Proses pengolahan tuna loin masak beku di PT. Karya Mandiri Citramina meliputi beberapa tahapan proses. Adapun tahapan proses pengolahan tuna loin masak beku diantara Penerimaan bahan baku, Pelelehan, Pencucian I, Penyiangan, Pencucian II, Sortasi I, Pemasakan, Pendinginan, Pemotongan Kepala Dan Ekor, Pengulitan, Pembersihan, Sortasi Mutu, Pengemasan, Pemvakuman, Pengecekan Logam, Pembekuan, Pengepakan, Penyimpanan Beku, dan Pemuatan
5.1.1 Penerimaan Bahan Baku
Bahan baku yang digunakan PT. KMC dalam proses loin adalah ikan tuna jenis Yellowfin Tuna dan terkadang ada juga jenis Big eye Tuna dan Katsuwonus pelamis . Bahan baku yang di terima adalah ikan beku yang berasal dari kapal penangkapan daerah Fishing ground di Samudra Hindia dan transit di Pelabuhan Perikanan Nizam Zachman serta kapal milik perusahaan PT. KMC. Jumlah bahan baku yang diterima oleh perusahaan setiap kapal sebanyak 10 – 70 ton setiap kali kapal datang. Ukuran bahan baku yang diterima mempunyai bobot ± 1 – 5 kg.
Tujuan penerimaan bahan baku adalah untuk memperoleh ikan yang diproduksi dengan cara ikan masuk pada saat kapal bersandar di Pelabuhan. Sebelum ikan dibongkar terlebih dahulu dipasang tenda yang bertujuan untuk melindungi dari sinar matahari dan papan seluncur agar memudahkan proses pengangkutan bahan baku. Papan seluncur harus terbuat dari papan yang halus dan selalu dalam keadaan basah oleh air yang terus mengalir dengan suhu sekitar 0ºC (Astawan, 2007).
Setelah dilakukan penimbangan ikan ditaruh ke dalam palet yang telah diberi label dan tanggal masuk untuk selanjutnya dilakukan proses penyimpanan dalam keadaan beku (Cold Storage). Bahan mentah (ikan) disimpan dalam keadaan beku sambil menunggu waktu proses untuk mempertahankan kualitasnya (Moeljanto, 1992).
Semua bahan baku yang masuk di PT.KMC dilakukan berbagai macam pengujian yang dilakukan oleh QC. Pengujian yang dilakukan diantaranya pengujian organoleptik, mikrobiologi, dan kimia (histamin) dengan cara mengambil sampel dari beberapa ikan. Standar kadar histamin untuk bahan baku adalah 50 ppm yang digunakan sebagai acuan PT.KMC untuk menerima atau menolak bahan baku.
Menurut Ditjenkan (2012) bahwa suatu unit pengolahan tidak boleh menerima bahan baku yang berasal dari perairan yang dicemari baik sengaja maupun tidak sengaja oleh kotoran manusia atau hewan yang dapat mengkontaminasi dan membahayakan kesehatan manusia. Proses penerimaan bahan baku dapat dilihat pada Gambar 3.
Gambar 3. Penerimaan Bahan Baku Sumber PT. KMC (Karya Citra Mandiri)
5.1.2 Pelelehan ikan (Thawing)
thawing yang digunakan adalah 20,33ºC. Menurut Murniati dan Sunarman (2000) pelelehan dengan air menggunakan air dengan suhu 21ºC yang bersikulasi dengan kecepatan 33 cm/menit. Sedangkan menurut Winarno (2007) semakin rendah suhu thawing semakin baik, semakin tinggi suhu yang digunakan produknya akan semakin rusak
Pengukuran suhu dilakukan setelah ikan selesai di thawing. Kisaran suhu yang ditetapkan perusahaan yaitu ± (-5ºC). Sesaat sebelum ikan dipakai dan juga sesuai dengan pendapat Moeljanto (1992) yang mengatakan bahwa untuk pengolahan lebih lanjut, misalnya akan dikalengkan atau dimasak, maka ikan beku harus dicairkan terlebih dahulu.
Selain itu saat pelelehan (thawing), ikan kehilangan sebagian beratnya dalam bentik drip, banyaknya drip dalam pelelehan akan menghasilkan ikan yang bermutu rendah karena sebagian unsur gizi juga ikut hilang (Adawyah, 2007). Sedangkan menurut Suwetja (2011) drip adalah cairan yang keluar dari jaringan tubuh ikan yang ikut terbuang sewaktu ikan beku dicairkan (thawing). Drip terkandung komponen – komponen nitrogen yang berasal dari protein golongan sarkoplasma atau miogen dalam daging ikan. Drip terjadi akibat rusaknya sel karena pembekuan dan thawing. Proses thawing dapat dilihat pada Gambar 4.
Gambar 4. Pelelehan Ikan (Thawing) Sumber : PT.KMC (Karya Citra Mandiri)
5.1.3 Pencucian I
dari bahan yang memberatkan dan mencemari dengan cara membersihkan lendir, bakteri permukaan, darah, kotoran dan lain lain. Suhu pusat ikan dilakukan pengecekan untuk mengetahui tingkat mutu ikan tersebut. Suhu pusat ikan yang di dapat pada proses pencucian adalah -3ºC
5.1.4 Penyiangan (Butchering)
Penyiangan bertujuan untuk mencegah pertumbuhan mikroba dalam organ ikan. Penyiangan dilakukan oleh pekerja secara manual dengan menggnunakan pisau yang steanless dengan cara membelah pada bagian perut ikan. Junianto (2003) menyatakan bahwa pembuangan jeroan harus dilakukan karena pada saat ikan mati, enzim pencernaan yang ada dalam perut dan usus masih aktif. Jika tidak dibuang maka enzim ini akan memecah jaringan saluran pencernaan dan menghancurkan dinding perut.
5.1.5 Pencucian II
Pencucian kedua bertujuan untuk membersihkan ikan dari kotoran yang masih menempel pada tubuh ikan, darah, lendir yang masi terdapat pada ikan. Proses pencucian dilakukan dengan cepat, bersih, untuk menjaga kenaikan suhu pada ikan. Menurut Junianto (2003), pencucian bertujuan untuk membebaskan ikan dari bakteri pembusuk. Ikan yang telah disiangi harus dicuci bersih karena sisa lendir serta kotoran pada ikan yang dapat mempercepat proses pembusukan.
5.1.6 Sortasi I
Ikan dilakukan sortasi berdasarkan ukuran, satu karyawan bertugas melakukan sortasi yang diletakkan pada basket. Proses sortasi dilakukan secara manual. Tujuan sortasi untuk mengelompokkan ikan berdasarkan ukuran agar diperoleh ukuran yang seragam. Ikan yang telah selesai proses sortasi, dilakukan penyusunan pada troly. Untuk selanjutnya dilanjutkan proses pemasakan.
5.1.7 Pemasakan
97 - 100ºC dan waktu pemasakan sesuai ukuran ikan. Suhu pusat ikan matang yang ditetapkan perusahaan antara 67 - 75ºC dan apabila suhu pusat ikan tidak mencapai standar yang telah ditentukan, maka waktu pemasakan ditambah. Adapun waktu dalam pemasakan ikan dapat dilihat pada Tabel 3.
Tabel 3. Waktu Pemasakan Ikan Ukuran (kg/pcs) (menit)Waktu
0.8 -1,0 30
1.2-1.4 42
1.4-1.8 45
1.8-2.4 70
2.4-3.0 80
3.5-4.0 100
Sumber : PT. KMC (Karya Citra Mandiri)
Proses pemasakan menggunakan steam bersuhu 98 - 100ºC. Pengolahan panas merupakan salah satu cara untuk memperpanjang umur simpan bahan pangan. Pengolahan panas yang diterapkan PT.KMC pada pemasakan tuna loin masak beku adalah berupa pengukusan (menggunakan sumber panas berupa steam). Pengukusan adalah proses pemanasan yang sering diterapkan pada sistem jaringan sebelum pembekuan, pengeringan, atau pengalengan Iman (2011). Tujuan proses pengukusan sebelum pembekuan bergantung pada perlakuan lanjutan bahan pangan. Misalnya pengukusan sebelum pembekuan yang bertujuan untuk menginaktivasi enzim yang akan menyebabkan perubahan warna, cita rasa atau nilai gizi yang tidak dikehendaki selama penyimpanan.
kadar airnya dapat menurun disebabkan sebagian air yang ada akan menguap, keadaan fisikawi ikan akan berubah menjadi lebih keras dengan adanya penguapan air tersebut, warna daging berubah, aktivitas air turun, sebagian protein terdenaturasi, dan sebagainya (Hadiwiyoto, 1993). Menurut Winarno (2010) suhu yang terlalu tinggi dapat mempercepat pemecahan atau kerusakan enzim. Enzim pada bahan pangan dapat berasal dari mikroba atau pada bahan pangan yang dapat mempercepat terjadinya reaksi kimia sehingga mengakibatkan perubahan pada komposisi bahan pangan (Muchtadi dan Sugiono, 2013). Proses pemasakan dapat dilihat pada Gambar 5.
Gambar 5. Proses Pemasakan Sumber : PT.KMC (Karya Citra Mandiri)
5.1.8 Pendinginan
Pendinginan menggunakan water spray yang bertujuan untuk menghentikan proses pemasakan dan mengembalikan sebagian kadar air yang hilang saat proses pemasakan agar ikan yang sudah masak tidak terlalu kering. ikan yang terlalu kering akan lebih sulit untuk dibuang kulitnya.
