ABSTRAK
Penelitian ini dilakukan dengan tujuan untuk mengetahui 1) Penyimpangan yang terjadi antara anggaran dengan realisasi biaya bahan baku, dan 2) Total biaya persediaan bahan baku yang lebih ekonomis, jumlah persediaan pengaman, dan titik pemesanan kembali bahan baku. Penelitian ini dilakukan pada PT. Iskandar Indah Printing Textile Surakarta. Teknik pengumpulan data yang digunakan adalah wawancara dan dokumentasi.
Analisis varians digunakan untuk mengetahui penyimpangan antara anggaran dengan realisasi biaya bahan baku. Batas toleransi untuk penyimpangan adalah 5%. Economic Order Quantity digunakan untuk mengetahui total biaya persediaan bahan baku yang lebih ekonomis. Analisis safety stock dan reorder point digunakan untuk menghindari biaya kekuarangan bahan baku.
Kesimpulan menunjukkan bahwa terdapa tpenyimpangan antara anggaran dengan realisasi biaya bahan baku benang katun sebesar 3,90% dan benang rayon sebesar 4,29%. Anggaran dengan realisasi biaya bahan baku sudah terkendali karena masih dibawah toleransi 5%. Hasil dari metode EOQ terdapat perbedaan antara biaya total persediaan bahan baku untuk sekali pemesanan antara kebijakan perusahaan dengan metode EOQ yang lebih ekonomis dengan selisih sebesar Rp771.987,12untuk benang katun dan Rp896.492,57 untuk benang rayon. Perusahaan harus menyediakan persediaan pengaman sebesar 1.389,78 kg untuk benang katun dan benang rayon 1.037,68 kg. Waktu untuk melakukan pemesanan kembali adalah ketika bahan baku benang katun sebesar 63.076,58 kg dan benang rayon adalah sebesar 57.646,26 kg.
.
ABSTRACT
ANALYSIS OF RAW MATERIAL COST CONTROL Case Study at PT. Iskandar Indah Printing Textile
Yasinta Septin Kusumaningtyas Printing Textile Surakarta. The data collection techniques used were interviews and documentation.
Analysis of variance is used to determine deviations between budgeted and actual cost of raw materials. Limit of tolerance for deviation is 5%. Economic Order Quantity is used to determine the total cost of raw material inventories which is more economical. Analysis of safety stock and reorder point is used to avoid the drawback of the cost of raw materials.
The conclusion shows that there are deviations between budgeted and actual costs of cotton yarn raw materials by 3,90% and rayon yarn by 4,29%. Budget with the realization of the raw materials cost is under control because it is still below 5% tolerance. The results from EOQ method, there is a difference between the total cost of the raw materials inventory for all orders between the company's policy with EOQ method which is more economical with the difference of Rp771.987,12 for cotton yarn and Rp896.492,57 for rayon yarn. The company must provide a safety stock of 1.389,78 kg for cotton yarn and 1.037,68 kg for rayon yarn. Time to make the reorder is when the cotton yarn raw materials amounted to 63.076,58 kg and rayon yarns amounted to 57.646,26 kg.
i
ANALISIS PENGENDALIAN BIAYA BAHAN BAKU Studi Kasus Pada PT. Iskandar Indah Printing Textile
S K R I P S I
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Ekonomi
Program Studi Akuntansi
Oleh:
Yasinta Septin Kusumaningtyas NIM: 112114012
PROGRAM STUDI AKUNTANSI FAKULTAS EKONOMI UNIVERSITAS SANATA DHARMA
iv
HALAMAN MOTO
Tiada yang mustahil dimata-Mu. Doa mengubah
segala sesuatu.
v
HALAMAN PERSEMBAHAN
Kupersembahkan Skripsi ini untuk:
Tuhan Yesus Kristus, Bunda Maria
Ibuku tersayang, Chrissentia Widi Harimurti
Bapakku Stefanus Gunawan
Kakakku Brigita Santa Kusuma Wardani
Adikku Bernadeta Ratna Kusumaningrum
Sahabatku Brenda, Arum, Yeti
Teman - teman MPAT kelas F
Teman-teman Akuntansi FE USD Angkatan 2011
Terimakasih atas doa, dukungan, motivasi dan semangat
vi
UNIVERSITAS SANATA DHARMA FAKULTAS EKONOMI PROGRAM STUDI AKUNTANSI
PERNYATAAN KEASLIAN KARYA TULIS SKRIPSI
Yang bertanda tangan di bawah ini, saya menyatakan bahwa Skripsi dengan judul:
ANALISIS PENGENDALIAN BIAYA BAHAN BAKU Studi Kasus di PT. Iskandar Indah Printing Textile
dan dimajukan untuk diuji pada tanggal 22 Januari 2016 adalah hasil karya saya.
Dengan ini saya menyatakan dengan sesungguhnya bahwa dalam skripsi ini tidak terdapat keseluruhan atau sebagian tulisan orang lain yang saya ambil dengan cara menyalin, atau meniru dalam bentuk rangkaian kalimat atau simbol yang menunjukkan gagasan atau pendapat atau pemikiran dari penulis lain yang saya aku seolah-olah sebagai tulisan saya sendiri dan atau tidak terdapat bagian atau keseluruhan tulisan yang saya salin, tiru, atau yang saya ambil dari tulisan orang lain tanpa memberikan pengakuan pada penulis aslinya.
Apabila saya melakukan hal tersebut di atas, baik sengaja maupun tidak, dengan ini saya menyatakan menarik skripsi yang saya ajukan sebagai hasil tulisan saya sendiri ini. Bila kemudian terbukti bahwa saya ternyata melakukan tindakan menyalin atau meniru tulisan orang lain seolah-olah hasil pemikiran saya sendiri, berarti gelar dan ijasah yang telah diberikan oleh universitas batal saya terima.
Yogyakarta, 29 Januari 2016 Yang membuat pernyataan,
vii
PERNYATAAN PERSETUJUAN PUBLIKASI KARYA TULIS
Saya yang bertandatangan di bawah ini:
Nama: Yasinta Septin Kusumaningtyas
NIM: 112114012
Menyatakan bahwa demi pengembangan ilmu pengetahuan, saya menyerahkan kepada perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul:
Analisis Pengendalian Biaya Bahan Baku. Dengan demikian saya memberikan hak kepada Perpustakaan Universitas Sanata Dharma untuk menyimpan, mengelola, mendistribusikan secara terbatas, dan mempublikasikannya di internet atau media lain untuk kepentingan akademis tanpa perlu meminta ijin dari saya selama tetap mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini saya buat dengan sebenarnya.
Yogyakarta, 29 Januari 2016
Penulis,
viii
KATA PENGANTAR
Puji syukur dan terima kasih ke hadirat Tuhan Yang Maha Esa, yang telah
melimpahkan rahmat dan karunia kepada penulis sehingga dapat menyelesaikan
skripsi ini. Penulisan skripsi ini bertujuan untuk memenuhi salah satu syarat untuk
memperoleh gelar sarjana pada Program Studi Akuntansi, Fakultas Ekonomi
Universitas Sanata Dharma.
Dalam menyelesaikan skripsi ini penulis mendapat bantuan, bimbingan dan
arahan dari berbagai pihak. Oleh sebab itu penulis mengucapkan terima kasih
kepada:
1. Drs. Johanes Eka Priyatma, M.Sc., Ph.D., selaku Rektor Universitas Sanata
Dharma yang telah memberikan kesempatan bagi penulis untuk mengikuti
segala proses dan kegiatan di kampus untuk berkembang secara akademik
dan non akademik.
2. Dr. Herry Maridjo, M.Si., selaku Dekan Fakultas Ekonomi Universitas Sanata
Dharma
3. Drs. YP. Supardiyono, M.Si., Akt., QIA. C.A., selaku Kaprodi Akuntansi
Fakultas Ekonomi Universitas Sanata Dharma.
4. Ir. Drs. Hansiadi Yuli Hartanto, M.Si.,Ak.,QIA., selaku Dosen Pembimbing
yang telah membantu serta membimbing penulis dalam menyelesaikan skripsi
ini.
5. Bapak Agus selaku staf weaving di PT. Iskandar Indah Printing Textile yang
telah membantu memberikan data dan informasi yang diperlukan penulis
ix
6. Bapakku Stefanus Gunawan dan Ibuku Chrissentia Widi Harimurti selaku
orangtua penulis yang telah memberikan kasih sayang, doa, semangat,
dukungan moral dan materi.
7. Kakakku Brigita Santa Kusuma Wardani dan Adikku Bernadeta Ratna
Kusumaningrum yang selalu memberi semangat dalam penyelesaian
penyusunan skripsi.
8. Sahabatku Agustina Brenda Kristi, Christina Arum Sari dan Margareta Silvia
Yeti Prastiwi yang selalu setia memberikan dorongan dan semangat.
9. Teman – teman seperjuanganku Riska, Robby, Aldo, Galih, Vani, Grace,
Feli, Lia, Retha yang selalu memberi hiburan disaat mengalami kejenuhan.
10. Teman-teman MPAT kelas F yang saling memberi bantuan dan informasi.
11. Teman-teman akuntansi 2011 yang saling memberikan semangat dan
informasi.
12. Semua pihak yang tidak dapat penulis sebutkan satu per satu.
Penulis menyadari bahwa skripsi ini masih banyak kekurangannya. Oleh
karena itu, penulis mengharapkan kritik dan saran. Semoga skripsi ini dapat
bermanfaat bagi pembaca.
