STUDI APLIKASI TOTAL PRODUCTIVE MAINTENANCE
UNTUK PENINGKATAN EFISIENSI PRODUKSI DENGAN
METODE OVERALL EQUIPMENT EFFECTIVENESS DI
PT. ROLIMEX KIMIA NUSA MAS MEDAN
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat KARYA AKHIR
Memperoleh Gelar Sarjana Sains Terapan
Oleh
AHMAD MUPIANDA 035204005
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur Penulis ucapkan kepada ALLAH SWT, atas segala rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan Karya Akhir ini dengan baik. Karya Akhir ini dibuat dalam rangka memenuhi salah satu persyaratan Akademis yang harus diselesaikan setiap mahasiswa Jurusan Teknik Industri Program Studi Teknik Manajemen Pabrik Fakultas Teknik Universitas Sumatera Utara. Karya Akhir ini berjudul “Studi Aplikasi Total Productive Maintenance Untuk Peningkatan Efisiensi Produksi Dengan Metode Overall Equipment Effectiveness Di PT. Rolimex Kimia Nusa Mas”.
Dalam menyelesaikan Karya Akhir ini Penulis Menyadari bahwa terdapat kekurangan-kekurangan, baik dalam penulisan maupun dalam penyusunan kalimat, untuk itu dengan kerendahan hati Penulis menerima saran dan kritikan untuk lebih sempurnanya Karya Akhir ini.
Akhir kata, Penulis mengharapkan semoga Karya Akhir ini berguna bagi
pembaca sekalian. Semoga Allah SWT selalu menyertai kita semua. Terima kasih.
UCAPAN TERIMA KASIH
Dalam penulisan Karya Akhir ini Penulis banyak mendapatkan dorongan dan bantuan baik materil maupun moril dari berbagai pihak. Untuk itu pada kesempatan ini Penulis ingin menyampaikan banyak terima kasih kepada pihak yang telah memberikan bantuan antara lain:
1. Ibu Ir. Rosnani Ginting, MT sebagai Ketua Departemen Teknik Industri yang selalu membantu anak didiknya untuk menyelesaikan studinya tepat waktu.
2. Bapak Ir. Poerwanto, Msc selaku Dosen Pembimbing I yang telah banyak memberikan bantuan bimbingan dari awal sampai akhir penelitian dalam penulisan Karya Akhir ini.
3. Ibu Ir. Nurhayati Sembiring, MT selaku Dosen Pembimbing II yang telah banyak memberikan bantuan bimbingan dari awal sampai akhir penelitian dalam penulisan Karya Akhir ini.
4. Bapak Edi, Bapak Auri dan karyawan pad bagian produksi sebagai pembimbing lapangan selama melakukan Riset di PT. Rolimex Kimia Nusa Mas
6. Sahabatku Rusdi, Ahmad Afandi, Cebol, izal Yangki, anak-anak warkop Madnur, dan rekan-rekan mahasiswa Program Studi Teknik Manajemen Pabrik stambuk’03 yang telah membantu penulis dalam menyelesaikan Karya Akhir ini.
Semoga dengan dibuatnya Karya Akhir ini dapat memberikan manfaat bagi semua pihak yang memerlukan, akhir kata penulis mengucapkan terima kasih dan mohon maaf yang sebesarnya jika ada kesalahan maupun kekurangan dalam penulisan Karya Akhir ini. Semoga Karya Akhir ini bermanfaat bagi kita semua.
Medan, September 2008
ABSTRAK
PT. Rolimex Kimia Nusa Mas merupakan sebuah perusahaan yang memproduksi pupuk CIRP (Crismes Island Rock Phosphate) yang juga tidak terlepas dari masalah yang berkaitan dengan efektifitas mesin/peralatan yang diakibatkan oleh six big losses tersebut. Hal ini dapat terlihat dengan frekuensi kerusakan yang terjadi pada mesin/peralatan karena kerusakan tersebut target produksi tidak tercapai. Oleh karena itulah diperlukan langkah-langkah yang efektif dan efisien dalam pemeliharaan mesin/peralatan untuk dapat menanggulangi dan mencegah masalah tersebut.
Fungsi mesin/peralatan yang digunakan dalam proses produksi akan mengalami kerusakan sejalan dengan semakin bertambahnya usia mesin dan penurunan kemampuan mesin dan peralatan tersebut, meskipun dengan demikian umur pemakaian dan kegunaan dari mesin tersebut dapat diperpanjang dengan penerapan metode perbaikan secara berkala melalui suatu aktifitas pemeliharaan (maintenance) yang tepat. Total Productive Maintenance (TPM) adalah salah satu metode yang dikembangkan di Jepang yang dapat digunakan untuk meningkatkan produktifitas dan efisiensi produksi perusahaan dengan menggunakan mesin/peralatan secara efektif. Dalam penelitian ini objek yang diteliti adalah mesin Hammer Mill 2
Tahapan pertama dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektifitas mesin Hammer Mill 2 dengan menggunakan metode Overall Equipment Effectifitas (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses dan dari faktor six big losses tersebut dicari faktor terbesar yang mengakibatkan rendahnya efisiensi. Data yang digunakan adalah data tiga bulan terakhir, yaitu mulai bulan Maret 2008-Mei 2008. Hasil perhitungan menunjukan bahwa terjadi fluktuasi nilai OEE tiap bulannya. Nilai OEE terendah terjadi pada April 2008, yaitu sebesar 62,97% dan OEE terbesar terjadi pada bulan Maret 2008 sebesar 71,72%.
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... ....i
UCAPAN TERIMA KASIH ... ...ii
DAFTAR ISI ... ..iv
DAFTAR TABEL ... ..ix
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN ... xii
ABSTRAK ... xiii
I
PENDAHULUAN
1.1. Latar Belakang Permasalahan ... . I-1
1.2. Rumusan Permasalahan ... . I-3
1.3. Tujuan Pemecahan Masalah ... . I-3
1.4. Pembatasan Masalah ... . I-4
1.5. Asumsi-asumsi yang Digunakan ... . I-4
DAFTAR ISI (LANJUTAN)
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen Perusahaan ... II-2
2.3.1. Struktur Organisasi Perusahaan ... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-3
2.3.4.Sistem Pengupahan dan Fasilitas Lainnya... II-5
2.4. Proses Produksi... II-7
2.4.1. Standart Mutu Produk ... II-7
2.4.2. Bahan Yang Digunakan ... .II-8
2.4.2.1. Bahan Baku ...II-8
2.4.2.2. Bahan Tambahan...II-8
2.4.3. Uraian Proses Produksi ... .II-10
2.5. Mesin dan Peralatan ... II-14
2.5.1. Mesin Produksi ... .II-14
2.5.2. Utilitas ... .II-14
2.5.3. Safety and Fire Protection ... .II-17 2.5.4. Waste Tretment ... .II-19
III
LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
3.1.1. Pengertian Maintenance... III-1 3.1.2. Tujuan Maintenance ... III-3 3.2. Jenis-jenis Maintenance ... III-4 3.2.1. PlannedMaintenance ... III-4 3.2.2. Unplanned Maintenance ... III-6 3.2.3. Autonomous Maintenance ... III-6 3.3. Tugas dan Pelaksanaan Kegiatan Maintenance ... III-8 3.4. Total Productive Maintenance ... III-9 3.4.1.Pendahuluan ... III-9
3.4.2. Pengertian Total Produktive Maintenance ... III-10
3.4.3. Manfaat dari Total Produktive Maintenance ... III-12
3.5. Analisa Produktivitas Six Big Losses ... III-13 3.6. OEE (Overall Equipment Effectiveness)... III-14
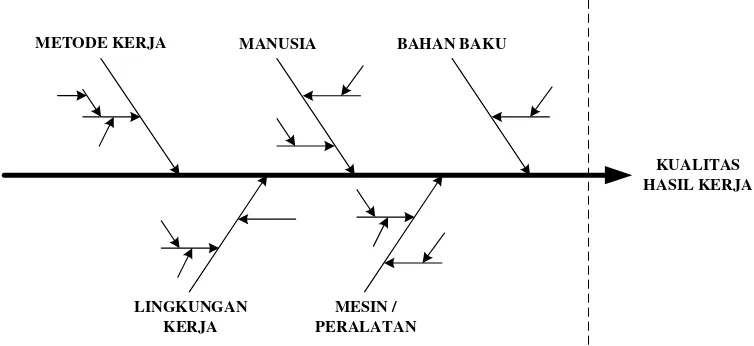
3.7. Diagram Sebab Akibat (Cause and Effect Diagram)... III-19
