PRA RANCANGAN PABRIK
PEMBUATAN POTASSIUM AMMONIUM POLYPHOSPHATE
DARI AMMONIUM PHOSPHATE DAN POTASSIUM
PHOSPHATE
DENGAN KAPASITAS PRODUKSI 300.000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan
Ujian Sarjana Teknik Kimia
Oleh
LINA RAHMASARI GINTING
NIM : 080405041
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis ucapkan atas kehadirat Allah SWT atas limpahan rahmat,
ridho dan karunia-Nya karena penulis dapat menyelesaikan Tugas Akhir yang
berjudul “Pra Rancangan Pabrik Pembuatan Potassium Ammonium Polyphosphate dari Ammonium Phosphate dan Potassium Phosphate dengan Kapasitas Produksi 300.000 Ton/ Tahun.”
Pra rancangan pabrik ini disusun untuk melengkapi tugas-tugas dan
merupakan salah satu syarat untuk menempuh ujian sarjana pada Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara. Dalam penyelesaian tugas
akhir ini, penulis banyak menerima bantuan dan bimbingan dari berbagai pihak. Pada
kesempatan ini penulis mengucapkan terima kasih kepada :
1. Bapak Dr. Eng. Rondang Tambun, ST, MT selaku dosen pembimbing I dan
penguji I yang telah membimbing penulis dengan penuh kesabaran serta memberi
masukan sehingga tugas akhir ini dapat terselesaikan dengan baik.
2. Bapak Ir. Bambang Trisakti, MT selaku dosen pembimbing II yang telah
membimbing penulis dengan penuh kesabaran serta memberi masukan sehingga
tugas akhir ini dapat terselesaikan dengan baik.
3. Ibu Dr. Ir. Fatimah, MT, sebagai penguji II dan selaku sekretaris Departemen
Teknik Kimia, Fakultas Teknik, Universitas Sumatera dan penguji II.
4. Bapak M. Hendra S. Ginting, ST, MT sebagai dosen penguji II yang telah
memberikan saran dan masukan bagi penulis dalam menyelesaikan tugas akhir
ini.
5. Ibu Ir. Renita Manurung, MT, selaku koordinator tugas akhir Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara.
6. Bapak Dr. Eng Ir. Irvan, M.Si, selaku ketua Departemen Teknik Kimia, Fakultas
Teknik, Universitas Sumatera Utara.
7. Seluruh staf pengajar dan pegawai Departemen Teknik Kimia yang telah
memberikan ilmu dan pengalaman yang sangat berharga kepada penulis.
8. Kedua orang tua yang telah banyak berkorban dan memberikan didikan serta
9. Ayu Ridaniati Bangun atas kerja sama dan bantuannya sebagai sahabat sekaligus
partner selama melaksanakan tugas akhir ini.
10.Sahabat-sahabat terbaik di Teknik Kimia, khususnya semua stambuk 2008 yang
memberikan banyak dukungan dan semangat kepada penulis.
11.Teman-teman, adik-adik dan abang-kakak yang turut memberikan bantuan
kepada penulis dalam menyelesaikan tugas akhir ini
Pada akhirnya demi kesempurnaan tugas akhir ini, penulis sangat
mengharapkan kritik dan saran yang bersifat konstruktif. Semoga tugas akhir ini
bermanfaat bagi semua pihak.
Medan, Mei 2013
Penulis
INTI SARI
Pabrik Pembuatan Potassium Ammonium Polyphosphate ini direncanakan
akan berproduksi dengan kapasitas 300.000 ton/tahun (37878,7879 kg/jam) dan
beropersi selama 330 hari dalam setahun. Pabrik ini diharapkan dapat mengurangi
ketergantungan Indonesia terhadap Potassium Ammonium Polyphosphate.
Lokasi pabrik yang direncanakan adalah Kawasan Industri Medan di Medan
dengan luas tanah yang dibutuhkan sebesar 14.500 m2.
Tenaga kerja yang dibutuhkan untuk mengoperasikan pabrik sebanyak 101
orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan
bentuk organisasinya adalah organisasi garis dan staff.
Hasil analisa terhadap aspek ekonomi pabrik pembuatan potassium
ammonium polyphosphate adalah:
Modal Investasi = Rp.
552.886.449.164,-Biaya Produksi Per Tahun = Rp. 1.194.025.295.196,-
Hasil Jual Produk Per Tahun = Rp. 1.500.000.000.000,-
Laba Bersih Per Tahun = Rp
213.128.881.896,-Profit Margin (PM) = 20,3 %
Break Even Point (BEP) = 34,12 %
Return Of Investment (ROI) = 38,55 %
Pay Out Time (POT) = 2,6 tahun
Return Of Network (RON) = 64,25 %
Internal Rate Of Return (IRR) = 49,53 %
Dari hasil analisa aspek ekonomi, maka dapat disimpulkan bahwa pabrik
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... x
DAFTAR TABEL ... xi
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Perumusan Masalah ... I-2
1.3 Tujuan Pra Rancangan ... I-3
1.4 Manfaat Pra Rancangan ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Pupuk ... II-1
2.2 Ammonium Phosphate (NH4H2PO4) ... II-4
2.3 Potassium Phosphate (KH2PO4) ... II-4
2.4 Potassium Ammonium Polyphosphate ([KNH4(PO3)2]8))... II-5
2.5 Proses Pembuatan Potassium Ammonium Polyphosphate ... II-5
2.6 Sifat-Sifat Bahan Baku dan Produk ... II-7
2.6.1 Sifat-Sifat Bahan Baku... II-7
2.6.2 Sifat-Sifat Produk ... II-8
2.7 Deskripsi Proses ... II-8
BAB III NERACA MASSA ... III-1
3.1 Tangki Pencampur (M-101) ... III-1
3.2 Tangki Pencampur (M-102) ... III-1
3.3 Reaktor (R-101) ... III-1
3.4 Evaporator (FE-101)... III-2
3.5 Spray Dryer (D-101) ... III-2
BAB IV NERACA PANAS ... IV-1
4.1 Heater I (E-101) ... IV-1
4.2 Heater II (E-102) ... IV-1
4.4 Evaporator (FE-101)... IV-2
4.5 Sub Cooler Condenser (E-103) ... IV-2
BAB V SPESIFIKASI PERALATAN... V-1
5.1 Gudang Penyimpanan Ammonium Phosphate (G-101) ... V-1
5.2 Belt Conveyor (C-101) ... V-1
5.3 Gudang Penyimpanan Potassium Phosphate (G-102) ... V-1
5.4 Belt Conveyor (C-102) ... V-2
5.5 Tangki Pencampur(M-101) ... V-2
5.6 Tangki Pencampur(M-102) ... V-2
5.7 Pompa Ammonium Phosphate (P-101) ... V-3
5.8 Pompa Potassium Phosphate (P-102) ... V-3
5.9 Heater I (E-101) ... V-4
5.10 Heater II (E-102) ... V-4
5.11 Reaktor (R-101) ... V-4
5.12 Pompa Potassium Ammonium Polyphosphate (P-103) ... V-5
5.13 Evaporator (FE-101) ... V-5
5.14 Sub Cooler Condensor (E-103)... V-6
5.15 Pompa Potassium Ammonium Polyphosphate (P-104) ... V-6
5.16 Spray Dryer (D-101) ... V-6
