ltd.) yang telah dikenal dalam dunia bisnis internasional. PT. Riau Andalan Pulp and Paper berkedudukan di Jakarta pada tahun 1989. Pada tahun 1995 perusahaan ini mulai beroperasi di provinsi Riau tepatnya di desa Pangkalan Kerinci kabupaten Pelalawan, dengan kapasitas hasil produksi mencapai 750.000 ton pulp pertahun. Dari segi peralatan dan teknologi didatangkan dari Eropa terutama Finlandia dan Swedia, misalnya sund fibrator, diantaranya terdiri dari alat-alat pemotong superbatch, pencuci dan penyaring pulp, sistem delignifikasi oksigen, mesin pemutih dan penyaringan tahap kedua.
PT. Riau Andalan Pulp and Paper melakukan distribusi pemasaran pulp keluar negeri sekitar 85% dan sisanya 15 % dijual pada perusahaan di dalam negeri. Hasil produksi di ekspor ke berbagai negara seperti Amerika, China, Korea, India, Taiwan, Japan, Australia dan Negara-negara di Eropa dan Asia Tenggara.
PT. Riau Andalan Pulp and Paper dibangun dan dirancang untuk mengusahakan pulp dan kertas yang berkualitas tinggi, dimana pulp diproduksi secara kimia dengn proses sulfat (kraft). Sistem kontrol diperusaahan ini telah masuk kedalam system ISO yang digunakan sebagai tanda untuk menentukan kualitas dunia dari suatu produk. Beberapa bahan kimia yang digunakan dipabrik diantaranya adalah ClO2, Cl2
Selain itu PT. Riau Andalan Pulp and Paper merupakan perusahan swasta yang berkembang pesat dan mendapatkan sertifikat ISO 9002 dan ISO 14001 . PT. Riau Andalan Pulp and Paper merupakan perusahaan yang menggunakan teknologi produksi yang canggih yaitu superbatch administrator digester system dan sistem produksi yang telah baik dengan sistem pengontrolan yang canggih serta manjemen yang telah baik, baik dari segi produksinya maupun pada tingkat cooperate.
, NaCl.
2.2. Ruang Lingkup Bidang Usaha
PT. Riau Andalan Pulp and Paper adalah salah satu perusahaan besar di Indonesia yang bergerak dalam bidang usaha produksi pulp (bubur kertas) dan paper (kertas). PT. Riau Andalan Pulp and Paper terdiri dari atas 4 departemen, yaitu:
1. PT. RPE (Riau Power Energy), yang berfungsi untuk memproduksi listrik, steam (uap), air dan udara bertekanan.
2. PT. Riau Fiber
3. PT. Riau Pulp, yang berfungsi untuk menghasilkan pulp (bubur kertas).
4. PT. RAK (Riau Andalan Kertas), yang berfungsi untuk menghasilkan paper (kertas).
2.3. Lokasi Perusahaan
Lokasi PT. Riau Andalan Pulp and Paper terdiri dari dua tempat, lokasi pabrik di desa Pangkalan Kerinci, Kabupaten Pelalawan, Propinsi Riau, ±80 Km sebelah timur dari Kota Pekanbaru dan jaraknya ±5 Km dari Sungai Kampar. Kantor pusat terletak di Jl. Jenderal Sudirman, Gedung BNI lantai 20-22, Jakarta.
2.4. Daerah Pemasaran
Pulp yang dihasilkan adalah jenis Fully Bleached Kraft Pulp dan serat pendek (hard wood). Hasil produksi berupa pulp kering dalam bentuk lembaran-lembaran dengan kualitas tinggi. Pada tahun 2002 pulp yang dihasilkan mencapai 2 million ton/ tahun. Hasil akhir pulp 63 % digunakan untuk kertas printer, 21 % untuk kemasan kertas (coated paper), 8 % untuk kertas tissue dan 5 % umtuk kertas buku. Produksi kertas dimulai sejak April tahun 1998 dan peluncuran pertamanya dilakukan pada bulan Mei di Singapore. Tahun 2001 produksi kertas mencapai 0,3 million ton/ tahun. Kertas yang dihasilkan PT. Riau Andalan Pulp and Paper bermerek Dunia Mas dan Paper One. Produk kertas yang berupa gulungan (rolls) lebarnya 480-2200 mm dengan berat 60, 70, 75, 80, 90, 100, 120 gr/ m2. Lembaran-lembaran kertas yang berbentuk folio sesuai ukuran standar
dan costumize memiliki berat 60, 70, 80, 90, 100, dan 120 gr/ m2. Ukuran kertas yang dipasarkan adalah dalam size A4, A3, F4, NA4 dengan berat 70/80 gr/ m2
Pemasaran ditujukan untuk domestik dan eksport, prioritas masing-masing pemasaran adalah sebagai berikut:
.
1. Domestik
Pulp yang dihasilkan didistribusikan ke RAK yang merupakan anak perusahaan RGM (Raja Garuda Mas) Group. Selain itu juga didistribusikan ke pabrik-pabrik kertas di Indonesia.
2. Ekspor
Prioritas ekspor ditujukan ke India, Timur Tengah, Eropa, Australia, Taiwan, Japan, Thailand, Korea dan Malaysia.
