PERANCANGAN SISTEM PERAWATAN MESIN DENGAN
PENDEKATAN
DAN
(MVSM)
DI PT. INDUSTRI KARET NUSANTARA
TESIS
Oleh
N
N
A
A
D
D
A
A
R
R
L
L
I
I
S
S
W
W
I
I
N
N
G
G
067025001/TIFAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
Aktivitas produksi sering mengalami hambatan dikarenakan tidak berfungsinya mesin-mesin produksi yang dalam industri proses merupakan komponen utama. Kegagalan beroperasinya mesin, selain mengakibatkan
juga mengakibatkan tingginya produk yang pada akhirnya menurunkan produktivitas perusahan. Oleh karena itu, diperlukan sebuah sistem perencanaan pemeliharaan agar menghasilkan (keandalan) mesin yang optimal.
PT. Industri Karet Nusantara yang merupakan perusahaan yang bergerak di bidang produksi (benang karet) mengalami permasalahan dalam hal produktivitas, yakni tingginya jumlah produk yang dihasilkan dalam kategori tingginya kerugian peralatan (equipment losses) yang dapat dilihat dari banyaknya waktu yang terbuang untuk set up ( low performance ), rendahnya kemampuan komponen/peralatan dalam menghasilkan produk yang sesuai dengan standar ( low quality) serta tingginya downtime akibat kerusakan yang terjadi secara tiba –tiba (low aviliability). ( B dan C) dan juga . Ini diakibatkan oleh belum tersedianya suatu sistem perawatan mesin yang memadai dan sistem yang
dijalankan masih bersifat .
Berdasarkan kondisi tersebut, maka dalam penelitian ini akan dilakukan rancangan sistem perawatan dengan pendekatan dan (MVSM). Dalam pengolahan data dilakukan pemetaan kondisi sistem perawatan awal ( ) penentuan interval penggantian komponen mesin dengan pendekatan dan pada tahap akhir pembentukan sistem perawatan usulan dalam .
Dari analisis yang dilakukan diperoleh suatu prosedur perawatan dan interval penggantian komponen mesin yang optimum dan indikator-indikator yang dapat meningkatkan produktivitas yang ditunjukkan dari berkurangnya jumlah produk yang sebagai akibat dari berkurangnya jam kegagalan mesin. Berdasarkan penerapan hasil penelitin ini diharapkan kendala produktivitas yang selama ini dihadapi oleh PT. Industri Karet Nusantara dapat diatasi.
!
"
! # $ %
" " & '
" ( & " "
) * +
, "
DAFTAR ISI
Halaman
ABTRAK... i
... ii
KATA PENGANTAR... iii
RIWAYAT HIDUP... iv
DAFTAR ISI... vi
DAFTAR TABEL... xi
DAFTAR GAMBAR... xii
DAFTAR LAMPIRAN... xiii
BAB I. PENDAHULUAN... 1
1.1. Latar Belakang Masalah... 1
1.2. Rumusan Masalah... 2
1.3. Tujuan Penelitian... 2
1.4. Manfaat Penelitian... 3
1.5. Batasan Masalah dan Asumsi... 4
1.6. Sistematika Penulisan Laporan... 4
BAB II GAMBARAN UMUM PERUSAHAAN ... 7
2.1. Sejarah Perusahaan ... 7
2.2. Ruang Lingkup Bidang Usaha ... 8
2.3. Lokasi Perusahaan ... 9
2.4. Daerah Pemasaran ... 9
2.5. Proses Produksi ... 10
2.5.1. Standar Mutu Produk ... 10
2.5.3. Uraian Proses Produksi ... 14
BAB III LANDASAN TEORI ... 23
3.1. Sistem Perawatan ... 23
3.2. Kehandalan ( ) ... 25
3.2.1. Definisi Kehandalan ( ) ... 25
3.2.2. Manfaat (Keandalan) ... 27
3.2.3. Metode Analisis ... 27
3.2.4. Konsep ... 28
3.2.5. Pola Distribusi Reliability ... 31
3.2.6. Uji Kecocokan Distribusi ... 33
3.2.7. Penaksiran Parameter untuk Distribusi Weibull ... 34
3.3. ... 37
3.4. (MVSM) ... 38
3.4.1. Pendahuluan ... 38
3.4.2. Variabel yang Digunakan Dalam MVSM ... 39
3.4.3. / yang Digunakan dalam MVSM ... 41
3.4.4. Proses Pemetaan dengan MVSM ... 45
3.5. Teknik-teknik Analisis yang Digunakan dalam RCM ... 48
3.5.1. Diagram Pareto ... 48
3.5.2. Lembar Pengecekan (* ) ... 50
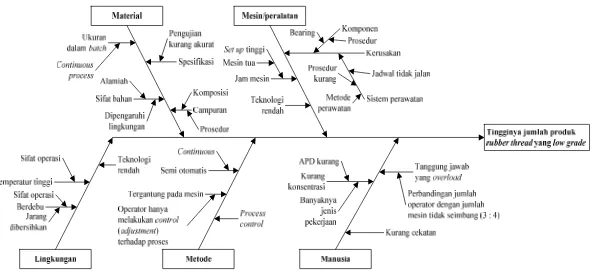
3.5.3. Cause dan Effect Diagram (/ 0 ) ... 50
BAB IV KERANGKA KONSEPTUAL ………. 52
4.1. Kerangka Konseptual ... 52
BAB V METODOLOGI PENELITIAN ... 56
5.1. Lokasi dan Objek Penelitian ... 56
5.2. Waktu Penelitian ... 56
5.3. Bentuk Penelitian ... 56
5.4. Pengumpulan Data ... 57
5.5. Pengolahan Data ... 58
5.6. Analisis ... 58
5.6.1. Analisis * Aktivitas Perawatan ... 58
5.6.2. Pengembangan Program Perawatan Usulan dengan Berdasarakan Pendekatan Reliability Engineering ... 59
5.6.3. Indikatorr Terjadinya Peningkatan Poduktivitas ... 59
5.7. Evaluasi ... 60
BAB VI PENGUMPULAN DAN PENGOLAHAN DATA ... 62
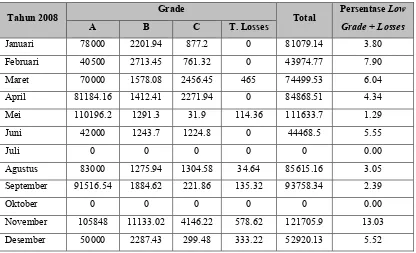
6.1. Pengumpulan Data ... 62
6.1.1. Data Jumlah Produksi ... 62
6.1.2. Data Historis Mesin dan Interval Kerusakan ... 63
6.2. Pengolahan Data ... 66
6.2.1. Identifikasi Penyebab Tingginya Jumlah Produk ( 1 ... 66
6.2.2. Sistem Perawatan Sekarang ( 2 ) ... 69
6.2.3. Pembentuakan * Aktivitas Perawatan ... 73
6.2.4. ... 75
6.2.4.1. Pengujian Distribusi Weibull ... 75
6.2.4.2. Penentuan Parameter Distribusi Weibull ... 82
6.2.4.3. Penentuan Konsep Keandalan ... 90
BAB VII ANALISIS DAN EVALUASI ... 95
7.1. Analisis ... 95
7.1.1. Analisis * ... 95
7.1.2. Pengembangan Program Perawatan Usulan ... 98
7.1.2.1. MTTO ... 98
7.1.2.2. MTTR ... 101
7.1.2.3. MTTY ... 103
7.1.2.4. MTTF ... 104
7.1.3. Indikator Terjadinya Peningkatan Produktivitas ... 105
7.2. Evaluasi ... 109
7.2.1. Pengembangan Program Perawatan Usulan ... 109
7.2.2. Pembuatan / ... 112
BAB VIII KESIMPULAN DAN SARAN ... 117
8.1. Kesimpulan ... 117
8.2. Saran ... 119
DAFTAR PUSTAKA ………. ... 120
ABSTRAK
Aktivitas produksi sering mengalami hambatan dikarenakan tidak berfungsinya mesin-mesin produksi yang dalam industri proses merupakan komponen utama. Kegagalan beroperasinya mesin, selain mengakibatkan
juga mengakibatkan tingginya produk yang pada akhirnya menurunkan produktivitas perusahan. Oleh karena itu, diperlukan sebuah sistem perencanaan pemeliharaan agar menghasilkan (keandalan) mesin yang optimal.
PT. Industri Karet Nusantara yang merupakan perusahaan yang bergerak di bidang produksi (benang karet) mengalami permasalahan dalam hal produktivitas, yakni tingginya jumlah produk yang dihasilkan dalam kategori tingginya kerugian peralatan (equipment losses) yang dapat dilihat dari banyaknya waktu yang terbuang untuk set up ( low performance ), rendahnya kemampuan komponen/peralatan dalam menghasilkan produk yang sesuai dengan standar ( low quality) serta tingginya downtime akibat kerusakan yang terjadi secara tiba –tiba (low aviliability). ( B dan C) dan juga . Ini diakibatkan oleh belum tersedianya suatu sistem perawatan mesin yang memadai dan sistem yang
dijalankan masih bersifat .