5.17 Belt Conveyor (C-103) ... V-7
5.18 Gudang Penyimpanan Produk [KNH4(PO3)2]8 (G-103) ... V-7
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja ... VI-7
6.3 Keselamatan Kerja pada Pabrik Pembuatan Potassium Ammonium
Polyphosphate ... VI-8
6.3.1 Pencegahan terhadap Kebakaran dan Peledakan ... VI-8
6.3.2 Peralatan Perlindungan Diri ... VI-9
6.3.3 Keselamatan Kerja terhadap Listrik ... VI-12
6.3.4 Pencegahan terhadap Gangguan Kesehatan ... VI-12
6.3.5 Pencegahan terhadap Bahaya Mekanis ... VI-13
6.3.7 Pencegahan dan Pertolongan Pertama jika Terkena Bahan
Kimia ... VI-15
6.4 Material Safety Data Sheet (MSDS) Bahan Kimia dalam Pabrik
Pembuatan Potassium Ammonium Polyphosphate ... VI-15
6.4.1 Ammonium Phosphate (NH4H2PO4) ... VI-15
6.4.2 Potassium Phosphate (KH2PO4) ... VI-16
6.4.3 Potassium Ammonium Polyphosphate (KNH4H2PO4)8 ... VI-16
BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Uap (Steam) ... VII-1
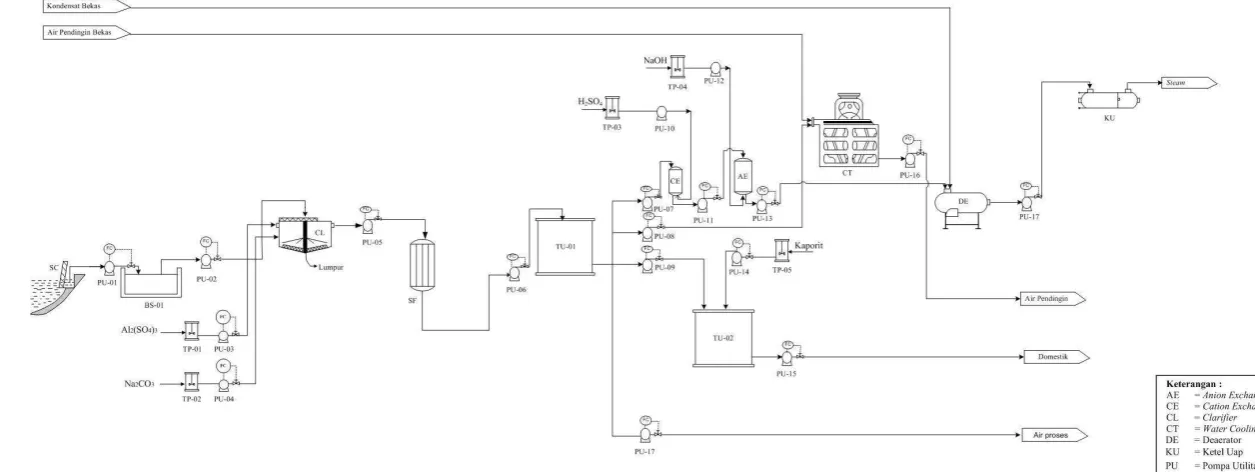
7.2 Kebutuhan Air ... VII-2
7.2.1 Screening ... VII-6
7.2.2 Sedimentasi ... VII-6
7.2.3 Klarifikasi ... VII-6
7.2.4 Filtrasi ... VII-8
7.2.5 Demineralisasi ... VII-9
7.2.5.1 Penukar Kation (Cation Exchanger) ... VII-9
7.2.5.2 Penukar Anion (Anion Exchanger) ... VII-10
7.2.5.3 Perhitungan Kesadahan Kation ... VII-10
7.2.5.4 Perhitungan Kesadahan Anion ... VII-11
7.2.6 Deaerator ... VII-12
7.3 Kebutuhan Bahan Kimia ... VII-13
7.4 Kebutuhan Listrik ... VII-13
7.5 Kebutuhan Bahan Bakar ... VII-14
7.5.1 Kebutuhan Bahan Bakar untuk Generator ... VII-14
7.5.2 Kebutuhan Bahan Bakar untuk Ketel Uap ... VII-15
7.6 Unit Pengolahan Limbah ... VII-15
7.7 Spesifikasi Peralatan Utilitas ... VII-17
7.7.1 Screening (SC) ... VII-17
7.7.2 Pompa Utilitas-101 (PU-101) ... VII-17
7.7.3 Bak Sedimentasi-101 (BS-101) ... VII-18
7.7.4 Pompa Utilitas-102 (PU-102) ... VII-18
7.7.6 Pompa Utilitas-103 (PU-103) ... VII-19
7.7.7 Tangki Pelarutan Soda Abu [Na2CO3] (TP-102) ... VII-19
7.7.8 Pompa Utilitas-104 (PU-104) ... VII-20
7.7.9 Clarifier (CL-101) ... VII-20
7.7.10 Pompa Utilitas-105 (PU-105) ... VII-21
7.7.11 Sand Filter (SF-101) ... VII-21
7.7.12 Pompa Utilitas-106 (PU-106) ... VII-22
7.7.13 Tangki Utilitas-101 (TU-101) ... VII-22
7.7.14 Pompa Utilitas-107 (PU-107) ... VII-22
7.7.15 Pompa Utilitas-108 (PU-108) ... VII-23
7.7.16 Pompa Utilitas-109 (PU-109) ... VII-23
7.7.17 Tangki Pelarutan H2SO4 (TP-103) ... VII-24
7.7.18 Pompa Utilitas-110 (PU-110) ... VII-24
7.7.19 Cation Exchanger (CE-101) ... VII-25
7.7.20 Pompa Utilitas-111 (PU-111) ... VII-25
7.7.21 Tangki NaOH (TP-104) ... VII-26
7.7.22 Pompa Utilitas-112 (PU-112) ... VII-26
7.7.23 Anion Exchanger (AE-101) ... VII-26
7.7.24 Pompa Utilitas-113 (PU-113) ... VII-27
7.7.25 Tangki Pelarutan Kaporit [Ca(ClO)2] (TP-105)... VII-27
7.7.26 Pompa Utilitas-114 (PU-114) ... VII-28
7.7.27 Tangki Utilitas-102 (TU-102) ... VII-28
7.7.28 Pompa Utilitas-115 (PU-115) ... VII-28
7.7.29 Water Cooling Tower (CT-101) ... VII-29
7.7.30 Pompa Utilitas-116 (PU-116) ... VII-29
7.7.31 Deaerator (DE-101)... VII-30
7.7.32 Pompa Utilitas-117 (PU-117) ... VII-30
7.7.33 Ketel Uap-101 (KU-101) ... VII-31
7.7.34 Tangki Bahan Bakar (TB-101) ... VII-31
7.8 Spesifikasi Peralatan Unit Pengolahan Limbah ... VII-31
7.8.1 Bak Penampungan (POND) ... VII-31
7.8.3 Bak Netralisasi (BN) ... VII-32
7.8.4 Kolam Ikan ... VII-32
7.8.5 Pompa Limbah-101 (PL-101) ... VII-33
7.8.6 Pompa Limbah-102 (PL-102) ... VII-33
7.9 Spesifikasi Peralatan Unit Pembangkit Udara Panas ... VII-34
7.9.1 Blower (B-101) ... VII-34
7.9.2 Air Heater (E-301) ... VII-34
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1
8.2 Tata Letak Pabrik ... VIII-3
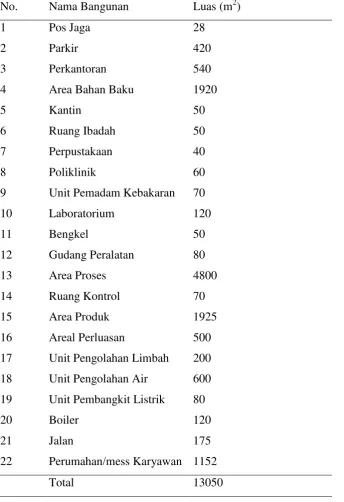
8.3 Perincian Luas Tanah ... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1 Pengertian Organisasi dan Manajemen ... IX-1
9.2 Bentuk Badan Usaha ... IX-1
9.3 Bentuk Struktur Organisasi ... IX-6
9.3.1 Bentuk Struktur Organisasi Garis ... IX-6
9.3.2 Bentuk Struktur Organisasi Fungsionil ... IX-7
9.3.3 Bentuk Struktur Organisasi dan Staf ... IX-8
9.3.4 Bentuk Struktur Organisasi Fungsionil dan Staf... IX-8
9.4 Uraian Tugas, Wewenang, dan Tanggung Jawab ... IX-9
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-9
9.4.2 Dewan Komisaris ... IX-10
9.4.3 Direktur ... IX-10
9.4.4 Staf Ahli ... IX-10
9.4.5 Sekretaris ... IX-11
9.4.6 Manajer Teknik ... IX-11
9.4.7 Manajer Produksi ... IX-11
9.4.8 Manajer Pemasaran ... IX-11
9.4.9 Manajer Keuangan dan Administrasi ... IX-11
9.4.10 Manajer Personalia ... IX-11
9.4.11 Manajer Riset dan Pengembangan ... IX-11
9.4.13 Kepala Bagian Produksi ... IX-12
9.4.14 Kepala Bagian Pemasaran ... IX-12
9.4.15 Kepala Bagian Keuangan dan Administrasi ... IX-12
9.4.16 Kepala Bagian Personalia ... IX-13
9.4.17 Kepala Bagian Riset dan Pengembangan... IX-13
9.5 Tenaga Kerja dan Jam Kerja ... IX-13
9.5.1 Jumlah dan Tingkat Pendidikan Tenaga Kerja ... IX-13
9.5.2 Pengaturan Jam Kerja ... IX-14
9.6 Hak dan Kewajiban Karyawan ... IX-15
BAB X ANALISIS EKONOMI... X-1
10.1 Modal Investasi ... X-1
10.1.1 Modal Investasi Tetap (MIT) ... X-1
10.1.2 Modal Kerja / Working Capital (WC) ... X-3
10.1.3 Biaya Tetap (Fixed Cost) ... X-4
10.1.4 Biaya Variabel (Variabel Cost) ... X-4
10.2 Total Penjualan ... X-5
10.3 Bonus Perusahaan ... X-5
10.4 Perkiraan Rugi/Laba Usaha ... X-5
10.5 Analisa Aspek Ekonomi... X-5
10.5.1 Profit Margin (PM) ... X-5
10.5.2 Break Even Point (BEP) ... X-5
10.5.3 Return on Investment (ROI) ... X-6
10.5.4 Pay Out Time (POT) ... X-6
10.5.5 Return on Network (RON)... X-7
10.5.6 Internal Rate of Return (IRR) ... X-7
BAB XI KESIMPULAN ... XI-1
DAFTAR PUSTAKA ... xiv
