PENGENDALIAN KUALITAS PADA PROSES PRODUKSI CRUMB RUBBER DI PT. BRIDGESTONE SUMATRA RUBBER ESTATE
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh FRISKYLIANDA
070423001
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2012
KATA PENGANTAR
Dalam penulisan Tugas Akhir ini banyak pihak yang telah membantu penulis baik dari segi bimbingan, saran dan bantuan yang telah diberikan kepada penulis. Oleh karena itu, penulis mengucapkan terima kasih kepada :
1. Allah SWT dan Kedua orang tua, H. Fazillah Dahlan, Hj. Fatmawati Fazillah, Bang Febriza Fadlan, Bang Frilzimaturrendi serta keluarga yang selalu memberikan dukungan yang luar biasa besar dalam hal motivasi, do’a, dan materi selama penulisan Tugas Akhir ini.
2. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Bapak Ir. Mangara M. Tambunan, M.Sc selaku Koordinator Tugas Akhir Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
4. Bapak Ir. A. Jabbar M. Rambe, M.Eng. selaku Dosen Pembimbing I dan Bapak Ikhsan Siregar, ST., M.Eng. selaku Dosen Pembimbing II yang telah banyak memberikan motivasi, bimbingan dan pengarahan dalam pengerjaan laporan ini. 5. Bang Tumijo dan Seluruh pegawai di Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
6. Seluruh staf dan karyawan PT. Bridgestone Sumatra Rubber Estate yang telah memberikan bantuan baik berupa informasi dan dukungan moril.
8. Rekan-rekan mahasiswa/i yang telah memberikan dukungan dan masukan-masukan yang berharga kepada penulis.
Akhir kata penulis mengucapkan banyak terima kasih, semoga Laporan Tugas Akhir ini bermanfaat bagi pembaca.
Medan, Desember 2011 Penulis,
ABSTRAK
PT. Bridgestone Sumatra Rubber Estate sebagai perusahaan yang bergerak dalam industri pengolahan Crumb Rubber yang pada dasarnya menggunakan bahan baku berupa latex ataupun cuplumps dapat menghasilkan bahan setengah jadi yaitu berupa karet remah dengan mutu yang bervariasi, sesuai dengan apa yang diinginkan dari perusahaan yang mengolah karet tersebut. Salah satu faktor-faktor yang menentukan mutu crumb rubber yaitu kadar kotoran, kadar abu, kadar zat menguap dan kadar PRI. Berbagai program pengendalian kualitas dilakukan oleh perusahaan sehingga dapat menghasilkan produk yang baik dan sesuai dengan standard kualitas yang ditetapkan. Pengendalian kualitas dilakukan pada saat penerimaan bahan baku, proses maturasi, proses pembentukan crumb, standar produk, pendeteksian metal sampai dengan finishing product. Akan tetapi, kenyataan di lapangan menunjukkan bahwa masih terdapat produk yang melebihi standard toleransi yang ditetapkan. Dari hasil perhitungan didapat bahwa rata-rata Cp dan Cpk bernilai < 1 dan = 1. Sesuai dengan syarat Cp dan Cpk yang menyatakan jika Cp < 1,00 maka kapabilitas proses rendah, sehingga perlu diperhatikan tingkat kinerjanya melalui peningkatan proses dan jika Cp, Cpk = 1 maka kapabilitas baik, namun perlu pengendalian ketat apabila Cp mendekati 1,00. Dapat dilihat nilai Cp dan Cpk berfluktuasi selama seminggu. Hal ini menunjukkan kemampuan proses setiap hari berubah-ubah, dengan banyak faktor penyebab. Tetapi Cp dan Cpk rata-rata menunjukkan bahwa kemampuan proses baik namun tetap perlu pengendalian. Dalam hal ini, bahwa item yang diproduksi dengan cara yang persis sama masih bisa mengeluarkan hasil yang berbeda-beda. Komposisi bahan baku yang berbeda sesuai dengan sumber pasokan bisa menjadi penyebab. Bila terdapat sedikit perbedaan dalam bahan baku, peralatan dan metoda kerja dispersi produk dalam histogram akan bertambah besar dan selanjutnya menghasilkan dispersi mutu produk.
Keyword : Pengendalian kualitas, diagram kontrol X dan diagram kontrol R,
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
ABSTRAK ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xii BAB I. PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan dan Manfaat ... I-3 1.4. Batasan Masalah dan Asumsi ... I-4 1.5. Sistematika Penulisan Laporan ... I-5 BAB II. GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 2.5.2. Bahan Yang Digunakan ... II-17 2.5.2.1. Bahan Baku ... II-18 2.5.2.2. Bahan Tambahan ... II-19 2.5.2.3. Bahan Penolong ... II-20 2.5.3. Uraian Proses ... II-21 2.5.3.1. Penerimaan Bahan Baku ... II-21 2.5.3.2. Proses Pencucian, Pemotongan dan Ekstruksi .. II-23 2.5.3.3. Finishing Product ... II-26 2.6. Mesin dan Peralatan... II-28 2.6.1. Mesin Produksi ... II-28 2.6.2. Peralatan Produksi ... II-32 2.7. Dampak Sosial Ekonomi Terhadap Lingkungan ... II-34 2.8. Struktur Organisasi PT. Bridgestone
Sumatra Rubber Estate ... II-36 BAB III. LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.2.4. Tahapan Pengendalian Kualitas ... III-5 3.2.5. Pengendalian Kualitas Statistik ... III-7 3.2.6. Pengertian Pengendalian Kualitas Statistik ... III-8 3.2.7. Manfaat Pengendalian Kualitas Statistik ... III-9 3.2.8. Pembagian Pengendalian Kualitas Statistik ... III-10 3.2.9. Alat Bantu dalam Pengendalian Kualitas ... III-11 3.2.9.1. Lembar Pemeriksaan
(Check Sheet) ... III-12 3.2.9.2. Diagram Sebar (Scatter Diagram) ... III-13
3.2.9.3. Diagram Sebab-akibat
(Cause and Effect Diagram) ... III-13
3.2.9.4. Diagram Pareto (Pareto Analysis) ... III-15
3.2.9.5. Diagram Alir/ Diagram Proses
(Process Flow Chart ) ... III-16 3.2.9.6. Histogram ... III-17 3.2.9.7. Peta Kendali (Control Chart ) ... III-18 3.2.9.7.1. Revisi Peta Kontrol ... III-27 3.2.9.7.2. Definisi Capability Process ... III-29 BAB IV. METODOLOGI PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 4.2. Rancangan Penelitian ... IV-1 4.3. Objek Penelitian ... IV-2 4.4. Variabel Penelitian ... IV-2 4.5. Metode Pengumpulan Data ... IV-3 4.6. Pengolahan Data ... IV-3 4.7. Analisis Data dan Pemecahan Masalah ... IV-5 4.8. Kesimpulan dan Saran ... IV-5 4.9. Kerangka Konseptual ... IV-6 BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V- 1 5.1.1. Metode Pengumpulan Data ... V-1 5.1.2. Data Hasil Pengujian ... V-2 5.2. Uji Kecukupan Data ... V-3 5.3. Pengolahan Data ... V-6 5.3.1. Histogram Data ... V-6 5.3.2. Pembuatan Peta Kontrol ... V-10 BAB VI. ANALISIS PEMECAHAN MASALAH
6.1. Analisis Kemampuan Proses ... VI-1 6.2. Analisa Kondisi Data di Luar Batas
DAFTAR ISI (LANJUTAN)
BAB HALAMAN BAB VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
DAFTAR TABEL
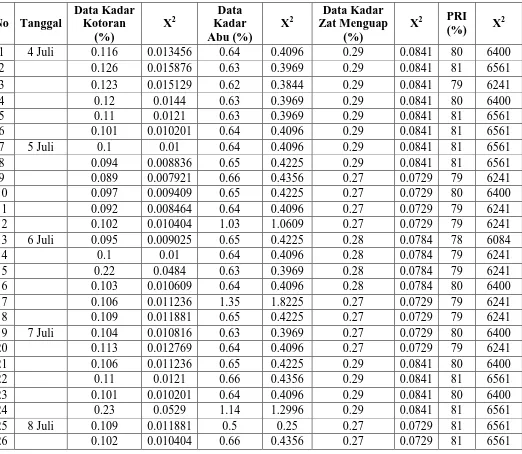
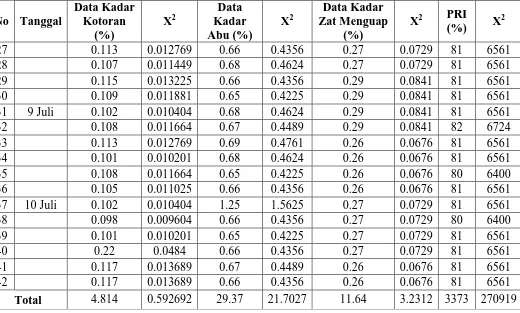
TABEL HALAMAN 2.1. Skema Persyaratan Mutu ... II-14 5.1. Data Hasil Pengujian kadar kotoran, kadar abu,
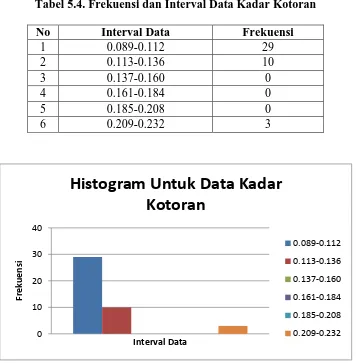
kadar zat menguap dan PRI ... V-2 5.2. Perhitungan Uji Kecukupan Data ... V-5 5.3. Hasil Uji Kecukupan Data ... V-6 5.4. Frekuensi dan Interval Data Kadar Kotoran ... V-7 5.5. Frekuensi dan Interval Data Kadar Abu ... V-8 5.6. Frekuensi dan Interval Data Kadar Zat Menguap ... V-8 5.7. Frekuensi dan Interval Data PRI ... V-9 5.8. Batas-Batas Spesifikasi Peta Kontrol X
Kadar Kotoran Tanggal 4 Juli 2011 ... V-10 5.9. Batas-Batas Spesifikasi Peta Kontrol X Revisi I Kadar Kotoran
Tanggal 4 Juli 2011 ... V-11 5.10. Batas-Batas Spesifikasi Peta Kontrol R Kadar Kotoran
Tanggal 4 Juli 2011 ... V-12 5.11. Batas-Batas Spesifikasi Peta Kontrol X Kadar Abu
Tanggal 4 Juli 2011 ... V-12 5.12. Batas-Batas Spesifikasi Peta Kontrol X Revisi I Kadar Abu
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN 5.13. Batas-Batas Spesifikasi Peta Kontrol R Kadar Abu
Tanggal 4 Juli 2011 ... V-14 5.14. Batas-Batas Spesifikasi Peta Kontrol X Kadar Zat Menguap
Tanggal 4 Juli 2011 ... V-14 5.15. Batas-Batas Spesifikasi Peta Kontrol R Kadar Zat Menguap
Tanggal 4 Juli 2011 ... V-15 5.16. Batas-Batas Spesifikasi Peta Kontrol X Kadar PRI
Tanggal 4 Juli 2011 ... V-16 5.17. Batas-Batas Spesifikasi Peta Kontrol R Kadar PRI
DAFTAR GAMBAR
DAFTAR GAMBAR (LANJUTAN)
ABSTRAK
