PENGAWASAN MUTU PROSES
FILLING
&
PACKING
SANTAN BUBUK
DI PT MITRATAMA RASA SEJATI
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
Yolanda Pangestika 14.I1.0152
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
HALAMAN PENGESAHAN
PENGAWASAN MUTU PROSES
FILLING & PACKING
SANTAN BUBUK DI PT MITRATAMA RASA SEJATI
Oleh:
Yolanda Pangestika Proboningrum NIM: 14.I1.0152
Program Studi: Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada tanggal: 28 November 2016
Semarang, 6 Januari 2017 Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata
Pembimbing Lapangan, Dekan,
Tri Wahyana Dr. V. Kristina Ananingsih, ST, M.Sc.
Pembimbing Akademik,
ii
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa karena berkat rahmat-Nya penulis dapat menyelesaikan laporan kerja praktek di PT Mitratama Rasa Sejati tanpa adanya hambatan apapun. Laporan Kerja Praktek ini dibuat untuk memenuhi salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pangan.
Selama pelaksanaan kerja praktek dan pembuatan laporan ini penulis juga mendapat banyak bantuan dari berbagai pihak yang telah mendukung, membimbing, dan membantu penulis secara langsung maupun tidak langsung sehingga dapat terselesaikan dengan baik. Maka dari itu, pada kessempatan ini penulis mengucapkan terima kasih kepada :
1. Tuhan Yesus Kristus yang selalu melindungi, membimbing, menyertai dan memberkati sepanjang hidup penulis hingga kini penulis dapat menyusun dan menyelesaikan laporan ini dengan baik.
2. Ibu Dr. Victoria Kristina Ananingsih, ST, M.Sc. selaku Dekan Fakultas Teknologi Pertanian UNIKA Soegijapranata.
3. Ibu Ivone Elizabeth Fernandez, S.Si., M.Sc. selaku dosen pembimbing yang telah menyediakan waktu dan tenaga dalam membimbing, memberi saran, kesempatan, dan juga semangat hingga akhir penyelesaian laporan Kerja Praktek ini.
4. Ibu Dea Nathania Hendryanti, S.TP selaku koordinator kerja praktek yang telah membantu dan mengarahkan proses pengajuan proposal kerja praktek.
5. Ibu Shierly dan Bapak Bondan yang telah memberikan kesempatan penulis dan teman-temannya dalam melakukan Kerja Praktek di PT Mitratama Rasa Sejati. 6. Bapak Tri dan Bapak Fuad selaku pmbimbing lapangan yang telah menyediakan
waktu dan membantu saat pelaksanaan kerja praktek serta dalam proses pembuatan laporan Kerja Praktek ini.
7. Seluruh staff dan karyawan PT Mitratama Rasa Sejati yang telah menerima dan membantu penulis beserta teman-temannya saat pelaksanaan Kerja Praktek.
iii
9. Orang tua penulis yang senantiasa memberikan semangat dan dukungan selama Kerja Praktek serta saat proses pembuatan laporan Kerja Praktek.
10.Kakak penulis yang telah memberikan bantuan dan dukungan selama kerja praktek berlangsung.
11.Theresa Larasati Santosa dan Marcia Aristya Dewana sebagai teman seperjuangan yang telah membantu, mendorong, mendukung, menyemangati dan menemani selama proses pelaksanaan kerja praktek, pengambilan data dan informasi, hingga terselesaikannya penulisan laporan kerja praktek ini.
12.Lupita, Sela, Cecil, Arum, Ratna dan Sandra yang selalu memberikan dukungan serta semangat dari awal Kerja Praktek sampai penulisan laporan selesai.
13.Seluruh pihak yang telah terlibat namun tidak dapat disebutkan penulis satu per satu.
