PRA RANCANGAN PABRIK PEMBUATAN KARBON
DISULFIDA DARI ARANG KAYU DAN BELERANG
KAPASITAS 15.000 TON/TAHUN
TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Sidang Sarjana Teknik Kimia
Ekstension
OLEH :
NIM : 080425025
JUMRI PRICO PANGIHUTAN
DEPARTEMEN TEKNIK KIMIA
PROGRAM STUDI TEKNIK KIMIA EKSTENSION
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
memberikan kemampuan dan kesabaran kepada penulis sehingga dapat
menyelesaikan Tugas Akhir dengan judul “Pra Rancangan Pabrik Pembuatan
Karbon Disulfida dari Arang Kayu dan Belerang dengan kapasitas 15.000 ton/tahun.
Tugas Akhir ini ditulis untuk melengkapi salah satu syarat mengikuti ujian
Sarjana di Departemen Teknik Kimia, Program Studi Teknik Kimia Ektension,
Fakultas Teknik, Universitas Sumatera Utara.
Penulis berterima kasih kepada kedua Orang Tua Penulis atas doa,
bimbingan dan materi yang diberikan hingga saat ini, juga kepada Kakak dan
Adik Penulis atas dukungan yang tidak pernah henti kepada Penulis.
Dalam menyelesaikan Tugas Akhir ini penulis banyak menerima bantuan,
bimbingan dan fasilitas dari berbagai pihak yaitu:
1. Bapak Dr.Ir.Irvan, M.Si, selaku Koordinator Tugas Akhir dan juga Dosen
Pembimbing I yang telah memberikan bimbingan, arahan dan masukan
kepada penulis dalam penyelesaian Tugas Akhir ini.
2. Ibu Zuhrina Masyitah, ST. M.Sc juga Dosen Pembimbing II yang telah
memberikan bimbingan dan masukan kepada penulis dalam penyelesaian
Tugas Akhir ini.
3. Ibu Ir.Renita Manurung, MT, selaku Ketua Departemen Teknik Kimia
4. Staf Pengajar Departemen Teknik Kimia atas ilmu yang diberikan kepada
penulis sehingga penulis dapat mengerjakan Tugas Akhir ini.
5. Para Pegawai Departemen Teknik Kimia atas bantuan dan kemudahan
administratif yang diberikan.
6. Rekan penulis dalam penyelesaian Tugas Akhir ini Ismaulida Sari Lubis
dan Lisbet Artaty Sianipar.
7. Teman-teman penulis Rico, Royan (Kakaroto), Wahyu, Zulham (Giring),
Ardi, Mida, Sandra, bro Jen, bro Rudi, bro Marwan dan Evalianti yang
8. Teman–teman Teknik Kimia Extension Stambuk 2003 dan semua
teman-teman penulis yang tidak dapat disebutkan satu persatu, yang juga telah
memberikan semangat kepada penulis.
Penulis menyadari Tugas Akhir ini masih banyak kekurangan dikarenakan
keterbatasan pengetahuan dan pengalaman penulis, untuk itu penulis
mengharapkan saran dan kritik yang membangun. Semoga Tugas Akhir ini bisa
bermanfaat bagi para pembaca.
Penulis,
INTISARI
Pabrik pembuatan karbon disulfida dari arang kayu dan belerang ini
direncanakan berkapasitas produksi 15.000 ton/tahun.
Lokasi pabrik direncanakan di Kuala Tanjung,Asahan Sumatera
Utara yang dekat dengan penghasil bahan baku di Sumatera Utara, dengan
luas areal pabrik 10.000 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini
berjumlah 160 orang karyawan dengan bentuk badan usaha adalah Perseroan
Terbatas (PT) dan struktur organisasi adalah sistem garis dan staff.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai
berikut:
a. Total modal investasi : Rp 255.266.000.000,-
b. Biaya Produksi (per tahun) : Rp 232.970.000.000,-
c. Hasil penjualan (per tahun) : Rp 344.999.994.520,-
d. Laba bersih : Rp 78.404.069.149,-
e. Profit Margin (PM) : 32,47 %
f. Break Even Point (BEP) : 51,79 %
g. Return on Investment (ROI) : 43,88 %
h. Pay Out Time (POT) : 2,27 tahun
i. Internal Rate of Return (IRR) : 28,43 %
Berdasarkan data-data di atas maka dapat disimpulkan bahwa
DAFTAR ISI
Kata Pengantar ... i
Intisari ... iii
Daftar Isi ... iv
Daftar Tabel ... vii
Daftar Gambar ... viii BAB I Pendahuluan ... I-1
1.1 Latar Belakang ... I-1
1.2 Perumusan Masalah ... I-2
1.3 Tujuan Perancangan Pabrik ... I-2
1.4 Manfaat Rancangan ... I-2
BAB II Tinjauan Pustaka ... II-1
2.1 Arang Kayu (Charcoal) ... II-1
2.2 Belerang Murni (Sulfur) ... II-4
2.3 Karbon Disulfida ... II-5
2.4 Spesifikasi Bahan baku dan produk ... II-6
2.5 Deskripsi Proses Pembuatan karbon disulfida ... II-7
BAB III Neraca Massa ... III-1 BAB IV Neraca Panas ... IV-1 BAB V Spesifikasi Alat ... V-1
5.1 Gudang Bahan Baku (G-101) ... V-1
5.2 Bucket Elevator (C – 101) ... V-1
5.3 Rooler Mill (FR-101) ... V-2
5.4 Vibrating Screen (SS-101) ... V-2
5.5 Belt Conveyor (BC-101) ... V-3
5.6 Bucket Elevator (BE-102) ... V-3
5.7 Furnace Kalsinasi (F-101) ... V-4
5.8 Bucket Elevator (BE-103) ... V-4
5.9 Furnace (F-102) ... V-5
5.10 Blower (BL-101) ... V-5
5.12 Blower (BL-102) ... V-6
5.13 Cooler (CO-101) ... V-6
5.14 Kondensor (CD-101) ... V-6
5.15 Pompa (P-101) ... V-7
5.16 Cooler (CO-102) ... V-7
5.17 Pompa (P-102) ... V-8
5.18 Storage Tank (T-101) ... V-8
5.19 Gudang Bahan Baku (G-102 ) ... V-9
5.20 Bucket Elevator (BE-104) ... V-9
5.21 Roller Mill (FR-102)... V-10
5.22 Vibrating Screen (SS-102)... V-10
5.23 Belt Conveyor (BC-102) ... V-11
5.24 Bucket Elevator (BE-105) ... V-11
BAB VI Instrumentasi Dan Keselamatan Kerja ... VI-1
6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja ... VI-6
BAB VII Utilitas ... VII-1
7.1 Kebutuhan Air ... VII-1
7.2 Kebutuhan Bahan Kimia ... VII-6
7.3 Kebutuhan Listrik ... VII-6
7.4 Kebutuhan Bahan Bakar ... VII-6
7.5 Unit Pengolahan Limbah ... VII-7
7.6 Spesifikasi Peralatan Utilitas ... VII-13
BAB VIII Lokasi dan Tata Letak Pabrik ... VIII-1
8.1 Landasan Teori ... VIII-1
8.2 Lokasi Pabrik ... VIII-1
8.3 Tata Letak Pabrik ... VIII-3
8.4 Perincian Luas Tanah ... VIII-5
BAB IX Organisasi dan Manajemen Perusahaan ... IX-1
9.1 Organisasi Perusahaan ... IX-1
9.2 Manajemen Perusahaan ... IX-3
9.4 Uraian Tugas, Wewenang, dan Tanggung Jawab ... IX-6
9.5 Sistem Kerja ... IX-9
9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-11
9.7 Sistem Penggajian ... IX-12
9.8 Kesejahteraan Karyawan ... IX-13
BAB X Analisa Ekonomi ... X-1
10.1 Modal Investasi ... X-1
10.2 Biaya Produksi Total (BPT) / Total Cost (TC) ... X-4
10.3 Total Penjualan (Total Sales) ... X-5
10.4 Perkiraan Rugi/Laba Usaha ... X-5
10.5 Analisa Aspek Ekonomi ... X-5
DAFTAR TABEL
Tabel 1.1 Data produksi karbon disulfida ... I-1
Tabel 3.1 Neraca Massa pada Vibrating Screen (SS-101)...III-1
Tabel 3.2 Neraca Massa pada Belt Conveyor (BC-101) ... III-1
Tabel 3.3 Neraca Massa pada Bucket Elevator (BE-102) ... III-2
Tabel 3.4 Neraca Massa pada Furnace Kalsinasi (F-101)... III-2
Tabel 3.5 Neraca Massa pada Bucket Elevator (BE-103) ... III-3
Tabel 3.6 Neraca Massa pada Tungku Listrik (F-102) ... III-3
Tabel 3.7 Neraca Massa pada Cyclone (FG-101) ... III-3
Tabel 3.8 Neraca Massa pada Cooler (CO-101) ... III-4
Tabel 3.9 Neraca Massa pada Condensor (CD-101) ... III-4
Tabel 3.10 Neraca Massa pada Cooler (CO-102) ... III-4
Tabel 4.1 Neraca Panas pada Furnace Kalsinasi (F-101)... IV-1
Tabel 4.2 Neraca Panas pada Tungku Listrik (F-102) ... IV-1
Tabel 4.3 Neraca Panas pada Cooler (CO-101) ... IV-2
Tabel 4.4 Neraca Panas pada Condensor (CD-101) ... IV-2
Tabel 4.5 Neraca Panas pada Cooler (CO-102) ... IV-2
Tabel 7.1 Kebutuhan Air Pendingin pada Alat ... VII-1
Tabel 7.2 Pemakaian Air untuk Berbagai Kebutuhan ... VII-2
Tabel.7.3 Kualitas Air Sungai ... VII-3
Tabel 8.1 Perincian Luas Areal Pabrik ... VIII-5
Tabel 9.1 Jadwal Kerja Karyawan Shiff ... IX-11
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-11
DAFTAR GAMBAR
Gambar 6.1 Tangki penyimpanan beserta instrumennya ... VI-4
Gambar 6.2 Tungku Listrik beserta instrumennya ... VI-4
Gambar 6.3 Pompa beserta instrumennya ... VI-5
Gambar 6.4 Cooler beserta instrumennya. ... VI-5
Gambar 7.1 Unit Pengolahan Air Pra Rancangan Pabrik Pembuatan Karbon Disulfida ...VII-20 Gambar 8.1 Tata Letak Pra Rancangan Pabrik Pembuatan
INTISARI
Pabrik pembuatan karbon disulfida dari arang kayu dan belerang ini
direncanakan berkapasitas produksi 15.000 ton/tahun.