PT. Bridgestone Sumatra Rubber Estate sebagai perusahaan yang bergerak dalam industri pengolahan Crumb Rubber yang pada dasarnya menggunakan bahan baku berupa latex ataupun cuplumps dapat menghasilkan bahan setengah jadi yaitu berupa karet remah dengan mutu yang bervariasi, sesuai dengan apa yang diinginkan dari perusahaan yang mengolah karet tersebut. Salah satu faktor-faktor yang menentukan mutu crumb rubber yaitu kadar kotoran, kadar abu, kadar zat menguap dan kadar PRI. Berbagai program pengendalian kualitas dilakukan oleh perusahaan sehingga dapat menghasilkan produk yang baik dan sesuai dengan standard kualitas yang ditetapkan. Pengendalian kualitas dilakukan pada saat penerimaan bahan baku, proses maturasi, proses pembentukan crumb, standar produk, pendeteksian metal sampai dengan finishing product. Akan tetapi, kenyataan di lapangan menunjukkan bahwa masih terdapat produk yang melebihi standard toleransi yang ditetapkan. Dari hasil perhitungan didapat bahwa rata-rata Cp dan Cpk bernilai < 1 dan = 1. Sesuai dengan syarat Cp dan Cpk yang menyatakan jika Cp < 1,00 maka kapabilitas proses rendah, sehingga perlu diperhatikan tingkat kinerjanya melalui peningkatan proses dan jika Cp, Cpk = 1 maka kapabilitas baik, namun perlu pengendalian ketat apabila Cp mendekati 1,00. Dapat dilihat nilai Cp dan Cpk berfluktuasi selama seminggu. Hal ini menunjukkan kemampuan proses setiap hari berubah-ubah, dengan banyak faktor penyebab. Tetapi Cp dan Cpk rata-rata menunjukkan bahwa kemampuan proses baik namun tetap perlu pengendalian. Dalam hal ini, bahwa item yang diproduksi dengan cara yang persis sama masih bisa mengeluarkan hasil yang berbeda-beda. Komposisi bahan baku yang berbeda sesuai dengan sumber pasokan bisa menjadi penyebab. Bila terdapat sedikit perbedaan dalam bahan baku, peralatan dan metoda kerja dispersi produk dalam histogram akan bertambah besar dan selanjutnya menghasilkan dispersi mutu produk.
Keyword : Pengendalian kualitas, diagram kontrol X dan diagram kontrol R,
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kualitas dari produk yang dihasilkan oleh suatu perusahaan ditentukan berdasarkan ukuran-ukuran dan karakteristik tertentu. Suatu produk dikatakan berkualitas baik apabila dapat memenuhi kebutuhan dan keinginan pelanggan atau dapat diterima oleh pelanggan sebagai batas spesifikasi, dan proses yang baik yang diberikan oleh produsen sebagai batas kontrol. Barang yang kualitas atau prosesnya jelek menurut produsen belum tentu ditolak oleh pelanggan, dan sebaliknya barang diluar batas kontrol produsen, karena merupakan barang yang rusak atau cacat tetapi oleh konsumen masih diterima. Sedangkan barang yang dikatakan baik oleh produsen tetapi sudah ditolak oleh konsumen karena di luar batas spesifikasi. Dengan memperhatikan aspek kualitas produk, maka tujuan perusahaan untuk memperoleh laba yang optimal dapat terpenuhi sekaligus dapat memenuhi tuntutan konsumen akan produk yang berkualitas dan harga yang kompetitif.
Salah satu aktifitas dalam menciptakan kualitas agar sesuai standard adalah dengan menerapkan sistem pengendalian kualitas yang tepat, mempunyai tujuan dan tahapan yang jelas, serta memberikan inovasi dalam melakukan pencegahan dan penyelesaian masalah-masalah yang dihadapi perusahaan. Kegiatan pengendalian kualitas dapat membantu perusahaan mempertahankan dan meningkatkan kualitas produknya dengan melakukan pengendalian terhadap tingkat kerusakan produk (product
pengendalian kualitas tersebut dapat dilakukan mulai dari bahan baku, selama proses produksi berlangsung sampai pada produk akhir dan disesuaikan dengan standard yang ditetapkan.
PT. Bridgestone Sumatra Rubber Estate sebagai perusahaan yang bergerak dalam industri pengolahan Crumb Rubber yang pada dasarnya menggunakan bahan baku berupa latex ataupun cuplumps dapat menghasilkan bahan setengah jadi yaitu berupa karet remah dengan mutu yang bervariasi, sesuai dengan apa yang diinginkan dari perusahaan yang mengolah karet tersebut. Salah satu faktor-faktor yang menentukan mutu crumb rubber yaitu kadar kotoran, kadar abu, kadar zat menguap dan kadar PRI. Berbagai program pengendalian kualitas dilakukan oleh perusahaan sehingga dapat menghasilkan produk yang baik dan sesuai dengan standard kualitas yang ditetapkan. Pengendalian kualitas dilakukan pada saat penerimaan bahan baku, proses maturasi, proses pembentukan crumb, standar produk, pendeteksian metal sampai dengan finishing product.
1.2. Perumusan Masalah
PT. Bridgestone Sumatra Rubber Estate sebagai perusahaan yang bergerak dalam industri pengolahan Crumb Rubber dalam setiap aktivitas produksinya selalu berusaha untuk menghasilkan produk yang berkualitas baik dengan menerapkan standard kualitas produksi dan menetapkan standard kerusakan produk. Namun di dalam proses produksi masih terjadi produk yang cacat. Oleh karena itu perusahaan memerlukan pengendalian kualitas yang berguna untuk mengurangi atau menekan terjadinya produk cacat sehingga mencapai standard kualitas sesuai dengan yang diharapkan. Spesifikasi syarat mutu crumb rubber dalam penelitian ini yaitu kadar kotoran, kadar abu, kadar zat menguap dan kadar PRI yang terdapat pada crumb rubber.
1.3. Tujuan dan Manfaat
Tujuan umum penelitian ini adalah untuk menghasilkan produk yang sesuai dengan standard mutu atau spesifikasi yang diinginkan konsumen dan untuk meningkatkan mutu crumb rubber yang diproduksi.
Tujuan khusus penelitian ini adalah:
a. Menentukan nilai kapabilitas proses (Cp) untuk pengolahan crumb rubber. b. Mengidentifikasi penyebab penyimpangan kualitas dengan diagram sebab akibat.
Adapun manfaat penelitian ini adalah:
b. Memberikan manfaat bagi pihak manajemen PT. Bridgestone Sumatra Rubber Estate sebagai bahan masukan yang berguna terutama dalam menentukan strategi pengendalian kualitas yang dilakukan oleh perusahaan di masa yang akan datang sebagai upaya peningkatan kualitas produksi.
c. Memberikan arahan dan tambahan referensi bagi kalangan akademisi untuk keperluan studi dan penelitian selanjutnya mengenai topik permasalahan yang sama.
1.4. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam melakukan penelitian ini, yaitu:
a. Sampel yang diamati berupa kadar abu, kadar kotoran, kadar zat menguap dan kadar PRI.
b. Produk yang diambil dan yang diamati sebagai sampel hanya satu jenis produk saja yaitu SIR 20.
c. Penelitian ini tidak membahas masalah biaya produksi.
Adapun asumsi-asumsi yang digunakan dalam melakukan penelitian ini adalah: a. Data yang diambil dan yang digunakan dianggap benar.
b. Cara pengambilan sampel yang dilakukan perusahaan dianggap normal dan berlangsung secara normal.
c. Tidak ada penambahan mesin dan fasilitas kerja selama pelaksanaan penelitian. d. Tidak terjadinya perubahan metode kerja.
1.5. Sistematika Penulisan Laporan
Sistematika penulisan laporan tugas akhir adalah sebagai berikut : BAB I : PENDAHULUAN
Meliputi pembahasan mengenai latar belakang permasalahan, perumusan permasalahan, tujuan dan manfaat penelitian, batasan dan asumsi penelitian serta sistematika penulisan laporan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab ini menjelaskan secara ringkas mengenai perusahaan yang menjadi objek studi, sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan, daerah pemasaran, dampak sosial ekonomi terhadap lingkungan, struktur organisasi PT. Bridgestone Sumatra Rubber Estate, proses produksi, bahan baku dan bahan penolong, kriteria SIR (Standard
Indonesian Rubber), defenisi dari masing-masing variabel (kadar kotoran,
kadar abu, kadar zat menguap dan kadar PRI). BAB III : LANDASAN TEORI
Bab ini berisikan teori mengenai kualitas, langkah-langkah pengendalian kualitas, pembagian pengendalian kualitas secara statistik, alat bantu dalam pengendalian kualitas, defenisi Capabilitas Process (Cp).