Penulis menyadari laporan kerja praktek ini masih jauh dari sempurna dan memiliki banyak kekurangan sehingga penulis mengharapkan kritik dan saran yang bersifat membangun untuk menyempurnakan laporan kerja praktek ini. Penulis berharap bahwa laporan kerja praktek ini dapat memberikan manfaat bagi siapa saja yang membaca khususnya mahasiswa Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
Semarang, 6 Januari 2017 Penulis
iv
2.4. Kebijakan Mutu dan Keamanan Pangan ... 5
2.5. Struktur Organisasi ... 5
2.6. Ketenagakerjaan ... 7
3. Spesifikasi Produk ... 9
4. Proses Produksi... 13
5. Pengawasan Mutu Proses Filling & Packing ... 17
5.1. Berat Sachet ... 18
5.2. Kesesuaian Isi dengan Kemasan... 20
5.3. Tes Kebocoran ... 21
5.4. Kode Produksi ... 22
5.5. Ketepatan Isi ... 24
6. Kesimpulan ... 26
v
DAFTAR GAMBAR
Gambar 1. Logo Rodamas Group ... 3
Gambar 2. Logo PT Mitratama Rasa Sejati ... 3
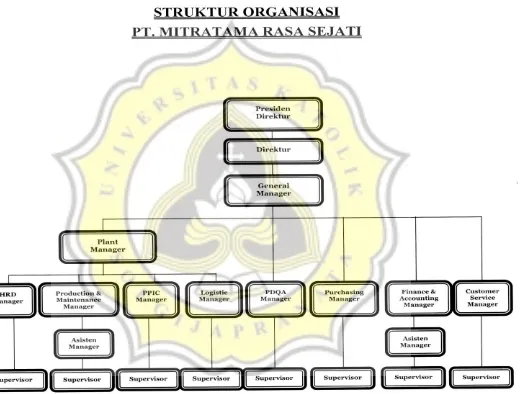
Gambar 3. Struktur Organisasi PT Mitratama Rasa Sejati ... 6
Gambar 4. Diagram Alir Proses Produksi Tepung Bumbu Sasa ... 13
vi
DAFTAR TABEL
1
1. PENDAHULUAN
1.1. Latar Belakang
Kemajuan teknologi terus berkembang pesat seiring berjalannya waktu, begitu juga teknologi dalam bidang pangan. Hal tersebut seiring dengan kesadaran masyarakat akan pentingnya kesehatan. Sebagai mahasiswa Program Studi Teknologi Pangan Universitas Katolik Soegijapranata Semarang, kami dituntut untuk memiliki pengetahuan dan pengalaman yang luas dalam dunia industri pangan.
Pada saat perkuliahan, kami mendapatkan pengetahuan mengenai teknologi dalam industri pangan secara garis besar melalui teori serta kegiatan praktikum yang dilakukan di laboratorium. Namun, hal-hal tersebut dirasa kurang cukup untuk menambah wawasan mengenai dunia industri pangan yang sebenarnya. Oleh sebab itu, kami membutuhkan praktek yang sesungguhnya di luar kegiatan perkuliahan, yang berupa Kerja Praktek (KP), sehingga kami dapat mempelajari dan memahami situasi sebenarnya serta mendapat tambahan pengetahuan yang bermanfaat dengan cara terjun langsung ke lapangan.
PT Mitratama Rasa Sejati merupakan perusahaan dalam bidang pangan yang memproduksi berbagai jenis tepung bumbu, saos serta mayonaise. PT Mitratama sebagai produsen makanan berkomitmen untuk menerapkan sistem manajemen keamanan pangan yang mmengacu pada ISO 22000, SQMS, CODEX, SJH untuk menghasilkan produk yang berkualitas, halal, dan aman dikonsumsi serta memberikan kepuasan kepada semua pelanggan melalui penerapan sistem manajemen mutu pangan, penerapan proses produksi yang terkontrol dengan baik dan efisien, menciptakan perbaikan dan peninjauan yang berkelanjutan. Hal tersebut sangat cocok untuk dijadikan pembelajaran dalam industri teknologi pangan. Oleh karena itu, penulis memilih PT Mitratama Rasa Sejati sebagai tempat untuk kerja praktek.
2
produk yang berlaku sehingga dapat menghasilkan produk yang seragam. Pembelajaran mengenai proses QC filling & packing untuk produk tepung bumbu belum diketahui secara mendalam oleh penulis. Hal tersebut bisa penulis pelajari melalui kerja praktek di PT Mitratama Rasa Sejati. Selain itu, teori selama perkuliahan yang belum diaplikasikan atau dilihat secara langsung dapat dipelajari dan diaplikasikan di PT Mitratama Rasa Sejati.
1.2. Tujuan
Tujuan dilakukannya kerja praktek ini adalah untuk mengetahui bagaimana proses produksi dan pengawasan mutu proses filling & packing santan bubuk yang diterapkan PT Mitratama Rasa Sejati.
