STUDI PENERAPAN LEAN MANUFACTURING
UNTUK MENGELIMINASI WASTE
DI PT JAYA BETON
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
EDUARD BUTAR BUTAR 0 8 0 4 0 3 0 7 8
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yesus Kristus yang
senantiasa memberikan berkat dan kasih karunia-Nya kepada penulis sehingga
penulis dapat menyelesaikan tugas sarjana yang berjudul “Studi Penerapan Lean
Manufacturing untuk Mengeliminasi Waste di PT. Jaya Beton Indonesia”. Tugas
sarjana ini merupakan salah satu syarat bagi penulis untuk menyelesaikan
pendidikan program sarjana di Departemen Teknik Industri USU. Ini merupakan
langkah awal bagi penulis untuk mengenal lingkungan kerja serta menerapkan
ilmu yang telah dipelajari selama perkuliahan di lingkungan kerja.
Penulis menyadari bahwa tugas sarjana ini masih jauh dari kesempurnaan.
Oleh karena itu, saran dan kritik yang membangun sangat diharapkan penulis
sebagai masukan yang berarti. Semoga tugas sarjana ini dapat bermanfaat bagi
pembaca dan semua pihak.
Medan, Juli 2013
UCAPAN TERIMAKASIH
Yang pertama dan terutama puji syukur dan terimakasih saya ucapkan
yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan
anugerah kepada saya untuk dapat mengikuti dan menyelesaikan pendidikan di
Departemen Teknik Industri USU serta telah membimbing saya selama masa
kuliah dan penulisan tugas sarjana ini.
Dalam penulisan tugas sarjana ini saya telah mendapatkan bimbingan dan
bantuan dari berbagai pihak, baik berupa materil, spiritual, maupun informasi.
Oleh karena itu pada kesempatan ini saya mengucapkan terima kasih yang
sebesar-besarnya kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara yang telah memberi izin pelaksanaan tugas sarjana
ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara yang telah memberi izin pelaksanaan tugas sarjana
ini.
3. Bapak Dr. Ir. Nazaruddin Matondang, MT. selaku Dosen Pembimbing I dalam
pelaksanaan Tugas Sarjana yang telah menyediakan waktu untuk
membimbing, mengarahkan serta memberikan masukan dalam proses
penyelesaian tugas sarjana ini.
4. Bapak Ikhsan Siregar, ST., M.Eng. selaku Dosen Pembimbing II dalam
membimbing, mengarahkan serta memberikan masukan dalam proses
penyelesaian tugas sarjana ini.
5. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Akhir atas waktu,
bimbingan, dan masukan yang diberikan kepada saya dalam penyelesaian
tugas sarjana ini.
6. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Ketua Bidang Rekayasa
Manufaktur atas waktu, bimbingan, dan masukan yang diberikan kepada saya
dalam penyelesaian tugas sarjana ini.
7. Bapak/Ibu Dosen Pembanding yang telah memberikan masukan dan saran
untuk menyempurnakan tugas sarjana ini.
8. Seluruh Dosen Departemen Teknik Industri USU, yang telah memberikan
ilmu kepada saya selama proses perkuliahan.
9. Bapak Wahyudi yang telah bersedia menjadi pembimbing saya selama proses
penelitian di PT. Jaya Beton Indonesia dan seluruh Staf serta karyawan PT.
Jaya Beton Indonesia.
10. Seluruh Staf Administrasi Departemen Teknik Industri USU, Bang Ridho,
Bang Mijo, Bang Nurmansyah, Kak Dina, Kak Ani, Kak Rahma, dan Bang
Kumis, untuk waktu dan bantuannya kepada saya selama ini.
11. Kedua orang tuaku tercinta dan terkasih (M Butar butar dan R. Siahaan) dan
seluruh keluarga besar Op. Daniel Butar butar yang selalu memahami saya
dan senantiasa memberikan motivasi, dukungan doa, semangat, materiil, dan
12. Teman-teman yang telah memberikan dukungan doa, motivasi, dan
bantuannya selama ini.
13. Dan semua pihak yang telah banyak membantu penulis dalam menyelesaikan
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
KEPUTUSAN SIDANG SARJANA... iii
KATA PENGANTAR... iv
UCAPAN TERIMAKASIH ... v
DAFTAR ISI... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN... xx
ABSTRAK ... xxi
I PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1
1.2. Rumusan Masalah ... I-5
1.3. Tujuan Penelitian... I-5
1.4. Manfaat Penelitian... I-5
1.5. Batasan Masalah dan Asumsi ... I-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha... II-2
2.3. Organisasi dan Manajemen ... II-6
2.3.1. Struktur Organisasi Perusahaan ... II-6
2.3.2. Tenaga Kerja, Jam Kerja dan Pengupahan ... II-9
2.3.2.1. Jumlah Tenaga Kerja ... II-9
2.3.2.2. Jam Kerja... II-10
2.3.2.3. Sistem Pengupahan dan Fasilitas Lainnya II-11
2.4. Proses Produksi... II-13
2.4.1. Standar Mutu Bahan/Produk... II-14
2.4.2. Bahan yang Digunakan... II-15
2.4.2.1. Bahan Baku ... II-15
2.4.2.2. Bahan Tambahan ... II-16
2.4.2.3. Bahan Penolong... II-17
2.4.3. Uraian Proses ... II-17
2.5. Mesin dan Peralatan ... II-22
2.5.1. Mesin Produksi ... II-22
2.5.2. Peralatan (Equipment) ... II-24
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5.4. Peralatan (Equipment)Safety and Fire Production. II-26
2.5.5. Waste Treatment... II-26
III LANDASAN TEORII
3.1. Sejarah Lean Manufacturing... III-1
3.2. Konsep Lean Manufacturing... III-2
3.3. Jenis-jenis Pemborosan ... III-4
3.4. Langkah-langkah Penerapan Lean Manufacturing... III-8
3.5. Diagnosticdan Analytical Tools... III-13
3.5.1. Standarisasi Kerja ... III-13
3.5.2. Continuous Improvement dengan 5S ... III-14
3.5.3. Value Stream Mapping... III-15
3.5.4. Identifikasi Akar Masalah “5W ... III-18
3.5.5. Reliability Enginering... III-19
3.5.5.1. Definisi Reliability... III-19
3.5.5.2. Pengukuran Reliability... III-21
3.5.5.3. Konsep Perawatan ... III-22
3.5.5.4. Jenis Perawatan ... III-22
3.5.5.5. Tujuan Perawatan ... III-23
DAFTAR ISI (Lanjutan)
BAB HALAMAN
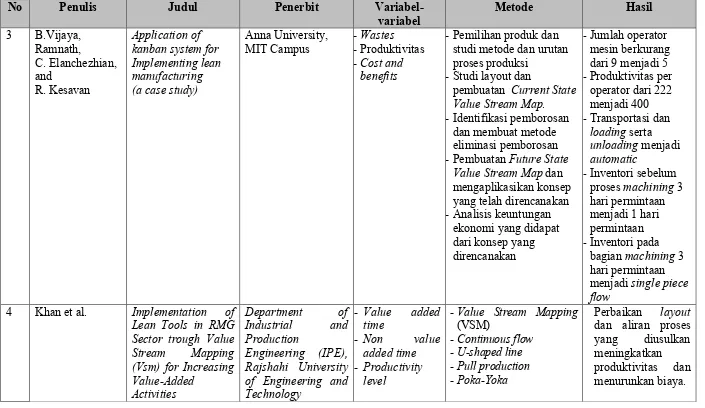
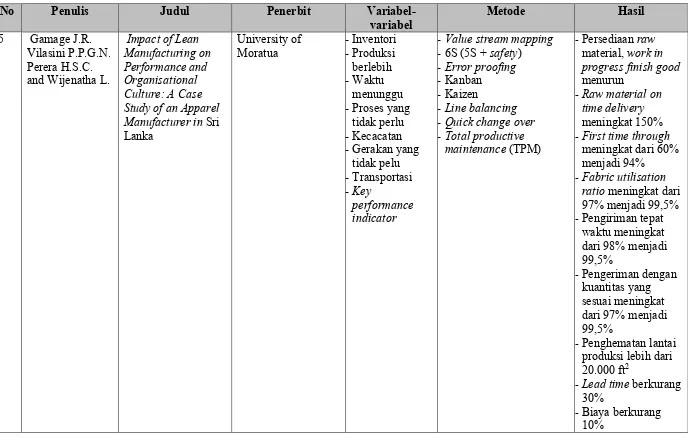
3.8. Hasil Penelitian Terdahulu ... III-29
3.7. Studi Waktu ... III-26
IV METODOLOGI PENELITIAN
4.1. Lokasi Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Kerangka Konseptual Penelitian ... IV-2
4.5. Variabel Operasional ... IV-2
4.6. Langkah-Langkah Penelitian... IV-4
4.6.1. Studi Pendahuluan ... IV-4
4.6.2. Indentifikasi Masalah dan Penetapan Tujuan ... IV-5
4.6.3. Pengumpulan Data... IV-6
4.6.3.1. Instrumen Penelitian ... IV-6
4.6.3.2. Sumber Data ... IV-6
4.6.3.3. Metode Pengumpulan Data ... IV-7
4.6.4. Pengolahan Data ... IV-8
4.6.5. Analisis Pemecahan Masalah ... IV-10
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data... V-1
5.1.1. Flow Process Chart Tiang Pancang ... V-1
5.1.2. Data Permintaan Produk ... V-1
5.1.3. Data Kapasitas Work center... V-5
5.1.4. Data Pengukuran Waktu ... V-6
5.1.5. Rating Factor... V-6
5.1.6. Allowance ... V-23
5.1.7. Data Kerusakan Mesin Spinning... V-26
5.1.8. Data Penerimaan, Pemakaian, dan Persediaan Pasir
dan Kerikil ... V-27
5.2. Pengolahan Data... V-28
5.2.1. Penetapan Waktu Baku... V-28
5.2.1.1. Uji Keseragaman Data... V-28
5.2.1.2. Uji Kecukupan Data ... V-31
5.2.1.3. Penetapan Waktu Siklus ... V-33
5.2.1.4. Perhitungan Waktu Normal dan Waktu
Baku... V-34
5.2.2. Pembentukan Current Value Stream Map... V-37