Distribusi pulp 69% ditujukan ke Asia, 22% ke kawasan Eropa dan 9% untuk Indonesia. Sedangkan distribusi kertas 47% ditujukan ke Asia, 23% ke kawasan Eropa, 15% untuk Timur Tengah dan sisanya 15% ke Indonesia.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
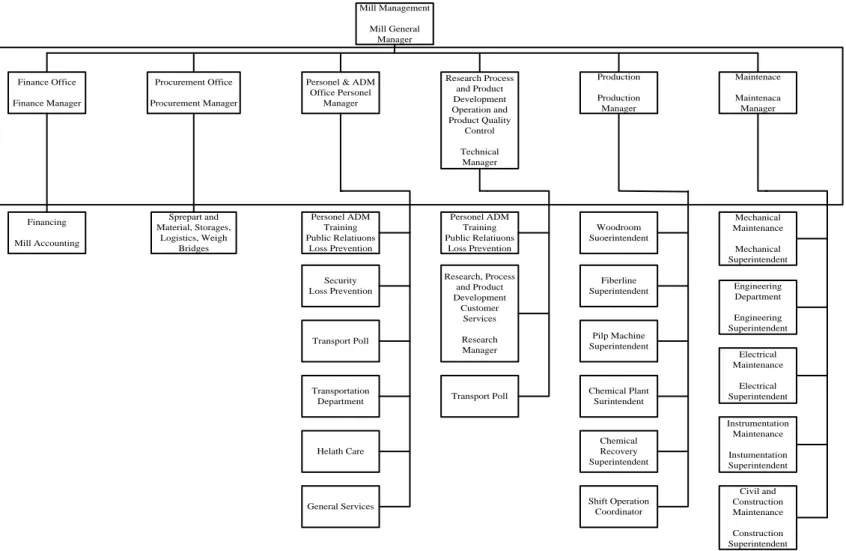
Struktur organisasi merupakan bentuk kerangka manajemen sumber daya manusia, yang menunjukkan jenjang dan tanggung jawab serta wewenang masing-masing perusahaan dalam usaha bersama untuk mencapai tujuan yang telah ditetapkan. Struktur organisasi perusahaan PT. Riau Andalan Pulp and Paper adalah campuran yaitu berbentuk hubungan garis dan fungsional. Dalam menjalankan struktur organisasinya ada pembagian tugas yang jelas antara
pimpinan dan pelaksana dan koordinasi dapat mudah dikerjakan karena sudah ada pembidangan masing-masing. Struktur organisasi PT. Riau Pulp dapat dilihat pada Gambar 2.1.
2.5.2. Pembagian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab dari masing-masing bagian diuraikan dalam lampiran 1.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja PT. Riau Andalan Pulp and Paper berjumlah 2100 orang dan 20.000 orang kontraktor, terdiri dari 85% dari dalam negeri dan 15% dari luar negeri yaitu India, Finland, Canada, America dan Philipine.
Karyawan tersebut dari karyawan general dan keryawan shift. Jam kerja untuk karyawan tersebut adalah sebagai berikut:
1. Karyawan general
Senin – Jumat 07.00 – 11.30 WIB 13.00 – 16.00 WIB
Sabtu 07.00 – 11.30 WIB
2. Karyawan shift
3 shift dengan waktu kerja 8 jam per hari
Shift I 07.00 – 15.00 WIB
Shift II 15.00 – 23.00 WIB
Mill Management Mill General Manager Research Process and Product Development Operation and Product Quality Control Technical Manager Maintenace Maintenaca Manager Production Production Manager Personel & ADM
Office Personel Manager Procurement Office Procurement Manager Finance Office Finance Manager Personel ADM Training Public Relatiuons Loss Prevention Security Loss Prevention Transport Poll Sprepart and Material, Storages, Logistics, Weigh Bridges Financing Mill Accounting General Services Helath Care Transportation Department Personel ADM Training Public Relatiuons Loss Prevention Research, Process and Product Development Customer Services Research Manager Transport Poll Woodroom Suoerintendent Fiberline Superintendent Pilp Machine Superintendent Shift Operation Coordinator Chemical Recovery Superintendent Chemical Plant Surintendent Mechanical Maintenance Mechanical Superintendent Engineering Department Engineering Superintendent Electrical Maintenance Electrical Superintendent Civil and Construction Maintenance Construction Superintendent Instrumentation Maintenance Instumentation Superintendent
2.5.4. Sistem Pengupahan dan Fasilitasnya Lainnya 2.5.4.1 Sistem Pengupahan
Perusahaan akan membayar upah berdasarkan ranking, status jabatan, prestasi dan kepemimpinan. Upah yang dibayar kepada para pekerja termasuk gaji pokok, tunjangan, dan lembur.
Kenaikan gaji berdasarkan penyesuaian ekonomi tahunan dan nilai. Nilai kenaikan upah berdasarkan prestasi karyawan dan upah karyawan akan ditinjau setiap bulan April. Untuk tenaga kerja Indonesia akan menerima THR sebagaimana peraturan ketenagakerjaan Indonesia, setelah 12 bulan masa kerja. Karyawan yang telah bekerja 3 bulan atau lebih akan diberi THR sebagaimana peraturan perusahaaan. Pembayaran tunjangan dilaksanakan 2 minggu sebelum hari raya/ tahun baru dan tidak berlaku untuk tenaga kerja asing. Bonus ditentukan berdasarkan prestasi karyawan dan perusahaan.
