DAFTAR PUSTAKA
Corder. A.S. Teknik Manajemen Pemeliharaan.Jakarta. Penerbit Erlangga. 1997. Ebeling,Charles E, Introduction to Reliability and Maintainability Engineering.
(London: McGraw-Hill, 1997)
Dale. Besterfield, H. Quality Control. College of Engineering Southern Illinois University.
Harinaldi. Prinsip-prinsip Statistik untuk Teknik dan Sains. (Jakarta: PT. Erlangga, 2005).
Jardine, A.K.S. Maintenance, Replacement and Reliability. (Boca Raton: Taylor & Francis group, 2006)
Kapur, K.C., and Lamberson, L.R., Reliability in Engineering Design, John Wiley & Sons, New York, 1977.
R. Manzini, et al. Maintenance for Industrial Systems (London : Springer, 2010). Rother, M dan Shook, J, Learning to See, Value Stream Mapping to Create Value
and Eliminate Muda,2003, The Lean Enterprise Institute, Inc.
Kannan, Soundararajan, et. al. Developing A Maintenance Value Stream Map. (http://www.iienet.org/uploadedFiles/IIE/Community/Technical_Societi es_and_Divisions/Lean/Lean_details_pages/Kannan4-07.pdf)
BAB III
LANDASAN TEORI
3.1. Perawatan5
Pemeliharaan atau maintenance adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu barang dalam, atau memperbaikinya sampai suatu kondisi yang bisa diterima. Maintenance mempunyai peranan yang sangat menentukan dalam kegiatan produksi dari suatu perusahaan yang menyangkut kelancaran dan kemacetan produksi, kelambatan, dan volume produksi serta efisiensi produski. Dengan demikian, maintenance mempunyai fungsi yang sama pentingnya dengan fungsi-fungsi lain di perusahaan.
6
Pemeliharaan pabrik dan peralatan dalam tatanan kerja yang baik sangat penting untuk mencapai kualitas dan keandalan (reliability) tertentu serta kerja yang efektif dan efisien. Perawatan pada umumnya dilihat sebagai kegiatan fisik seperti membersihkan peralatan yang bersangkutan, memberi oli (pelumas), memperbaiki kerusakan, mengganti komponen dan semacamnya bila diperlukan. Pendeknya kegiatan perawatan memerlukan adanya sumber daya seperti yang diperlukan dalam aktivitas usaha lain, yaitu manusia (man), mesin (machine), bahan baku (material), cara (method), dan uang (money) yang sering disebut sebagai 5 M.
Beberapa pengertian perawatan (maintenance) menurut ahli :
5
A.S. Corder. Teknik Manajemen Pemeliharaan.Jakarta. Erlangga. 1997. h.1-3.
6
1. Menurut Corder (1992), perawatan merupakan suatu kombinasi dari tindakan yang dilakukan untuk menjaga suatu barang dalam, atau untuk memperbaikinya sampai, suatu kondisi yang bisa diterima.
2. Menurut Assauri (1993), perawatan diartikan sebagai suatu kegiatan pemeliharaan fasilitas pabrik serta mengadakan perbaikan, penyesuaian atau penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang sesuai dengan yang direncanakan.
3. Menurut Dhillon (1997), perawatan adalah semua tindakan yang penting dengan tujuan untuk menghasilkan produk yang baik atau untuk mengembalikan ke dalam keadaan yang memuaskan.
3.2. Tujuan Perawatan
Tujuan dilakukan perawatan menurut Corder (1992) adalah antara lain: 1. Memperpanjang kegunaan aset (yaitu setiap bagian dari suatu tempat kerja,
bangunan dan isinya).
2. Menjamin ketersediaan optimum peralatan yang dipasang untuk produksi atau jasa untuk mendapatkan laba investasi semaksimal mungkin.
3. Menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu.
3.3. Jenis-jenis Tindakan Perawatan
Jenis-jenis tindakan perawatan menurut Order (1992) terbagi atas :
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance terbagi atas 2, yaitu:
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu peralatan/komponen yang didesain untuk meningkatkan keandalan suatu mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya.
b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2, yaitu:
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untuk memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
3.4. Identifikasi Pengelompokan Suku Cadang dengan Diagram Pareto7
Diagram pareto adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Diagram pareto digunakan untuk mengidentifikasi masalah, yaitu bahwa 20% kesalahan atau penyimpangan akan menyebabkan 80% masalah yang timbul. Digaram pareto berguna untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. 3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan setelah perbaikan.
Langkah-langkah pembuatan diagram Pareto diagram sebagai berikut: 1. Stratifikasi dari problem, dinyatakan dalam angka.
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk memudahkan melihat perbandingan sebelum dan sesudah penanggulangan (jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan
nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling
kanan.
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%) pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di
bagian bawah/keterangan kolom tersebut.
5. Pada bagian atas dan samping berikan keterangan/nama diagram dan jumlah unit seluruhnya.
3.5. Teori Keandalan (Reliability)
3.5.1. Pengertian Keandalan
8
Perawatan komponen atau peralatan tidak bisa lepas dari pembahasan mengenai keandalan (reliability), selain keandalan merupakan salah satu ukuran keberhasilan sistem perawatan juga keandalan digunakan untuk menentukan penjadwalan perawatan sendiri.
Keandalan atau reliability atau dapat didefinisikan sebagai probabilitas bahwa suatu komponen/sistem akan menginformasikan suatu fungsi yang dibutuhkan dalam periode waktu tertentu ketika digunakan dalam kondisi operasi
(Ebeling; 1997). Definisi keandalan menurut Kapur (1997) adalah, “probabilitas
dimana ketika operasi berada pada kondisi lingkungan tertentu, sistem akan menunjukkan kemampuannya sesuai dengan fungsi yang diharapkan dalam selang
waktu tertentu”. Keandalan juga dapat didefenisikan sebagai probabilitas yang
selalu dikaitkan dengan akumulasi waktu dimana suatu alat beroperasi tanpa mengalami kerusakan dalam kondisi lingkungan tertentu.
Berdasarkan defenisi tersebut diatas reliability dibagi atas empat kelompok pokok, yaitu:
8
1. Probabilitas
Merupakan komponen pokok pertama, merupakan input numeric bagi pengkajian reliability suatu system yang juga merupakan indeks kuantitatif unutk menilai kelayakan suatu system.
2. Kemampuan yang Diharapkan
Komponen ini memberikan indikasi yang spesifik bahwa criteria dalam menentukan tingkat kepuasan harus digambarkan dengan jelas. Untuk setiap unit terdapat suatu standar untuk menentukan apa yang dimaksud dengan kemampuan yang diharapakan.
3. Tujuan yang Diinginkan
Tujuan yang diinginkan merupakan kegunaan peralatan yang spesifik. Hal ini dikarenakan terdapat beberapa tingakatan dalam memproduksi suatu barang konsumen.
4. Waktu (Time)
Waktu meruapakan bagian yang dihubungkan dengan tingkat penampilan system, sehingga dapat menentukan suatu jadwal dalam fungsi reliability. Waktu yang dipakai adalah MTTF (Mean Time To Failure) untuk menentukan waktu kritis dalam pengukuran reliability.
5. Kondisi Pengoperasian
bukan bersifat deterministic, sehingga tidak dapat diketahui dengan pasti terjadi atau tidak. Oleh sebab itu harus menggunakan peluang dimana sebuah komponen akan sukses atau gagal dalam batasan tertentu karena tidak mungkin unutk menyatakan secara pasti.
3.5.2. Tujuan Reliability
Tujuan reliability menurut R. Manzini (2010) adalah memberikan informasi sebagai basis untuk mengambil keputusan. Selain itu teori reliability dapat digunakan untuk memprediksi kapan suatu suku cadang pada suatu mesin akan mengalami kerusakan, sehingga dapat menentukan kapan harus dilakukan perawatan, penggantian, dan penyediaan komponen.
3.5.3. Distribusi Kerusakan
Setiap mesin memiliki karakteristik kerusakan yang berbeda-beda. Sejumlah mesin yang sama jika dioperasikan dalam kondisi yang berbeda akan memiliki karaketistik kerusakan yang berbeda. Bahkan mesin yang sama juga jika dioperasikan dalam kondisi yang sama akan memiliki karakteristik kerusakan yang berbeda. Dalam menganalisai perawatan ada beberapa jenis distribusi yang umum dipakai yaitu:
1. Distribusi Normal (Jardine, 2010)
besar variasi random yang tidak bergantungan (saling bebas/independent) yang kecil atau sedikit. Fungsi Kepadatan Probabilitas dalam distribusi normal adalah :
√
MTTF (Mean Time To Failure) adalah rata-rata waktu atau interval waktu kerusakan mesin atau komponen dalam distribusi.