Proses pendinginan harus dilakukan segera setelah pemasakan dengan tujuan untuk memperoleh keseragaman (waktu dan suhu) dan mempertahankan mutu produk akhir. Apabila pendinginan terlalu lama, maka produk akan cenderung terlalu masak sehingga akan merusak tekstur dan cita rasa. Pendinginan juga mengakibatkan bakteri yang masih bertahan hidup akan menyebabkan Shock sehingga akan mati (Adawyah, 2007). Proses Pendinginan dapat dilihat pada Gambar 6.
Gambar 6. Pendinginan
Sumber : PT.KMC (Karya Citra Mandiri)
5.1.9 Pemotongan Kepala (Dehedding)
Gambar 7. Pemotongan Kepala (Dehedding) Sumber : PT.KMC (Karya Citra Mandiri)
5.1.10 Pengulitan (Skinning)
Tujuan dari pengulitan adalah membuang kulit, sisik, sirip sampai ke bagian punggung menggunakan pisau berukuran kecil untuk memperoleh daging tanpa kulit. Ikan yang telah selesai dibershkan dari kulit, sisik, dan sirip disusun dalam basket sesuai kode ikan dan kemudian diletakan di conveyor berjalan. Pengulitan atau pembuangan kulit harus dilakukan dengan baik dan benar karena jika tidak dilakukan dengan baik, maka daging ikan bisa ikut menempel pada kulit sehingga akan mengurangi berat loin. Proses pengulitan dapat dilihat pada Gambar 8.
Ikan yang telah di skinning kemudian dibagi menjadi dua bagian, dengan membuang tulang ikan dan disusun di dalam pan. Pembuangan sisik bertujuan untuk mempertahankan mutu, karena permukaan ikan merupakan konsentrasi mikroba penyebab pembusukan pada ikan. Sedangkan menurut Hadiwiyoto (1993) pembuangan sisik bertujuan untuk mempertahankan mutu yang dapat mencegah kontaminasi bakteri yang berasal dari kulit atau lendir.
Gambar 8. Pengulitan (Skinning) Sumber : PT KMC (Karya Citra Mandiri)
5.1.11 Pembersihan (Cleaning)
Loin (cleaning) dilakukan dengan cara membagi ikan menjadi empat bagian, kemudian dibersihkan satu persatu pada bagian daging coklat (dark meat) dan tulang yang masi menempel pada daging ikan untuk dibentuk menjadi loin. Tujuan dari tahap pembersihan adalah untuk menghilangkan defect seperti kulit, sisik, urat, serta daging coklat. Adapun proses pembersihan (Cleaning) dapat pada dilihat pada Gambar 9.
Gambar 9. Proses Pembersihan (Cleaning) Sumber : PT.KMC (Karya Citra Mandiri)
Sedangkan shredded atau daging ikan yang tidak terpakai diletakkan pada pan kecil yang disediakan khusus untuk menampung serpihan daging ikan. Daging merah hasil cleaning diletakkan bersama dengan limbah lainnya yaitu diatas meja kerja tanpa wadah khusus, untuk selanjutnya secara kolektif diambil oleh petugas pengumpul limbah. Ruang Shredded dapat lihat pada Gambar 10.
Gambar 10. Ruang Shredded
Sumber : PT.KMC (Karya Citra Mandiri)
5.1.12 Sortasi Mutu
Daging yang di reject antara lain adalah daging yang terdapat honey comb, pasty, scorching, bruise, dan juga yang masih terdapat limbah berupa sisik, kulit, urat dan duri pada loin, dan akan segera di reject dan dipisahkan dari yang masih bagus. Ketika ikan mengalami pembekuan lambat akan terbentuk kristal-kristal es berukuran besar yang dapat merusak jaringan tubuh ikan. Akibatnya pada saat pencairan, tekstur badan ikan menjadi berongga-rongga atau lunak (honey comb) dan tidak mampu mengisap kembali cairan tubuh yang keluar (Afiyanto dan Liviawati, 1989).
Honey comb dan pasty merupakan tanda bahwa protein pada ikan tersebut terdenaturasi. Denaturasi protein terjadi karena meningkatnya kadar garam dalam cairan sel sebagai struktur akibat terbentuknya kristal-kristal es selama pembekuan (Hadiwiyoto, 1993). Denaturasi protein diakibatkan oleh panas, pH yang ekstrim (pelarut organik), sehingga larutan protein bersinggungan dengan udara dan membentuk busa (Suwetja, 2011). Sedangkan daging yang scorching atau dengan kata lain hangus terjadi karena proses pemasakan yang terlalu lama, dan daging bruise atau memar terjadi karena penanganan yang kasar saat sebelum diproses.
Selain itu proses sortasi juga bertujuan untuk menyesuaikan dengan standar loin yang ditetapkan PT. KMC yaitu :
1. Single Clean yaitu membersihkan duri pada bagian perut dan belahan punggung. Hasil dari Single Clean daging loin yang berwarna coklat. 2. Double Clean yaitu membersihkan kulit dan daging merah serta duri
yang masih tertinggal. Hasil dari Double Clean bersih dari daging coklat.
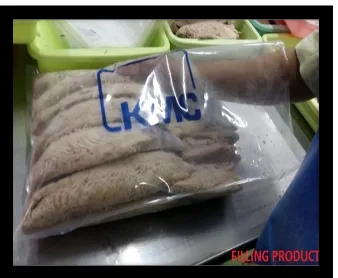
5.1.13 Pengemasan dan Pemvakuman
pengolahan, mengganti udara dengan nitrogen (N) atau CO2 atau dengan menangkap molekul oksigen dengan pereaksi kimia. Pada bahan pangan yang mengandung lemak, oksigen dapat menyebabkan tengik. Sedangkan menurut Purwaningsih (1995), menjelaskan bahwa bahan pengemas yang digunakan harus cocok dengan bahan yang dikemas, tidak bersifat racun, dan menarik konsumen.
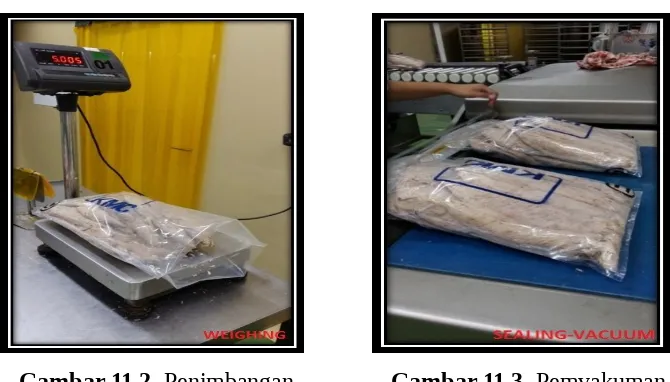
Kemasan yang digunakan adalah master cartoon yang berukuran 50 cm x 30 cm. Kemasan yang digunakan sudah dicetak label perusahaan di bagian luar. Cara tersebut masih benar karena pelabelan dilakukan di luar kemasan sehingga produk tidak terkontaminasi tinta. Setelah divakum dilakukan pengecekan kembali apakah sudah tersegel dan tervakum dengan benar atau tidak. Menurut Adawiyah (2007), kemasan yang digunakan harus kedap udara untuk mengurangi terjadinya oksidasi produk, kemasan juga harus dapat menahan uap air agar dapat mencegah penguapan produk selama penyimpanan. Bahan pembungkus dapat menyerap lemak, maka lemak yang terserap akan teroksidasi oleh udara sehingga rusak dan berbau. Bau dari bagian lemak yang rusak akan diserap oleh lemak yang ada dalam bungkusan yang mengakibatkan seluruh lemak menjadi rusak (Winarno, 1992). Lemak sangat mudah mengalami ketengikan oleh proses oksidasi sehingga mengakibatkan bau dan rasa yang tidak diinginkan, serta menyebabkan kerusakan nutritif yaitu kerusakan asam lemak dan vitamin larut lemak yang esensial (Suwetja, 2011). Proses pengemasan dapat dilihat pada Gambar 11.1, 11.2, 11.3.
Gambar 11.2. Penimbangan Gambar 11.3. Pemvakuman Sumber : PT.KMC (Karya Citra Mandiri)
5.1.14 Pengecekan Logam
Pengecekan logam dilakukan untuk memastikan agar loin tidak mengandung logam yang membahayakan konsumen dengan cara satu persatu loin yang telah disusun di dalam pan dijalankan melewati metal detector menggunakan conveyor. Sebelum digunakan metal detector dikalibrasi terlebih dahulu, dan setiap 2 jam maka akan dikalibrasi ulang untuk mengecek apakah berfungsi atau tidak oleh petugas QC. Metal detector akan berhenti apabila loin mengandung logam ataupun benda asing lainnya. Pengaturan mesin metal detector pada loin yang ditentukan perusahaan adalah Fe 2.9 µT dan Stainless 1,3 µT. Produk yang telah melewati metal detector disusun pada troly yang berisi 15 pcs tiap rak troly, terdapat 9 rak dalam 1 troly. Pengecekan logam dapat dilihat pada Gambar 12.
Sumber : PT.KMC (Karya Citra Mandiri)
5.1.15 Pembekuan
Pembekuan dilakukan selama 8-9 jam dengan Air Blast Freezer (ABF) bersuhu (-35)oC – (-40)oC. Suhu loin masak beku terendah adalah -28,57oC dan yang tertinggi adalah -22,83oC, dan rata-rata suhu loin masak beku adalah
-26,53oC. Produk loin yang akan dibekukan diletakkan dalam troli yang mempunyai rak. Troli tersebut dilewatkan pada terowongan berinsulator. Udara kemudian dihembuskan melewati terowongan secara vertical maupun horizontal. Teknik pendinginan blast freezing bersifat ekonomi dan fleksibel karena dapat membekukan produk atau bahan pangan dengan berbagai ukuran dan bentuk (Estiasih dan Ahmadi, 2011).