Lokasi pabrik direncanakan di Kuala Tanjung,Asahan Sumatera
Utara yang dekat dengan penghasil bahan baku di Sumatera Utara, dengan
luas areal pabrik 10.000 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini
berjumlah 160 orang karyawan dengan bentuk badan usaha adalah Perseroan
Terbatas (PT) dan struktur organisasi adalah sistem garis dan staff.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai
berikut:
a. Total modal investasi : Rp 255.266.000.000,-
b. Biaya Produksi (per tahun) : Rp 232.970.000.000,-
c. Hasil penjualan (per tahun) : Rp 344.999.994.520,-
d. Laba bersih : Rp 78.404.069.149,-
e. Profit Margin (PM) : 32,47 %
f. Break Even Point (BEP) : 51,79 %
g. Return on Investment (ROI) : 43,88 %
h. Pay Out Time (POT) : 2,27 tahun
i. Internal Rate of Return (IRR) : 28,43 %
Berdasarkan data-data di atas maka dapat disimpulkan bahwa
BAB I
PENDAHULUAN
1.1Latar Belakang
Indonesia hingga saat ini masih memiliki hutan alami yang cukup luas.
Selama ini pemanfaatan hasil yang berupa kayu terutama dipakai untuk bahan
bakar, bahan untuk pembuatan alat-alat rumah tangga dan untuk bahan konstruksi.
Untuk dunia industri, konsumen utama kayu adalah industri kayu lapis dan pulp.
Selain kedua industri tersebut bahan dari kayu ini memilki potensi sebagai
industri yang berbasis kayu walaupun tidak secara langsung, yaitu Pabrik Karbon
Disulfida dari Belerang dan Arang Kayu (Charcoal). Karbon disulfida merupakan
bahan yang sangat diperlukan dalam jumlah yang besar yang berguna untuk
Industri Rayon, Karet, carbon tetra chlorida, Flotation Agent untuk karet dan
bahan Insektisida (Kirk and Othmer,1995). Data produksi karbon disulfida per
tahun diperlihatkan pada tabel 1.1.
Tabel 1.1 Data produksi karbon disulfida
Tahun Berat ( Kg)
2004 10.314.072
2005 10.320.027
2006 11.911.910
2007 12.115.066
2008 12.497.435
*2009 13.196.922
*2010 13.896.409
*2011 14.595.896
*) Diprediksi
Sumber: (Badan Pusat Statistik, 2008)
Pendirian pabrik karbon disulfida dari arang kayu dan belerang ini
direncanakan didirikan untuk memenuhi kebutuhan karbon disulfida nasional
Pendirian pabrik karbon disulfida dari arang kayu dan belerang sangat
tepat dengan iklim kemitraan yang selama ini digiatkan oleh pemerintah, yaitu
dengan jalan memakai arang kayu masyarakat sekitar, karena teknologi
pengolahan kayu menjadi arang kayu relatif sederhana.
1.2Perumusan Masalah
Sehubungan dengan meningkatnya produksi karbon disulfida, maka
diperlukan suatu pembangunan pabrik karbon disulfida dari arang kayu (charcoal)
dan belerang yang efisien, ekonomis dan ramah lingkungan. Tugas akhir ini
memaparkan bagaimana Pra Rancangan Pabrik Pembuatan Karbon Disulfida yang
berdasarkan aspek ekonomi dan teknik.
1.3Tujuan Perancangan Pabrik
Tujuan rancangan pabrik pembuatan Karbon Disulfida dari arang kayu
(charcoal) dan belerang ini adalah untuk mengaplikasikan disiplin ilmu teknik
kimia yang meliputi neraca massa, neraca energi, spesifikasi peralatan, operasi
teknik kimia, utilitas, dan bagian ilmu teknik kimia lainnya serta untuk
mengetahui aspek ekonomi dalam pembiayaan pabrik sehingga akan memberikan
gambaran kelayakan pra-rancangan pabrik pembuatan Karbon Disulfida dari
arang kayu (charcoal) dan belerang.
1.4Manfaat Rancangan
Manfaat dari pra-rancangan ini adalah :
1. Memberikan gambaran tentang kelayakan pra-rancangan pabrik
pembuatan Karbon Disulfida dari arang kayu (charcoal) dan belerang.
2. Meningkatkan devisa negara dengan meningkatkan nilai jual dari Karbon
Disulfida.
3. Menciptakan lapangan kerja sehingga mengurangi jumlah pengangguran
BAB II
TINJAUAN PUSTAKA
2.1 Arang Kayu (Charcoal)
Arang adalah residu hitam berisi karbon tidak murni yang dihasilkan
dengan menghilangkan kandungan air dan komponen volatil dari hewan atau
tumbuhan. Arang umumnya didapatkan dengan memanaskan kayu, gula, tulang
dan benda lain. Arang yang hitam, ringan, mudah hancur, dan menyerupai batu
bara ini terdiri dari 85% sampai 98% karbon, sisanya adalah abu atau benda kimia
lainnya. Arang pada awalnya digunakan sebagai pengganti mesiu. Ia juga
digunakan dalam metalurgi sebagai reducing agent, walaupun sekarang sudah
ditinggalkan. Sebagian orang menggunakan arang sebagai media gambar. Tetapi
sebagian besar produki charcoal digunakan sebagai bahan bakar. Hasil
pembakarannya lebih bersih daripada kayu biasa.
Batu arang lazim dipakai untuk membakar makanan di luar ruangan dan
pada saat berkemah. Di beberapa negara Afrika, arang digunakan oleh sebagian
besar masyarakat sebagai alat memasak sehari-hari. Pemakaian arang untuk
memasak makanan di dalam ruangan memiliki resiko berbahaya terhadap
kesehatan, karena karbon monoksida yang dihasilkan. Sebelum Revolusi Industri,
arang digunakan sebagai bahan bakar industri metalurgi.
Arang juga dapat digunakan sebagai bahan bakar kendaraan bermotor.
Arang atau kayu dibakar di dalam generator gas kayu untuk menggerakan mobil
dan bus. Di Perancis pada saat Perang Dunia II, produksi kayu dan arang untuk
kendaraan bermotor meningkat dari 50.000 ton sebelum perang menjadi 500.000
ton pada tahun 1943. Arang merupakan suatu padatan berpori yang mengandung
85-95% karbon, dihasilkan dari bahan-bahan yang mengandung karbon dengan
pemanasan pada suhu tinggi. Ketika pemanasan berlangsung, diusahakan agar
tidak terjadi kebocoran udara didalam ruangan pemanasan sehingga bahan yang
mengandung karbon tersebut hanya terkarbonisasi dan tidak teroksidasi.
Arang selain digunakan sebagai bahan bakar, juga dapat digunakan
sebagai adsorben (penyerap). Daya serap ditentukan oleh luas permukaan partikel
dilakukan aktifasi dengan aktif faktor bahan-bahan kimia ataupun dengan
pemanasan pada temperatur tinggi. Dengan demikian, arang akan mengalami
perubahan sifat-sifat fisika dan kimia. Arang yang demikian disebut sebagai arang
aktif. Pada abad XV, diketahui bahwa arang aktif dapat dihasilkan melalui
komposisi kayu dan dapat digunakan sebagai adsorben warna dari larutan.