1.3. Tempat dan Waktu Pelaksanaan
Kerja praktek ini dilaksanakan di PT Mitratama Rasa Sejati selama 23 hari dimulai dari tanggal 25 Juli 2016 dan berakhir tanggal 25 Agustus 2016.
1.4. Metode Kerja Praktek
3
2. PROFIL PERUSAHAAN
2.1. Sejarah Perusahaan
PT Mitratama Rasa Sejati merupakan perusahaan yang berdiri pada bulan November 1994. Awalnya, PT Mitratama Rasa Sejati adalah joint venture dengan PT McCormick (USA). Namun, pada tahun 1998 joint venture berakhir sehingga pada saat ini 100% kepemilikannya adalah oleh Rodamas Grup.
PT Mitratama Rasa Sejati adalah salah satu anak perusahaan Rodamas Grup yang bergerak dalam industri pangan, yaitu bumbu masak (Dry Product) dan saos sambal (Wet Product). Sasaran Pemasaran adalah konsumen produk ritel dan konsumen produk industrial, dengan produk seperti tepung bumbu, seasoning, marinade, chili & tomato sauce. PT Mitratama Rasa Sejati berlokasi di Jalan Jababeka Raya Blok N No 5-7 Kawasan Industri Jababeka I Cikarang Bekasi dengan luas tanah 9295 m2 x 9380 m2 dan bangunan 3286 m2 x 4602,75 m2. Jumlah tenaga kerja di PT Mitratama Rasa Sejati berjumlah lebih kurang 400 orang.
4 2.2. Profil Umum Perusahaan
Nama Perusahaan : PT Mitratama Rasa Sejati
Alamat : Jl. Jababeka Raya Blok N 5 – 7 Cikarang Industrial Estate, Bekasi 17530
Telepon : (021) 8934373 / 8934379 Faximile : (021) 89833135
Email : [email protected]
Tanggal berdiri : 10 November 1994 Luas
- Tanah : 9295 m2 x 9380 m2 - Bangunan : 3286 m2 x 4602,75 m2
Produksi utama : seasoning, marinade, batter, breader dan predust, saus cabe dan saus tomat
Pelanggan : PT Sasa Inti, dll. Jumlah karyawan : 400
2.3. Visi & Misi Visi
Menjadi produsen makanan terbaik, dengan produk yang bermutu, halal, bergizi dan aman bagi konsumen.
Misi
PT Mitratama berkomitmen untuk:
1. Menerapkan system manajemen keamanan pangan.
5 2.4. Kebijakan Mutu dan Keamanan Pangan
PT Mitratama sebagai produsen makanan berkomitmen untuk menerapkan sistem manajemen keamanan pangan yang mengacu pada ISO 22000, SQMS, CODEX, SJH untuk menghasilkan produk yang berkualitas, halal, dan aman dikonsumsi serta memberikan kepuasan kepada semua pelanggan melalui:
Penerapan sistem manajemen mutu pangan
Penerapan proses produksi yang terkontrol dengan baik dan efisien Menciptakan perbaikan dan peninjauan yang berkelanjutan
2.5. Struktur Organisasi
6
7 2.6. Ketenagakerjaan
PT Miratama Rasa Sejati memiliki tenaga kerja berjumlah ± 400 karyawan. Karyawan di PT Mitratama Rasa Sejati dibagi menjadi dua yaitu staff dan non staff. Untuk karyawan jenis staff, penerimaan karyawan dilakukan oleh bagian HRD atau dengan menggunakan konsultan. Penerimaan karyawan jenis non staff dilakukan kerjasama dengan perusahaan tenaga kerja. Sebelum karyawan diterima menjadi karyawan tetap, maka harus menjalani 3 bulan masa percobaan.
PT Mitratama Rasa Sejati juga telah mengatur tentang kesejahteraan karyawan. Karyawan yang bekerja mendapatkan perlindungan kecelakaan & kematian selama bekerja. Selain itu, karyawan juga mendapatkan jaminan hari tua. Hal tersebut telah sesuai dengan Peraturan Pemerintah Republik Indonesia Nomor 45 Tahun 2015 tentang Penyelenggaraan Program Pensiun dan Peraturan Pemerintah Republik Indonesia Nomor 44 Tahun 2015 tentang Penyelenggaraan Program Jaminan Kecelakaan Kerja dan Jaminan Kematian.
