PRA RANCANGAN
UNIT STERILIZER PADA PABRIK KELAPA SAWIT
UNTUK KAPASITAS PENGOLAHAN 30 TON/JAM
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Sains Terapan
O
L
E
H
NIM: 005201040
RAHMADSYAH
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
LEMBAR PENGESAHAN
PRA RANCANGAN
PABRIK PEMBUATAN GAS METAN DARI SAMPAH ORGANIK
DENGAN KAPASITAS PENGOLAHAN 37,5 TON/JAM
KARYA AKHIR
OLEH
NIM : 025201010
JULIYANTI SRI KARTIKA N
Telah Diperiksa/Disetujui:
Pembimbing I Pembimbing II
(Ir. Renita Manurung, MT)
NIP. 132 163 646 NIP. 132 243 713 (Hendra Ginting, ST.MT)
Mengetahui
Koordinator Karya Akhir
NIP : 132 126 842 (Dr. Eng. Ir. Irvan, M.Si)
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
LEMBAR PENGESAHAN
PRA RANCANGAN UNIT STERILIZER PADA PABRIK KELAPA
SAWIT UNTUK KAPASITAS 30 TON/JAM
KARYA AKHIR
OLEH
NIM : 005201040 RAHMADSYAH
Telah Diperiksa/Disetujui:
Pembimbing I Pembimbing II
(Ir. Renita Manurung, MT)
NIP. 132 163 646 NIP. 132 243 713 (Hendra Ginting, ST.MT)
Mengetahui
Koordinator Karya Akhir
NIP : 132 126 842 (Dr. Eng. Ir. Irvan, M.Si)
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Syukur Penulis panjatkan kepada Tuhan yang Maha Esa yang memberikan kesehatan bagi Penulis, sehingga Penulis dapat menyelesaikkan penyusunan Karya Akhir ini yang berjudul “Pra Rancangan Pabrik Pembuatan Yoghurt dari Kacang Kedelai Kapasitas 8 Ton/jam”.
Penyusunan Karya akhir ini sebagai salah satu syarat yang harus dipenuhi untuk dapat mengikuti sidang sarjana pada Program Studi Teknologi Kimia Industri D-IV Fakultas Teknik Universitas Sumatera Utara.
Rasa Terima Kasih yang tak terhingga kepada kedua orang tua tercinta, yang selalu membimbing dan memberikan segenap dukungan moril dan material bagi Penulis, serta kakak dan adik penulis yang tetap memberikan bantuan, dukungan dan tauladan, yang menjadi pengorbanan yang tak terbalaskan.
Dalam kesempatan ini, saya juga ingin menyampaikan ucapan terimakasih kepada semua pihak yang telah banyak membantu selama Penulis menyelesaikkan studi :
1. Ir. Renita Manurung, MT, selaku Ketua Program Studi Teknologi Kimia Industri D-IV Fakultas Teknik Universitas Sumatera Utara.
2. Hendra Ginting, ST.,MT, selaku Sekeretaris Program Studi Teknologi Kimia Industri D-IV Fakultas Teknik Universitas Sumatera Utara.
3. Dr. Ir. Irvan Msi, selaku koordinator Karya Akhir Program studi Teknologi Kimia Industri D-IV Fakultas Teknik Universitas Sumatera Utara.
4. Ir. Indra Surya MSc, yang selaku Dosen Pembimbing I Karya Akhir yang telah memberikan bimbingan, masukan dan arahan kepada penulis selama menyelesaikan Karya Akhir ini.
5. Maya Sarah ST.,MT, yang selaku Dosen Pembimbing II Karya Akhir yang telah memberikan bimbingan, masukan dan arahan kepada penulis selama menyelesaikan Karya Akhir ini.
6. Seluruh Satff Pengajar Program Studi Teknologi Kimia Industri D-IV Fakultas Teknik Universitas Sumatera Utara.
8. Teman-teman stabuk 2001 dan Junior-junior yang telah banyak membantu terselesaikannya Karya Akhir ini.
Dan semua pihak yang tidak mungkin disebutkan seluruhnya, terimakasih Penulis haturkan atas segala dukungannya.
Penulis menyadari bahwa Karya Akhir ini masih jauh dari sempurna karena Penulis sangat mengharapkan saran dan keritik guna peningkatan kualitas Karya Akhir di masa yang akan datang. Akhir kata, semoga Karya Akhir ini dapat bermanfaat bagi semua pihak.
Medan, April 2008 Penulis,
INTI SARI
Pra Rancangan Pabrik Unit Sterilisasi pada Pabrik Kelapa Sawit direncanakan
dengan masa kerja 330 hari dalam satu tahun.
Lokasi Pabrik yang direncanakan didirikan di Perbaungan dengan luas lahan
1.377 m2
• Total Modal Investasi : Rp 55.140.687.520,-
. Tenaga kerja yang dibutuhkan dalam pengoperasian Unit Sterilisasi pada
Pabrik Kelapa Sawit ini berjumlah 15 orang dengan bentuk badan usaha Perseroan
Terbatas (PT) dan struktur organisasi yang direncanakan adalah berbentuk garis dan
staff.
Hasil analisa aspek ekonomi pabrik ini adalah sebagai berikut :
Dari hasil analisa aspek ekonomi, maka disimpulkan bahwa Unit Sterilisasi pada
Pabrik Kelapa Sawit ini memerlukan biaya sangat banyak, pada unit sterilisasi ini
akan menghasilkan mutu minyak yang sesuai dengan standar yang diminta konsumen
DAFTAR ISI
LEMBAR PENGESAHAN KATA PENGANTAR
INTI SARI i
DAFTAR ISI ii
DAFTAR TABEL vii
DAFTAR GAMBAR viii
BAB I PENDAHULUAN
1.1. Latar Belakang I-1
1.2. Perumusan Masalah I-2
1.3. Tujuan Rancangan I-2
1.4. Manfaat Rancangan I-3
BAB II TINJAUAN PUSTAKA DAN DESKRIPSI PROSES
2.1. Stasiun Sterilizer II-1
2.2. Fungsi Sterilizer II-4
2.2.1 Menghentikan Aktivitas Enzim II-4
2.2.2 Melepaskan Buah dari Tandannya II-4
2.2.3 Menurunkan Kadar Air II-5
2.2.4 Melunakkan Buah Sawit II-5
2.3 Jenis Sterilizer II-5
2.3.1 Sterilizer II-5
2.3.2 Sterilizer Double Peak II-6
2.4. Operasi Sterilizer Programmer II-7
2.5. Operasi Prosedur Pembuangan Tekanan Steam II-13
2.5.1 Prosedur Pembuangan Udara II-13
2.5.2 Prosedur Pembuangan Kondensat II-13
2.5.3 Prosedur Pembuangan Uap II-14
2.6. Perawatan dan Pembersihan II-15
2.6.1 Perawatan Sterilizer II-15
2.6.2 Pembersihan Sterilizer II-16
BAB III NERACA BAHAN
3.1. Sterilizer III-1
BAB IV NERACA PANAS
4.1. Sterilizer IV-1
BAB V SPESIFIKASI PERALATAN
5.1. Sterilizer V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA
6.1. Instrumentasi VI-1
6.2.Keselamatan Kerja VI-6
6.3. Keselamatan Kerja Pada Unit Sterilisasi PKS VI-7
6.3.1. Pencegahan Terhadap Kebakaran Dan Ledakan VI-7
6.3.2. Peralatan Perlindungan Diri VI-8
6.3.3. Keselamatan Kerja Terhadap Listrik VI-8
6.3.4. Pencegahan Terhadap Gangguan Kesehatan VI-9
BAB VII UTILITAS