Aplikasi komersial, baru dikembangkan pada tahun 1974 yaitu pada industri gula
sebagai pemucat, dan menjadi sangat terkenal karena kemampuannya menyerap
uap gas beracun yang digunakan pada Perang Dunia I. Arang aktif merupakan
senyawa karbon amorph, yang dapat dihasilkan dari bahan-bahan yang
mengandung karbon atau dari arang yang diperlakukan dengan cara khusus untuk
mendapatkan permukaan yang lebih luas.
Luas permukaan arang berkisar antara 300-3500 m2/gram dan
berhubungan dengan struktur pori internal yang menyebabkan arang mempunyai
sifat sebagai adsorben. Arang dapat mengadsorpsi gas dan senyawa-senyawa
kimia tertentu atau sifat adsorpsinya selektif, tergantung pada besar volume
pori-pori dan luas permukaan. Daya serap arang sangat besar terhadap beratnya, yaitu
25-100%. Arang dibagi atas 2 tipe, yaitu arang sebagai pemucat dan sebagai
penyerap uap. Arang sebagai pemucat, biasanya berbentuk powder yang sangat
halus, diameter pori mencapai 1000A digunakan dalam fase cair, berfungsi untuk
memindahkan zat-zat pengganggu yang menyebabkan warna dan bau yang tidak
diharapkan, membebaskan pelarut dari zat-zat pengganggu dan kegunaan lain
yaitu pada industri kimia dan industri baru. Diperoleh dari serbuk-serbuk gergaji,
ampas pembuatan kertas atau dari bahan baku yang mempunyai densitas kecil dan
mempunyai struktur yang lemah.
Arang sebagai penyerap uap, biasanya berbentuk granular atau pellet yang
sangat keras, dengan diameter pori berkisar antara 10-200 A tipe pori lebih halus,
digunakan dalam fase gas, berfungsi untuk memperoleh kembali pelarut, katalis,
pemisahan dan pemurnian gas. Diperoleh dari tempurung kelapa, tulang, batu bata
atau bahan baku yang mempunyai bahan baku yang mempunyai struktur keras
(Wikipedia, 2008).
Arang kayu dibuat dengan mengarangkan kayu dalam tumpukkan yang
destilasi. Mengandung 93% karbon, 2,5% hidrogen dan 3% abu dengan
pemanasan diatas 1500 oC hidrogen menjadi 0,62%. Yield kira-kira 24% kayu,
dalam oven 25% dengan 10% teer, 40% asam pyroligeous dan 25% gas.
Arang aktif digunakan sebagai absorben dibuat dari arang yang cocok,
lumpur bahan pembakar atau batu bara dengan metode berbeda.
Dalam proses arang langsung atau batu arang temperatur rendah dari arang
yang cocok dipanaskan dalam labu destilasi pada suhu 1000 oC. Seadanya diatur jumlah udara atau uap, yang memindahkan materi yang menghalangi pori-prori.
Dalam proses pembatuan arang digumpalkan dengan terkayu dan sedikit soda
kaustik dan biji yang diutamakan untuk pemanasan progresif, terakhir dalam
penguapan pada suhu 800-1000 oC. Dalam proses kimia kayu atau lumpur bahan
pembakar dicampur dengan garam seperti magnesium atau seng klorida (ZnCl2)
atau dengan asam fosfor (HFO4) dan karbon setelah materi dapat larut
dipindahkan dari arang dengan pencucian asam dilute.
Arang aktif mengadsorpsi gas lebih dari biasanya arang dan digunakan
dalam alat pernafasan. Itu juga digunakan sama baiknya seperti arang hewan
untuk decolorising sirup gula dan untuk memindahkan minyak fucel dari sawit.
Gas karbon adalah bentuk keras yang murni hitam keabu-abuan dari karbon dan
konduktor yang baik dari elektrik yang diendapkan oleh dekomposisi dari metan
dalam kontak dengan bak merah panas atau labu destilasi dalam pembuatan gas
2.2 Belerang (Sulfur)
Belerang atau sulfur adalah
memiliki lambang S dan
berasa, tak berbau dan
zat padat kristalin kuning. Di alam, belerang dapat ditemukan sebagai unsur murni
atau sebagai mineral-mineral
kehidupan dan ditemukan dalam dua
terutama dalam
da
Sulfur adalah bahan kimia mineral yang paling penting dan unsur yang
paling banyak disebarluaskan. Sulfur di alam terdapat dalam keadaan bebas dan
dalam bentuk senyawa. Sulfur alam dalam keadaan bebas diperoleh dari gunung
berapi dan ada pula yang tertimbun di dalam tanah. Sulfur dalam bentuk senyawa
tersebar luas dalam bumi sebagai sulfit dan sulfat. Sulfur dalam bentuk gas dapat
ditemui pada proses peleburan bijih logam dan industri kimia.
Sulfur memiliki sifat relatif inert, tatapi pada 247 0C sulfur terbakar
menjadi SO2 atau SO3 dan gas ini bisa digunakan langsung atau dikonversikan
menjadi asam sulfat, ini merupakan penggunaan sulfur yang murah. Sulfur banyak
sekali kegunaannya misalnya pada industri pupuk, pengilangan minyak, bahan
kimia, rayon dan film, cat dan pigmen, produk batu bara, besi dan baja, peleburan
logam yang lain, bahan peledak, tekstil dan lain- lain.
Produksi sulfur dunia sekitar 4 juta ton per tahun, dengan Amerika sebagai
produsen terbesar yaitu sebanyak 92% dan sisanya berasal dari Itali, Jepang, Chili,
2.3 Karbon Disulfida
Karbon disulfida pertama kali di temukan oleh W.A Lampudius pada tahun
1796, dengan mereaksikan batu bara dan pirit pada suhu tinggi. Pada tahun 1802,
Clement dan Desames menemukan proses pembuatan karbon disulfida dengan
mereaksikan belerang dan arang kayu.
Karbon disulfida merupakan cairan tidak berwarna namun bila terkena
matahari berubah menjadi kekuning- kuningan, tidak berbau mudah menyala dan
volatil, larut dalam benzen, alkohol dan eter, sangat sedikit terlarut dalam air
sekitar 0,014%. Perubahan terjadi pada suhu 100°C, titik beku -111,6°C , titik cair +108,6°C, titik didih 46,25°C, temperatur kritis 273°C dan tekanan kritis 75 atm. Berat molekul 76,14 (Kirk and Othmer,1995).
Proses pembuatan karbon disulfida ada bermacam-macam, misalnya:
Proses belerang–arang kayu, proses belerang–hidrokarbon, proses lama dan
beberapa proses yang baru pada skala laboratorium, namun yang sudah
dikembangkan secara komersial hanya Proses belerang – arang kayu dan belerang
– hidrokarbon (Kirk and Othmer,1995).
1. Pembuatan karbon disulfida dengan menggunakan proses hidrokarbon
menggunakan bahan baku belerang dan methana, ethana, propylena sebagai
sumber karbonnya. Suhu operasi reaktor 7000 C dibantu katalis activated alumia dengan Khromium oxida dan konversi pembentukan karbon disulfida 90%. Proses
belerang Hidrokarbon dewasa ini lebih banyak dipilih, dengan proses reaksi
sebagai berikut :
CH4 + 4S CS2 + 2 H2S
2. Indonesia pada saat ini mempunyai pertimbangan dalam pembuatan
karbon disulfida dengan menggunakan proses arang kayu dan belerang perlu
mendapat perhatian lebih, karena reaksi antara arang kayu dan belerang dapat
ditulis :
C (P) + 2S(P) CS2(g)
Dengan menggunakan reaktor kolom terfluidasi, diperoleh konversi S
menjadi CS2 sebasar 75 % dengan waktu tinggal 0,5 – 10 detik. Namun selain
kedua reaksi tersebut masih ada proses :
2 CO + 2 S 2 COS CS2 + CO2
2.4 Spesifikasi Bahan Baku dan Produk 2.4.1 Bahan Baku
2.4.1.1 Belerang
a. Berwarna kuning
b. Pada suhu kamar spesifik grafity 1,9 – 2,1
c. Pada 1 atm titik lebur 110,2 – 119,25 °C
d. Pada 1 atm titik didih 444,6 °C
e. Pada 1 atm temperatur nyala 248 °C
f. Tidak larut dalam air dan asam
g. Larut dalam karbon disulfida
h. Tidak menghantar panas dan listrik
i. Pada temperatur 0 – 70 °C
(Perrys,1992)
2.4.1.2 Arang kayu
a. Berwarna hitam
b. Sebagai bahan bakar
c. Merupakan senyawa karbon
d. Lembut, ringan dan mudah patah
e. Mempunyai daya serap yang tinggi
f. Digunakan sebagai absorben
g. Aktif pada reaksi kimia
h. Berkadar abu rendah
i. Sedikit mengeluarkan asap sehingga alat yang digunakan lebih bersih
dan awet.