Pembagian jam kerja untuk tenaga kerja PT Mitratama Rasa Sejati antara lain:
Administrasi kantor dilaksanakan setiap hair kerja dengan jadwal: Senin – Jumat : 08.00 – 17.00 WIB
Istirahat : 12.00 – 13.00 WIB
8 Sabtu
Shift pagi : 07.00 – 12.00 WIB Shift siang : 12.00 – 17.00 WIB Shift sore : 17.00 – 22.00 WIB Istirahat : –
Pergiliran shift kerja untuk karyawan produksi setiap 1 minggu sekali. Kegiatan produksi tidak dilakukan pada hari minggu sehingga karyawan mendapatkan libur setiap hari minggu dengan total jam kerja dalam seminggu sebesar 40 jam. Hal tersebut diatur dalam UU Nomor 13 Tahun 2003 tentang Ketenagakerjaan.
9
3. SPESIFIKASI PRODUK
3.1. Jenis Produk
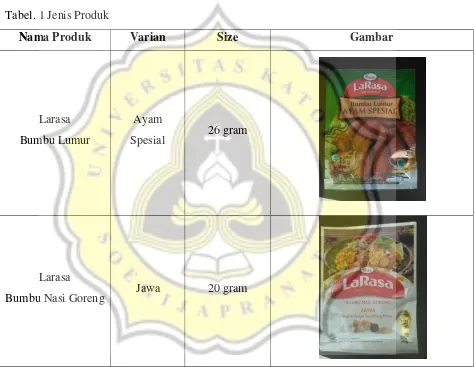
PT Mitratama Rasa Sejati menghasilkan berbagai macam produk yang tersebar di seluruh Indonesia. Produk yang dihasilkan PT Mitratama Rasa Sejati secara keseluruhan dibagi menjadi produk kering dan produk basah. Beberapa jenis produk kering di PT Mitratama Rasa Sejati dapat dilihat pada Tabel 1.
Tabel. 1 Jenis Produk
Nama Produk Varian Size Gambar
Larasa Bumbu Lumur
Ayam
Spesial 26 gram
Larasa
10
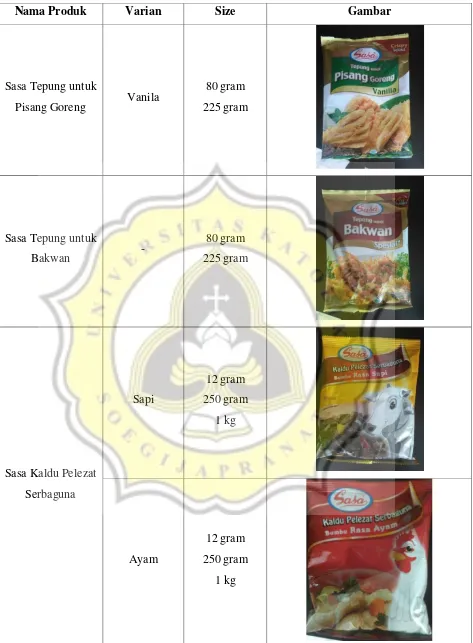
Nama Produk Varian Size Gambar
Larasa
Bumbu Kuah Sayur Sop 20 gram
Sasa Tepung Bumbu
Serbaguna
Original
40 gram 80 gram 250 gram
Hot & Spicy 80 gram 250 gram
11
Nama Produk Varian Size Gambar
Sasa Tepung untuk
Pisang Goreng Vanila
80 gram 225 gram
Sasa Tepung untuk
Bakwan -
80 gram 225 gram
Sasa Kaldu Pelezat Serbaguna
Sapi
12 gram 250 gram
1 kg
Ayam
12 gram 250 gram
12
Nama Produk Varian Size Gambar
Sasa
Santan Bubuk -
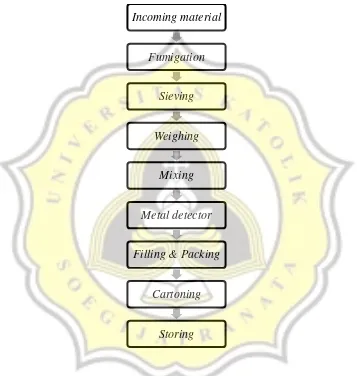
13 4. PROSES PRODUKSI
Proses pembuatan tepung bumbu secara garis besar terbagi menjadi 3 tahap yaitu penanganan bahan baku, proses produksi serta pengemasan dan penyimpanan. Diagram alir proses produksi tepung bumbu secara keseluruhan dapat dilihat pada Gambar 15.