Yogyakarta, 29 Januari 2016
x DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PENGESAHAN ... iii
HALAMAN MOTTO ... iv
HALAMAN PERSEMBAHAN ... v
HALAMAN KEASLIAN KARYA TULIS ... vi
KATA PERSETUJUAN PUBLIKASI KARYA TULIS ... vii
KATA PENGANTAR ... viii
DAFTAR ISI ... x
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xviii
ABSTRAK...xix
ABSTRACT ... xx
BAB I PENDAHULUAN ... 1
A. Latar Belakang Masalah ... 1
B. Rumusan Masalah ... 2
xi
D. Tujuan Penelitian ... 3
E. Manfaat Penelitian ... 3
F. Sistematika Penulisan ... 4
BAB II LANDASAN TEORI ... 6
A. Pengendalian ... 6
B. Bahan Baku dan Biaya Bahan Baku ... 7
1. Biaya...7
2. Bahan Baku & Biaya Bahan Baku...7
C. Anggaran ... 8
1. Anggaran...8
2. Fungsi Anggaran...8
3. Kegunaan Anggaran...12
4. Anggaran Produksi & Anggaran Biaya Produksi...13
5. Anggaran Biaya Bahan Baku...13
D. Analisis Varians ... 15
1. Laporan Pelaksanaan Pembelian Bahan Baku...16
xii
E. Metode-Metode Dalam Pengendalian Persediaan ... 17
1. Metode Statis ... 17
2. Metode Dinamis...17
F. Biaya-Biaya Dalam Persediaan ... 18
1. Biaya Pembelian... 18
2. Biaya Pengadaan ... 18
3. Biaya Penyimpanan ... 19
4. Biaya Kekurangan Persediaan...19
G. Economic Order Quantity ... 19
H. Persediaan Penyelamat dan Titik Pemesanan Kembali...20
BAB III METODE PENELITIAN ... 21
A. Jenis Penelitian ... 21
B. Tempat dan Waktu Penelitian ... 21
C. Subjek dan Objek Penelitian ... 21
D. Teknik Pengumpulan Data ... 22
1. Wawancara ... 22
2. Dokumentasi ... 22
E. Teknik Analisis Data ... 22
BAB IV GAMBARAN UMUM PERUSAHAAN ... 25
xiii
B. Lokasi Pabrik ... 27
1. Ditinjau Dari Segi Ekonomi...27
2. Ditinjau dari Segi Sosial...28
3. Ditinjau dari Segi Teknis...28
C. Visi dan Misi Perusahaan ... 28
1. Visi Perusahaan...28
2. Misi Perusahaan...28
D. Struktur Organisasi ... 29
E. Personalia ... 34
F. Produksi ... 38
1. Bahan Produksi ... 38
2. Mesin-Mesin Produksi ... 39
3. Tahap Persiapan...41
4. Tahap Penenunan...42
5. Tahap Finishing...43
G. Gudang ... 45
H. Pemasaran ... 45
1. Saluran Distribusi...45
xiv
3. Jenis Produk Dalam Pemasaran...46
BAB V ANALISIS DAN PEMBAHASASAN ... 47
A. Deskripsi Data ... 47
B. Analisis Data...65
C. Pembahasan...85
BAB VI PENUTUP ... 88
A. Kesimpulan ... 88
B. Keterbatasan Penelitian ... 89
C. Saran ... 89
DAFTAR PUSTAKA ... 91
xv
DAFTAR TABEL
Tabel 4.1 Jumlah Tenaga Kerja dan Pembagian Kerja Perusahaan ... 35
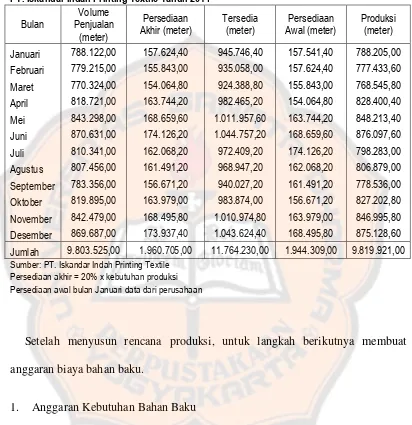
Tabel 5.1 Rencana Penjualan Tahun 2014 ... 48
Tabel 5.2 Perhitungan Anggaran Produksi Tahun 2014 ... 49
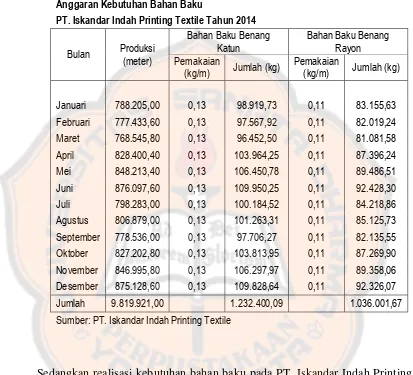
Tabel 5.3 Anggaran Kebutuhan Bahan Baku Tahun 2014... 50
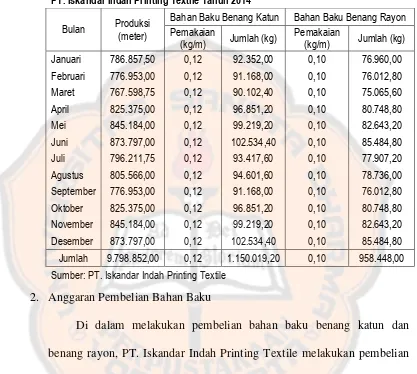
Tabel 5.4 Realisasi Kebutuhan Bahan Baku Tahun 2014 ... 51
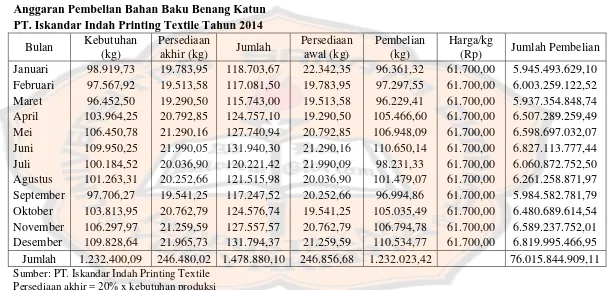
Tabel 5.5 Anggaran Pembelian Bahan Baku Benang Katun Tahun 2014 ... 53
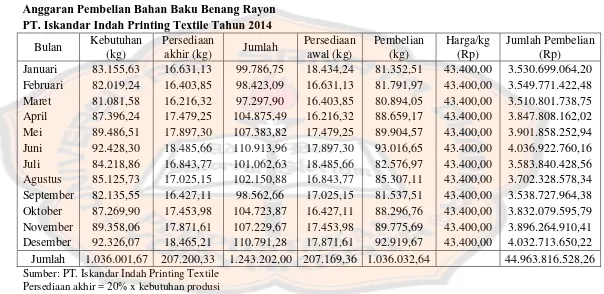
Tabel 5.6 Anggaran Pembelian Bahan Baku Benang Rayon Tahun 2014 .... 54
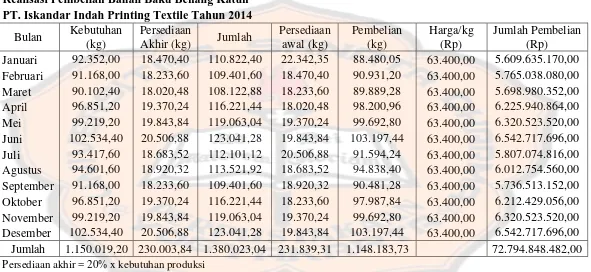
Tabel 5.7 Realisasi Pembelian Bahan Baku Benang Katun Tahun 2014 ... 55
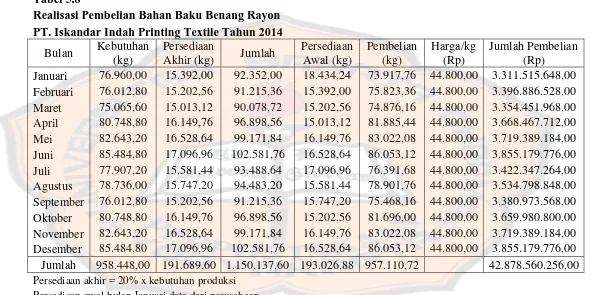
Tabel 5.8 Realisasi Pembelian Bahan Baku Benang Rayon Tahun 2014 ... 56
Tabel 5.9 Anggaran Pemakaian Biaya Bahan Baku Benang Katun Tahun 2014 ... 57
Tabel 5.10 Anggaran Pemakaian Biaya Bahan Baku Benang Rayon Tahun 2014 ... 58
xvi
Tabel 5.12 Realisasi Pemakaian Biaya Bahan Baku Benang Rayon
Tahun 2014 ... 59
Tabel 5.13 Pembelian Bahan Baku Benang Tahun 2014 ... 63
Tabel 5.14 Biaya Pemesanan dan Biaya Penyimpanan Bahan Baku
Tahun 2014 ... 63
Tabel 5.15 Laporan Pelaksanaan Pembelian Bahan Baku Benang Katun
Tahun 2014 ... 65
Tabel 5.16 Laporan Pelaksanaan Pembelian Bahan Baku Benang Rayon
Tahun 2014 ... 67
Tabel 5.17 Laporan Pelaksanaan Pemakaian Bahan Baku Benang Katun
Tahun 2014 ... 69
Tabel 5.18 Laporan Pelaksanaan Pemakaian Bahan Baku Benang Rayon
Tahun 2014 ... 71
Tabel 5.19 Realisasi Pembelian Bahan Baku Benang Katun Tahun 2014...74
Tabel 5.20 Realisasi Pembelian Bahan Baku Benang Katun Tahun 2014...75
Tabel 5.21 Perbandingan Realisasi Perusahaan dengan Metode EOQ pada
xvii
Tabel 5.22 Perbandingan Realisasi Perusahaan dengan Metode EOQ pada
xviii
DAFTAR GAMBAR
Gambar 4.1 Struktur Organisasi ... 30
xix ABSTRAK
ANALISIS PENGENDALIAN BIAYA BAHAN BAKU Studi Kasus Pada PT. Iskandar Indah Printing Textile
Yasinta Septin Kusumaningtyas NIM: 11214012
Universitas Sanata Dharma Yogyakarta
2016
Penelitian ini dilakukan dengan tujuan untuk mengetahui 1) Penyimpangan yang terjadi antara anggaran dengan realisasi biaya bahan baku, dan 2) Total biaya persediaan bahan baku yang lebih ekonomis, jumlah persediaan pengaman dan titik pemesanan kembali bahan baku. Penelitian ini dilakukan pada PT. Iskandar Indah Printing Textile Surakarta. Teknik pengumpulan data yang digunakan adalah wawancara dan dokumentasi.
