5
BAB II
STUDI LITERATUR
2.1 DEFINISI KALIBRASI
Kalibrasi adalah serangkaian kegiatan yang membentuk hubungan antara nilai yang ditunjukan oleh instrument pengukur atau sistem pengukuran atau nilai yang diwakili oleh bahan ukur dengan nilai-nilai yang sudah diketahui yang berkaitan dari besaran yang diukur dalam kondisi tertentu. Dengan kata lain kalibrasi adalah kegiatan untuk menentukan kebenaran konvensional nilai penunjukan alat ukur dan bahan ukur dengan cara membandingkan terhadap standar ukurnya yang mampu telusur (traceability) ke standar nasional untuk satuan ukuran dan atau internasional. Dari hasil kalibrasi dapat diketahui kesalahan penunjukan instrumen ukur, sistem pengukuran atau bahan ukur, atau pemberian nilai pada tanda skala tertentu. Suatu kalibrasi dapat menentukan sifat metrology lain. Hasil kalibrasi dapat dicatat dalam suatu dokumen, disebut sebagai sertifikat kalibrasi atau laporan kalibrasi. Dalam kegiatannya kalibrasi bertujuan untuk menentukan deviasi dari kebenaran konvensional nilai penunjukan suatu instrumen ukur, atau deviasi dimensi nominal yang seharusnya untuk suatu bahan ukur dan menjamin hasil-hasil pengukuran sesuai dengan standar nasional maupun internasional.
Adapun manfaat dengan adanya kalibrasi adalah:
a. Menjaga kondisi alat ukur agar tetap sesuai dengan spesifikasinya.
b. Menjaga tingkat kepercayaan umum terhadap hasil pengukuran dari alat ukur tersebut.
6
2.2 DUKUNGAN KALIBRASI DALAM MENJAMIN MUTU PRODUK. Unsur pokok pada performa suatu organisasi adalah mutu dari jasa yang diberikan atau mutu barang yang dihasilkan. Dewasa ini ada kecenderungan global pada semakin tajamnya keinginan atau tuntutan pemakai barang atau penerima jasa perihal mutu. Kecenderungan ini membangun pemahaman bahwa peningkatan mutu adalah suatu proses yang berkesinambungan yang diperlukan untuk memperoleh dan mempertahankan performa ekonomis yang baik. Dengan meluasnya penerapan ISO 9000 perihal manajemen mutu, maka untuk produk perdagangan internasional membutuhkan jaminan mutu perancangan, pembuatan, produksi, perakitan, pelayanan purna jual dan lain-lain, yang semuanya digolongkan pada sistem jaminan mutu.
Tuntutan ini menjadikan mutu produk bukan lagi merupakan pilihan yang berdasarkan atas kesadaran akan tetapi lebih bersifat kebutuhan. Sebagai persyaratan utama dipenuhinya persyaratan mutu ini adalah kebenaran pengukuran yang terlibat dalam seluruh tahap pra produksi, produksi dan pasca produksi. Persyaratan ini akan berdampak perlunya jaminan kebenaran pengukuran pada semua sektor.
Produk industri dinilai dari seperangkat parameter teknis yang dinyatakan dalam bentuk spesifikasi teknis yang sesuai. Produk akan diterima bila spesifikasi teknisnya dapat diukur dan terbukti tetap tidak berubah bila dilakukan pengukuran kapan saja oleh operator yang berbeda, dilakukan dimana saja sepanjang kondisi lingkungan tetap sama. Hal ini dapat terjadi bila data pengujian yang dihasilkan oleh alat ukur dengan mutu tepat dan memberikan hasil pengukuran serba sama
7
dan sesuai. Jadi merupakan suatu kebutuhan agar semua pengukuran yang dilakukan pada produk industri dapat dikaitkan atau ditelusuri ke suatu titik acuan teknis yang disebut sebagai Standar Nasional untuk Satuan Ukuran.
2.3 ALAT-ALAT UKUR YANG PERLU DIKALIBRASI. 2.3.1 Jenis Alat Ukur Besaran Dasar
a. Panjang : Micrometer, Caliper, Dial Gauge, Mistar dan lain- lain.
b. Massa : Timbangan, Anak Timbangan. c. Waktu : Stopwatch, Timer.
d. Arus Listrik : AmpereMeter.
e. Suhu : Thermometer, Thermocouple, Oven, Furnace. f. Jumlah Zat : Mole.
g. Intensitas Cahaya : Illumunation Meter. h. Suara : Sound level meter
2.3.2 Jenis Alat Ukur Besaran Turunan. a. Luas : Planimeter.
b. Volume : Alat Gelas Volumetric (Gelas Ukur, Buret, Pipet, dan lain- lain)
c. Kecepatan : Speedometer, Tachometer. d. Tekanan : Preassure Gauge ( Manometer) e. Frekwensi : Frekwensi Meter.
8
g. Gaya : Mesin Uji Tarik/ Tekan, Mesin Uji Kekerasan, Mesin Uji Impact.
2.4 FAKTOR YANG BERPENGARUH DALAM KALIBRASI.
Beberapa sumber yang dapat menimbulkan kesalahan yang besarnya perlu diketahui melalui kalibrasi antara lain:
• Seting titik nol • Nilai skala penuh
• Kesalahan Paralax (Kesalahan sudut pandang pembacaan titik nol) • Kelinieran (linierity)
• Efek dari lingkungan sekitar pengukuran (suhu, kelembaban, getaran, mekanis, medan magnet, tingkat penerangan, dan sebagainya)
• Variasi catu daya dan besarnya (noise)
• Respon terhadap kejutan yang terjadi pada besaran yang diukurnya (impulse response)
• Frekwensi response
• Tingkat tegangan maksimum yang aman • Tingkat kebocoran ke ground
• Tegangan baterai
2.5 STANDAR PENGUKURAN. 2.5.1 Satuan Sistem Internasional.
Dalam Internasional Vocabulary of Basic In Metrology disebutkan bahwa satuan sistem internasional adalah sistem satuan yang koheren yang diadopsi dan
9
direkomendasikan penggunaannya oleh General Conference on Weight and Measures (CGPM) satuan SI tersebut terdiri dari tujuh satuan dasar yaitu:
• Meter satuan dari panjang • Kilogram satuan dari massa • Ampere satuan dari arus listrik • Kelvin satuan dari thermodinamika • Mole satuan dari jumlah zat
• Candela satuan dari intensitas cahaya • Second satuan dari waktu
2.5.2 Standar Pengukuran Menurut ISO
Definisi standar dalam kamus metrology tersebut adalah sebagai berikut: 1. Standar Pengukuran.