IV METODOLOGI PENELITIAN
4.1. Objek Penelitian ... IV-1
DAFTAR ISI (LANJUTAN)
V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-8
5.2.1. Perhitungan Rata-rata ... V-8
5.2.2. Menghitung Standar Deviasi dari Data Pengamatan ... V-9
5.2.3. Standar Deviasi dari Distribusi Harga Rata-rata ... V-10
5.2.4. Batas Kontrol Atas dan Batas Kontrol Bawah ... V-10
5.2.5. Uji Kecukupan Data ... V-11
5.2.6. Perhitungan Waktu Normal... V-12
5.2.7. Perhitungan Waktu Standar ... V-12
5.2.8. Perhitungan Availability ... V-13
5.2.9. Perhitungan Performance Efficiency ... V-14 5.2.10. Perhitungan Rate of Quality Product ... V-15
5.2.11. Perhitungan Overal Equipment Effectiveness (OEE) .. V-16
DAFTAR ISI (LANJUTAN)
VI
ANALISA PEMECAHAN MASALAH
6.1. Analisa Perhitungan OEE ... VI-1
6.2. Analisis Perhitungan OEE Six Big Losses ... VI-1 6.3. Analisis Diagram Sebab Akibat ... VI-2
6.4. Usulan Pemecahan Masalah ... VI-5
6.4.1. Usulan Penyelesaian Masalah Six Big Losses... VI-5
6.4.2. Penerapan Total Productive Maintenance ... VI-7
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Perawatan Mesin pada Bulan Maret ... I-2
2.1. Jumlah Tenaga Kerja di PT. Rolimex Kimia Nusa Mas ... II-4
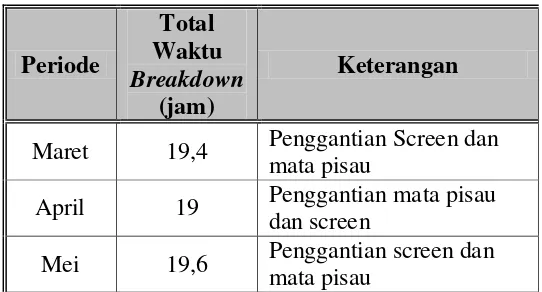
5.1. Data Waktu Kerusakan (Breakdown) Mesin Hammer Mill 2 ... V-2
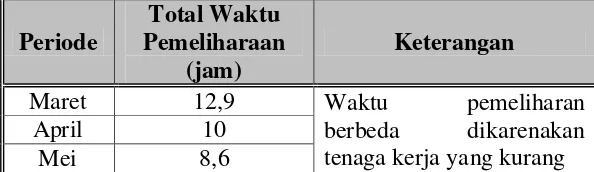
5.2. Data Waktu Pemeliharaan Mesin Hammer Mill 2 ... V-3
5.3. Data Waktu Setup Mesin Hammer Mill 2 ... V-4 5.4. Data Produksi Mesin Hammer Mill 2 ... V-5
5.5. Data Waktu Siklus Operasi pada Mesin Hammer Mill 2 ... V-5
5.6. Rating factor Mesin Hammer Mill 2 dengan Metode Westinghouse... V-7
5.7. Pengelompokan Siklus Operasi pada Mesin Hammer Mill 2 ... V-9
5.8. Availability Mesin Hammer Mill 2 ... V-14 5.9. Performance Efficiency Mesin Hammer Mill 2 ... V-15 5.10. Rate of Quality Product Mesin Hammer Mill 2... V-16 5.11. Perhitungan Overall Equipment Effectivenes ... V-17 5.12. Breakdown Loss Mesin Hammer Mill 2 ... V-18
5.13. Setup and Adjustment losses mesin Hammer Mill 2 ... V-19
5.14. Idling and Minor Stoppages Mesin Hammer Mill 2 ... V-20
DAFTAR TABEL (LANJUTAN)
5.17. Yield/Scrap Loss Mesin Hammer Mill 2 ... V-23
6.1. Persentase Faktor Six Big Losses Mesin Hammer Mill 2 ... VI-2
6.2. Usulan Penyelesaian Masalah Reduced Speed Loss ... VI-6
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Block Diagram Proses Pengantongan Pupuk ... II-14
2.2. Sturuktur organisasi PT. Rolimex Kimia Nusa Mas Medan ... II-21
3.1. Overall Equipment Effectiveness and Goals ... III-15 3.2. Diagram Sebab Akibat ... III-20
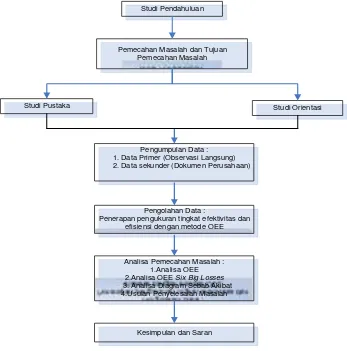
4.1. Tahapan Proses Pemecahan Masalah ... IV-3
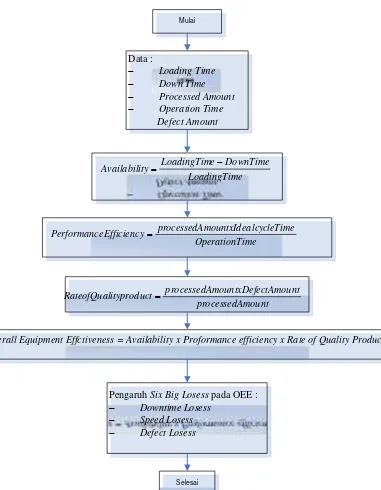
4.2. Block Diagram Perhitungan OEE ... IV-4 5.1. Peta Kontrol Mesin Hammer Mill 2 ... V-11
6.1. Pareto Diagram Six Big Losses Mesin Hammer Mill 2 ... VI-2
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab ……….L-1
2. Mesin dan Peralatan………..L-5
ABSTRAK
PT. Rolimex Kimia Nusa Mas merupakan sebuah perusahaan yang memproduksi pupuk CIRP (Crismes Island Rock Phosphate) yang juga tidak terlepas dari masalah yang berkaitan dengan efektifitas mesin/peralatan yang diakibatkan oleh six big losses tersebut. Hal ini dapat terlihat dengan frekuensi kerusakan yang terjadi pada mesin/peralatan karena kerusakan tersebut target produksi tidak tercapai. Oleh karena itulah diperlukan langkah-langkah yang efektif dan efisien dalam pemeliharaan mesin/peralatan untuk dapat menanggulangi dan mencegah masalah tersebut.
Fungsi mesin/peralatan yang digunakan dalam proses produksi akan mengalami kerusakan sejalan dengan semakin bertambahnya usia mesin dan penurunan kemampuan mesin dan peralatan tersebut, meskipun dengan demikian umur pemakaian dan kegunaan dari mesin tersebut dapat diperpanjang dengan penerapan metode perbaikan secara berkala melalui suatu aktifitas pemeliharaan (maintenance) yang tepat. Total Productive Maintenance (TPM) adalah salah satu metode yang dikembangkan di Jepang yang dapat digunakan untuk meningkatkan produktifitas dan efisiensi produksi perusahaan dengan menggunakan mesin/peralatan secara efektif. Dalam penelitian ini objek yang diteliti adalah mesin Hammer Mill 2
Tahapan pertama dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektifitas mesin Hammer Mill 2 dengan menggunakan metode
Overall Equipment Effectifitas (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses dan dari faktor six big losses tersebut dicari faktor terbesar yang mengakibatkan rendahnya efisiensi. Data yang digunakan adalah data tiga bulan terakhir, yaitu mulai bulan Maret 2008-Mei 2008. Hasil perhitungan menunjukan bahwa terjadi fluktuasi nilai OEE tiap bulannya. Nilai OEE terendah terjadi pada April 2008, yaitu sebesar 62,97% dan OEE terbesar terjadi pada bulan Maret 2008 sebesar 71,72%.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Berhentinya suatu proses di lantai produksi sering kali disebabkan adanya
masalah dalam mesin/peralatan produksi tersebut, misalnya kerusakan pada
mesin, menurunnya kecepatan produksi mesin, lamanya waktu set-up dan
adjusment. Sehingga mesin menghasilkan produk yang cacat.
Hal ini tentunya merugikan pihak perusahaan karena dapat menurunkan
tingkat produktivitas dan efesiensi mesin/peralatan yang akan mengakibatkan
biaya yang harus dikeluarkan cukup besar. Oleh karena itu untuk menjaga kondisi
mesin tersebut agar tidak mengalami kerusakan, ataupun untuk mengurangi waktu
kerusakan sehingga proses produksi tidak terlalu lama berhenti, maka dibutuhkan
sistem perawatan dan pemeliharaan mesin/peralatan yang baik dan tepat. Hal ini
akan meningkatkan produktivitas dan efisiensi mesin/peralatan, sehingga kerugian
yang diakibatkan oleh kerusakan mesin dapat dihindarkan.
PT. Rolimex Kimia Nusa Mas merupakan sebuah perusahaan yang
memproduksi pupuk CIRP (Crismes Island Rock Phosphate), juga tidak terlepas
dari masalah yang berkaitan dengan produktivitas dan efisiensi mesin/peralatan.
Setelah bertahun-tahun berproduksi sudah selayaknya PT Rolimex Kimia Nusa
Masalah produktivitas dan efisiensi mesin/peralatan yang dialami PT. Rolimex Kimia Nusa Mas disebabkan oleh pendeknya umur komponen
mesin/peralatan sehingga mesin/peralatan memiliki frekuensi pergantian maupun
perbaikan komponen yang tinggi dan juga memiliki peluang untuk mengalami
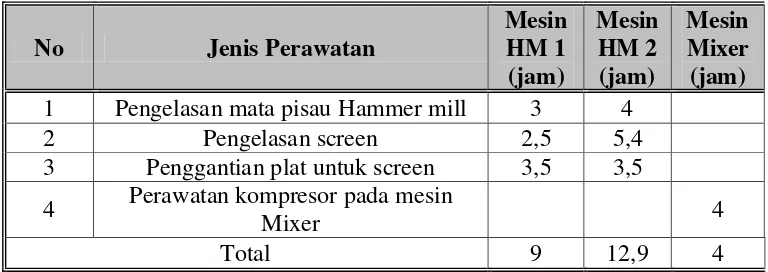
kerusakan. Sebagai contoh, berikut ini adalah data perawatan komponen pada
bulan Maret 2008.