LAMPIRAN A PERHITUNGAN NERACA MASSA... LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS .... LD-1
DAFTAR GAMBAR
Gambar 2.1 Formulasi Ammonium Phosphate ... II-4
Gambar 2.2 Formulasi Potassium Phosphate ... II-5
Gambar 6.1 Instrumentasi Tangki Pencampur ... VI-5
Gambar 6.2 Instrumentasi Pompa ... VI-5
Gambar 6.3 Instrumentasi Heater ... VI-5
Gambar 6.4 Instrumentasi Reaktor ... VI-6
Gambar 6.5 Instrumentasi Evaporator ... VI-6
Gambar 6.6 Instrumentasi Spray Dryer ... VI-7
Gambar 6.7 Alat Pelindung Diri ... VI-12
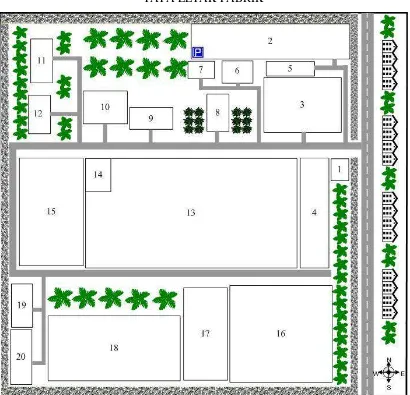
Gambar 8.1 Tata Letak Pabrik Pembuatan Potassium Ammonium
Polyphosphate ... VIII-7
Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pabrik
Pembuatan Potassium Ammonium Polyphosphate ... IX-19
Gambar 10.1 Break Event Point Pabrik Pembuatan Potassium
Ammonium Polyphsphate ... X-8
Gambar C.1 Mixer ... LC-6
Gambar C.2 Pengaduk Dalam Mixer ... LC-8
Gambar C.3 Mixer ... LC-10
Gambar C.4 Pengaduk Dalam Mixer ... LC-12
Gambar D.1 Sketsa Sebagian Bar Screen (dilihat dari atas) ... LD-1
Gambar D.2 Grafik Entalpi dan Temperatur Cairan pada Cooling Tower ... LD-61
Gambar D.3 Kurva Hy terhadap 1/(Hy*– Hy) ... LD-62 Gambar E.1 Hasil Regresi Koefisien Korelasi Harga Indeks Marshall dan
Swift ... LE-5
Gambar E.2 Harga Peralatan untuk Tangki Penyimpanan (Storage) dan
DAFTAR TABEL
Tabel 1.1 Data Impor Potassium Ammonium Polyphosphate per
Tahun 2007-2011 ... I-1
Tabel 1.2 Data Impor Potassium Phosphate per Tahun 2007-2011 ... I-2
Tabel 1.3 Data Impor Ammonium Phosphate per Tahun 2007-2011... I-2
Tabel 3.1 Neraca Massa Tangki Pencampur (M-101) ... III-1
Tabel 3.2 Neraca Massa Tangki Pencampur (M-102) ... III-1
Tabel 3.3 Neraca Massa Reaktor (R-101) ... III-1
Tabel 3.4 Neraca Massa Evaporator (FE-101) ... III-2
Tabel 3.5 Neraca Massa Spray Dryer (D-101) ... III-2
Tabel 4.1 Neraca Panas E-101 ... IV-1
Tabel 4.2 Neraca Panas E-102 ... IV-1
Tabel 4.3 Neraca Panas R-101 ... IV-1
Tabel 4.4 Neraca Panas FE-101 ... IV-2
Tabel 4.5 Neraca Panas E-103 ... IV-2
Tabel 4.6 Neraca Panas D-101 ... IV-2
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan
Potassium Ammonium Polyphosphate ... VI-4
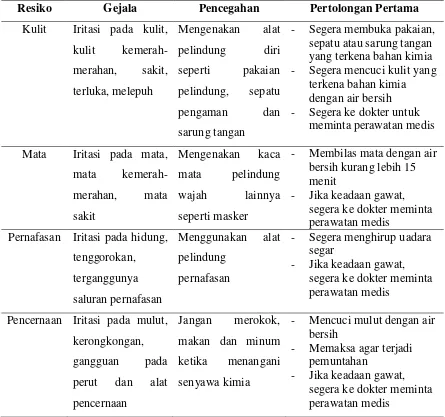
Tabel 6.2 Pencegahan dan Pertolongan Pertama jika Terkena Bahan
Kimia ... VI-15
Tabel 7.1 Kebutuhan Uap sebagai Media Pemanas ... VII-1
Tabel 7.2 Kebutuhan Air Pendingin ... VII-2
Tabel 7.3 Pemakaian Air Untuk Berbagai Kebutuhan ... VII-4
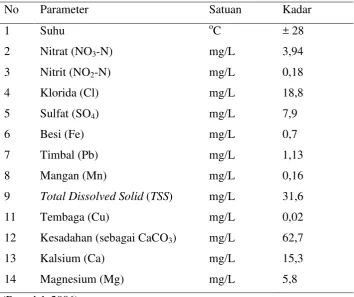
Tabel 7.4 Kualitas Air Sungai Deli, Daerah Kawasan Industri Medan ... VII-5
Tabel 7.5 Syarat Air Umpan Ketel Uap ... VII-9
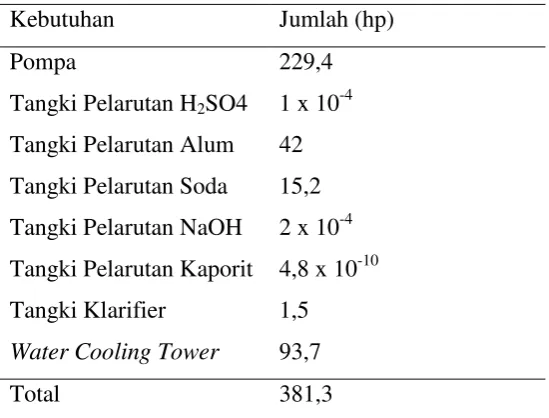
Tabel 7.6 Kebutuhan Listrik pada Unit Proses ... VII-13
Tabel 7.7 Kebutuhan Listrik pada Unit Utilitas ... VII-13
Tabel 7.8 Perincian Kebutuhan Listrik ... VII-14
Tabel 8.1 Luas Areal Parkir ... VIII-4
Tabel 8.2 Luas Jalan ... VIII-5
Tabel 8.4 Perincian Luas Areal Pabrik ... VIII-6
Tabel 9.1 Perbedaan Perseroan Terbatas, Perseroan Komanditer
dan Firma ... IX-2
Tabel 9.2. Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya ... IX-13
Tabel 9.3 Pembagian Kerja Shift Tiap Regu ... IX-15
Tabel 9.4 Proporsi Gaji Karyawan ... IX-16
Tabel A.1 Berat Molekul Senyawa-Senyawa Kimia ... LA-1
Tabel A.2 Neraca Massa Tangki Pencampur (M-101) ... LA-2
Tabel A.3 Neraca Massa Tangki Pencampur (M-102) ... LA-3
Tabel A.4 Neraca Massa Reaktor (R-101) ... LA-4
Tabel A.5 Neraca Massa Evaporator (FE-101) ... LA-5
Tabel A.6 Neraca Massa Spray Dryer (D-101) ... LA-6
Tabel B.1 Nilai Konstanta a,b,c,d dan e untuk Perhitungan Cp Gas ... LB-1
Tabel B.2 Nilai Konstanta a,b,c,d dan e untuk perhitungan Cp cairan ... LB-1
Tabel B.3 Kontribusi Unsur dan Gugus untuk Estimasi Cp ... LB-1
Tabel B.4 Data Panas Laten Air ... LB-2
Tabel B.5 Data Panas Pembentukan Standar ... LB-2
Tabel B.6 Neraca Panas Keluar E-101 ... LB-3
Tabel B.7 Neraca Panas Keluar E-102 ... LB-5
Tabel B.8 Neraca Panas Masuk R-101 ... LB-6
Tabel B.9 Neraca Panas Keluar R-101 ... LB-7
Tabel B.10 Neraca Panas Masuk FE-101 ... LB-8
Tabel B.11 Neraca Panas Keluar FE-101 ... LB-9
Tabel B.12 Neraca Panas Masuk E-103 ... LB-10
Tabel B.13 Neraca Panas Keluar E-103 ... LB-11
Tabel B.14 Entalpi Spray Dryer (kJ/kg) ... LB-12
Tabel B.15 Neraca Panas Masuk D-101 ... LB-14
Tabel B.16 Neraca Panas Keluar D-101 ... LB-14
Tabel C.1 Komposisi Bahan pada Tangki Pencampur(M-101) ... LC-6
Tabel C.2 Komposisi Bahan pada Tangki Pencampur(M-102) ... LC-10
Tabel C.3 Komposisi Bahan pada Reaktor(R-101) ... LC-28
Tabel C.5 Densitas Komponen Masuk Ke Spray Dryer ... LC-45
Tabel D.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara ... LD-61
Tabel E.1 Estimasi Perincian Harga Bangunan ... LE-2
Tabel E.2 Estimasi Harga Peralatan Proses non-Impor ... LE-3
Tabel E.3 Harga Indeks Marshall dan Swift... LE-4
Tabel E.4 Estimasi Harga Peralatan Proses Impor ... LE-7
Tabel E.5 Estimasi Harga Peralatan Utilitas dan Pengolahan Limbah... LE-8
Tabel E.6 Estimasi Harga Peralatan Unit Pembangkit Udara Panas ... LE-9
Tabel E.7 Biaya Sarana Transportasi ... LE-11
Tabel E.8 Perincian Gaji Karyawan ... LE-14
Tabel E.9 Perincian Biaya Kas ... LE-15
Tabel E.10 Perincian Modal Kerja ... LE-16
Tabel E.11 Aturan Depresiasi sesuai UU Republik Indonesia No. 17
Tahun 2000 ... LE-17
Tabel E.12 Perhitungan Biaya Depresiasi ... LE-18
INTI SARI
Pabrik Pembuatan Potassium Ammonium Polyphosphate ini direncanakan
akan berproduksi dengan kapasitas 300.000 ton/tahun (37878,7879 kg/jam) dan
beropersi selama 330 hari dalam setahun. Pabrik ini diharapkan dapat mengurangi
ketergantungan Indonesia terhadap Potassium Ammonium Polyphosphate.