Selama proses pembekuan berlangsung, terjadi pemindahan panas dari tubuh ikan yang bersuhu lebih tinggi ke refrigerant yang bersuhu rendah. Sebagian besar air di dalam tubuh ikan merupakan air bebas (free water) sebanyak 67% dan selebihnya merupakan air tak bebas (bound water), yakni cairan tubuh yang secara kimiawi terikat kuat dengan molekul protein, lemak, dan karbohidrat (Afrianto dan evi, 1989). Sedangkan menurut Adawyah (2007) pembekuan berarti mengubah kandungan cairan menjadi es. Ikan mulai membeku pada suhu antara -0,6 ℃ sampai -2 ℃ , atau rata – rata -1 ℃ . Yang mula – mula membeku adalah free water, disusul oleh bound water. Proses ini diawasi oleh petugas QC. Pembekuan dilakukan pada saat produk selesai dikemas, divakum, dan dilewatkan pada metal detector. Waktu pembekuan yang lama dipengaruhi oleh jenis ikan, suhu produk, ukuran dan tebal produk (Ilyass, 1993).
dengan memanfaatkan aliran udara dingin sebagai refrigerant dengan sebuah unit pendingin hingga mencapai suhu -30 ℃ sampai -40 ℃ selanjutnya udara dingin akan dialirkan pada ikan yang akan dibekukan dengan kecepatan 15-60 m/detik. Menurut Moeljanto (1992) air blast Freezer biasanya dipakai untuk membekukan ikan atau makanan dalam kemasan besar yang tebalnya lebih dari 10-15 cm. Salah satu kelemahan cara pembekuan ini adalah terjadinya proses pengeringan produk yang tidak dibungkus (dikemas). Menurut Winarno (2007) akibat pembekuan yang tidak terbungkus dengan baik, maka akan terjadi freeze burn dengan gejaala banyak noda – noda hitam gelap dipermukaan daging yang sedang dibekukan.
Menurut Suwetja (2011) freezing burn terjadi karena berkurangnya kadar air yang berlanjut pada bahan pangan sekitar 10 – 15%. Pengeringan ini terjadi pada pembekuan air blast, selain itu freezing burn juga menimbulkan efek sarang lebah, mengapur, rapuh, kehitaman, dan hangus sehingga mengakibatkan kerusakan dan perubahan pada warna, tekstur, cita rasa dan nilai gizi. Pembentukan freezing burn dapat dihambat dengan system pembekuan cepat, menggunakan bahan pengemas yang benar – benar moistureproof, menjaga kelembapan dalam ruangan penyimpanan beku tetap tinggi, serta mencegah perubahan cold strorage yang berlebihan. Proses pembekuan pada produk akhir dapat dilihat pada Gambar 13.
Sumber : PT.KMC (Karya Citra Mandiri
5.1.16 Pengepakan
Pengepakan dilakukan dengan menggunakan master karton yang sebelumnya sudah diberi label perusahaan pada sisi depan dan belakang. Proses ini dilakukan dengan cara memasukkan produk beku sesuai dengan labelnya, lalu master karton ditutup dengan lakban, lalu kemudian master karton disegel dengan menggunakan threading strap. Satu karton berisi 4 kantung loin atau ± 20 kg. Ukuran karton yang digunakan adalah 40cm x 36cm x 20cm untuk . Produk yang telah selesai proses pengepakan kemudian dimasukkan ke dalam palet dan dibungkus dengan lembaran plastik yang bertujuan untuk mengurangi dehidrasi selama penyimpanan. Selanjutnya dilakukan penyimpanan di dalam cold storage sampai akan didistribusikan. Bahan bahan yang dipakai sebagai kemasan untuk ikan dapat berupa karton berlapis lilin atau berlapis plastik, yang dipakai atau tanpa kemasan dalam (Adawyah, 2007).
Pemberian kode pada master karton loin tuna ini tercantum kode seperti contoh (01.03.1.262.2.1), dengan (01) adalah kode supplier, (03) adalah jenis ikan, (1) adalah metode pembekuan bahan baku, (262) kode tanggal produksi, (2) adalah jenis produk, dan (1) adalah kode cooker.
5.1.17 Penyimpanan Beku
Loin yang telah disusun di dalam palet segera di masukkan ke dalam cold strorage sampai loin akan di ekspor. Suhu cold storage adalah (-18)oC – (-25)oC, hal tersebut masih memenuhi standar karena batas suhu untuk produk beku adalah -18oC. Penyusunan dalam cold storage dilakukan dengan menyusun palet sesuai dengan kode label pengepakan. Hal ini dilakukan untuk memudahkan pada saat pengambilan pada proses pemuatan. Kendala saat melakukan penyimpanan beku adalah seringnya dibuka pintu cold storage yang sering menyebabkan kenaikan suhu pada cold storage.
simpan ikan beku (Murniyati dan Sunarman, 2000). Pengaruh suhu penyimpanan terhadap oksidasi lemak masi dapat berlangsung pada suhu yang sangat rendah yaitu -18 ℃ . Jadi lamanya proses penyimpanan dingin (> -18 ℃ ) oksidasi lemak makin banyak terjadi, yang ditandai oleh meningkatnya angka TBA, karbonil, maupun pembebasan asam – asam lemak. Setiap proses yang dilakukan antara pembekuan dan penyimpanan harus dilakukan di ruang yang dingin dan jauh dari sinar matahari, sinar lampu yang kuat, pemanas ruangan dan sebagainya (Adawiyah, 2007).
5.1.18 Pemuatan (Stuffing)
Kegiatan ekspor dilakukan saat stok produk sudah terpenuhi. Pemuatan dilakukan dengan cara mengeluarkan palet dari dalam cold storage lalu menyusun master carton berisi loin dengan rapi ke dalam refer container agar udara dingin dapat mengenai seluruh master carton berisi loin. Produk disusun berdasarkan jenis dan ukuran produk. Dokumen-dokumen untuk ekspor wajib dipersiapkan dengan lengkap supaya tidak ada kendala selama proses pengiriman ke negara tujuan ekspor atau buyer.
Suhu dalam refer container adalah – 20oC, kapasitas satu refer container adalah ±28 ton. Dokumen-dokumen untuk ekspor wajib dipersiapkan dengan
lengkap supaya tidak ada kendala selama proses pengiriman ke negara tujuan ekspor atau buyer. Produk beku yang diangkut harus menggunakan kendaraan yang direrigerasi secara mekanis untuk mempertahankan suhu produk agar tidak lebih tinggi dari pada -19ºC (Ilyas,1993). Proses Pemuatan atau Stuffing dapat dilihat pada Gambar 14.
Sumber : PT.KMC (Karya Citra Mandiri)
5.2 Pengamatan Suhu
Pengamatan suhu dilakukan dengan menggunakan peralatan berupa thermometer analog, bor listrik untuk bahan baku beku dan produk beku, serta buku catatan pengamatan suhu. Pengamatan suhu dilakukan untuk mengetahui sejauh mana penerapan suhu yang dilakukan oleh perusahaan dalam mempertahankan mutu ikan dan melakukan proses pengolahan yang baik dan benar.
5.2.1 Pengamatan Suhu Pusat Ikan
Pengamatan suhu pusat ikan dilakukan dengan cara menusukkan thermometer analog ke pusat thermal ikan. Hasil pengukuran suhu dapat dilihat pada Tabel 4.
Tabel 4. Pengamatan Suhu Pusat Ikan
Proses Rata-rata (oC) Standar PT KMC (oC)
Bahan baku -13,01 -18
Pemasakan 73,90 67 – 75
Pemotongan kepala 32,73
-Pengulitan 27,17
-Loin 22,70
-Loin Beku -26,53 -18
Berdasarkan Tabel di atas dapat disimpulkan bahwa hasil dari pengamatan rata-rata suhu pada setiap tahapan masih berada pada standar yang ditetapkan untuk suhu pengolahan tuna loin masak beku. Hasil pengukuran suhu pada saat penerimaan bahan baku adalah -13ºC dan telah sesuai standar yang ditetapkan perusahaan yaitu -18ºC.. Hasil pengamatan suhu pusat ikan dapat dilihat pada Lampiran 6.1.
22,70 ℃. Penurunan suhu disebabkan oleh suhu ruang proses pembersihan yaitu 21,86 ℃ . Suhu merupakan faktor yang sangat penting untuk pertumbuhan mikroba diantaranya mikroba psikrofilik, mesofilik, dan termofilik. Suhu pusat pada produk akhir atau Loin beku yaitu 26,53 ℃ , suhu tersebut telah sesuai dengan standar perusahaan yaitu -18 ℃ . Suhu beku dapat menghambat aktivitas bakteri dan enzim sehingga daya awet ikan beku atau produk beku lebih besar dibandingkan dengan ikan yang hanya didinginkan. Pada suhu -12 ℃ , kegiatan bakteri telah dapat dihentikan, tetapi proses kimia enzimatis masih terus berjalan (Adawyah, 2007).
Mikroba psikrofilik memiliki suhu optimum pada suhu ≤ 15℃ . Suhu optimum mikroba mesofilik memiliki suhu optimum 20 - 45 ℃ . Sedangkan mikroba termofilik memiliki suhu optimum 55 - 65 ℃ (Rahayu dan Nurwitri, 2012). Nurjannah, et al (2011) menetapkan bahwa batas kritis suhu untuk pertumbuhan histamin adalah 4,4ºC. Peningkatan suhu yang terjadi dapat menyebabkan perkembangan bakteri pembentuk enzim histidin dekarboksilase seperti Proteus morganii, klebsiella, Pneumonia, Entrebacter aerogenus, Hafnia alvei, E.coli dan Citrobacter freundii (Nurjannah, 2011). Bakteri tersebut akan menghasilkan enzim yang dapat merubah histidin bebas menjadi histamin apabila suhu >4,4ºC.