7.1. Kebutuhan Uap (Steam) VII-1
7.2. Kebutuhan Air VII-2
7.2.1. Pengendapan VII-3
7.2.2. Klarifikasi VII-4
7.2.3. Filtrasi VII-4
7.2.4. Demineralisasi VII-5
7.2.5. Deaerasi VII-9
7.3. Kebutuhan Bahan Kimia VII-9
7.4. Kebutuhan Listrik VII-9
7.5. Kebutuhan Bahan Bakar VII-10
7.6. Spesifikasi Peralatan Utilitas VII-11
7.6.1. Pompa Air Sumur Bor (L-411) VII-11
7.6.2. Bak Pengendapan (H-410) VII-11
7.6.3. Clarifier (H-420) VII-12
7.6.4. Tangki Pelarutan Alum (M-421) VII-12
7.6.5. Tangki Pelarutan Soda Abu (M-422) VII-13
7.6.6. Pompa Bak Pengendapan (L-421) VII-13
7.6.7. Sand Filter (H-430) VII-14
7.6.8. Pompa Clarifier (L-431) VII-15
7.6.9. Menara Air (F-440) VII-15
7.6.10. Pompa Sand Filter (L-441) VII-16
7.6.11. Kation Exchanger (T-450) VII-16
7.6.13. Pompa Menara Air (L-451) VII-17
7.6.14. Anion Exchanger (F-460) VII-18
7.6.15. Tangki Pelarutan NaOH VII-18
7.6.16. Pompa Kation Exchanger (L-461) VII-19
7.6.17. Tangki Kaporit (F-490) VII-20
7.6.18. Tangki Penampungan Air Umpan Ketel (F-500) VII-20
7.6.19. Pompa Air Umpan Ketel (L-501) VII-21
7.6.20. Deaerator (E-510) VII-21
7.6.21. Pompa Deaerator (L-511) VII-22
7.6.22. Boiler (E-250) VII-22
BAB VIII LOKASI DAN TATA LETAK PABRIK
8.1. Lokasi Pabrik VIII-1
8.2. Tata Letak Pabrik VIII-3
8.3. Kebutuhan Areal Untuk Pendirian Pabrik VIII-4
BAB IX ORGANISASI MANAJEMEN PERUSAHAAN
9.1. Organisasi Dan Manajemen IX-1
9.2. Bentuk Badan Usaha IX-1
9.2.1. Badan Usaha Perorangan (Single Proprietorship) IX-1
9.2.2. Badan Usaha Persekutuan (Partnership) IX-2
9.2.3. Badan Usaha Perseorangan (Corporation) IX-4
9.2.4. Koperasi (Coperative) IX-4
9.2.5. Badan Usaha Milik Negara (BUMN) IX-4
9.2.6. Penggabungan Badan Usaha (Joint Venture) IX-5
9.4. Uraian Tugas Wewenang Dan Tanggung Jawab IX-6
9.4.1. Kepala Bagian Produksi IX-6
9.4.2. Kepala Bagian Utilitas IX-6
9.4.3. Kepala Bagian Unit Sterilisasi IX-6
9.4.4 Opeartor Panel Kontrol IX-7
9.5 Posisi Unit Sterilisasi pada PKS IX-7
9.6. Sistem Kerja Dan Tenaga Kerja IX-7
9.7. Jumlah, Tingkat Pendidikan Dan Gaji Tenaga Kerja IX-8
BAB X ANALISA EKONOMI
10.1. Modal Investasi X-1
10.1.1. Modal Investasi Tetap/Fixed Capital Investment (FCI) X-1
10.1.2. Modal Kerja/Working Capital X-2
BAB XI KESIMPULAN XI-1
DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA LAMPIRAN B PERHITUNGAN NERACA PANAS LAMPIRAN C SPESIFIKASI PERALATAN
DAFTAR TABEL
Tabel 1.1 Konsumsi Minyak Goreng Indonesia I-2
Tabel 3.1 Perhitungan Neraca Massa pada Unit Sterilizer III-1
Tabel 4.1 Perhitungan Neraca Panas pada Unit Sterilizer IV-1
Tabel 6.1 Daftar instrumentasi Pra Rancangan Unit Sterilisasi pada PKS IV-4
Tabel 7.1 Kualitas sumur bor VII-2
Tabel 8.1 Perincian Luas Tanah Pra Rancangan Unit Sterilisasi pada PKS VIII-5
Tabel 9.1 Jumlah, Tingkat pendidikan Tenaga Kerja IX-8
Tabel LA.1 Neraca Massa Pada Sterilizer LA-1
Tabel LB.1 Kapasitas panas zat cair untuk ikatan (J/mol.K) LB-1
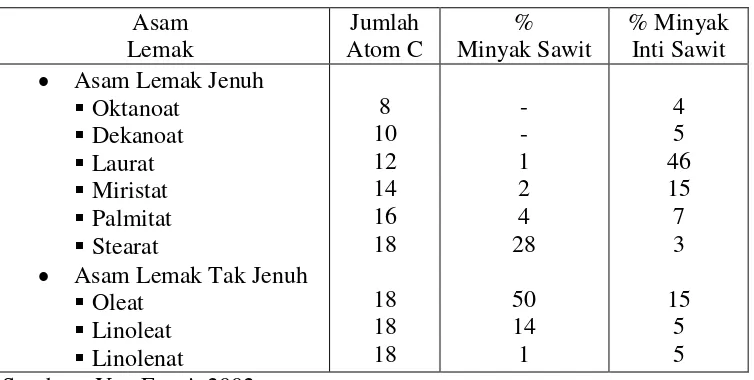
Tabel LB.2 Komposisi Asam Lemak Minyak Sawit LB-1
Tabel LB.3 Neraca Panas Pada Sterilizer LB-11
Tabel 10.1 Modal Investasi Tetap (MIT/FCI) X-2
Tabel 10.2. Perincian Modal Kerja (Working Capital) X-3
Tabel 10.3. Perincian Biaya Tetap X-4
DAFTAR GAMBAR
Gambar 2.1 Sistem Perebusan SingglePeak (SPSP) II-6
Gambar 2.2 Sistem Perebusan DoublePeak (SPTP) II-6
Gambar 2.3 Sistem Perebusan TripplePeak (SPTPB) II-6
Gambar 2.4 Sistem Perebusan SingglePeak (SPSP) II-6
Gambar 2.5 Step of Sterilizer II-8
Gambar 2.6 Timer at each step indicates time in minutes II-8
INTI SARI
Pra Rancangan Pabrik Unit Sterilisasi pada Pabrik Kelapa Sawit direncanakan
dengan masa kerja 330 hari dalam satu tahun.
Lokasi Pabrik yang direncanakan didirikan di Perbaungan dengan luas lahan
1.377 m2
• Total Modal Investasi : Rp 55.140.687.520,-
. Tenaga kerja yang dibutuhkan dalam pengoperasian Unit Sterilisasi pada
Pabrik Kelapa Sawit ini berjumlah 15 orang dengan bentuk badan usaha Perseroan
Terbatas (PT) dan struktur organisasi yang direncanakan adalah berbentuk garis dan
staff.
Hasil analisa aspek ekonomi pabrik ini adalah sebagai berikut :
Dari hasil analisa aspek ekonomi, maka disimpulkan bahwa Unit Sterilisasi pada
Pabrik Kelapa Sawit ini memerlukan biaya sangat banyak, pada unit sterilisasi ini
akan menghasilkan mutu minyak yang sesuai dengan standar yang diminta konsumen
BAB I
PENDAHULUAN
1.1Latar Belakang
Sebagai negara yang sedang berkembang, pembangunan disegala bidang merupakan
kewajiban yang harus dilaksanakan oleh bangsa Indonesia. Pembangunan ini bertujuan
untuk untuk mewujudkan masyarakat yang adil dan makmur. Pembangunan disektor
industri merupakan bagian dari usaha pembangunan ekonomi jangka panjang yang
diarahkan untuk menciptakan struktur organisasi ekonomi yang lebih kokoh dan
seimbang, yaitu struktur ekonomi dengan titik berat industri yang maju dan didukung
oleh sektor pertanian yang tangguh.
Industri kelapa sawit Indonesia terus berkembang karena permintaannya terus
meningkat baik untuk konsumsi langsung sebagai minyak goreng, maupun sebagai
produk industri lainnya. Penggunaan minyak kelapa sawit sebagai minyak goreng pada
tahun 1985 tercatat telah mencapai 55,3% atau meningkat 27% pertahun. Saat ini minyak
goreng merupakan penyerap utama konsumsi minyak dalam negeri yaitu mencapai 70%
dari jumlah yang dipasarkan dalam negeri. Minyak sawit merupakan salah satu sumber
minyak nabati potensial khususnya sebagai sumber minyak nabati yang potensial
khususnya sebagai bahan oleo-pangan dan oleo-kimia. Industri lain yang menggunakan
minyak kelapa sawit ini adalah industri margarin, sabun dan industri kimia lainnya
(Suyatno, 1994).