MTTF = µ
Konsep reliability distribusi normal tergantung pada nilai dan σ. Dimana:
µ = rata-rata
σ = standar deviasi
Φ= nilai z yang dapat diperoleh dari tabel distribusi normal
Gambar 3.1. Kurva Distribusi Normal
2. Distribusi lognormal
Fungsi Kepadatan Probabilitas dalam distribusi lognormal adalah:
√ [ ]
Untuk MTTF (Mean Time To Failure) adalah
MTTF =
Konsep reliability distribusi lognormal tergantung pada nilai dan σ.
Gambar 3.2. Kurva Distribusi Lognormal
3. Distribusi Eksponensial
Distribusi eksponensial menggambarkan suatu kerusakan dari mesin yang disebabkan oleh kerusakan pada salah satu komponen dari mesin atau peralatan yang menyebabkan mesin terhenti. Dalam hal ini kerusakan tidak dipengaruhi oleh unsur pemakaian peralatan. Dengan kata lain distribusi ini memiliki kelajuan yang konstan terhadap waktu. Distribusi eksponensial akan
tergantung pada nilai , yaitu laju kegagalan (konstan).
Fungsi Kepadatan Probabilitas dalam distribusi eksponensia adalah: f (t) = λ e−λt
MTTF =
Gambar 3.3. Kurva Distribusi Eksponensial
4. Distribusi Weibull
Distribusi weibull pertama sekali diperkenalkan oleh ahli fisika dari Swedia Wallodi Weibull pada tahun 1939. Dalam aplikasinya, distribusi ini sering
digunakan untuk memodelkan “waktu sampai kegagalan” (time to failure) dari
suatu sistem fisika. Ilustrasi yang khas, misalnya pada sistem dimana jumlah kegagalan meningkat dengan berjalannya waktu (misalnya keausan bantalan), berkurang dengan berjalannya waktu (misalnya daya hantar beberapa semi konduktor) atau kegagalan yang terjadi oleh suatu kejutan (shock) pada sistem.9
Distribusi weibull merupakan bagian distribusi kerusakan yang paling sering dipakai sebagai model distribusi masa hidup (life time). Distribusi Weibull merupakan distribusi empirik sederhana yang mewakili data yang aktual. Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan dan keandalan pada komponen.
Fungsi Kepadatan Probabilitas dari distribusi Weibull:
9
( ) [( ) ]
MTTF (Mean Time To Failure) adalah rata-rata waktu atau interval waktu kerusakan mesin atau komponen dalam distribusi kegagalan.
( )
= Fungsi Gamma, (n) = (n-1)!, dapat diperoleh melalui nilai
fungsi gamma.
Parameter β disebut dengan parameter bentuk atau
kemiringan weibull (weibull slope), sedangkan parameter α disebut dengan parameter skala. Bentuk fungsi distribusi weibull
bergantung pada parameter bentuknya (β), yaitu:
β < 1: Distribusi weibull akan menyerupai distribusi
hyper-exponential dengan laju kerusakan cenderung menurun.
β = 1: Distribusi weibull akan menyerupai distribusi
eksponensial dengan laju kerusakan cenderung konstan.
β > 1: Distribusi weibull akan menyerupai distribusi
Gambar 3.4. Kurva Distribusi Weibull
3.5.4. Identifikasi Pola Distribusi dan Parameter Distribusi
Dapat dilakukan dalam dua tahap yaitu identifikasi distribusi awal dan estimasi parameter.
3.5.4.1. Identifikasi Distribusi Awal
Dilakukan dengan mengunakan metode linear regresion dengan persamaan y = a + bx. Perhitungan dengan menggunakan metode ini adalah: 1. Nilai Tengah Kerusakan (Median Rank)10
Dimana : i = data waktu ke-t dan n = jumlah kerusakan 2. Index of Fit11
∑ (∑ ∑ )
√[ ∑ ∑ ]√[ ∑ ∑ ]
√
Perhitungan identifikasi awal untuk masing-masing distribusi adalah : a. Distribusi Normal
- Xi = ti
- Yi = Zi= Ф-1(F(ti)), dimana Nilai Zi = Ф-1 b. Distribusi Lognormal
10
Kapur, K.C, and Lamberson, L.R. Opcit, pp. 31
11
- i = ln ti
- Yi = Zi = Ф-1 (F(ti)) c. Distribusi Eksponensial
- Xi = ti
- Yi = ln(1/1-F(ti)) d. Distribusi Weibull
- Xi = ln ti
- Yi = ln ln(1/1-F(ti))
3.5.4.2.Estimasi Parameter
Estimasi parameter dilakukan dengan menggunakan metode Maximum Likelihood Estimator (MLE). Estimasi untuk masing-masing parameter adalah: a. Distribusi Normal
Parameter adalah µ dan σ
̅ ∑ √∑
b. Distribusi Eksponensial
Parameter adalah
= r/T
r = n = jumlah kerusakan dan T = total waktu kerusakan c. Distribusi Lognormal
Parameter adalah µ dan σ
d. Distribusi Weibull
Parameter untuk distribusi weibull dapat ditulis sebagai berikut:
[( ) ]
Untuk menafsirkan parameter α dan β dapat dilakukan dengan regresi
linear. Paremeterny adalah α dan β.
a = ̅ - b ̅ = -βlnα
∑ ∑ ̅ ̅ ̅
β
3.5. Model Age Replacement12
Model Age Replacement adalah suatu model penggantian dimana interval waktu penggantian komponen dilakukan dengan memperhatikan umur pemakaian dari komponen tersebut, sehingga dapat menghindari terjadinya penggantian peralatan yang masih baru dipasang akan diganti dalam waktu yang relatif singkat. Jika terjadi suatu kerusakan, model ini akan menyesuaikan kembali jadwalnya setelah penggantian komponen dilakukan, baik akibat terjadi kerusakan maupun hanya bersifat sebagai perawatan pencegahan.
Dalam model Age Replacement, intinya pada saat dilakukan penggantian adalah tergantung pada umur komponen, jadi penggantian pencegahan akan dilakukan dengan menetapkan kembali interval waktu penggantian berikutnya sesuai dengan interval yang telah ditentukan. Pembentukan model ongkos penggantian pencegahan:
12
1. Ekspektasi ongkos penggantian per siklus = {ekspektasi ongkos total pada siklus pencegahan x probabilitas terjadinya siklus pencegahan} + {ekspektasi ongkos total pada siklus kerusakan x probabilitas terjadinya siklus kerusakan}
= {Cp . } + [Cf . {1- }⦌
2. Ekspektasi panjang siklus
{ekspektasi panjang siklus pencegahan x probabilitas terjadinya siklus perencanaan} + {ekspektasi panjang siklus kerusakan x probabilitas terjadinya siklus kerusakan}
= [{ + }. ] + [{ + } . {1- }]
Nilai interval rata-rata terjadinya kerusakan Mtp adalah:
M (tp) =
Sehingga, model penentuan interval penggantian pencegahan dengan criteria meminimisasi ongkos dapat ditulis sebagai berikut:
⦌ ⦌
Dimana:
tp = interval waktu penggantian pencegahan
Tp = waktu untuk melakukan penggantian terencana Tf = waktu untuk melakukan penggantian kerusakan
R(tp) = Probabilitas terjadinya sikluspencegahan
Tp+tp = panjang siklus pencegahan
M(tp)+Tf= ekspektasi panjang siklus kerusakan
3.6. Value Stream Mapping (VSM)
Value Stream adalah sekumpulan dari seluruh kegiatan yang di dalamnya terdapat kegiatan yang memberikan nilai tambah juga yang tidak memberikan nilai tambah yang dibutuhkan untuk membawa produk maupun satu grup produk dari sumber yang sama untuk melewati aliran-aliran utama, mulai dari raw material hingga sampai ke tangan konsumen.
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan di sepanjang value stream dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut. Mengambil langkah ditinjau dari segi value stream berarti bekerja dalam satu lingkup gambar yang besar (bukan proses-proses individual), dan memperbaiki keseluruhan aliran dan bukan hanya mengoptimalkan aliran secara sepotong-sepotong13. Hal ini memunculkan suatu bahasa yang umum digunakan dalam proses produksi, dengan demikian akan mampu memfasilitasi keputusan yang lebih matang dalam memperbaiki value stream.
13
3.7. Maintenance Value Stream Mapping (MVSM)14
3.7.1. Pendahuluan
Salah satu metode yang sangat efektif di perusahaan lean untuk mengeliminasi kegiatan-kegiatan non value added adalah dengan menggunakan Value Stream Mapping (VSM). VSM merupakan tools yang digunakan dalam memvisualisasikan suatu sistem yang merepresentasikan aliran material dan informasi. Metode ini juga telah dijelaskan sebelumnya dapat menghasilkan suatu gambaran umum sebuah proses yang mudah dipahami. Hal ini juga semakin memudahkan untuk mengambil keputusan dalam mengeliminasi kegiatan-kegiatan yang tidak memberikan nilai tambah (non value added activities).