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.2. Penentuan Value Stream Manager... V-37
5.2.2.3. Perhitungan Waktu Baku/unit ... V-38
5.2.2.4. Peta Setiap Kategori Proses di Sepanjang
Value Stream... V-39
5.2.2.5. Pembentukan Peta Aliran Keseluruhan
Pabrik yang Membentuk Current Value
Stream Map... V-41
5.2.3. Redesign untuk Mengurangi Pemborosan ... V-42
5.2.3.1. Sinkronisasi Pasokan ke Pelanggan secara
Eksternal ... V-42
5.2.3.2. Sinkronisasi Produksi secara Internal... V-46
5.2.3.3. Menciptakan Aliran ... V-50
5.2.4. Pembentukan Future Value Stream Map... V-61
VI ANALISIS DAN PEMBAHASAN
6.1. Analisis ... VI-1
6.1.1. Analisis Current Value Stream Map... VI-1
6.1.2. Analisis Redesign untuk Mengurangi Pemborosan . VI-6
6.1.2.1. Analisis Sinkronisasi Pasokan ke
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.1.2.2. Analisis Sinkronisasi Produksi secara
Internal... VI-7
6.1.2.3.Analisis Menciptakan Aliran ... VI-10
6.2.3. Analisis Future Value Stream... VI-11
6.2. Pembahasan ... VI-14
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Jumlah Jam Mesin Normal dan Jam Kerusakan Mesin
SpinningTahun 2012 s/d 2013 di PT. Jaya Beton Indonesia ... I-1
1.2. Data Penerimaan, Pemakaian, dan Persediaan Pasir dan Kerikil
(m3) ... I-3
1.3. Persediaan Pasir dan Kerikil Teoritis untuk Memenuhi 99%
Kebutuhan (m3)... I-3
2.1. Spesifikasi Prestressed Concrete Spun Piles... II-3
2.2. Spesifikasi Prestressed Concrete Spun Poles... II-5
2.3. Data Tenaga Kerja ... II-10
2.4. Standar Mutu Bahan ... II-14
2.5. Standar Mutu Produk ... II-14
2.6. Lama Putaran dan Kecepatan Putaran Spinning Machine No. 1
dan 2... II-21
2.7. Lama Putaran dan Kecepatan Putaran Spinning Machine No. 3
dan 4... II-21
2.8. Mesin Produksi ... II-22
2.9. Peralatan/Equipment... II-24
2.10. Utilitas... II-25
3.1. Pertanyaan Investigasi “5 Why” ... III-19
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
3.3. Penelitian Terdahulu ... III-30
5.1. Data Permintaan... V-1
5.2. Data Kapasitas Work Center... V-5
5.3. Waktu Siklus Untuk Tiang Pancang Tipe PC A 300 ... V-7
5.4. Waktu Siklus Untuk Tiang Pancang Tipe PC A 350 ... V-12
5.5. Waktu Siklus Untuk Tiang Pancang Tipe PC A 400 ... V-17
5.6. Rating Factor Tiap Stasiun Kerja ... V-22
5.7. Allowance Untuk Tiap Operator Tiap Stasiun Kerja ... V-24
5.8. Data Tanggal Kerusakan Mesin Spinning... V-26
5.9. Penerimaan, Pemakaian, dan Persediaan Pasir dan Kerikil (m3).. V-27
5.10. Pengukuran Waktu Stasiun Kerja (WC) I... V-28
5.11. Uji Keseragaman Data ... V-30
5.12. Pengukuran Waktu Stasiun Kerja I Tipe PC A 300... V-31
5.13. Uji Kecukupan Data Pembuatan Tiang Pancang ... V-32
5.14. Waktu Siklus... V-34
5.15. Perhitungan Waktu Normal dan Waktu Baku ... V-35
5.16. Proporsi Permintaan Produk selama Satu Tahun Terakhir ... V-37
5.17. Waktu Stasiun Kerja berdasarkan Model Mixes 22/36/42 ... V-38
5.18. Waktu Baku/Unit Berdasarkan Jumlah Operator ... V-39
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.20. Persediaan Pasir dan Kerikil Teoritis untuk Memenuhi 99%
Kebutuhan (m3)... V-46
5.21. Waktu Baku/unit (C/T, menit) ... V-46
5.22. Waktu Stasiun Kerja dengan Jumlah Operator yang Baru ... V-49
5.23. Waktu Antar Kerusakan/TTF ... V-52
5.24. Nilai Anderson Darling untuk Setiap Distribusi... V-58
5.25. Hasil Perhitungan Reliabilitas Mesin Spinning... V-60
6.1. Value Added Activity... VI-1
6.2. Non Value Added Activity... VI-3
6.3. Perbandingan Persediaan Pasir dan Kerikil Aktual dengan
Teoritis (m3) ... VI-6
6.4. Waktu Stasiun Kerja Aktual ... VI-7
6.5. Waktu Stasiun Kerja setelah Perbaikan ... VI-9
6.6. Perbandingan Lntasan Produksi Aktual dan setelah Perbaikan.... VI-10
6.7. Non Value Added Activity pada Future Value Stream Map... VI-11
6.8. Perbandingan Metric Lean pada Current dan Future Value
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Jaya Beton Indonesia ... II-7
4.1. Kerangka Konseptual... IV-2
4.2. Langkah-langkah Penelitian... IV-6
4.3. Blok Diagram Pengolahan Data... IV-11
5.1. Flow Process Chart Tiang Pancang ... V-2
5.2. Uji Keseragaman Data Pada Work center Pembuatan Tulangan
PC Bar (WC I) untuk Tipe PC A 300 ... V-29
5.3. Peta Kategori Proses pada Stasiun I... V-40
5.4. Current Value Stream Map... V-43
5.5. Precedence diagram Proses Pembuatan Tiang Pancang ... V-47
5.6. Grafik Keseimbangan Lintasan Aktual... V-48
5.7. Grafik Keseimbangan Lintasan Aktual dengan Model mix
22/36/42 ... V-48
5.8. Grafik Keseimbangan Operator setelah Pengurangan Operator ... V-50
5.9. Tampilan Data TTF pada Software Easy Fit... V-53
5.10. Distribusi Data TTF ... V-54
5.11. Distribusi Lognormal untuk Data TTF ... V-55
5.12. Distribusi Weibull untuk Data TTF ... V-56
5.13. Distribusi Eksponensial untuk Data TTF... V-58
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Rating Factordan Allowance ... L.1
2. Grafik Uji Keseragaman Data ... L.2
3. Surat Permohonan Tugas Sarjana ... L.3
4. Form Penetapan Tugas Sarjana ... L.4
5. Surat Penjajakan ... L.5
6. Surat Balasan Perusahaan ... L.6
7. Surat Keputusan Tugas Sarjana ... L.7
ABSTRAK
PT. Jaya Beton merupakan perusahaan yang bergerak dibidang pembuatan
tiang pancang dan tiang listik. Pada proses manufacturing yang dilakukan
perusahaan masih terdapat pemborosan-pemborosan seperti waktu menunggu, transportasi, dan persediaan berlebihan. Waktu menunggu diakibatkan oleh
ketidakseimbangan lintasan dan kerusakan mesin spinning yang mencapai 10%
dari waktu normal tersedia. Persediaan bahan baku pasir dan kerikil yang dilakukan mencapai 584% dan 355% dari jumlah persediaan untuk memenuhi 99% kebutuhan produksi sehingga mengakibatkan kegiatan transportasi
meningkat. Pemborosan-pemborosan yang terjadi tersebut mengakibatkan lead
time dan biaya produksi semakin tinggi, sehingga diperlukan perbaikan yang
secara efektif dapat dilakukan dengan penerapan lean manufacturing.
Tujuan penelitian ini adalah untuk memperpendek lead timeproduksi dan
meningkatkan efisiensi pemakaian sumber daya. Studi penerapan lean
manufacturing pada penelitian ini dilakukan menggambarkan current value stream map, redesign untuk mengeliminasi pemborosan, dan pembentukan future value stream map. Redesign untuk mengeliminasi pemborosan dilakukan dengan tiga tahapan yaitu sinkronisasi pasokan ke pelanggan secara eksternal, sinkronisasi produksi secara internal dan menciptakan aliran.
Peningkatan nilai metric lean pada future value stream map apabila
dibandingkan dengan current value stream map adalah total lead time menurun
47% , value to waste meningkat 97%, process cycle efficiency meningkat 28%,
dan process lead time menurun 56% serta pengurangan jumlah tenaga kerja
sebanyak 9 orang dengan jumlah produksi yang tetap. Perbandingan metric lean
pada future value stream map dan current value stream map tersebut
menunjukkan bahwa terjadi perbaikan nilai metric lean setelah penerapan lean
manufacturing.