Tabel 1.1. Perawatan mesin pada bulan Maret 2008
No Jenis Perawatan
Mesin HM 1 (jam)
Mesin HM 2 (jam)
Mesin Mixer (jam)
1 Pengelasan mata pisau Hammer mill 3 4
2 Pengelasan screen 2,5 5,4
3 Penggantian plat untuk screen 3,5 3,5
4 Perawatan kompresor pada mesin
Mixer 4
Total 9 12,9 4
Sumber: PT. Rolimex Kimia Nusa Mas
Berdasarkan data tersebut dapat dilihat bahwa mesin Hammer mill 2
membutuhkan perawatan lebih lama. Sehingga dalam penelitian ini yang diamati
adalah mesin hammer mill 2. Untuk mengatasi masalah tersebut diperlukan
langkah-langkah yang tepat dalam pemeliharaan mesin/peralatan, salah satunya
dengan melakukan penerapan TotalProductive Maintenance (TPM).
Berikut ini adalah gambar Bar Chart dari data perawatan mesin di bulan
1.2. Rumusan Permasalahan
Rumusan permasalahan dalam metode ini adalah perlu dilakukan
pengidentifikasian terhadap faktor-faktor kerugian yang dominan yang
diakibatkan oleh tingginya pergantian dan perbaikan mesin tersebut dan
melakukan analisa terhadap penyebab besarnya kontribusi faktor-faktor tersebut
serta memberikan usulan penyelesaian masalah sebagai langkah awal untuk
menerapkan Total Productive Maintenance pada PT. Rolimex Kimia Nusa mas.
1.3. Tujuan Pemecahan Masalah
Tujuan pemecahan masalah adalah sebagai berikut :
1. Memperbaiki efektivitas penggunaan mesin secara menyeluruh dengan
menggunakan data dari perusahaan
2. Dapat mengidentifikasikan faktor-faktor dominan dari kerugian yang
diakibatkan oleh tingginya frekuensi pergantian dan perbaikan komponen
mesin/peralatan.
3. Menindaklanjuti hasil pengukuran efektivitas dan pengidentifikasian faktor
dominan tersebut sehingga dapat membantu manajemen perusahaan untuk
menganalisa dan melakukan perbaikan secara menyeluruh guna
meningkatkan produktivitas dan efisiensi perusahaan di masa yang akan
1.4. Pembatasan Masalah
Faktor yang akan selalu menjadi penghalang dan tidak dapat dihindarkan
dalam melakukan penelitian adalah adanya faktor waktu, dana dan keterbatasan
fasilitas. Untuk itulah dilakukan pembatasan masalah agar hasil yang diperoleh
tidak menyimpang dari tujuan yang diinginkan sebagai berikut :
1. Penelitian ini hanya meneliti satu mesin produksi saja yaitu mesin hammer
mill 2
2. Tingkat produktivitas dan efisiensi mesin/peralatan yang di ukur adalah
dengan menggunakan metode Overall Equipment Effectiveness (OEE)
sesuai dengan prinsip Total Productive Maintenance untuk mengetahui
besarnya kerugian pada mesin/peralatan yang dikenal dengan six big losses
3. Data yang diambil adalah pada bulan Maret- Mei 2008
1.5 Asumsi-asumsi yang Digunakan
1. Pengukuran yang dilakukan dianggap sebagai langkah awal di mulainya
program perbaikan mesin/peralatan sehingga pengukuran yang bertujuan
menganalisa permasalahan yang berkaitan dengan produktivitas dan
efisiensi yang belum pernah dilakukan sebelumnya.
2. Tidak terjadiya perubahan sistem produksi selama penelitian ini
berlangsung.
3. Setiap karyawan mengetahui bidang pekerjaannya sesuai dengan metode
4. Para karyawan dan pimpinan mempunyai komitmen yang kuat untuk
mendukung peningkatan produktivitas dan efisiensi mesin/peralatan di
perusahaan ini.
1.6. Sistematika Penulisan Karya Akhir
Untuk memudahkan penulisan, pembahasan dan penilaian karya akhir ini,
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika
sebagai berikut:
BAB I. PENDAHULUAN
Menjelaskan latar belakang permasalahan, rumusan permasalahan, tujuan
penelitian, manfaat penelitian, asumsi yang digunakan dan sistematika
penulisan.
BAB II. GAMBARAN UMUM PERUSAHAAN
Menguraikan gambaran umum perusahaan PT. Rolimex Kimia Nusa
Mas Medan, jenis produk dan spesifikasinya, bahan baku, proses
produksi, mesin dan peralatan, serta organisasi dan manajemen
perusahaan.
BAB III. LANDASAN TEORI
Menyajikan teori-teori yang berhubungan dengan sistem pemeliharaan
mesin/peralatan umumnya dan khususnya Total Productive
BAB IV. METODOLOGI PENELITIAN
Mengemukakan langkah-langkah serta prosedur yang akan dilakukan
dalam melakukan penelitian, pengumpulan data, pengolahan data,
analisis dan evaluasi, srta kesimpulan dan saran.
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi keseluruhan data penelitian yang berhasil di dapat
selama penelitian, baik data primer maupun data sekunder yang
dikumpulkan serta berisi rancangan untuk melakukan penelitian. Serta
memuat tahapan-tahapan pengolahan data yang dikumpulkan hingga
digunakan untuk memecahkan masalah.
BAB IV. ANALISA PEMECAHAN MASALAH
Menjelaskan pemecahan masalah dan perencanaan langkah-langkah
yang akan dilakukan dalam memecahkan masalah, perhitungan
availability, performance efficiency dan rate of quality product yang
akan digunakan dalam perhitungan overall equipment effectivness
(OEE) untuk mengetahui seberapa besar kerugian efisiensi pada
mesin/peralatan.
BAB VII. KESIMPULAN DAN SARAN
Berisi kesimpulan dan saran yang mengemukakan kesimpulan semua
hal yang dilakukan penelitian, terutama akan hal pengolahan data yang
diperoleh pemecahannya serta langkah-langkah yang patut dilakukan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Rolimex Kimia Nusa Mas yang berada di Sumatera Utara adalah
suatu perusahaan yang bergerak dibidang usaha pengolahan pupuk Phosphate
alam yang beralamatkan jalan Pertahanan No.11 Km. 1,5 Patumbak, Perusahaan
ini didirikan karena semakin meningkatnya kebutuhan akan pupuk terhadap
perkebunan swasta maupun BUMN serta tanaman-tanaman keras lainnya.
PT. Rolimex Corporation didirikan pada tanggal 9 Maret 1994 sesuai
dengan surat keputusan menteri perindustrian nomor: 032/DJIK/IZ/IV/94 tentang
izin tetap usaha industri menteri perindustrian, Kemudian pada tanggal 31 Juli
2000 PT. Rolimex Corporation bergabung dengan PT. Citratama Dian Mas, dan
PT. Sinarindo Kimia Nusa, yang kemudian berubah nama menjadi PT. Rolimex
Kimia Nusa Mas yang di pimpin oleh bapak Andreas Irawan Oey sebagai
Direktur utama yang berkedudukan di kantor pusat Jakarta.
2.2. Ruang Lingkup Bidang Usaha
PT. Rolimex Kimia Nusa Mas merupakan perusahaan yang bergerak
dalam bidang pengolahan pupuk Phosphate alam yang di kenal dengan nama
2.3. Organisasi dan Manajemen Perusahaan.
2.3.1. Struktur Organisasi Perusahaan.
Struktur organisasi dan manajemen perusahaan merupakan landasan
beroperasinya perusahaan untuk mencapai tujuan yang telah ditetapkan. Tanpa
adanya struktur organisasi dan manajemen, maka semua aktivitas, baik proses
produksi maupun administrasi tidak akan berjalan dengan lancar. Struktur
organisasi merupakan sistem yang mengatur masalah penetapan dan pembagian
pekerjaan yang harus dilakukan sesuai dengan tugas dan tanggung jawab yang
dibebankan serta menetapkan hubungan antara unsur-unsur organisasi sehingga
diperoleh suatu bentuk kerja sama yang efektif unuk mencapai tujuan yang
diharapkan oleh perusahaan.
Kata organizing berasal dari kata organisum/ organ, yang artinya adalah
suatu struktur dengan bagian-bagian yang diintegrasikan sedemikian rupa
sehingga sama lainnya saling berhubungan dan saling mempengaruhi dengan
adanya hubungan secara keseluruhan. Organisasi biasa diartikan sebagai adanya
sekelompok orang yang mengadakan kerja sama untuk mencapai tujuan tertentu.
Struktur organisasi dapat didefenisikan sebagai mekanisme-mekanisme
formal dengan mana organisasi dikelola. Struktur organisasi menunjukkan pola
hubungan diantara bagian-bagian atau posisi-posisi, yang menunjukkan
kedudukan, tugas dan wewenang, serta tanggung jawab yang berbeda-beda dalam
suatu organisasi. Pembentukan struktur organisasi dapat dengan melakukan
pembagian maupun kombinasi sehingga terbentuk departemen atau unit.