Lokasi pabrik yang direncanakan adalah Kawasan Industri Medan di Medan
dengan luas tanah yang dibutuhkan sebesar 14.500 m2.
Tenaga kerja yang dibutuhkan untuk mengoperasikan pabrik sebanyak 101
orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan
bentuk organisasinya adalah organisasi garis dan staff.
Hasil analisa terhadap aspek ekonomi pabrik pembuatan potassium
ammonium polyphosphate adalah:
Modal Investasi = Rp.
552.886.449.164,-Biaya Produksi Per Tahun = Rp. 1.194.025.295.196,-
Hasil Jual Produk Per Tahun = Rp. 1.500.000.000.000,-
Laba Bersih Per Tahun = Rp
213.128.881.896,-Profit Margin (PM) = 20,3 %
Break Even Point (BEP) = 34,12 %
Return Of Investment (ROI) = 38,55 %
Pay Out Time (POT) = 2,6 tahun
Return Of Network (RON) = 64,25 %
Internal Rate Of Return (IRR) = 49,53 %
Dari hasil analisa aspek ekonomi, maka dapat disimpulkan bahwa pabrik
BAB I
PENDAHULUAN
1.1 Latar Belakang
Sektor pertanian merupakan sektor yang memegang peranan penting dalam
perekonomian negara Indonesia. Dengan berkembangnya sektor pertanian,
kebutuhan pupuk juga semakin meningkat. Peningkatan kebutuhan ini sering tidak
diikuti oleh ketersediaan pupuk atau terjadi kelangkaan pupuk di pasar. Di samping
terjadinya kelangkaan pupuk, harganya dirasakan terlalu mahal terutama pupuk yang
diimpor seperti KCl sehingga menimbulkan kesulitan bagi petani. Faktor lain yang
menjadi penyebab mahalnya pupuk adalah bahan baku yang harus diimpor seperti
fosfat alam sebagai bahan baku untuk pupuk fosfor. Pengembangan pabrik pupuk di
Indonesia merupakan salah satu solusi yang tepat untuk mengatasi masalah
kelangkaan pupuk yang menyebabkan kelangkaan pangan di Indonesia.
Potassium ammonium polyphosphate atau biasa disebut pupuk NPK
merupakan senyawa berantai panjang dengan rumus molekul [KNH4(PO3)2]8 dengan
sifat fisik yang baik, mengandung lebih dari 90 % nutrisi tanaman (N+P2O5+K2O).
Kebutuhan potassium ammonium polyphosphate di Indonesia sampai saat ini
dipenuhi dengan impor dari negara lain seperti Cina, Thailand, Taiwan, Jerman dan
Amerika Serikat. Tabel 1.1 menunjukkan besarnya impor potassium ammonium
polyphosphate di dalam beberapa tahun belakangan ini.
Tabel 1.1 Data Impor Potassium Ammonium Polyphosphate per Tahun 2007-2011
Waktu Kapasitas (kg)
2007
2008
2009
2010
2011
356.528.849
431.863.074
107.050.465
212.972.444
272.337.327
(Badan Pusat Statistik, 2012)
Dari tabel 1.1 dapat dilihat bahwa kebutuhan potassium ammonium
polyphosphate di Indonesia mengalami peningkatan dan diperkirakan pada tahun
300.000 ton. Oleh karena itu, pendirian pabrik ini sangat diperlukan untuk dapat
memenuhi sebagian besar kebutuhan pupuk dalam negeri dan diharapkan juga dapat
membuka lapangan kerja baru sehingga pabrik ini direncanakan berkapasitas
300.000 ton/tahun.
Adapun data impor bahan baku dapat dilihat pada tabel 1.2 dan 1.3.
Tabel 1.2 Data Impor Potassium Phosphate per Tahun 2007-2011
Waktu Kapasitas (kg)
2007
2008
2009
2010
2011
33.352.647
68.933.620
7.440.270
76.080468
115.993.096
(Badan Pusat Statistik, 2012)
Tabel 1.3 Data Impor Ammonium Phosphate per Tahun 2007-2011
Waktu Kapasitas (kg)
2007
2008
2009
2010
2011
25.386.025
57.172.224
13.377.951
23.610.857
9.413.942
(Badan Pusat Statistik, 2012)
1.2 Perumusan Masalah
Sehubungan dengan semakin diperlukannya pupuk sebagai tonggak penting
dalam meningkatkan sektor pertanian, maka prospek untuk membuat suatu
perancangan pabrik pembuatan potassium ammonium polyphosphate dari ammonium
phosphate dan potassium phosphate sangat memungkinkan.
1.3 Tujuan Perancangan
Secara umum, tujuan pra rancangan pabrik pembuatan potassium ammonium
rancang, proses dan operasi teknik kimia sehingga memberikan gambaran kelayakan
pra rancangan pabrik ini.
Secara khusus, tujuan pra rancangan pabrik pembuatan potassium ammonium
polyphosphate adalah untuk mengatasi kebutuhan pasar akan potassium ammonium
polyphosphate yang terus meningkat di Indonesia.
1.4 Manfaat Perancangan
Pra rancangan pabrik pembuatan potassium ammonium polyphosphate secara
khusus dimanfaatkan untuk meningkatkan produktivitas kerja petani melalui
penggunaan pupuk yang efektif dan secara umum supaya kebutuhan dalam negeri
dapat terpenuhi di masa yang akan datang. Manfaat lain yang ingin dicapai adalah
terbukanya lapangan kerja yang pada akhirnya dapat meningkatkan aspek
perekonomian negara Indonesia.
BAB II
TINJAUAN PUSTAKA
2.1 Pupuk
Pupuk adalah bahan yang ditambahkan ke dalam tanah untuk memasok satu
atau lebih elemen yang diperlukan untuk pertumbuhan tanaman dan produktivitas.
Ada tiga unsur utama dalam pupuk, yaitu unsur nitrogen, kalium dan fosfor. Selain
itu elemen sekunder dalam pupuk adalah kalsium, belerang, magnesium, dan
unsur-unsur lain adalah boron, mangan, besi,seng, tembaga dan molibdenum.
Mineral-mineral dalam pupuk yang diperlukan oleh tanaman yaitu:
- Nitrogen (N) :
• Pembentukan atau pertumbuhan daun, batang dan akar
• Mempengaruhi warna daun menjadi hijau gelap
• Membentuk protein, lemak dan berbagai persenyawaan organik
• Meningkatkan mutu tanaman penghasil daun-daunan
• Meningkatkan perkembangbiakan mikroorganisme di dalam tanah - Phospor (P) :
• Merangsang pertumbuhan akar dan tanaman muda
• Mempercepat pembungaan dan pemasakan buah, biji, atau gabah
• Penyusun lemak dan protein
• Membantu asimilasi dan pernafasan - Kalium (K) :
• Membantu pembentukan protein dan karbohidrat
• Mengeraskan jerami dan bagian kayu dari tanaman
• Meningkatkan resistensi terhadap penyakit dan kualitas buah-buahan - Kalsium (Ca) :
• Membantu pertumbuhan meristem
• Menjamin pertumbuhan dan berfungsinya ujung-ujung akar yang wajar
• Mempengaruhi pertumbuhan ujung dan bulu-bulu akar
• Merangsang pembentukan bulu-bulu akar
• Menetralisir asam-asam organik yang dihasilkan pada saat metabolisme
• Kalsium yang terdapat dalam batang dan daun dapat menetralisirkan senyawa
atau suasana keasaman tanah
- Magnesium (Mg) :
• Menyusun klorofil
• Merupakan salah satu bagian enzim yang disebut organic pyrophosphate dan
carboxy peptisida
• Berperan dalam pembentukan buah - Belerang (S) :
• Berperan dalam pembentukan bintil-bintil akar
• Merupakan unsur yang penting dalam beberapa jenis protein dalam bentuk
cystein, methionin serta thiamine
• Membantu pertumbuhan anakan produktif
• Merupakan bagian penting pada tanaman-tanaman penghasil minyak, sayuran seperti cabai, kubis dan lain-lain
• Membantu pembentukan butir hijau daun - Besi (Fe) :
• Zat besi penting bagi pembentukan hijau daun (klorofil)
• Berperan penting dalam pembentukan karbohidrat, lemak dan protein
• Zat besi terdapat dalam enzim catalase, peroksidase, prinodic hidroginase dan
cytohrom oxidase
- Mangan (Mn)
• Diperlukan oleh tanaman untuk pembentukan protein dan vitamin terutama vitamin C
• Berperan penting dalam mempertahankan kondisi hijau daun pada daun yang tua
• Berperan sebagai enzim feroksidase dan sebagai aktivator bermacam-macam enzim
• Berperan sebagai komponen penting untuk lancarnya proses asimilasi
- Tembaga (Cu) :
• Diperlukan dalam pembentukan enzim seperti: ascorbic acid oxydase, lacosa, butirid coenzim A. dehidrosenam
- Seng (Zn) :
• Dalam jumlah yang sangat sedikit dapat berperan dalam mendorong perkembangan pertumbuhan
• Berfungsi dalam pembentukan hormon tumbuh (auxin) dan penting bagi keseimbangan fisiologis
• Berperan dalam pertumbuhan vegetatif dan pertumbuhan biji/ buah - Molibdenum (Mo) :
• Berperan dalam mengikat (fiksasi) N oleh mikroba pada leguminosa • Sebagai katalisator dalam mereduksi N
• Berguna bagi tanaman jeruk dan sayuran - Boron (Bo) :
• Bertugas sebagai transportasi karbohidrat dalam tubuh tanaman • Meningkatkan mutu tanaman sayuran dan buah-buahan
• Berperan dalam pembentukan/ pembiakan sel terutama dalam titik tumbuh pucuk, juga dalam pembentukan tepung sari, bunga dan akar
• Boron berhubungan erat dengan metabolisme Kalium (K) dan Kalsium (Ca) • Unsur hara boron dapat memperbanyak cabang-cabang nodul untuk memberikan
banyak bakteri dan mencegah bakteri parasit
- Khlor (Cl) :
• Memperbaiki dan meninggikan hasil kering dari tanaman seperti: tembakau, kapas, kentang dan tanaman sayuran
• Banyak ditemukan dalam air sel semua bagian tanaman
• Banyak terdapat pada tanaman yang mengandung serat seperti kapas, sisal (Sarief, 2010)
Pupuk terdapat dalam berbagai klasifikasi (penggolongan), yaitu:
a. Berdasarkan terjadinya, pupuk dibagi atas:
• Pupuk Buatan
- Pupuk Tunggal
- Pupuk Majemuk
• Pupuk Alam
b. Berdasarkan zat-zat makanan yang dikandungnya, pupuk dibagi atas:
• Pupuk-pupuk yang mengandung zat P
• Pupuk-pupuk yang mengandung zat K
• Pupuk-pupuk yang mengandung zat kapur dan magnesium
• Pupuk gabungan
c. Berdasarkan susunan kimiawi dan perubahan-perubahannya di dalam tanah, pupuk
dibagi atas :
• Pupuk Anorganis
• Pupuk Organis (Sarief, 2010)
2.2 Ammonium Phosphate (NH4H2PO4)
Ammonium phosphate merupakan senyawa berbentuk kristal padat berwarna
putih dan dapat larut dalam air dengan mudah, pH larutan 1 % adalah 4,5, memiliki
formulasi sebagai berikut:
Gambar 2.1 Formulasi Ammonium Phosphate
(Sciencelab, 2012a)
Ammonium phosphate adalah garam dari amonia dan asam fosfat, terdiri dari
kation amonium dan anion fosfat. Ammonium phosphate dapat digunakan sebagai
agen pencegah api untuk kain, kayu dan kertas, serta pelapis pencegah api, dan
bubuk kering untuk pemadam kebakaran. Untuk makanan, ammonium phosphate
terutama digunakan sebagai agen fermentasi, penambah nutrisi, dan sebagainya.