5.2.2 Pengamatan Suhu Ruang Proses
Pengamatan pada suhu ruangan sangat perlu, untuk mengetahui suhu ruang proses selama proses pengolahan berlangsung, tetapi perusahaan tidak melakukan controlling mengecek suhu ruangan. Pengamatan suhu ruang dilakukan dengan mengecek thermometer yang terdapat di setiap ruangan. Hasil pengamatan suhu dapat dilihat pada Lampiran 6.2. Berikut ini merupakan pengamatan suhu ruangan yang dapat dilihat pada Tabel 5.
Tabel 5. Pengamatan Suhu Ruang Proses
Proses Rata-rata (oC) Standar PT.KMC (ºC)
Penerimaan 21,66 25
Penyiangan 20.07 25
Pendinginan 33,13 35
Shredded 26,51 25
Pengepakan 23,60 25
Hasil pengamatan suhu ruang memenuhi standar yang ditentukan. Pada ruang Shredded rata-rata suhu ruang melewati standar, namun hal ini tidak mempengaruhi mutu dari produk karena ruangan tersebut tidak digunakan untuk proses loin tetapi digunakan untuk proses serpihan ikan. Selain itu, suhu ruangan Shredded memiliki banyak karyawan dalam proses pekerjaannya. Sehingga dapat mengakibatkan naiknya suhu ruangan.
Menurut Hadiwiyoto (1993) aktivitas enzim dan perkembangan mikroba dipengaruhi oleh suhu. Suhu optimum terletak pada suhu dibawah dan diatas suhu kamar sedangkan pada suhu rendah maupun tinggi menyebabkan aktivitasnya terhambat.
5.2.3 Pengamatan Suhu Air
Pengamatan suhu air dilakukan menggunakan thermometer analog. Pengamatan suhu yang diamati yaitu : suhu thawing, suhu pencucian, dan suhu spraying. Hasil pengamatan suhu air dapat dilihat pada Tabel 6.
Tabel 6. Pengamatan Suhu Air
Suhu Air Rata-rata (oC) Standar PT.KMC (ºC)
Thawing 20,33 25
Pencucian 29.67 35
Spraying 28,00 35
Pengamatan suhu air dilakukan pada tahap Thawing, Pencucian, dan Spraying. Hasil pengukuran suhu air masi memenuhi standar yang telah di tetapkan perusahaan yaitu pada proses thawing suhu air yaitu 20,33ºC, air thawing bertujuan untuk menurunkan suhu bahan baku pada saat pencairan
hangat yang bertujuan untuk menghambat pertumbuhan bakteri mesofilik dan bakteri psikrofil yang dapat tumbuh pada suhu optimum 10 - 45ºC.
Bakteri mesofil (mesotermik), yaitu bakteri yang hidup baik di antara 5ºC dan 60ºC, sedangkan temperature optimumnya ialah antara 25ºC sampai 40ºC. Bakteri psikrofil (oligotermik), yaitu bakteri yang dapat hidup anatar 0ºC sampai 30ºC, sedangkan temperature optimumnya antara 10ºC sampai 20ºC (Dwidjoseputro, 2005). Hasil pengamatan suhu air dapat dilihat pada Lampiran 6.3.
5.3 Pengujian Mutu
Pengujian mutu yang dilakukan pada bahan baku adalah pengujian organoleptik, dan untuk produk akhir dilakukan pengujian organoleptik, kimia, dan mikrobiologi.
5.3.1 Pengujian Organoleptik
5.3.1.1 Pengujian Organoleptik Bahan baku
Pengujian organoleptik bahan baku dilakukan menurut SNI ikan beku SNI 4110.2014. Pengujian organoleptik dilakukan untuk mengetahui tingkat kesegaran bahan baku yang diterima. Adapun aspek yang perlu dinilai terdiri dari lapisan es, pengeringan, diskolorasi. Data hasil pengujian organoleptik bahan baku dapat dilihat pada Tabel 7.
oleh subjektifitas dari masing – masing panelis dan waktu pengujian. Nilai panelis tergantung pada ketelitian yang diberikan. Semakin berpengalaman seorang panelis, maka penilain yang diberikan akan semakin teliti. Hasil Perhitungan organoleptik dapat dilihat pada Lampiran 3.
Tabel 7. Organoleptik Bahan baku
5.3.1.2 Pengujian Sensori
Produk Akhir
Pengujian sensori produk akhir dilakukan menurut SNI tuna loin masak beku SNI 7968-2014. Pengujian sensori dilakukan oleh enam orang panelis dengan menggunakan scoresheet. Data hasil pengujian sensori produk akhir dapat dilihat pada Tabel 8.
Tabel 8. Sensori Produk Akhir
Pengamatan Simpangan Baku Nilai
1 (7,56 ≤ µ ≤ 7,77) 8
2 (7,39 ≤ µ ≤ 7,73) 7
3 (7,64 ≤ µ ≤ 8,07) 8
4 (7,50 ≤ µ ≤ 8,13) 7
5 (7,39 ≤ µ ≤ 7,87) 7
6 (7,35 ≤ µ ≤ 7,91) 7
7 (7,44 ≤ µ ≤ 8,11) 7
8 (7,30 ≤ µ ≤ 7,96) 7
9 (7,23 ≤ µ ≤ 7,88) 7
10 (7,34 ≤ µ ≤ 7,55) 7
Rata-rata 7
Hasil dari uji sensori produk akhir, rata rata nilai sensori produk tuna loin masak beku memenuhi standar yaitu 7, dengan nilai simpangan baku tertinggi dari 10 kali pengamatan adalah 8,13 dan nilai terendah adalah 7,23. Nilai 7
Pengamatan Simpangan Baku Nilai
1 (7,27 ≤ µ ≤ 7,70) 7
2 (7,29 ≤ µ ≤ 7,53) 7
3 (7,16 ≤ µ ≤ 7,50) 7
4 (7,59 ≤ µ ≤ 8,04) 8
5 (7,64 ≤ µ ≤ 7,91) 8
6 (7,46 ≤ µ ≤ 8,17) 7
7 (7,54 ≤ µ ≤ 7,86) 8
8 (7,39 ≤ µ ≤ 7,87) 7
9 (7,42 ≤ µ ≤ 7,76) 7
10 (7,25 ≤ µ ≤ 7,78) 7
memiliki spesifikasi loin tuna yaitu kenampakannya kurang cemerlang spesifik produk; bau netral; tekstur padat, kurang kompak. Hal ini menunjukan mutu sensori sesuai dengan persyaratan SNI yaitu 7 (SNI 4110:2014).
Menurut Moeljanto (1992) pembekuan dan penyimpanan beku (cold storaging) adalah cara terbaik untuk penyimpanan jangka panjang. Bila cara pengolahan dan pembekuan baik dan bahan mentahnya masih segar, maka dapat dihasilkan ikan beku yang bila dicairkan (thawing) keadaannya masih mendekati sifat-sifat ikan segar. Mutu bahan baku sangat mempengaruhi mutu produk akhir, oleh karena itu produk akhir yang didapat dengan nilai organoleptik yang hampir tidak mencapai standar dikarenakan mutu bahan baku juga yang hanya memiliki nilai organoleptik 7. Faktor-faktor utama yang mempengaruhi mutu ikan adalah penerapan suhu rendah, kecermatan, kebersihan, dan kecepatan kerja. Perlu disediakan prosedur penanganan ikan dan operasi kerjanya. Penyediaan sarana yang diperlukan guna melaksanakan prinsip tersebut. Hasil perhitungan sensori dapat dilihat pada Lampiran 5.
5.3.2 Pengujian Mikrobiologi
Pengujian mikrobiologi dilakukan pada bahan baku dan produk akhir yang meliputi TPC, E.coli, Coliform, Salmonella, V.cholera ,V.parahaemolyticus, Staphylococcus aureus. Hasi pengujian dapat dilihat pada Tabel. 9
Tabel 9. Hasil Pengujian Mikrobiologi Bahan Baku dan Produk Akhir
Uji Mikrobiologi Pengamatan
Hasil PT.KMC
BB PA BB PA
TPC (koloni/g)
1 3,1 x 104 7,2 x 104
5 x 105 5 x 105 2 1,0 x 104 3,4 x
104
E. coli (MPN/g) 12 NegatifNegatif NegatifNegatif <3 <3 Salmonella
(APM/per25g)
1 Negatif Negatif
Negatif Negatif
2 Negatif Negatif
V.cholera (APM/per25g)
1 Negatif Negatif
Negatif Negatif
2 Negatif Negatif
Coliform (MPN/g)
1 Negatif Negatif
<3 <3
V.parahaemolytic us (per50g)
1 Negatif Negatif
<3 <3
2 Negatif Negatif
Staphylococcus
aureus (per50g) 1 Negatif Negatif <3 <3
2 Negatif Negatif
Sumber : PT.KMC (Karya Citra Mandiri)
Hasil pengujian TPC pada bahan baku adalah 1,0 x 104 - 3,1 x 104 , sedangkan pada produk akhir adalah 3,4 x 104 - 7,2 x 104. Hasil tersebut telah sesuai standar perusahaan. Hal ini menunjukan bahwa bahan baku dan produk ditangani secara baik dengan menerapkan prinsip cepat, hati-hati, bersih dan penerapan rantai dingin dalam penanganannya. Sehingga bakteri-bakteri patogen tersebut dapat dikendalikan pertumbuhannya. Pembusukan terjadi akibat perubahan yang disebabkan oleh mikroorganisme dan perubahan-perubahan lain yang sifatnya merugikan. Selain untuk menghambat atau menghentikan aktivitas enzim maupun mikroorganisme, pengolahan juga bertujuan untuk memperpanjang daya awet dan mendiversifikasi produk olahan hasil perikanan (Adawyah, 2008).