ABSTRAK
PT. Jaya Beton merupakan perusahaan yang bergerak dibidang pembuatan
tiang pancang dan tiang listik. Pada proses manufacturing yang dilakukan
perusahaan masih terdapat pemborosan-pemborosan seperti waktu menunggu, transportasi, dan persediaan berlebihan. Waktu menunggu diakibatkan oleh
ketidakseimbangan lintasan dan kerusakan mesin spinning yang mencapai 10%
dari waktu normal tersedia. Persediaan bahan baku pasir dan kerikil yang dilakukan mencapai 584% dan 355% dari jumlah persediaan untuk memenuhi 99% kebutuhan produksi sehingga mengakibatkan kegiatan transportasi
meningkat. Pemborosan-pemborosan yang terjadi tersebut mengakibatkan lead
time dan biaya produksi semakin tinggi, sehingga diperlukan perbaikan yang
secara efektif dapat dilakukan dengan penerapan lean manufacturing.
Tujuan penelitian ini adalah untuk memperpendek lead timeproduksi dan
meningkatkan efisiensi pemakaian sumber daya. Studi penerapan lean
manufacturing pada penelitian ini dilakukan menggambarkan current value stream map, redesign untuk mengeliminasi pemborosan, dan pembentukan future value stream map. Redesign untuk mengeliminasi pemborosan dilakukan dengan tiga tahapan yaitu sinkronisasi pasokan ke pelanggan secara eksternal, sinkronisasi produksi secara internal dan menciptakan aliran.
Peningkatan nilai metric lean pada future value stream map apabila
dibandingkan dengan current value stream map adalah total lead time menurun
47% , value to waste meningkat 97%, process cycle efficiency meningkat 28%,
dan process lead time menurun 56% serta pengurangan jumlah tenaga kerja
sebanyak 9 orang dengan jumlah produksi yang tetap. Perbandingan metric lean
pada future value stream map dan current value stream map tersebut
menunjukkan bahwa terjadi perbaikan nilai metric lean setelah penerapan lean
manufacturing.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan teknologi, globalisasi dan bertambahnya pelaku pasar
menyebapkan persaingan dalam dunia usaha terus berkembang menjadi semakin
ketat. Hal ini mendorong setiap perusahaan berusaha meningkatkan daya saingnya
dengan meningkatkan kualitas produk dan kecepatan respon terhadap konsumen.
PT. Jaya Beton merupakan perusahaan yang bergerak dibidang
pembuatan tiang pancang dan tiang listik. Sistem produksi yang digunakan di
perusahaan adalah make to order, dimana produk akan dibuat jika pesanan telah
diterima dari konsumen.
Pada proses manufacturing yang dilakukan perusahaan masih terdapat
pemborosan-pemborosan seperti waktu menunggu, transportasi, dan persediaan
berlebihan. Waktu menunggu pada proses produksi diakibatkan oleh
ketidakseimbangan lintasan kerja dan kerusakan mesin yang terjadi. Berdasarkan
hasil wawancara dengan pihak perusahaan, kerusakan mesin paling sering terjadi
pada mesin spinning. Persediaan barlebihan terlihat pada banyaknya tumpukan
pasir dan kerikil di luar bucket. Bucket merupakan tempat penumpukan pasir dan
kerikil sebelum dimasukkan ke batching plant dengan menggunakan convenyor.
Akibatnya diperlukan transportasi pasir dan kerikil ke dalam bucket yang
seharusnya tidak diperlukan. Jarak antara penumpukan pasir dan kerikil terhadap
1,11 menit. Data kerusakan mesin dan persediaan pasir serta kerikil ditunjukkan
pada Tabel 1.1 dan Tabel 1.2.
Tabel 1.1. Data Jumlah Jam Mesin Normal dan Jam Kerusakan Mesin
SpinningTahun 2012 s/d 2013 di PT. Jaya Beton Indonesia
Tahun Bulan Jam Mesin Normal
(Jam)
Jam Kerusakan Mesin (Jam)
2012
Juli 450 46.75
Agustus 432 41
September 486 38
Oktober 450 40.5
November 486 41.5
Desember 468 43.84
2013
Januari 468 38.67
Februari 396 39
Maret 468 38.5
April 450 42.5
Mei 486 51.5
Juni 468 43.25
Sumber: PT. Jaya Beton Indonesia
Tabel 1.1. diatas menunjukkan bahwa rata-rata jam kerusakan mesin
adalah 10% dari waktu normal yang tersedia. Mesin spinning digunakan untuk
proses mould spinning pada stasiun kerja VIII. Proses mould spinning bertujuan
untuk memadatkan dan membentuk rongga pada produk tiang pancang. Waktu
antara proses pengecoran dan mould spinning tidak boleh terlalu lama untuk
menghindari adonan beton mengeras dan tidak dapat dibentuk menjadi berongga.
Sehingga apabila terjadi kerusakan pada mesin spinning maka proses pengecoran
pada stasiun kerja VI akan diperlambat atau dihentikan. Akibatnya akan terjadi
bottleneck pada stasiun kerja IV dan waktu menunggu pada stasiun kerja VI dan
Tabel 1.2. Data Penerimaan, Pemakaian, dan Persediaan
Pasir dan Kerikil (m3)
Tanggal Penerimaan Pemakaian Persediaan
Pasir Kerikil Pasir Kerikil Pasir Kerikil
19/06/2013 144 84 143 90 657 328
20/06/2013 132 84 121 72 658 322
21/06/2013 120 72 133 85 669 334
22/06/2013 132 60 143 82 656 321
24/06/2013 132 72 128 76 645 299
25/06/2013 120 96 135 78 650 295
26/06/2013 144 60 143 87 635 313
27/06/2013 120 60 121 77 636 286
28/06/2013 120 84 118 70 636 269
29/06/2013 120 60 134 83 637 283
Rata-rata 128 73 132 80
Stdev 10 13 9 7
Sumber: PT. Jaya Beton Indonesia
Berdasarkan Tabel 1.2 diatas dapat dihitung persediaan pasir dan kerikil
teoritis untuk memenuhi 99% kebutuhan semen dan pasir (setara dengan 2,33
sigma).
Tabel 1.3. Persediaan Pasir dan Kerikil Teoritis untuk Memenuhi 99%
Kebutuhan (m3)
Stock Type Theoretical Need(at 2,33 sigma coverage)
Pasir Kerikil
Cycle 61 40
Safety 23 31
Buffer 22 15
Total 111 86
Persediaan pasir dan kerikil aktual yang dilakukan perusaan jauh
melebihi persediaan teoritis yang diperlukan untuk memenuhi 99% kebutuhan
kerikil kedalam bucket. Pemborosan-pemborosan yang terjadi di sepanjang proses
manufacturing tersebut mengakibatkan lead time dan biaya produksi semakin
tinggi. Untuk mengurangi lead time dan biaya produksi harus dilakukan eliminasi
terhadap pemborosan-pemborosan, standarisai proses, dan menjaga proses
produksi tetap berjalan dengan lancar (create flow) serta perbaikan secara
berkelanjutan yang secara efektif dapat dilakukan dengan penerapan lean
manufacturing.
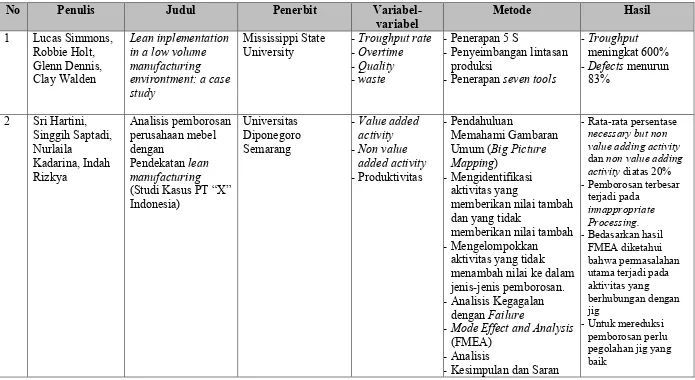
Penelitian mengenai penerapan lean manufacturing pada perusahaan
pakaian di Sri Langka berhasil mengurangi biaya produksi 10% dan lead time
30% serta meningkatkan plant efisiency 20% dan kualitas produk dari 64%
menjadi 94% (Gamage J.R. dkk, 2011). Penelitian lain mengenai penerapan lean
manufacturing pada perusahaan mobil off-road di United State berhasil
meningkatkan troughput 600% dan mengurangi kecacatan produk 83% (Lucas S.
dkk, 2011). Penelitian-penelitian mengenai penerapan lean manufacturing ini
menunjukkan bahwa penerapan lean manufacturing dapat menurunkan lead time
dan meningkatkan produktivitas.
Lean manufacturing merupakan serangkaian teknik yang lengkap, yang
apabila dikombinasikan dan terus diperbaharui dapat mengeleminasi ketujuh
pemborosan yaitu: produksi yang berlebih, waktu menunggu, transportasi, proses
yang berlebih, persediaan berlebih, gerakan yang tidak perlu, produk cacat (Lonie
Wilson, 2010). Pemborosan merupakan segala kegiatan yang tidak meningkatkan
meningkat, sehingga harus dikurangi ataupun dihilangkan. Pemborosan dapat
terjadi dimana saja disepanjang proses manufacturing.