Pimpinan tertinggi PT. Rolimex Kimia Nusa Mas cabang Medan adalah
Branch Manager. Struktur Organisasi perusahaan PT. Rolimex Kimia Nusa Mas
berbentuk struktur organisasi garis dan staf dimana pembagian tugas
dilakukan dalam bidang atau area pekerjaan yang ada.
2.3.2. Uraian Tugas Dan Tanggung Jawab
Wewenang dan tanggung jawab untuk masing-masing bagian sesuai
dengan struktur organisasi perusahaan, dapat dilihat pada lampiran 1.
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
1. Jumlah Tenaga kerja
Tenaga kerja merupakan faktor utama dalam produksi yang disebut
dengan man power yang sangat mendukung keberhasilan dari suatu perusahaan
atau pabrik. Tenaga kerja ini direkrut oleh PT Raolimex Kimia Nusa Mas.
Tenaga kerja ditempatkan sesuai dengan keahlian dan kemampuan dari
masing-masing karyawan tersebut.
Jumlah tenaga kerja yang terdapat pada PT. Rolimex Kimia Nusa Mas
Tabel 2.1 Jumlah Tenaga Kerja di PT. Rolimex Kimia Nusa Mas
No Jabatan Jumlah (Orang)
1 Branch Manager 1
2 Staf 12
3 Karyawan 39
4 Pekerja borongan 40
Jumlah 92
Sumber: PT. Rolimex Kimia Nusa Mas
2. Jam Kerja
Ketentuan jam kerja di PT. Rolimex Kimia Nusa Mas, diatur menurut
aturan Shift. Jumlah jam kerja adalah 84 jam 1 minggu, dimana hari kerja
dalam 1 minggu adalah 6 hari kecuali hari libur dan hari besar.
Jadwal kerja dapat diuraikan sebagai berikut :
1. Non Shift, ini berlaku untuk karayawan bagian umum dan
administrasi.
Dimana jam kerja :
Senin-Jumat, Pukul 07.30 – 15.30 (istirahat pukul 12.00 – 13.00).
Sabtu Pukul 07.30 – 15.30.
2. Shift, ini berlaku untuk bagian produksi, Ini dibagi dalam 2 Shift,
yakni :
- Shift I : Pukul 07.30 – 15.30.
Shift dihitung tiap 7 jam kerja normal, 1 jam istirahat. Pengaturan
pembagian kelompok dan giliran shift akan ditetapkan oleh kepala bagian
masing-masing. Pertukaran shift diadakan 2 minggu 1 kali.
Untuk istirahat diatur secara bergiliran oleh mandor dari masing-masing
shift. Apabila keadaan mendesak dan memerlukan jam kerja yang melebihi
jam kerja normal maka perusahaan mengadakan waktu kerja lembur. Ini
dilakukan bila terjadi order yang belum dipenuhi dan belum memenuhi target
produksi. Untuk itu perusahaan akan memberikan upah lembur kepada
karyawan yang bekerja lembur.
2.3.4. Sistem Pengupahan Dan Fasilitas Lainnya
1. Sistem Pengupahan
PT. Rolimex Kimia Nusa Mas memberikan kompensasi dan jaminan
sosial kepada semua pekerja berdasarkan status karyawan dalam perusahaan
yaitu :
a. Karyawan tetap, merupakan tenaga kerja yang diangkat menjadi
karyawan tetap melalui prosedur pengangkatan dan menerima gaji
bulanan.
b. Pekerja borongan, merupakan tenaga kerja yang dipekerjakan dan
dibayar secara harian tanpa melalui prosedur pengangkatan sebagai
2. Fasilitas Lainnya
Fasilitas yang diberikan perusahaan PT. Rolimex Kimia Nusa Mas
Adalah :
a. Imbalan resmi (gaji) dan kompensasi tambahan yang diperoleh setiap
karyawan.
b. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja
melebihi jam kerja perusahaan yang telah ditentukan.
c. Insentif produksi, yaitu bonus kepada karyawan bila memenuhi target
produksi yang ditetapkan perusahaan.
d. Tunjangan jabatan, merupakan pelengkap gaji pokok mengingat
adanya pekerjaan yang memegang tanggung jawab serta tuntutan
khusus. Tunjangan ini biasanya diberikan untuk jabatan tingkat
Manajer dan kepala bagian.
e. Tunjangan hari raya.
f. Uang transport, hanya diberikan bagi karyawan tetap sebagai
tambahan untuk melancarkan produktivitas karyawan. Besarnya uang
transport disesuaikan dengan kedudukan karyawan dalam perusahaan.
Selain fasilitas diatas, perusahaan juga melakukan usaha-usaha untuk
meningkatkan kesejahteraan karyawannya seperti :
1. Diikutsertakan dalam keanggotaan Astek.
2. Jaminan hari tua atau uang pensiun.
3. Jaminan kecelakaan kerja, Jaminan ini dilakuka n dengan
2.4. Proses Produksi
2.4.1. Standar Mutu Produk
PT. ROLIMEX KIMIA NUSA MAS mempunyai standarisasi dalam
menghasilkan produk. Pengawasan mutu dilakukan terhadap proses produksi
yang ditujukan untuk menjaga kosistensi dari mutu produk. Produk bermutu dan
pelayanan merupakan usaha perusahaan dalam menjual produknya pada
konsumen. Keberhasilan perusahaan sangat bergantung dari seberapa jauh
perusahaan dapat mengetahui, mengerti dan memahami permintaan pelanggan
tersebut. Dalam hal mutu pupuk yang baik telah ditetapkan ketentuan-ketentuan
standard bagi spesifikasi pupuk yaitu:
Kandungan hara P2O5 : 32 %
Berat bersih : 50 kg
Bentuk / warna : Padat Tepung / coklat muda.
Aturan Pakai : Di tabur kesekeliling lingkaran sesuai
dengan dosis yang ditentukan.
No Pendaftaran : P944/Deprant/IX/2004
Produksi : sesuai tanggal
Jaminan Mutu : 0040707 A
Masa edar : 2 tahun
No. SNI : 02/3776/9195
2.4.2. Bahan Yang Digunakan
2.4.2.1. Bahan Baku.
Bahan baku adalah bahan yang ikut dalam proses produksi dan bagian
(mungkin terbesar) dalam produk. Bahan baku yang digunakan ada dua jenis
yaitu : CIRP (Phosphate alam) yang langsung diimpor dari Australia dan CIRP
yang langsung di impor dari Mesir. Phophate alam Austarlia dengan Phosphate
alam Mesir tidak saling berkaitan satu sama lain artinya apabila hanya satu
Phosphate saja yang ada maka proses produksi tetap dapat di laksanakan tetapi yang menjadi kendala adalah apabila konsumen mengorder CIRP campuran maka
pihak pabrik tidak dapat memenuhi order. Perbedaan kualitas antara dua bahan
baku ini tidak terlalu signifikan hanya terletak pada warna. CIRP Australia
memiliki warna coklat muda sedangkan CIRP Mesir memiliki warna coklat lebih
tua. Bahan baku ini dipesan dari Mesir dan Australia karena kedua Negara ini
yang memiliki Phosphate alam yang berkualitas untuk jenis tanaman keras dan
masih cukup untuk beberapa abad kedepan, Harga Phosphate alam Australia
dengan Phosphate alam Mesir sama yaitu Rp.2000/kg dan biasanya PT. Rolimex
Kimia Nusa Mas melakukan order setiap satu bulan dengan kapasitas 6000 ton.
2.4.2.2. Bahan Tambahan.
Bahan tambahan adalah bahan yang ikut dalam proses produksi, tetapi
bukan bagian dalam produksi misalnya katalisator. Adapun bahan tambahan yang
1. Karung Luar (Outer bag).
- Bahan Baku : Poly Propylena
- Density : 10 x 10 tape/inchi
- Panjang : 99 cm (Min)
- Lebar : 59 cm (Min)
- Lebar Lipatan Bawah : 2,5 mm (min)
- Jarak Jahitan dari Bawah : 1 cm
- Panjang ekor Benang : 2,5 s/d 4 cm
- Jarak Rajutan : 3 s/d stitch/inchi
2. Karung Dalam (Inner Bag)
- Panjang : 118 cm
- Lebar : 62 cm
- Lebar Seal : 2 mm
- Jarak Seal dari tepi Bawah : 1 cm
3. Benang
- Bahan : PP Multi Filamet
- Type : Zucros
- Dinier : 1250
- Number of Filament : 148
2.4.3 Uraian Proses
PT. Rolimex Kimia Nusa Mas bergerak dalam bidang pengantongan
pupuk Phospate alam. Pengolahan yang dilakukan di PT. Rolimex Kimia Nusa
Mas hanya untuk jenis pupuk CIRP (Chrismas Island Rock Phospate).