Perbandingan nilai TPC pada bahan baku dan produk akhir bahwa produk akhir mengalami peningkatan jumlah dpengaruhi oleh jenis flora normal dan cara penanganan ikan setelah penangkapa dan selama penyimpan (Fardiaz, 1992). Hal ini dikarenakan produk akhir mengalami beberapa perlakuan seperti penyiangan, pemasakan, pembersihan dan pengemasan. Menurut Rahayu dan Nurwitri (2012) suhu merupakan faktor dari luar pangan untuk pertumbuhan bakteri. Mikroba dikelompokkan menjadi tiga kelompok, yaitu mikroba psikrofilik, mesofilik, dan termofilik. Mikroba psikofilik memiliki suhu optimum ≤15ºC. Suhu optimum mikroba mesofilik memiliki suhu optimum 20 - 45ºC. Sementara itu, mikroba termofilik dapat hidup pada kisaran tinggi yaitu 55 - 65ºC.
Menurut Puspandari dan Isnawati (2015) angka lempeng total merupakan indicator yang menggambarkan kontaminasi makanan, jumlah mikroorganisme dapat dipengaruhi oleh beberapa faktor diantaranya suhu, dan kondisi sanitasi selama proses produksi, penanganan dan pengepakan yang kurang baik.
Coliform bersifat aerobik dan anaerobik fakultatif, gram negatif yang tumbuh pada suhu 35 ℃ . Bakteri Coliform dibedakan menjadi dua yaitu Coliform fekal, misalnya E.coli dan Coliform nonfekal, misalnya Enterobacter aerogenes. E.coli hidup secara normal di dalam saluran pencernaan hewan dan manusia. Mikroorganisme yang sering digunakan sebagai indicator sanitasi dalam makanan adalah bakteri Coliform dan E.coli (Fardiaz, 1992). Bakteri E.coli dapat menyebabkan diare pada bayi atau pada orang dewasa dengan pertahanan tubuh menurun dan dapat menginfeksi saluran kemih. Hal ini menandatakan bahwa proses pengolahan tuna loin masak beku telah menerapkan proses sanitasi yang baik dan benar.
Hasil pengujian Salmonella menunjukkan hasil negatif dan telah sesuai dengan standar perusahaan. Salmonella termasuk mesofilik yang ditemukan pada hewan berdarah panas, habitat daratan, akuatik di daerah beriklim sedang dan tropis. Bakteri ini termasuk kelompok aerob Fakultatif, bersifat gram-negatif, tidak berspora. Sedangkan Salmonella dapat menyebabkan demam tifus dan gastroenteritis (Imas, 2009). Adapun suhu optimum pertumbuhannya yaitu 45
℃ (Fardiaz, 1996). Salmonella tercemar melalui hewan pengerat, air permukaan (Waluyo, 2007).
Hasil pengujian S.aureus menunjukkan hasil negatif dan telah sesuai dengan standar perusahaan. S.aureus disebut enterotoksin dan dapat terbentuk dalam makanan karena pertumbuhan bakteri tersebut. Enterotoksin sangat labil terhadap panas. Sumber penularan S.aureus adalah manusia dan hewan melalui hidung, tenggorokan, kulit, dan luka yang bernanah (Winarno, 1992).
5.3.3 Pengujian Kimia
Pengujian kimia dilakukan pada bahan baku dan produk akhir. Yang diuji adalah histamin. Pengujian dilakukan di Laboraturium milik PT. KMC. Hasil pengujian kimia dapat dilihat pada Tabel 10.
Tabel 10. Hasil Pengujian Histamin Bahan Baku dan Produk Akhir Pengamatan Bahan Baku Produk Akhir
1 3,26 2,19 4,79 6,31
2 3,04 4,45 5,12 6,00
3 3,23 2,05 5,28 7,30
4. 3,10 2,11 5,45 4,22
Rata – rata 5,85 11,11
Sumber : PT.KMC (Karya Citra Mandiri)
Hasil pengujian menunjukan bahwa nilai histamin mengalami peningkatan dari penerimaan bahan baku hingga produk akhir. Berdasarkan data yang diperoleh rata – rata kadar histamin mengalami peningkatan setelah dimasak sebesar 5,26 ppm. Hal ini dapat terjadi karena ikan yang diterima oleh perusahaan diolah terlebih dahulu melalui proses penimbangan untuk produksi dan pencairan (Thawing). Peningkatan yang terjadi disebabkan karena mengalami beberapa proses pengolahan seperi pendinginan, buang kepala dan ekor, pengulitan, pembersihan loin, pemeriksaan akhir, pemeriksaan logam dan penimbangan. pada proses penururnan mutu ikan, dimana protein akan terurai menjadi peptide, dipeptide dan asam – asam amino bebas, yang kemudian menjadi senyawa amin (misalnya, putresin, cadaverin, histamin, indol, dan skatol).
untuk produk akhir adalah 50 ppm sedangkan menurut SNI 7968:2014 adalah 100 ppm.
Peningkatan kadar histamin juga dipengaruhi oleh enzim dimana aktivitas enzim ini dapat berkurang banyak pada suhu sekitar -73ºC dan bahkan dapat hilang atau rusak pada suhu 93ºC atau lebih. Enzim pada ikan mempunyai suhu optimum sekitar 37ºC oleh karena itu makin rendah suhu makin menururn aktivitas enzim, sampai mendekati nol. Enzim tidak dapat rusak sekalipun suhu sangat rendah, hanya kecepatan reaksinya saja yang berjalan sangat lambat terutama suhu dibawah titik beku air (Suwetja, 2011).
Jumlah histamin yang diproduksi dari histidin sangat bergantung pada jumlah enzim yang berada di sekitarnya, dan jumlah enzim sangat bergantung pada jumlah bakteri yang hidup dan berkembang biak. Suhu yang paling baik untuk pertumbuhan mikroba disebut suhu optimum petumbuhan, sedang suhu terbaik untuk kecepatan rekasi enzim disebut suhu aktivitas optimum. Enzim yang memiliki keaktifan pada suhu rendah (biasanya diproduksi bakteri mesofilik) lebih membahayakan dan penting artinya bagi pembentukan histamin (Winarno, 1993).
5.4 Perhitungan Rendemen
Rendemen adalah hasil dari pengolahan yang diperoleh dan merupakan perbandingan berat antara produk akhir dengan bahan baku dalam satuan berat, atau daging yang dapat dimanfaatkan setelah dilakukan pengolahan. Perhitungan rendemen dilakukan dengan cara menimbang berat awal dan berat akhir pada suatu tahapan proses jika terdapat perubahan fisik yang terjadi dari bahan baku sampai menjadi loin. Hasil rendemen dapat dilihat pada Tabel 11.
Tabel 11. Pengamatan Rendemen
P en ga m at an U tu h ( gr ) P en yi an ga n ( gr ) P em as ak an P em ot on ga n k ep al a d an P en gu lit an P em b er si h an L oi n R ed m ea t + D ef ec t F la k e
1 1400 1280 91 1010 72 220 16 430 31 100 7 70 5
2 1970 1830 93 1470 75 310 16 700 36 110 6 90 5
3 2180 2030 93 1800 83 410 19 810 37 190 9 170 8
4 1220 1170 96 970 80 260 21 450 37 120 10 90 7
5 1820 1670 92 1400 77 350 19 600 33 140 8 100 5
6 1300 1180 91 1030 79 330 25 420 32 100 8 80 6
7 1270 1120 88 1000 79 180 14 500 39 100 8 120 9
8 1450 1350 93 1100 76 300 21 500 34 100 7 70 5
9 1330 1220 92 1050 79 220 17 500 38 120 9 50 4
10 3170 2920 92 2600 83 570 18 1370 43 280 9 120 4
Nilai rendemen pada tahap penyiangan berkisar antara 96%-88%. Nilai tersebut dipengaruhi oleh tingkat keahlian dan pengalaman karyawan sehingga mengakibatkan tingginya nilai rendemen pada tahap penyiangan. Sedangkan rendemen pada proses pemasakan berkisar antara 72%-83%, hal ini disebabkan pada suhu pemasakan sehingga berpengaruh terhadap penurunan rendemen. Semakin tinggi suhu menyebabkan kadar air bahan semakin menurun. Seiring berkurangnya kadar air maka rendemen yang dihasilkan juga semakin berkurang (Sipayung, 2014). Saat proses penyiangan terjadi pengurangan berat ikan karena isi perut ikan yang dikeluarkan, sedangkan pada proses pemasakan yang berkurang adalah kadar air pada tubuh ikan yang menguap saat dipanaskan. Keterampilan tenaga kerja dapat terwujud apabila telah mempunyai pengalaman yang cukup, ketekunan dan ketelitian kerja, dimana tenaga kerja yang ahli akan menghasilkan rendemen yang lebih besar.