1.2. Rumusan Masalah
Waktu menunggu, transportasi dan persediaan yang berlebihan pada
proses manufacturing di PT. Jaya Beton Indonesia mengakibatkan lead time
terlalu lama sehingga perlu dilakukan perbaikan proses produksi dengan
mengeliminasi kegiatan-kegiatan yang tidak meningkatkan nilai tambah.
1.3. Tujuan Penelitian
Tujuan umum penelitian adalah untuk membuat rancangan cara
mengeliminasi pemborosan yang terjadi disepanjang proses manufacturing
dengan mengurangi atau menghilangkan non value added activity.
Tujuan khusus dalam penelitian adalah sebagai berikut :
1. Memperpendek lead time produksi
2. Meningkatkan efisiensi pemakaian sumber daya (resource)
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian, antara lain:
1. Bagi Mahasiswa
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama di
dengan permasalahan yang ada di perusahaan khususnya mengenai konsep
jasa, kualitas, metode serta aplikasinya di lapangan.
2. Bagi Departemen Teknik Industri USU
a. Mempererat hubungan antara pihak universitas dengan pihak perusahaan
tempat dilakukannya penelitian.
b. Memperkenalkan Departemen Teknik Industri sebagai forum disiplin ilmu
terapan yang sangat bermanfaat bagi perusahaan.
3. Bagi Perusahaan
a. Memberikan informasi kepada perusahaan tentang pemborosan (waste)
yang terjadi disepanjang proses.
b. Sebagai bahan petimbangan bagi perusahaan dalam mengeliminasi
pemborosan yang terjadi diperusahaan.
c. Memberikan informasi tentang pentingnya penerapan lean manufacturing
untuk menciptakan perusahaan yang lean, fleksibel dan tanggap terhadap
pemborosan serta benefit yang didapat dari penerapan lean manufacturing.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah dilakukan agar penelitian lebih terarah untuk
mencapai tujuan dan memberikan ruang lingkup penelitian. Batasan masalah yang
digunakan dalam penelitian ini adalah sebagai berikut :
1. Studi penerapan lean manufacturing dalam hal ini hanya pada
2. Studi penerapan lean manufacturingdalam penelitian ini hanya membahas
pembentukan value stream map dan langkah redesign untuk
mengeliminasi pemborosan.
3. Studi penerapan lean manufacturing dalam penelitian ini tidak membahas
kegiatan manajemen dan komitmen perusahaan.
4. Dalam penelitian ini tidak dilakukan perhitungan biaya tetapi hanya pada
perancangan perbaikan.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah bahwa
kondisi mesin dan peralatan dalam keadaan normal selama pengukuran dilakukan.
1.6. Sistematika Penulisan Tugas Akhir
Laporan tugas akhir ini disusun dengan sistematika yang disajikan dalam
bentuk bab. Tugas akhir terdiri dari 7 bab.
BAB I menguraikan latar belakang masalah, perumusan masalah, tujuan dan
manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta sistematika
penulisan laporan.
BAB II, Bab ini menjelaskan gambaran umum perusahaan seperti sejarah
perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan
dan proses produksi
BAB III, Pada bab ini diuraikan tentang teori-teori yang menjadi acuan dalam
pelaksanaan penelitian. Teori ini meliputi teori tentang pengukuran waktu, teori
lean manufacturing dan Value Stream Mapping Tools, uji statistik dan metode
BAB IV, menguraikan tentang metodologi yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan penelitian, serta penjelasan dari setiap tahapan
tersebut.
BAB V, dijelaskan jenis data yang dibutuhkan, darimana dan bagaimana data
diperoleh. Juga dijelaskan teknik yang digunakan untuk mengolah data dalam
memecahkan permasalahan.
BAB VI , merupakan bab analisis pemecahan masalah yang berisikan tentang
analisis hasil pengolahan data dan evaluasi hasil usulan perbaikan.
BAB VII, Bab ini berisi tentang kesimpulan yang dapat diambil dari seluruh
tahapan penelitian yang dilakukan, serta saran-saran yang dapat diberikan peneliti
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
PT. Jaya Beton Indonesia dibangun oleh PT. Pembangunan Jaya pada
tahun 1978 yang muncul dari aspirasi untuk mengikuti kemajuan perkembangan
yang sangat cepat dalam sektor industri dan infrastruktur. Beberapa proyek besar
telah disupplai oleh PT. Jaya Beton Indonesia tetapi material yang dibutuhkan
diimpor dari luar negeri pada awal berdirinya PT Jaya Beton Indonesia.
Proyek seperti Indonesia Asahan Aluminium (INALUM), Asean Aceh
Fertilizer Plant, Panjang Harbour, LNG Bontang, Jakarta Outer Ring Road,
Matahari Tower (40 storey Building) telah menggunakan produk Jaya Beton,
bahkan PT. Jaya Beton telah mengekspor tiang pancang ke Guam, Hawaii dan ke
Brunei Darussalam untuk proyek Royal Brunei Air Force. Dengan produk dan
pelayanan yang handal, pasar Jaya Beton bertumbuh dengan sangat cepat. Pada
saat ini, perusahaan ada dalam hampir setiap proyek infrastruktur seluruh
Indonesia.
Sejak awal didirikan, PT. Jaya Beton Indonesia telah berpartisipasi dalam
pengembangan aktivitas dalam mendukung penerapan produk-produk utama di
seluruh Indonesia. Dengan proyek awal yaitu Proyek Asahan, PT. Jaya Beton
Indonesia dengan cepat dapat mencapai kredibilitas dalam penanganan banyak
Belawan, Pabrik Pengepakan Semen Andalas, Gudang Bulog di Dumai dan
berbagai proyek besar lainnya.
Untuk memproduksi tiang pancang dan tiang listrik membutuhkan proses
teknologi yang tinggi dan utilisasi dengan teknik yang modern dan terbaru. Jadi,
PT. Jaya Beton Indonesia berusaha untuk menjalin kerjasama dengan perusahaan
Jepang yang memiliki pengalaman tinggi, dengan tujuan transfer teknologi.
Sebagai hasilnya, pada tahun 1978 PT. Jaya Beton Indonesia menjalin kerjasama
dengan perusahaan Jepang Yoshimoto Co, Ltd dan Daido Concrete Co.Ltd.
2.2. Ruang Lingkup Bidang Usaha
PT. Jaya Beton Indonesia Sumut di dalam menjalankan perusahaannya
memproduksi jenis beton sebagai berikut:
1. Prestressed Concrete Spun Piles, yaitu produk beton yang berbentuk tiang
pancang bulat yang di gunakan untuk pondasi bangunan dan gedung
Tabel 2.1. Spesifikasi Prestressed Concrete Spun Piles Outside Diameter (mm) Tipe (Kelas) Ketebalan (mm) Cross Section Area(cm2)
Allowable Bearing Capacity (ton) Kekuatan Patah
Panjang (m) & Berat (ton)
7m 8m 9m 10m 11m 12m 13m 14m 15m
300
A
60 452,4 46
2,5
0,82 0,94 1,06 1,18 1,29 1,41 1,53
AB 3,0
B 3,5
C 4,0
350
A
65 582,0 59
3,5
1,06 1,21 1,36 1,51 1,66 1,81 1,97 2,12 2,27
AB 4,0
B 5,0
C 6,0
400
A
75 765,8 78
5,5
1,39 1,59 1,79 1,99 2,19 2,39 2,59 2,79 2,98
AB 6,5
B 7,5
C 9,0
450
A
80 929,9 95
7,5
1,69 1,93 2,17 2,42 2,66 2,90 3,14 3,38 3,62
AB 9,0
B 11,0
C 12,5
Tabel 2.1. Spesifikasi Prestressed Concrete Spun Piles (Lanjutan) Outside Diameter (mm) Tipe (Kelas) Ketebalan (mm) Cross Section Area(cm2)
Allowable Bearing Capacity (ton) Kekuatan Patah
Panjang (m) & Berat (ton)
7m 8m 9m 10m 11m 12m 13m 14m 15m
500
A
90 1159 120
10,5
2,11 2,41 2,71 3,01 3,31 3,62 3,92 4,22 4,52
AB 12,5
B 15,0
C 17,0
600
A
100 1570,8 161
17,0
2,86 3,27 3,67 4,08 4,49 4,90 5,31 5,71 6,12
AB 20,0
B 25,0
C 29,0
800
A
120 2564,1 270
40,7
4,49 5,13 5,77 6,41 7,05 7,69 8,33 8,97 9,62
AB 48,0
B 55,7
C 70,6
1000
A
140 3872 402
75,0
6,62 7,57 8,51 9,46 10,41 11,35 12,30 13,24 14,19
AB 87,2
B 105,7
C 123,6
1200
A
150 4847,8 529
120,0
8,66 9,90 11,13 12,37 13,61 14,84 16,08 17,32 18,56
AB 137,0
B 170,0
C 200,0
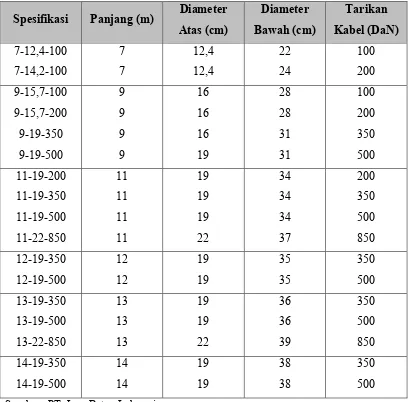
2. Prestressed Concrete Spun Poles (Electricity and Telecommunication), yaitu
produk beton yang berupa tiang listrik dan telekomunikasi yang di gunakan
untuk menyangga kabel/kawat yang di aliri listrik dari pembangkit ke
[image:35.595.108.516.250.652.2]konsumen. Spesifikasi untuk produk ini dapat dilihat pada Tabel 2.2.