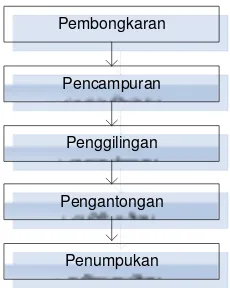
Dilihat dari sistem kerja (pengoperasian), proses produksinya dapat
dikelompokkan menjadi empat kelompok, yaitu:
1. Pembongkaran pupuk phospate (Unloading)
Di sini dilakukan proses pembongkaran pupuk phospate, dimana pupuk
CIRP berasal dari pusat produksi Australia dan Mesir yang dibongkar dari kapal
yang bersandar di pelabuhan Belawan.
Pada umumnya pembongkaran dilakukan oleh kontraktor yang ditunjuk
oleh PT. Rolimex Kimia Nusa Mas. Pembongkaran pupuk butiran dilakukan
dengan menggunakan alat tertentu yaitu greab yang di gerakkan dengan
elektromotor. Perlengkapan yang digunakan antara lain yaitu:
1. Greab
2. Electromotor.
Pupuk butiran yang berada di palka kapal yang diangkat seara bergantian
dengan mengggunakan greab yang kemudian langsung diarahkan pada bak truk
dengan bantuan electromotor sebagai alat pengankut pupuk phospate menuju
pabrik.
Pupuk yang telah di muat ke dalam truk diangkat kegudang penumpukan,
sebelum dilakukan penumpukan ke gudang, truk dan muatannya di timbang
oleh program komputer. Demikian seterusnya sehingga selesainya pembongkaran
dilaksanakan. Banyak kesulitan yang timbul pada saat pembongkaran pupuk
butiran dengan truk, yaitu areal penumpukan diperlukan luas, karena pupuk tidak
dapat di tumpuk tinggi, untuk menghindari kotoran dan penghematan tempat
maka pupuk curah di dorong dengan menggunakan wheel loader.
Pembongkaran pupuk dengan truk, untuk kapal yang berkapasitas 12.000
ton, dapat dibongkar kurang lebih selama 5-6 hari.
2. Pencampuran Pupuk
Bahan baku untuk pupuk jenis CIRP yang di keluarkan PT. Rolimex
Kimia Nusa Mas ada dua jenis pupuk yaitu: CIRP Australia dan CIRP Mesir.
Proses pencampuran dilakukan dengan menggunakan mesin mixer. Proses
pencampuran ini diawali dengan persiapan mesin secara otomatis siap untuk
digunakan dan biasanya melakukan setup selama 15 sampai 20 menit. Pupuk jenis
CIRP Australia di masukkan terlebih dahulu kedalam hopper menggunakan wheel
loader kemudian pupuk tersebut di bawa screw menuju bucked elevator ke bin pencampuran 1 selang tiga menit pupuk jenis CIRP mesir dimasukan kedalam
hopper menggunakan wheel loader kemudian pupuk tersebut dibawa screw
menuju bucket elevator ke bin pencampuran 2. secara bergantian tombol bin
pencampuran dibuka, sehingga pupuk masuk ke mesin mixer. Setelah selesai
pupuk akan jatuh ke bin over , kemudian pupuk dibawa ke bin penampungan atas
3. Proses Penggilingan
Proses penggilingan butiran pupuk CIRP dilakukan dengan menggunakan
mesin Hammer Mill.
Pupuk butiran yang telah dicampur secara perlahan akan turun menuju
hopper HM1 (Hammer Mill 1) melalui pipa yang berdiameter 20 cm yang berada
pada bin penampungan atas pada mesin mixer. Setelah hopper HM1 (Hammer
Mill 1) penuh, pupuk butiran pada hopper akan diangkat menggunakan bucked elevator menuju mesin HM1 untuk dilakukan penggilingan pada mesin Hummer
Mill. Dalam waktu beberapa menit butiran pupuk akan tergiling halus sehingga
dapat melewati saringan (screen) dengan ukuran 60 mesh. Kemudian pupuk
dibawah oleh screw ke bin penampungan 1 untuk dilakukan proses pengantongan.
Setelah hopper HM1(Hammer Mill 1) penuh pipa tersebut akan diarahkan ke
hopper HM2 (Hammer Mill 2) yang proses produksinya sama dengan HM1(Hammer Mill 1).
4. Pengantongan Pupuk
Untuk proses pengantongan pupuk CIRP di lakukan dengan menggunakan
mesin pengantongan, pada proses pengantongan diperlukan beberapa peralatan
sebagai berikut:
- Timbangan (Weigth scale)
- Karung
- Mesin Jahit
Pengantongan pupuk dilakukan setelah proses penghalusan. Pupuk yang
berada pada bin yang berfungsi sebagai pengaturan buka tutup yang dilakukan
secara manual, sehingga pupuk akan turun secara perlahan dengan mengatur tuas
secara manual oleh operator.
Alat penampung ini disebut Weigth scale, karena alat ini dilengkapi
dengan timbangan. Pupuk akan ditampung dengan karung yang telah di siapkan
diatasnya, pada saat bersamaan penimbangan pupuk dalam karung dilakukan
untuk menentukan berat isi karung yang diinginkan.
Pupuk yang telah dikantongi di bawa ke mesin jahit untuk dijahit, dan
kemudian dibawa secara manual untuk penumpukan keatas palet. Penyusunan
pupuk diatas palet dilakukan dengan cara manual dan tiap-tiap palet disusun 30
karung. Kecepatan pengantongan sekitar 10-12 karung per menit.
5. Penumpukan
Penumpukan pupuk yang telah selesai dikantongi dan disusun diatas palet,
diangkut dengan forklift ke tempat penumpukan (bag storage). Penumpukan ini
dikerjakan oleh buruh yang bekerja secara borongan dilaksanakan oleh kontraktor
(pemborong) yang ditunjuk pihak PT. Rolimex Kimia Nusa Mas, yang
Pembongkaran
Penumpukan Pengantongan
[image:35.596.272.387.112.256.2]Penggilingan Pencampuran
Gambar 2.2. Blok Diagram proses produksi pengantongan pupuk
2.5. Mesin Dan Peralatan
2.5.1. Mesin Produksi dan Peralatan
Berdasarkan proses produksi pupuk CIRP pada PT. Rolimex Kimia Nusa
Mas, mesin yang dipergunakan dapat dilihat pada lampiran 2.
2.5.2. Utilitas
Untuk mendukung proses produksi, dibutuhkan unit-unit pendukung.
Adapun unit-unit pendukung tersebut sebagai berikut :
1. Sumber Listrik.
Energi PT. Rolimex Kimia Nusa Mas bersumber dari Perusahaan
Listirk Negara (PLN) dan generator. Sumber Listrik dari PLN digunakan
dalam kegiatan proses produksi, seperti menjalankan mesin mixer,
menyediakan arus listrik pada mesin-mesin produksi dan fasilitas produksi
lainnya.
Selain itu listrik PLN digunakan juga sebagai sumber penerangan
a. Area kerja.
b. Kantor-kantor.
c. Perumahan staff karyawan yang terletak dekat lokasi pabrik.
Tenaga generator digunakan untuk menjalankan mesin Mixer, Hammer
Mill, dan mesin Las.
2. Air.
Pemakaian air untuk proses pengolahan di Pabrik tidak ada. Sehingga
pendirian pabrik juga tidak dipengaruhi sumber dan potensi air di areal pabrik.
Adapun penggunaan air pada pabrik adalah untuk :
a. Sebagai bahan tambahan dan pencuci peralatan di Bengkel.
b. Sebagai bahan pendingin, pencuci dan perawatan instalansi
peralatan dan mesin-mesin setiap melakukan maintenance.
Selain untuk keperluan pabrik, air juga digunakan untuk kebutuhan
air karyawan perusahaan terutama pada kamar mandi. Sumber air di
PT. Rolimex Kimia Nusa Mas bersumber dari sumur bor dan PDAM.
3. Auto Workshop (Bengkel)
Peralatan bengkel dalam kelancaran proses produksi sangat penting
menyangkut tingkat produktifitas produksi maupun karyawan serta
meminimumkan biaya- biaya yang seharusnya dapat diperkecil dalam upaya
melakukan pemeliharaan mesin dan peralatan. Adapun peralatan yang tersedia
b. Mesin Las Blender yang digunakan untuk memotong plat dan besi
dalam ukuran tebal.
c. Grinda potong
d. Ragum yaitu penjepit benda kerja berupa logam atau besi.
e. Elektroda
f. Jangka sorong
g. Meteran
h. Martil
i. Kunci pas dan ring
j. Peralatan kunci pendukung lainnya.
Bengkel merupakan bengkel khusus yang disediakan oleh perusahaan
dalam rangka pemeliharaan, perawatan dan perbaikan alat-alat transportasi
yang sangat dibutuhkan dalam kelancaran proses produksi. Adapun alat-alat
transportasi yang banyak digunakan adalah :
- Dump Truck.
- Forklift.
- Wheel Loader.
Agar proses produksi berjalan lancar maka perlu adanya
pemeliharaan dan perbaikan terhadap kerusakan-kerusakan yang terjadi pada
mesin, peralatan dan fasilitas produksi atau kantor. Untuk itu maka
perusahaan dilengkapi beberapa bengkel dengan tujuan perawatan korektif
4. Laboratorium
Laboratorium di PT. Rolimex Kimia Nusa Mas langsung ditangani oleh
bagian Quality Control Department di BLPP Medan, yang mempunyai
peranan sangat penting dalam menunjang mutu produk yang dihasilkan oleh
pabrik. Dengan adanya Laboratorium, maka dapat diadakan analisa yang
teliti terhadap hal-hal yang berhubungan dengan mutu produk.