Pada pengamatan rendemen dilakukan pada tahap pengulitan dengan cara menimbang ikan masak yang masih utuh, kemudian timbang ulang berat setelah proses cabut kepala dan ekor. Untuk rendemen pengulitan didapat dari berat ikan utuh tanpa kepala dan berat setelah ikan dikuliti. Untuk rendemen pembersihan didapat dari berat setelah ikan dikuliti dan timbang ulang setelah ikan selesai dibersihkan. Pengamatan rendemen ini untuk mengetahui berapa jumlah daging ikan yang bisa digunakan sebagai produk.
meat antara 6 – 10% sedangkan susut flake antara 4 – 9 %. Susut atau daging yang tidak digunakan dalam proses lanjutan dipengaruhi oleh keahlian karyawan serta tingkat pengalaman karyawan masih kurang. Perhitungan rendemen di PT Karya Mandiri Citramina selain untuk mengetahui berat bersih juga bertujuan untuk menentukan berapa banyak upah yang diterima oleh karyawan, dengan cara menghitung berapa banyak hasil yang dikerjakan. Menurut Ilyas (1993), keahlian dari pekerja juga mempengaruhi besar kecilnya persentase atau berat rendemen yang dihasilkan.
Berdasarkan hasil pengamatan rendemen yang dapat dilihat pada Lampiran 7, dari bahan baku beku yang sudah disiangi kemudian dimasak berat ikan berkurang dikarenakan dapat disimpulkan bahwa bagian daging ikan yang dapat dimanfaatkan menjadi produk adalah sebesar 36%. Nilai tersebut telah sesuai standar rendemen perusahaan yaitu 35%. Tingginya nilai rendemen di peroleh kemungkinan disebabkan karena pada saat penanganan dan pengolahan dilakukan dengan hati – hati dan cermat sehingga mengakibatkan tingginya nilai rendemen. Rendemen pada ikan dipengaruhi oleh ukuran dan berat ikan serta tingkat kesegaran (mutu) ikan, cara penanganan dan pengolahan ikan juga berpengaruh cukup besar.
Menurut Hadiwiyoto (1993), ikan yang mutunya bagus, maka tekstur dagingnya kenyal dan kompak sehingga mempermudah saat proses penanganan. Tetapi jika mutu bahan baku kurang bagus, maka tekstur daging ikan lembek dan sangat sulit dalam proses penanganan sehingga banyak daging yang terbuang dan hasil rendemen rendah.
5.5 Pengamatan Produktivitas Tenaga Kerja
Produktivitas dapat diartikan suatu perbandingan antara hasil keluaran (output) dan masukkan (input). Pengamatan produktivitas karyawan dilakukan pada tahap pembersihan dan proses butchering. Produktivitas tenaga kerja dapat dilihat pada Tabel 12 dan Tabel 13.
Tabel 12. Pengamatan Produktivitas Loining
Pengam
atan BahanBaku
yang di Proses
Waktu Proses (jam)
Jumla h karya
wan
Produktif tas (Kg/Jam/o
(Kg)
1 44,07 8 1 5,508
2 59,16 8 1 7,405
3 40,26 8 1 5,033
4 36,96 8 1 3,075
5 43,86 8 1 5,482
6 16,26 8 1 2,033
7 39,2 8 1 4,9
8 36,9 8 1 4,621
9 28,6 8 1 3,575
10 41,33 8 1 5,166
Rata-Rata 38,66 8 1 4,679
Hasil pengamatan produktivitas dalam tahap loining dalam waktu 8 jam, 3 orang tenaga kerja masing-masing karyawan dapat menghasilkan rata-rata 4,679 kg/jam. Rendahnya produktivitas pada tahap pembersihan dikarenakan karyawan yang masih baru serta kurangnya pengalaman sehingga mengakibatkan menurunnnya produktivitas. Selain itu perusahaan tidak mempunyai standar produktivitas dikarenakan perusahaan menggunakan hasil kerja karyawan dan bukan system borongan. Faktor utama produktifitas adalah keterampilan seseorang yang mengerjakan pekerjaan secara berulang – ulang, sehingga diperoleh penghematan waktu, yang biasanya hilang karena bergantianya pekerjaan dari mengerjakan sesuatu berpindah mengerjakan yang lain (Assauri, 2008). Perhitungan produktivitas dapat dilihat pada Lampiran 8.
Tabel 13. Pengamatan Produktivitas Butchering
Pengam atan Bahan Baku yang di Proses (Kg) Waktu Proses (jam) Jumla h karya wan Produktif tas (Kg/jam/o rang)
1 137,4 0,5 1 274,8
2 168,6 0,35 1 481,714
3 199,2 0,43 1 460,046
4 285 0,5 1 570
5 204,75 0,5 1 409,5
6 250,2 0,63 1 397,142
7 212,4 0,45 1 472
8 82,4 0,26 1 316,923
10 129,3 0,63 1 205,238
Rata-Rata 178,72 4,76 1 381,59
Pada tahap butchering dalam waktu 0,476 jam menit, 1 orang tenaga kerja menghasilkan rata – rata 381,59 kg/jam/orang dengan nilai produktivitas yang tinggi disebabkan oleh karyawan pada bagian buthering atau penyiangan sudah terlatih dan pengalaman.
Menurut Sinungan (2008) untuk meningkatkan produktivitas ada faktor-faktor yang mempengaruhi, yaitu manusia, modal, metode/proses, lingkungan organisasi, produksi, lingkungan negara, lingkungan internasional maupun regional. Dan umpan balik. Dalam hal ini faktor yang lebih dominan yang mempengaruhi produktivitas adalah karyawan.
Perbaikan produktivitas dipengaruhi oleh factor – factor tertentu, diantaranya adalah tindakan manajerial yang berpengalaman dan komitmen untuk jangka waktu yang lama. Dengan mengelola produktivitas, organisasi memperoleh kembali investasi dalam jumlah besar dan pengeluaran yang sudah ada. Ada tiga bagian strategi untuk mencapau produktivitas menurut Dale (1992) menciptakan budaya kinerja tinggi, menyiapkan pimpinan untuk peningkatan kinerja, dan memulai dengan peningkatan proyek – proyek jangka pendek.
5.6 Pengamatan dan Penilaian Penerapan Persyaratan Kelayakan Dasar 5.6.1 Persyaratan Fisik
Lokasi
berhubungan dengan pembuangan limbah industri. Sedangkan menurut Winarno (2011) dalam pemilihan lokasi suatu pabrik sebaiknya jauh dari kawasan yang berpolusi, rawan banjir, dan daerah yang banyak berkembangnya hama.
Bangunan 1) Lantai
Permukaan lantai halus, tanpa retak, mudah dibersihkan dan didesinfeksi. Terbuat dari bahan yang kedap air, tahan garam, asam, basa dan bahan kimia lainnya. Lantai tidak mudah pecah dan dikonstruksi untuk mencegah adanya genangan air yaitu lantai di desain miring di dekat saluran pembuangan air yang terdapat di bagian tepi sehingga air dari sisa pembersihan langsung mengalir ke saluran pembuangan air limbah. Pembersihan lantai dilakukan sebelum, saat, dan sesudah proses produksi.
Lantai disiram air kemudian air di tarik menggunakan karet hingga masuk ke saluran limbah cair. Setelah proses produksi selesai lantai disikat dengan sabun atau proklin untuk lantai yang menguning, lalu lantai disiram menggunakan air klorin 200 ppm untuk mencegah kontaminasi bakteri. Menurut Winarno (2011) lantai terbuat dari bahan yang kedap air, tahan lama dan mudah dibersihkan. Lantai berbentuk sudut di bagian tengah dan masing – masing ke bagian pinggir kiri dan kanan dengan kemiringan 5º terhadap horizontal. Pertemuan lantai dengan dinding harus melengkung dan kedap air, sehingga kotoran yang berbentuk padat mudah dibersihkan dan menghindari genangan air.
2) Dinding
dicuci, tahan terhadap bahan kimia, dan tidak ditempati barang yang dapat menggangu pada saat pembersihan.
3) Langit-langit
Langit-langit didesain untuk mencegah akumulasi kotoran, kondensasi pertumbuhan jamur, dan pengelupasan. Terbuat dari bahan yang bebas dari retak dan celah, permukaan halus, mudah dibersihkan dan diberi warna terang. Penerangan ruangan menggunakan lampu TL yang terpasang di langit-langit dan ditutup dengan akrelik yang mudah dilepas dan dipasang sehingga mudah untuk dibersihkan dan tidak menyebabkan kontaminasi silang pada produk. Tidak terdapat pipa-pipa pada langit-langit proses produksi. Menurut Purwaningsih (1995) langit – langit tidak boleh retak, bercelah, memiliki tonjolan, sambungan terbuka, dan memiliki pipa – pipa, kedap air dan berwana terang. Ketinggian maksimum langit – langit adalah 3 m. Menurut Winarno (2011) langit – langit harus dirancang untuk mencegah akumulasi kotoran dan meminimalkan kondensasi serta mudah dibersihkan.
4) Ventilasi
Pada PT KMC tidak terdapat ventilasi pada ruang produksi karena mencegah kontaminasi udara dari luar dan mencegah hewan masuk melalui ventilasi. Terdapat blower dan pendingin di setiap ruangan. Ventilasi hanya terdapat para ruangan selain ruang produksi, misalnya kantor dan lain-lain. Menurut Purwaningsih (1995) ruang kerja harus memiliki ventilasi yang cukup untuk menjamin sirkulasi udara, menghilangkan bau, dan mencegah pengembunan.
5) Penerangan
Penerangan ruangan memadai, menggunakan lampu TL yang terpasang di langit-langit dan ditutup dengan akrelik yang mudah dilepas dan dipasang sehingga mudah untuk dibersihkan dan tidak menyebabkan kontaminasi silang. Menurut Winarno dan Surono (2004) penerangan, baik yang berasal dari cahaya matahari maupun dari lampu harus cukup menerangi semua ruangan pabrik. Intensitas tidak kurang dari 540 luv (50 foot (15 m) candle), 220 luv (20 foot (6 m) candle), 110 luv (10 foot (3 m) candle). Sedangkan menurut Purwaningsih (1995) semua permukaan kerja harus mendapat penerangan yang cukup merata dengan intensitas cahaya 20 foot candle.