BAB IV : METODOLOGI PENELITIAN
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Berisikan tentang pengumpulan data berupa kadar kotoran, kadar abu, kadar zat menguap dan kadar PRI, uji kecukupan data, histogram data, frekuensi dan interval data, dan pembuatan peta kontrol.
BAB VI : ANALISA PEMECAHAN MASALAH
Bab ini berisikan tentang analisa kemampuan proses Cp dan Cpk, analisa kondisi data di luar batas kendali dengan diagram sebab akibat.
BAB VII: KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bridgestone Sumatera Rubber Estate berada di Kebun Dolok Merangir, Serbalawan, Kecamatan Dolok Batu Nanggar, Sumatera Utara yang bergerak dalam bidang perkebunan dan pengolahan getah berupa barang setengah jadi yang disebut
Crumb Rubber atau SIR (Standard Indonesian Rubber).
Pada awalnya PT. Bridgestone Sumatera Rubber Estate ini bernama Goodyear Tire and Rubber, Co. yang diambil dari penemu proses vulkanisasi belerang yaitu Charles Goodyear. PT. Bridgestone Sumatera Rubber Estate merupakan anak perusahaan dari Bridgestone Tire and Rubber Company yang berpusat di Akron, Ohio, Amerika Serikat.
Tahun 1916, Perusahaan perkebunan dan pengolahan karet di Dolok Merangir dibeli oleh perusahaan Goodyear dari Vrenide Indice Coltounderneering (VICO), yaitu salah satu perusahaan Belanda yang dipimpin oleh J.J. Blandeing.
Pada Tahun 1917 dilakukan usaha penanaman pohon karet pertama sekali di perkebunan Dolok Merangir. Beberapa pabrik didirikan dengan nama DM, DX dan FM. Tahun 1927, Planning Research Departement (PRD) dan Chemical Research
Departement (CRD) didirikan, sekarang PRD diganti menjadi Field Service
Departement (FSD) dan CRD diganti menjadi Quality Control Departement (QCD).
Dolok Merangir. Namun, karena rakyat Indonesia mengadakan perlawanan terhadap bangsa Jepang maka Jepang pun mengalami kekalahan dan kemudian angkat kaki dari Indonesia. Setelah bangsa Jepang tidak lagi berada di Indonesia, sekitar tahun 1946-1949 perkebunan karet di Dolok Merangir diorganisir dan dibawahi oleh pemerintah militer Belanda, tetapi perkebunan ini tidak menghasilkan keuntungan.
Tahun 1965, Pemerintah Indonesia menasionalisasi perusahaan ini melalui Badan Nasionalisasi Perusahaan Belanda yang diberi nama Perusahaan Perkebunan Negara (PPN). Sekitar tahun 1965-1967 Goodyear diambil alih oleh pemerintah Indonesia berdasarkan Pempres No. 6/1964 sebagai akibat dari politik Dwikora yaitu penggayangan terhadap Malaysia. Penguasaan manajemen diambil alih dan namanya diganti dengan PP Ampera I yang kemudian dilebur menjadi PPN Karet XVIII.
Tahun 1967 oleh Pemerintah Orde Baru, manajemen perusahaan ini diserahkan kepada pemiliknya dan sebagaimana di dalam perjanjian antara Pemerintah RI dengan pihak Goodyear tertanggal 10 Oktober 1967. Kebun Aek Nabara diserahkan kepada negara dan sebagai gantinya kebun Dolok Ulu dan Naga Raja yang sebelumnya milik negara diserahkan kepada Goodyear. Ketiga perkebunan tersebut adalah berlokasi di Dolok Merangir, Dolok Ulu, dan Naga Raja. Ketiganya dijadikan satu unit dan dibagi atas 4 divisi yang luasnya masing-masing sama. Pada tahun itu juga, kebun Naga Raja dan Dolok Ulu beralih dari PPN menjadi milik perusahaan Goodyear.
Pada tahun 1977, Goodyear mendirikan pabrik juga di Aek Tarum. Perkebunan PT. Haboko Tea Coy Aek Tarum diurus oleh Goodyear dari PT. Lonsum pada tanggal 1 Oktober 1982. Pada tahun 1988, Goodyear berganti nama dari Goodyear Sumatra Plantations Company Ltd., menjadi PT. Goodyear Sumatra Plantations (GSP). Pada tahun 1996, PT. Goodyear Sumatra Plantations menjual 5% sahamnya untuk berdikari dalam persiapan mendapatkan hak paten baru, dan di tahun 1997 permintaan untuk perpanjangan 30 tahun hak eksploitasi telah diterima.
Kepemilikan saham perusahaan PT. Goodyear Sumatra Plantations sebanyak 1.900.000 saham telah beralih kepada Bridgestone Coorporation (Jepang) dengan nama perusahaan PT. Bridgestone Sumatera Rubber Estate yang merupakan badan hukum Indonesia dan berkedudukan di Indonesia sejak tanggal 9 Agustus 2005. Peralihan kepemilikan dan perubahan nama perusahaan tersebut tercantum dalam Keputusan Sirkuler pada Akte Notaris No. 80 Persetujuan Menteri Hukum dan Hak Asasi Manusia R.I. No. C-02583 HT. 01. 04. TH, tanggal 2 Pebruari 2005 dan Persetujuan Badan Koordinasi Penanaman Modal R.I. No. 236/B.2/A6/2005 tanggal 4 Oktober 2005. Dan pada akhirnya, bulan Agustus 2005 PT. Goodyear Sumatra Plantations (GSP) menjual sahamnya ke Bridgestone Group dan berganti nama manjadi PT. Bridgestone Sumatra Rubber Estate (PT. BSRE). Peralihan kepemilikan dan perubahan nama perusahaan telah diumumkan melalui Harian Media Indonesia dan Suara Pembaharuan pada tanggal 1 September 2005.
Saat ini PT. Bridgestone Sumatera Rubber Estate memiliki 5 divisi yaitu : 1. Divisi I Naga Raja
3. Divisi III Dolok Tua Ulu 4. Divisi IV Dolok Ulu 5. Divisi V Aek Tarum
Divisi I-IV terletak di Kabupaten Simalungun dan Divisi V terletak di Kabupaten Asahan. Tiap divisi dikepalai oleh seorang manajer. PT. Bridgestone Sumatera Rubber Estate berada di divisi II Dolok Merangir yang mempunyai 3 (tiga) pabrik pengolahan, yakni :
1. DX Factory 2. DM Factory 3. FM Factory
Namun sekarang ini, pabrik pengolahan tersebut tidak hanya tiga saja, tapi sudah bertambah menjadi lima pabrik pengolahan. Pabrik pengolahan tersebut adalah :
1. NB 1 Factory 2. NB 2 Factory
Operasi daripada kelima pabrik pengolahan tersebut dalam pengolahan crumb
rubber tersebut pada dasarnya sama, hanya saja perbedaannya terletak pada spesifikasi
mutu teknis bahan pembuatan crumb rubbernya.
Kebun Dolok Merangir dan Dolok Ulu diusahai berdasarkan SK Menteri Dalam Negeri Nomor: 3/HGU/DA/80 dan telah memperoleh perpanjangan selama 25 tahun sesuai SK Menteri Negara Agraria/Kepala Badan Pertanahan Nasional Nomor : 117/HGU/BPN/1997 tanggal 16 September 1997 seluas 11.226,38 Ha.
Kebun Aek Tarum diusahai berdasarkan Hak Guna Usaha No. 1/Perk. A. Tarum Haboko dan telah memperoleh perpanjangan selama 25 tahun sesuai SK Menteri Negara Agraria/Kepala Badan Pertanahan Nasional Nomor: 149/HGU/BPN/1997 tanggal 9 Desember 1997 seluas 4.238,88 Ha.
2.2. Ruang Lingkup Bidang Usaha
PT. Bridgestone Sumatera Rubber Estate merupakan perusahaan yang bergerak dalam bidang perkebunan dan pengolahan karet. Perkebunan karet merupakan sumber bahan baku utama pabrik di samping perkebunan-perkebunan karet rakyat yang menjualnya ke perusahaan ini. Kegiatan penanaman karet memakai jenis Havea
Brasilliensis dan mengolahnya menjadi Crumb Rubber.
PT. Bridgestone Sumatra Rubber Estate memiliki misi dan spirit/ semangat perusahaan, yaitu: Spirit (semangat) perusahaan adalah “Kepercayaan dan kebanggaan”. PT. Bridgestone Sumatra Rubber Estate menopang kehidupan yang menyenangkan melalui keamanan serta kenyamanan semua orang dan memberikan kegembiraan serta inspirasi.
perusahaan. Dasar dari kesemuanya adalah manusianya. PT. Bridgestone Sumatera Rubber Estate akan memanfaatkan skill atau kemampuan masing-masing individu dengan semaksimal mungkin. Sebagai perusahaan global yang mempunyai rasa tanggung jawab, sambil memakai hasil musyawarah dan keinginan bersama dengan masyarakat sebagai pedoman dari semua kegiatan, PT. Bridgestone Sumatera Rubber Estate akan memberikan kontribusi terhadap perkembangan masyarakat luas serta memberikan kontribusi terhadap pelestarian lingkungan alam. Prinsip Dasar perusahaan adalah : Siejitsu-Kyocho (Integritas dan Kerjasama), Shinshu-Dokuso (Pelopor Kreatifitas), Genbutsu-Genba (Peninjauan Lapangan), Jukuryo-Danko (Kematangan Tindakan).
2.3. Lokasi Perusahaan
Lokasi perkebunan dan juga pabrik PT. Bridgestone Sumatera Rubber Estate terletak di Kebun Dolok Merangir, Serbalawan, Kecamatan Dolok Batu Nanggar, Sumatera Utara, Indonesia.yang memiliki 108 km dari Medan (ibu kota Propinsi Sumatera Utara) dan juga berjarak 20 km dari kota Pematang Siantar. Perkebunan dan pabrik ini terletak pada ketinggian ± 42 m dari permukaan laut, dengan topografi yang sebagian besar berbukit-bukit.