Hasil analisa di informasikan ke bagian produksi sehingga dapat
diketahui apakah mutu produk yang dihasilkan makin buruk atau makin
baik. Dengan adanya informasi yang diterima maka bagian produksi dapat
mengambil tindakan-tindakan yang diperlukan agar mutu produk tetap baik
sehingga kerugian-kerugian yang terjadi dapat dihindarkan.
5. Limbah
PT. Rolimex Kimia Nusa Mas memiliki Limbah dari hasil proses
produksi yang berbentuk abu yang dapat menggangu pernafasan para pekerja.
2.5.3. Safety & Fire Protection
PT. Rolimex Kimia Nusa Mas merupakan sebuah perusahaan yang
amat memperhatikan keselamatan kerja. Keselamatan kerja merupakan sarana
utama untuk mencegah kecelakaan, cacat dan kematian yang diakibatkan
oleh kecelakaan kerja. Kecelakaan kerja dapat mengakibatkan
Terdapat beberapa prinsip dalam perencanaan keselamatan dan
efisiensi produksi yaitu :
1. Menciptakan keadaan yang aman untuk berjalan di lantai produksi,
tangga-tangga, tempat dan daerah kerja, lorong-lorong dan
sebagainya.
2. Sediakan lantai yang cukup bagi mesin dan peralatan.
3. Upayakan pencapaian seaman mungkin ke setiap tempat yang
menjadi tujuan tenaga kerja.
4. Fasilitas transportasi yang harus di sertai perlengkapan keselamatan.
5. Mengisolasi daerah-daerah yang berbahaya.
6. Tersedianya alat-alat pemadam kebakaran yang memadai pada
berbagai tempat yang rawan kebakaran.
Cara untuk mencegah terjadinya kecelakaan kerja adalah dengan
menggunakan peralatan pelindung diri pada jenis pekerjaan di lapangan.
Alat-alat pelindung diri meliputi :
1. Kaca mata biasa dan kaca mata khusus bagi pekerja yang ada di
Engineering Department, Khususnya bagian pengelasan.
2. Pelindung telinga khusus digunakan bagi pekerja yang mendapatkan
kebisingan dari mesin-mesin dan peralatan produksi.
3. Sepatu pengaman berupa sepatu bots untuk melindungi pekerja dari
kecelakaan yang disebabkan oleh benda berat, paku atau benda tajam,
4. Sarung tangan khusus untuk melindungi tangan si pekerja dari tusukan,
sayatan, terkena benda panas, bahan kimia, aliran listirk dan sebagainya.
Ini banyak digunakan di bagian Pengelasan.
5. Pelindung pernafasan berupa masker khusus untuk melindungi pekerja
dari terhirupnya zat-zat kimia di bagian produksi.
Khusus untuk Fire Protection, perusahaan menyediakan alat
pemadam pada tempat-tempat yang rawan kebakaran. Untuk pengamanan
arus listrik maka saklar-saklar harus ditempatkan pada posisi yang mudah
dijangkau dan tertutup, sekring harus pada panel tertutup, kabel listrik harus
dipasang yang bagus agar tidak terjadi korslet antar kabel dan putuskan
listrik bila terjadi hal-hal yang membahayakan keselamatan pekerja.
2.5.4. Waste Treatment
PT. Rolimex Kimia Nusa Mas hanya memiliki satu jenis limbah yaitu jenis
limbah padat berupa debu yang berukuran sangat kecil, dimana debu ini sangat
menggangu bagi kesehatan pekerja yang berada di sekitar pabrik, oleh karena itu
dari pihak pabrik mewajibkan pemakaian masker kepada setiap pekerja ataupun
orang lain yang masuk kedalam wilayah pabrik. Namun walaupun demikian debu
ini tidak begitu mengganggu terhadap lingkungan di luar pabrik, hal ini
disebabkan proses produksi berada di dalam areal gedung pabrik. Gangguan debu
kepada seluruh pekerja guna memudahkan para pekerja untuk selalu
BAB III
LANDASAN TEORI
3.1. Pengertian dan Tujuan Maintenance
3.1.1. Pengertian Maintenance
Suatu industri manufaktur mesin-mesin dan peralatan yang telah tersedia
dan siap pakai dibutuhkan setiap saat proses produksi akan dimulai. Fungsi
mesin/peralatan yang digunakan dalam proses produksi tersebut akan mengalami
kerusakan sejalan dengan semakin menurunnya kemampuan mesin/peralatan
tersebut, tetapi usia kegunaannya dapat diperpanjang dengan melakukan
perbaikan secara berkala melalui suatu aktivitas pemeliharaan yang tepat.
Menurunnya kemampuan mesin/peralatan ada dua jenis, yakni :
1. Natural Deterioration yaitu menurunnya kinerja mesin/peralatan secara alami akibat terjadi pemburukan/keausan pada fisik mesin/peralatan selama waktu
pemakaian walaupun penggunaannya secara benar.
2. Accelerated Deterioration yaitu menurunnya kinerja mesin/peralatan akibat
kesalahan manusia (human error) sehingga dapat mempercepat
pemburukan/keausan mesin/peralatan karena mengakibatkan tindakan dan
perlakuan yang tidak seharusnya dilakukan terhadap mesin/peralatan.
Kerusakan yang terjadi pada mesin/peralatan dapat terjadi karena banyak
dibutuhkan cara dan metode untuk mengantisipasinya dengan melakukan kegiatan
pemeliharaan mesin/peralatan.
Pemeliharaan adalah semua tindakan teknis dan administratif yang
dilakukan untuk menjaga agar kondisi mesin/peralatan tetap baik dan dapat
melakukan segala fungsinya dengan baik, efisien, dan ekonomis sesuai dengan
tingkat keamanan yang tinggi. Sedangkan menurut Assauri1
Pada dasarnya hasil yang diharapkan dari kegiatan pemeliharaan
mesin/peralatan (equipment maintenance) mencakup dua hal sebagai berikut
, menyatakan
pemeliharaan sebagai kegiatan untuk memelihara atau menjaga fasilitas/peralatan
dan mengadakan perbaikan atau penyesuaian/penggantian yang diperlukan agar
terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang
direncanakan.
2
1. Condition maintenance yaitu mempertahankan kondisi mesin/peralatan agar berfungsi dengan baik sehingga komponen-komponen yang terdapat dalam
mesin juga berfungsi sesuai dengan umur ekonomisnya.
:
2. Replacement maintenance yaitu melakukan tindakan perbaikan dan penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal yang
telah direncanakan sebelum kerusakan terjadi.
1 Assauri, Sofyan., Manajemen Produksi, Edisi Ketiga, Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia, Jakarta, 1980 p. 88
3.1.2. Tujuan Maintenance
Maintenance dilakukan pada mesin/peralatan dengan maksud agar tujuan
komersil perusahaan dapat tercapai dan juga kegiatan maintenance yang
dilakukan adalah untuk mencegah hal-hal yang tidak diinginkan seperti terjadinya
kerusakan yang terlalu cepat dimana kerusakan tersebut bisa saja dikarenakan
keausan akibat pengoperasian yang salah. Karena maintenance adalah kegiatan
pendukung bagi kegiatan komersil, maka seperti kegiatan lainnya, maintenance
harus efektif, efisien dan berbiaya rendah. Dengan adanya kegiatan maintenance
ini, maka mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan
tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncanakan
tercapai.
Beberapa tujuan maintenance yang utama antara lain :
1. Untuk memperpanjang umur/masa pakai dari mesin/peralatan
2. Menjaga agar setiap mesin/peralatan dalam kondisi baik dan dalam keadaan
dapat berfungsi dengan baik
3. Dapat menjamin ketersediaan optimum peralatan yang dipasang untuk
produksi
4. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan
dalam keadaan darurat setiap waktunya
5. Memaksimumkan ketersediaan semua mesin/peralatan sistem produksi
3.2. Jenis-jenis Maintenance
3.2.1. Planned Maintenance (Pemeliharaan Terencana)
Planned maintenance (pemeliharaan terencana) adalah pemeliharaan yang diorganisasi dan dilakukan dengan pemikiran ke masa depan, pengendalian dan
pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena
itu program maintenance yang akan dilakukan harus dinamis dan memerlukan
pengawasan dan pengendalian secara aktif dari bagian maintenance melalui
informasi dari catatan riwayat mesin/peralatan.
Konsep planned maintenance ditujukan untuk dapat mengatasi masalah
yang dihadapi manajer dengan pelaksanaan kegiatan maintenance. Komunikasi
dapat diperbaiki dengan informasi yang dapat memberi data yang lengkap untuk
mengambil keputusan. Adapun data yang penting dalam kegiatan maintenance
antara lain laporan permintaan pemeliharaan, laporan pemeriksaan, laporan
perbaikan, dan lain-lain.