2.5.4.2 Fasilitas Perusahaan
Fasilitas yang disediakan oleh perusahaan adalah sebagai berikut: 1. Fasilitas kesehatan dan keamanan
2. Tunjangan kecelakaan 3. Perumahan
4. Fasilitas training dan pendidikan 5. Kantin dan restoran
6. Sekolah 7. Hotel
8. Minimarket
9. Sarana olahraga dan entertainment
2.6. Proses Produksi PT. Riau Pulp 2.6.1. Bahan yang Digunakan
2.6.1.1 Bahan Baku
Bahan baku proses pembuatan pulp Pabrik Riau Pulp adalah kayu yang berasal dari kayu tanaman akasia yang bernama Acasia mangium dan Acasia crasicarpa dan Pinus silvetris. Kayu yang digunakan perusahaan pada umumnya kayu keras (hard wood), sedangkan kayu lunak (soft wood) digunakan dalam jumlah sedikit. Bahan baku untuk proses pembuatan kertas adalah pulp, yaitu pulp serat pendek (hardwood) dan pulp serat panjang (softwood).
2.6.1.2 Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi ditambah ke dalam proses pembuatan (bahan yang ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak jelas dibedakan pada produk). Bahan tambahan yang digunakan pada pengolahan pulp adalah :
a. Cairan pemasak
Cairan pemasak untuk proses pembuatan pulp terdiri dari : 1. Lindi putih (white liquor)
b. Uap panas
Steam digunakan sebagai sumber panas pada proses pemasakan. c. Bahan kimia pemutih
Bahan kimia pemutih yang digunakan untuk meningkatkan derajat putih pulp adalah clorin dioxide.
2.6.1.3 Bahan Penolong
Bahan penolong adalah bahan-bahan yang dibutuhkan untuk menyelesaikan suatu produk atau yang dikaitkan pada produk dimana keberadaannya tidak mengurangi nilai dari produk tersebut.
Bahan penolong yang dipakai pabrik adalah :
a. Bahan pembungkus dengan menggunakan peralatan yang disebut forlder. b. Kawat untuk mengikat pada tying machine.
c. Label untuk memberikan tanda produksi pada bal-bal yang telah dibungkus dan diikat.
2.6.2. Uraian Proses Produksi 2.6.2.1.Fiberline
Fiberline area merupakan tempat dilakukannya pembuatan pulp. Department Fiberline mempunyai tiga line, yaitu line 1, line 2 dan line 3. Fiberline 1 merupakan line untuk mesin lama atau mesin yang pertama kali di gunakan sejak awal berdirinya pabrik. Sedangkan line 2 merupakan mesin baru yang di tambahkan karena adanya permintaan konsumen yang semakin meningkat
sehingga kemampuan line 1 yang beroperasi tidak mencukupi. Dan line 3 merupakan mesin terbaru dengan teknologi dan proses yang lebih canggih dan berbeda dari line 1 dan 2.
Proses di Departemen fiberline dapat dibagi menjadi 3 bagian, yaitu digester (Pemasakan), washing dan screening (Pencucian dan penyaringan) Oxygen delignification Plant, dan bleaching (pemutihan).
1. Digester (pemasakan)
Digester merupakan tempat pemasakan chip menjadi pulp. Tujuan pemasakan adalah untuk memisahkan selulosa dan lignin dengan menggunakan bahan kimia. Jenis yang digunakan adalah Super Bacth Digester berjumlah 14 buah. Proses pemasakan terdiri atas beberapa tahap, yaitu:
a. Pengisian Chip (Chip Failling)
Chip filling adalah proses pengisiaan serpihan kayu (chip) yang dikirim chip storaging atau chip screening dengan menggunakan belt conveyor ke chip shilo. Dari chip silo serpihan di masukkan ke degester dengan menggunakan screw conveyor pada waktu pengisian chip, udara yang ada didalam degester dihilangkan (dievakuasi) melalui saringan sirkulasi dengan menggunakan blower. Tahap ini memakan waktu 30-32 menit.
b. Impregnation
Impregnation merupakan pengisiaan warm black liquor (WBL) ke dalam digester sebagai tahap pemanasan tahap awal. Mekanismenya adalah dengan cara memasukkan warm black liquor (WBL) ke dalam digester , melalui bagian dasar digester sampai seluruhnya penuh (overflow) dengan tekanan 3
bar, yang bertujuan untuk menyempurnakan penghilangan udara di dalam rongga-rongga chip kayu dan udara di dalam digester. Adapun suhu cairan impragnasi ini adalah 95º C -100º C. Temperatur digester pada akhir tahap ini mencapai 140-145º C, WBL filling berlangsung sekitar 28 menit.
c. Pengisiaan Hot Black Liquor (HBL) dan Hot White Liquor (HWL)
Hot liquor filling adalah proses penambahan liquor ke dalam digester sebagai cairan yang digunakan untuk proses pemasakan (cooking). Pada proses pengisian hot black liquor yang tujuannya untuk menaikkan panas dari warm black liquor pada suhu di bawah ± 100º C, digantikan oleh hot black liquor dipompakan ke digester bervolume 50 m³, berikutnya secara bersamaan hot white liquor merupakan bahan kimia utama pemasakan.
d. Heating dan Cooking
Setelah pengisian HBL dan HWL selesai, cairan dalam digester disirkulasikan sehingga temperatur dalam digester merata sambil di panaskan sehingga temperatur mencapai 160º C- 170º C dengan menggunakan MP steam. Setelah itu dilanjutkan dengan proses pemasakan ±60 menit.
e. Displacement
Tujuan dari fase displacement adalah untuk menghentikan reaksi pemasakan dan sebagai pencucian awal. Setelah pemasakan selesai, pompa sirkulasi dihentikan, kemudian black liquor dipompakan ke digester. Black liquor yang digunakan adalah filtrat dari washing plant yang sudah didinginkan mencapai suhu ± 85º C, black liquor tersebut dimasukkan untuk menggantikan black
liquor yang ada di dalam digester, sehingga suhu di dalam digester mencapai ± 100º C.
f. Discharging
Discharging merupakan proses pemompaan pulp yang sudah dimasak ke tangki discharge. Fase ini merupakan tahap akhir dari proses yang terjadi di digester, dan untuk mempermudah pemompaan, pulp didalam digester dilakukan penambahan dilusi ± 300 m³ untuk pengeceran pulp sehingga siap untuk diproses selanjutnya.