Ammonium phosphate juga dapat digunakan sebagai bahan pembuatan pupuk
majemuk N P non-klorida di bidang pertanian. Ammonium phosphate mengandung
73 % unsur pupuk (N + P2O5) dan dapat digunakan sebagai bahan baku dasar untuk
pupuk majemuk N, P dan K (Advanceinorganics, 2012).
2.3 Potassium Phosphate (KH2PO4)
Potassium phosphate adalah garam larut yang digunakan sebagai pupuk,
aditif makanan, sumber fosfor, agen buffering, kalium dan fungisida. Ketika
dapat meminimalkan keluarnya amonia dengan menjaga pH pada tingkat yang relatif
rendah.
Potassium phosphate berisi 52 % P2O5 dan K2O 34 %. Senyawa ini sering
digunakan sebagai sumber nutrisi dan sebagai aditif dalam rokok. Potassium
phosphate memiliki formulasi sebagai berikut:
Gambar 2.2 Formulasi Potassium Phosphate
(Sciencelab, 2012b)
2.4 Potassium Ammonium Polyphosphate ([KNH4(PO3)2]8)
Potassium ammonium polyphosphate merupakan senyawa berantai panjang
dengan rumus molekul [KNH4(PO3)2]8 dengan sifat fisik yang baik, mengandung
lebih dari 90 % nutrisi tanaman (N+P2O5+K2O). Karena kelarutannya di dalam air
yang rendah, senyawa ini melepaskan nutrisi ke tanaman dengan laju rendah
(Sheridan et al, 1981).
2.5 Proses Pembuatan Potassium Ammonium Polyphosphate
Ada beberapa proses pembuatan potassium ammonium polyphosphate antara
lain :
1. Pembuatan potassium ammonium polyphosphate dari potassium phosphate
dan ammonium phosphate
2. Pembuatan potassium ammonium polyphosphate dari potassium phosphate
dan diammonium phosphate
3. Pembuatan potassium ammonium polyphosphate dari potassium chlorida dan
ammonium phosphate
4. Pembuatan potassium ammonium polyphosphate dari potassium carbonate
dan ammonium phosphate
5. Pembuatan potassium ammonium polyphosphate dari potassium
1. Pembuatan Potassium Ammonium Polyphosphate dari Potassium Phosphate dan Ammonium Phosphate
Potassium ammonium polyphosphate dapat dihasilkan dari reaksi antara
potassium phosphate dan ammonium phosphate. Potassium phosphate direaksikan
dengan ammonium phosphate pada suhu 210 oC dan tekanan atmosfir selama 2 jam. nKH2PO4 + nNH4H2PO4 [KNH4(PO3)2]n + 2nH2O
Produk mengandung 6,3 % nitrogen, 63 % P2O5 dan 21,8 % K2O.
2. Pembuatan Potassium Ammonium Polyphosphate dari Potassium Phosphate dan Diammonium Phosphate
Potassium ammonium polyphosphate dapat dihasilkan dari reaksi antara
potassium phosphate dan diammonium phosphate.
nKH2 PO4 + n(NH4)2HPO4 [KNH4(PO3)2]n + 2nH2O + nNH3
3. Pembuatan Potassium Ammonium Polyphosphate dari Potassium Chlorida dan Ammonium Phosphate
Potassium ammonium polyphosphate dapat dihasilkan dari reaksi antara
potassium chloride dan ammonium phosphate. Potassium chloride direaksikan
dengan ammonium phosphate pada suhu 295 oC dan tekanan atmosfir selama 16 jam. nKCl + 2nNH4H2PO4 [KNH4(PO3)2]n + nNH4Cl + 2nH2O
4. Pembuatan Potassium Ammonium Polyphosphate dari Potassium Carbonate dan Ammonium Phosphate
Potassium ammonium polyphosphate dapat dihasilkan dari reaksi antara
potassium carbonate dan ammonium phosphate. Potassium carbonate direaksikan
dengan ammonium phosphate pada suhu 290 oC dan tekanan atmosfir selama 15 jam.
2 n
K2CO3 + nNH4H2PO4 [KNH4(PO3)2 ]n +
2 n
CO2 + nH2O
5. Pembuatan Potassium Ammonium Polyphosphate dari Potassium Metaphosphate dan Ammonium Phosphate
Potassium ammonium polyphosphate dapat dihasilkan dari reaksi antara
potassium metaphosphate dan ammonium phosphate. Potassium metaphosphate
(KPO3)n + nNH4H2PO4 [KNH4(PO3)2]n + nH2O
(Sheridan et al, 1975)
Dari kelima reaksi di atas, dipilih proses yang pertama dikarenakan atas
pertimbangan tidak adanya produk samping, kondisi operasi, harga dan ketersediaan
bahan baku.
2.6 Sifat-Sifat Bahan Baku dan Produk
2.6.1 Sifat-Sifat Bahan Baku
A. AmmoniumPhosphate (NH4H2PO4)
1. Berat molekul : 115,05 g/mol
2. Berbentuk tetragonal tidak bewarna
3. Indeks refraksi : 1,5246
4. Densitas : 1,803 g/cm3 5. Titik didih : 158 oC (Perry, 2008)
B. Potassium Phosphate (KH2PO4)
1. Berat molekul : 136,07 g/mol
2. Berbentuk padatan tidak bewarna
3. Indeks refraksi : 1,5095
4. Densitas : 2,338 g/cm3 5. Titik leleh : 256 oC 6. Titik didih : 400 oC (Perry, 2008)
C. Air (H2O)
1. Titik beku : 0 oC
2. Densitas es 0 oC : 0,92 g/cm3 3. Densitas air 25oC : 0,99708 g/cm3 4. Titik didih (1 atm) : 100 oC 5. Temperatur kritis : 347 oC 6. Tekanan kritis : 217 atm
2.6.2 Sifat-Sifat Produk
A. Potassium Ammonium Polyphosphate ([KNH4(PO3)2]8)
1. Berat molekul : 10754,235 g/mol
2. Titik didih : 1500 oC 3. Kelarutan dalam air (25 oC) : < 0,4 g/110 g 4. Densitas (25 oC) : 1,9 g/cm3
5. pH : 10,5 – 10,8
6. Titik leleh : 1090 oC (Chemisphere, 2010)
2.7 Deskripsi Proses
Potassium Ammonium Polyphosphate diperoleh dari reaksi antara ammonium
phosphate dengan potassium phosphate.
Dengan reaksi: 8 KH2PO4 + 8 NH4H2PO4 [KNH4(PO3)2]8 + 16 H2O
Ammonium phosphate yang berasal dari gudang penyimpanan (G-101)
dicampurkan dengan air dan dilarutkan pada tangki pencampur (M-101). Potassium
phosphate yang berasal dari gudang penyimpanan (G-102) juga dicampurkan dengan
air dan dilarutkan pada tangki pencampur (M-102). Kemudian larutan ammonium
phosphate dipanaskan menggunakan heater (E-101) sehingga suhunya menjadi 80
o
C. Larutan potassium phosphate juga dipanaskan menggunakan heater (E-102)
sehingga suhunya menjadi 80 oC. Selanjutnya larutan ammonium phosphate dan
potassium phosphate direaksikan di dalam reaktor (R-101) pada suhu 210 oC selama 2 jam (Sheridan et al, 1975) untuk membentuk potassium ammonium polyphosphate.