Hingga saat ini, telah diidentifikasi dan di-review ada 7 jenis teknik di dalam VSM, yaitu big picture mapping (Rother and Shook , 1999), supply chain response matrix (Hines, Rich dan Jones, 1997), production variety funnel (New, 1974), quality filter mapping (Hines dan Rich, 1997), demand amplification mapping (Hines dan Taylor, 2000), decision point analysis (Hines, Rich dan Jones, 1997), dan physical structure mapping (Hines dan Rich, 1997). Namun, tidak satu pun dari ketujuh teknik tersebut yang berhubungan dengan kegiatan maintenance (perawatan) sehingga tidak dapat digunakan untuk memetakan kegiatan perawatan tesebut. Jika diperhatikan lebih lanjut, dalam setiap kegiatan perawatan tentu terdapat kegiatan yang memberikan nilai tambah maupun yang tidak memberikan nilai tambah. Sehingga, keunikan dari teknik ini adalah untuk
14
Kannan, Soundararajan, et. al. Developing A Maintenance Value Stream Map.
mengembangkan VSM dalam kegiatan perawatan yang disebut dengan Maintenance Value Stream Mapping (MVSM).
3.7.2. Variabel yang Digunakan dalam MVSM
Konsep Mean Maintenace Lead Time (MMLT) dianalogikan sesuai dengan konsep lead time dalam kegiatan manufaktur dalam pengukuran waktu untuk kegiatan perawatan. MMLT didefinisikan sebagai rata-rata waktu yang dibutuhkan untuk melakukan kegiatan perawatan mesin sehingga mesin tersebut dapat dipastikan telah mampu dioperasikan dengan normal. MMLT membagi kegiatan perwatan ke dalam beberapa level kegiatan. Dalam MVSM tidak dilakukan pengujian terhadap dampak dari buruk atau kurangnya strategi perawatan di lantai produksi, melainkan digunakan sebagai alat untuk mengukur waktu aktivitas perawatan. Secara matematis, MMLT dirumuskan dengan persamaan:
MMLT = MTTO + MTTR + MTTY dimana:
MTTO = Mean Time To Organize (Rata-rata waktu yang diperlukan untuk mengkoordinasikan tugas-tugas untuk memulai kegiatan perawatan mesin/peralatan setelah diketahui adanya kerusakan atau berdasarkan jadwal yang telah dibuat).
MTTY = Mean Time To Yield (Rata-rata waktu yang dibutuhkan untuk memastikan bahwa mesin/peralatan dapat digunakan kembali setelah kegiatan perawatan mesin/peralatan dilakukan).
Berdasarkan definisi tersebut, komponen waktu yang memberikan nilai tambah bagi kegiatan perawatan adalah MTTR karena hanya komponen waktu ini merupakan waktu yang dibutuhkan untuk melakukan kegiatan perawatan atau perbaikan terhadap mesin/peralatan. Untuk dua komponen waktu lainnya, yaitu MTTO dan MTTY merupakan kegiatan yang tidak memberikan nilai tambah (non value added time).
Oleh karena itu, value added time dan non value added time ditunjukkan dengan persamaan:
Value added time = MTTR Non value added time = MTTO + MTTR
Efisiensi perawatan dihitung dengan menggunakan persentase dari MMLT aktual dibandingkan dengan MMLT. Secara matematis:
3.7.3. Framework yang Digunakan dalam MVSM
a. Equipment breakdown
Simbol ini menggambarkan bahwa terjadi kerusakan atau perlunya dilakukan perawatan pada satu mesin/peralatan yang dapat mempengaruhi proses produksi.
b. Proses
Pada kategori ini terdapat aktivitas-aktivitas yang merupakan tahapan yang dilakukan sejak terhentinya mesin/peralatan sampai kondisi dimana mesin/peralatan dapat berfungsi kembali dengan normal dalam proses produksi. Aktivitas-aktivitas tersebut adalah komunikasikan masalah, identifikasi masalah, identifikasi sumber daya, mengalokasikan sumber daya, mempersiapkan pekerjaan yang akan dilakukan, melakukan perawatan/perbaikan, menjalankan mesin/peralatan setelah diperbaiki, dan pekerjaan perawatan/perbaikan selesai.
c. Aliran fisik
Aliran fisik menggambarkan aktivitas transportasi antara kegiatan yang satu dengan kegiatan yang lain yang dapat diamati secara fisik.
d. Aliran informasi
Aliran fisik dalam proses perawatan berhubungan dengan aliran informasi. Terkadang aliran informasi merupakan penghambat dalam aktivitas perawatan sehingga waktu yang dibutuhkan untuk proses selanjutnya jadi semakin lama.
e. Kotak data
simbol tersebut. f. Delay
Simbol ini mengindikasikan bahwa terdapat waktu mengganggur di antara dua proses. Delay merupakan jenis kegiatan non value added yang dapat menambah nilai MMLT. Ada 3 jenis delay yang digunakan dalam menggambarkan MVSM, yaitu delay akibat operator yang menggunakan mesin/peralatan lambat dalam merespon masalah kerusakan, delay akibat tidak tersedianya komponen, dan delay akibat tidak tersedianya operator perawatan (tidak standby di tempat).
g. Timeline
Timeline menggambarkan dua jenis waktu, yaitu value added time dan non value added time.
Tabel 3.1. Kategori Framework dalam MVSM
Menyusun rencana kerja MTTO
Tabel 3.1. Kategori Framework dalam MVSM (Lanjutan)
sumber: Kannan, Soundararajan, et. al. Developing A Maintenance Value Stream Map. ( http://www.iienet.org/uploadedFiles/IIE/Community/Technical_Societies_and_Divisions/Lean/Lean_details_pa ges/Kannan4- 07.pdf)
3.7.4. Proses Pemetaan dengan MVSM
Langkah-langkah yang dilakukan dalam memetakan aktivitas perawatan dengan menggunakan MVSM adalah sebagai berikut:
1. Menggambarkan simbol equipment breakdwon di sudut kiri atas lembar kerja sebagai tanda awal bahwa telah terjadi breakdown pada mesin atau peralatan. Tuliskan juga nama mesin atau peralatan yang mengalami breakdown di kotak kecil bagian atas.
2. Menggambarkan simbol-simbol yang berhubungan dengan proses yang pertama sekali (komunikasikan masalah) di bawah simbol equipment breakdown. Tempatkan juga simbol pekerjaan perawatan/perbaikan selesai di sebelah paling kanan kertas kerja dan sejajar dengan simbol komunikasikan masalah.
3. Mengidentifikasi simbol-simbol yang akan digambarkan di antara symbol komunikasikan masalah dan simbol pekerjaan perawatan/perbaikan selesai. Simbol-simbol tersebut adalah identifikasi masalah, identifikasi sumber daya, mengalokasikan sumber daya, mempersiapkan pekerjaan yang akan dilakukan, melakukan perawatan/perbaikan, menjalankan mesin/peralatan setelah diperbaiki. Semua simbol tersebut disusun secara berurutan dari kiri ke kanan dengan memberikan ruang untuk simbol panah maju dan delay (jika terdapat delay).
5. Menggambarkan simbol delay di antara setiap proses. Simbol delay disesuaikan dengan keadaan yang ingin dipetakan. Data mengenai lamanya delay dituliskan di bawah simbol delay. Jika terdapat dua atau lebih delay, cukup dengan menggambarkan satu simbol segitiga dan menuliskan angka di dalam segitiga tersebut sesuai jenis delay yang ingin digambarkan.
6. Menggambarkan simbol aliran fisik dan aliran informasi sesuai dengan keadaan aktivitas yang ingin dipetakan.
7. Menggambarkan simbol timeline di bagian bawah gambar simbol proses dan mencatatkan waktu setiap proses sesuai dengan kategori value added time atau non value added time.
8. Melengkapi gambar dengan perhitungan total value added time, non value added time, dan % efisiensi perawatan.
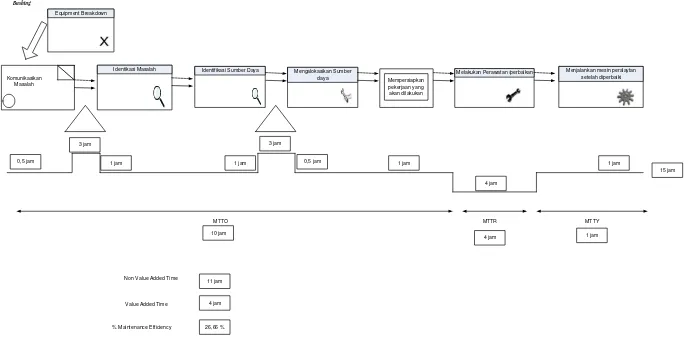
Berikut ini adalah contoh gambar MVSM suatu proses perawatan mesin yang digambarkan secara lengkap sesuai dengan langkah-langkah yang telah dijelaskan.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT.Multimas Nabati Asahan departemen PKS (Pengolahan Kelapa Sawit) yang megolah bahan baku TBS menjadi Crude Palm Oil (CPO) dan Inti sawit (palm kernel) yang berlokasi di lokasi Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batubara (dahulunya Kabupaten Asahan). Waktu penelitian dilakukan pada Agustus 2015 sampai dengan selesai.