Sistem pengukuran yang digunakan untuk menentukan, mewujudkan, melestarikan, atau mereproduksikan suatu satuan atau satu atau lebih nilai yang telah diketahui dari suatu besaran untuk dialihkan ke alat ukur lain dengan cara pembandingan. Contoh: massa standar satu kilogram, gauge block standar, resistor standar 10 ohm, frekwensi standar atom caesium, anemometer standar. 2. Standar Kolektif .
Alat ukur sejenis yang bila digunakan secara gabungan berfungsi sebagai suatu standar. Standar collective biasanya digunakan untuk menyakijan nilai standar dari suatu besaran. Nilai yang ditampilkan adalah nilai rata-rata dari nilai yang ditampilkan oleh masing-masing alat ukur. Contoh standar collective tegangan yang berupa sekumpulan sel wheston.
10 3. Standar Seri
Sekumpulan standar dengan nilai tertentu yang dipilih untuk secara individual atau berkelompok memproduksikan serangkaian suatu besaran dalam suatu rentang tertentu. Contoh: sekumpulan anak timbangan.
4. Standar Primer
Standar yang mempunyai mutu metrologies tertinggi dalam suatu bidang tertentu. Konsep standar primer berlaku sama baik untuk satuan dasar maupun satuan turunan.
5. Standar Sekunder
Standar yang nilainya ditentukan dengan cara pembandingan terhadap suatu standar primer.
6. Standar Internasional
Standar yang oleh suatu persetujuan atau konsesus internasional ditetapkan sebagai basis dalam menentukan nilai semua standar lain yang sejenis untuk besaran yang dimaksud.
7. Standar Nasional
Standar yang ditetapkan oleh pemerintah suatu negara sebagai basis dalam menentukan standar lain yang sejenis dinegara tersebut untuk besaran yang dimaksud.
8. Standar Acuan.
Standar umumnya dengan mutu metrology tertinggi yang ada dilokasi tertentu yang digunakan sehari-hari untuk mengkalibrasi alat ukur.
11
Standar yang digunakan sebagai media untuk memperbandingkan standar dengan alat ukur.
10. Standar Keliling
Standar yang dirancang dengan konstruksi khusus untuk digunakan berpindah dari satu tempat ke tempat lain. Contoh standar frekuensi atom caesium yang ringkas (portable) dan dioperasikan dengan batery.
2.6 PROSEDUR PERENCANAAN SISTEM KALIBRASI.
Dalam melakukan perencanaan pengendalian alat ukur beberapa langkah yang harus ditempuh antara lain:
2.6.1 Identifikasi Alat
Identifikasi dari alat ukur terdiri sari nomor dengan formula sebagai berikut:
AAA-XXXX
AA/AAA: Initial dari alat ukur, contoh: DC = Digital Caliper XXXX: Numerical (Nomor urut) dari alat ukur.
Tanggal masa berlakunya alat ukur harus ditempel pada alat ukur. Jika ada alat yang tidak memungkinkan labelnya ditempel pada alat ukur, maka bisa ditempel pada tempat alat.
12
Gambar 2.1. Contoh No ID pada Digital Caliper
2.6.2 Registrasi.
Alat yang telah dikalibrasi akan diregistrasi oleh operator kalibrasi ke dalam list alat ukur. Setiap alat ukur mempunyai daftar riwayat alat ukur yang terdiri dari informasi alat ukur yang terdiri dari informasi alat ukur dan riwayat kalibrasi alat ukur tersebut.
2.6.3 Penentuan Tempat Kalibrasi.
Ada dua tempat untuk mengkalibrasi alat ukur: a. Kalibrasi Internal.
Kalibrasi yang dilakukan oleh inspector dimana kalibrator yang digunakan harus disertifikasi oleh lembaga standarisasi nasional atau international. Pelaksanaan kalibrasi internal perlu tersedia prosedur terdokumentasi yang tepat dan kebenaran hasil kalibrasi dapat dipertanggungjawabkan secara ilmiah.
13 Sumber status prosedur kalibrasi :
- Prosedur standar, diterbitkan Badan Standarisasi Nasional atau International ASTM, ISO, JIS dan lain-lain
- Prosedur terbitan ahli metrology diterbitkan pada jurnal / majalah ilmiah - Prosedur buatan sendiri, modifikasi dan pengembangan dari prosedur diatas. b.Kalibrasi External
- Harus mempunyai kemampuan telusur yang dijamin oleh lembaga akreditasi Nasional.
- Laboraturiom yang melakukan kalibrasi harus mampu mendemonstrasikan kompetensinya.
- Dilakukan oleh personel yang qualified. - Menggunakan prosedur yang tepat.
Menurut ISO 1993 (The International Vocabulary of Basic and General Terms in Metrology). Traceability (mampu telusur) adalah hasil pengukuran atau nilai suatu standar terkait ke referensi yang sudah baku, baik standard nasional atau internasional secara komparasi yang tidak terputus mata rantai ketidakpastiannya.
Mampu telusur dimaksudkan untuk menjamin suatu kuantitas pengukuran mempunyai akurasi dalam batas ketidakpastian pengukuran. Karrena itu diperlukan kalibrasi yang berisi antara lain: nilai pengukuran, ketidakpastian standar yang digunakan, kondisi dimana kalibrasi dilakukan dengan memasukan faktor koreksi apabila peralatan yang digunakan tidak pada kondisi yang sama.
14
Laboraturium kalibrasi dan pengujian harus memiliki / menjaga sejumlah standar fisik dan peralatan pengukuran yang menjamin nilai pengukurannya, karen itu perlu dikalibrasi ke laboraturium Nasional.
Personel laboraturium harus kompeten, mampu melaksanakan pengukuran sesuai dengan ketelusuran standar sehingga akreditasi yang diinginkan dapat tercapai, termasuk menentukan ketidakpastian pengukuran yang cocok.