Ammonium phosphate dibuat berlebih agar konversi reaksi 100 %. Keluaran reaktor
berupa potassium phosphate, potassium ammonium polyphosphate dan air.
Selanjutnya hasil reaksi dialirkan ke dalam evaporator (FE-101) untuk menguapkan
air pada suhu 100 oC dimana efisiensi evaporator 90 % sehingga masih ada kandungan air di dalam potassium ammonium polyphosphate. Air yang diuapkan
akan dibuang sedangkan larutan pekat potassium ammonium polyphosphate (produk)
dipompakan ke dalam spray dryer (D-101) untuk menguapkan sisa air yang
terkandung di dalam produk. Kemudian produk yang dihasilkan berupa bubuk
untuk dikemas. Pengemasan produk dilakukan menggunakan karung berukuran 30
kg dan disimpan di dalam gudang penyimpanan produk (G-103).
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada proses pembuatan Potassium
Ammonium Polyphosphate dengan kapasitas produksi 300.000 ton/tahun atau setara
dengan 37878,7879 kg/jam sebagai berikut :
Basis perhitungan : 1 jam operasi
Waktu operasi : 330 hari/tahun
Satuan operasi : kg/jam
3.1 Tangki Pencampur (M-101)
Tabel 3.1 Neraca Massa Tangki Pencampur (M-101)
Komponen
Alur
Masuk (kg/jam ) Keluar (kg/jam)
1 3 5
NH4H2PO4 22283,0755 - 22283,0755
H2O - 111415,3777 111415,3777
Total 133698,4533 133698,4533
3.2 Tangki Pencampur (M-102)
Tabel 3.2 Neraca Massa Tangki Pencampur (M-102)
Komponen
Alur
Masuk (kg/jam ) Keluar (kg/jam)
2 4 6
KH2PO4 23966,8406 - 23966,8406
H2O - 108940,1846 108940,1846
Total 132907,0252 132907,0252
3.3 Reaktor (R-101)
Tabel 3.3 Neraca Massa Reaktor (R-101)
Komponen
Alur
Masuk (kg/jam ) Keluar (kg/jam)
9 10 11
NH4H2PO4 22283,0755 - 2025,7341
[KNH4(PO3)2]8 - - 37878,7879
H2O 132907,0252 132907,0252 226700,9521
Total 266605,4741 266605,4741
3.4 Evaporator (FE-101)
Tabel 3.4 Neraca Massa Evaporator (FE-101)
Komponen
Alur
Masuk (kg/jam) Keluar (kg/jam)
11 12 13
NH4H2PO4 2025,7341 2025,7341 -
[KNH4(PO3)2]8 37878,7879 37878,7879 -
H2O 226700,9521 22670,0952 204030,8569
Total 266605,4741 266605,4741
[image:30.595.108.534.79.537.2]3.5 Spray Dryer (D-101)
Tabel 3.5 Neraca Massa Spray Dryer (D-101)
Komponen
Alur
Masuk (kg/jam) Keluar (kg/jam)
12 15 16
NH4H2PO4 2025,7341 2025,7341 -
[KNH4(PO3)2]8 37878,7879 37878,7879 -
H2O 22670,0952 453,4019 22216,6933
BAB IV
NERACA PANAS
Basis perhitungan : 1 jam
Satuan operasi : kilo Joule/jam (kJ/jam)
Temperatur basis : 25 oC (298,15 K)
4.1 Heater I (E-101)
Tabel 4.1 Neraca Panas E-101
Komponen Alur masuk (kJ/jam) Alur keluar (kJ/jam)
Umpan 0 -
Produk - 28594363,6784
Saturated steam 28594363,6784 -
Total 28594363,6784 28594363,6784
4.2 Heater II (E-102)
Tabel 4.2 Neraca Panas E-102
Komponen Alur masuk (kJ/jam) Alur keluar (kJ/jam)
Umpan 0 -
Produk - 27657759,9476
Saturated steam 27657759,9476 -
Total 27657759,9476 27657759,9476
4.3 Reaktor (R-101)
Tabel 4.3 Neraca Panas R-101
Komponen Alur masuk (kJ/jam) Alur keluar (kJ/jam)
Umpan 56252123,6260 -
Produk - 201392558,7853
∆Hr - 392752258,7406
Saturated steam 537892693,8999 -
4.4 Evaporator (FE-101)
Tabel 4.7 Neraca Panas FE-101
Komponen Alur masuk (kJ/jam) Alur keluar (kJ/jam)
Umpan 201392558,7853 -
Produk - 775174511,3001
Saturated steam 573781952,5148 -
Total 775174511,3001 775174511,3001
4.5 Sub Cooler Condenser (E-103)
Tabel 4.5 Neraca Panas E-103
Komponen Alur masuk (kJ/jam) Alur keluar (kJ/jam)
Umpan 746855508,5015 -
Produk - 79620612,9192
Air Pendingin -667234895,5823 -
BAB V
SPESIFIKASI PERALATAN
5.1 Gudang Penyimpanan Ammonium Phosphate(G-101)Fungsi : Menyimpan padatan ammonium phosphate
Bentuk bangunan : Dinding : beton
Lantai : aspal
Atap : seng
Temperatur : 25 °C
Tekanan : 1 atm
Laju alir massa : 22283,0755 kg/jam
Volume bangunan : 12458 m3 Panjang bangunan : 29,3 m
Lebar bangunan : 29,3 m
Tinggi bangunan : 14,7 m
5. 2 Belt Conveyor (C-101)
Fungsi : Mengangkut reaktan NH4H2PO4 menuju tangki pencampur
(M-101)
Jenis : Continuous belt conveyor
Bahan konstruksi : Carbon steel
Jumlah : 1 unit
Laju Alir (W) : 22283,0755 kg/jam
Lebar belt : 14 in
Daya : ¼ hp
5.3 Gudang Penyimpanan Potassium Phosphate(G-102)
Fungsi : Menyimpan padatan potassium phosphate
Bentuk bangunan : Dinding : beton
Lantai : aspal
Atap : seng
Temperatur : 25 °C
Laju alir massa : 23966,8406 kg/jam
Volume bangunan : 10334 m3 Panjang bangunan : 27,5 m
Lebar bangunan : 27,5 m
Tinggi bangunan : 14 m
5. 4 Belt Conveyor (C-102)
Fungsi : Mengangkut reaktan KH2PO4 menuju tangki pencampur
(M- 102)
Jenis : Continuous belt conveyor
Bahan konstruksi : Carbon steel
Jumlah : 1 unit
Laju Alir (W) : 23966,8406 kg/jam
Lebar belt : 14 in
Daya : ¼ hp
5.5 Tangki Pencampur(M-101)
Fungsi : Mencampur reaktan ammonium phosphate (NH4H2PO4) dan
air (H2O)
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal
Jumlah : 1 unit
Bahan : carbon steel SA-113 grade C
Volume tangki : 37,3 m3 Diameter tangki : 3,8 m
Tekanan desain : 141 kPa
Tebal dinding tangki : ¼ in
Jenis pengaduk : Flat six blade turbin impeller
Daya motor pengaduk : 40 hp
5.6 Tangki Pencampur(M-102)
Fungsi : Mencampur reaktan potassium phosphate (KH2PO4) dan
air (H2O)
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal
Bahan : carbon steel SA-113 grade C
Volume tangki : 36 m3 Diameter tangki : 3,7 m
Tekanan desain : 142 kPa
Tebal dinding tangki : ¼ in
Jenis pengaduk : Flat six blade turbin impeller
Daya motor pengaduk : 40 hp
5.7 Tangki Penampung Sementara(T-101)
Fungsi : menampung larutan Ammonium Phosphate
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal
Jumlah : 1 unit
Bahan : carbon steel SA-113 grade C
Volume tangki : 149 m3 Diameter tangki : 5,9 m
Tekanan desain : 134,5 kPa
Tebal dinding tangki : ½ in
5.8 Tangki Penampung Sementara(T-102)
Fungsi : menampung larutan Potassium Phosphate
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal
Jumlah : 1 unit
Bahan : carbon steel SA-113 grade C
Volume tangki : 145 m3 Diameter tangki : 5,9 m
Tekanan desain : 198 kPa
Tebal dinding tangki : ½ in
5.7 Pompa Ammonium Phosphate (P-101)
Fungsi : Memompa larutan ammonium phosphate dari tangki
pencampur ke Reaktor (R-101)
Jenis : Centrifugal pump
Jumlah : 2 unit
Spesifikasi,
Debit pompa : 1,22 ft3/s Diameter dalam : 0,3 ft
Schedule Number : 40
Kecepatan alir : 17,72 ft/s
Total friksi : 57,4 lbf.ft/lbm
Kerja poros : 80,69 lbf.ft/lbm
Daya pompa : 15 hp
5.8 Pompa Potassium Phosphate (P-102)
Fungsi : Memompa larutan potassium phosphate dari tangki
pencampur ke Reaktor (R-101)
Jenis : Centrifugal pump
Jumlah : 2 unit
Bahan konstruksi : Commercial steel
Spesifikasi,
Debit pompa : 1,18 ft3/s Diameter dalam : 0,3 ft
Schedule Number : 40
Kecepatan alir : 17,1 ft/s
Total friksi : 53,3 lbf.ft/lbm
Kerja poros : 75,5 lbf.ft/lbm
Daya pompa : 15 hp
5.9 HeaterI (E-101)
Fungsi : Menaikkan temperatur ammonium phosphate sebelum
masuk ke Reaktor (R-101)
Jenis : Double pipe heat exchanger
Dipakai : Pipa 4 3 in IPS, 20 ft
Luas Permukaan : 54 ft2
5.10 HeaterII (E-102)
Fungsi : Menaikkan temperatur potassium phosphate sebelum
masuk ke Reaktor (R-101)
Jenis : Double pipe heat exchanger
Dipakai : Pipa 4 3 in IPS, 20 ft
Luas Permukaan : 53 ft2
Jumlah : 1 unit
5.11 Reaktor (R-101)
Fungsi : Tempat berlangsungnya reaksi antara NH4H2PO4 dan
KH2PO4 membentuk[KNH4(PO3)2]8
Tipe : Tangki berpengaduk flat six blade open turbine
dengan tutup dan alas ellipsoidal
Bahan Konstruksi : Carbon steel, SA-129, Grade B
Jumlah : 2 unit
Temperatur : 210 oC
Tekanan : 1 atm
Waktu tinggal (τ) : 2 jam Volume tangki : 581 m3 Diameter tangki : 4,2 m
Tinggi reaktor : 6,2 m