Untuk Mengetahui penyimpangan antara anggaran dengan realisasi biaya bahan baku dilakukan analisis varians dengan batas toleransi 5% dan untuk mengetahui biaya persediaan yang ekonomis menggunakan metode Economic Order Quantity serta dilakukannya analisis safety stock dan reorder point guna menghindari biaya kekurangan bahan baku.
Kesimpulan menunjukkan bahwa terdapa tpenyimpangan antara anggaran dengan realisasi biaya bahan baku benang katun sebesar 3,90% dan benang rayon sebesar 4,29%. Anggaran dengan realisasi biaya bahan baku sudah terkendali karena masih dibawah toleransi 5%. Hasil dari metode EOQ terdapat perbedaan antara biaya total persediaan bahan baku untuk sekali pemesanan antara kebijakan perusahaan dengan metode EOQ yang lebih ekonomis dengan selisih sebesar Rp771.987,12 untuk benang katun dan Rp896.492,57 untuk benang rayon. Perusahaan harus menyediakan persediaan pengaman sebesar 1.389,78 kg untuk benang katun dan benang rayon 1.037,68 kg. Waktu untuk melakukan pemesanan kembali adalah ketika bahan baku benang katun sebesar 63.076,58 kg dan benang rayon adalah sebesar 57.646,26 kg.
xx ABSTRACT
ANALYSIS OF RAW MATERIAL COST CONTROL Case Study at PT. Iskandar Indah Printing Textile
Yasinta Septin Kusumaningtyas Printing Textile Surakarta. The data collection techniques used were interviews and documentation.
Analysis of variance is used to determine deviations between budgeted and actual cost of raw materials. Limit of tolerance for deviation is 5%. Economic Order Quantity is used to determine the total cost of raw material inventories which is more economical. Analysis of safety stock and reorder point is used to avoid the drawback of the cost of raw materials.
The conclusion shows that there are deviations between budgeted and actual costs of cotton yarn raw materials by 3,90% and rayon yarn by 4,29%. Budget with the realization of the raw materials cost is under control because it is still below 5% tolerance. The results from EOQ method, there is a difference between the total cost of the raw materials inventory for all orders between the company's policy with EOQ method which is more economical with the difference of Rp771.987,12 for cotton yarn and Rp896.492,57 for rayon yarn. The company must provide a safety stock of 1.389,78 kg for cotton yarn and 1.037,68 kg for rayon yarn. Time to make the reorder is when the cotton yarn raw materials amounted to 63.076,58 kg and rayon yarns amounted to 57.646,26 kg.
1 BAB I PENDAHULUAN
A. Latar Belakang Masalah
Pada jaman sekarang ini terdapat banyak sekali perusahaan yang ada di
Indonesia, baik perusahaan kecil maupun perusahaan besar sehingga akan
menimbulkan persaingan antar perusahaan. Oleh karena itu, perusahaan harus
mempersiapkan diri, baik dari segi perencanaan, pengorganisasian,
kepemimpinan, maupun pengendalian agar perusahaan dapat bertahan dalam
persaingan di dunia usaha.
Perkembangan dunia industri kini semakin maju. Hal itu terbukti dari
banyaknya industri-industri baru yang memproduksi berbagai macam produk.
Dengan demikian kebutuhan akan faktor-faktor produksi menjadi bertambah
banyak. Selain itu, kegiatan perusahaan mempunyai hubungan yang sangat
erat dengan kegiatan produksi. Perusahaan mengadakan kegiatan produksi
untuk memenuhi kebutuhan pasar. Agar kegiatan produksi dapat berjalan
dengan baik, maka dibutuhkan sistem pengendalian bahan baku sebagai
bagian yang sangat penting dalam perusahaan. Dengan demikian sistem
pengendalian bahan baku ini harus diselaraskan dengan semua unsur
perusahaan. Salah satu cara yang dapat dilakukan perusahaan agar dapat
bertahan dalam persaingan adalah dengan melakukan penekanan biaya
produksi, yaitu perusahaan dapat melakukan pengendalian biaya bahan bahan
Biaya merupakan salah satu elemen penting yang harus diperhitungkan
karena dengan memperhitungkan biaya, perusahaan dapat memperhitungkan
laba yang diinginkan perusahaan. Adapun alat yang digunakan perusahaan
untuk mencapai laba yang diinginkan, yaitu anggaran. Anggaran biaya
produksi terdiri dari anggaran biaya bahan baku, anggaran biaya tenaga kerja
langsung, dan anggaran biaya overhead pabrik. Anggaran biaya bahan baku
yang paling penting dari harga pokok produk. Oleh karena itu, biaya bahan
baku harus dikendalikan dengan baik.
Menurut Utami (2003: 2), dengan anggaran biaya bahan baku dapat
diketahui kuantitas dan harga pokok bahan baku yang akan dipakai dan akan
dibeli pada periode yang akan datang sehingga biaya yang disediakan untuk
bahan baku tidak terlalu banyak. Selain dapat untuk mengetahui kuantitas dan
harga pokok bahan baku, anggaran biaya bahan baku juga dapat dipakai
untuk menganalisis selisih antara biaya bahan baku yang dianggarkan dengan
realisasinya sehingga akan dapat diketahui terjadi penyimpangan atau tidak.
Pengendalian biaya bahan baku bisa juga dilakukan dengan
menggunakan metode Economic Order Quantity yang berguna untuk
mengetahui biaya persediaan bahan baku yang lebih efisien. Oleh karena itu,
penulis tertarik untuk melakukan penelitian tentang “Analisis Pengendalian
Biaya Bahan Baku Studi Kasus pada PT. Iskandar Indah Printing Textile”
B. Rumusan Masalah
Berdasarkan latar belakang masalah diatas, maka masalah yang akan diteliti
1. Apakah terjadi penyimpangan antara realisasi biaya bahan baku
dibandingkan dengan anggaran biaya bahan bakunya?
2. Apakah ada perbedaan antara realisasi pembelian bahan baku yang
dilakukan perusahaan dibandingkan dengan menggunakan metode
Economic Order Quantity, safety stock, reorder point?
C. Batasan Masalah
Data yang diteliti hanya pada departemen weaving karena perusahaan hanya
membatasi data hanya sampai departemen weaving.
D. Tujuan Penelitian
Tujuan penelitian ini adalah:
1. Mengetahui apakah terjadi penyimpangan antara realisasi biaya bahan
baku dibandingkan dengan anggaran biaya bahan bakunya.
2. Mengetahui perbedaan antara realisasi pembelian bahan baku yang
dilakukan perusahaan dibandingkan dengan menggunakan metode
Economic 0rder Quantity, safety stock, reorder point.
E. Manfaat Penelitian
1. Bagi Perusahaaan
Hasil penelitian ini diharapkan dapat memberikan masukan bagi
perusahaan dalam mengendalikan biaya bahan baku.
2. Bagi Universitas
Penelitian ini dapat menambah referensi kepustakaan dan membantu
pihak-pihak yang ingin mengetahui lebih jauh mengenai pengendalian
3. Bagi Penulis
Penelitian ini diharapkan dapat memperluas wawasan sehingga
menambah pengetahuan penulis. Selain itu juga diharapkan agar penulis
mampu menerapkan teori-teori dalam perusahaan yang diteliti.
F. Sistematika Penulisan
BAB I PENDAHULUAN
Dalam bab ini diuraikan tentang latar belakang masalah,
perumusan masalah, tujuan penelitian dan sistematika penulisan.
BAB II LANDASAN TEORI
Dalam bab ini diuraikan tentang teori-teori yang digunakan
sebagai dasar dalam mengolah data yang diperoleh dari
perusahaan.
BAB III METODE PENELITIAN
Dalam bab ini diuraikan tentang jenis penelitian, tempat dan
waktu penelitian, subjek dan objek penelitian, teknik
pengumpulan data, dan teknik analisis data
BAB IV GAMBARAN UMUM PERUSAHAAN
Dalam bab ini diuraikan tentang sejarah umum perusahaan,
lokasi dan tata letak perusahaan, struktur organisasi.