Gambar 4. Diagram Alir Proses Produksi Tepung Bumbu Sasa Incoming material
Fumigation
Sieving
Weighing
Mixing
Metal detector
Filling & Packing
Cartoning
14 1. Incoming Material
Incoming material merupakan tahap awal penerimaan bahan baku yang berupa tepung
terigu, garam dan bahan lain yang digunakan dalam proses produksi. Selain penerimaan bahan baku, pada tahap ini juga dilakukan penerimaan bahan pembungkus yang terdiri dari kemasan primer, kemasan sekunder dan kemasan tersier. Semua bahan-bahan yang diterima kemudian dilakukan pengecekan oleh QC incoming raw material dan packaging material.
2. Fumigation
Fumigasi merupakan suatu perlakuan yang diberikan terhadap suatu komoditi dengan menggunakan suatu fumigant tertentu, di dalam ruang kedap udara, pada suhu dan tekanan tertentu. Pada tahap ini, bahan baku yang difumigasi adalah tepung terigu. Proses fumigasi tersebut dilakukan selama 4 hari. Bahan kimia yang digunakan untuk fumigasi adalah PH3. Pemilihan fosfin sebagai fumigan dalam pelaksanaan fumigasi sebagai salah satu alternatif bagi komoditas yang tidak direkomendasikan di fumigasi dengan menggunakan metilbromida seperti benih, produk makanan, produk olahan, biji-bijian yang mengandung lemak dan protein tinggi. Hal ini karena metilbromida merupakan fumigan yang sangat beracun, sedangkan fosfin relatif aman terhadap komoditas yang difumigasi. Perlakuan dengan fosfin secara berulang-ulang relatif tidak meninggalkan residu pada komoditas.
3. Sieving
15 4. Weighing
Pada tahap ini, tepung bumbu ditimbang sesuai dengan resep yang digunakan. Penimbangan tersebut dilakukan untuk mendapatkan rasa yang pas pada produk akhir. Proses penimbangan tersebut dilakukan di ruang produksi.
5. Mixing
Mixing merupakan proses pencampuran tepung bumbu yang dilakukan di ruang
produksi. Proses pencampuran tersebut dilakukan dengan tujuan agar dapat menghasilkan campuran bahan dengan komposisi tertentu dan homogen. Pada tahap ini, dilakukan quality control produk setengah jadi oleh QC proses pencampuran.
6. Metal detector
Metal detector adalah alat yang digunakan untuk mendeteksi kandunganmetalyang berada di suatu produk, barang, makanan dan lain lain.Metal detector banyak digunakan oleh perusahaan – perusahaan kelas menengah hingga atas untuk masalah
keamanan makanan pangan dan juga keamanan perusahaan. Pada tahap ini, tepung bumbu diletakkan diatas conveyor untuk mendeteksi jika terdapat metal yang secara tidak sengaja tercampur dengan tepung bumbu.
7. Filling & Packing
Pada proses ini, tepung bumbu dimasukkan ke dalam kemasan primer, kemasan sekunder dan kemasan tersier. Proses ini dilakukan di ruang filling & packing, dimana juga dilakukan pengawasan mutu atau quality control oleh bagian QC filling & packing untuk mempertahankan kualitas produk akhir. Pengawasan mutu pada proses ini meliputi pengujian berat sachet, kesesuaian isi dengan kemasan primer, kebocoran kemasan primer, kode produksi dan ketepatan isi produk.
8. Cartoning
Cartoning merupakan proses memasukan tepung bumbu dalam kemasan sekunder ke
16 9. Storing
17
5. PENGAWASAN MUTU PROSES FILLING PACKING
Pengawasan mutu yakni kegiatan yang memiliki tujuan untuk mempertahankan produk hasil dari suatu proses produksi. Salah satu cara untuk melakukan pengawasan mutu yakni dengan mengevaluasi kinerja dari proses produksi serta membandingkan kinerja nyata proses dengan standar. Kegiatan pengawasan mutu tersebut terdiri dari semua kegiatan proses produksi, mulai dari baku, proses produksi sampai produk akhir (Puspitasari, 2004). Pengendalian mutu dilakukan untuk mendapatkan produk yang sesuai dengan standar yang ada maupun untuk mengetahui efisiensi dari kegiatan produksi. Contohnya yakni pemakaian bahan baku yang lebih dari standar, hal tersebut dapat disebut dengan pemborosan tenaga maupun waktu (Stanton, 2000). Pengawasan mutu dibagi menjadi empat jenis yakni pengawasan mutu bahan baku, pengawasan proses produksi, pengawasan produk jadi dan juga pengawasan pengepakan (Prawirosentono, 2004).