2.4.2 Produk
2.4.2.1 Karbon disulfida
a. Suatu cairan yang tidak berwarna namun bila terkena matahari berubah
menjadi kekuning- kuningan
b. Tidak berbau
c. Larut dalam benzene, dan alcohol
d. Titik beku -111,6 0C e. Titik cair 108,6 0C f. Titik didih 46,25 0C g. Temperatur kritis 273 0C h. Tekanan kritis 75 atm
i. Berat molekul 76,14 gr/mol
(Perrys,1992)
2.5 Deskripsi Proses
Langkah- langkah operasi yang ditempuh dalam proses pembuatan Karbon
disulfida ( CS2) adalah sebagai berikut :
1. Proses Kalsinasi
Adapun tujuan dari proses kalsinasi adalah untuk mengurangi kandungan
uap lembab yang terdapat di dalam arang kayu sehingga yang tersisa hanya
karbon dan juga untuk menghindari hasil reaksi samping seperti Hidrogen
Sulfida, Karbon Oksisulfida dan Karbon Monoksida (CO) yang berlebihan.
Pada proses pembuatan Karbon Disulfida diperlukan perlakuan awal terhadap
arang kayu. Pada tahap kalsinasi ini dipanaskan terlebih dahulu arang kayu
pada tungku listrik (F-101). Pada proses kalsinasi ini menggunakan arus listrik
sebagai sumber pemanas, suhu yang digunakan 400 0C.
2. Proses Pencampuran
Arang kayu yang berupa karbon dimasukkan ke dalam tungku listrik
(F-102) melalui bucket elevator (BE-101) dan belerang padat dimasukkan ke
dalam tungku listrik (F-102) melalui bucket elevator (BE-105). Pada tungku
1 atm. Belerang dan karbon yang masuk menyatu di dalam tungku listrik
berubah fasa menjadi fasa gas yaitu gas belerang pada kondisi operasi atas.
Sumber panas yang diperlukan pada tungku listrik berasal dari panas yang
dihasilkan elektroda yang dialiri oleh arus listrik.
Pada tahapan operasi ditungku listrik terbentuk gas Karbon disulfida
sebagai produk utama, reaksi yang terjadi di dalam tungku listrik, adalah:
C + 2S CS2
Gas karbon disulfida yang keluar dari tungku listrik (F-102) masuk ke
dalam cylcon (FG-101), dalam alat ini terjadi proses pemisahan antara padatan
dan gas. Pada proses pemisahan ini padatan yang berupa karbon (C) dibuang.
3. Proses Pendinginan
Gas yang keluar dari tungku listrik (F-102) di masukkan ke dalam cooler
(CO-101) dari temperatur 900 0C diturunkan menjadi 550 0C dengan media pendingin air pada temperatur 10 °C, 1 atm. Gas yang keluar dari cooler
(CO-101) dimasukkan kedalam condensor (CD-(CO-101) gas yang masuk akan berubah
fasa dari gas menjadi cair, penukaran gas dengan media pendingin air pada
temperatur 100C, 1 atm sehingga diperoleh Karbon Disulfida cair (119 °C, 1 atm) sebagai hasil pendinginan. Karbon Disulfida yang telah cair di dinginkan
lagi pada alat pendingin cooler (CO-101) pada temperatur 10 °C, 1 atm
sehingga gas Karbon Disulfida yang diperoleh pada temperatur 44 °C, 1 atm.
Cairan karbon disulfida dari cooler kemudian di alirkan ke dalam tangki
Komponen Alur Karbon (kg/jam) Air (kg/jam) Hidrogen (kg/jam) Nitrogen (kg/jam) Oksigen (kg/jam) Debu (kg/jam) Sulfur (kg/jam) Karbon disulfida (kg/jam) Total
Temperatur (o C) Tekanan (atm) Alur 8 -17,7682 -17,7682 110 1 Alur 7 -3,1355 -3,1355 110 1 Alur 6 -20,9038 -20,9038 110 1 Alur 3 2.065,5628 22,2103 55,5258 4,4420 6,6631 66,6310 -2.221,0352 30 1 Alur 4 -22,2103 55,5258 4,4420 6,6631 -88,8414 400 1 Alur 5 2.065,5628 -66,6310 -2.132,1938 400 1 Alur 2 364,5110 3,9194 9,7986 0,7838 1,1758 11,7584 -391,9474 30 1 Alur 1 2.430,0739 26,1298 65,3245 5,2259 7,8389 78,3894 -2.612,9827 30 1 Alur 9 -53,3048 -53,3048 900 1 Alur 10 -13,3262 -2.083,3311 2.096,6573 900 1 Alur 11 -13,3262 -13,3262 900 1 Alur 12 -0.0022 -2.083,3311 2.083,3333 900 1
G - 101 Air Pendingin
Air Pendingin Bekas
SS - 101
CD - 101 FG - 101
FR - 101
F - 102
CO- 101 BE - 102
P - 101
Limbah
BC - 101 BE - 101
BE - 103 F - 101
DENGAN KAPASITAS 15000 T ON/TAHUN
TANGGAL T.TANGAN
DIGAMBAR NAMA : Jumri Prico Pangihutan
TANPA SKALA NIM : 080425025
DIPERIKSA/ 1. NAMA : Dr.Eng. Ir. Irvan, Msi DISETUJUI NIP : 19680820 199501 1 001
2. NAMA : Zuhrina Masyithah, ST, MSc NIP : 19710905 199512 2 001
DEPARTEMEN TEKNIK KIMIA FAKULTAS TEKNIK UNIVERSITAS SUMATERA UTARA
PRA RANCANGAN PEMBUATAN KARBON DISULFIDA DARI ARANG KAYU DAN BELERANG 1 3 5 13 12 2 11 10 9 TC TC 4
T - 101 LC
G - 102 SS - 102
FR - 102 BE - 105 BE - 104
6
8
7
FC
P - 102 CO- 102
14
15
BC - 102
Alur 13 -0,0022 -2.083,3311 2.083,3333 550 1 Alur 14 -0,0022 -2.083,3311 2.083,3333 119 1
TC TC TC
BL - 101 BL - 102
KODE G-101 G-102 T-101 BE-101 BE-102 BE-103 BE-104 BE-105 SS-101 SS-102 FR-101 FR-102 BC-101 BC-102 F-101 F-102 FG-101 CD-101 CO-101 CO-102 P-101 P-102 BL-101 BL-102 KETERANGAN
BAB III
NERACA MASSA
Kapasitas Produksi : 15.000,00 ton /tahun
Waktu Operasi : 300 hari/tahun
Basis Perhitungan : 2.083,3333 kg/jam produk
Tabel 3.1 Neraca Massa pada Vibrating Screen (SS-101)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F1 F2 F3
Karbon 2.430,0739 364,5110 2.065,5628
Air ( Bmm ) 26,1298 3,9194 22,2103
Debu 78,3894 11,7584 66,6310
Hidrogen 65,3245 9,7986 55,5258
Nitrogen 5,2259 0,7838 4,4420
Oksigen 7,8389 1,1758 6,6631
Jumlah 2.612,9827 391,9474 2.221,0352
2.612,9827 2.612,9827
Tabel 3.2 Neraca Massa pada Belt Conveyor (BC-101)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F3 F3
Karbon 2.065,5628 2.065,5628
Air ( Bmm) 22,2103 22,2103
Debu 66,6310 66,6310
Hidrogen 55,5258 55,5258
Nitrogen 4,4420 4,4420
Oksigen 6,6631 6,6631
Tabel 3.3 Neraca Massa pada Bucket Elevator (BE-102)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F3 F3
Karbon 2.065,5628 2.065,5628
Air ( Bmm) 22,2103 22,2103
Debu 66,6310 66,6310
Hidrogen 55,5258 55,5258
Nitrogen 4,4420 4,4420
Oksigen 6,6631 6,6631
Jumlah 2.221,0352 2.221,0352
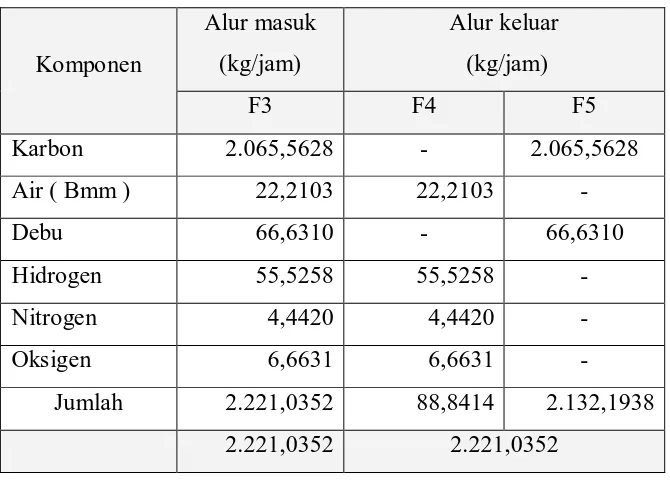
Tabel 3.4 Neraca Massa pada Kalsinasi (F-101)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F3 F4 F5
Karbon 2.065,5628 - 2.065,5628
Air ( Bmm ) 22,2103 22,2103 -
Debu 66,6310 - 66,6310
Hidrogen 55,5258 55,5258 -
Nitrogen 4,4420 4,4420 -
Oksigen 6,6631 6,6631 -
Jumlah 2.221,0352 88,8414 2.132,1938
Tabel 3.5 Neraca Massa pada Bucket Elevator (BE-103)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F5 F5
Karbon 2.065,5628 2.065,5628
Debu 66,6310 66,6310
Jumlah 2.132,1938 2.132,1938
Tabel 3.6 Neraca Massa pada Vibrating Screen (SS-102)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F6 F7 F8
Sulfur 20,9038 3,1355 17,7682
Jumlah 20,9038 3,1355 17,7682
20,9038 20,9038
Tabel 3.7 Neraca Massa pada Belt Conveyor (BC-102)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F8 F8
Sulfur 17,7682 17,7682
Jumlah 17,7682 17,7682