Tekanan desain : 27,2 lb/in2 Tebal silinder : ½ in
Tebal head : ½ in
Koil Pemanas
OD : 0,405 in
ID : 0,269 in
Schedule : 40
Diameter pengaduk : 1,4 m
Daya pengaduk : 25 hp
5.12 Pompa Potassium Ammonium Polyphosphate (P-103)
reaktor ke evaporator (FE-101)
Jenis : Centrifugal pump
Jumlah : 2 unit
Bahan konstruksi : Commercial steel
Spesifikasi,
Debit pompa : 2,4 ft3/s Diameter dalam : 0,3 ft
Schedule Number : 40
Kecepatan alir : 34,8 ft/s
Total friksi : 113,1 lbf.ft/lbm
Kerja poros : 120,1 lbf.ft/lbm
Daya pompa : 25 hp
5.13 Evaporator (FE-101)
Fungsi : Meningkatkan konsentrasi potassium ammonium
polyphosphate
Tipe : Tangki dengan tutup dan alas elipsoidal yang dilengkapi
dengan koil pemanas
Bahan konstruksi : Carbon steel, SA-283, Grade C
Jumlah : 3 unit
Volume : 45,5 m3
Ukuran : Diameter : 3,1 m
Tinggi : 13,1 m
Tebal : 1 in
Jumlah lilitan koil : 17 lilitan
5.14 Sub Cooler Condensor (E-103)
Fungsi : Mengkondensasikan uap air yang berasal dari evaporator
Jenis : Shell and tube heat exchanger
Dipakai : Pipa 24 22 in IPS, 20 ft
5.15 Pompa Potassium Ammonium Polyphosphate (P-104)
Fungsi : Memompa potassium ammonium polyphosphate dari
evaporator (FE-101) ke spray dryer (D-101).
Jenis : Centrifugal pump
Jumlah : 2 unit
Bahan konstruksi : Commercial steel
Spesifikasi,
Debit pompa : 0,6 ft3/s Diameter dalam : 0,34 ft
Schedule Number : 40
Kecepatan alir : 6,4 ft/s
Total friksi : 286,4 lbf.ft/lbm
Kerja poros : 367 lbf.ft/lbm
Daya pompa : 25 hp
5.16 Spray Dryer (D-101)
Fungsi : Mengeringkan potassium ammonium polyphosphate
hingga air menguap seluruhnya.
Tipe : Spray dryer
Bentuk : Vertical spray dryer
Bahan konstruksi : Carbon steel SA-212, Grade B
Jumlah : 1 unit
Temperatur : 30 °C
Tekanan : 1 atm
Laju alir massa (F) : 62574,6172 kg/jam
Volume tangki : 50,6 m3 Diameter tangki : 3,3 m
Panjang silinder : 5 m
Tebal dinding tangki : ½ in
5. 17 Belt Conveyor (C-103)
Fungsi : Mengangkut produk [KNH4(PO3)2]8 menuju gudang
Jenis : Continuous belt conveyor
Bahan konstruksi : Carbon steel
Jumlah : 1 unit
Laju Alir (W) : 40357,9239 kg/jam
Lebar belt : 18 in
Daya : ¼ hp
5.18 Gudang Penyimpanan Produk [KNH4(PO3)2]8 (G-103)
Fungsi : Menyimpan produk [KNH4(PO3)2]8
Bentuk bangunan : Dinding : beton
Lantai : aspal
Atap : seng
Jumlah : 1 unit
Temperatur : 25 °C
Tekanan : 1 atm
Laju alir massa : 40357,9239 kg/jam
Volume bangunan : 19524 m3 Panjang bangunan : 34 m
Lebar bangunan : 34 m
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol
untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang
diharapkan. Alat-alat instrumentasi tersebut dipasang pada setiap peralatan penting
agar dengan mudah dapat diketahui kejanggalan-kejanggalan yang terjadi pada setiap
bagian. Pada dasarnya tujuan pengendalian adalah untuk mencapai harga error yang
paling minimum (Perry, 2008).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat
instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan
instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang
kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis) (Peters,
2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen
adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas,
pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban dan
variabel lainnya.
Pada dasarnya sistem pengendalian terdiri dari :
1. Sensing Elemen(Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga
2. Elemen Pengukur (Measuring Element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya
perubahan temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan
ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke
elemen pengontrol.
3. Elemen Pengontrol (Controlling Element)
Elemen ini merupakan elemen yang mengadakan harga-harga perubahan dari
variabel yang dirasakan oleh elemen perasa dan diukur oleh elemen pengukur
untuk mengatur sumber tenaga sesuai dengan perubahan yang terjadi. Tenaga
tersebut dapat berupa tenaga mekanis maupun elektrik.
4. Elemen Pengontrol Akhir (Final Control Element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar
dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap
berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan
semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan
dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan
variabel yang dikontrol, maka instrumen akan bekerja sendiri untuk mengembalikan
variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian
secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang
terjadi pada variabel yang dikontrol. Untuk mengubah variabel-variabel ke nilai yang
diinginkan dilakukan usaha secara manual. Instrumen ini bekerja sebagai pencatat
(recorder) atau penunjuk (indicator) (Considine, 1974).
Instrumentasi yang umum digunakan dalam pabrik adalah :
1. Untuk variabel temperatur
Temperature Controller (TC) adalah instrumentasi yang digunakan untuk
mengamati temperatur suatu alat dan bila terjadi perubahan dapat melakukan
pengendalian.
Temperature Indicator Controller (TI) adalah instrumentasi yang digunakan
2. Untuk variabel tinggi permukaan cairan
Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati
ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat
melakukan pengendalian.
Level Indicator Contoller (LI) adalah instrumentasi yang digunakan untuk
mengamati ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat
melakukan pengendalian.
Pressure Indicator Controller (PI) adalah instrumentasi yang digunakan
untuk mengamati tekanan operasi suatu alat.
4. Untuk variabel aliran cairan
Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati
laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan
dapat melakukan pengendalian.
Flow Indicator Controller (FI) adalah instrumentasi yang digunakan untuk
mengamati laju aliran atau cairan suatu alat.
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan Potassium
Ammonium Polyphosphate
No. Nama Alat Jenis Instrumen
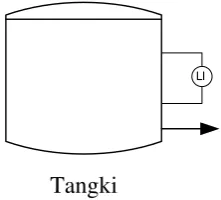
1. Tangki Pencampur Level Indicator (LI)
2. Reaktor Temperature Controller (TC)
Level Controller (LC)
3. Pompa Flow Controller (FC)
4. Heat Exchanger Temperature Controller (TC)
5. Evaporator Temperature Controller (TC)
6. Spray Dryer Temperature Controller (TC)
Pressure Controller (PC)
7 Belt Conveyor Flow Controller (FC)
Adapun instrumentasi yang digunakan pada pabrik pembuatan potassium ammonium
polyphosphate adalah:
1. Instrumentasi Tangki Pencampur
Instrumentasi pada tangki pencampur berupa level indicator (LI) yang berfungsi
untuk menunjukkan tinggi cairan di dalam tangki.
Tangki
LI
Gambar 6.1 Instrumentasi Tangki Pencampur
2. Instrumentasi Pompa
Instrumentasi pada pompa mencakup flow controller (FC) yang berfungsi untuk
mengatur laju alir bahan dalam pipa dengan mengatur bukaan katup aliran bahan.
[image:44.595.245.356.467.567.2]FC
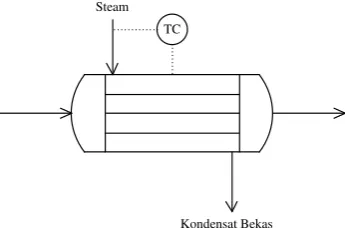
3. Instrumentasi Heater
Instrumentasi pada heater terdiri dari temperature controller (TC). Temperature
controller (TC) berfungsi untuk mengontrol temperatur.
TC Steam
[image:45.595.233.406.149.263.2]Kondensat Bekas
Gambar 6.3 Instrumentasi Heater
4. Instrumentasi Reaktor
Instrumentasi pada reaktor terdiri dari temperature controller (TC) dan level
controller (LC). Temperature controller (TC) berfungsi untuk mengontrol
temperatur dalam reaktor dengan mengatur bukaan katup steam. Level controller
(LC) berfungsi untuk mengontrol tinggi cairan dalam reaktor dengan mengatur
bukaan katup aliran produk keluar reaktor.