Areal perkebunan di PT. Bridgestone Sumatera Rubber Estate Dolok Merangir ini mempunyai batas-batas geografis yaitu :
1. Sebelah Timur berbatasan dengan Kecamatan Serbalawan
4. Sebelah Selatan berbatasan dengan perumahan karyawan dan Desa Kampung Umbong.
Pendirian perusahaan tersebut memiliki letak yang sangat strategis. Hal tersebut disebabkan karena :
1. Sumber bahan getah karet tidak jauh dari lokasi pabrik karena perkebunan karet tersebut merupakan milik PT. Bridgestone Sumatera Rubber Estate sendiri.
2. Didukung oleh sarana transportasi dan komunikasi yang menunjang serta prasarana jalan yang baik. Sehingga hal ini akan memudahkan pengiriman bahan baku, barang setengah jadi dan juga untuk pemasarannya.
3. Disekitar lokasi pabrik tersedia tenaga kerja yang cukup dan memiliki ketrampilan sebagai tenaga kerja, sebagian karyawan yang dipekerjakan merupakan penduduk setempat.
HGU tersebut berlaku selama 25 tahun sejak diperpanjangan pada tanggal 1 Januari 1998.
2.4. Daerah Pemasaran
PT. Bridgestone Sumatera Rubber Estate merupakan pabrik yang mengolah getah karet menjadi produk Crumb Rubber atau SIR yang sudah melalui tahapan pengontrolan kualitas pada bagian Quality Control Department. Oleh karena itu, banyak negara-negara yang membeli produk Crumb Rubber atau SIR yang dihasilkan oleh PT. Bridgestone Sumatera Rubber Estate.
Daerah-daerah pemasaran produk Crumb Rubber atau SIR yang dihasilkan oleh PT. Bridgestone Sumatra Rubber Estate diekspor ke negara Jepang tepatnya ke kota Yokohama, Tokyo, Hakata, Moji dan Yokkaichi. Selain negara Jepang, negara Brazil juga mengimpor produk tersebut, tepatnya di kota Santos dan Savanah. Selain itu juga, tujuan ekspor produk tersebut adalah negara Amerika Serikat yaitu di kota New Orleans.
2.5. Proses Produksi
PT. Bridgestone melakukan proses produksi dengan mengolah getah karet menjadi bahan setengah jadi (Crumb Rubber). Untuk mendapat kualitas/ mutu produk
Crumb Rubber yang baik bermula dari penanaman dan perawatan karet di lapangan
yang kemudian dilanjutkan dengan proses pengolahan yang melalui beberapa tahap di pabrik.
2.5.1. Standar Mutu Produk
Untuk menjaga kualitas produk yang dihasilkan, PT. Bridgestone Sumatra Rubber Estate melakukan pengawasan mutu. Pengawasan mutu dilakukan pada saat penerimaan bahan baku, proses maturasi, proses pembentukan crumb, sampai dengan
finishing product. Untuk itu PT. Bridgestone Sumatra Rubber Estate menerapkan
standard mutu berdasarkan Standard Indonesian Rubber (SIR). Untuk mendapatkan standar mutu berdasarkan Standard Indonesian Rubber (SIR), maka PT. Bridgestone Sumatra Rubber Estate melakukan pengawasan mutu dimulai dari standar bahan baku, standar proses maturasi, standar produk serta pendeteksian metal. Berikut merupakan pengawasan mutu pada PT. Bridgestone Sumatra Rubber Estate.
a. Bahan Baku
Bahan baku yang digunakan berasal dari dua sumber yaitu, karet yang dihasilkan sendiri (BSRE) dan karet yang dibeli dari masyarakat.
b. Proses Maturasi
crumb. Proses maturasi dilakukan selama 3 minggu, hal ini dilakukan untuk
mendapatkan kadar kering yang tinggi. Kadar kering dari bahan baku sangat menentukan kualitas produk akhir, salah satunya adalah adanya bintik-bintik putih pada produk yang dikenal dengan white spot. Untuk itu perlu dilakukan proses pemeriksaan bahan baku. Prosedur pengujian DRC pada proses maturasi adalah sebagai berikut :
1. Sampel diambil dari setiap BIN sebelum pengolahan sekitar 3 kg 2. Sampel diambil dari lokasi acak dari setiap BIN
3. Petugas Quality Control mengambil sampel dan ditempatkan dalam tas atau nampan.
4. Sampel akan dibawa ke Quality control Departement untuk diuji kadar DRC nya.
5. Hasil dari test akan mendefenisikan kuantitas dari DRC sebelum diproses. 6. Kadar kering pada proses maturasi biasanya sekitar 50 %.
Berikut Prosedur pengujian untuk penentuan DRC :
a. Sampel yang diambil ditimbang, sampel tersebut adalah sampel basah, diberi nama (A)
b. Sampel tersebut kemudian digiling sekitar 15-20 pass atau sampai homogen dan bebas dari kontaminasi.
Berat 1 % Lapisan Kering (D2) Berat 1 % Lapisan Basah (C2) DRC =
Berat 100 % Lapisan Basah (B) Berat Sampel Basah (A) x
DRC 1 + DRC 2
2 DRC =
d. Sekitar 1% dari berat lapisan basah yang mengandung beberapa lembar lapisan basah dengan ukuran sekitar 10 x 5 cm dipotong secara acak dan ditimbang (C1), potongan lainnya yaitu C2 dipotong untuk duplikasi dan ditimbang
e. Potongan lapisan basah C1 dan C2 kemudian dikeringkan dalam oven sampai kering benar, dan tidak ada bercak putih ditemukan.
f. Setelah kering potongan-potongan didinginkan dan ditimbang sampel ini disebut (D1 dan D2).
g. Perhitungan DRCnya sebagai berikut :
Berat 1 % Lapisan Kering (D1)
Berat 1 % Lapisan Basah (C1) DRC =
Berat 100 % Lapisan Basah (B)
Berat Sampel Basah (A) x
c Pendeteksian Metal
Agar produk crumb rubber yang dihasilkan tidak mengandung material seperti besi, ataupun batu, maka PT. Bridgestone Sumatra Rubber Estate melakukan prosedur pendeteksian metal. Adapun prosedur pendeteksian metal tersebut adalah sebagai berikut :
A B A B1 B2 1 Bale Dipotong 2 A = OK B = Terkontaminasi
B1 dan B2 dipotong, dan sterusnya
2. Pada saat bandela berada di bawah detektor logam, maka sistem akan secara otomatis mendeteksi kontaminasi logam di bandela.
3. Jika bandela tidak terkontaminasi logam, maka lampu utama dan alarm tidak akan menyala dan bandela akan ditransfer ke daerah pengepakan.
4. Jika bandela terkontaminasi, maka lampu utama dan alarm akan menyala. secara otomatis. Bandela akan diperiksa ulang melewati detektor logam pada posisi sebaliknya.
[image:36.595.127.464.556.618.2]5. Apabila lampu utama dan alarm masih menyala, maka bandela akan di tolak. Bandela yang ditolak akan akan diproses kembali. Bandela akan dipotong menjadi 2, bagian A dan B. Bagian A dan B akan diproses sesuai dengan prosedur 1 sampai dengan prosedur 4. Apabila bagian A tidak terkontaminasi, maka bagian A akan ditranfer ke proses selanjutnya. Apabila bagian B terkontaminasi, maka B dipotong menjadi 2 yaitu B1 dan B2. Prosedur ini akan berlanjut sampai akhirnya logam ditemukan. Untuk lebih jelasnya dapat dilihat pada Gambar 2.1.
Gambar 2.1. Proses Pendeteksian Logam pada PT. BSRE
7. Setiap shift, detektor logam harus diperiksa oleh QCD dan dicatat dalam buku pemeriksaan detektor logam. Hal ini untuk menghindarkan kesalahan pendeteksian oleh ditektor logam
d. Produk
Produk yang dihasilkan oleh PT. Bridgestone Sumatra Rubber Estate Berdasarkan standard mutu karet olahan Standard Indonesian Rubber (SIR). SIR digolongkan dalam 6 jenis mutu yaitu :
SIR 3 CV (Constant Viscosity) SIR 3 L (Light)
SIR 3 WF (Whole Field) SIR 5
SIR 10 SIR 20
SIR 3 CV, SIR 3 L dan SIR 3 WF dari lateks. SIR 5, SIR 10 dan SIR 20 dari koagulum lateks. Untuk memilih jenis bahan olah yang sesuai dengan rencana produksi, produsen SIR dapat berpedoman kepada Standard bahan olah karet.
Standard Indonesia Rubber disajikan dalam bentuk bandela dengan berat dan
ukuran tertentu. Ukuran bandela SIR yang diperdagangkan adalah panjang 675±25 mm dan lebar 35 mm, dapat mempunyai berat sebesar 33 1/3 atau 35 kg atau sesuai dengan permintaan pembeli.