Baedhowie & Pranggonowati (2005) menyatakan yakni produk yang rusak dapat diantisipasi sebelum terjadi. Manfaat dari pencegahan tersebut yaitu:
1) Perusahaan tidak perlu memperbaiki barang yang rusak (remade), sehingga proses produksi dalam perusahaan berjalan dengan baik.
2) Konsumen tidak akan mengembalikan produk yang dibeli. Jika konsumen tersebut membeli produk dalam keadaan yang rusak akibat proses produksi yang kurang baik, maka konsumen tersebut berhak untuk mengembalikan produk yang sudah dibeli. Pengembalian produk yang rusak dilakukan melalui pengecer ataupun distributor. Seringnya pengembalian produk yang rusak dapat membuat pengecer dan distributor enggan untuk menjual produk tersebut. Oleh sebab itu, perusahaan dapat kehilangan rantai distribusi dalam menjual barang.
18
diproduksi, maka PT Mitratama Rasa Sejati melakukan beberapa uji dan pengecekan untuk mempertahankan mutu produk akhir.
Pengawasan mutu yang akan dibahas pada laporan kerja praktek ini adalah pengawasan mutu produk akhir (filling & packing) di PT Mitratama Rasa Sejati. Pengawasan mutu produk akhir ini dilakukan oleh QC filling & packing. Pemeriksaan produk akhir tersebut dilakukan dengan metode sampling setiap 1 jam. Sampel tersebut kemudian diuji untuk mengetahui kesesuaian mutu produk dengan standar yang telah ditetapkan PT Mitratama Rasa Sejati. Parameter yang diamati meliputi berat sachet, kesesuaian isi dengan kemasan, kebocoran, kode produksi, dan ketepatan isi. Produk yang telah sesuai dengan standar kemudian disimpan dalam gudang produk jadi.
5.1. Berat Sachet
Uji berat sachet merupakan pengujian berat pada kemasan. Uji ini dilakukan dengan metode sampling yang dilakukan setiap 1 jam. Metode sampling digunakan bertujuan untuk membuat penarikan sampel lebih efisien. Metode sampling yakni metode pemilihan sampel dan metode perkiraan dengan biaya kecil. Namun, metode ini merupakan metode yang cukup teliti untuk tujuan tertentu (Cochran, 1977).
Pada uji ini, dilakukan pengujian berat pada kemasan dengan cara ditimbang. Produk tersebut dicek kesesuaian berat dengan berat standar yang telah ditetapkan PT Mitratama Rasa Sejati. Berat standar tersebut berbeda-beda untuk setiap produk. Produk yang memiliki berat yang tidak sesuai akan ditolak dan kemudian dilakukan proses pembungkusan ulang. Selain itu, untuk mengatasi perbedaan berat tersebut, operator harus melakukan pengaturan mesin yang digunakan.
19
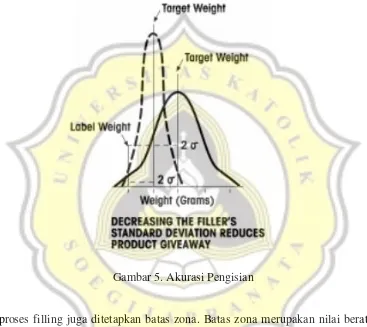
PT Mitratama Rasa Sejati menetapkan berat minimal dan maksimal untuk setiap produk. Contohnya adalah pada berat produk Santan Bubuk yang tertera pada kemasan adalah 23 gram. Namun, dalam proses filling, range beratnya adalah 24 gram – 26 gram. Hal tersebut sesuai dengan teori Hi-Speed Checkweigher Company, Inc. (1997) yang menyatakan bahwa cara yang paling efektif untuk menurunkan percent rejects adalah dengan menurunkan standar deviasi dari pengisi. Gambar akurasi pengisian dapat dilihat pada Gambar 16.