Pemeliharaan terencana (planned maintenance) terdiri dari tiga bentuk
pelaksanaan, yaitu :
a. Preventive Maintenance (Pemeliharaan Pencegahan)
Preventive maintenance (pemeliharaan pencegahan) adalah
tindakan-tindakan maintenance yang dilakukan ketika dan selama mesin/peralatan sedang
beroperasi dengan baik, sebelum mesin/peralatan tersebut rusak yang bertujuan
untuk menjaga agar mesin/peralatan tidak rusak dan mendeteksi gejala akan
terjadinya kerusakan secara dini, sehingga dapat bertindak untuk mengadakan
Gambaran yang diperoleh dari pengertian di atas adalah bahwa kegiatan
pemeliharaan pencegahan yang paling penting adalah pemeriksaan (inspection),
yang meliputi pemeriksaan terhadap semua mesin/peralatan produksi yang sesuai
dengan rencana dan pembuatan laporan-laporan dari hasil pemeriksaan.
Dengan demikian semua fasilitas produksi yang dikenai preventive
maintenance akan terjamin kelancaran kerjanya dan selalu diusahakan dalam kondisi atau keadaan yang siap dipergunakan untuk setiap operasi atau proses
produksi pada setiap saat. Sehingga dapatlah dimungkinkan pembuatan suatu
rencana dan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana
produksi yang lebih tepat.
b. Corrective Maintenance (Pemeliharaan Perbaikan)
Corrective maintenance (pemeliharaan perbaikan) adalah suatu kegiatan
maintenance yang dilakukan setelah terjadinya suatu kerusakan atau kelainan
pada mesin/peralatan sehingga tidak dapat berfungsi dengan baik. Corrective
maintenance menuntut para operator yang mengoperasikan mesin/peralatan untuk melaksanakan dua hal yang mencakup:
1. Mencatat hasil yang diperoleh dari inspeksi harian mencakup semua
kerusakan-kerusakan yang timbul secara detil dan terperinci.
2. Secara aktif ikut berperan untuk memberikan ide-ide yang membangun
bertujuan pencegahan terjadinya kerusakan mesin/peralatan dan
c. Predictive Maintenance (Pemeliharaan Perbaikan)
Predictive maintenance adalah tingkatan-tingkatan mainetenance yang dilakukan pada tanggal yang telah ditetapkan berdasarkan prediksi hasil analisa
dan evaluasi data operasi yang diambil pada interval-interval waktu tertentu. Data
rekaman yang untuk melakukan predictive maintenace itu dapat berupa data
getaran, temperatur, vibrasi, flow rate dan lain-lainnya. Perencanaan predictive
maintenance dapat dilakukan berdasarkan laporan oleh operator lapangan yang
diajukan melalui work order ke departemen maintenance untuk dilakukan
tindakan yang tepat sehingga tidak akan merugikan perusahaan.
3.2.2. Unplanned Maintenance (Pemeliharaan Tak Terencana)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah
tindakan maintenance yang tidak akan dilakukan pada mesin/peralatan yang
masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat
berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini,
diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur
pakai dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan.
3.2.3. Autonomous Maintenance (Pemeliharaan Mandiri)
dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka
tangani sendiri. Prinsip-prinsip yang terdapat pada 5 S, merupakan prinsip yang
mendasari kegiatan autonomous maintenance, yaitu :
1. Seiri (clearing up) ; Memilah benda-benda yang tidak diperlukan
2. Seiton (organizing) ; Menempatkan benda-benda yang diperlukan dengan rapi
3. Seiso (cleaning) ; Membersihkan peralatan dan tempat kerja
4. Seikatsu (standarizing) ; Membuat standar kebersihan, pelumasan dan
inspeksi
5. Shitsuke (training and discipline) ; Meningkatkan skill dan moral
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan membangun keahlian yang dibutuhkan operator agar mereka mengetahui tindakan
apa yang seharusnya dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah :
1. Membersihkan dan memeriksa (clean and inspect)
2. Membuat standar pembersihan dan pelumasan (draw up cleaning and
lubricating standards)
3. Menghilangkan sumber masalah dan area yang tidak terjangkau (eliminate
problem and inaccesible area)
4. Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance)
5. Melaksanakan pemeliharaan menyeluruh (conduct general inspections)
3.3. Tugas dan Pelaksanaan Kegiatan Maintenance
Maintenance adalah untuk dapat memelihara reliabilitas sistem pengoperasian pada tingkat yang dapat diterima dan tetap memaksimumkan laba
dan meminimumkan biaya. Maintenance yang cenderung untuk memperbaiki
reliabilitas sistem, termasuk pada kategori kebijaksanaan pokok yang dapat
diperinci sebagai berikut :
1. Kebijaksanaan yang cenderung untuk mengurangi frekuensi kerusakan
peralatan produksi
2. Kebijaksanaan-kebijaksanaan untuk kegiatan pemeliharaan dilaksanakan
dengan mempertimbangkan dua hal yaitu penggantian mesin/peralatan dan
pelaksanaan reperasi serta didukung oleh keahlian dan keterampilan teknikal.
Penggantian peralatan tersebut harus berdasarkan pada :
a. Perhitungan terhadap semua faktor biaya.
b. Analisa nilai ekonomis mesin/peralatan lama dan mesin/peralatan baru.
c. Cadangan mesin/peralatan yang harus segera dimanfaatkan.
Seluruh kegiatan maintenance dapat digolongkan ke dalam salah satu dari
lima tugas pokok berikut, yaitu :
1. Inspeksi (Inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara
berkala (routine schedule check) terhadap mesin/peralatan sesuai dengan rencana
yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas
2. Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru
dibeli, dan kegiatan pengembangan komponen atau peralatan yang perlu diganti,
serta melakukan penelitian-penelitian terhadap kemungkinan pengembangan
komponen atau peralatan, juga berusaha untuk mencegah timbulnya seminimal
mungkin terjadinya kerusakan
3. Kegiatan Produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya,
yaitu memperbaiki mesin/peralatan produksi.
4. Kegiatan Administrasi
Kegiatan administrasi merupakan kegiatan yang berhubungan dengan
pencatatan-pencatatan mengenai biaya-biaya yang terjadi dalam melakukan
kegiatan pemeliharaan, penyusunan planning dan schedulling, yaitu rencana
kapan suatu mesin/peralatan tersebut harus diperiksa, diservis dan diperbaiki.
5. Pemeliharaan Bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan yang tidak termasuk
dalam kegiatan teknik dan produksi dari bagian maintenance.
3.4. Total Productive Maintenance (TPM)
3.4.1. Pendahuluan
dengan PM dan pertama kali diterapkan oleh industri-industri manufaktur di
Amerika Serikat dan pusat segala kegiatannya ditempatkan pada satu departemen
yang disebut dengan maintenance department.
Preventive maintenance mulai dikenal pada tahun 1950-an, yang kemudian berkembang seiring dengan berkembangnya teknologi yang ada dan
kemudian pada tahun 1960-an muncul apa yang disebut dengan productive
maintenance. Total productive maintenance (TPM) mulai dikembangkan pada tahun 1970-an pada perusahaan Nippondenso Co. di negara Jepang yang
merupakan pengembangan konsep maintenance yang diterapkan pada perusahaan
industri manufaktur Amerika Serikat yang disebut preventive maintenance.
Mempertahankan kondisi mesin/peralatan yang mendukung pelaksanaan proses
produksi merupakan komponen yang penting dalam pelaksanaan pemeliharaan
unit produksi. Tujuan dari pemeliharaan produktif (productive maintenance)
adalah untuk mencapai apa yang disebut dengan profitable PM3.
3.4.2. Pengertian Total Productive Maintenance (TPM)
TPM adalah hubungan kerjasama yang erat antara perawatan dan
organisasi produksi secara menyeluruh yang bertujuan untuk meningkatkan
kualitas produk, mengurangi waste, mengurangi biaya produksi, meningkatkan
kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada
perusahaan manufaktur. Secara menyeluruh definisi dari total productive maintenance menurut Nakajima mencakup lima elemen berikut4
1. TPM bertujuan untuk menciptakan suatu sistem preventive maintenance (PM)
untuk memperpanjang umur penggunaan mesin/peralatan. :
2. TPM bertujuan untuk memaksimalkan efektivitas mesin/peralatan secara
keseluruhan (overall effectiveness)
3. TPM dapat diterapkan pada berbagai departemen (seperti engineering, bagian
produksi, bagian maintenance)
4. TPM melibatkan semua orang mulai dari tingkatan manajemen tertinggi
hingga para karyawan/operator lantai pabrik.
5. TPM merupakan pengembangan dari sistem maintenance berdasarkan PM
melalui manajemen motivasi : autonomous small group activities.
Kunio Shirose5
a. Mengeliminasi kerusakan mesin/peralatan, cacat produk dan kerugian lainnya
yang diakibatkan oleh mesin.
, dalam buku TPM Team Guide mendefinisikan TPM
sebagai aktifitas yang bertujuan untuk :
b. Meningkatkan efektivitas mesin/peralatan
c. Meningkatkan laba bagi perusahaan dan
d. Menciptakan lingkungan kerja yang sehat.
Subjek utama yang menjadi ide dasar dari kegiatan TPM adalah manusia
menggunakan peralatan dan orang lain yang memperbaiki” harus diubah menjadi
“saya merawat peralatan saya sendiri.” Untuk itu para karyawan dituntut untuk
dapat belajar menggunakan dan merawat mesin/peralatan dengan baik dan dengan
demikian perlu dipersiapkan suatu sistem pelatihan (training) yang baik.