Ketelusuran dari suatu lembaga sertifikasi menjadi syarat suatu lembaga kalibrasi. Definisi formal dari ketelusuran diberikan Internastional Vocabulary of Basic and general Terms In Metrology (VIM 1993) sebagai sifat dari hasil pengukuran atau nilai dari standar yang dapat dihubungkan ke acuan tertentu, biasanya standar nasional atau international melalui rantai perbandingan yang tak terputus dimana semuanya mempunyai ketidakpastian tertentu. Berdasarkan definisi tersebut ketelusuran dapat disifatkan oleh enam elemen dasar, yaitu: 1. Suatu rantai perbandingan yang tidak terputus.
Ketelusuran dimulai dari rantai perbandingan tak terputus berawal dari standar pengukuran nasional, international atau intrinsic dan berakhir dengan standar acuan kerja dari laboraturium metrology tertentu.
2. Ketidakpastian pengukuran:
Ketidakpastian pengukuran dari setiap langkah dalam rantai ketelusuran harus dihitung sesuai dengan metode terdefinisi lain harus dinyatakan pada setiap langkah sehingga ketidakpastian total dari rantai dapat diperhitungkan.
15 3. Dokumentasi.
Setiap langkah dalam rantai tersebut harus dilakukan sesuai dengan prosedur yang terdokumentasi dan diketahui secara umum serta hasilnya harus didokumentasikan, misalnya dalam laopran kalibrasi atau pengujian.
4. Kompetensi.
Laboraturium atau lembaga yang melakukan satu langkah dalam rantai tersebut harus memberikan bukti kompetensi teknis, misal dengan mendemonstrasikan bahwa mereka diakreditasi oleh bandan akreditasi yang diakui.
5. Mengacu ke satuan SI.
Bila memungkinkan, standar nasional, international atau intrinsic harus merupakan standar primer untuk realisasi satuan SI.
6. Rekalibrasi.
Kalibrasi harus diulangi pada interval yang memadai, sehingga ketelusuran dapat terjaga.
16
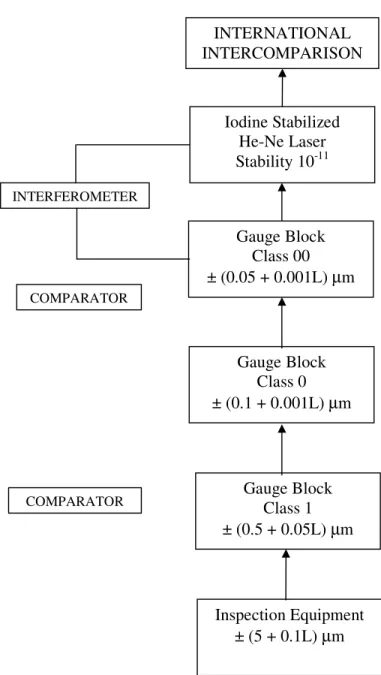
Gambar 2-2. Contoh bagan telusur
Laporan dan sertifikat kalibrasi harus mengandung pernyataan ketelusuran dari hasil kalibrasi untuk memberikan bukti bahwa hasil kalibrasi yang dilaporkan tersebut dilakukan menggunakan standar yang nilainya tertelusur ke satuan SI memlaui standar nasioan, internationa atau mutual conten yang tepat. Pernyataan
INTERNATIONAL INTERCOMPARISON Iodine Stabilized He-Ne Laser Stability 10-11 Gauge Block Class 00 ± (0.05 + 0.001L) µm Gauge Block Class 0 ± (0.1 + 0.001L) µm Gauge Block Class 1 ± (0.5 + 0.05L) µm Inspection Equipment ± (5 + 0.1L) µm INTERFEROMETER COMPARATOR COMPARATOR
17
ketelusuran dalam sertifikat tersebut dapat mengambil salah satu pernyataan berikut:
1. Bila rantai ketelusuran untuk laboraturium tertentu berasal dari Institusi Metrology Nasional (NMI) yang diakui, pernyataan tersebut dapat berupa: ”Hasil kalibrasi yang dilaporkan tertelusur ke satuan pengukuran SI melalui NMI”.
2. Bila rantai ketelusuran untuk laboraturium tertentu berasal dari laboraturium yang diakreditasi oleh KAN, pernyataan tersebut dapat berupa: ”Hasil kalibrasi yang dilaporkan tertelusur ke satuan pengukuran SI melalui LK-(Nomor akreditasi)-IDN”.
3. Bila rantai ketertelusuran untuk laboraturion tertentu berasal dari standar tertingginya sendiri dan dikalibrasi dengan kalibrasi in-house, pernyataan tersebut dapat berupa: ”Hasil kalibrasi yang dilaporkan tertelusur ke satuan pengukuran SI melalui (Laboraturium yang melakukan kalibrasi terhadap standar tertinggi laboraturium)”.
2.6.4 Program Kalibrasi Ulang
Pada setiap alat ukur harus mempunyai tempo waktu untuk kalibrasi ulang untuk menjaga tingkat akurasi alat ukur. Program kalibrasi ulang alat ukur ditentukan oleh pemakaian alat ukur yang berdasarkan:
1. Suatu rekomendasi dari institusi metrology atau badan akreditasi. 2. Frekwensi pemakaian.
3. Akurasi alat ukur 4. Kondisi lingkungan
18 5. Catatan Data / Riwayat Alat.
Kalibrasi ulang dianjurkan untuk tidak dicantumkan dalam serifikat kalibrasi secara efektif dan efisien sesuai yang direncanakan dan persyaratannya.
2.6.5 Perlakuan Untuk Alat Ukur Baru.
Dalam sistem kalibrasi untuk alat-alat yang baru harus diatur sebelum kita melakukan regular kalibrasi. Hal-hal yang harus diperhatikan antara lain:
1. Alat ukur yang baru harus dicek terlebih dahulu oleh inspector. Pemeriksaan secara visual dimaksudkan untuk:
• Fungsi alat, yaitu alat dapat digunakan sesuai dengan standar
• Penampilan / kondisi fisik alat ukur msertifikat dan tidak ada kerusakan ataupun cacat.