Berdasarkan kondisi tersebut, maka dalam penelitian ini akan dilakukan rancangan sistem perawatan dengan pendekatan dan (MVSM). Dalam pengolahan data dilakukan pemetaan kondisi sistem perawatan awal ( ) penentuan interval penggantian komponen mesin dengan pendekatan dan pada tahap akhir pembentukan sistem perawatan usulan dalam .
Dari analisis yang dilakukan diperoleh suatu prosedur perawatan dan interval penggantian komponen mesin yang optimum dan indikator-indikator yang dapat meningkatkan produktivitas yang ditunjukkan dari berkurangnya jumlah produk yang sebagai akibat dari berkurangnya jam kegagalan mesin. Berdasarkan penerapan hasil penelitin ini diharapkan kendala produktivitas yang selama ini dihadapi oleh PT. Industri Karet Nusantara dapat diatasi.
!
"
! # $ %
" " & '
" ( & " "
) * +
, "
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Industri Karet Nusantara merupakan perusahaan yang memproduksi benang karet tentu didukung oleh mesin dan peralatan di setiap tahapan prosesnya dan harus dioperasikan dengan efektif dan efisien. Dalam proses produksi benang karet tersebut, PT. Industri Karet Nusantara menargetkan bahwa 92,5 % merupakan sasaran mutu produk dengan kualitas A-1 . Namun hal ini merupakan salah satu sasaran mutu yang jarang tercapai sehingga produktivitas produksi menjadi semakin rendah. Salah satu indikator dari penurunan produktivitas ini ditunjukkan oleh tingginya kerugian peralatan ( & ) yang dapat dilihat dari banyaknya waktu yang terbuang untuk ( ), rendahnya kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar ( & ) serta tingginya akibat kerusakan yang terjadi secara tiba-tiba ( ). Kerusakan komponen mesin yang cukup tinggi tersebut adalah komponen
elektromotor yang mencapai sekitar 37,9%. Munculnya permasalahan ini didukung oleh belum tersedianya suatu sistem kebijaksanaan perawatan yang memadai dan terlaksana dengan baik.
produksi yang berakibat pada turunnya kualitas produk yang dihasilkan. Oleh karena itu, perlu dilakukan penelitian untuk memetakan seluruh aktivitas perawatan di PT. Industri Karet Nusantara yang dapat menunjukkan bahwa setiap aktivitas perawatan akan memberikan nilai tambah yang sesuai untuk sistem perawatan. Proses pemetaan ini dilakukan untuk mendukung dalam perancangan sistem perawatan mesin yang akan disusun sesuai dengan hasil analisis terhadap kegagalan mesin.
1.2. Rumusan Masalah
Perawatan yang dilakasanakan di PT. Industri Karet Nusantara masih bersifat dan belum berjalan dengan baik, sehingga dalam penelitian ini perlu dikembangkan suatu kebijakan pemeliharaan mesin pada PT. Industri Karet Nusantara (IKN).
1.3. Tujuan Penelitian
Penelitian ini dilakukan dengan tujuan sebagai berikut:
1. Mendapatkan jadwal perawatan mesin berdasarkan interval penggantian komponen.
3. Mendapatkan 3 (SOP) untuk melakukan perawatan komponen mesin/peralatan dalam rancangan sistem perawatan mesin yang
.
1.4. Manfaat Penelitian
Sesuai dengan tujuan yang ingin dicapai, maka hasil penelitian ini diharapkan dapat memberikan manfaat sebagai berikut:
1. Secara Ilmiah
a. Hasil penelitian ini diharapkan dapat dijadikan sebagai bahan kajian penelitian selanjutnya dan memberikan sumbangan pemikiran khususnya bagi pengambil keputusan.
b. Sebagai bahan perbandingan bagi peneliti lain untuk melakukan penelitian selanjutnya.
2. Secara praktis
a. Hasil penelitian diharapkan dapat dijadikan bahan pertimbangan dan masukan serta sebagai bahan informasi dan rekomendasi untuk selanjutnya menjadi referensi bagi perusahaan dalam meningkatkan produktivitasnya.
1.5. Batasan Masalah dan Asumsi
Faktor yang akan selalu menjadi penghalang dan tidak dapat dihindari dalam pelaksanan penelitian adalah faktor waktu. Untuk itu, dilakukan pembatasan masalah agar hasil yang diperoleh tidak menyimpang dari tujuan yang diinginkan. Batasan yang digunakan adalah:
1. Proses produksi yang diteliti adalah proses produksi (benang karet). 2. Objek yang diteliti adalah mesin di lintasan I karena tingkat kegagalan mesin di
lintasan ini yang tinggi yang mempengaruhi kegagalan kualitas ( ). 3. Data kerusakan yang diamati dan dianalisis adalah yang dikumpulkan data tiga
tahun terakhir (2007 – 2009).
Adapun asumsi yang digunakan dalam proses penelitian ini adalah: 1. Tidak terjadi perubahan sistem produksi selama penelitian ini berlangsung. 2. Proses produksi berjalan secara normal.
1.6. Sistematika Penulisan Laporan
Agar lebih mudah untuk dipahami dan ditelusuri, maka penulisan laporan tesis ini disusun ke dalam delapan bab.
Bab II (Gambaran Umum Perusahaan) menjelaskan secara singkat berbagai atribut dari perusahaan yang menjadi objek penelitian, jenis usaha, ruang lingkup bidang usaha, serta organisasi dan manajemen perusahaan.
Bab III (Landasan Teori) memaparkan tinjauan-tinjauan kepustakaan yang berisi teori-teori dan pemikiran-pemikiran yang digunakan sebagai landasan dalam pembahasan serta pemecahan masalah. Landasan teori yang digunakan adalah bertujuan untuk menguatkan metode dan teknik yang dipakai untuk memecahkan permasalahan dalam penelitian di perusahaan.
Bab IV (Kerangka Konseptual) menjelaskan konsep penelitian yang dilaksanakan. Dilanjutkan dengan penjelasan tentang definisi variabel yang harus dipakai pada saat penelitian dilakukan pada saat penelitian dan tahapan-tahapan yang dilakukan pada saat penelitian.
Bab V (Metodologi Penelitian) menguraikan tahapan-tahapan yang harus dilakukan pada saat penelitian. Selain itu, pada Bab V membahas mengenai penjelasan secara ringkas tiap tahapan penelitian dengan disertai diagram alirannya.
Bab VI (Pengumpulan dan Pengolahan Data) mengidentifikasi data penelitian yang diperoleh dari hasil pengamatan dan dokumen perusahaan sebagai bahan untuk melakukan pengolahan data yang akan dilakukan. Hasil pengolahan data tersebut digunakan sebagai dasar dalam analisis dan pemecahan masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan1
PT. Industri Karet Nusantara didirikan pada tahun 1965 dan dikelola oleh Yayasan Dana Tanaman Keras (DATAK) Sumatera Utara dengan nama Pabrik Ban Sepeda TAVIP yang memproduksi ban luar dan ban dalam sepeda. Sejak mulai berdiri hingga saat ini, PT. Industri Karet Nusantara beberapa kali mengalami pengalihan pengelolaan mulai dari pertengahan tahun 1968, hingga awal tahun 1971 pengelolaannya dialihkan dari DATAK kepada PT. Perkebunan II (Persero) Tanjung Morawa sesuai SK Mentan No.175/Kpts/OP/8/68 dengan Industri Karet TAFIKA yang memproduksi ban sepeda dan karet gelang.
Sampai dengan pertengahan tahun 1971 berdasarkan SK perwakilan B.C/PT.Perkebunan III (Persero) dengan produk yang dihasilkan berupa
- , karet gelang dan ban sepeda, itupun hanya beberapa bulan saja, karena pada tahun 1971 sesuai SK Dirjenbun No.76/BCU.KPB/Kpts/1971, pengelolaannya beralih kepada KPB.PNP/PT. Perkebunan III (Persero) I-IX Sumut-Aceh sampai dengan tahun 1977.
Pada awal 1978 sesuai dengan SK. Mentan No.12/Kpts/UM/1978 pengelolaannya dialihkan kembali kepada PT.Perkebunan III (Persero) hingga 13
Februari 1996, dan sejak saat itu PT. Industri Karet Nusantara ini tidak memproduksi ban sepeda, akan tetapi menambah jenis produk yaitu sarung tangan karet,
, dan .
Pada Januari 2003 hingga Desember 2004, Pabrik Industri Karet Nusantara PTPN-III berdasarkan KPTS Direksi No.III.10/SKPTS/R/07A/2003 tanggal 27 Januari 2003 mengurangi unit usahanya yaitu sarung tangan karet dan karet gelang. Sehingga pada saat itu Pabrik Industri Karet Nusantara hanya memproduksi
- ( , ) dan benang karet.