17,7682 17,7682
Tabel 3.8 Neraca Massa pada Bucket Elevator (BE-105)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F8 F8
Sulfur 17,7682 17,7682
Jumlah 17,7682 17,7682
Tabel 3.9 Neraca Massa pada Tungku Listrik (F-102)
Komponen Alur masuk (kg/jam) Alur keluar (kg/jam)
F5 F8 F9 F10
Karbon 2.065,5628 - - -
Sulfur - 17,7682 - -
Karbon
disulfide - - - 2.083,3311
Debu 66,6310 - 53,3048 13,3262
Jumlah 2.132,1938 17,7682 53,3048 2.096,6573
2.149,9621 2.149,9621
Tabel 3.10 Neraca Massa pada Cyclone (FG-101)
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F10 F11 F12
Karbon disulfida 2.083,3311 - 2.083,3311
Debu 13,3262 13,0596 0,0022
Jumlah 2.096,6573 13,3262 2.083,3333
2.096,6573 2.096,6573
Tabel 3.11 Neraca Massa pada Cooler (CO-101 )
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F12 F13
Karbon Disulfida 2.083,3333 2.083,3333
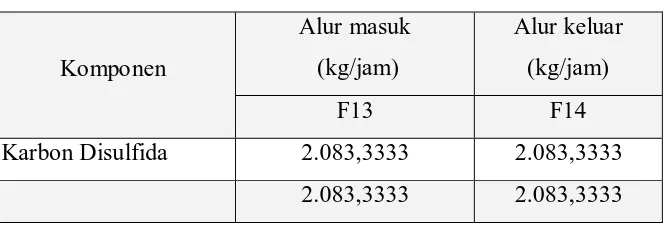
Tabel 3.12 Neraca Massa pada Condensor (CD-101 )
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F13 F14
Karbon Disulfida 2.083,3333 2.083,3333
2.083,3333 2.083,3333
Tabel 3.13 Neraca Massa pada Cooler (CO-102 )
Komponen
Alur masuk
(kg/jam)
Alur keluar
(kg/jam)
F14 F15
Karbon Disulfida 2.083,3333 2.083,3333
BAB IV
NERACA PANAS
Basis perhitungan : 1 jam
Satuan operasi : kJ/jam
Temperatur Refrensi : 25oC
4.1 Furnace-1 (F-101)
Tabel 4.1 Neraca panas pada furnace-1
Komponen Panas Masuk
(KJ/jam)
Panas Keluar
(Kj/jam)
Arang Kayu 2973,3957
H2 606925,4771
O2 4834,0306
N2 3527,3771
H2O 71662,0523
Karbon 254145,901
Debu 453,2977
Subtotal 2973,3957 941548,1359
Suplai Panas 938574,7402
Total 941548,1359 941548,1359
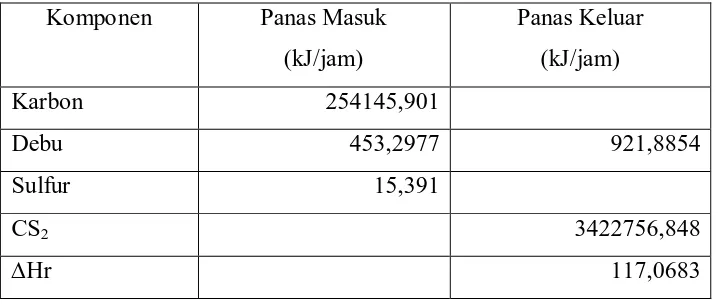
4.2 Furnace-2 (F-102)
Tabel 4.2 Neraca panas pada furnace-2
Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
Karbon 254145,901
Debu 453,2977 921,8854
Sulfur 15,391
CS2 3422756,848
Subtotal 254614,5897 3423795,802
Suplai panas 3169181,212
Total 3423795,802 3423795,802
4.3 Cooler-1
Tabel 4.3 Neraca panas pada cooler-1
Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
CS2 3422756,848 1848394,943
Air Pendingin -1574361,905
Total 1848394,943 1848394,943
4.4 Kondensor-1
Tabel 4.4 Neraca panas pada cooler-2
Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
CS2 1848394,943 886465,2939
Air Pendingin -961929,6496
Total 886465,2939 886465,2939
4.5 Cooler-2
Tabel 4.5 Neraca panas pada cooler-3
Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
CS2 886465,2939 44370,5748
Air Pendingin -842094,7191
BAB V
SPESIFIKASI PERALATAN
1. Gudang Bahan Baku (G-101)
Fungsi : Menyimpan bahan baku arang kayu, direncanakan untuk
kebutuhan 7 hari
Bentuk : Persegi
Bahan konstruksi : Beton
Jumlah : 1 unit
Kapasitas : 1.096,1510 m3
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
- Panjang : 13,8047 m
- Lebar : 13,8047 m
- Tinggi : 6,9023 m
2. Bucket Elevator (BE-101)
Fungsi : Mengangkut arang kayu dari gudang penyimpanan ke
Rooler Mill (FR-101)
Bentuk : Spaced-bucket centrifugal discharge elevator
Bahan konstruksi : Malleable-iron
Jumlah : 1 unit
Laju alir : 2.612,9827 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
Tinggi elevator : 7,62 m
Ukuran bucket : (6 x 4 x 4¼) in
Jarak antar bucket : 0,305 m
Kecepatan putaran : 43 rpm
Lebar belt : 17,78 cm
Daya motor : 0,5845 hp
3. Rooler Mill (FR-101)
Fungsi : Memperkecil ukuran arang kayu dari gudang
penyimpanan (G-101) sebelum ke unit Furnance
(F-101).
Jenis : Double Toothed-Roll Crusher
Bahan konstruksi : Stainless steel
Jumlah : 1 buah
Diameter : 0,25 ft
Face ukuran roll : 2 ft
Kecepatan putaran : 39,8 rpm
Daya motor : 5 Hp
4. Vibrating Screen (SS-101)
Fungsi : Memisahkan arang kayu dari ukuran besar
Jenis : Vibrating Screen
Bahan konstruksi : Stainless steel
Jumlah : 1 unit
Kapasitas : 2.612,9827 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik
- Panjang : 0,8439 m
- Lebar : 0,5626 m
- Daya : 4 hp
5. Belt Conveyor (BC-101)
Fungsi : mentransfer arang kayu ke bucket elevator (BE-102)
Material : Commercial Steel
Kondisi Operasi : - Temperatur (T) : 300C
- Tekanan (P) : 1 atm
Kapasitas : 2,2876 ton/jam
Lebar Belt : 35 cm
Luas Area : 0,010 m2
Kecepatan Belt normal : 61 m/menit
Kecepatan Belt maksimum : 91 m/menit
Belt Plies minimum : 3
Belt Plies maksimum : 5
Kecepatan Belt : 30,5 m/menit
Daya motor : 0,44 Hp
6. Bucket Elevator (BE-102)
Fungsi : Mengangkut arang kayu dari gudang penyimpanan ke
Furnance (F-101)
Bentuk : Spaced-bucket centrifugal discharge elevator
Bahan konstruksi : Malleable-iron
Jumlah : 1 unit
Laju alir : 2.487,5594 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
Tinggi elevator : 7,62 m
Ukuran bucket : (6 x 4 x 4¼) in
Jarak antar bucket : 0,305 m
Kecepatan bucket : 1,143 m/s
Kecepatan putaran : 43 rpm
Lebar belt : 17,78 cm
7. Furnance Kalsinasi (F-101)
Fungsi : Untuk memanaskan arang kayu dan menguapkan gas-gas
volatil yang terdapat dalam arang kayu dengan pemanas
listrik hingga temperatur 400oC
Jenis : Fire box
Jumlah : 1 unit
Kondisi operasi : - Temperatur (T) : 400 0C - Tekanan (P) : 1 atm
Kapasitas : 5,5460 m3
Diameter : 1,9188 m
Tinggi : 1,9188 m
8. Bucket Elevator (BE-103)
Fungsi : Mengangkut serbuk karbon dari Furnance (F-101) ke
Furnance (F-102)
Bentuk : Spaced-bucket centrifugal discharge elevator
Bahan konstruksi : Malleable-iron
Jumlah : 1 unit
Laju alir : 2.388,0570 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
Tinggi elevator : 7,62 m
Ukuran bucket : (6 x 4 x 4¼) in
Jarak antar bucket : 0,305 m
Kecepatan bucket : 1,143 m/s
Kecepatan putaran : 43 rpm
Lebar belt : 17,78 cm
9. Furnance (F-102)
Fungsi : Untuk memanaskan serbuk karbon dan belerang cair dengan
pemanas listrik hingga temperatur 900oC
Jenis : Fire box
Jumlah : 1 unit
Kondisi operasi : - Temperatur (T) : 400 0C - Tekanan (P) : 1 atm
Kapasitas : 5,3425 m3
Diameter : 1,8951 m
Tinggi : 1,8951 m
10. Blower (BL-101)
Fungsi : Mengalirkan gas karbon disulfida dari furnace (F-102) ke
cyclon (FG-101)
Jumlah : 1 unit
Kondisi proses : T = 30oC ; P = 1 atm = 1,013 bar
Kapasitas : 109,9799 m3/jam
Daya : 0,2538 Hp
11. Cyclon (FG – 101)
Fungsi : Memisahkan debu dari karbon disulfida
Bahan konstruksi : Stainless Steel, SA-316 grade C
Jenis sambungan : Double welded butt joints
Jumlah : 1 unit
Kondisi operasi : - Temperatur = 900 0C
- Tekanan = 1 atm
Kapasitas : 109,9799 m3/jam
Lc = 0,16 m
Zc = 0,267 m
Jc = 0,04 m
DE = 0,08 m
Bc = 0,0032 m
12. Blower (BL-102)
Fungsi : Mengalirkan gas karbon disulfida dari cyclon (FG-101) ke