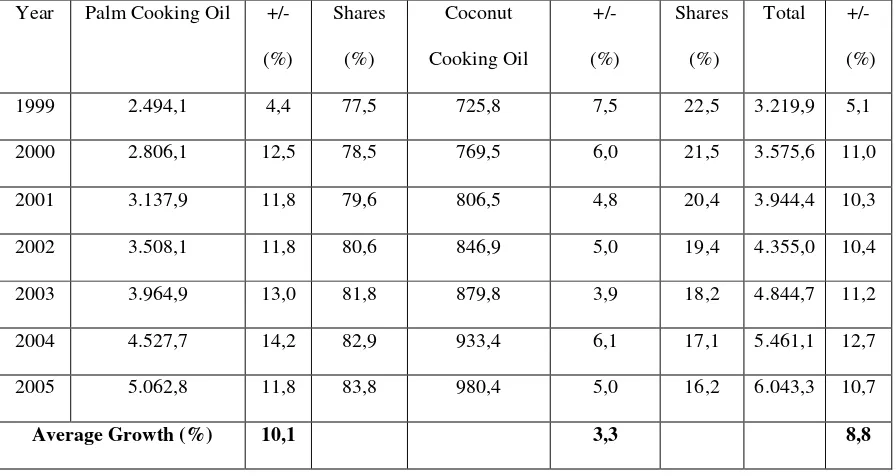
Konsumsi perkapita minyak goreng Indonesia mencapai 16,5 kg per tahun dimana
konsumsi perkapita khusus untuk minyak goreng sawit sebesar 12,7 kg per tahun.
minyak goreng dalam negeri tahun 2005 mencapai 6 juta ton dimana 83,3% terdiri dari
minyak goreng sawit.
Tabel 1.1 Konsumsi Minyak Goring Indonesia (dalam 000 ton)
Year Palm Cooking Oil +/- (%)
Shares (%)
Coconut Cooking Oil
+/- (%)
Shares (%)
Total +/- (%) 1999 2.494,1 4,4 77,5 725,8 7,5 22,5 3.219,9 5,1 2000 2.806,1 12,5 78,5 769,5 6,0 21,5 3.575,6 11,0 2001 3.137,9 11,8 79,6 806,5 4,8 20,4 3.944,4 10,3 2002 3.508,1 11,8 80,6 846,9 5,0 19,4 4.355,0 10,4 2003 3.964,9 13,0 81,8 879,8 3,9 18,2 4.844,7 11,2 2004 4.527,7 14,2 82,9 933,4 6,1 17,1 5.461,1 12,7 2005 5.062,8 11,8 83,8 980,4 5,0 16,2 6.043,3 10,7
Average Growth (%) 10,1 3,3 8,8
1.2Perumusan Masalah
Dari data yang telah diperoleh bahwa tingginya permintaan atas konsumsi masyarakat
Indonesia dan dunia atas kebutuhan terhadap minyak goring dan terhadap Crude Palm Oil
(CPO). Maka diharapkan jumlah produksi dapat ditingkatkan dan juga mutu dari minyak
kelapa sawit yang dihasilkan sehingga tidak kalah bersaing dengan produk minyak
produksi negara lain
1.3Tujuan Rancangan
Sebagai ilmu Keteknikan, maka Teknologi Kimia Industri membidangi perancangan
baku menjadi produk yang berdaya guna untuk bahan baku baik bagi proses berikutnya
maupun untuk kebutuhan masyarakat. Tujuan rancangan Unit Sterilisasi Buah Sawit
untuk Pabrik Kelapa Sawit adalah juga untuk mengaplikasikan Ilmu Teknologi Kimia
Industri yang meliputi neraca massa, neraca energi, Operasi Teknik Kimia, Utilitas dan
bagian Ilmu Teknologi Kimia Industri lainnya yang penyajiannya disajikan pada Pra
Rancangan Unit Sterilisasi Buah Sawit Untuk Pabrik Kelapa Sawit.
1.4Manfaat Rancangan
Berdasarkan tujuan rancangan dapat diketahui mengenai Spesifikasi Unit Sterilisasi
buah Sawit untuk Pabrik Kelapa Sawit cara kerja serta dan pengoperasian Unit Sterilizer
BAB II
TINJAUAN PUSTAKA
2.1 STATION STERILIZER
Stasiun Strilizer adalah stasiun untuk merebus Tandan Buah Segar (TBS) yang
akan diproses untuk mendapatkan minyak sawit. Peralatan yang utama pada stasiun ini
adalah Ketel rebusan TBS. Disamping itu juga peralatan Bantu, untuk membantu proses
perebusan TBS dan peralatan kontrol untuk mengontrol jalannya proses agar selama
proses berlangsung dengan baik (sempurna).
Adapun peralatan Sterilizer di Pabrik Kelapa Sawit (PKS) dapat dituliskan data teknisnya
sebagai berikut :
Bentuk/model : Silinder memanjang horizontal
Diameter Silinder bagian dalam : 2.100 mm (210 cm)
Panjang Sterilizer : 3.150 cm
Kapasitas : 25 ton (10 lori @ 2,5 ton TBS)
Tekanan kerja : 2,5 s/d 3 kg/cm
Temperatur uap : 125
2
0
C – 1350
Waktu perebusan : 82 – 90 menit
C
Peralatan Sterilizer ini dilengkapi dengan :
1. Panel Sterilizer
Untuk pengoperasian, pengontrolan dan pemograman Sterilizer.
Pengoperasian dimaksudkan untuk menjalankan/pengoperasian Sterilizer sesuai dengan step-step yang ada selama proses berlangsung.
Pengontrolan, untuk mengetahui unjuk kerja peralatan dapat bekerja sesuai dengan system yang diprogram atau tidak dengan cara melihat indicator baik
berupa lampu atau grafik.
2. Peralatan Kontrol
Peralatan ini dipasangkan untuk tujuan pengontrolan kerja system macam-macam
antara lain :
Inlet Valve
Untuk pengontrolan/pengaturan masuknya uap ruang Sterilizer.
Exhaust Valve
Untuk pengaturan keluaran steam dari ruang Sterilizer
Daerate Valve
Untuk pengaturan keluaran kondensat dan ruang Sterilizer
Safety Device
Untuk mengontrol posisi pintu Sterilizer pada saat tertutup
Manometer untuk mengontrol terhadap tekanan didalam ruang Sterilizer
Kontrol uap pada saat akan membuka pintu Sterilizer 3. Pintu Sterilizer, Packing dan Pengguna
Pada Pintu Sterilizer dilengkapi dengan packing dan pengunci pada saat menutup
ruang Sterilizer.
Pintu untuk jalan masuk dan keluarnya Lori yang berisi TBS kedalam/keluar Sterilizer
Packing untuk menutup celah-celah pada sambungan body Sterilizer dengan pintunya pada saat tertutup agar rapat tidak terjadi kebocoran uap lewat pintu
(sambungan)
Pengunci untuk mengunci pintu pada keadaan tertutup selama proses perebusan berlangsung
4. Linier Plate (Plate Aus)
Plate aus ini dipasang pada sisi bawah dan dinding Sterilizer bagian dalam. Fungsinya
untuk melindungi sebagian shell (dinding) dan Sterlizer terhadap aktivitas zat asam
tersebut menyebabkan dinding Sterilizer cepat korosi. Plate ini dapat dilakukan
penggantian apabila rusak, bocor (habis).
5. Onfice Plate
Onfice plate (plate onfice) ini dipasang pada bahagian atas dari dinding Sterilizer.
pada sisi bawah onfice plate dan lubang berbentuk segi empat (persegi panjang) pada
sisi kanan kiri dari onfice plate.
Fungsi onfice plate untuk mengatur penyebaran uap agar dapat merata kesuluruh
permukaan dari TBS.
6. Roller (Batang Silinder Pejal)
Roller ini dipasang bebas dibawah kaki Sterilizer dan diatas landasan (pondasi).
Bentuk Roller adalah batang baja silinder pejal dan panjang. Fungsi dari Roller
adalah untuk mengimbangi proses ekspansi pada stemiuser agar konstruksi Sterilizer
stabil dan proses ekspansi dapat berjalan sempurna.
Proses ekspansi ini timbul karena pemanasan di dalam ruang Sterilizer. Bahan yang
kena panas akan mengalami muai panjang dan penyusutan pada saat kembali menuju
keadaan (dingin). Disamping itu karena ruang Sterilizer keadaannya tertutup rapat,
maka mungkin terjadi pula muai ruang, sehingga konstruksi Sterilizer akan terangkat
(mengembang) karena hal tersebut maka Roll ini dipasang bebas diantara Sterilizer
dan landasan (pondasi).