Pada Januari 2005 hingga 20 Juni 2006, Pabrik Industri Karet Nusantara PTPN-III sesuai dengan SKPTS No.3.08/SKPTS/R/01/2005 tanggal 10 Januari 2005 berubah nama menjadi PRTRA (Pabrik ! dan - ). Akan tetapi pada tanggal 1 Juli 2006 sampai saat ini, Pabrik ! dan
- (PRTA) PTPN-III berdasarkan Surat Edaran IKN No. IKN/SE/01/2006 tanggal 27 Juni 2006 berubah nama menjadi PRTA PT. Industri Karet Nusantara,
produk yang dihasilkan masih tetap yaitu - ( , )
dan ! (benang karet).
2.2. Ruang Lingkup Bidang Usaha
alam. Produk yang dihasilkan ! / ( !/) berupa ! (benang karet) sebagai produk jadi.
2.3. Lokasi Perusahaan
Lokasi perusahaan PT.Industri Karet Nusantara (PT. IKN) yaitu Jalan Medan-Tanjung Morawa Km 9,5 Kecamatan Medan Amplas, Kotamadya Medan, Propinsi Sumatera Utara, dengan perincian luas lahan perusahaan yaitu2:
Luas total lahan : 54.400 m2
Luas lokasi pabrik : 15.750 m2
Luas instalasi pengolahan air limbah (IPAL) : 21.700 m2
2.4. Daerah Pemasaran
Produk yang dhasilkan PT. Industri Karet Nusantara dipasarkan ke beberapa daerah mulai dari pasar lokal hingga ke pasar internasional. Produk benang karet telah diekspor ke berbagai negara, diantaranya sebagian negara Eropa, Malaysia, Singapura dan ke beberapa negara lainnya di dunia. Pasar lokal dari perusahaan ini adalah berbagai daerah di Indonesia seperti Jakarta, Surabaya, Medan dan ada beberapa daerah lain di Indonesia. Kebanyakan konsumen benang karet merupakan perusahaan yang bergerak di bidang tekstil seperti penghasil pakaian olahraga, pakaian dalam, dan pakaian lainnya yang mengandung bahan benang karet.
2
2.5. Proses Produksi
Proses produksi merupakan suatu cara, metode dan teknik untuk mengolah bahan baku menjadi barang setengah jadi ataupun barang jadi dengan menggunakan sumber-sumber yang ada. PT. Industri Karet Nusantara bergerak dalam pengolahan Lateks menjadi ! (benang karet). Adapun proses pembuatan benang karet sebagai suatu produk jadi dari pabrik karet dapat diuraikan dalam subbab berikut ini.
2.5.1. Standard Mutu Produk
Produk yang dihasilkan dari pengolahan karet alam yang dilakukan memiliki standar mutu produk berdasarkan ISO 9002 untuk kegiatan manufaktur dan ISO 14000 untuk kebijakan pemakaian sumber daya alam dan penanganan terhadap lingkungan. Sasaran mutu produksinya adalah sebagai berikut3:
1. -4 , yaitu mutu produksi yang bernilai tinggi. Spesifikasi mutu produksi ini adalah 92.50%-100% produk dalam keadaan baik, yaitu masuk dalam kelayakan sifat fisika, satu palet maksimum dua sambungan, dan lebar pita sesuai, dan benang tidak kotor bendol dan warna bercampur.
2. ,4 " yaitu mutu produksi yang tidak baik, namun pelanggan tetap menerima produk tersebut. Produk tersebut memiliki nilai spesifikasi mutu minimal 3.10% dalam keadaan baik, yaitu tidak memenuhi semua sifat fisika, maksimum lima
3
sambungan benang besar kecil, pita bengkok, benang pipih/bengkok dan serta warna harus sesuai.
3. ' " yaitu mutu produksi yang tidak baik dan tidak diterima oleh pelanggan. Spesifikasi yaitu tidak memenuhi sifat fisika, benang kusut dan lengket, benang tidak berbentuk pita, di luar spesifikasi A dan B e. Dalam hal ini ini dapat dijual pada perusahaan lokal dalam bentuk lembaran maupun dalam goni.
2.5.2. Bahan yang Digunakan4
Adapun bahan yang digunakan dalam proses pengolahan benang karet ini dibagi dalam tiga jenis yaitu bahan baku, bahan penolong dan bahan tambahan. 1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan persentasenya terbesar dibandingkan dengan bahan-bahan lainnya. Bahan baku yang digunakan adalah karet alam, yaitu
" dengan kadar DRC (0 * ) 60%. Bahan baku lateks yang diperoleh berasal dari kebun PTPN III Rambutan, Tebing Tinggi.
4
2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan adalah:
a. Karton, kemasan yang digunakan ada dua jenis yaitu kotak yang berukuran kecil ( 2) dan kotak yang berukuran besar, digunakan untuk pengepakan benang karet.
b. Pewarna, yaitu 6," ,%" ,,
.
c. ! , berfungsi sebagai anti perekat pada benang karet adalah magnesium.
3. Bahan Penolong
Bahan penolong adalah suatu bahan yang digunakan untuk memperlancar proses produksi, tetapi tidak tampak di bagian akhir produk. Bahan penolong yang digunakan adalah :
a. Larutan CH3COOH (±30%), larutan ini berfungsi membekukan/membentuk
lateks menjadi benang karet ( ) pada .
0 , merupakan fluida cair yang dipanaskan dengan menggunakan . 0 berfungsi untuk membantu proses pembuatan benang karet, dimana panas yang dihasilkan oleh digunakan pada
, , dan .
d. , berfungsi untuk menstabilkan lateks. Zat kimia yang digunakan sebagai stabilisator adalah KOH 30 % dan 3 .
e. , berfungsi untuk mengikat ion-ion benang karet, sehingga zat-zat yang ada menyatu. 60% berfungsi mengikat ion-ion pada benang karet (mengeraskan benang karet).
f. / , berfungsi sebagai bahan pengisi dan menambah berat produk. Zat kimia yang digunakan sebagai adalah TiO2 70% dan $ 50%.
g. - " berfungsi untuk mengaktifkan lateks. Zat yang digunakan adalah ZnO 60%.
h. Anti Oksidan, berfungsi untuk membunuh kuman-kuman agar lateks tidak cepat mengalami pembusukan atau cepat rusak. Zat kimia yang digunakan
adalah -1 dan 50%.
2.5.3. Uraian Proses Produksi5
Proses produksi secara umum dibagi ke dalam dua utama yaitu dan 2 . Bagian memproduksi bahan setengah jadi yakni berupa campuran bahan baku yakni lateks, bahan tambahan dan bahan penolong lainnya, sedangkan bagian ekstrusi berfungsi untuk menghasilkan benang karet. Adapun dua lainnya yang berfungsi sebagai untuk melakukan pengujian bahan secara kimia dan fisika adalah dan
.
a.
Sebelum dilakukan proses pengolahan benang karet, sebagai bahan baku utama terlebih dahulu diperiksa pada Adapun yang
diperiksa pada adalah:
1. Memeriksa dispersi, emulsi, solusi yang terdapat didalam tangki penyimpanan. 2. Memeriksa yang akan digunakan untuk pengolahan benang karet. 3. Membuat formulasi
4. Memeriksa kadar pada dan .
5
b. Penimbangan Lateks
Bahan baku lateks yang telah diperiksa pada dan
telah memenuhi standar mutu yang baik akan di- ke tangki induk (6 buah) dengan kapasitas 55 ton/tangki. Lateks yang hendak diolah menjadi benang karet terlebih dahulu ditimbang melalui dan disesuaikan dengan banyaknya permintaan konsumen.
c. ! " #
1. Pembuatan Dispersi, Solusi, dan Emulsi
* adalah lateks yang dicampurkan dengan bahan kimia dimana bahan-bahan tersebut diformulasikan dalam tiga bentuk yaitu dispersi, emulsi, dan solusi.
1. Dispersi adalah campuran bahan kimia yang sukar larut (dalam bentuk tepung) dalam air. Bahan kimia yang digunakan dihaluskan dengan menggunakan (alat penggiling). Dispersi ini terdiri dari ZMBT+KOH 50%, TiO2 70 %, sulfur 55%, wingstay 55 %, SW ( ' ) P-90, BW
P-90, 25%, 25%, ZDBC 50%, 7 32 60%, dan 49%. Proses dispersi dilakukan di dalam dengan cara mencampurkan bahan yang didispersikan air, kemudian disimpan dalam
2. Solusi adalah campuran homogen antara bahan kimia yang larut dalam air, contohnya KOH. Solusi terdiri dari KOH 20%, KOH 30%, KOH 33,54%, dan Amonia 23%. Pencampuran bahan tersebut dengan air berdasarkan perbandingan antara pelarut (air) dengan zat terlarut yang akan disolusi dan hasilnya kemudian
disimpan dalam .
3. Emulsi adalah campuran bahan kimia yang tidak larut dalam air, untuk dicampurkannya digunakan bahan tertentu yang disebut emulgator. Emulsi terdiri
dari 10%, 50%, 20%, dan
50%.
2. $ ! "
Pada proses ini dilakukan pencampuran bahan baku yaitu lateks dengan bahan kimia yang telah didispersi, disolusi, dan diemulsi. Sebelum dilakukan pencampuran lateks terlebih dahulu diperiksa di dan jika telah memenuhi standar mutu yang baik maka lateks akan di- ke
di-ke dengan Lama waktu yang dibutuhkan untuk pencampuran sampai pengadukan hingga campuran merata adalah selama ± 7 jam. * yang diperoleh dari proses # - * kemudian dipindahkan ke
- * ! dengan menggunakan .