2. Washing dan Screnning (Pencucian dan Penyaringan) Oxygen Delignification Plant
Pencucian (washing) dan penyaringan (screening) dilakukan dengan tujuan untuk memisahkan material-material yang tidak diinginkan yang terdapat di dalam pulp dan dapat menghilangkan sisa-sisa bahan kimia yang terjadi akibat proses pemasakan dengan menggunakan air panas (hot water). Adapun proses pencucian ini di lakukan system berlawanan arah (countercurrent).
Tahap pembersihan pulp antara lain : a. Deknotting
Deknotting adalah proses awal pada area washing. Proses ini bertujuan untuk memisahkan pulp dengan knott, yaitu dengan menggunakan knotter. Knott adalah padatan chip yang tidak masak pada saaat pemasakan chip dalam digester. Pulp dari discharge tank di pompakan ke dalam pemisah pulp (knotter) dengan konsistensi 5% kemudian diencerkan sampai konsistensi
2,5%. Pengenceran ini bertujuan memudahkan proses pemisahan hasil (accept) dan sisa (reject). Knotter terdiri dari primary knotter dan secondary knotter. Dari primary knotter yang accept akan dikirimkan ke washer sedangkan yang reject akan dikirimkan ke secondary knotter. Accept dari secondary knotter akan dikirim ke intlet washer, sedangkan yang reject akan dikirim ke reject tank yang selanjutnya dikirim ke digester untuk dimasak kembali.
b. Washing
Pencucian dilakukan untuk memisahakan serat dari kotoran-kotoran yang dapat larut dalam air, yang terdiri dari senyawa organic (lignin) dan juga senyawa inorganic yang merupakan sisa dari bahan kimia pemasak. Pencucian campuran pulp dan black liquor dilakukan didalam 4 tahap dengan arah aliran pencucian berlawanan dengan arah aliran pulp. Sebagai cairan pencuci digunakan air panas dengan suhu ± 70º C agar di dapat pencucian yang efisien. Pulp yang sudah dicuci dikirim untuk disaring kembali ke pressure screen, sedangkan black liquor yang merupakan filtrate digunakan sebagai larutan pengencer secara sirkulasi dalam sistem pencucian sendiri dan selebihnya dikirim ke digester plant yang selanjutnya dikirim ke chemical black liquor recovery.
c. Screening
Screnning adalah proses pemisahan serat (fiber) berdasarkan ukuran, dengan menggunakan saringan. Penyaringan dilakukan terhadap pulp yang masih berwarna coklat untuk memisahkan bahan-bahan pengotor yang dapat mengurangi kualitas pulp dan dapat mengakibatkan pemborosan bahan-bahan
kimia pada proses-proses pemutihan. Serat yang belum terfiberasi dengan baik akan digunakan sebagai bahan bakar, sedangkan pulp yang lolos ditampung ke tangki penampungan pulp. Screnning yang dilakukan biasanya mempunyai beberapa tingkatan, hal ini bertujuan untuk menyaring kembali sisa (reject) darai screen sebelumnya. Tahapan pada screening adalah primary screening, secondary, tertiary, dan quartenary screnning.
d. Oxygen Delignification
Sebelum tahap delignifikasi oksigen terlebih dahulu ada tahap pre oksigen dimana pada tahap ini bertujuan untuk menaikkan nilai brightness dari pulp yang akan dihasilkan. Hasil dari pre oksigen ini dimasukkan kedalam MC tank, Setelah pre oksigen barulah masuk tahap delignifikasi oksigen. Pada proses ini kadar ilgin di turunkan sebelum memasuki tahap bleaching. Kadar lignin pulp setelah pemasakan di digester mempunyai harga bilangan kappa sebesar ± 16 dan setelah melalui proses delignifikasi oksigen bilangan kappanya menjadi ± 10. Kappa number adalah parameter kadar lgnin dalam pulp. Bahan kimia yang aktif dalam reaksi delignifikasi oksigen adalah gas oksigen dan lindi putih oksidasi (NaOH). Dalam proses ini digunakan reactor oksidasi. Pada saat reaksi oksigen PH pulp ± 11 dengan waktu reaksi 60 menit. Suhu pada saat proses ini adalah 95 - 100º C dengan konsistensi 10- 20 %. Hasil dari proses delignifikasi oksigen ini dimasukkan ke dalam 02 blow tank. Setelah melewati proses delignifikasi oksigen, tahap selanjutnya adalah tahap post oksigen yang berfungsi juga untuk menaikan derajat brightness dari pulp. Hasil dari post oksigen ini kemudian dimasukkan ke unbleach tank (brown stock).
3. Bleaching (Pemutihan)
Bleaching bertujuan untuk menghasilkan derajat putih dan membersihkan pulp serta mengurangi lignin dari selulosa. Bleaching terdiri dari 4 tahap yaitu : a. Tahap Dioksida Awal (DO)
Pada tahap ini pulp mempunyai konsistensi 12 % dengan temperatur 60º C dan waktu yang diperlukan 60 menit pada pH 1,8-2,0. Bahan kimia yang dinginkan adalah CIO2
b. Tahap Ektrasi Oksidari (E/O)
. Tujuan penambahan zat ini adalah untuk menghilangkan lignin.
