BAB I PENDAHULUAN
Dalam perkembangan teknologi dan kemajuan zaman menuntut adanya sumber daya manusia yang handal dan siap pakai dan siap diterjunkan dimana saja sehingga perlu adanya wadah pendididkan formal yang menciptakan tenaga yang handal dan trampil. Pendidikan saat ini dilaksanakan dalam perwujudan dan perkembangan teknologi tepat guna sesuai dengan kebutuhan era globalisai, oleh karna itu pendidikan sekarang difokuskan pada pendidikan professional di lapangan maupun di bengkel.
Teknik Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan kerja bangku didalam dunia teknik permesinan sebagai dasar untuk materi teknik pemesinan pada tingkat selanjutnya. Pekerjaan kerja bangku meliputi berbagai jenis kontruksi geometris yang sesuai dengan perintah kerja. Persyaratan kualitas terletak kepada pemahaman seseorang dalam praktek kerja bangku dan pelaksanaannya di tempat kerja yang meliputi : tingkat ketrampilan dasar penguasaaan alat tangan, tingkat kesulitan produk yang dibuat, dan tingkat kepresisian hasil kerja. Kerja bangku tidak hanya menitik beratkan pada pencaapaian hasil kerja, tetapi juga pada prosesnya. Dimana pada proses tersebut lebih menitik beratkan pada etos kerja yang meliputi ketekunan, disiplin, ketahanan, serta teknik sebagai dasar sebelum melanjutkan ke pengerjaan yang menggunakan mesin - mesin produksi. (Sodjana, Abo R.Suasdik.1978)
1.1Tujuan
1. Agar mahasiswa dapat memahami dan mengerti arti dari kerja bangku.
2. Mahasiswa dapat menggunakan mesin dan peralatan yang ada pada kerja bangku.
3. Agar mahasiswa dapat menerapkan dan mengembangkan teori saat praktek.
4. Mahasiswa mampu mengergaji dengan baik dan benar.
1.2 Manfaat
1.
Stelah praktikum mahasiswa sudah dapat meguasai teknik kerja bangku.2.
Mahasiswa sudah tau bagaimana cara mengebor dengan baik dan benar.3.
Mahasiswa sudanh mengerti langkah-langkah pembuatan palu, baut dan mur, dan pembuatan pemanggang.4. Mahasiswa sudah dapat bekerja dengan baik sesuai dengan prosedur yang berlaku pada praktek sesi kerja bangku.
MODUL 1 PALU
A. Pengertian Palu
Palu atau Martil adalah alat yang digunakan untuk memberikan tumbukan kepada benda. Palu umum digunakan untuk memaku, memperbaiki suatu benda, penempaan logam dan menghancurkan suatu obyek. Palu dirancang untuk tujuan tertentu dengan variasi dalam bentuk dan struktur. Bentuk umum palu terdiri dari gagang palu dan kepala palu, dengan sebagian besar berat berada di kepala palu. Desain dasar palu agar mudah digunakan, tetapi ada juga model palu mekanis yang dioperasikan untuk keperluan yang lebih besar. Palu besar dalam Bahasa Indonesia disebut dengan godam.
Palu mungkin adalah peralatan paling tua yang masih diketahui keberadaannya. Palu dari batu diketahui telah digunakan sejak tahun 2.600.000 Sebelum Masehi. Palu adalah peralatan dasar untuk banyak profesi. Sebagai analogi, palu juga digunakan sebagai perangkat yang didesain untuk memberikan tumbukan, contoh dalam mekanisme pelontar peluru pada pistol.
B. Alat dan pengukur.
Dalam proses pembuatan palu ada alar dan pengukur yang digunakan dalam pembuatan palu. Yang meliputi:
C. Funsi Alat-alat yang digunakan a. Ragum
Gambar 1. Ragum
Ragum adalah alat yang digunakan untuk menjepit suatu benda kerja waktu mekanik mempergunakannya seperti mengikir, memahat, menggergaji, dll, yang harus dikerjakan
b. Kikir
Gambar 2. Kikir
Kikir adalah suatu alat yang digunakan untuk mengurangi ketebalan benda dan meratakan permukaan benda. Macam-macam kikir:
a. Kikir Rata
b. Kikir segi empat c. Kikir segi tiga d. Kikir bulat
c. Gergaji Besi
Gambar 3. Gergaji Besi
Gergaji besi adalah alat yang digunakan untuk memotong benda kerja. Daun gergaji dibuat dari baja bermutu tinggi yang sangat keras, sehingga ketajaman gerigi tidak selalu diruncingkan kembali. Untuk mengetahui spesifikasi gergaji, dapat dilihat pada daun gergaji di dekat tangkai pegangan, yang menyebutkan jumlah gigi per inchi.
d. Mistar Siku
Gambar 4. Mistar Baja
Mistar Siku adalah suatu alat yang digunakan untuk mengukur kesikuan atau kerataan suatu benda kerja yang akan dikerjakan.