7. Pompa kompresor
Pompa kompresor ini digunakan untuk proses-proses Sterilizer dan mengendalikan
proses kerja panel Sterilizer. Kompresor dijalankan secara otomatik dengan sebuah
relay yang dikontrol berdasarkan tekanan. Apabila tekanan udara didalam silinder
kompresor kurang dari 6 kg/cm2, maka relay ‘ON’, arus masuk dan motor beroperasi
menggerakkan torak, sehingga tekanan naik (dalam silinder tangki) mencapai 8
kg/cm2
8. Saluran kontrol kebocoran
, maka relay ‘OFF’ dan motor mati.
Saluran ini dimasukkan untuk mengetahui adanya kebocoran/kerusakan (aus) dan
plate aus didalam ruang Sterilizer. Bocoran ini ditandai dengan adanya kondensate
keluar Sterilizer lewat saluran kontrol kebocoran.
9. Peredam Suara
Alat ini dignakan untuk mengurangi suara (meredam) pada saat pembuangan uap
(steam ke udara). Agar tidak terlalau berisi/keras suaranya.
Alat ini untuk memisahkan campuran uap dan air (kondensate) yang keluar dari
Sterilizer. Uapnya dibuang keudara dan air kondensasinya dialirkan ke recovery tank.
2.2 FUNGSI STERILIZER
Pada dasarnya, keberhasilan dalam proses perebusan ini akan mendukung
kemudahan-kemudahan dalam proses selanjutnya, baik di stasiun Thressing, Press,
Digester dan lain-lain. Adapun fungsi dari Sterilizer adalah untuk melakukan proses
Sterilisasi buah TBS sebelum di proses menjadi minyak. Proses sterilisasi TBS bertujuan
diantaranya untuk :
2.2.1 Menghentikan Aktivitas Enzim
Bauh yang dipanen mengandung enzim upase oksidase yang tetap bekerja di
dalam buah sebelum enzim tersebut dihentikan. Enzim Lipase bertindak sebagai
katalisator dalam pembentukan asam lemak bebas (ALB) sedangkan enzim oksidasi
berperan dalam pembentukan peroksida yang kemudian berubah menjadi gugus aldehide
dan kation. Senyawa tersebut bila teroksidasi akan terbentuk asam lemak bebas. Jadi
asam lemak bebas yang terdapat dalam minyak sawit merupakan hasil kerja enzim lipase
dan oksidase.
Aktifitas enzim semakin tinggi apabila buah TBS mengalami kememaran (luka).
Enzim umumnya tidak aktif lagi bila dipanaskan sampai suhu >500C. Maka perebusan
dengan suhu >1200C sekaligus menghentikan kegiatan enzim.
2.2.2 Melepaskan Buah dari Tandannya
Minyak dari inti sawit terdapat dalam buah, maka untuk mempermudah prosesnya
ekstraksi minyak, buah perlu dipisahkan dari tandannya. Pelepasan buah dan Spikht
karena adanya hidrolisa pectin yang terjadi dipangkal buah. Jadi Hidrolisa pectin ini telah
terjadi secara alam dilapangan yang menyebabkan buah membrondol. Hidrolisa pectin
dapat terjadi pula didalam ketel rebusan, dengan adanya reaksi yang dipercepat oleh
pemanasan. Panas dan uap didalam ketel akan meresap ke dalam buah karena adanya
tekanan Hidrolisa pectin dalam tangkai tidak seluruhnya menyebabkan pelepasan buah,
Tekanan uap (kg/cm2)
Waktu (dt)
2.2.3 Menurunkan Kadar Air
Proses Sterilisasi buah dpat menyebabkan penurunan kadar air buah dan inti, yaitu
dengan cara penguapan baik dari dalam saat direbus maupun saat sebelum dimasukkan ke
Tressing. Interaksi penurunan kadar air dan panas dalam buah akan menyebabkan minyak
sawitdari antara sell dapat bersatu dan mempunyai viskositas yang rendah sehingga
mudah dikeluarkan dalam proses pengempaan (proses ekstraksi minyak).
2.2.4 Melunakkan Buah Sawit
Pericarp (kulit buah) yang mendapatkan perlakuan panas dan tekanan akan
menunjukkan sifat, serat yang mudah lepas antara serat yang satu dengan yang lain. Hal
ini akan mempermudah proses didalam Digester dan Depericarper/Polishing. Karena
adanya panas dan tekanan tersebut maka air yang terkandung dalam inti akan menguap
lewat mata biji sehingga proses pemecahan biji lebih mudah (dalam Rippel Mill).
2.3 JENIS STERILIZER
Pengelompokkan jenis Sterilizer ini didasarkan menurut system dan
perebusannya. Pemilihan system perebusan selalu dengan kemempuan Boiler
memproduksi uap, untuk sasaran bahwa tujuan perebusan dapat tercapai.
Berdasarkan system perebusan tersebut, Sterilizer dapat dikelompokkan kedalam
3 jenis yaitu : Single peak, Double peak dan Tripple peak.
2.3.1 Sterilizer Single peak
Yaitu Sterilizer dengan proses perebusan yang hanya satu tahap proses perebusan.
Uap masuk sesuai dengan waktu yang ditentukan, sampai mencapai tekanan konstannya
Tekanan uap (kg/cm2)
Waktu (dt) Sistem Perebusan Single Peak (SPSP)
2.3.2 Sterilizer Double Peak
Yaitu Sterilizer dengan system perebusan dua tahap pemasukan uap dan tahap
pembuangan kondensat (uap air) dapat digambarkan sebagai berikut.
Sistem perebusan Double Peak (SPDP)
2.3.3 Sterilizer Triple Peak
Yaitu Sterilizer dengan tiga tahap perebusan/pemasukan uap ke dalam ruang
Sterilizer sebanyak 3 kali (tiga tahap). Dapat dibedakan dalam 3 bentuk siklus yakni :
Sistem perebusan Triple Peak (SPTP)
Sistem perebusan Tripple Peak Datar (SPTPD)
Sistem perebusan Tripple Peak bertahap (SPTPB)
Sistem perebusan triple peak ini banyak digunakan, karena disamping adanya
tindakan fisika juga dapat terjadi proses mekanik, yaitu adanya goncangan yang
disebabkan oleh perubahan tekananyang cepat. Keberhasilan system perebusan triple
peak ini dipengaruhi oleh
Kapasitas Ketel rebusan
Bahan Baku
Tekanan uap (kg/cm2)
Waktu (dt)
Tekanan uap (kg/cm2)
Waktu (dt)
Sistem Perebusan Tripple Peak (SPTP)
Sistem Perebusan Tripple Peak bertahap (SPTPB)
Dari uraian diatas, terlihat bahwa system perebusan Sterilizer PKS adalah system
perebusan triple peak (SPTP). Dimana di PKS untuk satu cycle penuh terbagi dalam 9
step.
2.4 Operasi Sterilizer Programer
Berdasarkan system perebusannya Sterlizer di PKS yang sering digunakan “Tripple
Peak”. Untuk mengoperasikan dpat dilakukan dengan cara manual dan cara automatic.
Dari mulai perebusan sampai selesai mengalami tiga tahapan perebusan yang terbagi
dalam satu step (tahap), dimana waktu yang diperlukan untuk masing-masing step dapat
diprogram sebelumnya sesuai kondisi (mutu) TBS operasi Sterilizer programmer dapat
Condensate /Dearation valve
Inlet Valve Exchaus Valve
Door switch
Steam Pressure In kg/cm2
3
2
1
Step Of Sterilizer Cycle
STEPS
Timer at each step indicates time in minutes
1 2 3 4 5 6 7 8 9
1 2 3 4 5 6 7 8 9
Sebelum kita menjalankan/mengoperasikan Sterilizer langkah persiapan yang
dilakukan adalah memasukkan Lori-lori TBS kedalam Sterilizer kemudian penutupan
pintu Sterilizer dengan pelaksanaannya sebagai berikut:
a.
