2. TINJAUAN PUSTAKA
2.1. Pengertian Kualitas
Berikut ini adalah arti dari kualitas yang dirangkum dari beberapa sumber:
Philip Crosby
"Quality is conformance to requirements." Robert Peach, The ISO 9000 Handbook
"...the totality of characteristics of an entity that bear on its ability to satisfy stated or implied needs."
American Society for Quality (ASQ)
"Quality denotes an excellence in goods and services, especially to the degree they conform to requirements and satisfy customers."
Dan menurut Menurut Garvin terdapat 8 macam dimensi atau kategori
kualitas, yaitu : 1. Performance
Menunjukkan bahwa fitur utama produk sesuai dengan spesifikasi. Lebih condong pada fungsi karakteristik utama dari produk.
2. Features
Features adalah tambahan aspek dari performance. Hal ini menyangkut apakah produk tersebut memiliki fungsi lebih daripada fungsi utama. Lebih condong kepada karakteristik tambahan pada fungsi utama
produk. 3. Reliability
Adalah ukuran seberapa sering (dalam jangka waktu, frekuensi digunakan, dll) produk tersebut akan mengalami kegagalan dalam kondisi yang tertentu.
4. Conformance
Adalah ukuran dari dimensi (panjang, luas, lebar, dll) yang membuat produk sesuai dengan spesifikasi. Juga merupakan perbandingan antara karakteristik desain dan operasi baik secara fisik maupun fungsi dari produk sudah sesuai dengan standar yang ada.
5. Durability
Adalah ukuran siklus hidup dari produk. Durability memiliki dimensi ekonomi dan teknis. Secara teknis, durability dapat didefinisikan sebagai seberapa lama pengguna dapat menggunakan produk tersebut sebelum rusak atau penggantian lebih diperlukan daripada perbaikan.
6. Serviceability
Adalah ukuran dari kualitas, kecepatan, kompetensi dan kemudahan untuk perbaikan.
7. Aesthetics
Adalah ukuran yang subyektif terhadap kualitas. Bagaimana tampilan, rasa, bunyi, maupun bau dari produk adalah menyangkut keputusan pribadi dan mencerminkan refleksi individual. Dalam dimensi ini mungkin kualitas tidak dapat memuaskan semua orang.
8. Perceived Quality
Adalah reputasi dari produk, seperti misalnya merk, iklan. Dimensi ini tidak menyangkut produk secara langsung.
2.2. Stastistical Process Control (SPC)
Menurut Douglas C Montgomery dalam buku introduction to Statistical Quality Control edisi ketiga, SPC merupakan alat penyelesaian masalah yang berguna di dalam mencapai stabilitas dari proses dan meningkatkan kapabilitas melalaui pengurangan variabilitas. Salah satu komponen vital yang menentukan tingkat kesuksesan implementasi SPC adalah keterlibatan dan komitmen manajemen terhadap proses peningkatan kualitas. Peralatan dasar pemecahan masalah yang terdapat di dalam SPC harus dikenal dan digunakan secara luas di dalam organisasi apabila memungkinkan untuk diterapkan. Tujuan dari pemakaian SPC adalah untuk mendukung perbaikan secara terus menerus sehingga penggunaannya harus menjadi bagian dari sistem manajemen kualitas di perusahaan dan tidak hanya digunakan apabila timbul masalah (bersifat reaktif). SPC terdiri dari :
- Histogram - Check sheet
- Diagram pareto - Diagram tulang ikan
- Diagram konsentrasi kecacatan - Diagram scatter
- Peta kendali
Variasi atau penyimpangan suatu hasil produksi dapat dikelompokkan menjadi dua kelompok, yaitu :
1. Penyebab kebetulan (chance cause)
Variasi yang disebabkan oleh penyebab kebetulan tidak dapat dicegah dan dihindari (tak terduga) untuk terjadi dalam proses walaupun bila operasi telah dijalankan dengan bahan baku dan metode yang distandarkan. Adalah tidak praktis untuk menghilangkan penyebab kebetulan secara teknis dan ekonomis. 2. Penyebab yang mampu diduga (assignable causes)
Adanya variasi oleh penyebab yang mampu diterka, hal ini berarti bahwa terdapat faktor yang harus diselidiki. Hal tersebut mampu dicegah dan diawasi yaitu kasus yang disebabkan oleh pengabaian standar tertentu atau menerapkan standar yang tidak tepat. Penyimpangan ini dapat dicari sumbernya, misalnya disebabkan komponen mesin yang sudah aus, bahan baku yang berbeda, kelalaian operator, dan lain sebagainya.