Pintu pada ruang produksi I dan II merupakan pintu yang dioperasikan dengan cara didorong dilengkapi dengan tirai plastik (curtain) untuk mencegah masuknya serangga ke dalam ruangan. Dibagian depan pintu terdapat footbath berisi air kaporit 200 ppm, 2 washtable yang dilengkapi dengan 12 kran air dan sabun cair pada masing - masing kran yang sesuai standar dan dua pengering tangan. Ruang Produksi PT KMC semua terdapat dibangunan bagian dalam sehingga tidak ada pintu yang langsung berhubungan dengan udara luar kecuali ruang penerimaan bahan baku. Tidak terdapat jendela di ruang produksi.
Jendela hanya terdapat pada ruangan di luar ruang produksi. Jendela didesain untuk mencegah akumulasi kotoran atau debu, dilengkapi dengan kasa pencegah masuknya serangga dan mudah dibersihkan. Menurut Purwaningsih (1995) permukaan pintu harus halus, tahan karat, tahan air, dan mudah dibersihkan serta dirancang yang bias menutup sendiri. Sedangkan menurut Winarno (2011) permukaan pintu harus tahan karat, halus dan rata serta tahan air dan mudah dibersihkan. Apabila dibuka harus dapat menahan debu, kotoran atau serangga, jendela harus sekecil mungkin dan tinggi dari lantai 1,5 m.
Fasilitas
1) Ruang Penerimaan Bahan Baku
Terdapat 3 pintu pada ruang penerimaan bahan baku PT KMC, semua pintu langsung menghubungkan dengan ruangan yang menuju cold storage sehingga pada saat penerimaan bahan baku ikan dapat segera dimasukkan ke dalam cold storage.
2) Ruang Produksi Ruang Produksi I
pemasakan. Di selatan ruang pemasakan langsung terhubung dengan ruang pendinginan (air spray) sehingga pada saat ikan telah dimasak troli dari cooker langsung dapat didorong menuju ruang pendinginan. Di sebelah timur ruang pendinginan terdapat lift yang menghubungkan menuju lantai 2 yaitu ruang produksi II. Di sebelah selatan ruang pendinginan terdapat tembok pembatas dan sebuah pintu khusus yang menghubungkan ke ruang pengepakan. Di dalam ruang pengepakan terdapat metal detector, mesin vacuum. Di sebelah barat ruang pengepakan terdapat ABF. Di sebelah timur ruang pengemasan terdapat pintu tarik yang dilengkapi dengan tirai untuk menuju ke cold storage produk. Di sebelah timur ruang penyiangan terdapat juga pintu tarik dilengkapi dengan tirai plastik yang menghubungkan dengan ruang cold storage bahan baku.
Ruang Produksi II
Terdapat dilantai 2. Ruang produksi II sebagai tempat pencabutan kepala, pengulitan, pembersihan, inspeksi loin, dan ruang penampungan flake dan shredded. Pintu masuk ruang produksi terletak di sebelah utara lift dari lantai 1 dan karyawan memasukinya dengan menaiki tangga yang terhubung langsung dengan ruang loker karyawan yang dilengkapi dengan tirai plastik, pencucian kaki dan kran pencuci tangan. Lift untuk menerima ikan yang sudah dimasak terdapat di tenggara ruangan. Meja untuk pengulitan dan pembersihan tersusun di tengah ruangan dan dimudahkan dengan adanya conveyor untuk membantu proses distribusi ikan, dan untuk proses inspeksi loin dilakukan dengan wadah yang diletakan diatas meja pembersihan, penimbangan dilakukan pada ujung meja pembersihan. Di sebelah selatan ruang produksi II terdapat ruang penampungan serta pembersihan daging flake dan shredded. Di sebelah timur ruang produksi II terdapat kantor produksi dan QC.
3) Laboraturium
form masing-masing. Semua peralatan diberikan penomoran dan Standar Operasi Peralatan (SOP) untuk memudahkan pengoprasian alat.
4) Gudang Bahan Kimia dan Gudang Kering
Gudang bahan kimia dan gudang kering terdapat dilantai 1. Gudang bahan kimia berisi kaporit, alhohol, pembersih peralatan, pembersih ruangan, dan lain-lain. Gudang kering digunakan untuk menyimpan kemasan, master carton, dan kelengkapan pakaian pekerja. Bahan-bahan tersebut ditata dengan rapi serta diberi keterangan dengan label. Pencatatan setiap barang yang masuk dan keluar dilakukan oleh QC.
5) Ruang Kantor
Ruang kantor merupakan ruang yang digunakan sebagai ruang kegiatan administrasi. Ruang kantor dilengkapi dengan toilet, dapur kecil, dan ruang rapat. Pada bagian pintu masuk kantor terdapat tempat absensi sehingga setiap karyawan dan staff yang baru datang dan pulang wajib mengisi absensi secara otomatis.
6) Ruang Ganti Pakaian
Ruang ganti pakaian terletak di dekat ruang istirahat karyawan. Terdapat 2 ruang ganti pakaian yaitu ruang ganti pakaian perempuan dan laki-laki. Terdapat bilik untuk mengganti pakaian karyawan dan loker untuk menyimpan barang karyawan agar barang karyawan tidak tertukar satu sama lain.
7) Ruang water treatment
Ruang water treatment terletak di lantai bawah sebelah timur ruang laboratorium. Ruangan ini digunakan untuk mengontrol air yang didapat dari bor bawah tanah yang kemudian diproses menjadi air yang bisa digunakan untuk proses produksi.
8) Ruang Boiler dan kantin
Ruang boiler terdapat dibagian depan perusahaan, dan di sebelah utaranya terdapat kantin untuk istirahat dan makan karyawan.ruang boiler digunakan untuk mengontrol dan menyediakan uap panas yang digunakan pada proses produksi.
9) Toilet
10) Pencuci tangan (Wash table)
Pencuci tangan yang terdapat di PT. Karya Mandiri Citramina sebanyak 22 unit, diantaranya 6 pada loker karyawan yang berdekatan dengan toilet, 5 pada pintu masuk sebelum ruang proses skinning dan cleaning, 3 di dalam ruang proses cleaning dan skinning, 1 di dalam ruang shredded, 2 di dalam ruang packing, 1 di dalam ruang spraying, dan 4 sebelum masuk ruang butchering.
11) Tempat Parkir
Tempat parkir terdapat dihalaman depan perusahaan dekat pos penjagaan. Kondisi tempat parkir bersih dan memadai serta aman dari tindakan kriminal.
12) Pos Penjagaan
Pos penjagaan terletak di sebelah kanan pintu masuk perusahaan. Pos penjagaan berfungsi untuk mengawasi keamanan perusahaan dimana pos penjagaan ini dijaga oleh satpam. Selain itu pos penjagaan berfungsi sebagai penghubung tamu yang memiliki kepentingan untuk bertemu staff atau karyawan sehingga pada pos penjagaan dilengkapi dengan pesawat telpon yang disambungkan ke kantor untuk mempermudah komunikasi apabila ada keperluan orang luar terhadap perusahaan. Setiap tamu dan orang yang tidak dikenal wajib melapor di pos penjagaan.
5.6.2 Persyaratan Operasional
5.6.2.1 Pengamatan Good Manufacturing Practices (GMP) 1) Seleksi Bahan Baku
Bahan baku yang digunakan dalam pembuatan tuna loin masak beku adalah ikan tuna yang diterima dari kapal-kapal yang dikelola oleh PT KMC yang beroperasi di Laut Timur Indonesia. Bahan baku yang diterima harus sesuai dengan standar yang telah ditentukan dari nilai organoleptik maupun nilai pengujian kimia. Jika tidak sesuai dengan ketentuan perusahaan bahan baku akan ditolak oleh perusahaan.
2) Penanganan dan Pengolahan
Penanganan dilakukan dengan hati-hati, cepat, dan bersih. Penanganan dan pengolahan yang dilakukan harus memerhatikan waktu dan kecepatan kerja, temperatur, teknologi dan sanitasi peralatan.
Pada unit pengolahan penanganan ikan sudah dilakukan dengan baik yaitu dengan penganan yang cepat dan hati-hati sehingga bahan baku tidak mengalami kemunduran mutu berlebih.
3) Bahan Pembantu
Bahan pembantu yang digunakan sebagai penunjang dari proses pengolahan tuna Loin Masak Beku adalah air. Air yang digunakan untuk proses produksi adalah air yang di ambil dari dalam tanah dan juga ada yang dibeli oleh PT KMC. Air lalu dialirkan ke setiap kran air yang ada. Air tersebut digunakan untuk pencairan ikan beku, pendinginan, mencuci peralatan, membersihkan ruang produksi, mencuci tangan, merendam kaki, dan keperluan toilet.
Setiap hari air dicek PH dan residu klorin oleh karyawan yang bertugas dan setiap 3 bulan sekali dilakukan pemeriksaan kualitas air di Laboraturium Pemerintah.
4) Bahan Kimia Klorin
Klorin merupakan salah satu bahan desinfektan yang digunakan untuk membunuh bakteri. PT KMC menggunakan kaporit untuk perendaman kaki 200 ppm, cuci peralatan 50 ppm, membersihkan lantai 100 ppm, dan tempat cuci produk jatuh 5 ppm.
Sabun cuci tangan
Sabun cuci tangan di pesan khusus sehingga memenuhi standar yaitu tidak berwarna dan tidak berbau. Sabun cuci tangan diletakkan di setiap toilet dan setiap kran yang ada.