Konsistensi pulp pada tahap ini adalah 12% dengan temperatur 70º C dan waktu yang diperlukan 90 menit pada pH 10,8. Bahan kimia yang digunakan adalah NaOH dan O2. Tujuan dari penambahan zat ini adalah untuk melarutkan
lignin setelah chlorinasi dan menghilangkan lignin dengan O2
c. Tahap Cholorin Dioksida 1
dan larutan NaOH panas.
Pada tahap ini konsistensitas pulp 12 % dengan temperatur 70ºC dan waktu yang di butuhkan 80 menit pada pH 3,5-3,8. Bahan kimia yang digunakan adalah ClO2
d. Tahap Cholorin Dioksida 2
. Penambahan zat ini bertujuan untuk memutihkan pulp.
Konsistensi pulp 12% dengan temperatur 70%, sedangkan waktu yang dibutuhkan sekitar 80 menit dengan pH 4,5-5. Bahan kimia yang digunakan adalah ClO2. Penambahan zat ini bertujuan unuk meningkatkan keputihan
2.6.2.2.Chemical Recovery
Bagian chemical recovery bertanggung jawab untuk pengadaan bahan-bahan kimia yang diperlukan untuk proses pulp dan paper, antara lain clorin dioxide untuk pemutih pulp.
Fungsi chemical recovery adalah : a. Memisahkan black liquor dari pulp
b. Memekatkan black liquor sebagai persiapan untuk dibakar
c. Pembakaran black liquor pekat dalam ruang bakar untuk membakar zat-zat organik garam-garam natrium untuk mereduksi kandungan Na2SO4 dari black
liquor, menjadi NO2
d. Pengembalian garam-garam natrium dari ruang bakar dalam bentuk lelehan yang dapat disusun kembali sebagai cairan pemasak.
S dan panasnya dimanfaatkan untuk menghasilkan steam.
e. Reaksi hasil natrium carbonat (Na2CO3) dalam bentuk leburan menjadi
NAOH dengan menggunakan calcium hidorxida Ca(OH)2,
Ca(OH)
reaksi yang terjadi sebagai berikut :
2 + Na2CO3 CaCO3
f. Pengembalian larutan hasil yang sudah jernih (white liquor) untuk digunakan sebagai cairan pemasak pada siklus berikutnya.
+ 2NaOH
2.6.2.3.Pulp Machine
Tujuan dari rancangan mesin pulp adalah untuk memisahkan air dari bubur pulp serta mengubah suspensi pulp menjadi lembaran dengan kadai 10% secara
efisien tanpa merusak serat dan gramatur. Sebelum memasuki proses di dalam pulp machine terlebih dahulu diuji untuk menentukan layak atau tidaknya pulp diproses lebih lanjut di dalam laboratorium. Adapun yang diuji adalah brightness, dirty count, pH, fareness (derajat giling) dan konsistensi. Kemudian dilakukan pemotongan, pengebalan dan pengunitan untuk mempermudah pengangkutan produk pada konsumen.
Proses-proses yang terjadi di pulp machine adalah ; a. Bleach Screening
Tahap ini berfungsi untuk memisahkan partikel-partikel besar dari stok. Stok dipompa dari bleach H I D melalui radi sreen C-2500 DD. Untuk stok yang dapat diterima dipompakan ke noss radi clone yang berjumlah 3 unit yang merupakan penyaringan tahap pertama yang beroperasi secara paralel. Lolos dari ke 3 pencucian tahap pertama disaring kembali di 3 noss radioclone BM 80.000 yang juga beroperasi secara parallel. Pencucian ini dimaksudkan agar stok yang dihasilkan lebih bersih. Setelah penyaringan pulp kemudian dikentalkan dan dicuci di twin desker. Kemudian dari twin desker pulp jatuh ke mixing chest dengan konsistensi 3,5% selanjutnya dipompakan ke head box. Reject dari radi screen dikirim ke parit pembuangan. Reject dari penyaringan tahap pertama masuk ke penyaringan tahap kedua. Reject dari pencucian tahap 2 masuk ke pencucian tahap 3 sedangkan accept dari pencucian tahap 3 masuk ke pencucian tahap 2. Reject dari pencucian tahap 3 masuk ke pencucian tahap 4. Accept dari pencucian tahap 4 masuk kembali ke pencucian tahap 3 sedangkan reject masuk ke pencucian tahap 5. Accept dari pencucian tahap 5
kembali ke pencucian tahap 4 sedangkan reject masuk ke pencucian tahap 6. Accept dari pencucian tahap 6 masuk kembali ke pencucian tahap 5 sedangkan reject dari pencucian tahap 6 dikirim ke parit pembuangan.
b. Forming Section
Tujuan dari tahap ini adalah untuk membentuk suspensi pulp menjadi lembaran pulp. Sistem yang digunakan adalah fourdriener wire yang berfungsi untuk memisahkan air dari suspense pulp secra gravitasi. Fourdriener wire terdiri dari headbox, wire, wire fit, 2 rectifier rolls, 2 wire guide roll, breast roll, couch roll, 3 wet boxes dengan siphon, 4 wet section boxes tanpa siphon, 4 forming boards dan sebuah roll pengatur tegangan wire. Fourdrinier berukuran lebar 7,15 meter dengan panjang 30 meter. Kadar air suspense pulp yang masuk headbox 98,4 – 98,8 dan kadar air lembaran basah yang keluar dari operasi pembentukan ± 80%.