Gambar 5. Akurasi Pengisian
20
Selain itu, Menteri Perdagangan Republik Indonesia juga sudah mengatur tentang barang dalam keadaan terbungkus (BDKT). Dalam peraturan tersebut dijelaskan tentang batas kesalahan yang diizinkan untuk suatu produk makanan. BDKT yang tidak sesuai dengan peraturan tersebut dapat ditarik dari peredaran produsen. Berat produk Santan Bubuk yakni kurang dari 50 gram. Oleh sebab itu, batas kesalahan yang diizinkan yakni 9% dari berat total. Tabel batas kesalahan tersebut dapat dilihat pada Tabel 2.
Tabel 2. Kuantitas BDKT yang dinyatakan dalam berat dan volume
5.2. Kesesuaian Isi dengan Kemasan
21
Selain itu, jika terjadi perubahan produksi, maka produk tersebut juga akan dicek. Pengecekan tersebut dilakuakan dengan cara operator pertama-tama akan memberitahukan kepada bagian yang bertanggung jawab untuk mengecek isi bin tank. Pengecekan dilakukan secara organoleptik dengan mengecek isi bin tank dan produk yang akan diproduksi. Tepung bumbu memiliki aroma yang sangat khas sehingga akan mudah untuk mengetahui aroma dari masing-masing produk. Pengecekan tersebut perlu dilakukan untuk meminimalisir kesalahan antara produk dalam kemasan dengan printing film yang dapat terjadi akibat kelalaian pekerja.
5.3. Tes Kebocoran
Kebocoran pada kemasan produk akan berdampak pada kualitas suatu produk. Menurut Hi-Speed Checkweigher Company, Inc. (1997) kondisi yang lembab karena masuknya kontaminan pada produk sangat disukai oleh mikroorganisme sehingga mikroorganisme dapat tumbuh dan dapat mengkontaminasi produk. Kebocoran pada kemasan merupakan hal yang biasa terjadi pada industri makanan.
Tes kebocoran kemasan primer yang dilakukan PT Mitratama Rasa Sejati adalah dengan metode sampling yang dilakukan dengan mengambil produk yang akan dijadikan sample secara acak yang dilakukan setiap 1 jam. Pertama-tama, sample dimasukkan ke dalam air dan kemudian ditekan pada seluruh bagian terutama bagian yang paling sensitif terhadap kebocoran. Jika terjadi kebocoran kemasan maka akan timbul gelembung udara. Pengujian gelembung merupakan metode yang paling sederhana untuk mendeteksi dan menilai tingkat kebocoran (TM Electronics, 2008).
22
Bagian yang paling sensitif terhadap kebocoran adalah bagian expired date dan bagian sealing. Kurang sempurnanya proses sealing disebabkan oleh beberapa faktor. Pada
faktor mesin, salah satu penyebabnya adalah perawatan mesin yang tidak dilakukan secara rutin. Hal tersebut akan membuat mesin pengemas bekerja secara tidak optimal dan akan mempengaruhi proses sealing. Menurut Haming & Nurnajamuddin (2007) pada faktor mesin, perlu dilakukan pemeliharaan, sehingga mesin tidak cepat rusak dan dapat digunakan secara optimal. Menurut Robertson (1993) faktor dari film yang mempengaruhi adalah jenis dari pembentukan (form), peralatan, serta perlakuan saat
pencetakan.
Selain itu, faktor metode juga dapat menyebabkan kebocoran pada kemasan primer.
Pemasangan bahan sealer yang kurang tepat dapat menyebabkan bahan sealing
menempel secara tidak tepat. Faktor manusia juga merupakan hal yang sangat berpengaruh karena manusia memiliki sifat-sifat manusiawi seperti kurang teliti dan ketidakdisiplinan. Hal tersebut akan menyebabkan kinerja kurang optimal. Prawirosentono (2007) menyatakan yakni manusia memiliki kinerja yang berbeda-beda tergantung dari pelatihan, kemampuan (ability), pengalaman serta potensi kreativitas yang beragam.
Oleh karena itu, untuk memperkecil kesalahan pekerja, menurut Hawley (2004) karyawan yang mempunyai kebiasaan lalai dapat dipindahkan posisi kerjanya. Selain itu, jika ada pekerja yang memiliki kerja yang baik namun terkadang lalai, pekerja tersebut akan lebih baik jika mempunyai pasangan kerja yang disiplin. Karyawan yang memiliki kinerja bagus akan memberi contoh mitra kerjanya mengenai disiplin serta cara menyelesaikan masalah dengan pendekatan yang kreatif.