2. Jika ditemukan cacat atau kerusakan alat tersebut harus dikembalikan ke pembuat
2.7 SISTEM DOKUMENTASI.
Salah satu persyaratan mutlak yang dibutuhkan oleh suatu sistem kalibrasi adalah mengenai sistem dokumentasinya. Dokumen kalibrasi harus disiapkan oleh petugas kalibrasi atau asesor. Dokumentasi tersebut digunakan sebagai acuan pasti untuk penerapan sistem mutu sehingga dapat menjaga konsistensi mutu data hasil uji kalibrasi. Dengan adanya dokumen tersebut dapat dihindari pengertian ganda terhadap penerapan prosedur, metode, instruksi kerja atau adanya tumpang tindih tanggung jawab wewenang dan uraian kerja petugas kallibrasi.
19
Terdapat beberapa manfaat utama dari pendokumentasian sistem kalibrasi antara lain:
1. Komunikasi informasi. Dokumentasi merupakan suatu alat untuk menyalurka dan mengkomunikasikan informasi.
2. Bukti kesesuaian terhadap persyaratan-persyaratan bahwa hal-hal uang direncanakan telah secara aktual dilaksanakan.
3. Sumbangan pengetahuan, agar menyebarluaskan dan memelihara pengalaman organisasi. Misal spesifik teknis (gambar-gambar teknis) yang terdokumentasi dengan baik, akan dapat digunakan sebagai landasan untuk desain dan pengembangan produk baru.
Dalam penyusunan sistem dokumentasi harus memenuhi syarat sesuai dengan standar internasional ISO 9001-2000 antara lain:
1. Pernyataan terdokumentasi dari kebijakan kualitas dan tujuan kualitas. 2. Manual Kualitas.
3. Prosedur-prosedur terdokumentasi yang dibutuhkan Standar Internasional antara lain:
• Pengendalian Dokumen • Pengendalian catatan • Audit Internal
• Pengendalian Produk Non-Conformity • Tindakan Korektif
• Tindakan Preventif
4. Dokumen-dokumen yang dibutuhkan oleh organisasi agar menjamin efektivitas perencanaan, pengoperasian dan pengendalian proses-proses.
20
5. Catatan yang dibutuhkan oleh standar internasional.
Adapun jenis-jenis dokumen yang dipakai dalam sistem kalibrasi antara lain: 1. Master List Equipment
2. Calibration Plan 3. Calibration Record
4. Work Instruction Calibration 5. Certificate Calibration
21
22
23 2.8 KETIDAKPASTIAN PENGUKURAN.
Segala sesuatu yang diciptakan manusia tidaklah sempurna. Hal ini berlaku juga untuk alat-alat ukur. Akibat ketidaksempurnaan itu, hasil pengukuran yang dilakukan dengan alat-alat itu belum tentu menunjukan nilai yang sesungguhnya. Artinya ada kemungkinan ada perbedaan atau kesalahan antara nilai yang terukur dengan nilai yang sesungguhnya. Dengan memahami kenyataan ini, maka suatu hasil pengukuran harus mencantumkan suatu perkiraan yang menggambarkan seberapa besar kesalahan yang mungkin terjadi, dalam batas-batas kemungkinan yang wajar. Nilai perkiraan ini sekaligus juga menunjukkan kualitas pengukuran (bukan kualitas barang yang diukur). Semakin kecil nilai perkiraan itu berarti semakin baik pula kualitas pengukuran. Nilai perkiraan inilah yang disebut ketidakpastian pengukuran
2.8.1 Ketidakpastian Pengukuran dan Toleransi
Karena tidak mungkin melakukan pengukuran dengan ketepatan dan ketelitian yang mutlak, maka juga tidak mungkin membuat suatu benda dengan ukuran yang tepat sama dengan spesifikasi yang diminta. Memahami kenyataan ini para perancang teknik memberikan suatu batas toleransi dalam rancangan-rancangan benda produksi. Batas toleransi adalah besarnya keasalahan yang paling besar yang diperkirakan atau dianggap tidak akan mengurangi mutu produk atau mengganggu fungsinya. Artinya, jika terjadi kesalahan dalam proses produksi sehingga ukuran benda yang dibuat berbeda dengan dengan ukuran dalam rancangan, diharapkan benda itu tetap dapat berfungsi asalkan kesalahannya lebih kecil daripada toleransinya.
24
Contohnya, suatu mesin membutuhkan sebuah poros dengan ukuan diameter 10 mm ± 0.1 mm. Ini berarti bahwa poros yang dapat digunakan dalam mesin itu boleh mempunyai ukuran yang tidak tepat sama dengan 10 mm, asalkan tidak lebih kecil daripada 9,9 mm dan tidak lebih besar daripada 10,1 mm.
Untuk memastikan bahwa sebuah poros diproduksi dengan spesifikasi seperti di atas, poros itu diperiksa untuk memastikan bahwa ukuran sesungguhnya masih berada dalam batas-batas toleransi. Artinya, poros itu harus diukur diameternya. Namun perlu diingat bahwa pengukuran itu sendiri tidak lepas dari pengaruh-pengaruh ketidakpastian. Agar hasil pemeriksaan itu tidak meragukan, perlu dipastikan bahwa nilai pengukuran dan rentang ketidakpastiannya masih berada dalam batas-batas toleransi yang diijinkan. Hal ini digambarkan dalam gambar 2-5.
Gambar 2-5. Gambar diagram penyebaran data ketidakpastian pengukuran poros baja. [3]
Batas Bawah Batas Atas 9,85 9,9 9,95 10 10,05 10,1 10,15 10,2 0 1 2 3 4 5 6 7 8 9 10
25
Dalam gambar 5, ditunjukkan hasil pengukuran dari beberapa poros yang menurut spesifikasinya mempunyai ukuran 10 mm ±0,1 mm. Error bar pada tiap-tiap hasil pengukuran menunjukkan ketidakpastian pengukurannya. Dari gambar di atas, hanya komponen no.1, 2, dan 3 saja yang secara meyakinkan akan dianggap memenuhi spesifikasi; komponen no. 9 sudah pasti diluar toleransi; sedangkan komponen yang lain-lain masih dianggap meragukan karena sebagian dari rentang ketidakpastian pengukurannya berada di luar rentang toleransi yang diijinkan.