4.2. Jenis Penelitian
4.3. Objek Penelitian
Objek penelitian yang diamati adalah perawatan mesin Screw Press pada proses produksi CPO di Departemen PKS di PT. Multimas Nabati Asahan.
3.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah sebagai berikut:
1. Variabel Dependen
Variabel dependen adalah yang nilainya dipengaruhi atau ditentukan oleh nilai variabel lain. Variabel dependen pada penelitian ini adalah Waktu perawatan mesin.
a. Interval Penggantian komponen
Variabel yang menunjukkan kapan akan dilakukan penggantian komponen mesin.
b. Biaya perawatan mesin
Variabel ini menunjukkan biaya perawatan yang ditimbulkan untuk melakukan perawatan mesin.
c. Maintenance Efficiency
Variabel ini menunjukkan besar efisiensi waktu yang digunakan dalam melakukan perawatan emsin.
2. Variabel Independen
a. Waktu perbaikan korektif dan preventif
Variabel yang menyatakan waktu yang diperlukan sebuah komponen/mesin untuk diperbaiki ketika terjadi kerusakan mendadak sampai dapat berfungsi kembali dan waktu yang diperlukan sebuah komponen/mesin untuk diperbaiki/diganti sebelum terjadi kerusakan. b. Interval waktu kerusakan komponen mesin
Variabel yang menyatakan interval waktu kerusakan komponen mesin kritis.
c. Opportunity cost
Variabel yang menyatakan biaya yang ditimbulkan akibat kehilangan waktu
produksi karena kerusakan mesin.
d. Biaya tenaga kerja
Varibel yang menyatakan biaya tenaga kerja yang diperlukan untuk melakukan perawatan pada mesin.
e. Harga komponen
Variabel yang menyatakan besar harga komponen mesin yang rusak.
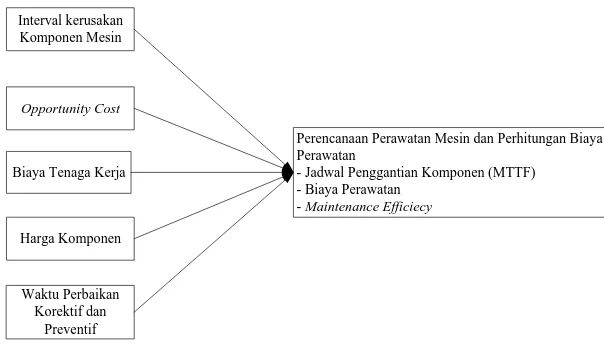
4.5. Kerangka Konseptual
Interval kerusakan Komponen Mesin
Perencanaan Perawatan Mesin dan Perhitungan Biaya Perawatan
- Jadwal Penggantian Komponen (MTTF) - Biaya Perawatan
- Maintenance Efficiecy
Waktu Perbaikan Korektif dan
Preventif Harga Komponen Biaya Tenaga Kerja
Opportunity Cost
Gambar 4.1. Kerangka Konseptual Penelitian
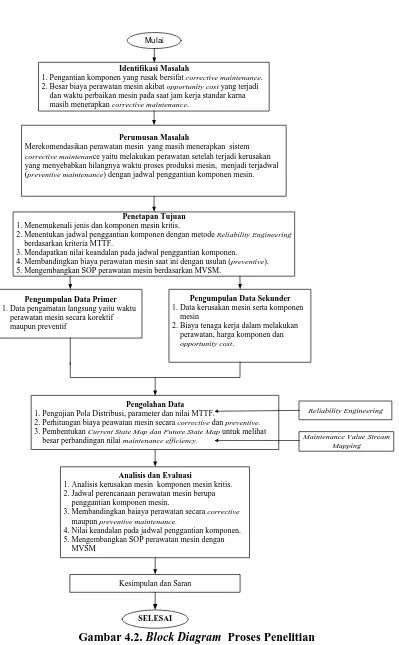
4.6. Rancangan Penelitian
Penelitian dilakukan dalam beberapa tahap, yang diawali dengan melakukan identifikasi masalah hingga menghasilkan kesimpulan. Tahapan-tahapan tersebut meliputi:
1. Identifikasi masalah
Identifikasi masalah merupakan langkah pertama yang dilakukan saat penelitian berlangsung sehingga dapat mengangkat permasalahan secara jelas dan terarah.
2. Perumusan Masalah
Perumusan masalah menjabarkan kembali inti dari permasalahan yang teridentifikasi kemudian menuangkannya ke dalam satu lingkup permasalahan yang spesifik.
3. Penetapan Tujuan
Penetapan tujuan penelitian sebagai acuan mengarahkan dan menentukan tujuan penelitian.
4. Pengumpulan Data
Data yang dikumpulkan dalam penelitian ini terdiri dari data primer dan sekunder yaitu :
a. Data primer
b. Data sekunder
Data sekunder merupakan data yang dikumpulkan dengan menacatat data dan informasi yang diperoleh dari perusahaan. Data sekunder pada penelitian ini adalah:
1. Data historis kerusakan mesin dan komponen mesin pada periode 2013-2014
Pengumpulan Data Primer
1. Data pengamatan langsung yaitu waktu perawatan mesin secara korektif maupun preventif
Pengumpulan Data Sekunder
1. Data kerusakan mesin serta komponen mesin
2. Biaya tenaga kerja dalam melakukan perawatan, harga komponen dan
1. Pengantian komponen yang rusak bersifat corrective maintenance. 2. Besar biaya perawatan mesin akibat opportunity cost yang terjadi dan waktu perbaikan mesin pada saat jam kerja standar karna masih menerapkan corrective maintenance.
Perumusan Masalah
Merekomendasikan perawatan mesin yang masih menerapkan sistem
corrective maintenance yaitu melakukan perawatan setelah terjadi kerusakan
yang menyebabkan hilangnya waktu proses produksi mesin, menjadi terjadwal (preventive maintenance) dengan jadwal penggantian komponen mesin.
Penetapan Tujuan
1. Menemukenali jenis dan komponen mesin kritis.
2. Menentukan jadwal penggantian komponen dengan metode Reliability Engineering berdasarkan kriteria MTTF.
3. Mendapatkan nilai keandalan pada jadwal penggantian komponen. 4. Membandingkan biaya perawatan mesin saat ini dengan usulan (preventive). 5. Mengembangkan SOP perawatan mesin berdasarkan MVSM.
Pengolahan Data
1. Pengujian Pola Distribusi, parameter dan nilai MTTF.
2. Perhitungan biaya peawatan mesin secara corrective dan preventive. 3. Pembentukan Current State Map dan Future State Map untuk melihat besar perbandingan nilai maintenance efficiency.
Reliability Engineering
Maintenance Value Stream Mapping
Analisis dan Evaluasi
1. Analisis kerusakan mesin komponen mesin kritis. 2. Jadwal perencanaan perawatan mesin berupa penggantian komponen mesin.
3. Membandingkan baiaya perawatan secara corrective maupun preventive maintenance.
4. Nilai keandalan pada jadwal penggantian komponen. 5. Mengembangkan SOP perawatan mesin dengan MVSM
4.7. Pengolahan Data
Pengolahan data pada penelitina ini dilakukan dengan menentukan jadwal penggantian komponen dengan pendekatan metode reliability engineering dengan kriteria MTTF (Mean Time To Failure). Selanjutnya pehitungan biaya perawatan mesin secara corrective dan preventive maintenance. Terakhir adalah pembentukan Current State Map dan Future State Map aktivitas perawatan yang selanjutnya didapat nilai MTTO, MTTR, MTTY dan MTTF berdasarkan metode Maintenance Value Stream Mapping.
4.8. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Pengumpulan Data Kerusakan Mesin
Data frekuensi kerusakan dikumpulkan berdasarkan data historis bagian maintenance di PT. Multimas Nabati Asahan Departemen PKS.
5.1.2. Pengumpulan Data Kerusakan Komponen Mesin Kritis
Data frekuensi kerusakan komponen mesin kritis dikumpulkan berdasarkan dokumen atau data historis bagian maintenance di PT. Multimas Nabati Asahan Departemen PKS.
5.2. Pengolahan Data
5.2.1. Pengujian Pola Distribusi Komponen Kritis
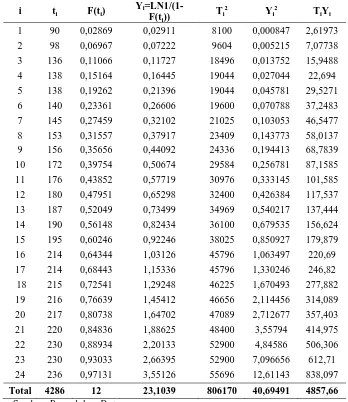
Pengujian pola distribusi komponen kritis dilakukan menggunakan data interval waktu kerusakan komponen. Distribusi yang digunakan adalah distribusi normal, lognormal, eksponensial dan weibull. Pemilihan pola distribusi adalah menggunakan metode Least Square Curve Fitting yaitu berdasarkan nilai Index of Fit (correlation coefficient) yang terbesar.