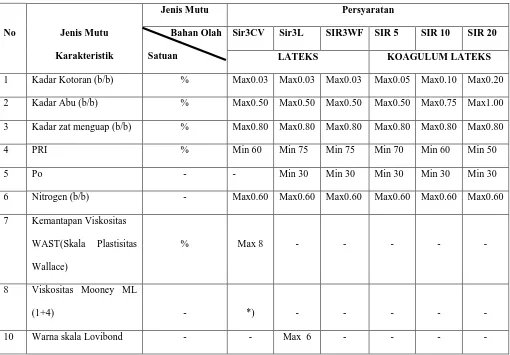
Tabel 2.1. Skema Persyaratan Mutu
No Jenis Mutu
Karakteristik
Jenis Mutu Persyaratan
Bahan Olah
Satuan
Sir3CV Sir3L SIR3WF SIR 5 SIR 10 SIR 20
LATEKS KOAGULUM LATEKS
1 Kadar Kotoran (b/b) % Max0.03 Max0.03 Max0.03 Max0.05 Max0.10 Max0.20 2 Kadar Abu (b/b) % Max0.50 Max0.50 Max0.50 Max0.50 Max0.75 Max1.00 3 Kadar zat menguap (b/b) % Max0.80 Max0.80 Max0.80 Max0.80 Max0.80 Max0.80
4 PRI % Min 60 Min 75 Min 75 Min 70 Min 60 Min 50
5 Po - - Min 30 Min 30 Min 30 Min 30 Min 30
6 Nitrogen (b/b) - Max0.60 Max0.60 Max0.60 Max0.60 Max0.60 Max0.60 7 Kemantapan Viskositas
WAST(Skala Plastisitas Wallace)
% Max 8 - - - - -
8 Viskositas Mooney ML
(1+4) - *) - - - - -
10 Warna skala Lovibond - - Max 6 - - - -
Sumber : PT. Bridgestone Sumatra Rubber Estate Dolok Merangir
Berikut defenisi dari beberapa jenis mutu karakteristik adalah : 1. Kadar Kotoran
2. Kadar Abu
Abu didalam karet terjadi dari oksida, karbonat dan fosfat dari kalium, magnesium, kalsium, natrium dan beberapa unsur lain dalam jumlah yang berbeda-beda. Abu dapat pula mengandung silicat yang berasal dari karet atau benda asing yang jumlah kandungannya bergantung pada pengolahan bahan mentah karet. Abu dari karet memberikan memberikan sedikit gambaran mengenai jumlah bahan mineral didalam karet. Beberapa bahan mineral didalam karet yang meninggalkan abu dapat mengurangi sifat dinamika yang unggul seperti kalor timbul dan ketahanan retak lentur dari vulkanisat karet slam.
3. Zat Menguap
Zat menguap didalam karet sebagian besar dari uap air dan sisanya adalah zat-zat lain seperti serum yang mudah menguap pada suhu 100o C. Kadar zat menguap adalah bobot yang hilang dari potongan uji setelah pengeringan. Adanya zat yang mudah menguap didalam karet selain dapat menyebabkan bau busuk, memudahkan tumbuhnya jamur yang dapat menimbulkan kesulitan pada waktu mencampurkan bahan-bahan kimia kedalam karet pada waktu pembuatan kompon tersebut terutama untuk pencampuran karbon black pada suhu rendah.
4. Plasticity Retention Index (PRI)
terjadi maka karet tersebut dianggap sebagai karet yang mempunyai warna tidak normal. Warna yang tidak normal dapat terjadi karena pemisahan fraksi-fraksi kedalam lateks, sehingga mengakibatkan terkontaminasinya pigmen alam.
Untuk menjaga kualitas produk yang telah ditetapkan oleh SNI, maka dilakukan pengambilan sampel dari produk. Untuk mengetahui ada tidaknya white spot yang tekandung dalam bandela, maka setiap 6 bandela akan dipotong. Ada tidaknya white
spot akan ditentukan oleh visualisasi operator. Untuk persyaratan mutu seperti Tabel
2.1, maka sampel akan diambil dari setiap 9 bandela. Misalnya dapat dilakukan terhadap bandela nomor 2, 11, 20 dan seterusnya atau bandela 5, 14, 23 dan seterusnya atau yang biasa dilakukan di PT. Bridgestone Sumatra Rubber Estate adalah pemotongan bandela 9, 18, 27 dan seterusnya. Syarat pengambilan contoh bandela pada PT. Bridgestone Sumatra Rubber Estate sebagai berikut :
1. Bandela yang terpilih diletakkan diatas meja yang bersih dengan posisi mendatar dan sisi terpendek ke arah vertikal.
2. Salah satu sudut bandela dipotong dengan ukuran kira-kira 5 cm x 5 cm x tebal bandela ke arah vertical.
3. Potongan lainnya diambil dengan cara yang sama pada sudut berlawanan dengan arah diagonal.
A
B a n d e l a
B
5 cm
5 cm
5 cm B
5 cm 5 cm
5 cm A
Contoh
Gambar 2.2. Cara Memotong Contoh dari Bandela
5. Berat satu potongan contoh (A atau B) adalah 150 sampai 300 gram 6. Kedua contoh disatukan kemudian dimasukkan dalam kantong plastik.
7. Contoh akan diberi label yang menerangkan mengenai tanggal produksi nomor pallet/ contoh, nomor potongan/ bandela dan keterangan lain bila dibutuhkan. 8. Kantong plastik yang berisi contoh ditutup selanjutnya dikirim ke laboratorium
untuk diuji.
9. Kriteria pengujian berdasarkan skema mutu pada Tabel 2.1.
2.5.2. Bahan Yang Digunakan
2.5.2.1. Bahan Baku
Bahan baku adalah semua bahan utama yang digunakan dalam pembuatan suatu produk dan ikut dalam proses produksi. Penggunaan bahan baku memiliki persentase terbesar dibandingkan dengan bagan tambahan maupun bahan penolong. Pada PT. Bridgestone Sumatra Rubber Estate khususnya pada DX Factory, bahan baku yang digunakan terdiri dari 3 jenis, yaitu :
1. BSRE Lump
BSRE Lump merupakan bahan baku yang berasal dari perkebunan Bridgestone Sumatra Rubber Estate. Getah karet ditampung didalam mangkuk yang menyerupai benjolan, sehingga bentuk getah karet akan menyerupai mangkuk.
Bahan baku yang digunakan adalah cup lump (getah mangkuk). cup lump didapat dari kebun sendiri yang dikelola oleh PT. bridgestone Sumatra Rubber Estate. Adapun spesifikasi dari BSRE Lump, sebagai berikut :
a. Tidak terkontaminasi dengan lumpur, batu dan kayu
b. Tidak mengandung bahan kimia seperti TSP yang biasanya terkandung pada pupuk karet.
c. Kandungan tatal dan daun tidak boleh lebih dari lima helai per bongkah d. Dry rubber content sebesar 75%-80%
2. Out Purchase Lump C1
Out Purchase Lump atau disingkat dengan OP lump merupakan karet yang
b. Tidak mengandung bahan kimia seperti TSP
c. Kandungan tatal dan daun tidak boleh lebih dari lima helai per bongkah c. Dry rubber content sebesar 75%-80%
3. Out Purchase Lump C2
Out Purchase Lump C2 atau OP C2 merupakan bahan baku berbentuk mangkuk
yang juga dibeli dari masyarakat. OP C1 dan OP C2 ditentukan berdasarkan grade. Berikut merupakan spesifikasi dari OP C2.
a. Tidak terkontaminasi dengan lumpur, batu dan kayu b. Tidak mengandung bahan kimia seperti TSP
c. Kandungan Tatal dan daun tidak lebih dari 15 helai per bongkah. d. Dry rubber content sebesar 75%-80%
2.5.2.2. Bahan Tambahan
Bahan tambahan adalah semua bahan yang digunakan pada proses produksi untuk memberikan nilai tambah suatu produk dan terdapat pada akhir. Biasanya bahan tambahan mempunyai presentasi yang sangat kecil dibandingkan dengan bahan baku. Bahan tambahan yang digunakan pada pembuatan crumb rubber diantaranya :
1. Plastik
plastik pembungkus, warna pita plastik, tebal plastik pembungkus dan titik leleh plastik.
2. Pallet
Pallet digunakan untuk meyimpan bandela-bandela yang telah dibungkus. Selain itu pallet memudahkan proses pengangkutan ke gudang penyimpanan serta memudahkan proses pengangkutan ke kapal. Saat ini digunakan beberapa ukuran pallet, yang ditentukan oleh jumlah bandela yang dapat ditampung didalamnya. Jenis ukuran pallet yang digunakan adalah :
a. Kemasan Pallet Standard berisi : 30 bandela b. Kemasan pallet jumbo berisi : 36 bandela c. Kemasan pallet super jumbo : 42 bandela
2.5.2.3. Bahan Penolong
2.5.3. Uraian Proses
Proses pengolahan Crumb Rubber pada PT. Bridgestone Sumatra Rubber Estate dilakukan dengan 3 tahapan proses. Tahapan Proses tersebut yaitu :
1. Penerimaan bahan baku a. Penimbangan bahan baku b. Penyortiran
c. Precleaning d. Proses maturasi
2. Proses Pencucian, Pemotongan dan Ekstruksi 3. Finishing Product
a. Penimbangan b. Pengujian Sampel c. Deteksi Metal d. Pengemasan
e. Penimpaan Bandela dengan Batu f Penyimpanan
2.5.3.1. Penerimaan Bahan Baku a. Penimbangan bahan baku
kuantitas dari bahan baku yang dibawa oleh truk. Bagi karet yang dibeli dari penduduk (out purchase), penimbangan memudahkan pembayaran perusahaan kepada pemilik karet. Harga karet ditentukan oleh kuantitas dari karet yang dijual serta kadar DRC (Dry Rubber Content), Dirt Content, Ash Content.
b. Penyortiran
Bahan baku disortir pada area penerimaan bahan baku, disini muatan truk dibongkar. Pekerja menyortir dan memisahkan bahan baku berdasarkan grade yang telah ditentukan. Penentuan grade berdasarkan visualisasi pekerja.
c. Precleaning
Bahan baku yang telah disortir dan dipisahkan berdasarkan grade, kemudian dibawa ke area precleaning. Bahan baku diturunkan didaerah ini dan diangkut dengan menggunakan belt conveyor ke mesin slab cutter. Pada mesin slab cutter bahan baku dipotong menjadi ukuran yang lebih kecil. Setelah melewati mesin slab cutter bahan baku akan masuk ke settling tank I. Settling tank I berfungsi untuk mengendapkan kotoran. Arus air yang mengalir mengitari bak pencucian akan membawa bahan baku ke bucket conveyor. Selanjutnya bucket conveyor akan membawa bahan baku ke mesin pre breaker. Pada mesin pre breaker kemudian akan dipotong dengan partikel yang lebih kecil. Setelah melewati mesin pre breaker bahan baku akan masuk washing tank untuk pencucian. Setelah melewati washing
tank. Bahan baku kemudian dibawa ke settling tank II dengan kem menggunakan
bucket conveyor. Pada settling tank II bahan baku kembali akan mengalami proses
yang telah menunggu. Truk kemudian membawa bahan baku ke area BIN yang merupakan area penumpukan bahan baku.
d. Proses Maturasi
Maturasi merupakan cara yang digunakan untuk proses pengeringan pada periode yang ditentukan agar kadar kering bahan baku semakin tinggi sebelum diolah. Pada proses maturasi ini bahan baku dijemur di area BIN untuk mendapatkan kadar karet kering sebesar 75%-80%. Selama proses maturasi petugas Quality Control akan mengambil sampel untuk menguji Dry Rubber Content (DRC). Nilai dari DRC akan menentukan kelayakan bahan baku yang akan diproses.