c. Press Section
Tujuan dari tahap ini adalah untuk mengeluarkan air dari lembaran pulp secara mekanis dengan mengendapkan pulp melalui 2 nip roll. Lembaran pulp yang dihasilkan lebih padat dan antara serat terkonsolidasi membentuk lembaran yang lebih kuat. Pada bagian pengepresan yang pertama dan kedua menggunakan tipe pick up section press roll. Pengepresan pertama melalui wire drive roll dan pengepresan tahap kedua dengan grooved ss roll. Sedangkan untuk pengepresan tanhap ketiga nip nya terdiri dari 2 rool atas dan bawah dengan tipe roll plain press roll. Kadar air lembaran pulp yang keluar dari press ketiga ± 50%.
d. Dryer Section
Tujuan dari tahap ini adalah untuk memisahkan air dari lembaran dengan cara penguapan. Panas yang diperoleh dari uap yang dimasukkan ke steam coil dihembuskan ke kipas sirkulasi ke flow box melalui udara. Melalui flow box lembaran pulp dikeringkan dengan udara panas yang berasal dari atas maupun dari bawah lembaran. Alat yang digunakan adalah falkt dryer yang terdiri dari 25 dek brow box dan 2 dek blow box pendingin. Kadar air lembaran pulp yang keluar dari flakt dryer adalah ± 10%.
e. Cutter and Layboy
Dari flakt dryer lembaran pulp dimasukkan ke cutter layboy yang akan memotong lembaran pulp menjadi ukuran 837 mm x 800 mm dengan normal sheet 1340 mm x 1400 mm.
Fungsi dari cutter layboy adalah sebagai berikut : 1. Memotong lembaran kearah dan silang mesin 2. Lembaran diatur agar overlapping
3. Menumpuk lembaran
4. Menumpuk lembaran di bale-bale 5. Menentukana berat dan jumlah lembaran
6. Mengosongkan bale table untuk mengisi bale selanjutnya f. Balling Line
Lembaran-lembaran pulp yang telah ditumpuk di cutter layboy dilewatkan ke bale press melaui conveyor untuk kemudian dikempa dengan tekanan 120.000
kn yang bertujuan untuk mendapatkan bale dengan berat masing-masing bale ± 250 kg sehingga mudah dalam pengirimannya. Bal-bal tersebut kemudian dibungkus dengan kawat tying macine. Selanjutnya dilakukan penandaan/pelabelan, penumpukan sebanyak 4 bale di bale stacker dan terakhir pengunitan wire unitizing dimana 1 unit terdiri dari 8 bale (± 2.000 kg). Produk tersebut kemudian dikirim ke pulp warehouse dan siap diikirim kepada konsumen.
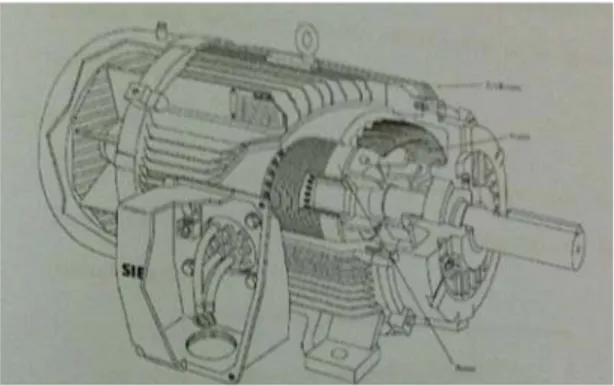
2.6.3. Electric Motor
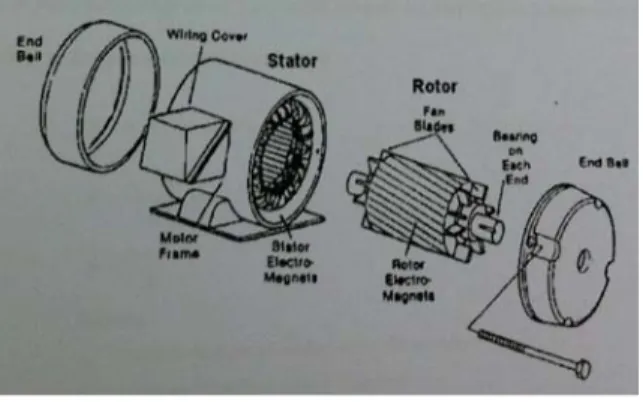
Electric motor adalah alat yang mengubah energi listrik menjadi energi mekanik (gerak putar). Secara umum kostruksi electric motor terdiri dari 2 bagian utama yaitu stator dan rotor. Stator adalah bagian yang diam sedangkan rotor adalah bagian yang berputar. Adapun gambar electric motor dapat dilihat pada Gambar 2.2 berikut.
Gambar 2.2. Kontruksi Electric Motor
Tegangan yang digunakan electric motor adalah tegangan searah dan tegangan bolak-balik. Motor yang digunakan tegangan searah disebut motor DC dan motor yang menggunakan tegangan bolak-balik adalah AC.
2.6.3.1. Motor DC
Motor DC digunakan pada penggunaan khusus dimana diperlukan penyalaan torque yang tinggi atau percepatan yang tetap untuk kisaran kecepatan yang luas. Tiga komponen utama dalam motor DC adalah:
1. Kutub Medan
Interaksi 2 kutub magnet akan menyebabkan perputaran pada motor DC. Motor DC memiliki kutub medan yang stationer dan dynamo yang menggerakkan bearing pada ruang diantara kutub medan.
2. Dynamo
Bila arus masuk menuju dynamo, maka arus ini akan menjadi elektromagnet. Dynamo yang berbentuk silinder, dihubungkan ke as penggerak untuk menggerakkan beban.