1.Pintu Sterilizer dalam keadaan terbuka,power kita “ON” kan, kompressor kita start ± 2
menit baru kemudian power pada panel Sterilizer kita hidupkan dengan cara memutar
regulator power keposisi “ON” pada keadaan ini lampu “Door Swite” menyala. Persiapan Operasi Sterilizer
2.Lori yang telah berisi TBS kita masukkan kedalam ruang Sterilizer sebanyak 10 Lori,
kemudian pintu ditutup rapat.
3.Cara kita menutup pintu Sterilizer
Tekan kunci pengikat (tuas pengunci) kebawah, maka pengunci pintu akan berputar keatas dan berhenti bila riing pengunci sudah sejajar dengan riing pintu (berhimpit).
Run/IP Inlet
Valve on Door
shut Power
on
Exhaust Valve on Cycle
compote Condensat valve on
Riset Emergency stop Stop Manual Inlet
Manual Exhaust
Manual Condensat
OFF
ON
OFF
Bersamaan dengan itu “100 step savity device” turun kebawah secara gravity menahan riing pengunci supaya tidak terbuka.
Gerakan tuas (handle lever) ke samping dinding Sterilizer melintang di bawah “thoust plate” sehingga “steam device” dalam keadaan bebas.
Tutup “steam injector device” sehingga riing pengunci sudah tidak dapat digerakkan lagi.
Kita check kembali apakah posisi pintu telah terkunci dengan benar.
4. Kemudian kita pasangkan kertas grafik penunjuk tekanan dan suhu steam pada panel
dan mengatur posisi jarum pada kedudukan skala nol.
b.
1. Kita set terlebih dahulu waktu yang diperlukan untuk masing-masing step disesuaikan
dengan kondisi mutu TBS yang kita rebus. Pengoperasiaan Programer Sterilizer
2. Setelah semua dalam keadaan siap maka program kita jalankan dengan memutar
regulator operasi “automatik” baru kita start dengan menekan tombol “Run/LP Wait”
pada panel.
3. Program akan bekerja secara automatik dari step sampai sebagai berikut :
Step Pertama/Pembuangan Udara
Pada tahap ini merupakan tahap pembuangan udara dingin yang terdapat didalam
ruang Sterilizer. Berlangsung 5 menit Inlet valve terbuka, condensat/daeration
valve terbuka dan exchaust valve tertutup. Apablia udara dingin tidak dibuang
maka akan terjadi campuran antara udara dingin dan steam sehingga akan
mengakibatkan temperatur steam turun dan timbul kondensasi yang banyak maka
TBS akan menjadi basah sehingga waktu perebusan semakin bertambah dan
pemanasan uap menjadi tidak efektif. Tekanan didalam ruang Sterilizer 0,7
kg/cm2
Step Kedua/Pengisian Steam Pertama .
Inlet valve tetap terbuka, exhaust valve dan condensat/daeration valve tertutup.
condensat valve tertutup maka kondensat yang timbul tertampung dibagian bawah
Sterilizer dan tekanan uap semakin bertambah 0,7-22 kg/cm2
Step Ketiga/Pembuangan Kondensat Pertama
.
Inlet valve dan exchaust valve tertutup sedangkan condensat/daeration valve
terbuka. Proses ini berlangsung selama 5 menit, tekanan turun dari 2,2 kg/cm2
menjadi 0,25 kg/cm2
Step Keempat/Pengisian Steam Kedua .
Tahap ini bertujuan untuk membuang kondensat yang terjadi selama
berlangsungnya step kedua.
Inlet valve terbuka, exhaust valve tetap terbuka dan condensat/daeration valve
tertutup. Proses ini berlangsung selama 12 menit, tekanan steam didalam
Sterilizer naik dari 0,25-25 kg/cm2 .
Step Kelima/Pembuangan Kondensat Kedua
Adapun penurunan pada step ketiga maka
suhu uap turun sehingga timbul rongga diantara buah pada tandanan. Dengan
pemasukan steam dapat menembus ke bagian tengah tandan akibatnya buah yang
berada dibagian tengah ini bias mendapatkan pemanasan dari steam.
Inlet valve, exhaust valve tertutup dan condensat/daeration valve terbuka. Proses ini berlangsung selama 5 menit, tekanan steam didalam ruang
Sterilizer turun dari 2,5 kg/cm2 menjadi tekanan 0,5 kg/cm2
Tujuan tahap ini adalah untuk membuang kondensat yang terjadi selama step keempat dan untuk memberi kesempatan TBS yang memuai
(mengembang) akibat perebusan mengalami penyusutan dengan adanya
penurunan tekanan (penurunan temperatur)
.
Pada tahap ini akan terjadi ruang sela diantara TBS yang menyusut tersebut sehingga uap diharapkan lebih mudah untuk melakukan
pemanasan TBS dibagian paling dalam dan tandan
Step Keenam/Pengisian Steam Ketiga
Inlet valve terbuka, exhaust valve dan condensat/daeration valve tertutup. Proses ini berlangsung selama 12 menit, tekanan uap di dalam ruang
Tujuan tahap ini adalah untuk proses pemanasan/perebusan TBS yang berada di bagian dalam dari tandan agar kadar air turun.
Pada step kelima, timbul lubang (sela-sela) antara TBS, maka steam yang dialirkan masuk keruang Sterilizer akan memanasi TBS yang terdapat
dibagian dalam dari tandan.
Step Ketujuh/Pemasakan Perebusan TBS
Inlet valve terbuka, exhaust valve dan condensat/daeration valve tertutup. Proses ini berlangsung 30 menit, tekanan berkisar antara 2,8 kg/cm2
Tujuan tahap ini adalah agar proses masaknya TBS didalam Sterilizer benar-benar sempurna, yakni bagian luar, daging dan cangkang/inti dari
buah bias mendapatkan panas secara uniform.
.
Pada proses ini perebusan sebelumnya diharapkan sudah ada TBS yang matang sempurna. Namun untuk meyakinkan dilakukan proses perebusan
yang waktunya relatif lama (30 menit) dibandingkan waktu untuk step
yang lain dan berlangsung pada tekanan maksimal (konstan).
Pada tahap ketujuh ini terjadi proses pembuangan kondensat selama 1 menit. Hal ini dikarenakan TBS sudah dua kali mengalami pemanasan
(perebusan) distep kedua, keempat dan keenam sehingga total kondensat
yang terjadi pada step ketujuh tidak terlalu banyak, maka waktu
buangannya singkat.
Step Kedelapan/Pembuangan Kondensat Terakhir
Inlet valve tertutup, exhaust valve tertutup dan condensat/daeration valve terbuka. Proses ini berlangsung selama 3 menit, tekanan steam turun dari
2,8 kg/cm2 menjadi 1,7 kg/cm2
Tujuan untuk membuang kondensat yang masih terjadi pada proses ditahap/step ketujuh dan sekaligus membuang kondensat yang ada
didalam ruang Sterilizer. .
Step Kesembilan/Pembuangan Steam
Inlet valve tertutup, exhaust valve dan condensat/daeration valve terbuka. Proses ini berlangsung selama 2 menit, tekanan uap beranggusr turun dari
Tujuan tahap ini adalah untuk pembuangan uap dan penurunan tekanan agar pada waktu pembukaan pintu untuk mengeluarkan Lori tidak terjadi
pancaran steam lewat pintu Sterilizer.
4. Setelah siklus/step perebusan selesai, mka sirine dan lampu “cycle comple” pada
panel akan menyala, hal ini menandakan bahwa proses perebusan telah komplet dari
Lori TBS dapat dikeluarkan untuk dilakukan proses selanjutnya.
5. Membuka pintu Sterilizer, dengan cara sebagai berikut :
Bila tekanan telah turun sampai nol maka “Steam enjector device” dibuka dengan menggerakkan tuasnya ke atas tanpa menyentuh two step safety catch lever.
Angkat lever handle keatas dan luas pengunci digerakkan keatas secara terus menerus sampai riing pengunci terlepas kebawah dan terhenti pada posisi semula.
Two step safety divice dinaikkan keatas bahu riing kemudian jepitan dilepas dengan menggerakkan tuas pengunci (main lever) dan pintu terbuka. Pintu jangan
dibuka bila masih ada enjecting steam pada safety device ini akan berbahaya.