2.8.2 Fungsi penghitungan Ketidakpastian Pengukuran.
Bagian di atas menggambarkan salah satu alasan mengapa nilai ketidakpastian pengukuran harus dihitung. Alasan lain menghitung ketidakpastian pengukuran adalah untuk dapat memperhitungkan pengaruh ketidakpastian dalam suatu pengukuran, terhadap pengukuran lain yang berkaitan dengan pengukuran tersebut. Contoh yang jelas adalah dalam kalibrasinya. Sebuah kegiatan kalibrasi sendiri pada dasarnya adalah suatu kegiatan pengukuran, yang tujuannya menentukan kesalahan dalam penunjukan alat ukur. Karena alat ukur itu kemudian dipakai melakukan pengukuran, maka ketidakpastian dalam kalibrasi akan berpengaruh pula terhadap ketidakpastian pengukuran yang menggunakan alat ukur itu.
Disamping alasan-alasan tersebut diatas, secara ringkas dapat dikatakan bahwa nilai ketidakpastianpengukuran menunjukan kualitas suatu kegiatan
26
pengukuran, yang mencakup alat ukur, cara pengukurn dan pelaku pengukurannya.
2.8.3 Panduan Mengenai Perhitungan ketidakpastian pengukuran.
Bermacam-macam metode untuk menghitung ketidakpastian pengukuran telah dibuat oleh berbagai lembaga dan kalangan, namun yang digunakan sebagai acauan internasional adalah dokoment yang dikeluarkan oleh organisasi Standarisasi Internasional (ISO). Dokument ini berjudul Guide of the expression of uncertainty in Measurement, yang selanjutnya disingkat ISO GUM. Sesuai dengan namanya, sesungguhnya dokument ini bukanlah dokument baku (standar) yang bersifat mengikat, melainkan hanya sebuah panduan. Artinya secara de jure dokumen ini bukanlah dokument standar. Namun secara de facto, document ini telah diadopsi oleh banyak negara dan organisasi standar, sehingga bisa juga dianggap sebagai sebuah standar.
2.8.4 Sumber-sumber Ketidakpastian Pengukuran
Ketidakpastian dalam hasil pengukuran merupakan gabungan dari unsure-unsur ketidakpastian yang disumbangkan oleh komponen-komponen dalam system pengukuran itu. Secara garis besar komponen-konponen pengukuran tersebut dapat dibagi menjadi beberapa kelompok dibawah ini: • Standar atau acuan
Standar atau acuan sebagai pembanding alat yang dikalibrasi atau diuji memiliki ketidakpastian sendiri. Karena suatu standar harus telah dikalibrasi, maka ketidakpastiannya dapat ditelusuri dari sertifikat kalibrasi. Perlu diingat
27
bahwa standar primer yang dijadikan acuanpun memiliki ketidakpastian pengukuran.
• Benda Ukur / objek yang diukur
Besaran ukur merupakan suatu karakterisik benda ukur yang ingin diketahui. Tingkat ketelitian penentuan besaran ukur dengan demikian bergantung sekali pada mutu benda ukurnya. Sebagai contoh, ketelitian pengukuran kerataan balok ukur (block gauge) ditentukan oleh finishing permukaan itu. Mutu benda ukur yang sedang-sedang saja akan memberikan hasil pengukuran yang sedang-sedang juga, meskipun digunakan peralatan pengukuran yang terbaik. • Peralatan
Cara pemakaian alat bisa mengubah nilai besaran ukur. Alat-alt ukur listrik misalnya, menarik energi dari rangkaian yang diukurnya sehingga “membebani” rangkaian itu dan menimbulkan kesalahan sistematis. Contoh lain, deformasi elastic yang terjadi ketika micrometer digunakan untuk mengukur panjang. Gejala-gejala itu mungkin dapat diukur atau ditaksir sehingga koreksinya bias diberikan, tetapi sebagian kecil dari kesalahannya tetap saja tidak bisa ditentukan sehingga menjadi sebuah komponen ketidakpastian hasil pengukuran.
• Metode
Tidak jarang terdapat lebih dari satu metode untuk mengukur suatu besaran. Metode nol atau metode tak-kontak disarankan digunakan jika alat ukur bisa mempengaruhi besaran ukur. Metode yang menghitung perbedaan nilai-nilai yang besar tetapi berdekatan sebaiknya dihindari karena kesalahan kecil pada bilangan-bilangan besar itu akan besar untuk nilai perbedaan itu. Beberapa
28
metode sesunggunya mengukur besaran ukur yang sedikit berbeda karena perubahan kecil dalam definisi besaran ukur itu jika metodenya berbeda. Sebagai contoh, kedudukan permukaan balok ukur ketika dukur dengan cahaya sebetulnya berbeda dengan ketika diukur denga probe mekanik. Pendekatan dan asumsi yang terkandung dalam metode pengukuran dan pengambilan contoh (sampling) yang kurang mewakili adalah juga sumber-sumber ketidakpastian.
• Lingkungan
Lingkungan pengukuran merupakan sumber besaran-besaran berpengaruh yang paling umum. Parameter yang paling berpaengaruh adalah suhu, karena hampir setiap besaran ukur dipengaruhi oleh suhu, walaupun dalam keadaan yang paling umum hal ini sangat kecil pengaruhnya.
• Personil atau pelaku pengukuran
Orang yang melaksanakan pengukuran jelas bisa menjadi sumber ketidakpastian pengukuran. Sumber ini mencakup kesalahan pembacaan skala, pengesetan titik nol dan juga panas yang dikeluarkan tubuh
2.8.5 Dua Jenis Ketidakpastian pengukuran
ISO Guide mendefinisikn dua jenis atau katagori komponen ketidakpastia, Tipe A dan Tipe B yang dibedakan menurut metode evaluasinya. a. Ketidakpastian pengukuran Tipe A
Dievaluasi dengan menggunakan metode statistik yang baku untuk menganalisis satu himpunan atau sejumlah himpunan pengukuran dan mencakup jenis kesalahan yang disebut kesalahan-kesalahan acak.