3. $ ! "
Pada tahap ini lateks yang berasal dari # - * akan dicampur dengan bahan seperti ZnO 60%, KOH 20%, ZDBC 60%, selain zat juga terdapat 0 ' pada . Pada terjadi proses maturasi atau pematangan lateks selama kurang lebih 5 jam dengan suhu 300C.
4. Homogenisasi
5. Pendinginan ! "
Setelah dilakukan proses homogenasi, lateks yang telah tercampur tersebut
dipompakan ke * * ! (CCST) atau tangki pendingin. Di
dalam tangki ini, dijaga kestabilan temperaturnya. Karena temperatur yang tidak sesuai akan dapat mempengaruhi produk akhir. Proses pendinginan ini menggunakan suhu 130C dan didiamkan selama 17 jam. Setelah itu
dipompakan ke proses selanjutnya.
D. % !&
1. "
Sebelum dilakukan pencetakan menjadi benang karet pada pipa terlebih dahulu yang dari CCST (* *
! ) dipompakan ke . Untuk mengontrol pengeluaran dari CCST digunakan alat BST (, ! ) yang dilengkapi dengan alarm dan pelampung. Dari , dialirkan ke penyaring ( ), lalu selanjutnya dialirkan ke melalui selang dan dimasukkan ke , pada alat ini terdapat lubang pengeluaran (kapiler) terdiri dari 320 lubang kapiler. Pipa yang berjumlah 320 buah terletak pada ( ) yang berisikan cairan asam asetat yang konsentrasinya sekitar 28 – 30%. Pada
diameter yang sama, sebagai contoh 37 maka diameter benang yang dibuat adalah 25,4 mm dibagi dengan 37 yang setara 0,6865 mm. Benang karet yang telah terbentuk ditarik oleh dengan kecepatan 9,5–12,5 rpm untuk dilakukan proses pencucian pada .
2. '
Pencucian benang karet dilakukan di . Pencucian ini dilakukan untuk membersihkan benang karet dari cairan asam/ asetat yang masih menempel pada benang karet dan untuk menurunkan kadar proteinnya dengan suhu air 700C. Pencucian dilakukan sebanyak 4 tahap yang ditarik oleh I sampai IV. Tujuan dilakukan pencucian ini adalah agar benang karet terbebas dari asam asetat (CH3COOH) dan tidak menjadi kuning akibat asam yang masih melekat pada benang
karet.
3. Pengeringan (( #)
Benang karet yang telah dicuci dikeringkan pada dengan suhu 105 – 1100C. Untuk pengeringan ini digunakan panas dari yang dihasilkan oleh Prinsip kerja dari yaitu benang karet yang telah dicuci pada ditarik oleh I–IV menuju
sepanjang 38 meter untuk dilakukan proses pengeringan. Panas dari
dihembuskan oleh yang digerakkan oleh elektromotor agar merata panasnya (radiasi). Panas tersebut yang dimanfaatkan untuk pengeringan benang karet.
4. Pembedakan ( ! )
Setelah proses pengeringan, maka benang karet menuju proses pembedakan ( ). Proses ini dilakukan dengan memberi bubuk yang mengandung magnesium pada benang supaya benang satu dengan benang yang lain tidak bersatu. Proses pembedakan ini menggunakan alat yang disebut dengan 2 Alat ini juga berfungsi untuk mengatur jumlah pada benang agar yang melekat tidak terlalu banyak, karena apabila terlalu banyak, benang yang akan dikemas mudah berjamur sehingga akan mengurangi mutu produk dan bila yang diberikan terlalu sedikit maka benang akan lengket satu sama lain pada saat pembentukan pipa.
5. Pembentukan Pita ( #)
Proses selanjutnya adalah pembentukan benang karet menjadi pita karet yang dikerjakan dengan mesin . Pada mesin tersebut terdapat sisir
yang berfungsi untuk mengatur jumlah benang dalam satu pita. Adapun jumlah benang karet dalam satu pita adalah 40 buah. Kemudian 40 buah benang karet tersebut diatur posisinya pada sebelum dirapatkan menjadi pita pada
.
6. Pemasakan Pita ( ! #)
7. Pendinginan ( #)
Setelah proses pematangan, pita tersebut harus didinginkan lagi. Proses pendinginan berlangsung di dalam sebuah alat yang disebut dengan suhu sekitar ± 12 0C dan maksimal suhu yang keluar sekitar 35 0C. Maksud pendinginan ini adalah untuk menormalkan panas pada benang karet setelah terjadi pemasakan pada . Jika produk (pita) masuk ke dalam 2 dalam keadaan panas akan terjadi proses oksidasi pada produk yang akan merusak mutu produk.
8. ) #
Proses akhir pembentukan benang karet menjadi pita karet adalah dilakukan pengepakan pita karet tersebut di Pengepakan menggunakan kotak/ 2 yang dilengkapi dengan plastik agar tidak tembus air yang berkapasitas 30–35 kg. Setelah pita karet dimasukkan ke dalam kotak dengan menggunakan mesin , maka akan dilakukan penimbangan dengan menggunakan timbangan digital dan pemberian label sesuai dengan spesifikasinya. Kemudian 2 yang telah diberi label diselotip dan diikat dengan menggunakan mesin pengikat serta disusun dengan 2 lainnya yang telah di- untuk selanjutnya diangkut dengan menggunakan
BAB III
LANDASAN TEORI
3.1. Sistem Perawatan
Perawatan/ adalah suatu kegiatan untuk menjamin bahwa aset fisik dapat secara kontinyu memenuhi fungsi yang diharapkan. hanya dapat memberikan kemampuan bawaan ( 4 ) dari setiap komponen yang di -nya, bukan untuk meningkatkan kemampuannya. Perancangan sistem perawatan yang baik, seharusnya sudah diikutsertakan sejak awal perancangan sistem produksi dimulai. Ruang lingkup sistem cukup luas, tidak hanya langsung pada peralatan produksi tetapi juga menyangkut sarana dan prasarana lainnya yang ada kaitannya secara langsung maupun tidak langsung dengan sistem produksi.
rumitnya mesin-mesin atau peralatan-peralatan produksi yang dipakai dalam industri. Untuk dapat memelihara peralatan dan mesin dengan baik dan benar maka prinsip kerja dari peralatan kerja yang bersangkutan harus dapat dikuasai. Dengan dikuasai prinsip kerja peralatan tersebut maka dapat didiagnosa kerusakan yang terjadi pada alat dapat dilakukan secara cepat dan tepat.
Kelancaran proses produksi dipengaruhi oleh sistem perawatan yang diterapkan. Setiap peralatan, mesin, atau fasilitas yang terlibat dalam proses produksi pasti akan mengalami keausan sehingga suatu saat pasti akan mengalami kerusakan. Seberapa cepat keausan ini terjadi atau seberapa sering frekuensi kerusakan muncul akan menimbulkan permasalahan sehubungan dengan munculnya gangguan pada suatu fasilitas ataupun pada keseluruhan proses produksi. Sistem perawatan yang tidak dirancang dengan baik akan meningkatkan ketidaksesuaian produk dan biaya produksi yang terlibat, atau bahkan mengubah lingkungan kerja menjadi tidak aman. Beberapa akibat buruk ini secara langsung akan menurunkan efisiensi dari proses produksi.
Terdapat tiga cara yang umum dipakai dalam perawatan (Nasution, 2006) yaitu:
2. Perawatan Korektif ( ), kegiatan perawatan yang dilakukan bila sebuah komponen atau fasilitas mengalami kerusakan atau tidak mungkin diganti. Sering pula disebut sebagai perawatan darurat ( ).
3. Perawatan Preventif, kegiatan perawatan yang mencakup inspeksi dan reparasi. Untuk beberapa komponen atau fasilitas dengan pola keausan dan kerusakan yang dapat dideteksi. Kerusakan yang akan datang dapat diperkirakan sehingga dapat diantisipasi. Biasanya komponen kritis layak mendapat perawatan preventif secara kontinyu.
3.2. Keandalan ( )
3.2.1 Definisi Keandalan ( )
Perawatan komponen atau peralatan tidak bisa lepas dari pembahasan mengenai keandalan ( ). Selain keandalan merupakan salah satu ukuran keberhasilan sistem perawatan juga keandalan digunakan untuk menetukan penjadwalan perawatan sendiri. Akhir-akhir ini konsep keandalan digunakan juga pada berbagai industri, misalnya dalam penetuan jumlah suku cadang dalam kegiatan perawatan.
mengalami kerusakan pada suatu kondisi tertentu dan waktu yang telah ditentukan6 . Berdasarkan definisinya, dibagi atas empat komponen pokok, yaitu7: 1. Probabilitas
Merupakan komponen pokok pertama, merupakan input numerik bagi pengkajian sutau sistem yang juga merupakan indeks kuantitatif untuk menilai kelayakan suatu sistem. Menandakan bahwa reliability menyatakan kemungkinan yang bernilai 0-1
2. Kemampuan yang diharapkan ( )
Komponen ini memberikan indikasi yang spesifik bahwa kriteria dalam menentukan tingkat kepuasan harus digambarkan dengan jelas. Untuk setiap unit terdapat suatu standar untuk menetukan apa yang dimaksud dengan kemampuan yang diharapkan.