Dari data interval kerusakan komponen kritis diatas maka dilakukan pengujian pola distribusi untuk masing – masing komponen.
Berikut ini adalah perhitungan untuk mendapatkan distribusi komponen Left and right Handed Worm P/N 13 berdasarkan nilai Index of Fit yang terbesar. a. Distribusi Normal
a. Membuat ranking pada interval waktu kerusakan (ti) dari seluruh
data.
b. Menghitung nilai F(ti)
Rumus: F(ti) = (i – 0,3)/(N+0,4)
Dimana: i = Data ke- N = Jumlah Data
Misalnya pada data ke- 1. Pada data ke- 1 dan jumlah data adalah 24,
Maka F(ti) = (i – 0,3)/(N+0,4)
= (1 – 0,3)/(24+0,4) = 0,02868
c. Menghitung nilai Yi
Rumus: Yi= Ф(Z)
Untuk menghitung Yi didapat dati Tabel Standarized Normal
Probabilities, dimana Z = F(ti). Misalkan pada data ke-1 (ti = 90)
Yi = Ф(Z)
Yi = Ф(0,02868) = -1,90043
d. Menghitung nilai Ti2
e. Menghitung nilai Yi2
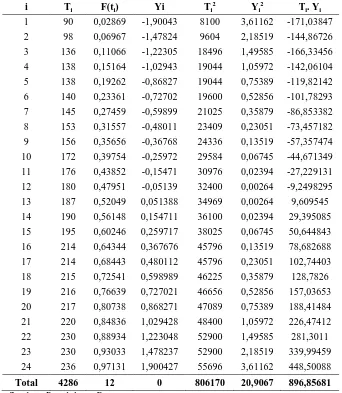
Perhitungan waktu antar kerusakan dengan distribusi normal dari keseluruhan data dapat dilihat pada Tabel 5.5.
Tabel 5.5. Perhitungan Index of Fit dengan Distribusi Normal Komponen
Left and right Handed Worm P/N 13
i Ti F(ti) Yi Ti2 Yi2 Ti. Yi
Setelah didapat hasil perhitungan waktu antar kerusakan distribusi normal dari data ke-1 sampai data ke-24, maka dilakukan perhitungan Index of Fit dimana langkah – langkahnya adalah sebagai berikut:
Sxy = N∑ - ∑ ∑
= (24) (896,85681) – (4286)(0) = 21524,5635
h. Menghitung nilai Sxx
Sxx = N∑ - ∑
= (24)(806170) – (4286)2 = 978284
i. Menghitung nilai Syy
Syy = N∑ - ∑
= (24)(20,9067) – (0)2 = 501,76048
j. Menghitung nilai Index of Fit (r)
Index of Fit (r) =
√
= 0,97152
b. Distribusi Lognormal
a. Membuat ranking pada interval waktu kerusakan (ti) dari seluruh
data.
b. Menghitung nilai F(ti)
Rumus: F(ti) = (i – 0,3)/(N+0,4)
Dimana: i = Data ke- N = Jumlah Data
Maka F(ti) = (i – 0,3)/(N+0,4)
= (1 – 0,3)/(24+0,4) = 0,02868
c. Menghitung nilai Yi
Rumus: Yi= Ф(Z)
Untuk menghitung Yi didapat dati Tabel Standarized Normal
Probabilities, dimana Z = F(ti). Misalkan pada data ke-1 (ti = 90)
Yi = Ф(Z)
Yi = Ф(0,02868) = -1,90043
d. Menghitung nilai Ti = ln (ti) = ln (90) = 4,49981
e. Menghitung nilai Ti2
f. Menghitung nilai Yi2
g. Menghitung Ti x Yi
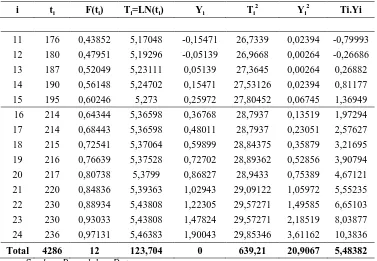
Perhitungan waktu antar kerusakan dengan distribusi lognormal dari keseluruhan data dapat dilihat pada Tabel 5.6.
Tabel 5.6. Perhitungan Index of Fit dengan Distribusi Lognormal Komponen
Left and right Handed Worm P/N 13
i ti F(ti) Ti=LN(ti) Yi Ti2 Yi2 Ti.Yi
1 90 0,02869 4,49981 -1,90043 20,24829 3,61162 -8,55156
2 98 0,06967 4,58497 -1,47824 21,02193 2,18519 -6,77767
3 136 0,11066 4,91265 -1,22305 24,13418 1,49585 -6,00841
4 138 0,15164 4,92725 -1,02943 24,27783 1,05972 -5,07225
5 138 0,19262 4,92725 -0,86827 24,27783 0,75389 -4,27819
6 140 0,23361 4,94164 -0,72702 24,41983 0,52856 -3,59268
7 145 0,27459 4,97673 -0,59899 24,76788 0,35879 -2,98101
8 153 0,31557 5,03044 -0,48011 25,30531 0,23051 -2,41518
9 156 0,35656 5,04986 -0,36768 25,50105 0,13519 -1,85671
Tabel 5.6. Perhitungan Index of Fit dengan Distribusi Lognormal Komponen
Left and right Handed Worm P/N 13 (Lanjutan)
i ti F(ti) Ti=LN(ti) Yi Ti2 Yi2 Ti.Yi
Setelah didapat hasil perhitungan waktu antar kerusakan distribusi lognormal dari data ke-1 sampai data ke-24, maka dilakukan perhitungan Index of Fit dimana langkah – langkahnya adalah sebagai berikut:
j. Menghitung nilai Syy
Syy = N∑ - ∑
= (24)(20,9067) – (0)2 = 501,76048
k. Menghitung nilai Index of Fit (r)
Index of Fit (r) =
√
= 0,948848
c. Distribusi Eksponensial
a. Membuat ranking pada interval waktu kerusakan (ti) dari seluruh
data.
b. Menghitung nilai F(ti)
Rumus: F(ti) = (i – 0,3)/(N+0,4)
Dimana: i = Data ke- N = Jumlah Data
Misalnya pada data ke- 1. Pada data ke- 1 dan jumlah data adalah 24,
Maka F(ti) = (i – 0,3)/(N+0,4)
= (1 – 0,3)/(24+0,4) = 0,02868
c. Menghitung nilai Yi
Rumus: Yi = ln [1/(1- F(ti)], maka untuk data ke-1, Yi
adalah Yi = ln [1/(1- 0,02868], = 0,02911
e. Menghitung nilai Yi2
f. Menghitung nilai Ti x Yi
Perhitungan waktu antar kerusakan dengan distribusi eksponensial dari keseluruhan data dapat dilihat pada Tabel 5.7.
Tabel 5.7. Perhitungan Index of Fit dengan Distribusi Eksponensial
Komponen Left and right Handed Worm P/N 13
Setelah didapat hasil perhitungan waktu antar kerusakan distribusi eksponensial dari data ke-1 sampai data ke-24, maka dilakukan perhitungan Index of Fit dimana langkah – langkahnya adalah sebagai berikut:
g. Menghiting nilai Sxy
Sxy = N∑ - ∑ ∑
= (24) (4857,66) – (4286)(23,1039) = 17560,5
h. Menghitung nilai Sxx
Sxx = N∑ - ∑
= (24)(806170) – (4286)2 = 978284
i. Menghitung nilai Syy
Syy = N∑ - ∑
= (24)(40,69491) – (23,1039)2 = 442,8872
j. Menghitung nilai Index of Fit (r)
Index of Fit (r) =
√
= 0,84364
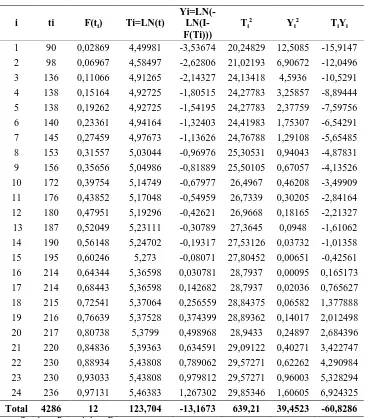
4. Distribusi Weibull
a. Membuat ranking pada interval waktu kerusakan (ti) dari seluruh
data.