Tabel 2.2. Spesifikasi Prestressed Concrete Spun Poles
Spesifikasi Panjang (m) Diameter Atas (cm) Diameter Bawah (cm) Tarikan Kabel (DaN) 7-12,4-100 7-14,2-100 7 7 12,4 12,4 22 24 100 200 9-15,7-100 9-15,7-200 9-19-350 9-19-500 9 9 9 9 16 16 16 19 28 28 31 31 100 200 350 500 11-19-200 11-19-350 11-19-500 11-22-850 11 11 11 11 19 19 19 22 34 34 34 37 200 350 500 850 12-19-350 12-19-500 12 12 19 19 35 35 350 500 13-19-350 13-19-500 13-22-850 13 13 13 19 19 22 36 36 39 350 500 850 14-19-350 14-19-500 14 14 19 19 38 38 350 500
Sumber : PT. Jaya Beton Indonesia
Saat ini PT. Jaya Beton Indonesia memiliki tiga pabrik yang tersebar di
1. Tangerang, Jakarta
2. Medan, Sumatera Utara
3. Surabaya, Jawa Timur
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Dalam menjalankan kegiatan perusahaan diperlukan struktur organisasi
serta uraian tugas yang jelas dari setiap orang yang terlibat dalam organisasi
tersebut. Struktur organisasi memberikan gambaran tentang posisi dan hubungan
kerja sama antara setiap unit-unit kerja yang ada pada perusahaan. Masing-masing
unit kerja tersebut mempunyai tujuan umum yang sama untuk mewujudkan suatu
keberhasilan. Hal ini dijumpai di PT. Jaya Beton Indonesia yang mempunyai
tujuan untuk memperoleh keuntungan maksimum dengan kesejahteraan karyawan
dan kegiatan perusahaan.
Jenis struktur organisasi pada PT. Jaya Beton Indonesia dikategorikan
dalam bentuk lini dan fungsional. Struktur organisasi PT. Jaya Beton Indonesia
Gambar 2.1. Struktur Organisasi PT. Jaya Beton Indonesia
Sumber : PT. Jaya Beton Indonesia
Tugas dan tanggung jawab masing-masing jabatan pada PT. Jaya Beton
Indonesia adalah sebagai berikut:
Mengkoordinir kegiatan operasional masing-masing plant/ pabrik. Adapun
kegiatan operasional ini meliputi kegiatan penjualan, pembelian, dan
lain-lain.
2. Plant Manager
Bertindak sebagai pengambil keputusan/ kebijakan di dalam pabrik.
3. Kepala Bagian Marketing
Bertugas mencari pasar dan juga dalam penagihan proyek.
4. Supervisor Marketing
Membantu kepala bagian marketing dalam melaksanakan tugasnya,
termasuk mencari pasar dan dalam penagihan proyek.
5. Kepala Bagian Produksi
Mengkoordinir kegiatan produksi pada setiap produk
6. Kepala Bagian KPU (Keuangan, Pembelian, dan Umum)
Menjalankan dan mengkoordinir kegiatan keuangan, pembelian dan umum.
7. Kepala Bagian Quality & Engineering
Mengontrol seluruh kegiatan mulai dari kegiatan pengecekan material
masuk, produksi hingga pengiriman.
8. Supervisor Produksi
Melaksanakan dan mengawasi jalannya produksi
9. Supervisor Maintenance and Repair
Mengawasi dan melaksanakan perawatan dan perbaikan alat-alat produksi
ataupun pabrik
Mengawas dan melaksanakan proses pemancangan di lapangan
11. Supervisor Gudang
Mengawasi dan melaksanakan kegiatan penerimaan material baik material
pokok maupun material bantu
12. Supervisor Administrasi Produksi
Membuat laporan dan administrasi produksi
13. Supervisor Accounting
Mengawasi dan melaksanakan akuntansi pabrik
14. Supervisor Pembelian
Mengawasi dan melaksanakan kegiatan penyediaan atau pembelian material
pokok atau bantu
15. Supervisor Umum dan Personalia
Mengawasi dan melaksanakan segala kegiatan yang berhubungan dengan
karyawan.
16. Kasir
Bertugas melaksanakan kegiatan pembayaran
17. Inspektor
Bertugas melaksanakan kegiatan inspeksi di tiap-tiap departemen.
2.3.2. Tenaga Kerja, Jam Kerja dan Pengupahan
2.3.2.1. Jumlah Tenaga Kerja
Data tenaga kerja pada PT. Jaya Beton Indonesia dapat dilihat pada Tabel
Tabel 2.3. Data Tenaga Kerja
No. Karyawan Jumlah
1 Pegawai kantor 41 Orang
2 Tenaga kerjaOutsourcing 82 Orang
Total 123 Orang
Sumber : PT. Jaya Beton Indonesia
2.3.2.2. Jam Kerja
Jam kerja produksi terdiri atas 2 shift kerja dengan perincian sebagai
berikut :
Shift I :
1. Jam 07.00-12.00 WIB (Kerja)
2. Jam 12.00-13.00 WIB (Istirahat)
3. Jam 13.00-16.00 WIB (Kerja)
4. Jam 16.00-17.00 WIB (Istirahat)
5. Jam 17.00-19.00 WIB (Kerja)
Shift II :
1. Jam 19.00-00.00 WIB (Kerja)
2. Jam 00.00-01.00 WIB (Istirahat)
3. Jam 01.00-04.00 WIB (Kerja)
4. Jam 04.00-05.00 WIB (Istirahat)
Karyawan yang bekerja melebihi kerja normal atau kerja shift dihitung
sebagai kerja lembur. Hari Minggu dan hari-hari besar lainnya merupakan hari
libur bagi perusahaan.
2.3.2.3. Sistem Pengupahan dan Fasilitas Lainnya
Gaji adalah pembayaran berupa uang yang diberikan kepada pegawai atas
pekerjaan yang dilaksanakan dan diserahkan setiap bulan pada tanggal yang telah
ditetapkan perusahaan. Pada PT. Jaya Beton Indonesia, jumlah gaji yang diterima
oleh pegawai tergantung dari gaji pokok dan tunjangan-tunjangan yang diperoleh
dan yang ditentukan oleh perusahaan. Staf dan karyawan perusahaan digaji
menurut gaji sesuai dengan jenjang organ yang telah diatur secara terperinci.
Upah adalah pembayaran berupa uang yang diberikan kepada karyawan
atas pekerjaan yang dilaksanakan. Upah untuk karyawan outsourcing diberikan
secara insentif, yaitu didasarkan pada massa output beton yang dihasilkan. Upah
didapat dengan mengalikan upah/ ton dengan massa beton yang dihasilkan. Jadi,
semakin banyak unit produksi yang dihasilkan maka semakin tinggi insentif yang
diterima.
Sistem pengupahan dibuat berdasarkan Upah Minimum Regional (UMR)
yang ditetapkan oleh Disnaker untuk daerah Medan, yaitu upah
serendah-rendahnya Rp.
1.197.000,-Dalam manajemennya, perusahaan memberikan fasilitas berupa materi
giat dalam meningkatkan prestasinya. Adapun beberapa fasilitas yang diberikan
yaitu:
1. Pemberian Cuti
Pemberian cuti dilakukan sesuai dengan tahunan, cuti sakit kepada staf dan
karyawan tetap.
2. Asuransi Kesehatan
Seluruh karyawan tetap diberikan asuransi kesehatan sesuai dengan ketentuan
yang berlaku.
3. Fasilitas Kerja
Perusahaan memberikan pakaian kerja, sarung tangan, kaca mata las, helm,
dan alat pengaman kepada regu produksi.
4. Jaminan sosial
Seluruh staff dan karyawan yang bekerja di PT. Jaya Beton Indonesia
diikutsertakan pada PERUM JAMSOSTEK.
5. Dana Pensiun
Kepada seluruh staff dan karyawan diberikan dana pensiun (BPLK) dan
asuransi untuk batas usia 55 tahun ke atas.
6. Memberikan tunjangan
Memberikan tunjangan berupa THR sebanyak 2 kali dalam setahun yaitu pada
saat Lebaran dan Tahun Baru sebesar 1 bulan upah.
7. Sarana/ fasilitas
Staff dan karyawan mendapat fasilitas berupa mushalla.
Karyawan yang bekerja pada shift malam mendapat ekstra puding bubur.
9. Training
Trainingkepada seluruh staff dan karyawan, misalnya mengenai:
a. Proses produksi
b. Training-trainingeksternal yang biasanya dilaksanakan di Jepang.
10. Peningkatan Karir
Pada setiap akhir semester, dilakukan evaluasi kinerja karyawan. Karyawan
yang memiliki kinerja baik akan dipromosikan untuk mendapatkan jabatan
yang lebih baik. Selain itu, lama bekerja juga sangat diperhatikan di
perusahaan ini. Karyawan yang sudah bekerja cukup lama akan diberikan
cenderamata sebagai bentuk penghargaan.