3. Tujuan yang Diinginkan
Tujuan yang diinginkan, dimana kegunaan peralatan harus spesifik. Hal ini dikarenakan terdapat beberapa tingkatan dalam memprodksi suatu barang konsumen.
4. Waktu (! )
Waktu merupakan bagian yang dihubungkan dengan tingkat penampilan sistem, sehingga dapat menentukan suatu jadwal dalam dalam fungsi . Waktu
6
yang dipakai adalah MTBF ( ! , / ) dan MTTF ( ! / ) untuk menentukan waktu kritik dalam pengukuran .
5. Kondisi Pengoperasian ( 3 * )
Faktor-faktor lingkungan seperti: getaran ( ), kelembaban ( ), lokasi geografis yang merupakan kondisi tempat berlangsungnya pengoperasiaan, merupakan hal yang termasuk kedalam komponen ini. Faktor-faktornya tidak hanya dialamatkan untuk kondisi selama periode waktu tertentu ketika sistem atau produk sedang beroperasi, tetapi juga ketika sistem atau produk berada di dalam gudang ( ) atau sedang bergerak ( ) dari satu lokasi ke lokasi yang lain.
3.2.2. Manfaat (Keandalan)
Tujuan utama dari studi keandalan adalah untuk memberikan informasi sebagai basis untuk mengambil keputusan. Selain itu teori dapat digunakan untuk memprediksi kapan suatu pada suatu mesin akan mengalami kerusakan, sehingga dapat menentukan kapan harus dilakukan perawatan, pergantian dan penyediaan komponen.
3.2.3. Metode Analisis
Dalam teori ada dua metode analisis, yaitu: 1. Metode Analisis Kualitatif
2. Metode analisis Kuantitatif
Metode analisis yang dilakukan dengan perhitungan. Perhitungan yang dilakukan dapat secara statistik.
3.2.4. Konsep
Dalam teori terdapat empat konsep yang dipakai dalam pengukuran tingkat keandalan suatu sistem atau produk, yaitu:
1. Fungsi Kepadatan Probabilitas8
Pada fungsi ini menunjukkan bahwa kerusakan terjadi secara terus-menerus ( ) dan bersifat probabilistik dalam selang waktu (0,∞). Pengukuran kerusakan dilakukan dengan menggunakan data variabel seperti tinggi, jarak, jangka waktu. Untuk suatu variabel acak x kontinu didefenisikan berikut:
a.
( )
2 ≥0b.
∫
( )
2 2∞
∞ −
=1
c. P(a <X<b)=
∫
(2) 2Dimana fungsi f(x) dinyatakan fungsi kepadatan probabilitas.
8
2. Fungsi Distribusi Kumulatif9
Fungsi ini menyatakan probabilitas kerusakan dalam percobaan acak, dimana
variabel acak tidak lebih dari t:
F(t) = P(T≤t) =
∫
( )
0
3. Fungsi Keandalan10
Bila variabel acak dinyatakan sebagai suatu waktu kegagalan atau umur komponen
maka fungsi keandalan (R(t)) didefenisikan:
R(t) = P(T>t)
T : Waktu operasi dari awal sampai terjadi kerusakan (waktu kerusakan) dan f(t)
menyatakan fungsi kepadatan probabilitas, maka f(t) dt adalah probabilitas
dari suatu komponen akan mengalami kerusakan pada interval (ti + ∆ ). F(t)
dinyatakan sebagai probabilitas kegagalan komponen sampai waktu ke t,
maka:
F(t)) = P(T<t) =
∫
( )
∞ −
0
Maka fungsi keandalan adalah:
R(t) =1-P(T<t)
= 1-
∫
( )
0dt
= 1-F(t)
R(t) = exp
β α −
4. Fungsi Laju Kerusakan11
Fungsi laju kerusakan didefenisikan sebagai dari laju kerusakan dengan
panjang interval waktu mendekati nol, maka fungsi laju kerusakan adalah laju
kerusakan sesaat. Rata-rata kerusakan yang terjadi dalam interval waktu t1-t2
dinyatakan λ. Keruskan rata-rata dinyatakan sebagai berikut:
∫
∫
∞ − = 1 2 1 ) ( ) ( ) ( 1 2 λ∫
∫
∫
∞ − − = 1 2 2 2 1 ) ( ) ( ) ( ) ( 1 2 ) ( ) ( ) ( ) ( 1 1 2 2 1 − − =Jika disubstitusi t1= t, dan t2= t + h maka akan diperoleh laju kerusakan
rata-rata (λ) adalah:
) (
) ( ) (1 − 2 =
Berdasarkan persamaan diatas maka fungsi laju kerusakan.
h(t) =
) (
) ( ) ( lim
0
∆ + −
→
−
= ( ) )
( 1
; ( )=− ( )
= ) (
) (
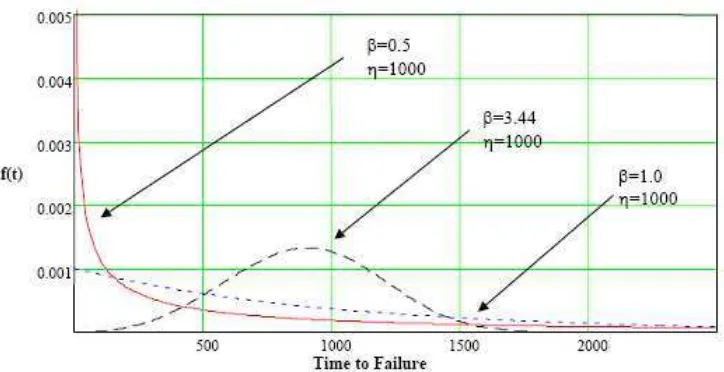
3.2.5. Pola Distribusi
Dalam menentukan reliabilitas suatu komponen faktor-faktor yang dapat
saling berhubungan adalah faktor laju kerusakan dan waktu. Berdasarkan hubungan
[image:41.612.149.345.114.246.2] [image:41.612.138.500.416.602.2]terbentuk suatu kurva distribusi yang menyerupai distribusi Weibull, seperti pada
Gambar 1.
Gambar 1. Kurva Distribusi Weibull
Berdasarkan hal ini diasumsikan bahwa distribusi yang sesuai adalah weibull.
aktual. Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan
pada komponen. Fungsi-fungsi dari distribusi Weibull:
1. Fungsi Kepadatan Probabilitas
− = − β β α α α β exp ) ( 1
2. Fungsi Distribusi Kumulatif
− − = β α
/( ) 1 exp
0 ,
; ≥
≥γ α β
3. Fungsi Keandalan
− = β α exp ) ( ) ( 1 ) ( = −/
4. Fungsi Laju Kerusakan
1 ) ( ) ( ) ( − = = β α α β
5. MTTF ( ! ! / )
MTTF adalah rata-rata waktu atau interval waktu kerusakan mesin atau
komponen dalam distribusi kegagalan.
+ Γ = β
α 1 1
Γ = Fungsi Gamma, Γ(n) = (n-1)!, dapat diperoleh melalui nilai fungsi gamma.
Dimana, menurut n!≈ 2πn
Π = 3,142...
e = 2,718...
3.2.6. Uji Kecocokan Distribusi
Uji kecocokan distribusi dilakukan untuk menentukan apakah distribusi yang
diamati telah sesuai dengan distribusi yang diharapkan. Berdasarkan hubungan antara
laju kerusakan dan waktu maka distribusi yang terbentuk dalam konsep
adalah distribusi Weibull. Untuk menentukan apakah distibusi yang dicapai telah
menunjukkan distribusi Weibull maka dilakukan uji distribusi.
Uji Mann adalah distribusi yang biasa digunakan untuk uji distribusi Weibull.
Tahapan uji ini adalah :
Ho = Distibusi Weibull dua parameter
H1 = Hipotesa awal (Ho) salah
∑
∑
−
= −
+ =
+ −
+ −
= 1
1 1
1 ) 2 / (
1 1
: :
: :
r = Jumlah yang rusak
r/2 = bilangan bulat yang ≤ /2
Mi = Tabel
Sα = Tabel distribusi Weibull dua parameter
Ho akan diterima bila nilai Sα tes < Sα tabel dan sebaliknya bila Sα test > Sα
tabel maka Ho ditolak.
3.2.7. Penaksiran Parameter untuk Distribusi Weibull
Parameter untuk distribusi weibull dapat ditulis dengan persamaan sebagai
berikut, yaitu:
β
α
− − =
/( ) 1 exp
Untuk menaksir parameter α dan β dapat dilakukan dengan regresi linear.