Kesalahan-29
kesalahan ini dicirikan oleh taksiran variansi atau simpangan baku, nilai rata-rata dan derajat kebebasan. Yang digolongkan kedalam tipe A adalah ketidakpastian yang tampak sebagai sebaran nilai-nilai pengukuran (measurement scatter), yaitu nilai-nilai yang dihasilkan dengan melakukan pengukuran secara berulang-ulang.
b. Ketidakpastian pengukuran Tipe B
Dievaluasi dengan cara selain analisis statistik pada sejumlah pengamatan. Ketidakpastian ini mencakup kesalahan yang disebut kesalahan-kesalahan sistematik. Dalam mengevalusainya, perlu dicari besaran yang dapat diambil sebagai variansi (keberadaannya diasumsikan). Kesalahan-kesalahan ini dicirikan oleh taksiran variansi atau simpangan baku, nilai rata-rata (yang mungkin nol) dan derajat kebebasan.
Evaluasi tipe B diperlukan antara lain dalam kasus-kasus atau untuk sumber-sumber kesalahan-kesalah sebagai berikut:
• Menaksir sebaran pengukuran jika pengukuran hanya dilakukan satu kali (tidak dilakukan berulang)
• Resolusi pembacaan alat • Histeresis
• Batas kepresisian aritmetik dan pembulatan angka pada nilai yang dilaporkan
• Koreksi residual, misalnya karena suhu atau pengaruh lingkungan lainnya. • Koreksi kecil yang tidak ditetapkan
30 • Ketidakpastian kalibrasi alat ukur
2.8.6 Menghitung Ketidakpastian pengukuran.
Metode penghitungan ketidakpastian yang diuraikan dalam ISO Guide mencakup langkah-langkah yang memerlukan pemahaman yang seksama. Namun untuk penerapan dalam pengukuran yang sederahana, langkah-langkah untuk menghitung ketidakpastian pengukuran dapat disederhanakan sebagai berikut:
1. Kenali faktor-faktor yang berkontribusi pada ketidakpastian 2. Buat model matematik pengukuran
3. Cari ketidakpastian baku masing-masing komponen 4. Hitung ketidakpastian baku gabungan
5. Hitung ketidakpastian terentang dengan menggunakan factor cakupan
2.8.7 Faktor-faktor yang berkontribusi pada ketidakpatian
Sebagaimana diuraikan sebelumnya, ada beberapa elemen dalam suatu kegiatan pengukuran ataupun kalibrasi yang masing-masing menimbulkan ketidakpastin pada hasil pengukuran atau kalibrasinya pula. Setiap elemen mempunyai ketidakpastian, namun besarnya berbeda-beda. Ada elemen-elemen tertentu yang pengaruhnya kecil sedangkan beberapa elemen lainnya menimbulkan ketidakpastian yang cukup berpengaruh.
Dalam kegiatan pengukuran pada umumnya, elemen-elemen yang paling berpengaruh adalah:
31
• Ketidakpastian hasil kalibrasi alat ukur (atau standard)
• Sebaran nilai-nilai pengukuran yang dilakukan berulang-ulang. Untuk kalibrasi, bilamana ada ditambah: ketidakpastian akibat resolusi standard.
2.8.8 Model Matematis Pengukuran.
Sebuah model matematis adalah suatu persamaan yang menunjukan hubungan antara input dan output. Yang dimaksud dengan input disini adalah faktor-faktor yang mempengaruhi hasil pengukuran, sedangkan outputnya adalah nilai pengukuran itu sendiri. Sebuah pengukuran yang paling sederhana mempunyai model matematis seperti dibawah ini:
Nilai pengukuran = penunjukan alat + Koreksi alat ukur
Contohnya: Dalam pengukuran panjang sebuah balok logam dengan menggunakan jangka sorong, model matematis diatas dapat diterjemahkan sebagai:
Panjang balok = penunjukan jangka sorong + koreksi jangka sorong Atau dengan symbol:
L=R+K………(2-1)
Dua suku dalam persamaan diatas, yaitu R dan K masing-masing mempunyai ketidakpastian. R atau pembacaan alat mempunyai ketidakpastian akibat resolusi alat ukur yang terbatas. Selain itu, nilai R sendiri mempunyai sebaran yang dapat diamati dengan melakukan pengukuran berulang. Untuk K
32
atau koreksi alat ukur, nilainya ditentukan dalam kalibrasi yang mempuyai ketidakpastian juga. Nilai ketidakpatian untuk K dapat dilihat dari sertifikat kalibrasinya.
Nilai koreksi alat ukur itu ditentukan dalam kalibrasi yang telah dilakukan sebelumnya. Untuk kalibrasinya sendiri, model matematisnya mirip namun agak berbeda, yaitu:
(Kesalahan alat / eror) = (Penunjukan alat) – (penunjukan standard) E = R – S………...……… (2-2) Karena koreksi adalah lawan dari kesalahan atau eror, maka untuk
menghitung koreksi alat yang dikalibrasi persamaanya menjadi
K = S – R………. (2-3) Model-model matematis yang ditampilkan diatas adalah model yang paling sederhana yang meng-ansumsikan tidak adanya pengaruh-pengaruh external. Jika pengaruh-pengaruh itu diperhitungkan, mak model matematisnya perlu diubah. Sebagai contoh: Dalam pengukuran panjang balok dengan jangka sorong diandaikan bahwa pengukuran dilakukan pada suhu yang lebih tinggi daripada suhu nominal (yaitu 20°C). Akibat perbedaan suhu sebesar T maka penunjukan jangka sorong (RT) berbeda dengan penunjukan nominalnya, yaitu:
RT = R (1+αT)………..……… (2.4) Maka persamaan diatas berubah menjadi:
L = R (1+αT) + K……….……… (2-5) Dalam persamaan yang baru ini ada dua unsur tambahan yang menjadi input yaitu α dan T. Masing-masing mempunyai ketidakpastian yang juga memperbesar nilai ketidakpastian keseluruhannya.
33 2.8.9 Ketidakpastian Baku.
Ketidakpastian baku adalah suatu nilai yang menggambarkan besarnya rentang ketidakpastian dari setiap komponen ketidakpastian. Istilah “Ketidakpastian baku” mempunyai hubungan atau beranalogi dengan “simpangan baku” yang merupakan parameter statistik yang telah dikenal luas. Ketidakpastian baku yang paling sederhana dilambangkan dengan simbol u1.