BAB V ANALISIS DATA DAN PEMBAHASAN
Dalam bab ini akan diuraikan tentang penyimpangan antara
anggaran biaya bahan baku dan realisasi biaya bahan baku pada
dengan menggunakan metode Economic Order Quantity
BAB VI PENUTUP
Dalam bab ini dikemukakan kesimpulan sebagai hasil dari
analisis data, keterbatasan penelitian dan saran yang mungkin
6 BAB II
LANDASAN TEORI
A. Pengendalian 1. Pengendalian
Menurut Adisaputro dan Anggarini (2011: 6), elemen terakhir dari
proses manajemen adalah pengendalian. Proses pengendalian dapat
didefinisikan sebagai proses mengukur dan mengevaluasi kinerja aktual
dari setiap bagian organisasi suatu perusahaan, kemudian melaksanakan
tindakan perbaikan apabila diperlukan. Hal ini untuk menjamin bahwa
perusahaan dapat mencapai sasaran, tujuan, kebijakan dan standar yang
telah ditetapkan secara efisien.
Menurut Adisaputro dan Anggarini (2011: 6), fungsi pengendalian
meliputi empat kegiatan:
a. Menentukan standar operasi.
b. Mengukur prestasi yang telah dicapai selama ini.
c. Membandingkan prestasi yang telah dicapai dengan standar prestasi.
d. Melakukan perbaikan jika ada penyimpangan dari standar prestasi
yang telah ditentukan.
Pengendalian terbagi menjadi tiga jenis:
a. Pengendalian Awal
Pengendalian ini dipergunakan sebelum kegiatan atau tindakan
bahan mentah telah disiapkan dan perusahaan telah siap untuk
melaksanakan kegiatan.
b. Pengendalian Berjalan
Pemantauan dengan menggunakan observasi personal dan
laporan-laporan terhadap aktivitas berjalan untuk menjamin bahwa tujuan
dapat dicapai dan kebijakan serta prosedur telah diterapkan dengan
benar selama operasi perusahaan
.
c. Pengendalian umpan balik
Tindakan pasca operasi, yakni memfokuskan pada hasil periode
sebelumnya untuk mengendalikan aktivitas di masa datang.
B. Bahan baku dan Biaya bahan baku 1. Biaya
Menurut Hansen dan Mowen (2006: 40), biaya adalah kas atau nilai
ekuivalen kas yang dikorbankan untuk mendapatkan barang atau jasa
yang diharapkan memberi manfaat saat ini atau di masa datang bagi
organisasi. Pengertian biaya menurut Munandar (2007: 23), biaya adalah
suatu kontra prestasi yang diberikan oleh perusahaan atas sesuatu yang
telah diterimanya dari pihak lain, atau atas jasa-jasa yang telah
diterimanya dari pihak lain.
2. Bahan baku & Biaya Bahan Baku
Menurut Nafarin (2007: 4), bahan baku adalah bahan utama atau
bahan pokok dan merupakan komponen utama dari suatu produk. Bahan
tinggi dibandingkan dengan bahan pembantu. Misalnya produk kursi
rotan bahan bakunya rotan. Adapun bahan pembantu dari produk kursi
rotan, seperti: paku, lem kayu, dempul, dan lain-lain.
Menurut Rudianto (2006: 17), mendefinisikan biaya bahan baku
adalah biaya yang dikeluarkan untuk membeli bahan baku yang telah
digunakan untuk menghasilkan suatu produk jadi tertentu dalam volume
tertentu. Menurut Nafarin (2007: 497), biaya bahan baku adalah bahan
langsung atau bahan utama yang dipakai untuk membuat produk tertentu.
C. Anggaran 1. Anggaran
Menurut Nafarin (2007: 11), anggaran adalah suatu rencana kuantitatif
(satuan jumlah) periodik yang disusun berdasarkan program yang telah
disahkan. Anggaran (budget) merupakan rencana tertulis mengenai
kegiatan suatu organisasi yang dinyatakan secara kuantitatif untuk jangka
waktu tertentu dan umumnya dinyatakan dalam satuan uang, tetapi juga
dapat dinyatakan dalam satuan barang atau jasa.
2. Fungsi Anggaran
Menurut Rudianto (2009: 5), dalam upayanya untuk mencapai tujuan
didirikannya perusahaan. Organisasi perusahaan memiliki berbagai fungsi
yang berkaitan dengan pencapaian tujuan tersebut. Secara umum seluruh
fungsi di dalam suatu organisasi dapat dikelompokan ke dalam empat
a. Planning (Perencanaan)
Di dalam fungsi ini ditetapkan tujuan jangka panjang, tujuan jangka
pendek, sasaran yang ingin dicapai, strategi yang digunakan dan
sebagainya. Di dalam fungsi ini berkaitan dengan segala sesuatu
yang diinginkan dihasilkan dan dicapai perusahaan di masa
mendatang. Termasuk di dalamnya menetapkan produk yang akan
dihasilkan, bagaimana menghasilkannya, sumber daya yang
dibutuhkan untuk menghasilkan produk tersebut, bagaimana
memasarkan produk tersebut dan sebagainya.
b. Organizing (Pengorganisasian)
Setelah segala sesuatu yang diinginkan dihasilkan dan dicapai
perusahaan di masa depan telah ditetapkan, maka perusahaan harus
mencari sumber daya yang dibutuhkan untuk merealisasikan rencana
yang telah ditetapkan tersebut. Dimulai dari upaya memperoleh
bahan baku, mencari mesin yang dibutuhkan untuk mengelola bahan
tersebut, bangunan yang dibutuhkan untuk mengelola produk
tersebut, mencari tenaga kerja beserta dengan kualifikasi yang
dibutuhkan, mencari modal yang dibutuhkan untuk menghasilkan
produk yang direncanakan dan sebagainya.
c. Actuating
Setelah sumber daya yang dibutuhkan diperoleh, maka tugas
manajemen sebelumnya adalah mengarahkan dan mengelola setiap
digunakan sesuai dengan fungsinya masing-masing. Setiap sumber
daya yang ada harus diarahkan, dikooordinasikan satu dengan lainnya
agar dapat bekerja optimal untuk mencapai tujuan perusahaan.
d. Controlling (Pengendalian)
Setelah sumber daya yang dibutuhkan perusahaan diperoleh dan
diarahkan untuk bekerja sesuai dengan fungsi masing-masing, maka
langkah berikutnya adalah memastikan bahwa setiap sumber daya
tersebut telah bekerja sesuai dengan rencana yang telah dibuat
perusahaan untuk menjamin bahwa tujuan perusahaan secara umum
dapat dicapai. Fungsi ini berkaitan erat dengan upaya untuk
menjamin bahwa setiap sumber daya organisasi telah bekerja dengan
efisien dan efektif.
Menurut Rudianto (2009: 6), berkaitan dengan keempat fungsi utama
manajemen tersebut, anggaran memiliki dua fungsi utama, yaitu
sebagai:
a. Alat perencanaan
Sebagai bagian dari fungsi perencanaan (planning),
anggaran merupakan rencana kerja yang menjadi pedoman bagi
anggota organisasi dalam bertindak. Anggaran merupakan
rencana yang diupayakan untuk direalisasikan. Anggaran
memberikan sasaran, dan arah yang harus dicapai oleh setiap
memiliki anggaran perusahaan tidak memiliki arah dan sasaran
yang harus dicapai dalam suatu kurun waktu tertentu.
Karena itu dalam fungsi perencanaan, anggaran memiliki
beberapa manfaat yang saling terkait satu dengan lainnya, yaitu:
1) Memberikan pendekatan yang terarah dan terintegrasi kepada
seluruh anggota organisasi.
2) Menciptakan suasana organisasi yang mengarah kepada
tujuan umum, yaitu pencapaian laba usaha.
3) Mendorong seluruh anggota organisasi untuk memiliki
komitmen mencapai sasaran yang telah ditetapkan.
4) Mengarahkan penggunaan seluruh sumber daya pada
kegiatan yang paling menguntungkan.
5) Mendorong pencapaian standar prestasi yang tinggi bagi
seluruh anggota organisasi.
b. Alat pengendalian
Sebagai bagian dari fungsi pengendalian (controlling),
anggaran berguna sebagai alat penilai apakah aktifitas setiap
bagian organisasi telah sesuai dengan rencana atau tidak. Dalam
hal ini anggaran berfungsi sebagai standar/tolak ukur
manajemen. Sebagai suatu standar, anggaran digunakan untuk
menilai kegiatan yang dilaksanakan setiap bagian manajemen
telah sesuai dengan standar yang telah ditetapkan atau tidak. Jika
anggaran, maka dapat dinilai bahwa bagian tersebut telah
berhasil mencapai rencana yang telah ditetapkan.
Karena itu dalam fungsi pengendalian, anggaran memiliki
beberapa manfaat yang saling terkait satu dengan yang lainnya,
yaitu:
1) Berperan sebagai tolak ukur atau standar bagi kegiatan
organisasi.
2) Memberikan kesempatan untuk menilai dan mengevaluasi
secara sistematis setiap segi atau setiap aspek organisasi.
3) Mendorong pihak manajemen secara dini mengadakan
penelaahan terhadap masalah yang dihadapi.