Misalkan t1, t2, t3, ..., tn adalah sejumlah data waktu anatar kerusakan komponen yang
disusun menurut ukuran terkecil. Untuk setiap ti (dimna i = 1,2,3,...r), berlaku:
β
α
− − =
/( ) 1 exp
Kemudian persamaan tersebut dapat diubah ke dalam persamaan sebagai
berikut12:
β α − = −/( ) exp 1
{
}
β α − = −/( ) − exp1 1
( )
{
}
[
]
= − − β α/ ln exp
1 ln 1
( )
{
}
[
]
[
]
β α =−/ − ln
1 ln ln 1
( )
{
}
[
]
[
ln 1]
β[
ln lnα]
ln −/ −1 = −
Persamaan garis lurus yang digunakan: Yi= ax + b
< =ln
( )
{
}
[
]
[
1]
1 ln
ln − −
= / :
[
< − α]
= :β ln
: <β −βlnα =
α β
β = : + ln
< α β ln 1 + = : < α ln = β 1 =
4 , 0 3 , 0 ) ( + − = /
Fungsi ini diperoleh dari pendekatan dengan mengunakan metode harga
tengah atau median (50%). Metode ini banyak digunakan dalam menaksir fungsi
keandalan yang berdistribusi weibull. Selain itu metode ini cocok untuk penelitian
yang memiliki salah satu karakteristik sebagai berikut13:
1. Ukuran sampel penelitian kecil.
2. Data mengenai populasi penelitian yang kurang lengkap.
3. Distribusi waktu antar kerusakan sampel penelitian tidak simetris.
Selain itu dengan menggunakan metode & maka untuk konstanta a
dan b dapat diperoleh dengan cara sebagai berikut:
(
)
22 ) (
∑
∑
∑
∑ ∑
− − = : : < : < : : <∑
−∑
=Dengan diketahuinya nilai parameter a dan b maka parameter distribusi
weibull dua parameter dapat ditentukan dengan cara sebagai berikut
1 = β
( )
exp = α 13Parameter β disebut dengan parameter bentuk atau kemiringan weibull
( ), sedangkan parameter α disebut dengan parameter skala atau
karakteristik hidup.
Bentuk fungsi distribusi weibull bergantung pada parameter bentuknya (β),
yaitu:
Β < 1 : Distribusi weibull akan menyerupai distribusi hyper-eksponensial
dangan laju kerusakan cenderung menurun.
Β = 1 : Distribusi weibull akan menyerupai distribusi eksponensial
dangan laju kerusakan cenderung konstan.
Β > 1 : Distribusi weibull akan menyerupai distribusi normal
dangan laju kerusakan cenderung meningkat.
3.3. ! # (VSM)
adalah sekumpulan dari seluruh kegiatan yang di dalamnya
terdapat kegiatan yang memberikan nilai tambah juga yang tidak memberikan nilai
tambah yang dibutuhkan untuk membawa produk maupun satu grup produk dari
sumber yang sama untuk melewati aliran-aliran utama, mulai dari
hingga sampai ke tangan konsumen.
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan
di sepanjang dan untuk mengambil langkah dalam upaya mengeliminasi
bekerja dalam satu lingkup gambar yang besar (bukan proses-proses individual), dan
memperbaiki keseluruhan aliran dan bukan hanya mengoptimalkan aliran secara
sepotong-sepotong14. Hal ini memunculkan suatu bahasa yang umum digunakan
dalam proses produksi, dengan demikian akan mampu memfasilitasi keputusan yang
lebih matang dalam memperbaiki .
3.4. ! # (MVSM)15
3.4.1. Pendahuluan
Salah satu metode yang sangat efektif di perusahaan untuk
mengeliminasi kegiatan-kegiatan adalah dengan menggunakan
(VSM). VSM merupakan yang digunakan dalam
memvisualisasikan suatu sistem yang merepresentasikan aliran material dan
informasi. Metode ini juga telah dijelaskan sebelumnya dapat menghasilkan suatu
gambaran umum sebuah proses yang mudah dipahami. Hal ini juga semakin
memudahkan untuk mengambil keputusan dalam mengeliminasi kegiatan-kegiatan
yang tidak memberikan nilai tambah ( ). Hingga saat ini,
telah diidentifikasi dan di- ada 7 jenis teknik di dalam VSM, yaitu
(Rother and Shook , 1999), 2 (Hines, Rich dan
Jones, 1997), (New, 1974), & (Hines
14 Rother, M dan Shook, J, ( " * "2003, The Lean Enterprise Institute, Inc, pp. 3-6
15
Kannan, Soundararajan, et. al.0 - .
dan Rich, 1997), (Hines dan Taylor, 2000),
(Hines, Rich dan Jones, 1997), dan (Hines
dan Rich, 1997). Namun, tidak satu pun dari ketujuh teknik tersebut yang
berhubungan dengan kegiatan (perawatan) sehingga tidak dapat
digunakan untuk memetakan kegiatan perawatan tesebut. Jika diperhatikan lebih
lanjut, dalam setiap kegiatan perawatan tentu terdapat kegiatan yang memberikan
nilai tambah maupun yang tidak memberikan nilai tambah. Sehingga, keunikan dari
teknik ini adalah untuk mengembangkan VSM dalam kegiatan perawatan yang
disebut dengan (MVSM).
3.4.2. Variabel yang Digunakan Dalam MVSM
Konsep ( ! (MMLT) dianalogikan sesuai dengan
konsep dalam kegiatan manufaktur dalam pengukuran waktu untuk
kegiatan perawatan. MMLT didefinisikan sebagai rata-rata waktu yang dibutuhkan
untuk melakukan kegiatan perawatan mesin sehingga mesin tersebut dapat dipastikan
telah mampu dioperasikan dengan normal. MMLT membagi kegiatan perwatan ke
dalam beberapa level kegiatan. Dalam MVSM tidak dilakukan pengujian terhadap
dampak dari buruk atau kurangnya strategi perawatan di lantai produksi, melainkan
digunakan sebagai alat untuk mengukur waktu aktivitas perawatan. Secara matematis,
MMLT dirumuskan dengan persamaan:
dimana:
MTTO = ! ! 3 8 (Rata-rata waktu yang diperlukan untuk
mengkoordinasikan tugas-tugas untuk memulai kegiatan perawatan
mesin/peralatan setelah diketahui adanya kerusakan atau berdasarkan
jadwal yang telah dibuat)
MTTR = ! ! (Rata-rata waktu yang dibutuhkan untuk
melakukan aktivitas perawatan mesin/peralatan)
MTTY = ! ! < (Rata-rata waktu yang dibutuhkan untuk memastikan
bahwa mesin/peralatan dapat digunakan kembali setelah kegiatan
perawatan mesin/peralatan dilakukan)
Berdasarkan definisi tersebut, komponen waktu yang memberikan nilai
tambah bagi kegiatan perawatan adalah MTTR karena hanya komponen waktu ini
merupakan waktu yang dibutuhkan untuk melakukan kegiatan perawatan atau
perbaikan terhadap mesin/peralatan. Untuk dua komponen waktu lainnya, yaitu
MTTO dan MTTY merupakan kegiatan yang tidak memberikan nilai tambah (
).
Oleh karena itu, dan ditunjukkan
dengan persamaan:
! "" " = MTTR
Adapun efisiensi perawatan dihitung dengan menggunakan persentase dari
MMLT aktual dibandingkan dengan MMLT. Secara matematis:
100% MMLT
MTTR Perawatan
%Efisiensi = ×
3.4.3. * + ) yang Digunakan Dalam MVSM
Pada bagian ini akan dijelaskan (kerangka kerja) yang akan
digunakan dalam dalam mengembangkan MVSM, yaitu tujuh kategori kerangka kerja
yang merupakan simbol-simbol dari konsep VSM secara umum dan dikembangkan
menjadi beberapa simbol baru. Berikut ini adalah uraian terhadap tujuh kategori
kerangka kerja yang digunakan dalam MVSM:
1. &
Simbol ini menggambarkan bahwa terjadi kerusakan atau perlunya dilakukan
perawatan pada satu mesin/peralatan yang dapat mempengaruhi proses produksi.
2. Proses
Pada kategori ini terdapat aktivitas-aktivitas yang merupakan tahapan yang
dilakukan sejak terhentinya mesin/peralatan sampai kondisi dimana
mesin/peralatan dapat berfungsi kembali dengan normal dalam proses produksi.
Aktivitas-aktivitas tersebut adalah komunikasikan masalah, identifikasi masalah,
identifikasi sumber daya, mengalokasikan sumber daya, mempersiapkan
pekerjaan yang akan dilakukan, melakukan perawatan/perbaikan, menjalankan
3. Aliran fisik
Aliran fisik menggambarkan aktivitas transportasi antara kegiatan yang satu
dengan kegiatan yang lain yang dapat diamati secara fisik.
4. Aliran informasi
Aliran fisik dalam proses perawatan berhubungan dengan aliran informasi.
Terkadang aliran informasi merupakan penghambat dalam aktivitas perawatan
sehingga waktu yang dibutuhkan untuk proses selanjutnya jadi semakin lama.
5. Kotak data
Di setiap simbol proses terdapat kotak data yang berisi data mengenai simbol
tersebut.