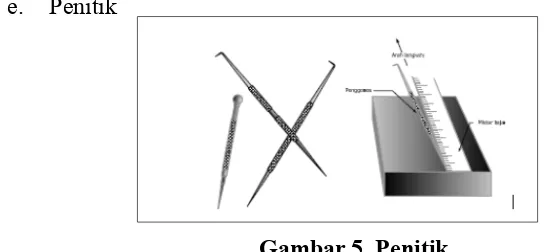
e. Penitik
Penitik adalah alat yang digunakan untuk memberi tanda pada benda kerja pada saat akan dibor. penitik yang sering digunakan adalah penitik selenid yang kartel dengan ujung tirus yang bersudut 25 -30 drajat.
f. Mesin Bor
Gambar 6. Mesin Bor
Mesin Bor adalah alat yang digunakan Untuk Melobangi Palu. Macam-macam Mata bor yang digunakan : Ø 12, Ø 14,
g. Las
Gambar 7. Las
Las adalah salah satu alat yang di gunakan untuk menyambungkan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam penambah dan menghasilkan sambungan yang kontinyu.
D. Langkah Kerja
No .
Uraian / Penjelasan Alat
Waktu Rencana
Waktu Pengerjaan
1. - Periksa Material • Jangka Sorong
2. - Lukis benda kerja pada
• Kikir Kasar 30 menit 15 menit
ulang kembali pada benda kerja.
•Busur Derajat • Mistar Baja 8. - Lakukan pengikiran
pada bagian depan / muka benda kerja
10. - Buat gagang palu dengan ukuran 20 cm. - Bentuk pada ujung besi sesuai lubang palu.
11. - lakukan pengelasan pada ganggang palu dan lubang
Total Waktu 343 menit 300 menit
MODUL II BAUT DAN MUR
A. Defenisi Baut dan Mur a. Baut
sambungan atau pengikat yang tidak permanen sehingga dapat dibongkar pasang untuk menahan dua obyek bersama, dan sebagai pesawat sederhana untuk mengubah torka (torque) menjadi gaya linear. Baut dapat juga didefinisikan sebagai bidang miring yang membungkus suatu batang. merupakan jenis.
b. Mur
Mur merupakan pasangan baut yang sama-sama memiliki fungsi sebagai penyambung/pengikat permanen. Pada umumnya, bentuk mur adalah segi enam. Tetapi untuk pemakaian khusus, dapat dipakai mur dengan bentukyang bermacam-macam, seperti mur bulat, mur flens, mur tutup, mur mahkota dan mur kuping. (George.Harun.A.R.1983)
B. Alat yang Digunakan dan Fungsinya a. Kikir
Gambar 8. Kikir
Kikir digunakan untuk meratakan dan menghaluskan permukaan benda kerja serta menghilangkan sejumlah kecil material pada saat finishing. Ketajaman kikir dilihat dari bagian menyilang dan ketajaman yang tersedia.
Terdapat beberapa hal yang perlu diperhatikan dalam penggunaan kikir, antara lain :