R-101 LC
T C
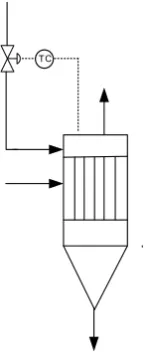
[image:45.595.263.361.441.645.2]5. Instrumentasi Evaporator
Instrumentasi pada evaporator terdiri dari temperature controller (TC).
Temperature controller (TC) berfungsi untuk mengontrol temperatur dalam
evaporator dengan mengatur bukaan katup steam.
TC
Gambar 6.5 Instrumentasi Evaporator
6. Instrumentasi Spray Dryer
Instrumentasi pada spray dryer terdiri dari temperature controller (TC) dan
pressure controller (PC). Temperature controller (TC) berfungsi untuk
mengontrol temperatur dalam spray dryer dengan mengatur bukaan katup udara
panas. Pressure controller (PC) berfungsi untuk mengontrol tekanan dalam spray
dryer.
PC
[image:46.595.275.349.168.347.2]TC
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik.
Oleh karena itu, aspek ini harus diperhatikan secara serius dan terpadu. Untuk
maksud tersebut, perlu diperhatikan cara pengendalian keselamatan kerja dan
keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Semakin tinggi tingkat keselamatan kerja dari suatu pabrik maka makin
meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan
kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban
para perancang untuk merencanakannya. Hal-hal yang perlu dipertimbangkan dalam
perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai
berikut:
Penanganan dan pengangkutan bahan harus seminimal mungkin.
Adanya penerangan yang cukup dan sistem pertukaran udara yang baik.
Jarak antar mesin-mesin dan peralatan lain cukup luas.
Setiap ruang gerak harus aman dan tidak licin.
Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran.
Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya.
Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Keselamatan Kerja Pada Pabrik Pembuatan Potassium Ammonium Polyphosphate
Dalam rancangan pabrik pembuatan Potassium Ammonium Polyphosphate,
usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan
sebagai berikut:
6.3.1 Pencegahan terhadap Kebakaran dan Peledakan
Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang
pada tempat yang strategis dan penting seperti laboratorium dan ruang proses.
Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole
yang cukup untuk pemeriksaan.
Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
karyawan.
Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam
keadaan siaga.
Bahan-bahan yang mudah terbakar dan meledak harus disimpan dalam
tempat yang aman dan dikontrol secara teratur.
Peralatan yang digunakan dalam antisipasi bahaya kebakaran :
a. Racun Api (Fire Extinguishers)
Bahan yang digunakan dalam tabung pemadam api adalah bahan kimia
kering, foam (busa) dan CO2. Peralatan ini mempunyai berbagai ukuran
beratnya, sehingga dapat ditempatkan sesuai dengan besar-kecilnya risiko
kebakaran yang mungkin ditimbulkan.
b. Hydran
Ada tiga jenis hydran, yaitu hydran gedung, hydran halaman, dan hydran
kota. Sesuai namanya hydran gedung ditempatkan di gedung, untuk hydran
halaman ditempatkan di halaman, dan hydran kota ditempatkan pada
beberapa titik yang memungkinkan unit pemadam kebakaran suatu kota
mengambil cadangan air.
c. Detektor
Ada beberapa jenis detektor, yaitu :
Detektor Manual
Alat ini merupakan kotak tertutup, berisi saklar tarik atau tuas handel untuk
menyembunyikan alarm, karena itu disebut juga sebagai pull station.
Detektor Panas
Detektor ini merupakan detektor yang paling lambat responnya. Sebelum
mengirim alarm, alat ini memerlukan waktu pemanasan yang cukup.
Detektor Asap
Peralatan ini secara otomatis akan berbunyi jika ada asap pada daerah
tersebut.
Detektor Ion
Alat ini sangat sensitif karena alat ini mendeteksi ion-ion yang dikeluarkan
dari benda terbakar, seperti asap.
Alat ini merupakan detektor khusus karena bekerja dengan prinsip merespon
radiasi infrared yang merupakan karakteristik dari nyala api.
d. Alarm Kebakaran (Fire Alarm)
Peralatan yang digunakan untuk memberitahukan kepada setiap orang akan
adanya bahaya kebakaran pada suatu tempat.
e. Sprinkler
Peralatan yang digunakan khusus dalam gedung, yang akan memancarkan air
secara otomatis apabila terjadi pemanasan pada suatu suhu tertentu pada
daerah dimana sprinkler tersebut.
(Anizar, 2009)
6.3.2 Peralatan Perlindungan Diri
Helm Safety (Topi Pengaman)
Topi pengaman harus dipakai oleh tenaga kerja yang mungkin tertimpa pada
kepala oleh benda jatuh. Topi demikian harus cukup keras dan kokoh tetapi
ringan. Bahan plastik dengan lapisan kain terbukti sangat cocok untuk para
pekerja.
Kacamata
Kecelakaan mata berbeda-beda dan aneka jenis kacamata pelindung
diperlukan. Pekerjaan dengan kemungkinan adanya risiko dari bagian-bagian
yang melayang memerlukan kacamata dengan lensa kokoh, sedangkan bagi
pengelasan diperlukan lensa penyaringan sinar las yang tepat.
Jenis-jenis kacamata dan penggunaannya:
a. Safety Glasses (Kacamata Keselamatan)
Kacamata keselamatan mungkin adalah jenis pelindung mata yang paling
banyak digunakan. Walaupun terlihat mirip dengan kacamata biasa, kacamata
keselamatan lebih kuat dan lebih tahan terhadap benturan dan suhu tinggi
dibanding kacamata biasa. Ditambah lagi, kebanyakan kacamata keselamatan
dilengkapi dengan perisai samping yang memberikan perlindungan terhadap
bahaya yang tidak langsung dari depan.
b. Goggles
Goggle memberikan perlindungan lebih dibandingkan dengan kacamata
keliling area mata sehingga memberikan perlindungan lebih baik pada saat
terjadi cipratan cairan, uap, asap, bubuk, debu dan kabut.
c. Shaded Glasses (Kacamata Gelap)
Kacamata ini melindungi mata dari radiasi pembakaran. Helm tukang las
memiliki kaca pelindung gelap/bayangan.
d. Face Shield
Face shield memberikan perlindungan seluruh wajah dan sering digunakan
pada pekerjaan yang membuat metal cair, percikan kimia, atau partikel
melayang (Anizar, 2009).
Masker
Jenis-jenis masker dan penggunaannya:
a. Masker Penyaring Debu
Masker ini berguna untuk melindungi pernapasan dari serbuk-serbuk logam
atau serbuk kasar lainnya.
b. Masker Berhidung
Masker ini dapat menyaring debu sampai ukuran 0,5 mikron. Cara
menggunakan masker ini adalah dengan memasang masker ini harus
menempel baik pada wajah, jangan terbalik memasangnya karena hidungnya
ada dua buah, dan bersihkan masker setelah pemakaian dan
hidung-hidungnya dilepaskan.
c. Masker Bertabung
Masker ini mempunyai filter yang baik daripada masker berhidung. Masker
ini sangat tepat digunakan untuk melindungi pernapasan dari gas tertentu.
Penggunaan masker bertabung ini terbatas, tergantung dari banyaknya isi
tabung. Tabungnya dapat dibawa-bawa dengan menyandangnya diatas
punggung.
Pelindung Telinga
Telinga harus dilindungi terhadap loncatan api, percikan logam pijar atau
partikel-partikel yang melayang. Perlindungan terhadap kebisingan dilakukan
dengan sumbat atau penutup telinga.
Sarung tangan harus diberikan kepada tenaga kerja dengan pertimbangan
akan bahaya-bahaya dan persyaratan yang diperlukan.
Sepatu Pengaman
Sepatu pengaman harus dapat melindungi tenaga kerja terhadap
kecelakaan-kecelakaan yang disebabkan oleh benda berat yang menimpa kaki atau benda
tajam lain yang mungkin terinjak, logam pijar, bahan kimia yang tumpah dan
sebagainya. Biasanya sepatu kulit dengan ujungnya tertutup baja dan lapisan
baja di dalam solnya dibuat kuat dan baik sehingga cukup memberikan
perlindungan bagi pekerja.
(Anizar, 2009)
Helm Safety Kacamata Keselamatan Masker Berhidung
Pelindung Telinga Sarung Tangan Sepatu Pengaman
Gambar 6.7 Alat Pelindung Diri
6.3.3 Keselamatan Kerja Terhadap Listrik
Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian
skering atau pemutus arus listrik otomatis lainnya.
Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak
pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan
perbaikan.
Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu
lalu lintas pekerja.
tinggi.
Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat
penangkal petir yang dibumikan.
Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja
pada suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan Terhadap Gangguan Kesehatan
Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di
dalam lokasi pabrik.
Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan
memakai sarung tangan karet serta masker.
Bahan-bahan kimia yang selama pembuatan, pengelolaan, pengangkutan,
penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran,
korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat.
Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.5 Pencegahan Terhadap Bahaya Mekanis
Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah
kemungkinan terguling atau terjatuh.
Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat
kegiatan karyawan.
Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan
pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila
diluar gedung agar tidak menghalangi kendaraan yang lewat.
Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja
dengan tenang dan tidak akan menyulitkan apabila ada perbaikan