5.4. Kode Produksi
23
keduanya. Kode produksi ini merupakan tanda untuk mengenali suatu batch saat produksi berlangsung, sehingga penelusuran kembali riwayat produksi batch tersebut, termasuk tahap-tahap produksi, pengawasan dan distribusinya dapat dilacak.
Peraturan Pemerintah Republik Indonesia Nomor 69 Tahun 1999 Tentang Label dan Iklan Pangan menyatakan bahwa setiap industri pangan wajib mencantumkan tanggal kadaluarsa (expired date) pada setiap kemasan produk pangan. Hal tersebut juga dituliskan dalam Peraturan Menteri Perdagangan Republik Indonesia Nomor 67 Tahun 2013.
24
Berikut adalah contoh penulisan kode produksi pada kemasan tersier Santan Bubuk:
Keterangan:
Berikut adalah contoh penulisan kode produksi pada kemasan primer Santan Bubuk:
Keterangan:
280118 : tanggal kadaluarsa 2 : nomor mesin
5.5. Ketepatan Isi
PT Mitratama Rasa Sejati juga melakukan uji ketepatan isi yang merupakan suatu uji kuantitas. Ketepatan isi merupakan pengecekan yang dilakukan untuk mengecek jumlah produk dalam kemasan tersier atau karton sudah sesuai dengan yang tertera pada karton tersebut. Pengecekan dilakukan setelah semua produk dimasukkan kedalam karton. Oleh sebab itu, pengecekan hanya dilakukan dengan meletakkan karton diatas timbangan. Produk yang ditolak adalah produk yang tidak sesuai dengan berat standar yang telah ditetapkan.
Setelah itu, produk yang telah memenuhi berat standar akan diberi tanda “weight pass”. Weight pass merupakan suatu tanda yang diberikan pada karton untuk menandakan
bahwa berat dari karton tersebut sudah sesuai dengan standar yang ditetapkan PT Mitratama Rasa Sejati. Pemberian tanda “weight pass” yang dilakukan PT Mitratama Rasa Sejati tersebut bertujuan untuk meminimalisir kesalahan pendistribusian produk yang belum memenuhi standar. Setelah itu, karton diletakkan di atas palet dan disimpan
00J1 280118 11:09
25
26
6. KESIMPULAN
27
7. DAFTAR PUSTAKA
Baedhowie dan Pranggonowati, S. 2005. Petunjuk Praktek Pengawasan Mutu Hasil Pertanian 2. Departemen Pendidikan dan Kebudayaan. Jakarta: Direktorat Jenderal Pendidikan Dasar dan Menengah Kejuruan.
Cochran, William G. 1977. Sampling Techniques 3rd ed. John Wiley and Sons. New York.
Haming, Murdifin dan Nurnajamuddin, Mahfud. 2007. Manajemen Produksi Modern Operasi Manufaktur dan Jasa. Jakarta: Bumi Aksara.
Hawley, C.F. 2004. 201 Cara untuk Mendorong Setiap Karyawan Berkinerja. Terjemahan P.A. Lestari, S.E. Jakarta: Erlangga.
Hi-Speed Checkweigher Company, Inc.1997. Principles of Checkweighing A Guide to the Application and Selection of Checkweighers Third Edition. http://www.packagingstrategies.com/
Prajudi Atmosudirdjo, Prof., DR. 1989. Dasar-dasar Administrasi Manajemen dan Manajemen Kantor. Jakarta: Gunung Agung.
Prawirosentono, S. 2004. Filosofi Baru Tentang Manajemen Mutu Terpadu. Total Quality Management Abad 21, Studi Kasus dan Analisis. Kiat Membangun Bisnis Kompetitif Bernuansa “Market Leader”. Jakarta: Bumi Aksara.
Prawirosentono, Suyadi. 2007. Manajemen Operasi (Operations Managemen) Analisis dan Studi Kasus. Jakarta: Bumi Aksara.
Puspitasari, D. 2004. Perbaikan dan Evaluasi Penerapan Sistem Manajemen Mutu Pada Industri Pengolahan Tahu [Skripsi]. Bogor: Institut Pertanian Bogor.
Robertson GL. 1993. Food Packaging. Principle and Practice. New York: Marcel deckker Inc.
Stanton G. 2000. Food Safety and International Trade : The Role of WTO and The SPS Agreement. Di dalam : Rees N, Watson D, Editor. International Standard For Food Safety. Maryland: Aspen Publisher, Inc. Gaithesburg.
TM Electronics, Inc. 2008. Leak, Flow and Package Testing 101.