2.2.1. Checksheet
Merupakan alat bantu yang berbentuk daftar pemeriksaan yang berisikan parameter untuk mengumpulkan data kemudian untuk menganalisa data. Check sheets di buat yang komunikatif sehingga mudah untuk dipahami. Bentuk Check sheet dapat berbeda-beda untuk setiap kondisi dan dapat dibuat sesuai dengan kebutuhannya, seperti Check sheet untuk jenis kecacatan, jumlah produk cacat, bahkan untuk penyebab kecacatan. Tujuan adanya pembuatan alat bantu ini adalah untuk mempermudah proses pengumpulan data yang sesuai dengan kebutuhan.
Menurut Douglas C Montgomery dalam buku introduction to Statistical Quality Control edisi ketiga, diagram pareto merupakan pengaturan sederhana distribusi dari data atribut didasarkan pada suatu kategori.diagram pareto tidak secara otomatis mengidentifikasi jenis kecacatan yang paling penting, namun hanya mengidentifikasi jenis kecacatan yang paling sering terjadi
Diagram pareto merupakan alat kualitas yang berfungsi untuk menentukan prioritas penyelesaian masalah. Aplikasi diagram pareto untuk peningkatan kualitas dibatasi oleh keahlian dari personel yang menganalisa.
2.2.3. Diagram Tulang Ikan
Diagram tulang ikan atau sering disebut juga diagram Ishikawa. Sesuai dengan nama Prof. Kaoru Ishikawa dari Jepang yang memperkenalkan diagram ini. Menurut Vincent Gaspersz dalam bukunya Total Quality Management, diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan dilakukan suatu analisis lebih terperinci dalam menemukan penyebab-penyebab suatu masalah, ketidaksesuaan dan kesenjangan yang ada. Diagram ini dapat digunakan untuk mengidentifikasi mengapa suatu masalah terjadi, diperlukan analisis lebih terperinci terhadap suatu masalah dan terdapat kesulitan untuk memisahkan penyebab dari akibat.
Penggunaan diagram ini dapat dilakukan dengan langkah-langkah sebagai berikut :
- Dapatkan kesepakatan tentang masalh yang terjadi dan ungkapkan masalah itu sebagai suatu pertanyaan masalah (problem solution) .
- Bangkitkan sekumpulan penyebab yang mungkin, dengan menggunakan teknik brainstorming atau membentuk anggota tim yang memiliki ide-ide berkaitan dengan masalah yang sedang di hadapi.
- Gambarkan diagram dengan pertanyaan masalah ditempatkan pada sisi kanan (membentuk kepala ikan) dan kategori utama seperti : material, metode, manusia, mesin, pengukuran, lingkungan ditempatkan pada cabang utama (membentuk tulang-tulang besar ikan). Kategori utama ini dapat diubah sesuai dengan kebutuhan.
- Tetapkan setiap penyebab dalam kategori utama yang sesuai dengan menempatkan pada cabang yang sesuai.
- Untuk setiap penyebab yang mungkin tanyakan “mengapa?” untuk menemukan akar penyebab, kemudian daftarkan akar-akar penyebab itu pada cabang yang sesuai dengan kategori utama (membentuk tulang kecil dari ikan).
- Interpretasikan diagram seebab akibat itu dengan melihat penyebab-penyebab yang muncul secara berulang, kemudian dapatkan kesepakatan melalui consensus tentang penyebab itu. Selanjutnya fokuskan perhatian pada penyebab yang dipilah melalui konsensus itu.
