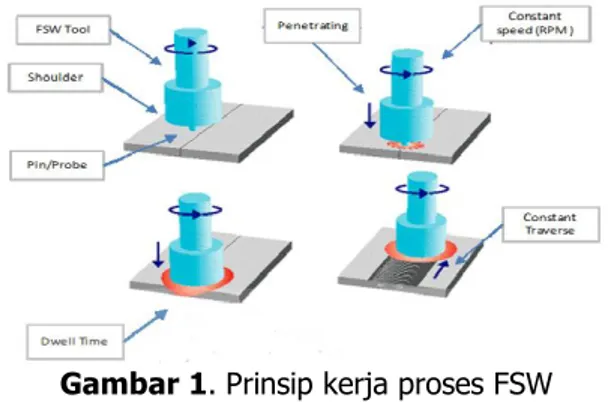
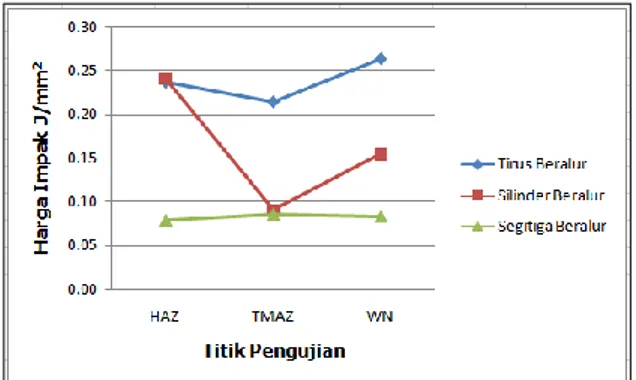
Pengaruh Bentuk Pin terhadap Sifat Mekanik Aluminium 5083 – H112 Hasil Proses Friction Stir Welding
Teks penuh
Gambar
Dokumen terkait
Dengan spirit untuk memanusiakan manusia diharapkan segala bentuk praktik pendidikan danpembelajaran yang berlangsung dalam sebuah lembaga pendidikan akan lebih
Perlu adanya pengawasan dari pemerintah atasannya dan masyarakat dalam mengoptimalkan pemanfaatan dana perimbangan sesuai dengan fungsinya sebagai stimulus bagi peningkatan
1) Kepala desa/Kelurahan melaporkan kejadian bencana banjir atas informasi dari masyarakat kepada Camat setempat. Laporan tersebut selambat-lambatnya 1 jam setelah
Seleksi dapat dilakukan pada karakter jumlah buah bagus, bobot buah bagus, jumlah buah total dan bobot buah total karena memiliki nilai koefisien keragaman
(3) Keberatan harus diajukan dalam jangka waktu paling lama 3 (tiga) bulan sejak tanggal surat, tanggal pemotongan atau pemungutan sebagaimana dimaksud pada ayat
Sementara itu pandangan ilmuan argumen rancangan versi tertua (Al-Kindi, Al-Baqillani, Al-Ghazali, Ibn Rusyd) hingga para pemikir muslim modern (kaum cendikiawan
(Borang penilaian juruandam boleh didapati dalam Buku Gerak Kerja). Sewaktu memilih juruandam, ikutilah panduan yang kami sediakan di bawah. Panduan Memilih Jurusolek atau
Secara fisiografis daerah Lampung Barat dibedakan atas 3 (tiga) bagian yakni daerah pesisir di Bagian Barat dengan kemiringan 0 sampai dengan 15 persen, daerah