Ketidakpastian baku dihitung dengan rumus-rumus tertentu, tergantung dari sifat tiap-tiap komponen ketidakpastian. Cara untuk menentukan nilai ketidakpastianbaku yang paling sederhana dirangkum dibawah ini:
a. Dari pengukuran berulang.
n s
u= ………..……… (2-6)
Dimana: s= Simpangan Baku; n = Banyaknya Sample.
b. Dari resolusi alat:
3 a
u= ………..….……..…… (2-7)
Dimana: a = Setengah dari resolusi terkecil yang dapat dibaca
c. Dari sertifikat kalibrasi:
2
95 U
u= ……..……….……….. (2-8)
Dimana U95 = Nilai ketidakpastian pada tingkat kepercayaan 95% yang dicantumkan pada sertifikat.
34 2.8.10 Ketidakpastian baku gabungan
Ketidakpastian pengukuran secara keseluruhan adalah gabungan dari nilai-nilai ketidakpastian baku tiap-tiap komponen, yang digabungkan dengan rumus berikut:
uc = u12 + u22 + u32 ………. (2-9) Ketidakpastian baku gabungan yang dihitung dengan rumus di atas masih setara dengan simpangan baku. Yaitu, hanya sebagai parameter statistik yang menggambarkan penyebaran nilai-nilai yang mencakup nilai pengukuran yang sesungguhnya, namun tidak menunjukan batas-batas mutlak penyebaran itu. Agar informasi mengenai ketidakpastian itu lebih berguna, maka ketidakpastian itu perlu dinyatakan sebagai suatu rentang yang mencakup 95% dari nilai-nilai yang mungkin. Inilah yang disebut sebagai ketidakpastian terentang. Mengapa digunakan rentang 95%? Alasannya adalah bahwa 95% adalah suatu pangsa yang cukup besar, yang mendekati keseluruhan (100%). Selain itu, bilangan 95% sudah diterima secara luas sebagai pendekatan untuk cakupan 100%. Lalu mengapa tidak digunakan cakupan 100%? Sebabnya adalah, nilai-nilai tersebut sesungguhnya tersebar dalam rentangan yang tidak terhingga batasnya.
Simpangan baku dari sekumpulan nilai (yang jumlahnya tak terhingga) adalah suatu rentang yang mencakup 68% dari keseluruhan kumpulan itu. Karena ketidakpastian baku (gabungan) beranalogi dengan simpangan baku, maka ketidakpastian baku juga dianggap mencakup 68% dari kumpulan hasil-hasil pengukuran yang mungkin ada.
35
Untuk menetukan besarnya rentangan yang mencakup 95% dari nilai-nilai yang mungkin ada, nilai ketidakpastian baku gabungan harus dikalikan dengan suatu faktor cakupan. Jadi,
Ketidakpastian terentang = Ketidakpastian gabungan x faktor cakupan
Nilai faktor cakupan yang akurat didapatkan dari suatu fungsi statistik yang disebut faktor-t Student. Faktor-t ini merupakan fungsi dari derajat kebebasan, yang juga merupakan suatu parameter statistik. Namun untuk penghitungan ketidakpastian yang disederhanakan, suatu nilai pendekatan dapat digunakan sebagai faktor cakupan itu.
Nilai faktor cakupan yang dapat digunakan sebagai pendekatan adalah 2. Jadi, hasil akhir perhitungan ketidakpastian pengukuran (yang disederhanakan) adalah
U
95= U
cx 2………
(2-10)Contoh Soal Ketidak pastian Pengukuran Dimensional:
Sebuah batang baja akan diukur untuk menentukan apakah batang itu memenuhi spesifikasi pembuatan. Untuk memastikan bahwa batang dengan ukuran mendekati batas toleransi tidak lolos, ketidakpastian pengukuran diameternya harus diperkirakan. Diameter batang itu diukur dengan micrometer digital pada lima tempat di sepanjang batang, dan diperoleh hasil berikut (dalam mm)
36
Gambar 2-6. Contoh metode pengukuran baja poros menggunakan micrometer
Tabel 2-1 Hasil pengukuran baja poros
Model pengukurannya: besaran ukur adalah rata-rata dari diameter yang terukur, ditambah koreksi dari micrometer.
Sekarang mari perhatikan komponen-komponen ketidakpastiannya. Pertama, ada variasi pada diameter yang terukur. Batang itu mungkin tidak bundar sempurna, atau diameternya bervariasi disepanjangnya. Micrometer tidak sempurna dan oleh karenanya pasti ikut menimbulkan kesalahan. Karena alat itu adalah alat digital, maka paralaks dan interpolasi skala tidak berlaku. Sertifikat
Posisi Pengukuran Hasil Pengukuran (mm)
1 19.003
2 18.998
3 19.005
4 19.007
37
kalibrasinya menyatakan bahwa nilai koreksinya nol, namun ketidakpastian koreksi itu adalah 4 µm pada tingkat kepercayaaan 95%.
Dari pengalaman, dapat dikatakan bahwa pengaruh dari faktor-faktor lingkungan dapat diabaikan jika pengukuran dilakukan dilakukan terhadap baja. (Dapat dibuktikan bahwa dalam kondisi extrim-pun, ketidakpastian akibat pengaruh suhu dapat diharapkan tidak melebihi ± 0.3µm). Micrometer mempunyai mekanisme untuk menjaga gaya ukur yang konstan, sehingga pengaruh operator dapat diminimalkan. Resolusi micrometer itu adalah 1 µm, dan ini akan diperhitungkan. Diasumsikan bahwa tidak ada lagi sumber-sumber ketidakpastian lainnya, jadi perhitungan dapat dimulai.
Pengukuran dilakukan berulang, sehingga evaluasi tipe A dapat dilakuan pada variasi diameter. Dengan kalkulator dapat dihitung bahwa:
- Rata-rata pembacaan diameter adalah 19.0038mm dengan koreksi nol - Simpangan baku pada nilai yang terukur adalah 0.00356371mm
Jadi, komponen ketidakpastian yang pertama dapat dituliskan:
mm 00159374 . 0 5 00356371 . 0 n s u1= = =
Ingat, angka-angka dibelakang koma sebaiknya dipertahankan hinggaa hasil akhir dicapai, untuk mencegah kesalahan akibat pembulatan.