Karena itu, sebagai alat perencanaan dan pengendalian,
anggaran memiliki fungsi dan manfaat yang saling terkait dan
terintegrasi satu dengan lainnya. Satu manfaat dengan manfaat
lainnya saling melengkapi.
3. Kegunaan Anggaran
Menurut Darsono dan Purwanti (2008: 9), kegunaan anggaran ialah untuk
perencanaan dan pengendalian, evaluasi kinerja dan untuk mengarahkan
perilaku manajer dan karyawan. Dalam perencanaan, perusahaan
menyusun anggaran induk (master budget) berdasar prediksi masa
mendatang yang terbaik mengenai tingkat aktifitas. Pada umumnya
yang sesungguhnya, maka timbul penyimpangan-penyimpangan. Untuk
memahami penyimpangan harus disusun anggaran fleksibel.
4. Anggaran Produksi & Anggaran Biaya Produksi
Menurut Sirait (2006: 80), dalam arti luas, anggaran produksi berupa
penjabaran dari rencana penjualan menjadi rencana produksi. Dengan
demikian rencana produksi meliputi perencanaan jumlah produksi,
kebutuhan persediaan, kebutuhan bahan mentah, kebutuhan tenaga kerja,
dan kapasitas produksi. Volume barang yang harus diproduksi oleh
perusahaan agar sesuai dengan volume penjualan yang telah
direncanakan. Anggaran biaya produksi menurut Rudianto (2006: 205),
anggaran biaya produksi dari suatu perusahaan manufaktur merupakan
gabungan dari anggaran biaya bahan baku, anggaran biaya tenaga kerja
langsung, dan anggaran biaya overhead.
5. Anggaran biaya bahan baku
Menurut Rudianto (2006: 195), penetapan anggaran biaya bahan baku
ditentukan oleh kebutuhan bahan baku dari setiap unit produk yang
dihasilkan perusahaan dikalikan dengan volume produksi, sehingga
ditemukan volume total bahan baku untuk periode tersebut.
a. Anggaran Kebutuhan Bahan Baku
Menurut Adisaputro dan Anggarini (2011: 185), anggaran ini
merencanakan secara terperinci tentang jumlah unit bahan baku dan
suku cadang yang dibutuhkan untuk berproduksi selama periode yang
Untuk menyusun anggaran kebutuhan bahan baku digunakan formula
berikut:
Kebutuhan Bahan Baku = Unit produksi x SUR (Standar
pemakaian bahan mentah per unit)
b. Anggaran Pembelian Bahan Baku
Menurut Adisaputro dan Anggarini (2011: 186), anggaran
pembelian bahan mentah menentukan jumlah yang direncanakan
untuk bahan mentah yang dibeli, biaya yang diperkirakan dan tanggal
waktu pengiriman. Anggaran ini dapat diartikan sebagai rencana
tentang kuantitas (jumlah) bahan mentah yang harus dibeli oleh
perusahaan dalam periode mendatang.
Dalam anggaran pembelian terdapat (1) jumlah setiap bahan
yang akan dibeli, (2) penentuan waktu pembelian, dan (3) perkiraan
besarnya biaya bahan mentah yang dibeli (tiap pembelian dalam unit
dan nilainya).
Untuk menyusun anggaran pembelian bahan mentah dibutuhkan
formula sebagai berikut:
Kebutuhan Bahan Mentah xxx
Persediaan Akhir Bahan Mentah xxx +
Jumlah Kebutuhan Sementara xxx
Persediaan Awal Bahan Mentah xxx -
Pembelian Bahan Baku = Unit Beli Bahan Baku x Harga Beli Per
Unit
c. Anggaran Pemakaian Bahan Baku
Menurut Adisaputro dan Anggarini (2011: 197), anggaran ini
menentukan biaya yang direncanakan untuk bahan baku yang akan
dipakai dalam proses produksi. Jika dalam anggaran kebutuhan bahan
baku merencanakan jumlah kebutuhan bahan baku yang dibutuhkan
untuk produksi, maka dalam anggaran biaya bahan baku
merencanakan jumlah biaya bahan baku yang diperlukan untuk
produksi. Anggaran ini dapat diartikan sebagai rencana tentang
besarnya biaya bahan baku yang diperlukan untuk proses produksi
dimasa yang akan datang.
Dalam menyusun anggaran biaya bahan baku yang habis
dipakai untuk produksi digunakan rumus:
Biaya Bahan Mentah = Unit Kebutuhan Bahan Mentah x Harga
Bahan Mentah/unit
D. Analisis Varians
Menurut Mulyadi (2005: 395), penyimpangan biaya sesungguhnya dari
biaya yang dianggarkan disebut dengan selisih. Selisih biaya sesungguhnya
dengan biaya yang dianggarkan dianalisis, dan dari analisis ini diselidiki
penyebab terjadinya, untuk kemudian dicari jalan untuk mengatasi terjadinya
selisih yang merugikan. Selisih biaya produksi terdiri dari selisih biaya bahan
langsung, biaya tenaga kerja langsung, dan biaya overhead pabrik.
Menurut Adisaputro dan Anggarini (2011: 200), analisis varians terbagi
menjadi dua, yaitu:
Dengan analisis varians sebagai berikut:
1. Laporan Pelaksanaan Pembelian Bahan Mentah
Dengan analisis varians sebagai berikut:
a. Varians karena jumlah pembelian
= (Jumlah rencana – jumlah riil) x Harga rencana
b. Varians karena harga bahan mentah
= (Harga rencana – Harga riil) x jumlah riil
c. Total varians
= Varians karena jumlah + Varians karena harga
2. Laporan Pelaksanaan Pemakaian Bahan Mentah
Dengan analisis varians sebagai berikut:
a. Varians Efisiensi
= (Jumlah rencana – jumlah riil) x Harga rencana
b. Varians Harga
= (Harga rencana – Harga riil) x jumlah riil
c. Total varians
E. Metode-Metode Dalam Pengendalian Persediaan
Menurut Meilani dan Saputra (2013: 327), metode-metode dalam
pengendalian persediaan adalah sebagai berikut:
1. Metode statis, terdiri dari:
a. Metode Economic Order Quantity
Metode EOQ bertujuan untuk meminimasi biaya persediaan total.
Metode ini merupakan model persediaan klasik mengasumsikan
situasi yang ideal.
b. Metode Economic Production Quantity
Metode EPQ akan lebih tetap diterapkan pada perusahaan yang
pengadaan bahan baku atau komponennya dibuat sendiri oleh
perusahaan.
2. Metode Dinamis, terdiri dari:
a. Metode Silver Meal
Metode Silver Meal ini dipakai untuk masalah dimana variasi
permintaan dari satu periode waktu ke periode waktu berikutnya
cukup tinggi.
b. Least Unit Cost (LUC)
Least Unit Cost (LUC) adalah metode dengan pendekatan try and
error, penentuan jumlah pesanan dengan pertimbangan apakah
pesanan dibuat sama dengan kebutuhan bersih periode pertama atau
dengan menambah untuk menutupi kebutuhan periode selanjutnya dan
c. Periode Order Quantity (POQ)
Metode POQ menggunakan EOI dalam menentukan kuantitas pesanan
bahan baku, dimana EOQ sebagai dasar dalam menentukan EOI
(Economic Order Interval). Pada teknik ini, ukuran lot ditetapkan
sama dengan kebutuhan aktual dalam jumlah periode tertentu yang
telah ditetapkan sebelumnya.
F. Biaya-Biaya Dalam Persediaan
Menurut Ishak (2010: 168), biaya dalam sistem persediaan secara umum
dapat diklasifikasikan sebagai berikut:
1. Biaya Pembelian (purchasing cost = c)
Harga pembelian setiap unit item jika item tersebut berasal dari
sumber-sumber eksternal, atau biaya produksi per unit bila item tersebut berasal
dari internal perusahaan atau diproduksi sendiri oleh perusahaan. Biaya
pembelian ini bisa bervariasi untuk berbagai ukuran pemesanan bila
pemasok menawarkan potongan harga untuk ukuran pemesanan yang
lebih besar.
2. Biaya Pengadaan (procurement cost)
Biaya pengadaan dibedakan atas dua jenis sesuai asal-usul barang, yaitu
biaya pemesanan (ordering cost) bila barang yang diperlukan diperoleh
dari pihak luar (supplier) dan biaya pembuatan (set up cost) bila barang
3. Biaya Penyimpanan (holding cost = h)
Merupakan biaya yang timbul akibat disimpannya suatu item. Biaya
penyimpanan terdiri atas biaya-biaya yang bervariasi secara langsung
dengan kuantitas persediaan. Biaya penyimpanan per periode akan
semakin besar apabila kuantitas bahan yang dipesan semakin banyak,
atau rata-rata persediaan semakin tinggi.
4. Biaya Kekurangan Persediaan (Shortage Cost = p)
Bila perusahaan kehabisan barang pada saat ada permintaan, maka akan
terjadi keadaan kekurangan persediaan. Dari semua biaya-biaya yang
berhubungan dengan tingkat persediaan, biaya kekurangan bahan adalah
yang paling sulit diperkirakan. Biaya ini timbul bilamana persediaan
tidak mencukupi permintaan produk atau kebutuhan bahan.
G. Economic Order Quantity
Menurut Sirait (2006: 107), hal yang perlu diperhatikan perusahaan,
selain besarnya kebutuhan adalah jumlah bahan mentah setiap kali dilakukan
pembelian, yang menimbulkan biaya paling rendah tetapi tidak
mengakibatkan perusahaan kekurangan bahan mentah. Jumlah pembelian
yang paling ekonomis ini disebut economic order quantity (EOQ).