- Terapkan hasil analisis dengan menggunakan diagram sebab akibat itu dengan cara mengembangkan dan mengimplementasikan tindakan korektif, serta memonitor hasil-hasil untuk menjamin bahwa tindakan korektif yang dilakukan itu efektif karena telah menghilangkan akar penyebab dari masalah yang dihadapi
Bentuk umum diagram sebab akibat ditunjukkan pada di bawah ini :
PERTANYAAN MASALAH METODE PENGUKURAN MESIN LINGKUNGAN MANUSIA MATERIAL
Gambar 2.1 . Bentuk Umum Diagram Sebab Akibat (Sumber :Total Quality Management, Vincent Gaspersz,halaman 113
2.3. Reengineering
Reengineering didefinisikan aleh Michael Hammer dan James Champy dalam bukunya Reengineering The Corporation sebagai pemikiran ulang secara fundamental dan desain ulang proses bisnis yang dilakukan secara radikal untuk
mencapai peningkatan yang dramatis pada pengukuran performance yang kritis, misalnya biaya, kualitas, jasa dan kecepatan. Terdapat empat kata inti dari definisi reengineering :
• Fundamental. Hal ini berarti perubahan yang dilakukan bersifat mendasar reengineering dimulai tanpa adanya asumsi ataupun hal-hal yang telah ada sebelumnya
• Radikal. Melakukan desain ulang secara radikal berarti mengacu pada akar dari suatu hal. Desain ulang yang radikal ini berarti tidak memperhatikan semua struktur dan prosedur yang sudah ada serta menciptakan cara yang benar-benar baru untuk menyelesaikan masalah.
• Dramatis perubahan yang menyebabkan peningkatan performansi yang drastis.
• Proses-proses.ini yang terpenting diantara semuanya. Perubahan yang dilakukan dalam reengineering harus berfokus pada proses
Reengineering diwujudkan melalui kerja sebuah tim kerja yang terdiri dari individu-individu yang bertugas untuk menganalisa proses yang yang sudah ada dan mendesain ulang serta mengimplementasikannya. Hal yang harus diperhatikan dalam melakukan reengineering adalah adanya dukungan dari pihak pimpinan dengan komitmen kuat untuk menjalankan reengineering dengan sebenarnya. Selain itu adanya pemilik proses yaitu manager level atas bertanggung jawab dalam melakukan reengineering pada prosesnya
Kerja Reengineering menurut Michael Hammer dan Steven A Staton dalam bab empat buku the Reengineering Revolution dinyatakan dalam langkah sebagai berikut :
• Mengerti proses yang lama dan kebutuhan konsumen sehingga dapat diketahui kekurangan dari proses yang sudah ada dan performansi yang diharapakan untuk proses yang baru.
• Menciptakan sebuah desain proses baru yang telah menghancurkan asumsi lama.
• Membangun proses yang baru yang telah di desain, mempersiapkan hal yang diperlukan untuk menunjang pelaksanaan proses yang baru.
2.4. Control Plan
Berdasarkan dari buku Advanced Product Qualty Planning (APQP) and Control Plan Reference Manual yang diterbitkan oleh Chrysler corporation, Ford Motor Company dan General Motors Corporation, Control Plan merupakan bagian terintegrasi dari keseluruhan proses pengendalian kualitas yang digunakan untuk meminimalkan variasi proses dan produk. Control Plan bukan merupakan pengganti dari informasi yang terdapat dalam instruksi kerja operator secara mendetail. Oleh karena itu, Control Plan harus digunakan secara terintegrasi dengan dokumen-dokumen lain yang terkait. Untuk mendukung, instruksi pemantauan proses harus dibuat dan digunakan secara berkelanjutan.
Control Plan merupakan gambaran tertulis dari sistem pengendalian proses dan material yang terlibat di dalam proses produksi. Sebagai akibatnya, Control Plan harus menggambarkan tindakan yang di butuhkan pada setiap tahapan proses untuk memastikan semua output proses berada dalam kondisi terkontrol.