2. Jangan menggunakan kikir tanpa dipasang tangkai pemegang, karena selain menyulitkan juga akan membahayakan tangan.
3. Pengikisan kikir terjadi ayunan ke depan (sebaliknya) akan membuat kikir menjadi tumpul.
4. Pastikan bahwa tangkai pemegang sudah terpasang kuat. 5. Jepitlah benda kerja di dalam ragum dengan kuat.
6. Jangan memegang kikir pada permukaannya. Jika terkena stenpet / oli, maka serpihan bahan akan menempel pada alur.
7. Jika terjadi penyumbatan pada alut, maka hendaknya segera dibersihkan.
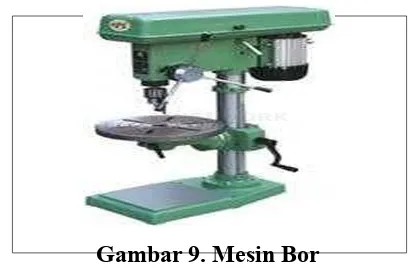
b. Mesin bor
Gambar 9. Mesin Bor
Mesin bor adalah alat yang berfungsi untuk membuat lubang sesuai dengan mata bor yang digunakan. Pada dasarnya, mata bor terdiri dari dua gerakan untuk melubangi, yaitu gerakan rotasi (putaran) dan gerakan ingsutan yang lurus ke bawah. Ada dua macam mesin bor, yaitu bor tangan dan bor duduk.
c. Tap
Tap adalah alat yang berfungsi untuk membuat alur pada benda hasil pengeboran atau membuat ulir sekrup dalam. Pekerjaan ini disebut pengetapan ulir sekrup karena adanya ulir-ulir sekrup, tap menjadi lemah maka pemotongan ulir sekrup tidak dapat dikerjakan dalam satu kali, sebab itu sepasang tap terdiri dari 3 buah, yaitu:
1. tap yang pertama untuk membuka jalur ulir, 2. tap kedua untuk memperdalam ulir, dan 3. tap ketiga sebagai tahap finishing.
Tangkai tap bebentuk bujur sangkar, sehingga tab-tab dapat diputar dengan besi puntir. Supaya sisi-sisi dari ulir sekrup pada baja dapat dipotong licin dan selama pengetapan harus dipakai minyak potong. Logam-logam biasanya dapat dipotong secara kering. Supaya ulir tetap rapi bentuknya, maka secara teratur tap harus diputar kembali seperempat putaran. Untuk mengulir dengan baik, bahan yang akan dibuat untuk menjadi mur harus memiliki diameter lubang yang besarnya pas atau fit dengan tap tersebut atau disesuaikan, sehingga ulir yang terbentuk sempurna dan fit dengan baut.
d. Snai
Gambar 11. Snai
snai diputar mengelilingi benda kerja tersebut. Pada saat benda kerja dijepit oleh snai, benda kerja harus dipastikan benar-benar terjepit karena jika tidak ulir tidak akan terbentuk sempurna atau alat mengalami patah.
e. Ragum
Gambar 12. Ragum
Ragum adalah alat yang berfungsi sebagai tempat menahan, memegang dan menopang bahan yang akan dipotong, digerindra ataupun digergaji.
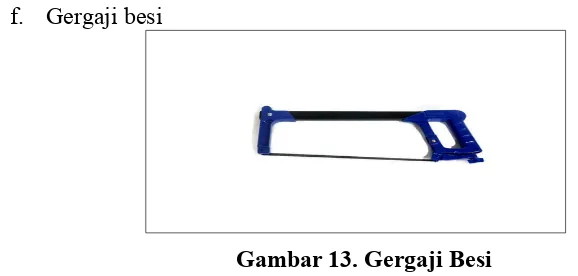
f. Gergaji besi
Gambar 13. Gergaji Besi
Gergaji besi berfugsi untuk memotong benda kerja. Daun gergaji dibuat dari baja bermutu tinggi yang sangat keras, sehingga ketajaman gerigi tidak selalu diruncingkan kembali. Untuk mengetahui spesifikasi gergaji, dapat dilihat pada daun gergaji di dekat tangkai pegangan, yang menyebutkan jumlah gigi per inchi.
C. Prosedur Pengerjaan
a) Menyiapkan benda kerja yang akan dipakai (besi poros) b) Memotong bahan untuk membuat mur
d) Dua buah silinder untuk mur dengan ketebalan 20 mm Memotong bahan untuk membuat baut.
e) Benda kerja dipotong sesuai dengan ukuran yang telah ditentukan. f) Satu buah silinder untuk mur dengan panjang 10 mm.