Menurut Hansen dan Mowen (2009: 212), karena EOQ adalah kuantitas
yang meminimalkan , rumus untuk menghitung ini dapat diturunkan dengan
mudah
Dimana:
P= Biaya menempatkan pesanan dan penerimaan pesanan (atau biaya persiapan pelaksanaan
produksi
D= jumlah permintaan tahunan yang diketahui
C= biaya penyimpanan satu unit persediaan selama setahun
H. Persediaan Penyelamat (Safety Stock) dan Titik Pemesanan Kembali (Reorder Point)
Menurut Hansen dan Mowen (2009: 214), persediaan pengaman (safety
stock) adalah persediaan ekstra yang disimpan sebagai jaminan atas fluktuasi
permintaan. Persediaan pengaman dihitung melalui pekalian waktu tunggu
dengan selisih antara tingkat penggunaan maksimal dan tingkat rata-rata
penggunaan. Dengan keberadaan persediaan pengaman, titik pemesanan
kembali dihitung sebagai berikut:
ROP = (Tingkat rata-rata penggunaan x waktu tunggu) + Persediaan
21 BAB III
METODE PENELITIAN
A. Jenis Penelitian
Jenis penelitian yang digunakan adalah studi kasus pada PT. Iskandar Indah
Printing Textile Surakarta, yaitu penelitian terhadap objek tertentu dengan
mengumpulkan data dari berbagai elemen, kemudian data diolah dan
dievaluasi lalu ditarik kesimpulan. Kesimpulan yang diperoleh hanya berlaku
pada objek yang diteliti. Teknik yang digunakan adalah teknik wawancara
dan dokumentasi.
B. Tempat dan Waktu Penelitian
1. Tempat Penelitian
Penelitian dilakukan di PT. Iskandar Indah Printing Textile dengan
alamat Jalan Pakel no 11, Kerten, Surakarta.
2. Waktu Penelitian
Penelitian dilakukan pada bulan Maret sampai bulan Mei tahun 2015.
C. Subjek dan Objek Penelitian
1. Subjek penelitian
a. Bagian produksi
b. Bagian anggaran
c. Bagian penjualan
2. Objek Penelitian
Bagian produksi, khususnya biaya bahan baku pada PT. Iskandar Indah
Printing Textile Surakarta
D. Teknik Pengumpulan Data
1. Wawancara
Pengumpulan data dengan melakukan tanya jawab langsung pada subjek
penelitian. Data yang dikumpulkan yaitu tentang gambaran umum
perusahaan meliputi sejarah perusahaan, lokasi pabrik, produk yang
dihasilkan, dan proses produksi.
2. Dokumentasi
Melihat catatan yang ada di perusahaan guna memperoleh informasi
tentang anggaran dan realisasinya serta data yang lain yang mendukung
penelitian. Data yang dikumpulkan tentang struktur organisasi, jumlah
penjualan, jumlah produksi, anggaran penjualan, anggaran produksi,
anggaran biaya bahan baku, volume produksi, persediaan barang jadi
awal tahun 2013.
E. Teknik Analisis Data
Data yang telah dikumpulkan akan dianalisis dengan langkah-langkah sebagai
berikut:
1. Analisis yang pertama akan dilakukan langkah-langkah sebagai berikut:
a. Mendiskripsikan anggaran biaya bahan baku yang digunakan oleh
b. Mendiskripsikan realisasi biaya bahan baku yang dikeluarkan oleh
perusahaan.
c. Melakukan analisis jika terjadi penyimpangan antara anggaran biaya
bahan baku dengan realisasinya. Untuk mengetahui penyebab selisih
yang timbul, cara yang dipakai adalah dengan melakukan analisis
varians.
Secara matematis analisis varians tersebut dirumuskan sebagai
berikut:
1) Laporan Pelaksanaan Pembelian Bahan Mentah
a) Varians karena jumlah pembelian
= (Jumlah rencana – jumlah riil) x Harga rencana
b) Varians karena harga bahan mentah
=(Harga rencana – Harga riil) x jumlah riil
c) Total varians
= Varians karena jumlah + Varians karena harga
2) Laporan Pelaksanaan Pemakaian Bahan Mentah
a) Varians Efisiensi
= (Jumlah rencana – jumlah riil) x Harga rencana
b) Varians Harga
= (Harga rencana – Harga riil) x jumlah riil
c) Total varians
Apabila penyimpangan dibawah 5% maka dapat dikatakan biaya
bahan baku pada perusahaan terkendali. Kebijakan ini ditetapkan
oleh perusahaan.
2. Analisis yang kedua akan dilakukan langkah-langkah sebagai berikut:
a. Mendiskripsikan pembelian bahan baku yang dilakukan perusahaan.
b. Menentukan jumlah pembelian yang ekonomis dengan meggunakan
rumus Economic Order Quantity.
c. Membandingkan pencatatan biaya persediaan bahan baku yang
dikeluarkan perusahaan dengan pencatatan biaya persediaan bahan
baku yang menggunakan metode Economic Order Quantity.
d. Melakukan analisis dengan menggunakan safety stock dan reorder
25 BAB IV
GAMBARAN UMUM PERUSAHAAN
A. Sejarah Umum Perusahaan
PT. Iskandar Indah Printing Textile merupakan salah satu dari sekian
banyak perusahaan tekstil di Indonesia yang mengolah bahan baku benang
menjadi kain grey yang kemudian diolah menjadi kain batik printing untuk
meningkatkan jenis produksi perusahaan dan meningkatkan nilai jual dari
kain tersebut. Pada mulanya adalah perusahaan keluarga yang dirintis oleh
keluarga Wahyu Iskandar. Produk yang dihasilkan adalah kain batik cap dan
lokasi usahanya masih berada di daerah Laweyan. Karena usaha tersebut terus
menerus mengalami kemajuan maka keluarga Wahyu Iskandar sepakat untuk
mendirikan badan usaha yang berbentuk CV (Commanditer Vennonschap)
pada tanggal 23 Mei 1975 dengan bentuk usaha dengan nama CV.
Iskandartex berdasarkan akta perusahaan No. 98 tanggal 23 Mei 1975.
Perusahaan memulai produksinya satu tahun setelah tahun berdirinya yaitu
pada tahun 1976.
Pada awal mula berdirinya perusahaan waktu itu mempunyai 25 unit
mesin tenun, dan mulai mengalami perkembangan yang begitu pesat hingga
tahun 1977 perusahaan telah memiliki 77 unit mesin tenun. Produksi
perusahaan juga terus mengalami peningkatan dengan dibuktikan pada tahun
1980, perusahaan mendatangkan mesin kanji dari Taiwan yang memiliki
yang sama pula, perusahaan memperluas bangunan dan menambah lagi mesin
tenun hingga mencapai jumlah 300 unit.
Semakin hari permintaan terus meningkat maka perusahaan menambah
kapasitas produksi dengan menambah mesin tenun, hingga pada akhir tahun
1993 jumlah mesin tenun yang dimiliki oleh CV. Iskandartex mencapai 614
unit. Dan saat ini jumlah seluruh mesin tenun yang dimiliki oleh perusahaan
ada sebanyak 625 unit.
Mesin-mesin tersebut terdiri dari:
a. Mesin palet 50 unit
b. Mesin warping 3 unit
c. Mesin kanji 2 unit
d. Mesin diesel 1 unit
Melihat perkembangan yang begitu pesat dari perusahaan ini, maka
pemimpin perusahaan mengambil kebijaksanaan untuk mengubah bentuk
perusahaan dari CV atau persekutuan komanditer menjadi bentuk PT atau
perseroan terbatas. Dengan bentuk PT ini perusahaan lebih mempunyai
peluang untuk mengembangkan usahanya. Perusahaan ini resmi menjadi PT.
Iskandartex pada tanggal 2 Januari 1991 dengan nomor ijin usaha
199/II.16/PB/VIII/1991/PT. Pergantian nama terjadi sejak bulan Februari
1996 menjadi PT. Iskandar Indah Printing Textile.
Adapun faktor-faktor yang mendorong pendirian PT. Iskandar Indah
a. Adanya keinginan untuk mengembangkan jenis usaha keluarga menjadi
jenis usaha yang lebih maju.
b. Adanya keyakinan bahwa permintaan akan tekstil di pasar masih sangat
terbatas.
c. Adanya keinginan untuk memperoleh laba yang lebih dari sebelumnya
untuk meningkatkan taraf hidup.
d. Adanya dorongan dari pihak pemerintah agar pihak swasta turut serta
menciptakan lapangan pekerjaan dan turut aktif menciptakan iklim kerja
usaha yang baik, khususnya di bidang tekstil.
e. Adanya dorongan untuk memenuhi kebutuhan tekstil dalam negeri
B. Lokasi Pabrik
CV. Iskandartex yang sekarang sudah menjadi PT. Iskandar Indah
Printing Textile didirikan di lokasi yang tepatnya berada di Jalan Pakel No.
11 RT 003 RW VIII Kelurahan Kerten, Kecamatan Laweyan di kota
Surakarta.