2.5 OPERASI PROSEDUR PEMBUANGAN TEKANAN STEAM 2.5.2 Prosedur Pembuangan Udara
Tahap ini berlangsung pada awal dari proses perebusan (step pertama)
Cara operasinya adalah sebagai berikut :
Inlet valve terbuka, aliran steam masuk keruang Serelizer, dimana masih terdapat
udara dingin. Karena berat jenis udara dingin lebih berat dibandingkan uap kering
maka udara tersebut berada dibagian bawah dari sterilizer. Sementara itu
condensat valve dalam keadaan terbuka, karena uap yang dialirkan kedalam ruang
Sterelizer adalah uap yang bertekanan maka adanya tekanan uap tersebut udara
Proses pembuangan ini jangan terlalu lama sehingga tidak banyak steam yang ikut terbuang.
Mekanisme Pembukaan Valve pada Inlet Steam
Pembukaan valve dilakukan secara automatik yang sesuai dengan program pada
panel. Kontrol pembukaan dan penutupan valve ini digunakan peralatan
pneumatic yang kerjanya berdasarkan perbedaan tekanan. Pada saat awal inlet
valve pada posisi tertutup. Peralatan kontrol peunmatic tersebut dialiri udara yang
bertekanan dari kompressor yang dimonitor didalam panel. Sedemikian rupa
sehingga tekanan didalam tabung as dan valve. As dan valve akan berputar
sebesar 900
Mekanisme Pembukaan Valve pada Condensat/Daeration Valve
maka kedudukan valve akan sejajar dengan dinding pipa inlet
sehingga aliran terbuka dan steam dapat mengalir masuk. Untuk mempertahankan
posisi ini maka tekanan pada tabung diafragma tetap dipertahankan agar
diafragma tetap mengembang.
Pada saat awal kondensat valve dalam keadaan tertutup. Posisi ini dipertahankan
adanya udara didalam tabung diafragma sehingga diafragma tetap dalam keadaan
mengembang.
Untuk pembukaan valve, udara yang bertekanan didalam ruang Seterilizer lebih
besar maka valve akan tertekan dan berputar 900
2.5.3 Prosedur Pembuangan Kondensat
. Diafragma akan terdorong
batang penghubung, juga terhisap udara didalam tabung akibat kevacuman
tersebut sedemikian rupa sehingga katup pada pipa kondensat terbuka.
Tahap ini dimaksudkan untuk membuang steam yang telah menjadi kondensat
agar tidak terjadi genangan kondensat didalam ruang sterilizer. Air yang terdapat
di sterilizer ini akan mengasobasi panas yang diberikan oleh uap sehingga akan
menurunkan temperatur perebusan.
Selama proses perebusan jumlah kondensat yang terjadi tidak diimbangi spin
(pengeluaran air kondensat) akan memperlambat usaha mencapai tekanan puncak.
Dengan adanya pembuangan kondensat ini akan terjadi penurunan tekanan kerja
Sterilizer. Proses penurunan ini untuk memberikan kejutan-kejutan pada saat inlet
steam sehingga TBS mudah membrondol.
2.5.4 Prosedur Pembuangan Uap
Tahapan pembuangan uap terjadi pada step kesembilan dari system perebusan.
Disamping pada saat pembuangan kondensat mungkin ada sebagian uap yang
terbawa keluar bersama kondensat.
Proses pembuangan uap ini terjadi berdasarkan perbedaan tekanan antara tekanan
didalam Sterilizer dengan tekanan udara luar. Pada step ketujuh tekanan kerja
diruang Sterilizer berkisar 2,8 kg/cm2 sedangkan tekanan udara luar 1.034 kg/cm2
2.6 PERAWATAN DAN PEMBERSIHAN
,
sehingga timbul aliran uap dari dalam ruang Sterilizer ke udara.
Akibat aliran tersebut maka tekanan didalam Sterilizer turun sampai mendekati
sama dengan tekanan udara luar. Akan tetapi gas yang berada didalam ruang
Sterilizer berupa uap kering yang mempunyai berat jenis yang lebih ringan
dibandingkan dengan udara maka uap tersebut tetap keluar lewat cerobong sampai
uap didalam Sterilizer habis.
Pembuangan uap ini dimasudkan untuk menurunkan tekanan uap sehingga tidak
terjadi semburan sewaktu pembukaan pintu Sterilizer. Pada akhir perebusan
system triple peak pembuangan uap bersama dengan pembuangan air kondensat,
dimana kondensat dibuang terlebih dahulu sehingga buah yang direbus kering dan
mudah untuk dirontokkan pada proses distasiun Thressing.
2.6.2 Perawatan Sterilizer
Macam perawatan pada Sterilizer antara lain :
1. Checking dan penggantian packing pintu (door packing)
Apabila packing pintu rusak tidak segera diganti akan menimbulkan
kerugian-kerugian misalnya :
Material pada bibir dan pintu lama-kelamaan jadi aus, akibat dari singgungan/gesekan yang bertekanan tinggi.
Membahayakan lingkungan kerja dan keselamatan kerja.
2. Pemeriksaan adanya kebocoran-kebocoran las-lasan pada plat aus (sambungan las
antara plat ketel dengan plat aus). Pengecekannya dapat dilakukan dengan
pemompaan air dengan memakai pompa tangan keruang antar plat aus dengan plat
badan ketel. Jika terjadi kebocoran pada las-lasan maka yang bocor tersebut dilas
dengan setelah bekas las yang lama dibuka dengan cara digrinda/dipahat terlebih
dahulu.
3. Pemeriksaan dan penguatan Bolt dan Nut dari pintu ketel.
4. Penguatan mur-mur pondasi, kemungkinan renggang akibat expansi ketel.
5. Pemeriksaan sambungan-sambungan pipa pada exhaust valve, inlet valve, Pipa
kondensat.
6. Checking dan penggantian packing, membran (diafragma) pada peralatan kontrol dan
checking katup-katup (valve) kemungkinan aus atau bocor.
7. Pemeriksaan alat-alat ukur antara lain : thermometer, pressure gauge, combined
pressure/temperature recording.
8. Control/checking system kerja panel, kompressor dan lain-lain.
9. Pemeriksaan alat-alat pengaman, safety valve, expansion joint, blow over valve dan
lain-lain.
10.Checing keadaan rel didalam ruang Sterilizer kemungkinan pecah atau retak
las-lasan.
11.Pelumasan bearing/roll dan gigi-gigi pada pengunci pintu dan ring pintu.
2.6.3 Pembersihan Sterilizer
Pembersihan yang perlu dilaksanakan antara lain
1. Pembersihan akibat korosi air kondensat pada plat aus, dinding sterilizer, pintu,
rell, pipa-pipa dan lain-lain.
2. Pembersihan lubang-lubang keluaran air kondensat yang tumpet akibat
berondolan yang jatuh didalam Sterilizer.
3. Pembersihan Blow Down Chamber dan Lumpur (tanah) atau berondolan yang
4. Pembersihan lantai disekitar pintu sterilizer, akibat adanya tumpukan atau kotoran
kondensat agar tidak licin dan keselamatan kerja terjamin.
5. Pembersihan dinding Sterilizer bagian luar tampak bersih.
2.7 Saran-saran
1. Safety divice pintu Sterilizer harus tetap pada posisi sempurna pada saat Sterilizer
beroperasi.
2. Katup pengaman harus dapat berfungsi dengan baik, sebab bila tekanan steam
melebihi batas maksimum (maks 3 kg/cm2
3. Posisi Lori didalam Sterilizer usahakan tepat dibawah orifice plate, agar distribusi
uap sempurna.
) katup harus dapat bekerja secara
automatis.
4. Perlu penambhan lubang keluaran kondensat, agar pembuangannya lebih cepat
dan sedikitnya menanggulangi kemungkinan tumpet.
5. Semua valve harus dapat beroperasi dengan baik, tidak bocor pada saat Sterilizer
beroperasi.
6. Perlu diadakan analisis pada kondensat untuk bias menentukan lamanya proses
perebusan yang sesuai dengan keadaan mutu buah. Kandungan minyak dalam
kondensat pada keadaan kosong (on dry matter ± 15%). Bila lebih kecil dari 15%,
ada beberapa yang perlu diperhatikan:
Mungkin TBS banyak yang mentah atau waktu perebusannya kurang.
Untuk buah dalam keadaan normal (masak) berarti perebusannya telah selesai.
7. Penyusutan berat TBS setelah proses sterilizer ± 14,29%, jika lebih berarti kalau
kering mungkin suhu uap terlalu tinggi atau perebusan terlalu lama banyak
minyak yang terbuang dalam kondensat.