Mengikir permukaan benda kerja sampai rata g) Pengikiran Mur
Benda kerja hasil pemotongan yang ukurannya tidak sesuai dengan ukuranyang telah ditetapkan, maka dihaluskan dengan kikir sampai sesuai dengan ketebalan yang diinginkan, yaitu 10 mm.
h) Pengikiran Baut
Benda kerja hasil pemotongan yang ukurannya tidak sesuai dengan ukuranyang telah ditetapkan, maka dihaluskan dengan kikir sampai sesuai dengan panjang yang diinginkan, yaitu 45 mm
i) Membuat pola dengan ukuran seperti pada gambar
a. Membuat Mur:
Membentuk bahan menjadi segi enam dengan cara dikikir. Setelah mencapai ukuran yang ditentukan, benda kerja ditempel kertas ukuran segi enam yang sudah dipersiapkan, kertas yang sudah digunting ditempel pada kedua ujung silinder. Jepit benda oleh ragum lalu dikikir pada setiap sisi darisilinder tersebut dengan mengikuti alur pada kertas yang berbentuk segi enam. Kikir terus sampai berbentuk segi enam. Pada saat pengikiran lakukan dengan sangat hati – hati, usahakan pada saat pengikiran antara sisi yang satu dengan sisi yang sama luas permukaannya.
Membuat tanda pada benda kerja yang akan dilubangi(mur), biasanya dengan menggunakan punch. Memilih jenis mata bor yang akan digunakan Memasang mata bor pada mesin bor denmengencangkannya dengan bantuan kunci gear Membor dengan perlahan-lahan dan jangan dipaksakan karena akan merusak mata bor.
kerja. Benda kerja (mur) di bor dengan bor ukuran 10 mm, mur di bor sampai tembuske sisi sebelahnya. Selama proses membor sekali-kali dilakukan pemberian pendingin (cooler) pada mata bor untuk menjaga supaya mata bor tidak cepat rusak. Lakukan proses pengeboran dengan hati-hati dan utamakan keselamatan kerja. Mur yang telah dibor, diambil dan dipindahkan ke ragum untuk ditap dengan ukuran tap 10 mm. Posisi pada saat peletakan pada ragum di usahakan vertikal dengan lubang yang akan ditap, padasaat melakukan pengencangan benda kerja diragum jangan terlalu kencang, halini dapat mengakibatkan kerusakan benda kerja. Lakukan pengetapan secarabertahap agar hasil akhir yang diperoleh baik. Pengetapan dilakukan terus sampaitembus pada satu sisinya.
b. Membuat Baut
Membubut bagian yang akan disnai sesuai ukuran pada gambar. Benda kerja hasil pemotongan dibubut dengan menggunakan mesin bubut sampai mencapai diameter 10 mm. Pembubutan dilakukan secara bertahap agar benda kerja tidak mengalami kerusakan (patah) dan juga tidak merusak matapisau bubut. Pada proses ini dibutuhkan air pendingin (cooler ) agar suhu bendakerja dan mata pisau tidak terlalu tinggi. Bubut sampai batas ukuran diameter 10 mm batasan panjang yang dibubut yaitu 35 cm.
setiap sisi dari silinder kepala baut tersebut dengan mengikuti alur padakertas yang berbentuk segi enam. Kikir terus sampai berbentuk segi enam. Padasaat pengikiran lakukan dengan sangat hati-hati, usahakan pada saat pengikiran anta ra sisi yang satu dengan sisi yang lain sama luas permukaannya.
Menyenai ulir luar pada porosd. Selama proses senai harus selalu diberi pelumas. Benda kerja dijepit dengan ragum. Jikasudah diatur posisinya maka ujung benda kerja (yang permukaan yang dibubut) disnai (di buat alur) sampai panjang 4,5 cm. Lakukan penyenaian secara bertahap.
Proses finishing:
- Membersihkan dan mengikir bagian permukaan yang masih tajam. - Pemberian pelumas pada mur dan baut agar tidak mudah berkarat.
MODUL 3 PEMANGGANG
A.KESELAMATAN KERJA
peraktek kita harus memperhatikan cara dan bagaimana caranya badan kita benar-benar terlindungi. Kemudian upaya-upaya yang dilakukan untuk mencegah kecelakaann kerja adalah sebagai berikut :
1. Pakailah pakaian kerja yang telah di tentukan.
2. Periksa dan siapkan peralatan kerja yang akan di gunakan. 3. Gunkan alat yang sesuai dengan fungsinya.
4. Jangan bergurau saat praktek.
5. Sebelum meninggalkan ruang praktek harus seizin dosen atau pengawas.
6. Gunakan sepatu,sarung tangan bila di perlukan. 7. Rambut rapi dan tidak panjang.
8. Patuhi peraturan bengkel.
9. Sebelum menggunakan mesin, harus bertanya dengan teknisi/ dosen yang mengajar.
10. Dipasangnya gambar-gambar disertai kata-kata sebagai tanda-tanda peringatan untuk mencegah kecelakaan kerja
11. Setelah selesai praktik beberapa mahasiswa membersihkan tempat praktik guna menjaga kebersihan tempat praktik dari sisa-sisa benda kerja seperti serbuk-serbuk besi dan yang lainnya.