2.5.3.2. Proses Pencucian, Pemotongan dan Ekstruksi
Bahan baku yang telah melewati proses maturasi dan kadar kekeringan telah sesuai dengan standar, akan dibawa ke DX Factory untuk pembentukan crumb. Bahan baku terlebih dahulu ditumpuk, kemudian bahan baku diletakkan di drag conveyor oleh pekerja untuk diproses pada mesin slab cutter. Pada mesin slab cutter bahan baku dipotong menjadi ukuran yang lebih kecil. Pada mesin slabg cutter, bahan baku akan mengalami penekanan oleh screw press untuk melewati die plate. Die plate mempunyai diameter lubang sebesar 25 mm. Bahan baku yang keluar dari die plate akan dipotong dengan besi pemotong yang bekerja secara berlawanan, sehingga ukuran bahan baku semakin kecil. Setelah melewati mesin slab cutter, bahan baku akan masuk ke dalam
settling tank I. Tangki ini berfungsi untuk mengendapkan kotoran. Bahan baku yang
pencucian. Pada blending tank bahan baku dicuci dengan putaran mixer, fungsinya untuk pengendapan kotoran.
Bahan baku kemudian akan dipotong kembali dengan menggunakan mesin pre
breaker setelah terlebih dahulu ditransfer dengan menggunakan bucket conveyor II.
Sama seperti prinsip kerja mesin slab cutter, mesin pre breaker juga berfungsi untuk mengurangi ukuran partikel dari bahan baku serta menghilangkan serum dan kotoran. Dengan bantuan arus air, maka bahan baku akan berpindah ke settling tank II. Pada
settling tank II partikel karet dibersihkan dalam tangki diaduk untuk mengendapkan
kotoran. Setelah melewati settling tank bahan baku akan ditransfer ke dalam system
pneumatic transfer. Bahan baku akan ditransfer ke mesin hammer mill dengan
menggunakan blower. Hammer mill akan mengurangi ukuran partikel dan menghilangkan kotoran dengan menggunakan pisau yang berputar dengan kecepatan tinggi. Dengan bantuan arus air, bahan baku keluar dari hammer mill dan akan ditampung di settling tank III. Disini bahan baku akan diaduk, sehingga kotoran mengendap. Dari settling tank III bahan baku akan dibawa dengan screw conveyor kedalam system pneumatic transfer. Melalui system pneumatic transfer bahan baku akan dibawa ke dalam settling tank IV. Sama dengan settling tank sebelumnya, fungsi
settling tank IV adalah mengendapkan kotoran yang ada pada partikel karet.
Partikel karet ditransfer menggunakan screw conveyor ke dalam system
pneumatic transfer. Melalui system pneumatic transfer partikel karet akan ditransfer ke
kecepatan tinggi, sehingga menghasilkan partikel karet yang kecil. Mesin extruder berfungsi mengurangi ukuran partikel, sehingga memudahkan pengeringan dan mengurangi serum dan kotoran. Arus air akan akan membawa partikel karet ke settling
tank V. Pada settling tank V partikel karet akan dicuci untuk mengendapkan kotoran.
Partikel karet kemudian ditransfer menggunakan screw conveyor ke dalam system
pneumatic transfer. Partikel karet akan ditransfer oleh system pneumatic transfer ke
mesin extruder II. Pada mesin extruder II bahan baku akan mengalami proses penekanan untuk melewati die plate dengan diameter 2,4mm–3mm. Pada mesin
extruder II, partikel karet akan akan dipotong dan diekstruksi. Produk crumb yang
diekstrusi dimasukkan ke blower arus udara, partikel karet akan ditransfer secara
pneumatik ke trolley.
Partikel karet dipisahkan dari udara menggunakan aliran gas siklon. Karet turun ke dalam trolley dan partikel udara habis, sehingga dihasilkan kualitas produk akhir.
Trolley dibagi ke dalam beberapa bagian untuk memudahkan pembentukan biscuit.
Trolley diisi dengan partikel karet dengan menggunakan Hydrocyclone pump dan
blower. Di dalam trolley berisi 28 kotak, masing-masing kotak berukuran 75cm x 40cm
2.5.3.3. Finishing Product a. Penimbangan
Biscuit ditimbang dengan timbangan 35Kg ± 0,05. Karet dikompresi untuk
membentuk bandela berukuran sekitar 70 x 35 x 20 cm. Waktu pada saat pengkompresian dapat disesuaikan sesuai dengan hasil kompresi. Setiap bandela yang mengadung white spot atau kontaminasi akan diambil secara paksa menggunakan alat berupa tank. Bandela kemudian ditransfer untuk diambil sampelnya.
b. Pengambilan Sampel
Sampel diambil setiap sembilan bandela (yaitu 4 sampel per pallet). Sampel diambil dari setiap sudut yang berlawanan secara diagonal . Sampel yang diambil sekitar 350 gr sampel. Sampel diberi label, dibungkus dan dikirim untuk analisis. Setiap bandela yang mengandung white spot atau kontaminasi ditolak oleh petugas QCD. Bandela kemudian dipotong dua setiap 6 bandela, secara visual diperiksa untuk memeriksa white spot dan kontaminasi. Bandela dibungkus sesuai dengan kriteria produk yang dihasilkan.
c. Penimbangan Ulang
d. Pendeteksian Metal
Bandela kemudian ditransfer ke detektor logam dengan menggunakan belt
conveyor. Jika terkontaminasi bandela akan ditolak oleh inspektur QCD dan
kemudian dipisahkan. e. Pengemasan
Bandela diberi label atau nomor dan kemudian dikemas setelah mendapatkan persetujuan kualitas dari QCD. Bandela yang tidak sesuai dengan kualitas kemudian dipisahkan dalam “on hold area” untuk kemudian diproduksi kembali. Bandela kemudian akan dimasukkan ke dalam pallet, setiap pallet berisi 36 bandela.
f. Penimpaan Pallet dengan Batu
Penimpaan pallet dilakukan dengan menggunakan batu penimpa. Sebelum ditimpa pallet terlebih dahulu dilapisi dengan plastik alas. Penimpaan pallet dengan batu ini dilakukan selama±4 jam. Setelah 1 jam kemudian batu diangkat dengan menggunakan forklift setelah itu, kupingan/ flap dimasukkan untuk penimpaan. Penimpaan dengan kupingan / flap dilakukan selama ±3 jam.
g. Penyimpanan
2.6. Mesin dan Peralatan 2.6.1. Mesin Produksi
Mesin merupakan peralatan produksi yang memerlukan penggerak. Untuk melakukan proses produksi pengolahan karet, PT. bridgestone Sumatra Rubber Estate mempunyai mesin sebagai berikut :
1. Nama Mesin : Pre Breaker
Fungsi Mesin :Memotong bahan baku
Model : Twin screw pre breaker MK II Diameter Die PLate : 25 mm
Motor : 60 Hp, 1450 rpm
Power Transmision : V-belt pulley ratio 11''-11'' Kecepatan : 50 rpm
Kapasitas : 3000-3500 kg Dry/ hr
2. Nama Mesin : Screw Conveyor
Fungsi Mesin :Mentransfer bahan baku ke blower Diameter : 460 mm
Power : Chain 5/8”, ratio sprocket 25/38 teeth Kecepatan : 22,2 rpm
Kapasitas : 5,69 Ton/ Hr
3. Nama Mesin : Stirrer/ Agigator
Model : CVV M10- 4190-BB Panjang : 2780 mm
Lebar : 446 mm
Sistem penggerak : motor 10 Hp, 1450 rpm, 380 V, 50 Hz Mesin penggerak : Toshiba VFS7-4075P. 400 V – 7,5 KW
4. Nama Mesin : Bucket Conveyor
Fungsi Mesin : Mentransfer bahan baku ke proses selanjutnya Model : Portable Twin Chain
Panjang : 5000 mm
Lebar : 640mm
Kapasitas : 4,2 ton/ Hr Kecepatan : 0,13 m/ det
Mesin penggerak : Toshiba VFS-4022P. 400 V – 2,2 KW
5. Nama Mesin : Pneumatic Transfer
Fungsi Mesin : Mentransfer partikel karet ke mesin hammer mill, setling tank, dan extruder.