8. Perlu sekali pengontrolan suhu uap Selama sterilisasi beroperasi supaya dapat
dibandingkan pengaruh suhu dan tekanan kerja dari Sterilizer, sehingga selama ini
yang dipantau dalam grafik recorder hanya bertekenan steam.
9. Perhitungan sequencing time sbb :
Cage weight = 3,7 Tons
No. of Cages/Sterilizer = 7 units
Sequencing Time =
Throughput Mill
minutes 60
x lizer cage/Steri No.of
x weight Cage
=
ton/time 60
60min x
7units x tons 3,7
= 25,9 minutes
10.Waktu buka pintu dan tutup pintu rebusan harus seminimal mungkin. Biasanya
dibawah 15 menit.
11.Program pengoperasian Sterilizer harus otomatis atau minimal semi otomatis.
12.Sebelum membuka pintu Sterilizer operator harus memastikan :
Kelistrikan panel sudah dimatikan
Kondisi tabung Sterilizer sudah tidak bertekanan lagi.
Pembacaan Pressure gaige pada angka nol.
13.Sterilizer recorder charts harus dikumpulkan diakhiri Processing dan dianalisa
BAB III NERACA MASSA
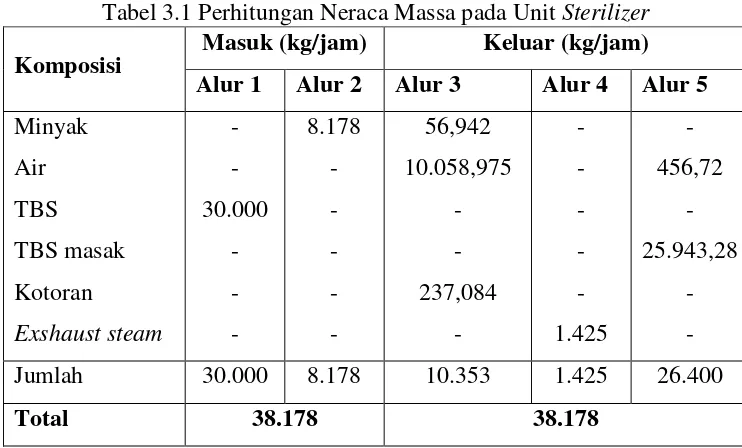
[image:36.612.118.489.183.407.2]Kapasitas Pengolahan : 30 Ton/jam Basis Perhitungan : 1 Jam Operasi Satuan Massa : Kilogram
Tabel 3.1 Perhitungan Neraca Massa pada Unit Sterilizer
Komposisi
Masuk (kg/jam) Keluar (kg/jam)
Alur 1 Alur 2 Alur 3 Alur 4 Alur 5
Minyak Air TBS
TBS masak Kotoran
Exshaust steam
- - 30.000
- - -
8.178 - - - - -
56,942 10.058,975
- - 237,084
-
- - - - - 1.425
- 456,72
- 25.943,28
- - Jumlah 30.000 8.178 10.353 1.425 26.400
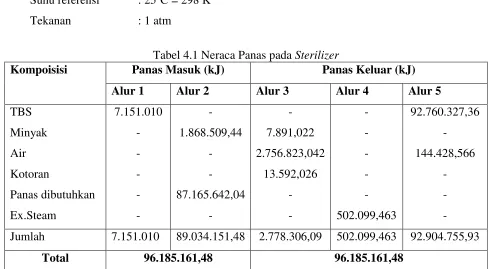
BAB IV
NERACA ENERGI PADA UNIT STERILIZER
Basis Perhitungan : 1 jam operasi Satuan : kJ
Suhu referensi : 25o Tekanan : 1 atm
[image:37.612.60.552.162.431.2]C = 298 K
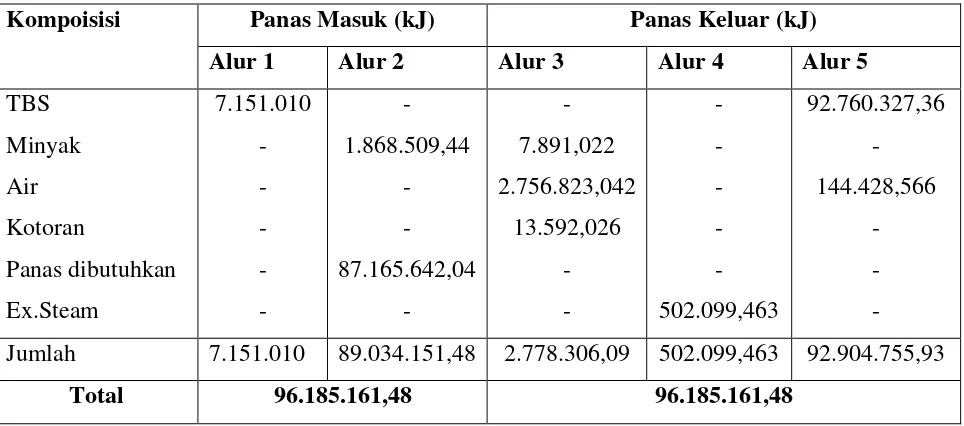
Tabel 4.1 Neraca Panas pada Sterilizer
Kompoisisi Panas Masuk (kJ) Panas Keluar (kJ)
Alur 1 Alur 2 Alur 3 Alur 4 Alur 5
TBS Minyak Air Kotoran
Panas dibutuhkan Ex.Steam
7.151.010 - - - - -
- 1.868.509,44
- - 87.165.642,04
-
- 7.891,022 2.756.823,042
13.592,026 - -
- - - - - 502.099,463
92.760.327,36 - 144.428,566
- - - Jumlah 7.151.010 89.034.151,48 2.778.306,09 502.099,463 92.904.755,93
BAB V
SPESIFIKASI STERILIZER
5.1 Ketel Rebusan (Sterilizer)
Fungsi dari ketel rebusan :
Melunakkan daging buah agar mudah lepas dari biji.
Memudahkan melepaskan brondolan dari tandan.
Membantu memecah daging sel sehingga minyak mudah keluar dari serat.
Mematikan enzim lipase perusak mutu minyak.
Mengeringkan biji sawit pendahuluan dan menurangi kadar air dalam buah agar perbandingan terhadap minyak lebih.
Spesifikasi peralatan Sterilizer (ketel rebusan) (PKS. Adolina) Bahan : terbuat dari baja
Panjang : 27 m Diameter : 210 cm Pintu : 2 buah Tebal isolasi : 51,5 mm Tekanan normal : 3 kg/cm Tekanan maksimum : 3,5 kg/cm
2
Test pemadatan tek. : 7,0 kg/cm
2
Temperatur kerja : 110
2
o
C – 135 o Jumlah : 2 buah
C
Tipe : horizontal Kapasitas : 9-10 lori
Kebutuhan kelapa sawit = 30.000 kg/jam Perhitungan:
Jumlah lori yang dibutuhkan untuk 30.000 kg kelapa sawit = 12lori kg/lori
2.500 kg 30.000
=
Jumlah ketel rebusan yang dibutuhkan untuk 12 lori = 12 lori x buah
1,33 lori
9
rebusan 1Ketel
= = 2 buah ketel rebusan
Densitas TBS = 1340 kg/m3 = 83,482 lbm/ft Kapasitas ketel rebusan per jam :
3
= 9 lori x 2.500 kg x 2 buah ketel rebusan x
menit 110
menit 60
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1. Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil yang sesuai dengan yang diharapkan.
Dalam suatu pabrik pemakaian alat-alat pengontrol merupakan hal yang sangat penting karena adanya rangkaian instrumentasi tersebut maka operasi dan peralatan yang ada di pabrik dapat dipantau dan dikontrol dengan cermat sehingga kondisi operasi selalu berada dalam keadaan yang diharapkan.
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolnya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis).
Pada dasarnya instrumentasi terdiri dari :
1. Sensing Element (Primary Element)
2. Elemen Pengukur (Mearusing Element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju alir, maupun tinggi fluida. Perubahan ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
Instrumen yang umum digunakan dalam pabrik adalah :
1. Temperature Controller (TC)
Adalah alat/instrumen yang digunakan sebagai alat pengukur suhu atau pengukur sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan mengatur jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu proses yang sedang bekerja.
Prinsip kerja:
Ratefluida masuk atau keluar alat dikontrol oleh diafragma valve. Rate fluida ini memberikan sinyal kepada TC untuk mendeteksi dan mengukur suhu sistem pada set point.