2.4. Proses Produksi
Proses produksi dapat diartikan sebagi cara, metode, dan teknik untuk
menciptakan atau menambah kegunaan suatu barang atau jasa dengan
menggunakan sumber-sumber (tenaga kerja, mesin, bahan baku dan dana) yang
ada. PT. Jaya Beton memproduksi dengan sistem produksi Make to Order (MTO).
Suatu perusahaan disebut mempunyai sistem produksi Make to Order yaitu bila
perusahaan/produsen menyelesaikan item jika dan hanya jika telah menerima
2.4.1. Standar Mutu Bahan/Produk
Keberhasilan dalam mencapai standar mutu produk ditentukan oleh mutu
dari bahan-bahan penyusun produk itu sendiri. PT. Jaya Beton melakukan
pengawasan terhadap mutu produk baik dari segi proses dan mutu
bahan-bahannya. Adapun bahan-bahan yang digunakan antara lain PC bar, iron wire,
semen, pasir, kerikil, dan air. Dalam hal mutu dari bahan-bahan itu telah ada
standarnya seperti yang ditujukan pada Tabel 2.4.
Tabel 2.4. Standar Mutu Bahan
No. Bahan Standard
1. PC Bar JIS G 3137-94 SPBDN & Contract Spesification
2. Iron wire JIS G3532
3. Semen SNI 15-03032-2004
4. Pasir Diameter () < 4 mm
5. Kerikil Diameter () = 10-20 mm
6. Air Tingkat kesadahan 75 mg/ml
Sumber: PT. Jaya Beton Indonesia
Untuk standar mutu produk dapat dilihat pada Tabel 2.5.
Tabel 2.5. Standar Mutu Produk
No. Bahan Standard
1. Tiang pancang JIS A 5335
2. Tiang listrik dan
telekomunikasi
SPLN 93:1991, STEL L-022 dan STEL
L-024
2.4.2. Bahan yang Digunakan
2.4.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan
produk. Bahan baku yang digunakan dalam proses produksi di PT. Jaya Beton
Indonesia antara lain:
1. PC Bar (Prestressed Concrete Bar/Baja Beton Pratekan)
PC Bar merupakan kawat baja karbon tinggi berpenampang bulat dengan
penampang beralur atau berlekuk dilakukan proses perlakuan panas,
didinginkan dengan cepat untuk menghasilkan struktur kemudian dihilangkan
sisa tegangannya dengan proses perlakuan panas secara kontinu untuk
mencapai sifat mekanis sesuai dengan spesifikasi yang ditetapkan. PC Bar
yang digunakan dalam poduksi tiang pancang berdiameter 7,1 mm dengan
kekuatan tarik 1445-1500 N/mm2 dan elongasi >5,0%. PC Bar digunakan
sebagai tulangan dalam pembuatan sangkar.
2. Iron wire
Iron wire yang digunakan berdiameter 3,2 mm dengan kekuatan tarik
640-1080 N/mm2. Iron wiredigunakan sebagai lilitan dalam pembuatan sangkar.
3. Semen
Semen yang digunakan adalah semen Andalas tipe Portland Pozzolan Cement
(PPC).
Pasir yang digunakan memiliki diameter <4 mm dengan kadar lumpur tidak
lebih dari 5% dan daya serap air lebih kecil dari 3 %.
5. Kerikil
Kerikil yang digunakan memiliki diameter 10-20 mm dengan kadar lumpur
tidak lebih dari 1 % dan daya serap air lebih kecil dari 3%.
6. Pile joint plate
Pile joint plate (plat sambung) yang digunakan antara lain berdiameter 300
mm, 350 mm, 400 mm, 450 mm, 500 mm, 550 mm, dan 600 mm.
2.4.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan
yang digunakan dalam proses produksi di PT. Jaya Beton Indonesia antara lain:
1. Air
Air yang dipergunakan dalam proses produksi berasal dari air sumur bor
dengan tingkat kesadahan 72 mg/L.
2. Plascitizer
Plascitizer merupakan jenis chemical admixture yang ditambahkan dalam
proses pembuatan adukan beton untuk mempermudah adukan supaya
homogen dan mengurangi pemakaian air dengan tidak mengurangi mutu.
3. Cat
Cat digunakan sebagai bahan untuk mewarnai kedua ujung tiang pancang dan
4. Baut
Baut digunakan untuk menahan PC Bar agar tidak lepas saat sangkar dirakit
dengan pile joint plate. Baut berukuran ¾ inchi ditempatkan pada locking pin
holekeemudian dikencangkan menggunakan impact tool.
2.4.2.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
untuk membantu kelancaran proses, tetapi bahan tersebut tidak terdapat pada
produk akhir.
1. Minyak CPO (Crude Palm Oil)
Minyak CPO merupakan bahan tambahan yang digunakan untuk melapisi
cetakan agar pada saat pengecoran, beton tidak lengket dengan cetakan.
2.4.3. Uraian Proses
PT. Jaya Beton Indonesia merupakan perusahaan manufaktur yang
memproduksi tiang pancang dan tiang listrik. Adapun proses produksi dimulai
dari persiapan tulangan, pembuatan sangkar (cage forming), pemasangan pile joint
plat, perakitan sangkar dengan cetakan, pembuatan adukan beton (concrete
mixing) pengecoran adukan beton, penutupan cetakan dan penarikan PC Bar
(tensioning), pemutaran cetakan (spinning), steam curing, remoulding, storage.
Proses produksi selengkapnya dapat dilihat pada flow process chartdan dijelaskan
sebagai berikut.
PC Bar (=7,1 mm) dengan kekuatan tarik 1445-1500 N/mm2 dan elongasi
>5,0% dipindakan dari gudang penyimpanan ke area pemotongan
menggunakan forklift. Selanjutnya PC Bar dipindahkan ke cutting machine
menggunakan hoist crane. PC Bar dipotong menggunakan cutting machine
dengan ukuran sesuai pesanan (7 m - 15 m). Potongan PC Bar dipindahkan ke
area pengheadingan dengan menggunakan hoist crane. Secara manual PC Bar
dimasukkan ke heading machinekemudian diproses untuk membentuk ujung
PC Bar menjadi bulat (berkepala) dengan diameter 15 mm.
2. Pembuatan sangkar (cage forming)
Dalam pembuatan sangkar diperlukan PC Bar ( = 7,1 mm) dan iron wire
(=3,2 mm). Iron wire dipindahkan dari gudang ke area perakitan dengan
menggunakan forklift. Gulungan iron wire ditempatkan ke cage forming
machine secara manual. Cover ring dipasang sesuai diameter sangkar yang
akan dibuat. PC Bar yang sudah melewati tahap pengheadingan dipasang
pada plat tembaga langsung ke plat penarik. Selanjutnya ujung iron wire
dipasangkan pada PC Bar. Pengelasan iron wire secara otomatis dilakukan.
Pada masing-masing ujung sangkar berjarak 1m ± 100 mm jarak spiralnya
40-80 mm, sedangkan jarak spiral 1m ± 100 mm dari ujung pertama adalah
80-120 mm sampai 1m ± 100 mm. Setelah selesai pengelasan, ujung PC wire
dipotong menggunakan tang. Sangkar yang telah selesai dibuat dipindahkan
ke area pemasangan joint secara manual.
Sangkar yang telah selesai selanjutnya dipasangi pile joint plate ( = sesuai
dengan diameter luar produk yang akan dibuat). Ujung PC bar yang berkepala
ditempatkan pada lubang-lubang yang ada di pile joint plate. Baut berukuran
¾ inchi ditempatkan pada locking pin hole yang berfungsi untuk menahan
agar PC Bar tidak lepas.
4. Perakitan sangkar dengan cetakan
Cetakan diolesi dengan minyak CPO sebelum dilakukan pengecoran.
Selanjutnya dipindahkan ke area placing dengan menggunakan over head
crane. Sangkar yang telah dipasangi pile joint plate dipindahkan ke area
placing menggunakan over head crane dan ditempatkan di dalam cetakan
bagian bawah.
5. Pembuatan adukan beton (concrete mixing)
Bahan-bahan yang digunakan untuk membuat adukan beton adalah air,
semen, kerikil, pasir, dan plascitizer sebagai admixture. Sebelum digunakan
dalam proses ini, terlebih dahulu mutu bahan diinspeksi. Semen, kerikil, dan
pasir dimasukkan ke dalam batching plant dengan menggunakan conveyor.
Air dan plascitizer dialirkan ke batching plant melalui selang. Pengadukan
terhadap bahan-bahan tersebut selama 5 menit dengan putaran 45 rpm. Hasil
pengadukan dipindahkan ke trolley hopper atas kemudian ke trolley hopper
bawah selanjutnya ke concrete placing machinedengan membuka gate trolley
hopper.
Setelah adukan beton dipindahkan ke concrete placing machine, pengecoran
dilakukan dengan menjalankan concrete placing machine sepanjang mould
yang akan dicor sambil membuka gate perlahan-lahan. Kemudian adukan
beton diratakan.
7. Penutupan cetakan dan penarikan PC Bar (tensioning)
Setelah adukan beton rata dilakukan penutupan cetakan. Cetakan atas dibawa
dengan over head crane. Setelah penutup atas cetakan tepat menutupi
cetakan, maka seluruh baut cetakan dikencangkan dengan menggunakan
impact tool. Bila seluruh baut telah dikencangkan maka dilakukan
prestressing terhadap PC Bar menggunakan tensioning jack (kekuatan tarik
750 kg/cm2). Selanjutnya cetakan dipindahkan ke spinning machine.