PT. Iskandar Indah Printing Textile berdiri diatas tanah yang luasnya
kurang lebih sekitar 4 hektar. Pemilihan lokasi tersebut didasarkan pada
beberapa pertimbangan yang tentunya dapat memberikan keuntungan bagi
perusahaan, antara lain:
1. Ditinjau dari segi ekonomi
Memberi kemudahaan kepada perusahaan dalam pendistribusian barang,
dari bahan baku sampai bahan hasil produksi sehingga diperoleh biaya
a. Tersediannya jumlah tenaga kerja yang dibutuhkan oleh perusahaan.
b. Memberi kemudahaan dalam aspek pemasaran produk karena lokasi
berdekatan dengan jalan raya atau jalan kota.
2. Ditinjau dari segi sosial
a. Menciptakan lapangan pekerjaan bagi penduduk yang tinggal di
sekitar perusahaan.
b. Membantu pemerintah dalam mensukseskan gerakan pemakaian
produk dalam negri.
3. Ditinjau dari segi teknis
a. Lahan disekitar perusahaan masih cukup luas sehingga mendukung
perusahaan untuk mengembangkan usahanya.
b. Memberi kemudahan dalam hal pengadaan alat, mesin, sparepart dan
memperoleh ahli mesin.
C. Visi dan Misi Perusahaan
1. Visi PT Iskandar Indah Printing Textile adalah:
a. Menjalankan usaha dibidang sandang yang merupakan salah satu
kebutuhan pokok manusia.
b. Menjadikan salah satu perusahaan textile yang mampu memenuhi
kebutuhan konsumen dalam berbagai kualitas produksi.
2. Misi PT Iskandar Indah Printing Textile adalah:
a. Memperoleh keuntungan bagi perusahaan, karyawan, dan konsumen
b. Membantu pemerintah dalam mengurangi jumlah pengangguran
dengan membuka lapangan pekerjaan.
c. Membantu dalam pengadaan sandang untuk memenuhi salah satu
kebutuhan pokok manusia.
D. Struktur Organisasi
Struktur organisasi pada perusahaan tekstil PT. Iskandar Indah Printing
Textile adalah struktur organisasi yang berbentuk garis atau lini, dengan
kekuasaan tertinggi berada ditangan komisaris. Adapun struktur organisasi
30
1. Dewan komisaris
a. Menjamin keadaan perusahaan dalam pelaksanaan kegiatan sesuai
dengan kepentingan pemegang saham.
b. Menandatangi laporan tahunan.
c. Memberhentikan pengurus dari jabatannya.
d. Mengawasi pekerjaan direksi baik secara preventif maupun
representif.
e. Menunjuk akuntan publik untuk melaksanakan pemeriksaan tahunan
terhadap laporan keuangan perusahaan
2. Direktur utama
a. Bertanggung jawab atas pengembangan perusahaan secara
keseluruhan.
b. Mengkoordinir dan memimpin rapat departemen mengenai rencana
penjualan, pembelian, produksi, keuangan, dan manajemen.
c. Mempelajari situasi dan perkembangan bisnis pertekstilan secara
keseluruhan.
d. Menjaga dan mengembangkan hubungan dengan supplier, channel
pemasaran, badan-badan usaha, asosiasi, perbankan, investasi, dan
lain-lain.
3. Sekretaris
a. Menyiapkan surat-surat, laporan dan formulir untuk pemerintah.
b. Melanjutkan transaksi penjualan dan pembelian dengan pengarahan
c. Menampung, memproses, dan mematangkan semua urusan dari
dalam dan luar perusahaan sebelum diteruskan kepada direktur.
4. Manajer Produksi
a. Bertanggung jawab atas kelancaran produksi yang mencakup
perencanaan, pelaksanaan, dan pengendalian dalam mencapai
produksi yang tepat.
b. Bertanggung jawab dalam mengatur tenaga kerja, mesin, dan material
dalam kegiatan produksi
c. Berusaha meningkatkan kualitas dan kuantitas produksi sesuai
dengan perkembangan teknologi dan kemajuan jaman.
Manajer produksi membawahi tiga kepala bagian, yaitu:
a. Kepala Bagian Printing
b. Kepala Bagian Produksi Weaving
d. Kepala bagian Quality Control
5. Manajer Pemasaran
a. Melakukan pekerjaan administrasi penjualan.
b. Mengatur dan menetapkan penjualan produk.
c. Membuat permintaan produksi.
d. Mengatur promosi dan menetepkan pencapaian target penjualan dan
tugas ini didelegasikan bersama dengan karyawan yang bekerja pada
6. Manajer keuangan
a. Menyetujui dan menandatangani permintaan biaya belanja
sehari-hari.
b. Menyusun anggaran sesuai dengan rencana produksi.
c. Menyusun cash flow tahunan.
d. Menerima dan mencocokan rekening koran.
e. Menyusun neraca dan laporan laba/rugi periode.
f. Menyetujui penjualan tunai atas barang-barang bekas atau rusak.
Manajer keuangan membawahi empat kepala bagian, yaitu:
a. Kepala Bagian Kas
b. Kepala Bagian Pembukuan
c. Kepala bagian Pembelian
d. Kepala Bagian Gudang
7. Manajer Personalia
a. Menangani administrasi pegawai.
b. Mengarahkan, mengkoordinir dan mendelegasikan tugas kepada
bawahan.
c. Menyelesaikan persoalan yang berhubunga dengan tenaga kerja.
8. Manajer umum
a. Mengatur pelaksanaan pelayanan kesehatan dan PPPK.
b. Mengatur pekerjaan koperasi.
c. Mengatur dan mengawasi kebersihan bangunan, kendaraan dan
d. Mengatur pelaksanaan dana sosial.
e. Melakukan absensi karyawan setiap hari.
f. Melakukan koordinasi dengan semua kepala bagian tentang
kebutuhan pelayanan umum.
Manajer umum membawahi tiga kepala bagian, yaitu:
a. Kepala Sie Kendaraa
b. Kepala Sie Keamanan
c. Kepala sie Rumah Tangga
E. Personalia
Karyawan pada PT Iskandar Indah Printing Textile, sistem ketenagakerjaanya
dibagi ke dalam dua bagian, yaitu:
1. Bagian Produksi
Karyawan yang bekerja di departemen unit weaving dan departemen unit
printing serta bagian finishing.
2. Bagian non produksi
Karyawan yang bekerja di bagian kantor dan gudang.
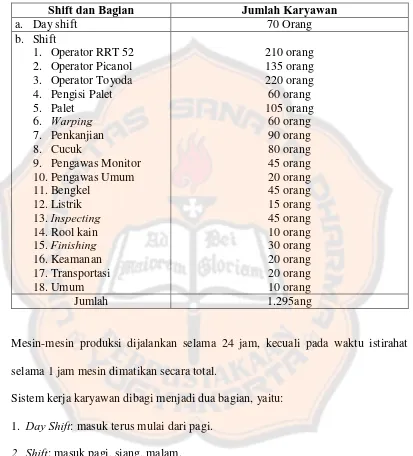
Saat ini jumlah seluruh tenaga kerja di PT. Iskandar Indah Printing Textile
Tabel 4.1
Tenaga Kerja dan Pembagian Kerja Perusahaan
Shift dan Bagian Jumlah Karyawan
a. Day shift 70 Orang
Mesin-mesin produksi dijalankan selama 24 jam, kecuali pada waktu istirahat
selama 1 jam mesin dimatikan secara total.
Sistem kerja karyawan dibagi menjadi dua bagian, yaitu:
1. Day Shift: masuk terus mulai dari pagi.
2. Shift: masuk pagi, siang, malam.
Sistem kerja shift dibagi menjadi tiga group, yaitu:
1. Shift I atau disebut sebagai Group A masuk pagi.
2. Shift II atau disebut sebagai Group B masuk siang.
Tiap-tiap shift dikepalai oleh kepala shift, pengawas, dan staf masing-masing
bagian dan mendapatkan jam istirahat selama 1 jam yang diatur sedemikian
serupa sehingga tidak terdapat waktu luang dan tidak menganggu proses
produksi.
Pembagian kerja pada PT. Iskandar Indah Printing Textile adalah sebagai
berikut:
1. Group A: pukul 07.00 – 15.00 WIB dengan waktu istirahat mulai pukul
11.30 – 12.30 WIB.
2. Group B: pukul 15.00 – 23.00 WIB dengan waktu istirahat mulai pukul
18.45 – 19.45 WIB.
3. Group C: pukul 23.00 – 07.00 WIB dengan waktu istirahat mulai pukul
02.00 – 03.00 WIB.
Sistem pembagian kerja karyawan diatas hanya berlaku untuk karyawan
bagian produksi dan teknik, sedangkan untuk karyawan bagian non produksi
jam kerjanya 40 jam per minggu dengan sistem pembagian jam kerja mulai
hari Senin sampai Jumat, mulai pukul 07.00 – 16.00 WIB dengan waktu
istirahat pukul 11.45 – 12.45 WIB dan untuk hari Sabtu masuk setengah hari
mulai pukul 07.00 – 12.00 WIB. Pergantian masuk kerja tiap bagian produksi
setiap seminggu sekali dan dimulai setiap hari Senin.
Sistem penggajian kepada karyawan yang diterapkan PT Iskandar Indah
1. Sistem Upah Bulanan
Sistem ini diberlakukan untuk karyawan yang bekerja di bagian staf,
kepala bagian atau mandor dengan menerima upah pada akhir bulan.