a. Blower
Tipe : Axial centrifugal heavy duty fan LS-17 Motor : TECO Motor 60 Hp, 1450rpm, 380 VAC Kecepatan : 2220 rpm
Gas cyclone : Stainless stell Tipe MK II Diameter Pipa : 8''
6. Nama Mesin : Hammer Mill
Fungsi Mesin : Mencincang bahan baku menjadi ukuran yang lebih kecil. Model : Hammer Mill MK-III
Diameter Screen : 25 mm
Motor : 75 Hp, 1450 rpm, 380 VAC, 50 Hz Power Transmision : V-belt pulley ratio 12''-9''
Kecepatan : 1740 rpm
Kapasitas : 3000-3500 kg Dry/ hr
7. Nama Mesin : Extruder I
Fungsi Mesin : Mengekstruksi bahan baku menjadi partikel kecil Model : Single screw CRE MK III
Diameter Die Plate : 3- 3,5 mm
Kapasitas : 2000-2500 kg Dry/ Hr Kecepatan : 100 rpm
Kecepatan pemotong : 1450 rpm
8. Nama Mesin : Extruder II
Diameter Die Plate : 2,4 -3,3 mm
Kapasitas : 2000-2500 kg Dry/ Hr Kecepatan : 100 rpm
Kecepatan pemotong : 1450 rpm
9. Nama Mesin : Dryer
Fungsi Mesin : Mengeringkan partikel karet
Model : CRTD 2000
Trolley : 16 section mm
Power : 75 Hp, 1450 rpm, 380 VAC, 50 Hz Kapasitas : 2000 Kg Dry/ hr
Dimensi Dryer : 23,6m x 5m x 1,25m Dimensi trolley : 4,6m x 1,45m x 0,51m
10.Nama Mesin : Balling Press
Fungsi Mesin : Menekan potongan biscuit, sehingga menjadi bandela Model : Twin chamber, MHP 105 ton
Tekanan : 3000 Psi
Motor : 30 Hp, 1450 rpm, 380 volt, 50 Hz Waktu pengepresan : 19 detik
11.Nama Mesin : Metal detector
Model : Metron 20 – C series Power : 85 sampai 245 V AC 60 Hz Temperatur : 00C – 600C
Kelembapan : 100% Conveyor Detector
Panjang : 3190 mm Tinggi : 450 mm Lebar : 700 mm
Motor : Moto Vasio T 80, 0,75 Kw, 1420 rpm, 280 V – 50 Hz
2.6.2. Peralatan Produksi
Peralatan merupakan suatu alat yang digunakan pada proses produksi yang tidak
mempunyai penggerak. Adapun peralatan produksi yang digunakan pada PT. Bridgestone Sumatra Rubber Estate adalah sebagai berikut :
1. Nama Mesin : Latex receiving tank
Fungsi Alat : Memudahkan alat untuk masuk ke drag conveyor Model : Ellipsoide pressure tank
Diameter : 1400 mm Panjang : 2800 mm
Bahan : Mild steel plate 12 mm Kapasitas : 2,5 ton
Fungsi Alat : Memudahkan alat untuk masuk ke drag conveyor Model : Ellipsoide pressure tank
Diameter : 1400 mm Panjang : 2800 mm
Bahan : Mild steel plate 12 mm Kapasitas : 1,25 ton
3. Nama Alat : Trolley
Fungsi Alat : Sebagi tempat untuk mengeringkan biscuit pada mesin
dryer.
Panjang : 4880 mm
Lebar : 1450 mm
Tinggi : 850 mm
Bahan : Alumunium
4. Nama Alat : Tangga Pengangkatan crumb biscuit
Fungsi Alat : Membantu pekerja dalam pengangkatan crumb biscuit Panjang : 4880 mm
Lebar : 670 mm
Tinggi : 37 mm
Bahan : Alumunium
Fungsi Alat : Penumbukan sementara crumb biscuit untuk proses pendinginan
Panjang : 4880 mm
Lebar : 124 mm
Tinggi : 700 mm
Bahan : Kayu
6. Nama Alat : Pisau crumb biscuit
Fungsi Alat : Memotong crumb biscuit untuk penimpangan maupun untuk pengambilan sampel
Panjang : 600 mm
Lebar : 10 mm
Bahan : Stainless steel
7. Nama Alat : Gancu
Fungsi Alat : Menarik biscuit dari trolley
Panjang : 500 mm
Bahan : Besi
2.7. Dampak Sosial Ekonomi Terhadap Lingkungan
Perusahaan PT. Bridgestone Sumatra Rubber Estate di lokasi Dolok Merangir memberikan dampak ekonomi yang sangat besar bagi masyarakat yang ada di sekitar
PT. Bridgestone Sumatra Rubber Estate merupakan penduduk daerah setempat. Sehingga dengan banyaknya tenaga kerja yang diserap di lokasi tersebut dapat meningkatkan perekonomian dan kesejahteraan kehidupan masyarakat sekitar.
Tanggung jawab sosial perusahaan terhadap peningkatan kesejahteraan masyarakatnya ditunjang pula dengan penyediaan fasilitas-fasilitas yang disediakan oleh PT. Bridgestone Sumatera Rubber Estate sendiri, diantaranya adalah sebagai berikut : 1. Perumahan
2. Listrik dan air bersih 3. Rumah sakit
4. Poliklinik
5. Unit Pelayanan KB 6. Rumah Ibadah 7. Sarana Trasnportasi 8. Balai Pertemuan (Hall) 9. Taman bermain anak-anak 10. Sarana olah raga
11. Mesin ATM
12. Kantor kas unit Bank Syariah Mandiri 13. Koperasi
14. Kantin 15. Pelatihan
B0040013. Adapun jumlah iuran yang dibayar tiap bulannya sebesar 6,54% yang masing-masing sebagai berikut :
1. 2% diambil dari gaji masing-masing staff atau karyawan 2. 4,54% disubsidi oleh perusahaan
Jumlah iuran yang disubsidi oleh perusahaan tiap bulannya tersebut dirinci sebagai berikut :
1. 0,54% = Jaminan Kecelakaan Kerja 2. 3,70% = Jaminan Hari Tua
3. 0,30% = Jaminan Kematian Total jumlahnya adalah 4,54%
Sedangkan untuk Jaminan Pemeliharaan sebesar 6% dan atau 3% tidak dibayarkan lagi. Hal ini dikarenakan PT. Bridgestone Sumatra Rubber Estate telah menyediakan fasilitas sarana kesehatan sendiri bagi karyawannya.
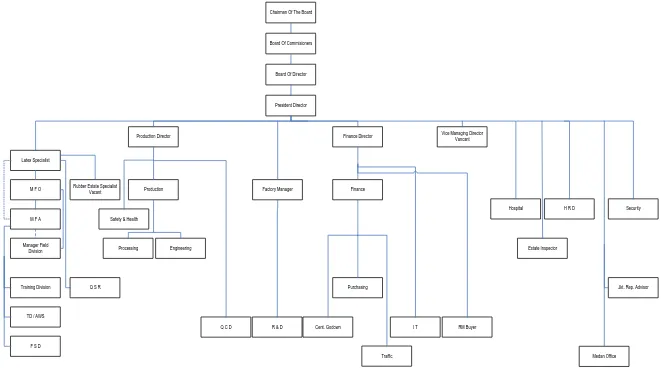
2.8. Struktur Organisasi PT. Bridgestone Sumatra Rubber Estate
Struktur organisasi yang terdapat di perusahaan PT. Bridgestone Sumatra Rubber Estate adalah struktur organisasi hubungan campuran lini-fungsional, di mana terdapat bahwa hubungan lini sebagai hubungan utama dan hubungan fungsional sebagai pelengkap. Hubungan lini pada struktur organisasi tersebut menunjukkan bahwa bawahan tersebut hanya menerima tugas, tanggung jawab, wewenang serta haknya dari atasannya. Oleh karena itu, seorang bawahan hanya mengenal seorang atasan. Struktur organisasi lini tersebut terlihat pada Production Director yang memiliki bawahan yaitu
mempertanggungjawabkan tugasnya kepada Production Director. Untuk hubungan fungsional, di mana terdapat spesialisasi tugas dilakukan menurut fungsi-fungsinya, misalnya Bagian MFA dibagi lagi menurut fungsinya yaitu Manager Filed, Training
Division, TD/AWS, dan Fire Safety Department.
Gambar 2.3. Struktur Organisasi PT. Bridgestone Sumatra Rubber Estate
Chairman Of The Board
Board Of Commisioners
Board Of Director
President Director
Latex Specialist
M F O
M F A
Manager Field Division
Training Division
TD / AWS
F S D
Rubber Estate Specialist Vacant
Q S R
Production Director
Production
Safety & Health
Processing Engineering
Q C D
Factory Manager
R & D
Finance Director
Finance
Purchasing
Cent. Godown I T RM Buyer
Traffic
Vice Managing Director Vancant
Hospital H R D
Estate Inspector
Security
Jkt. Rep. Advisor
Pembagian tugas dan wewenang masing-masing bagian yang ada di dalam struktur organisasi PT. Bridgestone Sumatra Rubber Estate adalah :
1. Manager Director
Tugas dan tanggung jawab Manager Director adalah sebagai berikut:
a. Menentukan kebijaksanaan mutu dan mengarah secara umum tentang mutu. b. Meningkatkan mutu dan konsep perbaikan secara terus-menerus dan
pengembangan mutu pekerja.
c. Penguasa tertinggi dan penanggung-jawab umum atas sistem mutu perusahaan.
d. Memenuhi penilaian manajemen terhadap mutu produksi.
e. Mengawasi dan menilai pelayanan terhadap costumer (pelanggan).
f. Mengesahkan tanggung jawab dan wewenang kepala-kepala bagian (department head) dan penilaian personil.
2. Director
Tugas dan tanggung jawab Director adalah sebagai berikut :
a. Bertanggung-jawab terhadap operasi bagian kebun (bagian tanaman), pengolahan, teknik QCD (Quality Control Departement) dan transportasi atau bengkel pengangkutan.
b. Memenuhi permintaan pembeli dan pesanan-pesanan.
c. Bertanggung-jawab atas kegiatan pemeriksaan QCD sama dengan bagian produksi atau kendali mutu.
e. Bertanggung-jawab secara menyeluruh atas perbaikan alat. f. Mengesahkan program pengembangan tenaga kerja. 3. Finance Director
Tugas dan tanggung jawab Finance Director adalah sebagai berikut :
a. Bertanggung-jawab secara menyeluruh atas masalah keuangan dan operasi GMMC (General Merchandiser and Material Controls).
b. Bertanggung-jawab secara menyeluruh atas kegiatan pembelian bahan baku dan bahan tambahan serta barang-barang lainnya.
c. Bertanggung-jawab secara menyeluruh atas penyimpangan barang-barang (gudang penerimaan barang).
d. Merencanakan, mengawasi dan melaksanakan program internal audit mutu (pemeriksaan internal atas mutu).
e. Berpartisipasi dalam penilaian mutu oleh manajemen. 4. Production Director
Tugas dan tanggung jawab Production Director adalah sebagai berikut :
a. Bertanggung-jawab secara menyeluruh atas manajemen-manajemen pengolahan teknik mutu (QCD).
b. Bertanggung-jawab atas mutu produksi pabrik dan pengepakan/ pengemasan baik crumb rubber (karet remah) atau concentrate latex (getah cair yang dikonsentrasi/ lateks pekat).
d. Turut berpartisipasi dalam masalah pemeriksaan mutu dan penilaian mutu oleh manajemen.
e. Mengawasi pelaksanaan perbaikan dan pengawasan terhadap barang-barang yang rusak pada waktu produksi dan penyimpanan.