b. Menghitung nilai F(ti)
Dimana: i = Data ke- N = Jumlah Data
Misalnya pada data ke- 1. Pada data ke- 1 dan jumlah data adalah 24,
Maka F(ti) = (i – 0,3)/(N+0,4)
= (1 – 0,3)/(24+0,4) = 0,02868
c. Menghitung nilai Ti, diperoleh dari Ti = ln (ti) = ln (90) = 4,49981
d. Menghitung nilai Yi
Rumus: Yi = ln{- ln [(1- F(ti)]}, maka untuk data ke-1
Yi = ln [- ln(1- 0,02868], = - 3,53674
e. Menghitung nilai Ti2
f. Menghitung nilai Yi2
g. Menghitung nilai Ti x Yi
Tabel 5.8. Perhitungan Index of Fit dengan Distribusi Weibull Komponen
Left and right Handed Worm P/N 13
i ti F(ti) Ti=LN(t)
Setelah didapat hasil perhitungan waktu antar kerusakan distribusi weibull dari data ke-1 sampai data ke-24, maka dilakukan perhitungan Index of Fit dimana langkah – langkahnya adalah sebagai berikut:
h. Menghiting nilai Sxy
= (24) (-60,8286) – (123,704)(-13,1673) = 168,9613
i. Menghitung nilai Sxx
Sxx = N∑ - ∑
= (24)(639,21) – (123,704)2 = 38,34414
j. Menghitung nilai Syy
Syy = N∑ - ∑
= (24)(39,4523) – (-13,1673)2 = 773,4767
k. Menghitung nilai Index of Fit (r)
Index of Fit (r) =
√
= 0,981102
Rekapitulasi perhitungan Index of Fit untuk pola distribusi interval kerusakan komponen Left and right Handed Worm P/N 13 dapat dilihat pada Tabel 5.9.
Tabel 5.9. Rekapitulasi Perhitungan Index of Fit Komponen Left and right
Handed Worm P/N 13
Distribusi Index of Fit
Normal 0,97152
Lognormal 0,948848 Eksponensial 0,84364
Weibull 0,981102
5.2.2. Perhitungan Parameter dan MTTF Komponen Mesin
Setelah dilakukan pemilihan pola distribusi untuk setiap komponen berdasarkan nilai Index of Fit terbesar maka langkah selanjutnya adalah menghitung parameter dan nilai Mean Time To Failure (MTTF) untuk setiap komponen. Pola distribusi kerusakan setiap komponen kritis mesin Screw Press dapat dilihat pada Tabel 5.30.
Tabel 5.30. Rekapitulasi Pola Distribusi Kerusakan Komponen Kritis Mesin
Srew Press
NO Nama Komponen Distribusi
1 Left and Right Handed
Worm P/N 13 Weibull
2 Bushing Normal
3 Rebuild Worm Weibull
4 Press Cylynder Weibull
5 Bearing SKF 29326 Normal
Sumber: Pengolahan Data
Perhitungan untuk masing – masing komponen sesuai dengan jenis pola distribusi interval waktu kerusakan adalah sebagai berikut:
1. Komponen Left and Right Handed Worm P/N 13
c. Menghitung parameter bentuk (β)
β = b = 4,40644
d. Menghitung nilai parameter skala ( )
= = ea/b
= 0,00509 e. Menghitung nilai
= =
= 196,14295
f. Menghitung nilai MTTF
MTTF =
= 196,14295 ≈196 hari
2. Komponen Bushing
Pola distribusi kerusakan komponen ini adalah distribusi normal. Berdasarkan Tabel 5.10. maka parameter distribusi kerusakan dan nilai MTTF adalah:
a. Menghitung nilai b
∑
∑ ∑
∑ ∑
b. Menghitung nilai a
∑ ∑
c. Menghitung nilai (σ)
σ = = 69,68288
d. Menghitung nilai
= -a . σ = 179,21739
MTTF = = 179,21739 ≈179 hari
3. Komponen Rebuild Worm
Pola distribusi kerusakan komponen ini adalah distribusi weibull. Berdasarkan Tabel 5.18. maka parameter distribusi kerusakan dan nilai MTTF adalah:
a. Menghitung nilai b
∑
∑ ∑
∑ ∑
b. Menghitung nilai a
∑ ∑
c. Menghitung parameter bentuk (β)
β = b = 3,15681
d. Menghitung nilai parameter skala ( )
= = ea/b
= 0,00488 e. Menghitung nilai
= =
= 204,8427
f. Menghitung nilai MTTF
MTTF =
= 204,8427 ≈ 204 hari
4. Komponen Press Cylinder
a. Menghitung nilai b
c. Menghitung parameter bentuk (β)
β = b = 2,89170
d. Menghitung nilai parameter skala ( )
= = ea/b
= 0,00409 e. Menghitung nilai
= =
= 243,94503
f. Menghitung nilai MTTF
MTTF =
= 243,94503≈ 243 hari
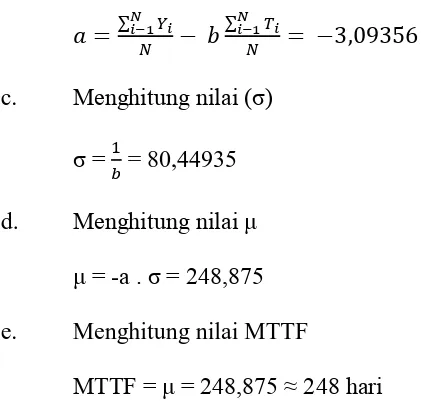
5. Komponen Bearing SKF 29326
∑ ∑
c. Menghitung nilai (σ)
σ = = 80,44935
d. Menghitung nilai
= -a . σ = 248,875
e. Menghitung nilai MTTF
MTTF = = 248,875 ≈ 248 hari
Rekapitulasi hasil nilai perhitungan (Mean Time To Failure) MTTF setiap komponen adalah sebagai berikut:
Tabel 5.31. Rekapitulasi Nilai MTTF
NO Komponen MTTF (hari)
1 Left and Right Handed Worm P/N 13 196
2 Bushing 179
3 Rebuild Worm 204
4 Press Cylynder 243
5 Bearing SKF 29326 248
Sumber: Pengolahan Data
Berdasarakan tabel tersebut diatas maka rencana jadwal penggantian komponen dapat disusun seperti Tabel 5.32. berikut ini:
Tabel 5.32. Jadwal Interval Penggantian Komponen Kritis
NO Komponen Hari ke-
1 Left and Right Handed Worm P/N 13 196
2 Bushing 179
3 Rebuild Worm 204
4 Press Cylynder 243
5 Bearing SKF 29326 248
5.2.3. Perhitungan Cost of Failure dan Cost of Preventive
5.2.3.1.Perhitungan Cost Of Failure
Biaya cost of failure adalah biaya yang timbul saat terjadi kerusakan yang menyebabkan terhentinya mesin pada saat proses produksi. Perhitungan biaya ini terdiri dari perhitungan biaya tenaga kerja, biaya kehilangan waktu produksi, biaya komponen dan biaya pemasangan komponen. Perhitungannya adalah sebagai berikut:
1. Biaya tenaga kerja
Biaya ini berhubungan dengan gaji karyawan yang bertugas melakukan penggantian. Perhitungannya adalah:
Jumlah tenaga kerja : 3 orang Biaya tenaga kerja/hari/orang : Rp. 100.000,- Total biaya tenaga kerja/hari : Rp. 300.000,- 2. Biaya komponen
Biaya komponen merupakan harga tiap komponen yang mengalami kerusakan. Biaya komponen tersebut adalah sebagai berikut:
Tabel 5.33. Jumlah dan Harga Komponen Mesin Screw Press
No Nama Komponen Jumlah Harga Total Harga
1 Left and Right Handed Worm P/N 13 1 pasang Rp. 8.250.000,- Rp. 8.250.000,-
2 Bushing 20 cm Rp. 1.460.000,- Rp. 1.460.000,-
3 Rebuild Worm 1 buah Rp. 450.000,- Rp. 450.000,-
4 Press Cylynder 1 buah Rp. 7.240.000,- Rp. 7.240.000,-
5 Bearing SKF 29326 1 buah Rp. 4.210.000,- Rp. 4.210.000,-
Sumber: PT. Multimas Nabati Asahan
3. Biaya kehilangan waktu produksi
Jumlah output/hari:
- CPO : 26.846,42 kg/hari
Harga/kg : Rp. 7.432,-/kg
Total harga CPO : Rp. 199.522.657,1/hari
- Inti sawit : 8002,85kg/hari
Harga/kg : Rp. 3426,-/kg
Total harga Inti sawit : Rp. 27.417.764,1/hari
Maka biaya total kehilangan waktu produksi adalah
Rp. 199.522.657,1/hari + Rp. 27.417.764,1/hari = Rp. 226.940.421,2 /hari
4. Biaya Pemasangan Komponen
Biaya ini merupakan biaya yang timbul akibat kegiatan penggantian komponen yang terdiri dari biaya alat dan bahan dan biaya pelumas (grease). Besar biaya ini untuk setiap penggantian komponen adalah sebesar Rp. 20.000,-.