Dalam aplikasinya Control Plan harus diperlakukan sebagai living dokument dan selalu diperbaharui untuk menunjukkan adanya penambahan atau pengurangan dari kontrol untuk hasil yang lebih baik berdasarkan pengalaman yang diperoleh dari proses manufacturing.
Dengan mengembangkan dan mengimplementasikan Control Plan akan didapatkan keuntungan sebagai berikut :
• Kualitas, metode ini akan mengurangi waste dan meningkatkan kualitas produk. Control plan mengidentifikasikan karakteristik dari proses dan membantu untuk mengidentifikasikan sumber dari variasi proses yang menyebabkan variasi pada karakteristik pada produk
• Kepuasan pelanggan, metode ini mengalokasikan lebih banyak sumber daya pada proses dan produk berkaitan dengan karakteristik yang penting bagi pelanggan
• Komunikasi, metode ini mengidentifikasikan dan mengkomunikasikan perubahan pada karakteristik produk/proses, metode pengendalian dan pengukuran karakteristik
2.5. Military Standart 105 E
Standar prosedur perencanaan sampling ini adalah sistem penerimaan sampling untuk atribut yang paling banyak digunakan saat ini karena dalam penggunaannya agak mudah dan dapat dipertanggung jawabkan keakuratannya. Terdapat 3 level dalam inspeksi ini adalah :
• level I : longgar • level II : normal • level III : ketat
Prosedur penggunaan sistem penerimaan sampling MIL STD 105E : • tentukan AQL
• pilih tingkat inspeksi • tentukan ukuran lot • tentukan kode huruf
• tentukan jenis SP dan tabel yang digunakan • tentuikan rencana inspeksi
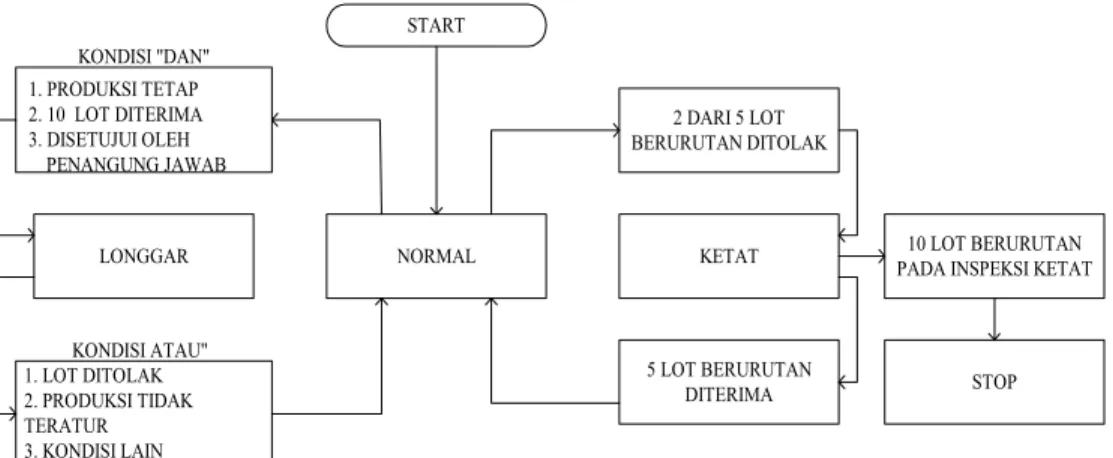
Aturan perubahan tingkat inspeksi :
NORMAL START
LONGGAR KETAT
STOP 10 LOT BERURUTAN PADA INSPEKSI KETAT
5 LOT BERURUTAN DITERIMA 2 DARI 5 LOT BERURUTAN DITOLAK 1. LOT DITOLAK 2. PRODUKSI TIDAK TERATUR 3. KONDISI LAIN 1. PRODUKSI TETAP 2. 10 LOT DITERIMA 3. DISETUJUI OLEH PENANGUNG JAWAB KONDISI "DAN" KONDISI ATAU"