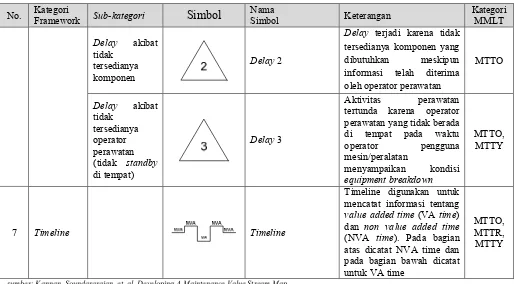
6. 0
Simbol ini mengindikasikan bahwa terdapat waktu mengganggur di antara dua
proses. 0 merupakan jenis kegiatan yang dapat menambah
nilai MMLT. Ada 3 jenis yang digunakan dalam menggambarkan MVSM,
yaitu akibat operator yang menggunakan mesin/peralatan lambat dalam
merespon masalah kerusakan, akibat tidak tersedianya komponen, dan
akibat tidak tersedianya operator perawatan (tidak di tempat).
7. !
! menggambarkan dua jenis waktu, yaitu dan
Untuk lebih jelasnya, 7 kategori tersebut dapat dilihat pada Tabel
1. berikut ini.
Tabel 1. Kategori * + ) dalam MVSM
No. Kategori
* + ) Sub-kategori Simbol
Nama
Simbol Keterangan
Kategori MMLT
1 & &
Terjadi kerusakan atau perlunya dilakukan perawatan pada satu mesin/peralatan yang dapat mempengaruhi proses produksi
MTTO, MTTR, MTTY
2 Proses
* Komunikasikan masalah Operator pengguna mesin/peralatan mengkoordinasikan masalah
kerusakan ke operator perawatan atau perbaikan
MTTO
#
Identifikasi masalah
Identifikasi hal-hal yang menyebabkan terhentinya mesin/peralatan yang digunakan MTTO Identifikasi sumber daya
Indetifikasi sumber daya yang dibutuhkan dalam melakukan proses perawatan atau perbaikan, seperti alat-alat (obeng,
tang, palu, dll), ,
operator, dll
MTTO
- Mengalokasikan
sumber daya
Mempersiapkan sumber daya yang telah diidentifikasi
MTTO
2 Proses
' 3
Mempersiapkan
pekerjaan yang akan dilakukan
Menyusun rencana kerja MTTO
Pekerjaan
perawatan/perbaikan selesai
Rencana kerja telah disusun MTTO
Melakukan
perawatan/perbaikan
Pelaksanaan perawatan atau
perbaikan terhadap
mesin/peralatan
Tabel 1. Kategori * + ) dalam MVSM (lanjutan)
No. Kategori
Framework 4 Simbol
Nama
Simbol Keterangan
Kategori MMLT < Menjalankan mesin/peralatan setelah diperbaiki
Waktu yang dibutuhkan untuk memastikan bahwa mesin/peralatan dapat digunakan kembali setelah
kegiatan perawatan
mesin/peralatan dilakukan
MTTY
3 Aliran fisik
Panah maju Panah maju
Menunjukkan adanya aliran fisik.
Dua proses di dalam MVSM dihubungkan dengan panah ini
MTTO, MTTR, MTTY
Panah turun Panah turun
Menggambarkan aliran fisik
antara &
dengan aktivitas pertama dalam MVSM
MTTO
4 Aliran informasi
Manual Panah lurus
Menggambarkan aliran
informasi seperti memo, laporan, atau percakapan. Frekuensi aliran juga dicantumkan di simbol ini
MTTO, MTTR, MTTY
Elektronik Panah berkelok
Menggambar aliran
informasi melalui ,
, (
-% (LAN), '
-% (WAN).
Frekuensi aliran juga dicantumkan di simbol ini
MTTO, MTTR, MTTY
5 Kotak data Kotak data
Kotak data digunakan untuk merekam informasi dari
setiap aktivitas
perawatan/perbaikan. Data yang terdapat di dalam kotak ini adalah data waktu setiap aktivitas
MTTO, MTTR, MTTY
6 0
0 akibat
operator yang menggunakan mesin/peralatan lambat dalam merespon masalah kerusakan
0 1
0 dihitung sejak
terjadinya &
sampai operator perawatan mendapatkan informasi bahwa terjadi kerusakan (delay terjadi akibat lambatnya operator
yang mnenjalankan
mesin/peralatan dalam
merespon masalah
kerusakan)
Tabel 1. Kategori * + ) dalam MVSM (lanjutan)
No. Kategori
Framework 4 Simbol
Nama
Simbol Keterangan
Kategori MMLT 0 akibat tidak tersedianya komponen
0 2
0 terjadi karena tidak tersedianya komponen yang
dibutuhkan meskipun
informasi telah diterima oleh operator perawatan
MTTO 0 akibat tidak tersedianya operator perawatan (tidak di tempat)
0 3
Aktivitas perawatan
tertunda karena operator perawatan yang tidak berada di tempat pada waktu
operator pengguna
mesin/peralatan
menyampaikan kondisi
&
MTTO, MTTY
7 ! !
Timeline digunakan untuk mencatat informasi tentang
(VA )
dan
(NVA ). Pada bagian atas dicatat NVA time dan pada bagian bawah dicatat untuk VA time
MTTO, MTTR, MTTY
. $ " " 0
-) . / ## * ! = = =0 ( ( = = $ >4
?@ +
3.4.4. Proses Pemetaan dengan MVSM
Langkah-langkah yang dilakukan dalam memetakan aktivitas perawatan
dengan menggunakan MVSM adalah sebagai berikut:
1. Menggambarkan simbol & di sudut kiri atas lembar kerja
sebagai tanda awal bahwa telah terjadi breakdown pada mesin atau peralatan.
Tuliskan juga nama mesin atau peralatan yang mengalami di kotak
kecil bagian atas.
Tempatkan juga simbol pekerjaan perawatan/perbaikan selesai di sebelah paling
kanan kertas kerja dan sejajar dengan simbol komunikasikan masalah.
3. Mengidentifikasi simbol-simbol yang akan digambarkan di antara simbol
komunikasikan masalah dan simbol pekerjaan perawatan/perbaikan selesai.
Simbol-simbol tersebut adalah identifikasi masalah, identifikasi sumber daya,
mengalokasikan sumber daya, mempersiapkan pekerjaan yang akan dilakukan,
melakukan perawatan/perbaikan, menjalankan mesin/peralatan setelah diperbaiki.
Semua simbol tersebut disusun secara berurutan dari kiri ke kanan dengan
memberikan ruang untuk simbol panah maju dan (jika terdapat ).
4. Menggambarkan simbol kotak data dan memasukkan data waktu untuk setiap
proses yang telah digambarkan pada langkah sebelumnya. Khusus untuk simbol
pekerjaan perawatan/perbaikan selesai, data waktu proses tidak ada karena proses
tersebut tidak memberikan pengaruh terhadap nilai MMLT (hanya sebagai
keadaan yang menunjukkan bahwa aliran proses pada aktivitas
perawatan/perbaikan telah selesai seluruhnya.
5. Menggambarkan simbol di antara setiap proses. Simbol delay disesuaikan
dengan keadaan yang ingin dipetakan. Data mengenai lamanya dituliskan di
bawah simbol . Jika terdapat dua atau lebih , cukup dengan
menggambarkan satu simbol segitiga dan menuliskan angka di dalam segitiga
6. Menggambarkan simbol aliran fisik dan aliran informasi sesuai dengan keadaan
aktivitas yang ingin dipetakan.
7. Menggambarkan simbol di bagian bawah gambar simbol proses dan
mencatatkan waktu setiap proses sesuai dengan kategori atau
.
8. Melengkapi gambar dengan perhitungan total ,
, dan % efisiensi perawatan.
Berikut ini adalah contoh gambar MVSM suatu proses perawatan mesin yang
digambarkan secara lengkap sesuai dengan langkah-langkah yang telah dijelaskan.
Gambar 2. ! # (MVSM)
3.5. Teknik-teknik dalam Analisis Sistem Perawatan
3.5.1.Diagram Pareto
Diagram Pareto pertama sekali diperkenalkan oleh seorang ahli yaitu
klasifikasi data dari kiri ke kanan menurut urutan yang tertinggi hingga
terendah. Hal ini dapat membantu dalam menemukan permasalahan yang paling
penting untuk segera diselesaikan ( tertinggi) sampai dengan masalah yang
tidak harus segera diselesaikan ( terendah). Diagram Pareto juga dapat
mengidentifikasi masalah yang paling penting yang mempengaruhi usaha perbaikan
kualitas dan memberi petunjuk dalam mengalokasikan sumber daya yang terbatas
untuk menyelesaikan masalah (Mitra, 1993).
Selain itu, Diagram Pareto juga dapat digunakan untuk membandingkan
kondisi proses, misalnya ketidaksesuaian proses sebelum dan setelah diambil
tindakan perbaikan terhadap proses. Penyusunan Diagram Pareto sangat sederhana.
Menurut Mitra (1993) dan Besterfield (1998), proses penyusunan Diagram Pareto
meliputi enam langkah, yaitu:
1. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan
masalah, penyebab, jenis ketidaksesuaian, dan sebaginya.