2. Sistem Upah Mingguan
Sistem ini diberlakukan untuk karyawan yang bekerja sebagai operator
mesin produksi pada unit waeving, printing, dan finishing dengan
menerima upah pada akhir minggu.
3. Sistem Upah Borongan
Sistem upah ini diberikan sesuai dengan jumlah pekerjaan yang telah
diselesaikan, misalnya untuk bagian pengepakan dan pembungkusan.
Selain itu perusahaan juga memberikan sistem upah lembur yaitu upah
yang diberikan di luar jam kerja.
Perusahaan memberikan beberapa fasilitas untuk menunjang kesejahteraan
karyawan dan memberikan beberapa hak yang perlu diterima, antara lain:
1. Tunjangan Hari Raya (THR)
Tunjangan kesejahteraan yang diberikan setiap menjelang akhir tahun
atau libur hari raya.
2. Mengikutsertakan karyawan dalam Asuransi Sosial Tenaga Kerja
3. Tunjangan kesejahteraan berupa pembayaran asuransi yang dibayarkan
perusahaan kepada jasa asuransi.
5. Cuti Hamil
Tunjangan kesejahteraan berupa upah sebesar 50 persen dari upah yang
diberikan pada masa cuti hamil.
6. Fasilitas transportasi
7. Memberikan pakaian seragam atau dinas
8. Kegiatan berlibur yang diadakan setahun sekali
9. Fasilitas Mushola
F. Produksi
Perusahaan memproduksi kain secara massa yaitu secara terus menerus.
Dalam proses produksi PT. Iskandar Indah Printing Textile, meliputi:
1. Bahan Produksi
Bahan-bahan yang digunakan dalam proses produksi adalah sebagai
berikut:
a. Bahan baku yang digunakan terdiri dari dua jenis benang:
1) Benang katun, yaitu benang yang berasal dari serat alami berupa
kapas.
2) Benang rayon, yaitu benang yang berasal dari serat buatan.
b. Bahan penolong atau bahan obat yang digunakan terdiri dari:
1) PVA (seperti film untuk melapisi bulu-bulu benang).
2) Tepung jagung (cornstat) yang berfungsi untuk melenturkan
benang.
4) Akrelic, yang berfungsi untuk melenturkan benang tetapi
kelenturannya lebih kuat daripada tepung jagung.
2. Mesin-Mesin Produksi
Mesin-mesin yang dipergunakan dalam mesin produksi adalah
a. Mesin Warping
Mesin yang digunakan untuk memproses bahan baku benang dari
cones ke beam.
b. Mesin Kelos
Mesin yang digunakan untuk memproses kembali benang yang putus
dari mesin warping sehingga benang dapat dipakai kembali.
c. Mesin Sizing
Mesin yang digunakan untuk memproses bahan baku benang, dengan
cara melapisi benang hasil dari mesin warping menggunakan bahan
penolong atau bahan obat berupa campuran dari bermacam-macam
bahan kimia.
d. Mesin Cucuk
Mesin yang digunakan untuk memproses benang lusi yang dimasukan
ke mata jarum agar bisa dipilah-pilah untuk memudahkan proses
tenun.
e. Mesin Winding
Mesin yang dipergunakan untuk memproses bahan baku benang
f. Loom
Untuk memproses benang lusi dan benang pakan menjadi kain grey.
g. Mesin Folding
Mesin untuk melipat kain tenun setelah dilakukan pemeriksaan.
h. Mesin Inspecting
Mesin untuk pemeriksaan kualitas kain dari mesin tenun
i. Mesin Printing
Mesin yang dipergunakan dalam proses printing kain yaitu proses
memberikan corak pada kain putih
j. Mesin Diesel
Mesin yang dipergunakan sebagai sumber tenaga untuk menggerakan
mesin-mesin produksi.
k. Ketel Uap
Dipergunakan sebagai alat pemanas.
Bahan baku diperoleh dari Solo dan sekitarnya. Sistem pembelian
bahan baku yang dilakukan perusahaan adalah via telepon, yaitu pemesanan
bahan baku dilakukan dengan menghubungi pemasok bahan baku yang sudah
menjadi langganan kemudian pemasok akan mengirim bahan baku ke
perusahaan.
Proses produksi pada perusahaan ini dilakukan oleh departemen
weaving. Departemen weaving adalah departemen yang menangani proses
grey. Pada departemen weaving pada PT Iskandar Indah Printing Textile, tiap
proses produksi terbagi menjadi beberapa tahap:
1. Tahap Persiapan
a. Pembuatan benang lusi
Benang lusi adalah benang yang diarahkan membujur atau memanjang
dalam proses penenunan. Benang ini digulung ke dalam alat yang
disebut beam, kemudian dilakukan penarikan benang untuk
penyusunan benang yang disesuaikan dengan banyaknya benang pada
lebar kain.
b. Penghanian (warping)
Awal dari pembuatan benang lusi melalui proses penghanian dalam
mesin warping yang melakukan proses penggulungan benang,
sekaligus menentukan jumlah dan panjang benang yang diperlukan.
Semakin lebar dan semakin halus suatu jenis kain yang akan
diproduksi, maka akan membutuhkan jumlah benang yang semakin
banyak karena dengan kain yang semakin lebar tentu semakin lebar
pula gulungan kain tersebut. Demikian juga untuk produksi kain yang
halus, akan membutuhkan anyaman benang yang lebih rapat.
c. Pengkanjian (sizing)
Merupakan proses memberi bahan penolong (bahan obat) berupa kanji
pada benang lusi yang sudah terbentuk melalui proses pengeringan.
pada benang, menghilangkan kotoran agar benang tidak kaku sehingga
tidak mudah putus atau dengan kata lain untuk memperkuat benang.
d. Proses cucuk (racing)
Benang dimasukan ke dalam mesin cucuk dengan melewati mata
jarum menuju ke sisir atau disebut dengan gun dengan jumlah mata
sisir tergantung dari jumlah benang yang tersedia dari proses
penganjian tadi. Proses ini bertujuan untuk memisahkan benang lusi
sehingga jumlah dan kerapatan benang pada lembar kain yang akan
diproduksi dapat diatur dalam proses penenunan.
e. Pembuatan Benang Pakan
Benang pakan adalah benang yang arahnya menyilang dalam proses
penenunan. Benang ini dimasukan ke dalam mesin kelos kemudian
diteruskan ke mesin palet yang akan menggulung benang ke dalam
kayu klinting. Kemudian klinting yang telah berisi benang dipindahkan
ke bagian penenunan bersama dengan benang lusi.
2. Tahap Penenunan
Tahap penenunan dilakukan dalam mesin tenun yang melakukan proses
penyilangan benang lusi dan benang pakan sehingga terbentuk sebuah
kain. Benang lusi yang berbeda pada mesin tenun secara otomatis akan
ditenun oleh benang pakan yang arahnya melintang. Dalam proses ini
harus ada seorang operator yang menjalankan mesin tenun. Operator ini
yang putus dan secara otomatis mesin akan berhenti serta memasukan
teropong benang pakan apabila benang pakan telah habis.
3. Tahap Finishing
a. Inspecting
Kegiatan yang dilakukan untuk mengawasi dan memeriksa hasil kain
grey bila terdapat kerusakan atau cacat kain yang perlu diperbaiki.
b. Repairing
Kegiatan memperbaiki anyaman grey yang rusak atau ada yang ganda
pakan atau ganda lusi.
c. Smashing
Kegiatan pembersihan kain grey dari sisa-sisa benang, serat atau
bulu-bulu
d. Folding
Kegiatan terakhir yang dilakukan dengan melipat sekaligus
BENANG BENANG
LUSI PENGHANIAN
PENGANJIAN
BENANG PAKAN CUCUK
PENENUNAN (LOOMING)
INSPECTING/ FOLDING
KAIN GREY/ ROLL KAIN GREY BAIK
FINISHING/
PEMUTIHAN KAIN PUTIH
PALET
RRT TOYODA PICANOL
Gambar 4.2
G. Gudang
Jenis bahan baku yang disimpan dalam gudang adalah benang dan bahan
penolong seperti: tepung dan kanji. Bahan penolong berfungsi untuk
menghindari gesekan pada saat benang di proses di dalam mesin agar tidak
mudah putus. Pada saat pemindahan bahan baku dari gudang menuju tempat
proses produksi tidak menggunakan alat khusus karena gudang dan tempat
produksi berada dalam lingkungan yang sama.
H. Pemasaran
1. Saluran Distribusi
Pada perusahan ini saluran barang industri yang dipergunakan adalah:
a. Produsen-distributor industri-pemakai industri
b. Produsen-agen-distributor-industri-pemakai industri
2. Daerah Pemasaran
Pada awal usaha ini dirintis dalam bentuk perusahaan perseorangan,
pemasaran hasil produksinya masih di sekitar daerah Surakarta, kemudian
dengan semakin maju dan berkembangnya usaha maka pemasaran hasil
produksi turut berkembang hampir di seluruh kota-kota besar yang ada di
Indonesia, antara lain: Surabaya, Bali, Jakarta, Medan, Semarang,
Yogyakarta, Makasar, Pekalongan, Purwokerto, dan Surakarta sendiri.
Sedangkan untuk daerah pemasaran ekspor adalah Singapura, Timur
3. Jenis Produk dalam Pemasaran
Produk kain yang diekspor sudah dalam bentuk barang jadi yang berupa
kain batik, sedangkan produk yang dijual di dalam negeri, dijual dalam