p-ISSN 2614-3445|e-ISSN 2656-422X
JTM - JURNAL TEKNIK MESIN Vol. 2 No. 2, Halaman: 53 - 62 November 2019
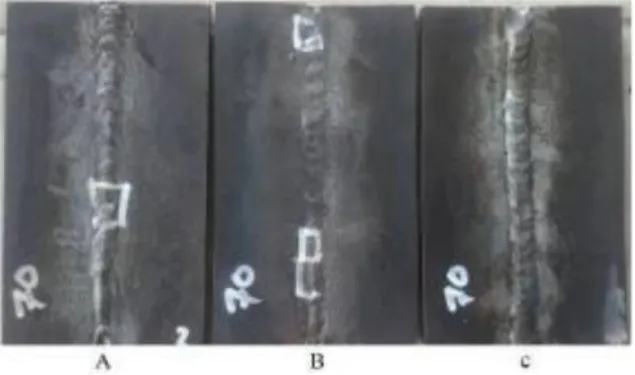
ANALISA CACAT LAS PADA PENGELASAN SMAW BUTT JOINT DENGAN VARIASI ARUS
Didik Setiawan
1, Imran
21,2
Jurusan Teknik Mesin, Politeknik Negeri Bengkalis Riau
1
Email: [email protected]
2