8. Pemutaran cetakan (spinning)
Pada bagian pemutaran (spinning) terdapat roda atau roll pemutar yang akan
memutar cetakan. Setelah cetakan diletakkan di atas roll pemutar maka
spinning machine akan menggerakkan roll. Pemutaran cetakan bertujuan
untuk memadatkan adonan beton dalam cetakan dengan memanfaatkan gaya
sentrifugal yang ditimbulkan oleh mesin. Cetakan diputar dengan kecepatan
dan lama putaran sesuai dengan diameter luar produk. Lama putaran dan
Tabel 2.6. Lama Putaran dan Kecepatan Putaran Spinning Machineno. 1
dan 2
Diameter Early Low Middle High
Rpm Time Rpm Time Rpm Time Rpm Time
300 200 0,5 300 1,5 600 1,5 800 5,0
350 200 0,5 300 1,5 600 1,5 800 5,0
400 200 0,5 300 1,5 600 1,5 800 5,0
450 200 0,5 300 1,5 600 1,5 800 6,0
500 200 0,5 300 1,5 700 1,5 840 6,0
600 200 0,5 300 1,5 700 1,5 840 6,0
Sumber: PT. Jaya Beton Indonesia
Tabel 2.7. Lama Putaran dan Kecepatan Putaran Spinning Machineno. 3 dan 4
Diameter Early Low Middle High
Rpm Time Rpm Time Rpm Time Rpm Time
300 300 0,5 500 1,5 900 1,5 1200 5,0
350 300 0,5 500 1,5 900 1,5 1200 5,0
400 300 0,5 500 1,5 900 1,5 1200 5,0
450 300 0,5 500 1,5 900 1,5 1200 5,0
500 300 0,5 500 1,5 1000 1,5 1400 6,0
600 300 0,5 500 1,5 1000 1,5 1400 6,0
Sumber: PT. Jaya Beton Indonesia
Selanjutnya cetakan yang telah selesai melalui proses spinning dipindahkan
ke bak uap menggunakan over head crane.
9. Steam curing
Steam curing merupakan proses pengeringan dengan menggunakan uap air
yang dialirkan dari boiler ke bak uap bertujuan untuk mempercepat
pada suhu 70oC. Dari bak uap selanjutnya dipindahkan ke area pembukaan
cetakan menggunakan over head crane.
10. Remoulding
Remoulding merupakan proses pembukaan cetakan. Cetakan bagian atas
dibuka dengan terlebih dahulu melepaskan baut menggunakan impact tool.
Cetakan bagian atas dipindahkan menggunakan over head crane. Selanjutnya
produk dipindahkan ke bagian pengecatan. Produk diinspeksi apakah sudah
sesuai dengan standar. Selanjutnya kedua ujung produk dicat dan produk
diberi label akta produksi.
11. Storage
Produk yang telah selesai diinspeksi dan dicat selanjutnya dipindahkan ke
stock areamenggunakan over head crane.
2.5. Mesin dan Peralatan
2.5.1. Mesin Produksi
Dalam melakukan proses produksinya, PT. Jaya Beton Indonesia
menggunakan beberapa mesin dan peralatan. Adapun mesin-mesin yang
digunakan oleh PT. Jaya Beton Indonesia dapat dilihat pada Tabel 2.8.
Tabel 2.8. Mesin Produksi
No. Nama Mesin Kegunaan Spesifikasi
1. Cutting Machine Untuk memotong PC Bar
sesuai ukuran yang
dibutuhkan
Buatan : Takasima
Type : TB-1
Kapasitas : 30 m/min
Tabel 2.8. Mesin Produksi (Lanjutan)
No. Nama Mesin Kegunaan Spesifikasi
2. Heading Machine Untuk membuat kepala di
kedua ujung PC Bar
1. Tipe : SH-40
Tahun : 1986
2. Tipe : SH-40
Tahun : 1978
3. Spinning
Machine
Untuk memutar roll spinning
agar adukan beton di dalam
cetakan menjadi padat
1. Buatan : Tatchi/Baldor
Tipe : 45 Kw
Diameter : 300-400 mm
Tahun : 1995
2. Buatan : Kodama (Meiden)
Tipe : EB-MHC Motor
30 Kw
Diameter : 300-400 mm
Tahun : 1986-Jepang
3. Buatan : Kodama (Meiden)
Tipe : EB-MHC Motor
30 Kw
Diameter : 300-400 mm
Tahun : 1982-Jepang
4. Cage forming
Machine
Untuk membentuk sangkar
produk
Model : P 400 – 13B
Buatan : Hiraoka (Jepang)
Tahun : 1978
5. Batching Plant Untuk mencampur atau
mengaduk pasir, semen,
kerikil, dan plascitizer selama
5 menit sehingga homogen
Merk : Nikko-Jepang
Model : BPU 100A
Kapasitas : 60 m3/ hr
6. Concrete placing
machine
Untuk menempatkan adonan
pengecoran pada cetakan
Buatan : Lokal – JBI
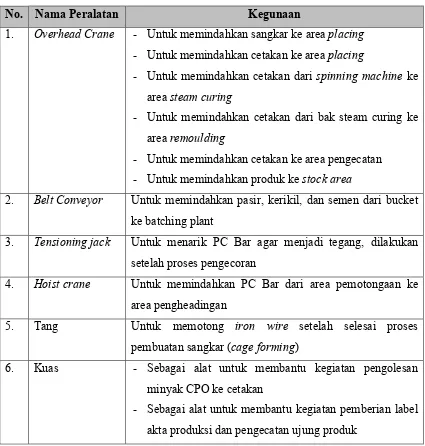
2.5.2. Peralatan (Equipment)
Dalam mendukung kegiatan produksi diperlukan adanya material handling
yang berperan sebagai sarana transportasi untuk memindahkan material. Alata
material handling dan peralatan lainnya yang digunakan dalam proses produksi
[image:54.595.108.533.273.719.2]dapat dilihat pada Tabel 2.9.
Tabel 2.9. Peralatan/Equipment
No. Nama Peralatan Kegunaan
1. Overhead Crane - Untuk memindahkan sangkar ke area placing
- Untuk memindahkan cetakan ke area placing
- Untuk memindahkan cetakan dari spinning machine ke
area steam curing
- Untuk memindahkan cetakan dari bak steam curing ke
area remoulding
- Untuk memindahkan cetakan ke area pengecatan
- Untuk memindahkan produk ke stock area
2. Belt Conveyor Untuk memindahkan pasir, kerikil, dan semen dari bucket
ke batching plant
3. Tensioning jack Untuk menarik PC Bar agar menjadi tegang, dilakukan
setelah proses pengecoran
4. Hoist crane Untuk memindahkan PC Bar dari area pemotongaan ke
area pengheadingan
5. Tang Untuk memotong iron wire setelah selesai proses
pembuatan sangkar (cage forming)
6. Kuas - Sebagai alat untuk membantu kegiatan pengolesan
minyak CPO ke cetakan
- Sebagai alat untuk membantu kegiatan pemberian label
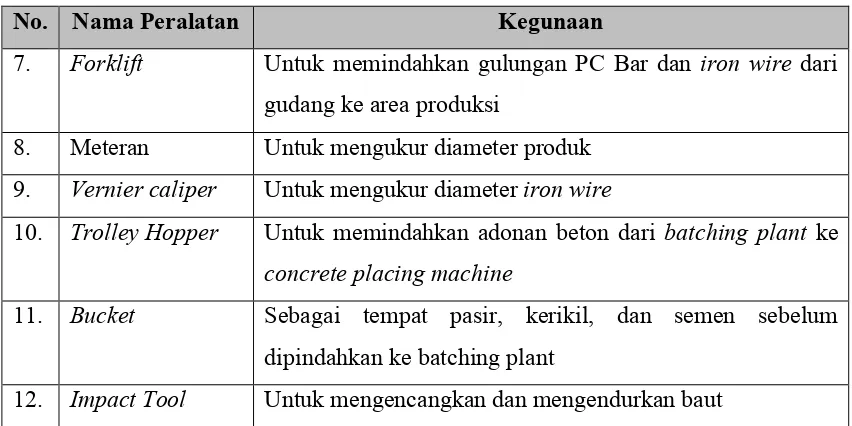
Tabel 2.9. Peralatan/Equipment (Lanjutan)
No. Nama Peralatan Kegunaan
7. Forklift Untuk memindahkan gulungan PC Bar dan iron wire dari
gudang ke area produksi
8. Meteran Untuk mengukur diameter produk
9. Vernier caliper Untuk mengukur diameter iron wire
10. Trolley Hopper Untuk memindahkan adonan beton dari batching plant ke
concrete placing machine
11. Bucket Sebagai tempat pasir, kerikil, dan semen sebelum
dipindahkan ke batching plant
12. Impact Tool Untuk mengencangkan dan mengendurkan baut
Sumber: PT. Jaya Beton Indonesia
2.5.3. Utilitas
Utilitas adalah sarana penunjang untuk membantu semua kegiatan dalam
suatu bangunan atau gedung. Untuk kelancaran kegiatan produksi pada PT. Jaya
[image:55.595.107.533.138.351.2]Beton Indonesia diperlukan unit pendukung seperti pada Tabel 2.10.