Suku berikutnya datang dari sertifikat kalibrasi. Jika ketidakpastian terentang dari koreksi tidak diiringi dengan faktor cakupannya, dapat diasumsikan bahwa fakto itu adalah 2. Ketidakpastian baku didapat dari ketidakpastian terentang dibagi faktor cakupan, atau:
38 mm atau µm u 2.00 0.002 2 4 2 = =
Suku ketiga adalah resolusi alat. Asumsinya adalah bahwa nilai pembacaan mungkin mempunyai kesalahan sampai sebesar setengah dari resolusi , yaitu ± 0.5µm atau 0.0005 mm. Dengan asumsi sebesaran persegi, maka rentang paruhnya adalah
a= 0.0005 mm jadi: mm 00028868 . 0 3 0005 . 0 3 a u3= = =
Dengan rumus RSS dan dengan koefisien sensitivitas masing-masing 1, ketidakpastian gabungan dapat dihitung:
002574 . 0 u u u uc= 12+ 22+ 32 =
Ketidakpastian terentang dihitung dengan faktor cakupan = 2, jadi: U = 0.005147 mm
Yang dapat dibulatkan menjadi = 0.0052 mm atau 0.005 mm.
Kesimpulan: Diameter batang adalah = 19.004 mm Dengan ketidakpastian = ± 0.005 mm
39 Catatan:
Model yang dibuat bukanlah model matematis yang formal, selain daripada pernyataan bahwa: ”besaran ukurnya adalah rata-rata dari diameter yang terukur plus koreksi micrometer”. Walaupun tidak perlu menulis rumus matematis untuk kasus sederhana seperti ini, pendekatan seperti ini belum tentu dapat diterapkan pada semua keadaan pengukuran.
Sumber-sumber ketidakpastian telah diuraikan (yaitu, kata-kata yang digarisbawahi), namun tidak semuanya diikutsertakan dalam perhitungan, karena pengalaman atau pertimbangan saat itu menegaskan bahwa itu tidak perlu.
Koefisien sensitivitas diperoleh dari analisis logis. Semua nilai ketidakpastian diubah kedalam mm, yaitu satuan dari besaran ukurnya, sehingga koefisien sensitifitasnya semua adalah = 1. Apakah batang itu lolos atau tidak, tergantung pada toleransi yang diberikan.
40 2.7.11 Aplikasi Produk.
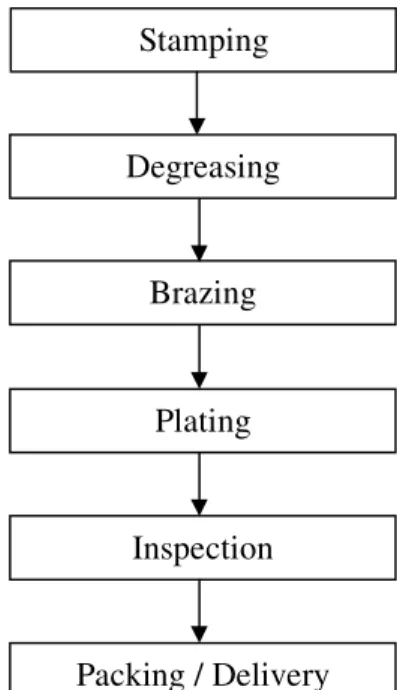
Terminal Insulate merupakan suatu produk yang dihasilkan oleh PT. JST Indonesia, yang fungsinya digunakan sebagai electrical connector pada komponen Otomotif dan sistem kereta listrik. Flow proses-nya sendiri digambarkan seperti flow proses dibawah ini:
Gambar 2-7. Bagan Flow proses produksi Terminal Insulate
Pada flow proses diatas dijelaskan alur proses awal produksi produk Terminal Insulate, pada proses setelah plating, Produk Terminal insulate harus dilakukan pengeringan dan pemanasan sampai mencapai suhu 180°C untuk agar kondisi produk lebih lunak dengan menggunakan Dryer Oven Mesin berkapasitas 1.9 m3, 15Kw dengan range maksimum temperature mencapai 700°C.
Stamping Degreasing Brazing Plating Inspection Packing / Delivery
41
Gambar 2-8. Gambar Dryer Oven Mesin
Gambar 2-9 Penempatan produk di Oven
42
Dryer Oven Mesin dengan Merk PT.USM dari Supplier NAKAGAWA CHEMICHAL EQUIPMENT CO.,LTD merupakan oven temperature tinggi dan yang memiliki 8 (delapan) langkah (segmen) dalam 1 (satu) program yaitu 4 (empat) kali kenaikan/penurunan suhu (ramp by time) dan 4 (empat) kali penahanan suhu (dwell). Maksimum 1 (satu) kali proses ramp by time adalah 100° C/menit dari suhu 25 hingga 1500° C dan laju kenaikannya adalah 15°C /menit.
Untuk mengetahui kinerja Dryer Oven Mesin maka perlu dilakukan kalibrasi. Oleh karena suhu pengeringan 200 sampai 400°C, sehingga kalibrasi Dryer Oven Mesin dilakukan pada suhu 200, 400 dan 600 °C. Kalibrasi adalah serangkaian kegiatan penyesuaian unjuk kerja peralatan terhadap standar yang dapat ditelusuri pada standar nasional/internasional. Peralatan standar yang digunakan untuk mengkalibrasi adalah Digital Multithermometer dan termokopel tipe K merk ISOTECH yang merupakan standar turunan tertelusur ke Standar Internasional (SI) melalui laboratorium kalibrasi PT. PLN Indonesia dan Balai Besar Kimia dan Kemasan Departement Perindustrian dengan no.sertifikat : 0056.37 BTND.002B/10.10 (untuk Digital Multithermometer) dan no sertifikat: CF 01 / J0327 / KAL / 08 (untuk Termokopel).

![Gambar 2-5. Gambar diagram penyebaran data ketidakpastian pengukuran poros baja. [3]](https://thumb-ap.123doks.com/thumbv2/123dok/2354541.2197303/20.918.204.775.629.975/gambar-gambar-diagram-penyebaran-data-ketidakpastian-pengukuran-poros.webp)