cooler (CO-101)
Jumlah : 1 unit
Kondisi proses : T = 30oC ; P = 1 atm = 1,013 bar
Kapasitas : 109,281 m3/jam
Daya : 0,2522 Hp
13. Cooler (CO-101)
Fungsi : Menurunkan temperatur dan karbon disulfida yang keluar
dari Blower (BL-102) dengan temperatur 900oC menjadi 550oC
Jenis : 1-2 Shell & tube exchanger
Jumlah : 1 unit
Kondisi operasi : Temperatur = 550°C
Tekanan = 1 atm
Jenis tube : 18 BWG
Diameter dalam, ID : 0,76 in
Diameter luar, OD : 1 in
Panjang tube : 15 ft
Jumlah tube : 16
14. Kondensor (CD-101)
Fungsi : Menurunkan temperatur serta mengubah fase karbon
disulfida menjadi cair dari cooler (CO-101) dengan
temperatur 550oC menjadi 119oC
Jenis : 1-2 Shell & tube exchanger
Jumlah : 1 unit
Kondisi operasi : Temperatur = 119°C
Jenis tube : 18 BWG
Diameter dalam, ID : 0,652 in
Diameter luar, OD : ¾ in
Panjang tube : 15 ft
Jumlah tube : 30
15. Pompa (P-101)
Fungsi : Mengalirkan karbon disulfida cair dari kondensor
(CD-101) ke cooler (CO-102)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commersial steel
Kondisi operasi : - Temperatur : 119oC
- Tekanan : 1atm
Laju volumetrik : 0,0509 ft3/s
Schedule pipe : 40
Diameter (ID) : 2,067 in
Diameter (OD) : 2,38 in
Daya : ½ hp
16. Cooler (CO-102)
Fungsi : Untuk menurunkan temperatur karbon disulfida dari
pompa (P-101) dengan temperatur 119oC menjadi 44oC
Jenis : 1-2 Shell & tube exchanger
Jumlah : 1 unit
Kondisi operasi : Temperatur = 44°C
Tekanan = 1 atm
Jenis tube : 18 BWG
Diameter dalam, ID : 0,902 in
Diameter luar, OD : 1 in
Panjang tube : 15 ft
17. Pompa (P-102)
Fungsi : Mengalirkan karbon disulfida cair dari cooler (CO-102)
ke storage tank (T-101)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commersial steel
Kondisi operasi : - Temperatur : 44oC
- Tekanan : 1atm
Laju volumetrik : 0,0509 ft3/s
Schedule pipe : 40
Diameter (ID) : 2,067 in
Diameter (OD) : 2,38 in
Daya : ½ hp
18. Storage Tank (T-101)
Fungsi : Untuk menyimpan karbon disulfida
Bentuk : Silinder vertikal dengan dasar datar dan tutup ellipsoidal
Bahan konstruksi : Carbon steel C-SA-316
Jumlah : 2 unit
Kondisi operasi : - Temperatur = 44°C
- Tekanan = 1 atm
Kapasitas tangki : 1048,7545 m3 Diameter tangki : 7,2 m
Tinggi tangki : 12,024 m
Pdesain : 20,44 psi
Tebal silinder : 0,27 in
Tebal head standar : 0,27 in
19.Gudang Bahan Baku (G-102)
Fungsi : Menyimpan bahan baku belerang, direncanakan untuk
kebutuhan 7 hari
Bentuk : Persegi
Jumlah : 1 unit
Kapasitas : 2,1047 m3
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
- Panjang : 2,86 m
- Lebar : 2,86 m
- Tinggi : 0,81 m
20.Bucket Elevator (BE-104)
Fungsi : Mengangkut belerang dari gudang penyimpanan ke Rooler
Mill (FR-102)
Jenis : Spaced-Bucket Centrifugal-Discharge Elevator
Bahan : Malleable-iron
Jumlah : 1 unit
Laju alir : 20,9038 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
Tinggi elevator : 7,62 m
Ukuran bucket : (6 x 4 x 4¼) in
Jarak antar bucket : 0,305 m
Kecepatan bucket : 1,143 m/s
Kecepatan putaran : 43 rpm
Lebar belt : 17,78 cm
Daya motor : 0,0278 hp
21. Roller Mill (FR - 102)
Fungsi : Memperkecil ukuran belerang dari gudang penyimpanan (G-102) sebelum ke unit Furnance (F-101).
Bahan : Stainless Steel
Kondisi Operasi : - Temperatur (T) : 30 oC
- Tekanan (P) : 1 atm
Diameter : 0,25 ft
Face ukuran roll : 2 ft
Kecepatan putaran : 0,0219 rpm
Daya motor : 0,0015 Hp
22. Vibrating Screen (SS – 102)
Fungsi : Memisahkan belerang dari ukuran besar.
Jenis : Vibrating Screen
Bahan : Stainless Steel
Jumlah : 1 unit
Kapasitas : 20,9038 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik
- Panjang : 0,28 m
- Lebar : 0,0567 m
- Daya : 4 hp
23. Belt Conveyor (BC-102)
Fungsi : mentransfer belerang ke bucket elevator (BE-104)
Jenis : Horizontal Belt Conveyor
Material : Commercial Steel
Kondisi Operasi : - Temperatur (T) : 300C
- Tekanan (P) : 1 atm
Kapasitas : 0,0183 ton/jam
Lebar Belt : 35 cm
Luas Area : 0,010 m2
Kecepatan Belt normal : 61 m/menit
Belt Plies minimum : 3
Belt Plies maksimum : 5
Kecepatan Belt : 30,5 m/menit
Daya motor : 0,44 Hp
24. Bucket Elevator (BE-105)
Fungsi : Mengangkut belerang ke Furnance (F-101)
Jenis : Spaced-Bucket Centrifugal-Discharge Elevator
Bahan : Malleable-iron
Jumlah : 1 unit
Laju alir : 17,7682 kg/jam
Kondisi operasi : -Temperatur = 300C
-Tekanan = 1 atm
Kondisi fisik :
Tinggi elevator : 7,62 m
Ukuran bucket : (6 x 4 x 4¼) in
Jarak antar bucket : 0,305 m
Kecepatan bucket : 1,143 m/s
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi merupakan suatu sistem atau susunan peralatan yang dipakai
didalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh
hasil sesuai dengan yang diharapkan. Alat – alat instrumentasi dipasang pada
setiap peralatan proses dengan tujuan agar para engineer dapat memantau dan
mengontrol kondisi dilapangan. Dengan adanya instrumentasi ini pula, para
engineer dapat segera melakukan tindakan apabila terjadi kejanggalan dalam
proses. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi
proses didalam pabrik mencapai tingkat kesalahan (error) yang paling minimum
sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolnya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat –
alat instrumen juga harus ditentukan apakah alat – alat tersebut dipasang diatas
papan instrumen dekat peralatan proses yang dikontrol secara manual atau
disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan
yang dikontrol secara otomatis (Perry, 1999).
Variabel – variabel proses yang biasanya dikontrol atau diukur oleh
instrumen adalah (Considine, 1985) :
1. Variabel utama, seperti temperatur, tekanan, laju alir dan level cairan
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik,
konduktivitas, pH, humiditas, titik embun, komposisi kimia, kandungan
kimia, kandungan kelembaban dan variabel lainnya.
Pada dasarnya suatu sistem pengendalian terdiri dari :
1. Elemen Perasa (Sensing Element / Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga
2. Elemen Pengukur (Measuring Element)
Elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju
aliran, maupun ketinggian fluida. Perubahan ini merupakan sinyal dari
proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen Pengontrol (Controlling Element)
Elemen yang menerima sinyal kemudian akan segera mengatur perubahan
– perubahan proses tersebut sama dengan nilai set point (nilai yang
dikehendaki). Dengan demikian elemen ini dapat segera memperkecil
ataupun meniadakan penyimpangan yang terjadi.