Tabel 2.10. Utilitas
No. Utilitas Kegunaan
1. Genset Pembangkit listrik bagi perusahaan apabila terjadi
pemadaman arus oleh PLN
2. Boiler Sebagai penghasil uap air yang digunakan pada proses
steam curing
3. Kompresor Untuk menghasilkan udara bertekanan yang diperlukan
oleh impact tool
2.5.4. Safety and Fire Production
Keselamatan dan kesehatan kerja merupakan hal yang perlu diperhatikan
di dalam pabrik yang sedang beroperasi. Kecelakaan kerja akan dapat
mengakibatkan terhambatnya proses produksi. Cara untuk mencegah terjadinya
kecelakaan kerja adalah dengagn menggunakan alat pelindung diri. Alat-alat
pelindung diri yang terdapat pada PT. Jaya Beton Indonesia adalah sebagai
berikut:
1. Helm
Helm berfungsi untuk melindungi kepala pekerja dari benda yang terjatuh
dari atas.
2. Sepatu
Sepatu berfungsi sebagai pengaman atau pelindung kaki.
3. Sarung tangan
Sarung tangan berfungsi untuk melindungi tangan dari benda-benda yang
tajam, permukaan kasar, dan sebagainya.
4. Masker
Masker berfungsi untuk melindungi hidung dan mulut dari debu.
2.5.5. Waste Treatment
Setiap perusahaan perlu memperhatikan masalah limbah agar tidak
mencemari lingkungan. Limbah dari proses pembuatan produk di PT. Jaya Beton
Indonesia berupa limbah cair dan padat yaitu air, sisa potongan PC Bar, dan sisa
spinning. Air ini kemudian dialirkan ke bak pengolahan limbah untuk disaring
dalam 3 tahap. Selanjutnya air dialirkan ke kolam. Sisa potongan PC Bar dan sisa
potongan iron wire yang tidak dapat dipakai lagi dijual karena ukurannya tidak
BAB III
LANDASAN TEORI
3.1. Sejarah Lean Manufacturing
Pada tahun 1930-an, pemimpin dari Toyota Motor Company, mengunjungi
pabrik Ford dan melakukan studi tentang sistem produksi massal di pabrik Ford
tersebut dalam rangka meningkatkan sistem produksinya. Sistem produksi missal
yang dilakukan oleh Ford hanya dapat dilakukan untuk volume produksi yang
besar dan memiliki variasi produk yang terbatas. Jadi sistem produksi ini bukan
hanya tidak fleksibel tapi juga sulit untuk beradaptasi dengan situasi yang ada.
Pada saat itu, Jepang hanya memiliki pasar yang kecil untuk mobil dibandingkan
dengan pasar Amerika Serikat. Pasar yang kecil berarti volume produksi yang
diperlukan untuk memenuhi pesanan pelanggan juga kecil.
Pada tahun 1950, para pemimpin Toyota melakukan kunjungan studi ke
beberapa perusahaan manufaktur di AS dan mereka berharap akan kagum dengan
kemajuan manufaktur AS. Akan tetapi para pemimpin itu merasa terkejut bahwa
perkembangan sistem produksi massal di AS tidak banyak berubah sejak tahun
1930-an. Bahkan mereka menemukan banyak sekali kekurangan di system
produksi tersebut. Para pemimpin melihat sistem akuntansi tradisional yang
menghargai manajer yang memproduksi produk berlebih, proses produksi yang
tidak mengalir secara merata, sehingga barang cacat yang tersembunyi dalam
batch besar ini mungkin tidak akan ditemukan selama berminggu-minggu.
Taiichii Ohno yang mendapat tugas dari Toyota untuk mengembangkan
sistem untuk meningkatkan produktivitas di perusahaan, akhirnya menemukan
bahwa yang perlu dikuasai oleh Toyota adalah proses produksi yang mengalir
secara kontinu. Contoh terbaik yang ada pada saat itu adalah jalur perakitan
bergerak milik Ford. Dengan menggunakan prinsip manajemen ilmiah yang
dipelopori oleh Frederick Taylor, Ford juga bergantung pada studi tentang time
studies, tugas pekerja yang sangat terspesialisasi, dan pemisahan antara
perencanaan yang dilakukan oleh para insiniyur dan pelaksanaan oleh para
pekerja. Dalam bukunya, Ford menekankan pentingnya menciptakan aliran
material yang tidak terputus sepanjang proses, menstandarisasikan proses, dan
menghilangkan pemborosan. Namun sementara ia mengkotbahkan hal itu,
perusahaannya tidak selalu mempraktekkannya. Hal inilah yang membantu
Toyota menghasilkan suatu penemuan penting, yakni sistem yang berorientasi
terhadap proses, saat ini dikenal sebagai Toyota Production System (TPS) atau
Lean Manufacturing. Ide dasar dari sistem ini adalah bagaimana meminimasi
penggunaan sumber daya yang tidak memberikan nilai tambah bagi produk1
.
3.2. Konsep Lean Manufacturing
Ohno (1997) seperti yang dikutip oleh Abdullah (2003) menjelaskan
bahwa ide dasar dibalik sistem Lean Manufacturing, yang telah dipraktekkan
selama bertahun-tahun di Jepang, mencakup eliminasi pemborosan, pengurangan
biaya serta peningkatan kemampuan pekerja. Filosofi Jepang dalam menjalankan
1
bisnis sangatlah berbeda dengan filosofi yang telah lama diterapkan di Amerika.
Kepercayaan tradisional Barat beranggapan bahwa satu-satunya cara untuk
memperoleh keuntungan adalah dengan menambahkan keuntungan itu kedalam
ongkos manufaktur agar dapat menaikkan harga jual seperti yang diinginkan.
Sebaliknya pendekatan cara Jepang percaya bahwa konsumen merupakan
generator harga jual. Semakin banyak kualitas yang dibangun kedalam suatu
produk dan semakin banyak jasa yang ditawarkan, maka semakin besar juga harga
yang rela dibayar oleh konsumen. Perbedaan antara biaya produk dan harga inilah
yang disebut sebagai profit. Ilmu Lean Manufacturing adalah bekerja dalam setiap
tahapan di value stream dengan mengeliminasi pemborosan agar dapat
mengurangi biaya, meningkatkan output, dan pengurangan lead time produksi
agar dapat terus bersaing dalam pertumbuhan pasar global.
Konsep dasar dalam lean manufacturing2 dapat diringkas sebagai berikut:
1. Pendefenisian waste (pemborosan)
Dari seluruh aktivitas untuk menghasilkan produk dari tahap awal hingga
akhir dapat dikategorikan atas value added (yang memberikan nilai
tambah) dan non-value added (tidak memberikan nilai tambah). Setiap
proses yang non-value added dari sudut pandang konsumen harus
dieliminasi.
2. Standarisasi proses
Lean menuntut adanya implementasi dari panduan produksi yang rinci,
disebut sebagai standarisasi kerja. Ini mengeliminasi variasi pekerja dalam
melakukan pekerjaannya.
3. Continuous flow
Lean bertujuan mengimplementasikan aliran produksi kontiniu, bebas dari
bottlenecks, interruption, or waiting. Bila hal ini berhasil
diimplementasikan maka waktu siklus produksi dapat dikurangi hingga
90%.
4. Pull production
Disebut juga Just-in-Time (JIT) yang bertujuan memproduksi produk yang
dibutuhkan dan pada waktu dibutuhkan.
5. Quality at the source
Lean bertujuan mengeliminasi sumber kecacatan dan pemeriksaan kualitas
dilakukan pekerja pada lini proses produksi.
6. Continuous Improvement
Lean ditujukan mencapai kesempurnaan dengan perbaikan bertahap untuk
mengeliminasi pemborosan secara terus menerus.
3.3. Jenis-jenis Pemborosan
Lean berfokus pada peniadaan atau pengurangan pemborosan (atau
“muda”, bahasa Jepang untuk pemborosan) dan juga peningkatan atau
sudut pandang konsumen3. Dari sudut pandang konsumen, nilai sama artinya
dengan segala sesuatu yang ingin dibayar oleh konsumen untuk suatu produk atau
jasa. Semua kegiatan tersebut dapat dikategorikan sebagai berikut:
a. Menciptakan nilai bagi produk (Value added activities) adalah aktivitas
yang mentransformasi material atau informasi yang diinginkan dari sudut
pandang konsumen.
b. Tidak dapat menciptakan nilai, tapi tidak dapat dihindari dengan teknologi
dan asset yang sekarang dimiliki dan dibutuhkan untuk mengtransformasi
material menjadi produk (Necessary non value added activities)
c. Tidak dapat menciptakan nilai bagi produk (Non value added activities)
Pemborosan (Waste) didefinisikan sebagai segala aktivitas pemakaian
sumber daya (resources) yang tidak memberikan nilai tambah (value added) pada
produk. Pada dasarnya semua waste yang terjadi berhubungan erat dengan
dimensi waktu. JIT mendefinisikan ada 8 jenis waste yang tidak memberikan nilai
dalam proses bisnis atau manufaktur, antara lain adalah sebagai berikut4:
1. Produksi yang berlebih (overproduction)
Kriteria overproduction adalah:
a. Memproduksi sesuatu lebih awal dari yang dibutuhkan
b. Memproduksi dalam jumlah yang lebih besar dari pada yang
dibutuhkan oleh pelanggan. Memproduksi lebih awal atau lebih cepat
dari yang dibutuhkan pelanggan mencipta