B. Kerja Pelat (Membuat Pemanggang )
Kerja pelat adalah suatu proses membuat benda kerja dari lempengan pelat yang dibentuk sedemikian juga agar dapat membentuk suatu benda yang dapat digunakan. Lempengan pelat yang kita gunakan dalam pembuatan benda kerja memiliki ketebalan 0,8 mm. Dalam melakukan praktik kerja kita harus mengetahui urutan langkah-langkah kerja sebagai berikut antara lain:
1. Pembuatan Gambar kerja 2. Melakukan pemotongan pelat
3. Menghitung besarnya Bending (penekukan) 4. Melakukan Penekukan
6. Finished Work (Pengamplasan)
C. Peralatan yang Digunakan
Dalam kerja pelat kita memerlukan sejumlah peralatan pendukung untuk menyelesaikan benda kerja yang akan kita bentuk, peralatan tersebut diantaranya adalah:
1. Penitik
Gambar 14. Penitik
Penitik dapat digunakan untuk menitik bagian benda kerja yang akan di bor. Bentuk penitik yang sering digunakan adalah silinder yang dikartel dengan ujung tirus yang bersudut 250 sampai 300.
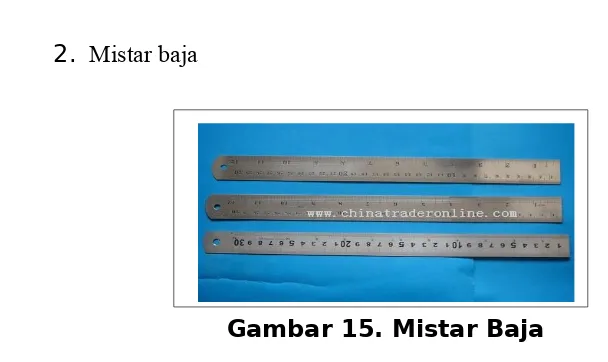
2. Mistar baja
Gambar 15. Mistar Baja
melukis batangan pada pelat yang digunakan, ukuran panjang dari mistar baja ini bermacam-macam, ada yang berukuran 30 cm, 60 cm, dan 100 cm.
3. Mistar siku
Gambar 16. Mistar Siku
Alat ini digunakan untuk menyiku ketelitian dari benda kerja, ukuran panjangnya 30 cm terbuat dari bahan baja.
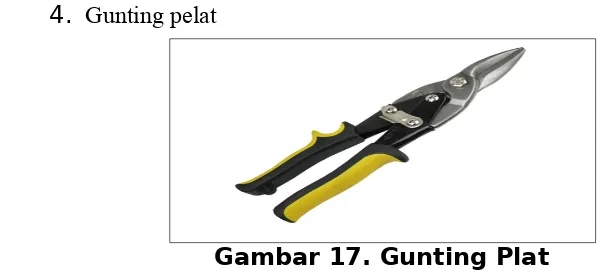
4. Gunting pelat
Gambar 17. Gunting Plat
Berfungsi sebagai alat pemotong pelat yang berukuran pendek atau yang sulit dijangkau oleh mesin potong serta untuk memotong pelat yang berbentuk radius atau lingkaran.
5. Kikir
Kikir ini digunakan untuk menghilangkan bagian yang tajam. Pada umumnya pekerjaan yang sederhana akan lebih ekonomis. Kikir terbuat dari baja karon tinggi yang ditempa sesuai dengan panjangnya. Macam-macam
D. Material yang Digunakan - Plat seng
Plat ini di gunakan untuk pembuatan pemanggang sate. - Besi 5 mm
E. Langkah Kerja
1. Menggambar Bukaan Awal
Langkah awal kerja pelat adalah menggambar bukaan. Gambar bukaan benda kerja dapat digambar langsung pada pelat yang akan digunakan. Adapun peralatan yang digunakan untuk menggambar bukaan tersebut adalah:
1. Penggores, digunakan untuk menggaris pelat atau menandai sehingga pada pelat terdapat goresan sket bukaan.
2. Mistar siku, digunakan untuk melihat kesikuan dari garis, dan sudut pelat tersebut.
3. Mistar baja, digunakan untuk mengukur, menarik garis, serta sebagai pedoman dalam penggoresan.
a. ambil pelat seng dengan ketebalan 0,5 mm.