4. Elemen Pengontrol Akhir (Final Control Element)
Elemen yang akan mengubah masukan yang keluar dari elemen pengontrol
kedalam proses sehingga variabel yang diukur tetap berada dalam batasan
yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan
semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan
dengan cara mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan
variabel yang dikontrol maka instrumen akan bekerja sendiri untuk
mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai
controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat
perubahan-perubahan yang terjadi pada variabel yang dikontrol. Untuk mengubah
variabel-variabel kedalam nilai yang diinginkan maka dilakukan usaha secara
manual, instrumen ini bekerja sebagai pencatat (recorder) atau penunjuk
(indicator).
Faktor – faktor yang perlu diperhatikan dalam instrumen – instrumen adalah
(Peters, dkk. 2004) :
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine,
1985):
1. Untuk variabel temperatur
a. Temperatur Controller (TC) adalah instrumentasi yang digunakan untuk
mengamati temperatur dari suatu alat. Dengan menggunakan TC para
engineer juga dapat melakukan pengendalian terhadap peralatan sehingga
temperatur peralatan tetap berada dalam range yang diinginkan. TC
kadang – kadang juga dapat mencatat temperatur dari suatu peralatan
secara berkala melalui Temperatur Recorder (TR)
b. Temperatur Indicator (TI) adalah instrumentasi yang digunakan untuk
mengamati temperatur suatu alat.
2. Untuk variabel ketinggian permukaan cairan
a. Level Controller (LC) adalah instrumentasi yang digunakan untuk
mengamati ketinggian cairan didalam suatu alat. Dengan menggunakan
LC para engineer juga dapat melakukan pengendalian ketinggian cairan
didalam peralatan tersebut.
b. Level Indicator (LI) adalah instrumentasi yang digunakan untuk
mengamati ketinggian cairan didalam suatu alat.
3. Untuk variabel tekanan
a. Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi dari suatu alat. Para engineer juga dapat
melakukan perubahan tekanan dari peralatan operasi. PC dapat juga
dilengkapi pencatat tekanan dari suatu peralatan secara berkala melalui
Pressure Recorder (PR)
b. Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi dari suatu alat
4. Untuk variabel aliran cairan
a. Flow Controller (FC) adalah instrumentasi yang digunakan untuk
mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila
terjadi perubahan dapat melakukan pengendalian.
b. Flow Indicator (FI) adalah instrumentasi yang digunakan untuk
Beberapa instrumen yang digunakan dalam peralatan pabrik adalah :
1. Tangki
Instrumen yang digunakan pada tangki adalah Level Controller (LC) yang
berfungsi untuk mengamati ketinggian fluida di dalam tangki. Apabila
ketinggian fluida di dalam tangki menurun, maka supply bahan harus segara
[image:43.595.186.464.220.306.2]ditambahkan.
Gambar 6.1 Tangki penyimpanan beserta instrumennya
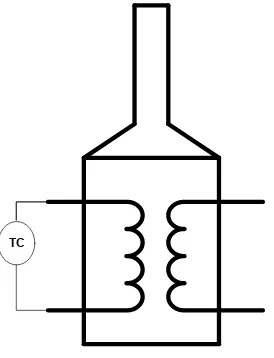
2. Tungku Listrik
Instrumen yang digunakan pada tungku listrik adalah Pressure Controller
yang berfungsi sebagai pengontrol tekanan pada tungku listrik dan
Temperature Controller (TC) yang berfungsi untuk mengamati dan
mengontrol temperature dalam tungku listrik.
TC
Gambar 6.2 Tungku Listrik beserta instrumennya LI
Bahan Masuk
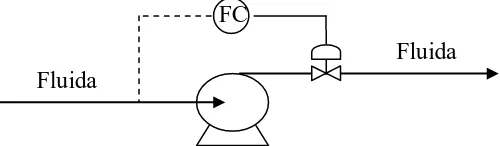
[image:43.595.245.382.447.626.2]3. Pompa (Po-1, Po-2)
Instrumen yang digunakan pada pompa adalah Flow Controller (FC) yang
berfungsi untuk memperkecil laju alir fluida yang masuk apabila laju alir
[image:44.595.189.439.170.243.2]fluida di dalam pompa berada di atas batas yang ditentukan.
Gambar 6.3 Pompa beserta instrumennya.
4. Cooler (C).
Instrumen yang digunakan pada cooler adalah Temperature Controller (TC)
yang berfungsi untuk mengamati dan mengontrol temperatur fluida di dalam
[image:44.595.222.398.359.507.2]cooler apabila fluida yang keluar berada di atas temperatur yang diinginkan.
Gambar 6.4 Cooler beserta instrumennya.
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik,
oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk
maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan
keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja
adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan
pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat
dilakukan antara lain (Peters, dkk.2004) : Fluida
Fluida FC
LI
1. Meningkatkan spesialisasi keterampilan karyawan dalam menggunakan
peralatan secara benar sesuai dengan tugas dan wewenang serta
mengetahui cara – cara mengatasi kecelakaan kerja.
2. Melakukan pelatihan secara berkala bagi karyawan. Pelatihan yang
dimaksud dapat meliputi :
a. Pelatihan untuk menciptakan kualitas Sumber Daya Manusia
(SDM) yang tinggi dan bertanggungjawab, misalnya melalui
pelatihan kepemimpinan dan pelatihan pembinaan kepribadian
b. Studi banding (workshop) antar bidang kerja, sehingga karyawan
diharapkan memiliki rasa kepedulian terhadap sesama karyawan
3. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi
sanksi bagi karyawan yang tidak disiplin.
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja,
Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan
Kerja pada tanggal 12 Januari 1970. Semakin tinggi tingkat keselamatan kerja dari
suatu pabrik maka semakin meningkat pula aktivitas kerja para karyawan. Hal ini
disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang
menyenangkan.
Hal – hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin
adanya keselamatan kerja adalah sebagai berikut (Peters, dkk.2004) :
1. Penanganan dan pengangkutan bahan menggunakan manusia harus
seminimal mungkin
2. Adanya penerangan yang cukup dan sistem pertukaran udara yang baik
3. Jarak antar mesin - mesin dan peralatan lain cukup luas
4. Setiap ruang gerak harus aman, bersih dan tidak licin
5. Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah
kebakaran
6. Tanda – tanda pengaman harus dipasang pada setiap tempat yang
berbahaya
Dalam rancangan pabrik pembuatan karbon disulfida, usaha – usaha
pencegahan terhadap bahaya – bahaya yang mungkin terjadi dilakukan sebagai
berikut :
6.2.1 Pencegahan terhadap Bahaya Kebakaran dan Peledakan
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja
No.Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara
dini adanya suatu kebakaran awal, terdiri dari :
a. Smoke detector adalah detektor yang bekerja berdasarkan terjadinya
akumulasi asap dalam jumlah tertentu
b. Gas detector adalah detektor yang bekerja berdasarkan kenaikan
konsentrasi gas yang timbul akibat kebakaran ataupun gas – gas lain yang
mudah terbakar
2. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm
kebakaran yang memberikan isyarat adanya suatu kebakaran, terdiri dari :
a. Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus
(Audible alarm)
b. Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh
pandangan mata secara jelas (visible alarm)
3. Panel indikator kebakaran, merupakan komponen dari sistem deteksi dan alarm
kebakaran yang berfungsi mengendalikan kerja sistem dan terletak diruang
operator.