Soda Api
Soda digunakan untuk membersihkan noda pada troli yang sulit dihilangkan. Penggunaan porstex dilakukan setiap hari dengan merendam troli selama ± 2 jam.
5) Pengemasan
transportasi, mempermudah distribusi dan memperindah penampilan produk serta persaingan produk pasar. Sedangkan menurut Winarno (2011) persyaratan kemasan harus melindungi dan mempertahankan mutu produk pangan olahan terhadap pengaruh dari luar, terbuat dari bahan yang tidak larut atau tidak melepaskan senyawa – senyawa tertentu yang dapat menggangu kesehatan. Tahan terhadap perlakuan selama pengolahan, pengangkutan dan peredaran (kemasan tidak mudah penyok, sobek atau pecah selama proses produksi dan terkena benturan selama pengangkutan). Terdapat dua jenis bahan pengemas diantaranya :
Kemasan primer
Bahan pengemas yang bersentuhan langsung dengan produk. Bahan pengemas tersebut merupakan plastik LLDPE dengan ukuran 50cm x 30cm yang diimport dari jepang atau cina. Menurut Purwaningsih (1995) kemasan primer berupa bahan plastik polietilen dengan ketebalan 0,03 mm.
Kemasan sekunder
Kemasan sekunder merupakan kemasan yang melindungi kemasan primer. Kemasan sekunder yang digunakan adalah poliback yang bagian dalamnya dilapisi lilin berukuran 40cm x 36cm x 20cm untuk produk loin, dan 38cm x 28cm x 25cm untuk produk shredded. Produk yang sudah di masukan ke dalam karton disegel dengan threading strap. Satu karton berisi 4 plastik LLDPE berisi loin. Menurut Purwaningsih (1995) kemasan harus berupa inner carton yang terbuat dari kertas duplex non coteid dengan lapisan lilin pada bagian dalam dengan ukuran 25cm x 20cm x 5cm dengan berat kira – kira 400 g yang berfungsi untuk melindungi produk dari kemasan primer.
6) Penyimpanan
Penyimpanan produk sebelum di ekspor disimpan di dalam cold storage dengan suhu rata-rata (-20)oC – (-25)oC untuk mempertahankan suhu ikan. Penyimpanan di dalam cold storage disusun dengan rapi dan sesuai kode yang terdapat dalam palet penyimpanan beku. Menurut Winarno (2011) penyimpanan bahan yang digunakan dalam proses produksi (bahan baku, bahan tambahan, bahan penolong, BTP) dan produk akhir dilakukan dengan baik sehingga tidak mengakibatkan penurunan mutu dan keamanan pangan olahan.
Pelaksanaan distribusi di PT KMC telah dilakukan dengan baik. Produk yang akan di ekspor dikeluarkan dari cold storage, pengambilan palet menggunakan forklift elektrik, lalu dibawa menuju refercontainer secara cepat dan hati-hati. Selama pemuatan hindari produk dari sinar matahari agar tidak terjadi dekomposisi dan peningkatan suhu. Suhu pusat produk selalu dijaga agar tetap -18oC selama perjalanan. Suhu refercontainer harus selalu diawasi agar tidak terjad penurunan suhu. Penyimpanan kemasan dalam refercontainer diatur sedemikian rupa agar sirkulasi udara dingin merata pada produk dan mencegah terjadinya dekomposisi.
5.6.2.2 Pengamatan Sanitation Standar Operating Procedures (SSOP) 1) Pasokan air dan es
Air yang digunakan untuk produksi pada PT. KMC memenuhi standar air minum yaitu tidak berbau, tidak berasa dan bening. Air dialirkan pada setiap kran dan di uji pH dan clorin aktif setiap harinya. Pasokan air didapat dari air tanah yang dipompa kedalam bak penampungan air untuk kemudian selanjutnya di saring dan dibersihkan, serta diberi tambahan bahan kimia berupa kaporit dan klorin agar didapat air yang sesuai dengan ketentuan perusahaan.
2) Peralatan dan pakaian kerja
Peralatan dan pakaian kerja yang akan digunakan disanitasikan dengan dibersihkan sebelum, selama dan sesudah proses. Cara membersihkan peralatan adalah dengan cara di cuci dan/atau disikat dengan sabun, bilas, dan rendam air hangat yang mengandung kaporit lalu dibilas air bersih kembali apabila akan digunakan kembali. Karyawan wajib memakai pakaian kerja yang bersih. Karyawan wajib menggunakan penutup kepala, topi, masker dan apron ketika akan memasuki ruang produksi. Boots yang digunakan karyawan harus dalam keadaan bersih. Pakaian kerja karyawan akan dipriksa kebersihan dan kelengkapannya oleh QC setiap harinya.
3) Pencegahan kontaminasi silang
process. Adanya pengaturan lay out produksi yang baik akan mencegah kontaminasi silang.
4) Toilet dan tempat cuci tangan
Toilet yang terdapat di PT. Karya Mandiri Citramina sebanyak 12 toilet diantaranya 8 toilet di dekat pos penjagaan, 2 toilet di dekat ruang meeting, 2 toilet di kantor. Dengan jumlah karyawan sebanyak ±300 orang jumlah toilet di PT.KMC masih memenuhi syarat. Fasilitas mencuci tangan sudah sesuai standar yaitu air tidak dinyalakan dengan tangan, sabun yang digunakan tidak berwarna dan tidak berbau, dan terdapat pengering tangan. Menurut Winarno dan Surono (2004) pabrik harus dilengkapi dengan toilet yang cukup. Jumlah toilet yang diharuskan adalah untuk 1 – 24 karyawan memiliki satu toilet dan satu wastafel, untuk 25 – 50 karyawan memiliki dua toilet dan dua wastafel, untuk 50 – 100 karyawan memiliki tiga toilet dan tiga wastafel
5) Bahan kimia, sanitizer, dan bahan pengemas
Bahan kimia yang digunakan oleh KMC adalah khlorin, visco, soda api. khlorin untuk air perendaman sepatu, dan mencuci peralatan diletakan secara terpisah di dalam gudang. Visco digunakan untuk membunuh bakteri yang dapat pada unit pengolahan limbah cair dan treatmen. Soda api digunakan untuk membersihkan peralatan yang sudah berkarat. Untuk bahan kimia, sanitizer disimpan di dalam gudang bahan kimia, sedangkan bahan pengemas disimpan dalam gudang peralatan bersama dengan peralatan lainnya. Kemasan yang digunakan untuk loin adalah plastik LLDPE yang diimpor dari Cina dan sebagai kemasan sekunder adalah karung. Bahan kimia, sanitizier, dan bahan pengemas disimpan terpisah dengan tempat produksi, disimpan ditempat yang aman dan kering. Terdapat catatan yang rinci terhadap setiap bahan kimia, sanitizier dan bahan pengemas yang keluar dan masuk.
6) Limbah
Limbah yang dihasilkan berupa limbah padat dan cair. Limbah padat berupa duri, kulit, kepala, ekor dan daging merah. Limbah padat diolah kembali untuk dijadikan fish meal.
Kesehatan karyawan di cek 1 tahun sekali. Apabila ada karyawan yang sakit tidak di izinkan untuk masuk kerja dan diizinkan untuk izin beristirahat di rumah. Menurut Winarno dan Surono (2004) setelah karyawan bekerja, minimum 12 bulan sekali dilakukan pemeriksaan kesehatan. Karyawan yang sedang menderita penyakit menular dan mempunyai luka terbuka yang dapat menulari produk, tidak diizinkan bekerja di ruang pengolahan. Demikian juga bagi pekerja yang sedang menderita diare.
8) Pengendalian pest
Perusahaan memasang insect killer pada setiap pintu masuk ruang proses dan lem serangga pada setiap ruang proses. Perusahaan juga rutin memasang perangkap tikus ditempat yang sekiranya akan dilewati tikus dan mengganti lem serangga. Prosedurnya pemasangan insert killer dengan memasang lem serangga pada lampu yang terdapat pada insert killer setelah selesai proses pemasangan kemudian dihidupkan dan biarkan hingga terdapat serangga yang terperangkap. Insert killer dilakukan pembersihan jika sudah terdapat 20 serangga yang terperangkap.
5.6.3 Penilaian Kelayakan Dasar
Unit Pengolahan Ikan (UPI) PT. KMC dalam proses penanganannya telah menerapkan kelayakan dasar baik persyaratan fisik maupun lokasi, bangunan, dan fasilitas dan persyaratan operasional yakni GMP dan SSOP secara baik dengan melakukan kuisioner supervisi sertifikat kelayakan pengolahan (lampiran.). Hasil yang diperoleh sesuai dengan yang sebenarnya dilapangan. Hasil kuisioner kelayakan dasar unit pengolahan dapat dilihat pada Lampiran 11. Berdasarkan 21 klausul yang terdapat dalam kuisioner kelayakan dasar telah memenuhi 21 klausul.
Kelayakan dasar unit pengolahan merupakan yang menekankan pada kondisi lingkungan dalam rangka mengefektifkan fungsi manajemen mutu terpadu (PMMT). Manajemen tersebut sangat penting dalam upaya menghasilkan produk pangan yang dapat memberikan jaminan keamanan kepada konsumen terhadap produk yang dikonsumsi.Kelayakan dasar yang dimaksud adalah pemenuhan persyaratan sanitasi dan cara berproduksi yang baik dan benar.
5.7.1 Limbah Padat
Penanganan limbah padat perusahaan PT.KMC dilakukan pengolahan menjadi fishmeal dan untuk limbah padat berupa plastic akan dikumpulkan oleh pihak perusahaan, dan akan langsung dijual ke perum untuk dilakukan proses.