2. Menentukan satuan yang digunakan untuk membuat urutan
karakteristik-karakteristik tersebut, misalnya rupiah, frekuensi, unit dan sebagianya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat kategori data tersebut dari yang terbesar
hingga yang terkecil.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif
masing-masing maslah.
[image:59.612.186.455.242.550.2]7. Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
Gambar 3. Contoh Diagram Pareto
3.5.2. Lembar Pengecekan ( )& )
Tujuan dari pembuatan lembar pengecekan ini adalah menjamin bahwa data
proses dan penyelesaian masalah. Data dalam lembar pengecekan tersebut nantinya
akan digunakan dan dianalisis secara cepat dan mudah.
Tabel 2. Contoh Lembar Pengecekan ( )& )
Kegagalan Komponen Jumlah Kegagalan Komponen Total
, IIIII III 8
, IIII 4
* III 3
1 , 2 IIII 4
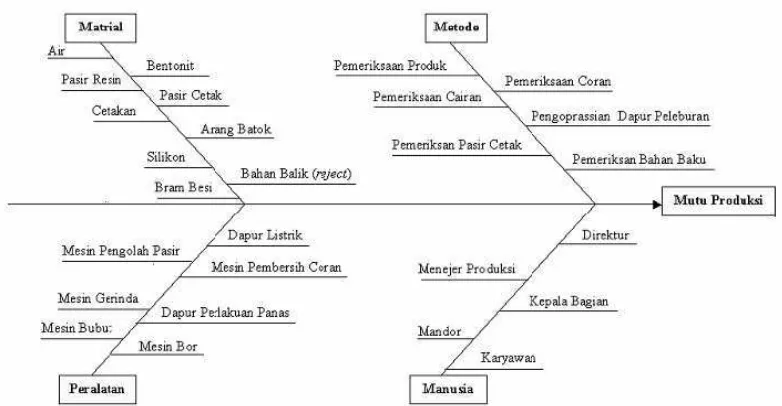
3.5.3. !& " ,, ( # (* & ( # )
Diagram sebab akibat dikembangkan oleh 0 $ # pada tahun
1943 sehingga sering disebut dengan diagram Ishikawa. Diagram ini menggambarkan
garis dengan simbol-simbol yang menujukkan hubungan antar akibat dan penyebab
suatu masalah. Diagram tersebut memang digunakan untuk mengetahui akibat dari
suatu masalah untuk selanjutnya diambil tindakan perbaikan. Dari akibat tersebut
kemudian dicari beberapa kemungkinan penyebabnya. Penyebab masalah ini pun
dapat dari berbagai sumber utama, misalnya metode kerja, bahan, mesin/peralatan,
operator, dan lingkungan kerja.
Selanjutnya dari sumber-sumber utama tersebut diturunkan menjadi beberapa
sumber yang lebih kecil dan mendetail, misalnya dari metode kerja dapat diturunkan
menjadi pelatihan, pengetahuan, kemampuan, karakteristik fisik, dan sebagianya.
Untuk mencari berbagai penyebab tersebut dapat digunakan teknik
Diagram sebab akibat mirip seperti tulang ikan, sehingga sering juga disebut
sebagai diagram tulang ikan ( ). Manfaat diagram sebab akibat
tersebut antara lain:
1. Dapat menggunakan kondisi yang sesungguhnya untuk tujuan perbaikan kualitas
produk atau jasa, lebih efisien dalam penggunaan sumber daya, dan dapat
mengurangi biaya.
2. Dapat mengurangi dan menghilangkan kondisi yang menyebabkan
ketidaksesuaian produk/jasa dan keluhan pelanggan.
3. Dapat membuat suatu standarisasi operasi yang ada maupun yang direncanakan.
4. Dapat memberikan pendidikan dan pelatihan bagi karyawan dalam kegiatan
[image:61.612.125.516.417.620.2]pembuatan keputusan dan melakukan tindakan perbaikan.
BAB IV
KERANGKA KONSEPTUAL
4.1. Kerangka Konseptual Penelitian
Gambar di bawah ini adalah kerangka konseptual yang digunakan dalam
[image:62.612.111.530.291.545.2]melakukan penelitian ini.
Gambar 5. Kerangka Konseptual Penelitian
Keterangan:
1. Permasalahan dalam penelitian ini, yaitu penyusunan sistem perawatan mesin
yang terencana dan dapat terlaksana dengan baik sehingga sistem perawatan
yang ditunjukkan oleh berkurangnya jumlah produk yang menjadi
akibat dari kegagalan mesin.
2. Untuk memecahkan masalah tersebut di atas, maka langkah pertama yang
dilakukan adalah menggunakan * 0 (/ 0 )
untuk mengidentifikasi indikator-indikator yang berpengaruh terhadap
produktivitas. Produktivitas ditunjukkan dari jumlah produk dengan kualitas
sebagai akibat dari tingginya kegagalan mesin.
3. Dengan menggunakan pendekatan , akan diperoleh nilai
! ! / (MTTF) yang dapat digunakan untuk menyusun suatu
program perawatan usulan yang terencana dan dapat terlaksana.
4. Seluruh aktivitas perawatan usulan yang disusun berdasarkan pendekatan
tersebut selanjutnya dipetakan dengan menggunakan
pendekatan (MVSM), sehingga akan
diperoleh gambaran bahwa program aktivitas perawatan yang dirancang
memberikan nilai tambah yang sesuai untuk sistem perawatan. Adanya
ditunjukkan oleh nilai ! ! (MTTR), sedangkan nilai
ditunjukkan oleh ! ! 3 8 (MTTO) dan !
! < (MTTY).
5. Identifikasi indikator peningkatan produktivitas dengan *
0 (/ 0 ) dilakukan kembali setelah perancangan dan
sebagai salah satu indikator penting untuk mendukung terjadinya
peningkatan produktivitas karena telah menurunnya jumlah produk
akibat dari kegagalan mesin.
6. Hasil akhir yang diharapkan dari kegiatan penelitian ini adalah:
a. Menyusun 3 (SOP) untuk melakukan
perawatan komponen mesin/peralatan dalam rancangan sistem perawatan
mesin yang .
b. Memetakan aktivitas perawatan mesin yang dapat menunjukkan bahwa setiap
aktivitas memberikan nilai tambah yang sesuai untuk sistem perawatan.
c. Mendapatkan jadwal perawatan mesin berdasarkan interval penggantian
komponen.
4.2. Definisi Operasional
Berikut ini adalah definisi operasional terhadap variabel-variabel yang
digunakan dalam penelitian agar hubungan antarvariabel yang terkandung dalam
kerangka konseptual dapat lebih dipahami.
1. Produk
Produk yang termasuk ke dalam kategori produk dengan standar
2. Produktivitas
Produktivitas diukur dari jumlah produk dengan kualitas sebagai akibat
dari tingginya kegagalan mesin.
3. ! ! / (MTTF)
MTTF adalah rata-rata waktu atau interval waktu kerusakan mesin atau
komponen dalam distribusi kegagalan.
4. ! ! 3 8 (MTTO)
MTTO adalah rata-rata waktu yang diperlukan untuk mengkoordinasikan
tugas-tugas untuk memulai kegiatan perawatan mesin/peralatan setelah diketahui
adanya kerusakan atau berdasarkan jadwal yang telah dibuat.
5. ! ! (MTTR)
MTTR adalah rata-rata waktu yang dibutuhkan untuk melakukan aktivitas
perawatan mesin/peralatan.
6. ! ! < (MTTY)
MTTY adalah rata-rata waktu yang dibutuhkan untuk memastikan bahwa
mesin/peralatan dapat digunakan kembali setelah kegiatan perawatan
BAB V
METODOLOGI PENELITIAN
5.1. Lokasi dan Objek Penelitian
Penelitian ini dilakukan di PT. Industri Karet Nusantara, di Jl. Medan –
Tanjung Morawa Km. 9,5 Medan, 20148. Objek yang diteliti adalah proses produksi
dan sistem perawatan aktual line I di lantai produksi PT. Industri Karet
Nusantara.
5.2. Waktu Pengamatan
Pengamatan dilakukan agar seluruh data yang diperlukan untuk mendukung
penelitian tesis ini diperoleh. Peneliti melakukan pengamatan di lantai produksi mulai
tanggal 18 Januari 2010 sampai dengan tanggal 5 Februari 2010.
5.3. Bentuk Penelitian
Penelitian ini dilakukan dengan melakukan pengamatan langsung terhadap
objek penelitian di lapangan. Objek penelitian diamati dan dipelajari sehingga dapat
digambarkan kondisi aktual yang sedang berlangsung. Kemudian dilakukan studi
untuk melakukan perbaikan-perbaikan dengan menggunakan ilmu-ilmu yang terkait.
Hasil penelitian ini dapat dijadikan sebagai bahan masukan bagi perusahaan di masa
5.4. Pengumpulan Data
Data yang dibutuhkan dalam tugas akhir diperoleh dari data primer dan data
sekunder, yaitu:
1. Data Primer
Data primer yaitu data yang diperoleh melalui pengamatan langsung, wawancara,
dan diskusi. Data primer yang dikumpulkan adalah
a. Data uraian proses di lantai produksi pada saat ini diperoleh dengan
melakukan pengamatan langs