5. Manager of Field Operation
Tugas dan tanggung jawab Manager of Field Operation adalah :
a. Bertanggung-jawab secara menyeluruh atas operasi divisi tanaman (kebun). b. Memimpin penanaman pertumbuhan, pemeliharaan dan pengutipan hasil
pohon karet, sehingga memperoleh hasil yang maksimal. c. Menjaga mutu getah/ karet untuk crumb rubber maupun lateks.
d. Mengawasi pelaksanaan dan memperbaharui Effield Standart Practice (pedoman kerja bagian tanaman).
e. Bertanggung-jawab atas efisiensi pengawasan kerja dan pelaksanaan dari Divisi latihan kebun (field training division).
6. Quality Control Departement (QCD)
Tugas dan tanggung jawab Quality Control Departement (QCD) adalah : a. Bertanggung-jawab penuh atas operasi di laboratorium.
b. Bertanggung-jawab penuh atas pemeriksaan mutu bahan mentah dan hasil jadi.
c. Bertanggung-jawab untuk mendapat sertifikat SIR (Standart Indonesia
Rubber) secara terus-menerus.
7. Processing Manager
Tugas dan tanggung jawab Processing Manager adalah sebagai berikut :
a. Bertanggung-jawab penuh atas operasi pabrik pengolahan crumb rubber (karet remah) dengan concentrate latex (getah cair pekat).
b. Bertanggung-jawab atas pengawasan mutu pada pengolahan.
c. Bertanggung-jawab atas kebenaran pengiriman dan penyimpanan bahan mentah dan hasil jadi (finished product).
d. Mengawasi pengemasan hasil produksi. 8. Project Manager
Tugas dan tanggung jawab Project Manager adalah sebagai berikut :
a. Merencanakan, melaksanakan dan melaporkan semua proyek yang diusahakan.
b. Bertanggung-jawab atas pelaksanaan ISO-9001. c. Bertindak sebagai pemimpin quality system.
d. Merencanakan, mengawasi dan melaksanakan program pemeriksaan mutu. 9. Field Inspector
Tugas dan tanggung jawab Field Inspector adalah sebagai berikut :
a. Melaksanakan pelaksanaan Field Standart Practice (Pedoman Pelaksanaan Perkebunan).
b. Mengawasi dan melaporkan hasil produksi kebun setiap hari.
c. Memeriksa dan membuat laporan tentang operasi tanaman yang dihasilkan setiap hari.
10.Medical Super Intendent Director
Tugas dan tanggung jawab Medical Super Intendent Director adalah: a. Bertanggung-jawab kepada Manager Director.
b. Mengawasi dokter pada saat melakukan pengobatan. c. Menganalisis tentang pemeriksaan pasien.
11.Human Resources Manager
Tugas dan tanggung jawab Human Resources Manager adalah :
a. Bertanggung-jawab secara menyeluruh dan mengkoordinasi, mengawasi dan mengadministrasikan sumber daya manusia yang ada dalam perusahaan.
b. Dokumen personil bertanggung jawab secara menyeluruh dan mengkoordinasi, mengawasi dan mengadministrasikan sumber daya manusia yang ada dalam perusahaan.
c. Menyimpan manual termasuk mengenai training.
d. Membuat dokumen Organization Chart (Struktur Organisasi) dan catatan pembagian tugas.
e. Ikut dalam pemeriksaan intern mutu. 12. Manager Transport
Manager Transport memiliki tanggung jawab atas administrasi dan
pemeliharaan angkutan perusahaan. 13. Manager Security
Manager Security dalam tugasnya memiliki tanggung-jawab kepada GM
BAB III
LANDASAN TEORI
3.1. Kualitas
Pengertian atau definisi kualitas mempunyai cakupan yang sangat luas, relatif, berbeda-beda dan berubah-ubah, sehingga definisi dari kualitas memiliki banyak kriteria dan sangat bergantung pada konteksnya terutama jika dilihat dari sisi penilaian akhir konsumen dan definisi yang diberikan oleh berbagai ahli serta dari sudut pandang produsen sebagai pihak yang menciptakan kualitas. Konsumen dan produsen itu berbeda dan akan merasakan kualitas secara berbeda pula sesuai dengan standar kualitas yang dimiliki masing-masing. Begitu pula para ahli dalam memberikan definisi dari kualitas juga akan berbeda satu sama lain karena mereka membentuknya dalam dimensi yang berbeda. Oleh karena itu definisi kualitas dapat diartikan dari dua perspektif, yaitu dari sisi konsumen dan sisi produsen. Namun pada dasarnya konsep dari kualitas sering dianggap sebagai kesesuaian, keseluruhan ciri-ciri atau karakteristik suatu produk yang diharapkan oleh konsumen.
3.2. Pengendalian Kualitas
yaitu dengan menerapkan system pengendalian kualitas (quality control) atas aktivitas proses yang dijalani.
Dalam menjalani aktivitas, pengendalian kualitas merupakan salah satu teknik yang perlu dilakukan mulai dari sebelum proses produksi berjalan, pada saat proses produksi, hingga proses produksi berakhir dengan menghasilkan produk. Pengendalian kualitas dilakukan agar dapat menghasilkan produk berupa barang atau jasa yang sesuai dengan standar yang diinginkan dan direncanakan, serta memperbaiki kualitas produk yang belum sesuai dengan standar yang telah ditetapkan dan sedapat mungkin mempertahankan kualitas yang telah sesuai.
3.2.1. Pengertian Pengendalian Kualitas
Menurut Sofjan Assauri (1998:25), pengendalian dan pengawasan adalah kegiatan yang dilakukan untuk menjamin agar kegiatan produksi dan operasi yang dilaksanakan sesuai dengan apa yang direncanakan dan apabila terjadi penyimpangan, maka penyimpangan tersebut dapat dikoreksi sehingga apa yang diharapkan dapat tercapai.
Sedangkan menurut Vincent Gasperz (2005:480), pengendalian adalah Control
can mean an evaluation to indicate needed corrective responses, the act guilding, or the
state of process in which the variability is attribute to a constant system of chance
couses. Jadi pengendalian dapat di artikan sebagai kegiatan yang dilakukan untuk
Selanjutnya pengertian pengendalian kualitas dalam arti menyeluruh adalah sebagai berikut:
Pengertian pengendalian kualitas menurut Sofjan Assauri (1998:210) adalah:
Pengawasan mutu merupakan usaha untuk mempertahankan mutu/ kualitas dari barang yang dihasilkan, agar sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan kebijaksanaan pimpinan perusahaan.
Menurut Vincent Gasperz (2005:480), pengendalian kualitas adalah:
“Quality control is the operational techniques and activities used to fulfill
requirements for quality”.
Berdasarkan pengertian di atas, maka dapat ditarik kesimpulan bahwa pengendalian kualitas adalah suatu teknik dan aktivitas/ tindakan yang terencana yang dilakukan untuk mencapai, mempertahankan dan meingkatkan kualitas suatu produk dan jasa agar sesuai dengan standar yang telah ditetapkan dan dapat memenuhi kepuasan konsumen.
3.2.2. Tujuan Pengendalian Kualitas
Tujuan dari pengendalian kualitas menurut Sofjan Assauri (1998:210) adalah: 1. Agar barang hasil produksi dapat mencapai standar kualitas yang telah ditetapkan. 2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin.
Tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan bahwa kualitas produk atau jasa yang dihasilkan sesuai dengan standar kualitas yang telah ditetapkan dengan mengeluarkan biaya yang ekonomis atau serendah mungkin.
Pengendalian kualitas tidak dapat dilepaskan dari pengendalian produksi, karena pengendalian kualitas merupakan bagian dari pengendalian produksi. Pengendalian produksi baik secara kualitas maupun kuantitas merupakan kegiatan yang sangat penting dalam suatu perusahaan. Hal ini disebabkan karena semua kegiatan produksi yang dilaksanakan akan dikendalikan, supaya barang dan jasa yang dihasilkan sesuai dengan rencana yang telah ditetapkan, dimana penyimpangan-penyimpangan yang terjadi diusahakan serendah-rendahnya. Pengendalian kualitas juga menjamin barang atau jasa yang dihasilkan dapat dipertanggungjawabkan seperti halnya pada pengendalian produksi. Dengan demikian antara pengendalian produksi dan pengendalian kualitas erat kaitannya dalam pembuatan barang.
3.2.3. Langkah-Langkah Pengendalian Kualitas
Untuk melaksanakan pengendalian kualitas, terlebih dahulu perlu dipahami beberapa langkah dalam melaksanakan pengendalian kualitas. Menurut Roger G. Schroeder (2007:173) untuk mengimplementasikan perencanaan, pengendalian dan pengembangan kualitas diperlukan langkah-langkah sebagai berikut:
1. Mendefinisikan karakteristik (atribut) kualitas.
2. Menentukan bagaimana cara mengukur setiap karakteistik. 3. Menetapkan standar kualitas.
5. Mencari dan memperbaiki penyebab kualitas yang rendah. 6. Terus-menerus melakukan perbaikan.
3.2.4. Tahapan Pengendalian Kualitas
Untuk memperoleh hasil pengendalian kualitas yang efektif, maka pengendalian terhadap kualitas suatu produk dapat dilaksanakan dengan menggunakan teknik-teknik pengendalian kualitas, karena tidak semua hasil produksi sesuai dengan standar yang telah ditetapkan. Menurut Suyadi Prawirosentono (2007;72), terdapat beberapa standar kualitas yang bias ditentukan oleh perusahaan dalam upaya menjaga output barang hasil produksi d