3.4.3. Manfaat dari Total Productive Maintenance(TPM)
Manfaat dari penerapan TPM secara sistematik dalam rencana kerja jangka
panjang pada perusahaan pada khususnya menyangkut faktor-faktor berikut6
1. Peningkatan produktivitas dengan menggunakan prinsip-prinsip TPM akan
meminimalkan kerugian-kerugian pada perusahaan.
:
2. Meningkatkan kualitas dengan TPM, meminimalkan kerusakan pada
mesin/peralatan dan downtime mesin dengan metode yang terfokus.
3. Waktu delivery ke konsumen dapat ditepati, karena produksi yang tanpa
gangguan akan lebih mudah untuk dilaksanakan.
4. Biaya produksi rendah karena rugi-rugi dan pekerjaan yang tidak memberi
nilai tambah dapat dikurangi.
5. Kesehatan dan keselamatan lingkungan kerja lebih baik.
6. Meningkatkan motivasi tenaga kerja, karena hak dan tanggung jawab
didelegasikan pada tiap orang.
3.5. Analisis Produktivitas : Six Big Losses (Enam Kerugian Besar)
Kegiatan dan tindakan-tindakan yang dilakukan dalam TPM tidak hanya
berfokus pada pencegahan terjadinya kerusakan pada mesin/peralatan dan
meminimalkan downtime mesin/peralatan. Akan tetapi banyak faktor yang dapat
menyebabkan kerugian akibat rendahnya efisiensi mesin/peralatan saja.
Rendahnya produktivitas mesin/peralatan yang menimbulkan kerugian bagi
perusahaan sering diakibatkan oleh penggunaan mesin/peralatan yang tidak efektif
dan efisien terdapat dalam enam faktor yang disebut enam kerugian besar (six big
losses). Menurut Gaspertz7
Menggunakan mesin/peralatan seefisien mungkin artinya adalah
memaksimalkan fungsi dari kinerja mesin/peralatan produksi dengan tepat guna , efisiensi adalah ukuran yang menunjukka n bagaimana
sebaiknya sumber-sumber daya digunakan dalam proses produksi untuk
menghasilkan output. Efisiensi merupakan karakteristik proses yang mengukur
performansi aktual dari sumber daya relatif terhadap standar yang ditetapkan.
Sedangkan efektivitas merupakan karakteristik lain dari proses yang mengukur
derajat pencapaian output dari sistem produksi. Efektivitas diukur dari rasio
output actual terhadap output yang direncanakan. Dalam era persaingan bebas
saat ini pengukuran sistem produksi yang hanya mengacu pada kuantitas output
semata akan dapat menyesatkan (misleading), karena pengukuran ini tidak
memperhatikan karakateristik utama dari proses yaitu : kapasitas, efisiensi dan
yang digunakan maka perlu dilakukan analisis produktivitas dan efisiensi
mesin/peralatan pada six big losses. Adapun enam kerugian besar (six big losses)
tersebut adalah sebagai berikut :
1. Downtime
a. Equipment Failure (breakdowns) b. Set-up and adjustment
2. Speed losses :
a. Idling and minor stoppages b. Reduced speed
3. Defect
a. Process defect b. Reduced yield losses
.
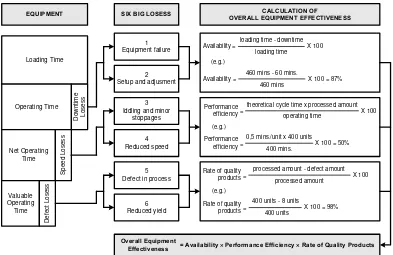
3.6. OEE (Overall Equipment Effectiveness)
Overall equipment effectiveness (OEE) merupakan produk dari six big losses pada mesin/peralatan. Keenam faktor dalam six big losses seperti telah dijelaskan di atas, dapat dikelompokkan menjadi tiga komponen utama dalam
OEE untuk dapat digunakan dalam mengukur kinerja mesin/peralatan yakni,
6 Reduced yield
5 Defect in process
4 Reduced speed
3 Iddling and minor
stoppages 2 Setup and adjusment
1 Equipment failure
SIX BIG LOSESS EQUIPMENT
Loading Time
Operating Time Downtime Losess
Net Operating Time
CALCULATION OF OVERALL EQUIPMENT EFFECTIVENESS
Speed Losess Defect Losess Valuable Operating Time (e.g.)
Availability =loading time - downtime loading time X 100
Availability = 460 mins - 60 mins.
460 mins X 100 = 87%
(e.g.) Performance
efficiency
theoretical cycle time x processed amount
operating time X 100 =
Performance efficiency
0,5 mins./unit x 400 units
400 mins. X 100 = 50% =
(e.g.) Rate of quality
products
processed amount - defect amount
processed amount X 100 =
Rate of quality products
400 units - 8 units
400 units X 100 = 98% =
= Availability × Performance Efficiency × Rate of Quality Products Overall Equipment
Effectiveness
Gambar 3.1. Overall Equipment Effectiveness and Goals
Overall equipment effectiveness (OEE) merupakan ukuran menyeluruh yang mengindikasikan tingkat produktivitas mesin/peralatan dan kinerjanya secara
teori. Pengukuran ini sangat penting untuk mengetahui area mana yang perlu
untuk ditingkatkan produktivitas ataupun efisiensi mesin/peralatan dan juga dapat
menunjukkan area bottleneck yang terdapat pada lintasan produksi. OEE juga
merupakan alat ukur untuk mengevaluasi dan memberikan cara yang tepat untuk
menjamin peningkatan produktivitas penggunaan mesin/peralatan.
Formula matematis dari overall equipment effectiveness (OEE)
dirumuskan sebagai berikut :
[image:56.596.114.507.112.367.2]Kondisi operasi mesin/peralatan produksi tidak akan akurat ditunjukkan
jika hanya didasarkan pada perhitungan satu faktor saja, misalnya performance
efficiency saja. Enam faktor pada six big losses baru minor stoppages saja yang
dihitung pada performance efficiency mesin/peralatan. Rugi-rugi lainnya belum
dihitung. Keenam faktor dalam six big losses harus diikutkan dalam perhitungan
OEE, kemudian kondisi aktual dari mesin/peralatan dapat dilihat secara akurat.
1. Availability
Availability merupakan rasio operation time terhadap waktu loading
timenya. Sehingga untuk dapat menghitung availability mesin dibutuhkan
nilai-nilai dari :
1. Operation time
2. Loading time
3. Downtime
Nilai availability dihitung dengan rumus sebagai berikut :
% 100 x time loading
time operation ty
Availabili =
% 100 time
loading
down time
time ty
Availabili = loading x
Loading time adalah waktu yang tersedia (availability time) perhari atau
perbulan dikurangi dengan waktu downtime mesin yang direncanakan (planned
downtime).
Planned downtime adalah jumlah waktu downtime yang telah
direncanakan dalam rencana produksi termasuk didalamnya waktu downtime
mesin untuk pemeliharaan (scheduled maintenance) atau kegiatan manajemen
lainnya.
Operation time merupakan hasil pengurangan loading time dengan waktu
downtime mesin (non-operation time), dengan kata lain operation time adalah
waktu operasi yang tersedia (available time) setelah waktu-waktu downtime mesin
dikeluarkan dari total available time yang direncanakan. Downtime mesin adalah
waktu proses yang seharusnya digunakan mesin akan tetapi karena adanya
gangguan pada mesin/peralatan (equipment failures) mengakibatkan tidak ada
output yang dihasilkan. Downtime mesin berhenti beroperasi akibat kerusakan
mesin/peralatan, penggantian cetakan (dies), pelaksanaan prosedur set-up dan
adjusment dan lain sebagainya. 2. Performance Effieciency
Performance Effieciency merupakan hasil perkalian dari operating speed
rate dan net operating speed, atau rasio kuantitas produk yang dihasilkan
dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk
melakukan proses produksi (operation time)
Operating speed rate merupakan perbandingan antara kecepatan ideal
mesin sebenarnya (theoretichal/ideal cycle time) dengan kecepatan aktual mesin
time operation time processing actual rate operation Net =
Net operating time merupakan perbandingan antara jumlah produk yang
diproses (processed amount) dikalikan dengan actual cycle time dengan operation
time. Net operating time berguna untuk menghitung rugi-rugi yang diakibatkan
oleh minor stoppages dan menurunnya kecepatan produksi (reduced speed).
Tiga faktor penting yang dibutuhkan untuk menghitung Performance efficiency :
1. Ideal cycle time (waktu siklus ideal/waktu standar) 2. Processed amount (jumlah produk yang diproses) 3. Operation time (waktu operasi mesin)
Performancy effieciency dapat dihitung sebagai berikut :
time cycle actual time cycle ideal x time operating time cycle actual x amount processed rate speed operating x operating net efficiency e Performanc = = 100% x time operation time cycle ideal amount x processed efficiency= e Performanc
3. Rate of Quality Products
Rate of quality products adalah rasio jumlah produk yang baik terhadap
jumlah total produk yang diproses. Jadi Rate of quality products adalah hasil
perhitungan dengan menggunakan dua faktor berikut :
2. Defect amount (jumlah produk yang cacat)
Rate of quality products dapat dihitung sebagai berikut :
100% x amount
processed
amount defect
-amount processed
products quality