Perhitungan nilai Cost of Failure untuk setiap komponen ditentukan dengan rumus: Cf = (a +b) x c + d + e
Dimana:
a = Biaya kehilangan produksi (Rp/hari) b = Biaya tenaga kerja (Rp/hari)
c = Total waktu perawatan komponen (hari) d = Harga komponen (Rp)
Cf = Cost of Failure/ biaya penggantian komponen secara corrective (Rp)
Contoh perhitungan nilai Cf komponen Left and Right Handed Worm P/N 13
adalah sebagai berikut:
Cf = (Rp. 300.000,-/hari + Rp. 226.940.421,2 /hari) x 1,062 hari + Rp.
8.250.000,- + Rp. 20.000,-. = Rp. 249.712.947,6
Rekapitulasi nilai Cf untuk semua komponen dapat dilihat pada Tabel dibawah
ini:
Tabel 5.34. Rekapitulasi Nilai Cf Komponen Mesin Screw Press
Komponen a(Rp) b(Rp) c(Rp) d(Rp) e(Rp) Cf(Rp)
Left and Right Handed Worm P/N 13 226.940.421.2 300.000 1.062 8.250.000 20.000 249.712.947,6
Bushing 226.940.421.2 300.000 0.937 1.460.000 20.000 214.517.894,9
Rebuild Worm 226.940.421.2 300.000 0.937 450.000 20.000 213.507.894,9
Press Cylynder 226.940.421.2 300.000 1.125 7.240.000 20.000 262.905.473,9
Bearing SKF 29326 226.940.421.2 300.000 1 4.210.000 20.000 231.470.421,2
Sumber: Pengolahan Data
5.2.3.2.Perhitungan Cost Of Preventive
Perhitungan Cost Of Preventive (Cp) adalah perhitungan biaya yang timbul karena adanya perawatan secara terencana. Biaya ini terdiri dari biaya tenaga kerja, biaya pembelian komponen dan biaya pemasangan. Cp dapat dihitung dengan menggunakan rumus: Cp = (a +b) x c +d + e
Dimana:
a = Biaya kehilangan produksi (Rp/hari) b = Biaya tenaga kerja (Rp/hari)
akan melakukan perawatan mesin dan penggantian komponen mesin. Biaya tenaga kerja/bulan = Rp. 2.037.000,-
Biaya tenaga kerja/hari/ 3 orang = Rp. 244.440,- c = waktu perawatan preventive (hari)
d = Harga komponen (Rp)
e = Biaya Pemasangan Komponen (Rp)
Cp = Cost of Preventive/ biaya penggantian komponen secara preventive (Rp)
Contoh perhitungan nilai Cp komponen Left and Right Handed Worm P/N 13
adalah sebagai berikut:
Cp = (0 + Rp. 244.440,-/hari) x 0,718 hari + Rp. 8.250.000,- + Rp. 20.000,-.
= Rp. 8.445.691,25,-
Rekapitulasi nilai Cp untuk semua komponen dapat dilihat pada Tabel dibawah
ini:
Tabel 5.35. Rekapitulasi Nilai Cp Komponen Mesin Screw Press
Komponen b(Rp) c(Rp) d(Rp) e(Rp) Cp(Rp)
Left and Right Handed Worm P/N 13 244.440 0,718 8.250.000 20.000 8.445.691,25
Bushing 244.440 0,593 1.460.000 20.000 1.625.136,25
Rebuild Worm 244.440 0,326 450.000 20.000 549.913,08
Press Cylynder 244.440 0,365 7.240.000 20.000 7.249.314,62
Bearing SKF 29326 244.440 0,593 4.210.000 20.000 4.375.136,25
Sumber: Pengolahan Data
5.2.4. Perhitungan Keandalan pada Jawdal Interval Penggantian
Komponen
keandalan komponen mesin pada saat dilakukan jadwal penggantian komponen yang diusulkan. Perhitungan dilakukan berdasarkan pola distribusi yang telah terpilih untuk masing – masing komponen. Perhitungan nilai keandalan setiap komponen adalah sebagai berikut:
1. Komponen Left and Right Handed Worm P/N 13
Data interval waktu kerusakan komponen berdistribusi weibull Parameter : MTTF = 196 hari
: α = 196,143
: β = 4,40644
Maka perhitungan nilai keandalan komponen mesin adalah:
R(tp) = exp [ - ] = exp [-
] = 0,36906
F(tp) = 1- R(tp) = 1- 0, 89531= 0,63094
Berdasarkan perhitungan yang diperoleh bahwa setelah 196 penggunaan komponen Left and Right Handed Worm P/N 13 nilai keandalannya adalah sebesar 0,36906. Hal ini menunjukkan nilai keandalan komponen mesin pada jadwal penggantian komponen adalah sebesar 0,36906.
2. Komponen Bushing
Data interval waktu kerusakan komponen berdistribusi normal Parameter : MTTF = 179 hari
: = 179,2174
: σ = 69,6828
Maka perhitungan nilai keandalan komponen mesin adalah:
R(tp) =1 - Φ = 1 - Φ
F(tp) = 1- R(tp) = 1- 0, 5012= 0,498
Berdasarkan perhitungan yang diperoleh bahwa setelah 179 penggunaan komponen Bushing nilai keandalannya adalah sebesar 0,5012. Hal ini menunjukkan nilai keandalan komponen mesin pada jadwal penggantian komponen adalah sebesar 0, 5012.
3. Komponen Rebuild Worm
Data interval waktu kerusakan komponen berdistribusi weibull Parameter : MTTF = 204 hari
: α = 204,8428
: β = 3,15681
Maka perhitungan nilai keandalan komponen mesin adalah:
R(tp) = exp [ - ] = exp [-
] = 0,37267
F(tp) = 1- R(tp) = 1- 0, 37267= 0,62733
Berdasarkan perhitungan yang diperoleh bahwa setelah 204 penggunaan komponen Rebuild Worm nilai keandalannya adalah sebesar 0,37267. Hal ini menunjukkan nilai keandalan komponen mesin pada jadwal penggantian komponen adalah sebesar 0, 37267.
4. Komponen Press Cylinder
Data interval waktu kerusakan komponen berdistribusi weibull Parameter : MTTF = 243 hari
: α = 243,945
: β = 2,8917
R(tp) = exp [ - ] = exp [-
] = 0,37201
F(tp) = 1- R(tp) = 1- 0, 37201= 0,62799
Berdasarkan perhitungan yang diperoleh bahwa setelah 243 penggunaan komponen Press Cylinder nilai keandalannya adalah sebesar 0, 37201. Hal ini menunjukkan nilai keandalan komponen mesin pada jadwal penggantian komponen adalah sebesar 0, 37201.
5. Komponen Bearing SKF 29326
Data interval waktu kerusakan komponen berdistribusi normal Parameter : MTTF = 248 hari
: = 248,875
: σ = 80,4493
Maka perhitungan nilai keandalan komponen mesin adalah:
R(tp) =1 - Φ = 1 - Φ
= 0,50434
F(tp) = 1- R(tp) = 1- 0, 50434= 0,49566
Berdasarkan perhitungan yang diperoleh bahwa setelah 248 penggunaan komponen Bearing SKF 29326 nilai keandalannya adalah sebesar 0, 50434. Hal ini menunjukkan nilai keandalan komponen mesin pada jadwal penggantian komponen adalah sebesar 0, 50434.
Tabel 5.36. Rekapitulasi Nilai Keandalan pada Jadwal Interval Penggantian Komponen
No Komponen Interval Penggantian
Komponen (Hari) Keandalan
1 Left and Right Handed Worm P/N 13 196 0,36906
2 Bushing 179 0,5012
3 Rebuild Worm 204 0,37267
4 Press Cylynder 243 0,37201
5 Bearing SKF 29326 248 0,50434
Sumber: Pengolahan Data
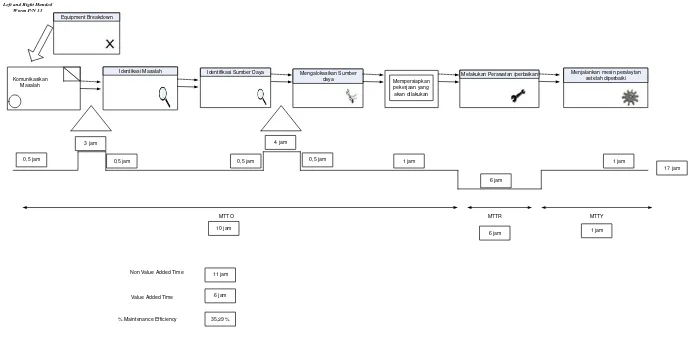
5.2.5. Pembentukan Current State Map
Pembentukan current state map dilakukan dengan menerapkan langkah – langkah berdasarkan konsep value stream mapping, aktivitas perawatan yang diterapkan pada current state map merupakan urutan aktivitas aktual yang dilakukan jika terjadi kerusakan. Data mengenai waktu rata – rata seperti nilai MTTO, MTTR dan MTTY didapatkan dari hasil wawancara dengan bagian maintenance terhadap bagaimana perbaikan yang dilakukan jika terjadi kerusakan hingga dapat beroperasi kembali.