Upaya pencegahan dan penanganan terhadap bahaya kebakaran dan
peledakan dapat dilakukan hal-hal berikut :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang
pada tempat yang strategis dan penting seperti laboratorium dan ruang
proses
2. Pada peralatan pabrik yang berupa tangki dibuat man hole dan hand hole
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, steam
dan air dibedakan warnanya dan letaknya tidak mengganggu pergerakan
karyawan
4. Mobil pemadam kebakaran yang ditempatkan di fire station dan setiap saat
harus dalam keadaan siaga
5. Bahan – bahan yang mudah terbakar dan meledak harus disimpan dalam
tempat yang aman dan dikontrol secara teratur
6.2.2 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah
dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan
adalah melengkapi karyawan dengan peralatan diri sebagai berikut :
1. Helm
2. Pakaian dan perlengkapan pelindung
3. Sepatu pengaman
4. Pelindung mata
5. Pelindung telinga
6. Masker udara
7. Sarung tangan
6.2.3 Keselamatan Kerja Terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah :
1. Setiap instalasi dan alat – alat listrik harus diamankan dengan pemakaian
sekring atau pemutus arus listrik otomatis lainnya
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak
pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan
perbaikan
3. Penempatan dan pemasangan motor – motor listrik tidak boleh
mengganggu lalu lintas pekerja
4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan
tinggi
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat
penangkal petir yang dibumikan
7. Kabel – kabel listrik yang letaknya berdekatan dengan alat – alat yang
bekerja pada suhu tinggi harus diisolasi secara khusus
6.2.4 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada
didalam lokasi pabrik
2. Dalam mengani bahan – bahan kimia yang berbahaya, karyawan
diharuskan memakai sarung tangan karet serta penutup hidung dan mulut
3. Bahan – bahan kimia yang selama pembuatan, pengolahan, pengangkutan,
penyimpanan dan penggunaannya dapat menimbulkan ledakan, kebakaran,
korosi maupun gangguan terhadap kesehatan harus ditangani secara
cermat
4. Poliklinik yang memadai disediakan dilokasi pabrik
6.2.5 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat – alat dipasang dengan penahan yang cukup berat untuk mencegah
kemungkinan terguling atau terjatuh
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat
kegiatan karyawan
3. Jalur perpiaan sebaiknya berada di atas permukaan tanah atau diletakkan
pada atap lantai pertama kalau didalam gedung atau setinggi 4,5 meter bila
diluar gedung agar tidak menghalangi kendaraan yang lewat
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja
dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau
pembongkaran
5. Pada alat – alat yang bergerak atau berputar harus diberikan tutup
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai – nilai
disiplin bagi para karyawan yaitu (Peters,dkk.2004) :
1. Setiap karyawan bertugas sesuai dengan pedoman – pedoman yang
diberikan
2. Setiap peraturan dan ketentuan yang ada harus dipatuhi
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan
peralatan yang ada
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan
pada atasan
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat
menimbulkan bahaya
6. Dilakukan pengontrolan secara priodik terhadap alat instalasi pabrik oleh
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam
memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan
prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin
kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan karbon
disulfida adalah sebagai berikut:
1. Kebutuhan air
2. Kebutuhan bahan kimia
3. Kebutuhan bahan bakar
4. Kebutuhan listrik
5. Unit pengolahan limbah
7.1 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting, baik untuk kebutuhan
proses maupun kebutuhan domestik. Kebutuhan air pada pabrik pembuatan
karbon disulfida adalah sebagai berikut:
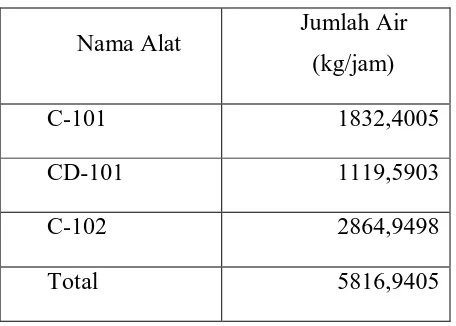
[image:50.595.199.427.550.713.2]• Air pendingin
Tabel 7.2 Kebutuhan air pendingin pada alat
Nama Alat Jumlah Air
(kg/jam)
C-101 1832,4005
CD-101 1119,5903
C-102 2864,9498
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara
pendingin air. Dengan menganggap terjadi kehilangan air selama proses
sirkulasi, maka air tambahan yang diperlukan adalah jumlah air yang hilang
karena penguapan, drift loss, dan blowdown (Perry, 1997).
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
We = 0,00085 Wc (T2 – T1) (Pers. 12-10, Perry, 1997)
Di mana :
Wc = jumlah air pendingin yang diperlukan = 5816,9405 kg/jam
T1 = temperatur air pendingin masuk = 10°C = 50°F
T2 = temperatur air pendingin keluar = 200°C = 392°F
Maka
We = 0,00085 x 5816,9405 x (140-82,4)
= 284,7974 kg/jam
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang
masuk ke menara air (Perry, 1997). Ditetapkan drift loss 0,2 %, maka:
Wd = 0,002 x 5816,9405
= 11,633 kg/jam
Air yang hilang karena blowdown bergantung pada jumlah siklus sirkulasi air
pendingin, biasanya antara 3 – 5 siklus (Perry, 1997). Ditetapkan 5 siklus, maka:
1 S
W
W e
b
−
= (Pers, 12-12, Perry, 1997)
kg/jam 199
, 71
1 5 284,7974 Wb
= −
=
Sehingga air tambahan yang diperlukan = 284,7974 + 11,633 + 71,199
= 367,63 kg/jam
Tabel 7.3 Pemakaian air untuk berbagai kebutuhan
Kebutuhan Jumlah air (kg/jam)
Domestik dan kantor 300
Laboratorium 50
Kantin dan tempat ibadah 100
Poliklinik 50
Total 500
Sehingga total kebutuhan air yang memerlukan pengolahan awal adalah
= 367,63 + 500 = 867,6306 kg/jam
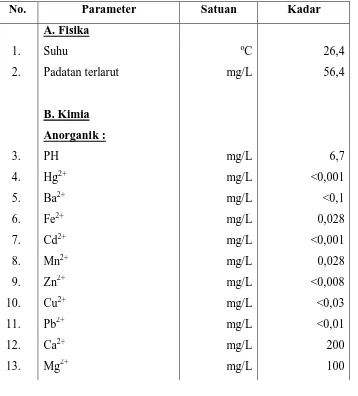
Sumber air untuk pabrik pembuatan karbon disulfida ini berasal dari sungai Silau,
Asahan. Kualitas air dapat diasumsikan sebagai berikut :
Tabel 7.4 Kualitas air sungai
No. Parameter Satuan Kadar
A. Fisika
1. Suhu oC 26,4
2. Padatan terlarut mg/L 56,4
B. Kimia Anorganik :
3. PH mg/L 6,7
4. Hg2+ mg/L <0,001
5. Ba2+ mg/L <0,1
6. Fe2+ mg/L 0,028
7. Cd2+ mg/L <0,001
8. Mn2+ mg/L 0,028
9. Zn2+ mg/L <0,008
10. Cu2+ mg/L <0,03
11. Pb2+ mg/L <0,01
12. Ca2+ mg/L 200
[image:52.595.116.474.356.752.2]14. F- mg/L 0,001
15. Cl- mg/L 60
16. NO2- mg/L 0,028
17. NO3- mg/L 0,074
18. SeO32- mg/L <0,005
19. CN- mg/L 0,001
20. SO42- mg/L 42
21. H2SO4- mg/L <0,002
22. Oksigen terlarut (DO) mg/L 6,48
`
Sumber : Laporan Akhir Bidang Pengendalian Pencemaran Lingkungan, Bapedal
SUMUT, 2006.
Untuk menjamin kelangsungan penyediaan air, maka di lokasi
pengambilan air dibangun fasilitas penampungan air (water intake) yang juga
merupakan tempat pengolahan awal air sungai. Pengolahan ini meliputi
penyaringan sampah dan kotoran yang terbawa bersama air. Selanjutnya air
dipompakan ke lokasi pabrik untuk diolah dan digunakan sesuai dengan
keperluannya. Pengolahan air di pabrik terdiri dari beberapa tahap, yaitu:
1. Screening
2. Klarifikasi
3. Filtrasi
7.1.1 Screening
Pengendapan merupakan tahap awal dari pengolahan air. Pada screening,
partikel-partikel padat yang besar akan tersaring tanpa bantuan bahan kimia.
Sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju
unit pengolahan selanjutnya.
7.1.2 Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan di dalam air. Air
dari screening dialirkan ke dalam clarifier setelah diinjeksikan larutan alum,
utama dan larutan Na2CO3 sebagai koagulan tambahan yang berfungsi sebagai
bahan pembantu untuk mempercepat pengendapan dan penetralan pH.
Setelah pencampuran yang disertai pengadukan maka akan terbentuk
flok-flok yang akan mengendap ke dasar clarifier karena gaya grafitasi, sedangkan air
jernih akan keluar melimpah (overflow) yang selanjutnya akan masuk ke
penyaring pasir (sand filter) untuk penyaringan.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air
yang akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 :
0,54 (Baumann, 1971).
Total kebutuhan air = 867,6306 kg/jam
Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 x 50 = 27 ppm
Larutan alum yang dibutuhkan = 50.10-6 x 867,6306 = 0,0433 kg/jam
Larutan abu soda yang dibutuhkan = 27.10-6 x 867,6306 = 0,0234 kg/jam
7.1.3 Filtrasi
Filtrasi berfungsi untuk memisahkan flok dan koagulan yang masih terikut
bersama air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan,
yaitu:
a. Lapisan I terdiri dari pasir hijau (green sand)
b. Lapisan II terdiri dari anterakit
c. Lapisan III terdiri dari batu kerikil (gravel)
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan.
Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan
regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand
filter, air dipompakan ke menara air sebelum didistribusikan untuk berbagai
kebutuhan.
Untuk air proses, masih diperlukan pengolahan lebih lanjut, yaitu proses
softener dan deaerasi. Untuk air domestik, laboratorium, kantin, dan tempat
ibadah, serta poliklinik, dilakukan proses klorinasi, yaitu mereaksikan air dengan
klor untuk membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya
klorinasi diteruskan ke penyaring air (water treatment system) sehingga air yang
keluar merupakan air sehat dan memenuhi syarat-syarat air minum tanpa