3. Commutator
Kegunaannya adalah untuk membalikkan arah arus listrik dalam dynamo. Commucator juga membantu dalam transmisi arus antar dynamo dan sumber daya.
Berikut ini adalah gambar salah satu Motor DC yang diperlukan penyalaan torque yang tinggi.
Gambar 2.3. Motor DC 2.6.3.2. Motor AC
Motor menggunakan arus listrik yang membalikkan arahnya secara teratur pada rentang waktu tertentu. Keuntungan motor DC terhadap motor AC adalah kecepatan motor AC lebih sulit dikendalikan. Untuk mengatasi kerugian ini, motor AC dapat dilengkapi dengan penggerak frekuensi variabel untuk meningkatkan kendali kecepatan sekaligus meurunkan dayanya. Motor induksi AC merupakan motor paling populer di industri karena kehandalannya dan lebih mudah perawatannya. Motor induksi AC dapat dilihat pada Gambar 2.4 berikut.
Gambar 2.4. Motor Induksi AC
Motor induksi memiliki rotor dan stator. Motor induksi mempunyai 2 jenis rotor, yaitu squirrel cage rotor dan wound rotor. Sedangkan untuk stator motor induksi terbuat dari sejumlah stampings dengan slots untuk membawa gulungan 3 fase.
2.6.4. Mesin, Peralatan dan Utilitas
Mesin yang dimaksud dalam hal ini adalah semua yang mendukung proses produksi yang membutuhkan penggerak. Sedangkan peralatan adalah semua
pendukung proses produksi yang tidak membutuhkan penggerak. Pada Tabel beriikut ini dijelaskan jenis mesin, peralatan, dan utilitas yang digunakan pada proses produksi. Selain mesin dan peralatan, terdapat juga utilitas pendukung proses produksi dalam perusahaan ini.
1. Departemen Fiberline
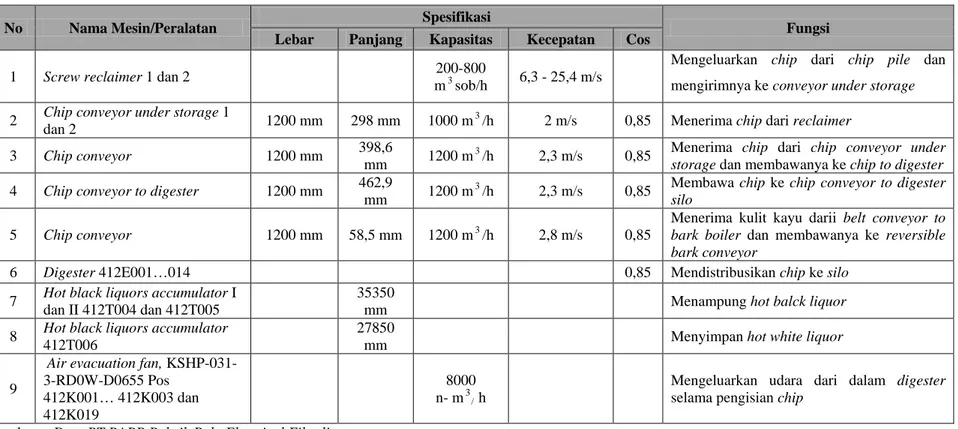
Tabel 2.1. Spesifikasi Mesin, Peralatan, dan Utilitas PT. Riau Pulp pada Departemen Fiberline
No Nama Mesin/Peralatan Spesifikasi Fungsi
Lebar Panjang Kapasitas Kecepatan Cos
1 Screw reclaimer 1 dan 2 200-800
m3 sob/h 6,3 - 25,4 m/s
Mengeluarkan chip dari chip pile dan mengirimnya ke conveyor under storage 2 Chip conveyor under storage 1
dan 2 1200 mm 298 mm 1000 m 3
2 m/s
/h 0,85 Menerima chip dari reclaimer
3 Chip conveyor 1200 mm 398,6
mm 1200 m 3
2,3 m/s
/h 0,85 Menerima chip dari chip conveyor under
storage dan membawanya ke chip to digester
4 Chip conveyor to digester 1200 mm 462,9
mm 1200 m 3
2,3 m/s
/h 0,85 Membawa chip ke chip conveyor to digester
silo
5 Chip conveyor 1200 mm 58,5 mm 1200 m3 /h 2,8 m/s 0,85
Menerima kulit kayu darii belt conveyor to
bark boiler dan membawanya ke reversible bark conveyor
6 Digester 412E001…014 0,85 Mendistribusikan chip ke silo
7 Hot black liquors accumulator I dan II 412T004 dan 412T005
35350
mm Menampung hot balck liquor 8 Hot black liquors accumulator
412T006
27850
mm Menyimpan hot white liquor 9
Air evacuation fan,
KSHP-031-3-RD0W-D0655 Pos 412K001… 412K003 dan 412K019
8000 n- m3/ h
Mengeluarkan udara dari dalam digester selama pengisian chip
Tabel 2.1. Spesifikasi Mesin, Peralatan, dan Utilitas PT. Riau Pulp pada Departemen Fiberline (Lanjutan)
No Nama Mesin/Peralatan Spesifikasi Fungsi
Lebar Panjang Kapasitas Kecepatan Cos
10 Displacement liquor tank Pos
412T001 20000 mm
Menyimpan black liquor dari washing plant yang akan digunakan sebagai displacement
liquor ke dalam digester sebagaimana juga
sebagai dilution liquor 11 Impregnation liquor tank Pos
412T002 20000 mm