Dengan adanya pemetaan ini, maka dapat diidentifikasi beberapa faktor yang menyebabkan bertambahnya nilai non value added time, seperti:
dilakukan jika terjadi kerusakan pada mesin sehingga terjadi delay yang cukup lama.
2. Delay akibat tidak tersedianya komponen. Ketersediaan sumber daya seperti komponen mesin dan peralatan yang digunakan untuk memperbaiki mesin yang rusak merupakan salah satu factor yang mempengaruhi nilai waktu downtime dalam aktivitas perawatan. Jika komponen dan sumber daya lainnya tidak tersedia maka proses perbaikan tidak dapat segera dilakukan yang mengakibatkan mesin/peralatan tidak dapat digunakan untuk melakukan proses produksi.
Kondisi aktual yang terjadi di PT. Multimas Nabati Asahan masih belum optimal karena masih sering terjadi delay karena tidak tersedianya komponen mesin. Hal ini menyebabkan mesin tidak dapat langsung diperbaiki ketika terjadi kerusakan karena harus nmenunggu samapi komponen tersedia dan proses perawatan dapat dilakukan.
3. Delay akibat tidak tersedianya opearator perawatan ( tidak adanya teknisi yang standby di tempat). Teknisi perawatan yang seharusnya standby di lantai produksi, sehingga pada saat dibutuhkan dapat segera melakukan tugasnya. Namun kondisi aktual saat ini masih belum optimal karena masih sering terjadi delay akibat kerusakan yang tidak dapat diprediksi. 4. Prosedur perawatan dan perbaikan yang belum optimal.
didapatkan persentase maintenance efficiency untuk komponen Left and Right Handed Worm P/N 1/3 sebesar 35,29%.
% Maintenance Efficiency =
=
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Left and Right Handed Worm P/N 13
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
6 jam
1 jam
17 jam 1 jam
0,5 jam 4 jam
0,5 jam 0,5 jam
3 jam
0,5 jam
MTTO MTTR MTTY
10 jam 1 jam
6 jam
Non Value Added Time
Value Added Time 6 jam 11 jam
% Maintenance Efficiency 35,29 %
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Bushing
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
4 jam
1 jam
15 jam 1 jam
0,5 jam 3 jam
1 jam 1 jam
3 jam
0,5 jam
MTTO MTTR MTTY
10 jam 1 jam
4 jam
Non Value Added Time
Value Added Time 4 jam 11 jam
% Maintenance Efficiency 26,66 %
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Rebuild Worm
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
3 jam
1 jam
15 jam 1 jam
0,5 jam 2 jam
1 jam 1 jam
5 jam
0,5 jam
MTTO MTTR MTTY
11 jam 1 jam
3 jam
Non Value Added Time
Value Added Time 3 jam 12 jam
% Maintenance Efficiency 20%
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Press Cylinder
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
6 jam
1 jam
18 jam 1 jam
0,5 jam 2 jam
1 jam 1 jam
5 jam
0,5 jam
MTTO MTTR MTTY
11 jam 1 jam
6 jam
Non Value Added Time
Value Added Time 6 jam 12 jam
% Maintenance Efficiency 33,33 %
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Bearing SKF 29326
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
4 jam
1 jam
16 jam 1 jam
0,5 jam 2 jam
1 jam 1 jam
5 jam
0,5 jam
MTTO MTTR MTTY
11 jam 1 jam
4 jam
Non Value Added Time
Value Added Time 4 jam 12 jam
% Maintenance Efficiency 25%
Berdasarkan Gambar 5.4. aktivitas yang akan memberikan nilai tambah adalah aktivitas perbaikan/perawatan mesin, sedangkan aktivitas lainnya tidak memberikan nilai tambah. Aktivitas non value added pada perbaikan/perawatan komponen eft and Right Handed Worm P/N 1/3 dapat dilihat pada Tbael 5.40.
Tabel 5.37. Aktivitas Non Value Addeed Komponen Left and Right Handed
Worm P/N 1/3
NO Aktifitas Waktu
(jam) Keterangan
1 Equipment Breakdown -
Terjadinya kerusakan atau perlunya dilakukan perawatan pada satu mesin/peralatan yang dapat mempengaruhi proses produksi.
2 Komunikasi Masalah 0,5 Operator pengguna mesin/peralatan mengkoordinasikan
masalah kerusakan ke operator perawatan/perbaikan
3 Delay karena tidak adanya
operator perawatan 3
Aktivitas perawatan tertunda karena operator perawatan yang tidak berada ditempat pada waktu operator
penggunamesin/peralatan menyampaikan kondisi
equipment breakdown.
4 Identifiaksi Masalah 0,5 Identifikasi hal – hal yang menyebabkan terhentinya mesin/peralatan yang digunakan
5 Identifikasi sumber daya 0,5
Identifikasi sumber daya yang dibutuhkan dalam melakukan proses perawtan atau perbaikan seperti: alat-alat (obeng, tang, palu, dll), spare parts, operator dan yang lainnya
6 Delay tidak tersedianya
komponen mesin 4
Delay terjadi karena tidak tersedianya komponen yang dibutuhkan meskipun informasi yang telah diterima oleh operator perawatan
7 Mengalokasikan sumber daya 0,5 Mempersiapkan sumber daya yang telah diidentifikasi
8 Mempersiapkan pekerjaan yang
akan dilakukan 1 Menyusun rencana kerja
9 Menjalankan mesin/peralatan
setelah diperbaiki 1
Waktu yang dibutuhkan untuk memastikan bahwa mesin/peralatan dapat digunakan kembali setelah kegiatan setelah kegiatan perawatan mesin/peralatan dilakukan
diharapkan agar kedua aktivitas tersebut dapat dieliminasi untuk mengoptimalkan perawatan mesin.
5.2.6. Pembentukan Future State Map
Data mengenai waktu rata-rata seperti MMTO, MTTR dan MTTY didapat dari hasil wawancara denbgan bagian maintenance mengenai tahap perbaikan yang dilakukan hingga mesin dapat dioperasikan kembali. Setelah membuat current state map, maka langkah terakhir dalam MVSM adalah membuat future state map. Dari hasil penggambaran future state map didapatkan total waktu non value added sebesar 5,5 jam dan waktu value added sebesar 6 jam. Maka nilai maintenance efficiency unutk komponen Left and Right Handed Worm P/N 1/3 adalah sebesar 52,17%.
% Maintenance Efficiency =
=
Tabel 5.38. Aktivitas Non Value Addeed Komponen Left and Right Handed
Terjadinya kerusakan atau perlunya dilakukan perawatan pada satu mesin/peralatan yang dapat mempengaruhi proses produksi.
2 Komunikasi
Masalah 0,5
Operator pengguna mesin/peralatan
mengkoordinasikan masalah kerusakan ke operator perawatan/perbaikan
3 Identifiaksi Masalah 2 Identifikasi hal – hal yang menyebabkan terhentinya mesin/peralatan yang digunakan
4 Identifikasi sumber
daya 0,5
Identifikasi sumber daya yang dibutuhkan dalam melakukan proses perawtan atau perbaikan seperti: alat-alat (obeng, tang, palu, dll), spare parts, operator dan yang lainnya
5 Mengalokasikan
sumber daya 0,5
Mempersiapkan sumber daya yang telah diidentifikasi
6
Mempersiapkan pekerjaan yang akan dilakukan
1 Menyusun rencana kerja
7
Menjalankan mesin/peralatan setelah diperbaiki
1
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Left and Right Handed Worm P/N 13
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
6 jam
1 jam
11,5 jam 1 jam
0,5 jam 0,5 jam
2 jam 0 jam
0,5 jam
MTTO MTTR MTTY
4,5 jam 1 jam
6 jam
Non Value Added Time
Value Added Time 6 jam 5,5 jam
% maintenance Efficiency 52,17 %
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Bushing
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
4 jam
1 jam
9,5 jam 1 jam
0,5 jam 1 jam
1 jam 0 jam
1 jam
MTTO MTTR MTTY
4,5 jam 1 jam
4 jam
Non Value Added Time
Value Added Time 4 jam 5,5 jam
% maintenance Efficiency 42,10 %
Identikasi Masalah Identifikasi Sumber Daya Mengalokasikan Sumber daya Equipment Breakdown
Rebuild Worm
Komunikasikan
Masalah Mempersiapkan pekerjaan yang
akan dilakukan
Melakukan Perawatan /perbaikan Menjalankan mesin peralaytan setelah diperbaiki
3 jam
1 jam
8,5 jam 1 jam
0,5 jam 0,5 jam
2 jam 0 jam
0,5 jam
MTTO MTTR MTTY
4,5 jam 1 jam
3 jam
Non Value Added Time
Value Added Time 3 jam 5,5 jam
% Maintenance Efficiency 35,29 %