b.ukur pelat yang akan digunakan dengan penggaris sesuai job sheet c.buat pola sesuai ukuran yang tertera pada job sheet yang diberikan
2. Melakukan Pemotongan Pelat
Setelaa selesai melakukan menggambar bukaan pada pelat, langkah selanjutnya adalah melakukan pemotongan menurut garis pola yang kita gambar tersebut. Pemotongan dapat dilakukan dengan mesin potong atau dengan menggunakan gunting manual,
Adapun langkah langkah pemotongan adalah sebagai berikut:
1. Pegang benda kerja dengan tangan kiri dengan kuat agar menahan pelat ketika di potong, usahakan pegang jauh sedikit dari bibir gunting agar aman.
2. Menggunting benda kerja usahakan mata makan gunting di luar garis pola,bibir gunting dibuat tegak lurus terhadap benda kerja dan tepat pada garis lukisan
3. Memastikan bahwa benda kerja benar-benar tepat untuk di potong 4. Lakukan pengguntingan secara perlahan mengikuti garis pola agar
hasilnya lurus.
5. Lakukan hal yang sama untung memotong bagian bagian lainnya. 6. Untuk menggunting bentuk lingkaran atau radius dapat digunakan
gunting dengan bibir lengkung kiri/kanan, atau gunting dengan universal.
3. Melakukan Pembendingan Atau Menekuk
Setelah pelat yang kita potong dan kita , maka langkah berikutnya adalah penekukan pembendingan. Bending dapat kita lakukan baik secara manual dengan mesin bending dan dengan menggunakan palu (dipukul).disini kita menekuk benda kerja menggunakan mesin lipatatau tekuk.ada pun langkah nya sebagai berikut:
1. Menyiapkan benda kerja yang akan dilipat untuk membuat pemanggag sate.
3. Menjepit benda kerja yang akan di lipat, sesuai dengan pola yang akan dilipat.
4. Melipat benda kerja sesuai dengan pola dan ukuran yang ditentukan. 5. Melipat bagian dalam dengan arah sudut 90 derajat.
4. Penyambungan
Teknik penyambungan pada kerja pelat dapat dilakukan dalam berbagai cara yaitu:
1. Menyambung dengan sekrup 2. Menyambung dengan lipatan 3. Menyambung dengan paku keeling 4. Menyambung dengan lastik
Dalam pekerjaan ini, penyambungan yang dilakukan dengan penyambungan plat seng dengan besi menggunakan metode lipatan. Metode lipatan yang digunakan peratalatan nya yaitu palu karet, landasan besi yang mempunyai sisi siku, dan tang.
5. Finishing
BAB III PENUTUP 3.1 Kesimpulan
3.2 Saran
Agar semakin efektif dan efisien serta menghasilkan hasil pembuatan benda kerja yang berkualitas, sebaiknya dalam pelaksanaan praktikum Proses Manufaktur seluruh peserta praktikan harus mengetahui dan memahami terlebih dahulu tentang bagaimana cara pengoperasian mesin, penggunaan alat-peralatan yang benar, sehingga selagi melakukan praktek dapat berjalan lancar tidak harus belajar cara mengoperasikan mesin dan cara pemakaian alat-alatnya. Diharapkan setelah lulus dari bangku kuliah nantinya menjadi calon tenaga kerja yang handal, mandiri dan siap bersaing dengan calon tenaga kerja lainnya.
LAMPIRAN Dokumentasi Pembuatan Palu
Gambar 2 Mengikir Palu
Gambar 3 Membuat Lubang Palu
Gambar 4 Menyambung Palu Dokumentasi Pembuatan Baut Dan Mur
Gambar 2 Pemeriksaan Pada Baut
Gambar 3 Pembuatan Mur
Gambar 4 Baut Dan Mur Yang Dihasilkan Dokumentasi pembuatan pemanggang
Gambar 2 Pemasangan Panggangan
Gambar 3erapatkan Sambuangan