Menyimpan warna black liquor untuk digunakan sebagai impregnation dalam
digester
12 Weak black liquor tank Pos
412T003 20000 mm
Menyimpan weak black liquor untuk dipompa ke evaporation melalui liquor
screen
13 White liquor tank Pos 412T014 20000 mm Menyimpan white liquor sebelum hot white
liquor accumulator
14 Contaminated condensate tank
Pos 412T009 4200 mm
Mengumpulkan kondesat yang terkontaminasi dari gas condenser
15 Steam condensate tank Pos
412T010 5600 mm
Mengumpulkan steam condensate dari heat
exchargers
16 Discharge tank Pos 412T007 39500 mm Menampung pulp hasil pemasakan
17 Acid tank Pos 412T010 20000\ mm Untuk sirkulasi asam yang digunakan untuk
membersihkan heat exchargers
18 Hot water tank Pos 412T008 20000 mm Tempat penampungan air hangat
19
Air evacuation cycle Pos
412E022… 412E024 dan 412E035
2250 mm Mengeluarkan udara selama pemasakan chip Sumber : Data PT.RAPP Pabrik Pulp Electrical Fiberline
Tabel 2.2. Spesifikasi Mesin, Peralatan, dan Utilitas PT. Riau Pulp pada Departemen Fiberline (Lanjutan)
No Nama Mesin/Peralatan Spesifikasi Fungsi
Lebar Panjang Kapasitas Kecepatan Cos
20 Relief cyclone Oos 412E021 5380 mm Menyalurkan steam
21 Warm water tank Pos 412T012 1000 mm Tempat penyimpanan air hangat
22 Extractive stand pipe Pos
412T018 19000 mm
Menyalurkan zat ektraktif keluar dari
digester
23 Palm oil tank Pos 412T012 4200 mm Menyimpan minyak palm
Sumber : Data PT.RAPP Pabrik Pulp Electrical Fiberline
Tabel 2.2. Spesifikasi Mesin, Peralatan, dan Utilitas PT. Riau Pulp pada Departemen Fiberline pada Tahap Pencucian, Penyaringan dan Delegnifikasi O2
No Nama Mesin/Peralatan Spesifikasi Fungsi Tipe Pressure drop Screen plate Power requirement Cos
1 Primary knotter (radiscreen
K-1600D)
radiscreen
K-1600D 10 kPa 10,1 mm 42 Kw 0,85 Mengangkut rejected pulp
2 Secondary knitters Radiscreen
630 10 kPa 22,7 mm 15 Kw 0,85
Mencuci kembali rejected pulp yang berasal dari primary knotters
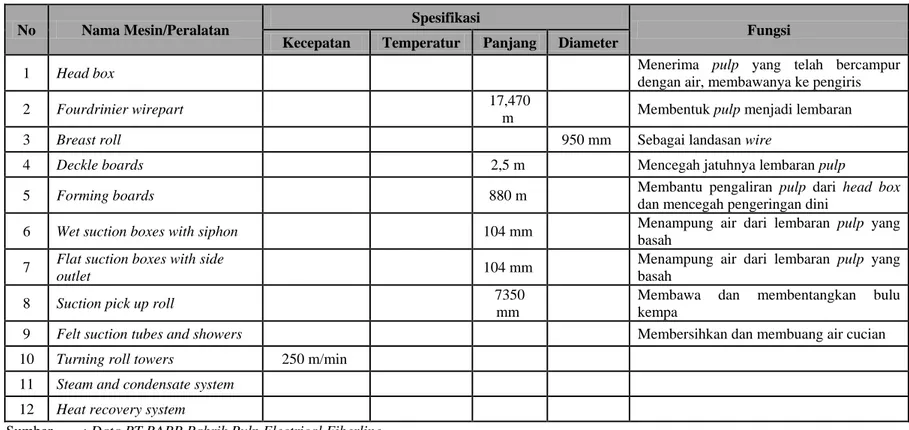
2. Pulp Machine
Tabel 2.3. Spesifikasi Mesin, Peralatan, dan Utilitas PT. Riau Andalan Pulp and Paper pada Departemen Pulp Machine
No Nama Mesin/Peralatan Spesifikasi Fungsi
Kecepatan Temperatur Panjang Diameter
1 Head box Menerima pulp yang telah bercampur
dengan air, membawanya ke pengiris
2 Fourdrinier wirepart 17,470
m Membentuk pulp menjadi lembaran
3 Breast roll 950 mm Sebagai landasan wire
4 Deckle boards 2,5 m Mencegah jatuhnya lembaran pulp
5 Forming boards 880 m Membantu pengaliran pulp dari head box
dan mencegah pengeringan dini
6 Wet suction boxes with siphon 104 mm Menampung air dari lembaran pulp yang
basah 7 Flat suction boxes with side
outlet 104 mm
Menampung air dari lembaran pulp yang basah
8 Suction pick up roll 7350
mm
Membawa dan membentangkan bulu kempa
9 Felt suction tubes and showers Membersihkan dan membuang air cucian
10 Turning roll towers 250 m/min
11 Steam and condensate system
12 Heat recovery system
Tabel 2.3. Spesifikasi Mesin, Peralatan, dan Utilitas PT. Riau Pulp pada Departemen Pulp Machine (Lanjutan)
No Nama Mesin/Peralatan Spesifikasi Fungsi
Kecepatan Temperatur Panjang Diameter
13 Threading arrangement 250 m/min 200º C
14 Cutter and layboy Memotong lembaran pulp sesuai dengan
pesanan pelanggan
15 Bale press Mengempa bal-bal pulp