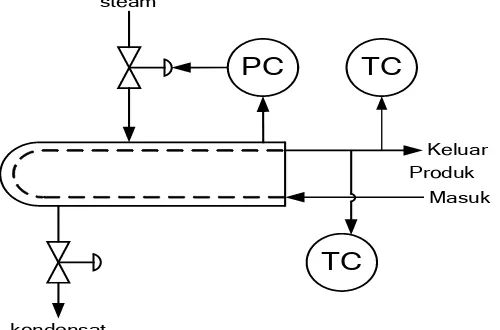
2. Pressure Controller (PC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan atau pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal mekanis. Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas yang keluar dari suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja:
3. Flow Controller (FC)
Adalah alat/instrumentasi yang bisa digunakan untuk mengatur kecepatan aliran fluida dalam pipa line atau unit proses lainnya. Pengukuran kecepatan aliran fluida dalam pipa biasanya diatur dengan mengatur out put dari alat yang mengakibatkan fluida mengalir dalam pipa line.
Prinsip kerja:
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan
discharge dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan valve dan FC menerima sinyal untuk mendeteksi dan mengukur kecepatan aliran pada set point.
4. Level Controller (LC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan dalam suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi permukaan cairan dilakukan dengan operasi dari sebuah control valve, yaitu dengan mengatur rate
cairan masuk atau keluar proses. Prinsip kerja:
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui valve ini akan memberikan sinyal kepada LC untuk mendeteksi tinggi permukaan pada set point. Alat sensing yang digunakan umumnya pelampung atau transduser diafragma untuk mendeteksi dan menunjukkan tinggi permukaan cairan dalam alat dimana cairan bekerja.
5. Level Indicator Controller (LIC)
Tabel 6.1. Daftar instrumentasi pada Pra Rancangan Unit Sterilizer pada Pabrik Kelapa Sawit.
No Nama Alat Jenis Instrumen 1 Tangki Level Controller (LC)
Flow Controller (FC)
2 Deaerator Temperatur Controller (TC)
3 Pompa Flow Controller (FC)
Instrumen yang digunakan dalam Unit Penyediaan Air pada Pra Rancangan Unit Sterilisasi pada Pabrik Kelapa Sawit dengan Kapasitas Pengolahan 30 Ton/jam adalah :
• Pengontrol temperatur, digunakan pada deaerator.
PC TC
TC
Keluar
Produk
Masuk
kondensat steam
• Pengontrol tinggi cairan, digunakan pada tangki-tangki pelarutan bahan.
LIC
FC
Faktor-faktor yang perlu diperhatikan dalam instrumentasi adalah : 1. Level instrumentasi
2. Range yang diperlukan untuk pengukuran 3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel yang dikontrol maka instrumen akan bekerja sendiri untuk mengendalikan variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang terjadi pada variabel kontrol. Untuk mengubah variabel-variabel ke nilai yang diinginkan dilakukan usaha secara manual, instrumen ini bekerja sebagai pencatat (recorder).
6.2. Keselamatan Kerja
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja, Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada tanggal 12 Januari 1970. Makin tinggi tingkat keselamatan kerja dari suatu pabrik, maka makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban perancang pabrik untuk melaksanakannya. Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut:
- Adanya penerangan yang cukup dan sistem pertukaran udara yang baik - Penanganan dan pengangkutan bahan harus seminimal mungkin
- Setiap ruang gerak harus aman dan tidak licin
- Jarak antara mesin-mesin dan peralatan lain cukup luas
- Setiap mesin dan peralatannya harus dilengkapi alat pencegah kebakaran - Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya - Penyediaan fasilitas pengungsian bila terjadi kebakaran
6.3. Keselamatan Kerja Pada Unit Sterilisasi Pada Pabrik Kelapa Sawit dengan
Kapsitas Pengolahan 30 Ton/jam
Dalam pra rancangan unit penyediaan air pada pabrik gula dari tebu, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan adalah sebagai berikut:
6.3.1. Pencegahan Terhadap Kebakaran Dan Ledakan
- Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang strategis dan penting seperti laboratorium dan ruang proses.
- Sistem perlengkapan energi dibedakan warnanya dan letaknya agar tidak mengganggu gerakan karyawan seperti pipa bahan bakar warna merah, saluran udara warna hijau, saluran steam warna kuning dan air warna biru.
- Mobil pemadam kebakaran yang ditempatkan di fire station (stasiun kebakaran) setiap saat dalam keadaan siaga.
- Bahan-bahan yang mudah terbakar dan meledak seperti SO2
6.3.2. Peralatan Perlindungan Diri
Selama berada di dalam lokasi pabrik disediakan peralatan perlengkapan perlindungan diri yang wajib dipakai oleh karyawan dan setiap orang yang memasuki pabrik. Adapun peralatan perlindungan diri ini meliputi:
harus disimpan pada tempat yang aman dan dikontrol secara teratur.
- Pakaian dan perlengkapan pelindung - Sepatu pengaman
- Pelindung mata - Masker udara - Sarung tangan
6.3.3. Keselamatan Kerja Terhadap Listrik
- Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekring atau pemutus arus listrik otomatis lainnya.
- Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
- Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
- Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
- Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
- Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja dengan suhu tinggi harus diisolasi secara khusus.
6.3.4. Pencegahan Terhadap Gangguan Kesehatan
- Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
- Dalam menangani bahan-bahan kimia yang berbahaya seperti SO2
- Bahan-bahan kimia yang selama pembuatan, pengelolaan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi maupun gangguan terhadap kesehatan harus ditangani secara cermat.
, karyawan harus memakai sarung tangan karet serta penutup hidung dan mulut.
- Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.5. Pencegahan Terhadap Bahaya Mekanis
- Alat-alat dipasang dengan penahan yang cukup kuat, untuk mencegah kemungkinan jatuh atau terguling.
- Jalur perpipaan harus berada di atas permukaan tanah atau diletakkan pada atap lantai pertama bila di dalam gedung atau setinggi 3,5 meter bila di luar gedung agar tidak menghalangi kendaraan yang lewat.
- Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran. - Pada alat-alat yang bergerak atau berputar seperti roll mill, bucket elevator
harus diberikan tutup pelindung untuk menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu :
- Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. - Setiap peraturan dan ketentuan yang ada harus dipatuhi.
- Perlu ketrampilan untuk mengatasi kecelakaan dengan menggunakan peratan yang ada.
- Setiap kejadian yang merugikan harus segera dilaporkan pada atasan.
- Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga menjamin kelangsungan operasi suatu pabrik. Berdasarkan kebutuhannya, utilitas pada Unit Sterilisasi Pada Pabrik Kelapa Sawit ini adalah sebagai berikut:
1. Kebutuhan uap (Steam) 2. Kebutuhan air
3. Kebutuhan bahan kimia 4. Kebutuhan listrik 5. Kebutuhan bahan bakar
7.1. Kebutuhan Uap (Steam)
Dalam pabrik, uap digunakan sebagai media pemanas pada sterilizer untuk melunakkan daging buah TBS dan mematikan enzim lipase yang merusak mutu minyak yang dihasilkan. Kebutuhan uap pada Sterelizer yaitu 40.101,9 kg/jam. Total kebutuhan steam adalah = 40.101,9 kg/jam. Tambahan untuk kebocoran dan lain-lain diambil faktor keamanan diambil sebesar 20% (Perry, 1997), maka: Faktor keamanan diambil 20% = 20% x 40.101,9 kg/jam = 8.020,38 kg/jam. Jadi, total steam yang dibutuhkan = 40.101,9 + 8.020,38 = 48.122,28 kg/jam. Diperkirakan 80% kondensat dapat dipergunakan lagi (Evans, 1978)
Kondensat yang digunakan kembali = 80% x 48.122,28 kg/jam = 38.497,824 kg/jam.
Kebutuhan air tambahan untuk umpan boiler = 20% x 48.122,28 kg/jam = 9.624,456 kg/jam.
7.2. Kebutuhan Air
• Air untuk umpan boiler = 48.122,28 + 9.624,456 = 57.746,736 kg/jam
• Air domestik diperkirakan 10 liter/jam.orang x 15 karyawan = 150 kg/jam.
• Air proses untuk proses untuk pencucian dan tangki rebus = 7.680 kg/jam. Sehingga total kebutuhan air adalah = 57.746,736 + 150
= 57.898,736 kg/jam.
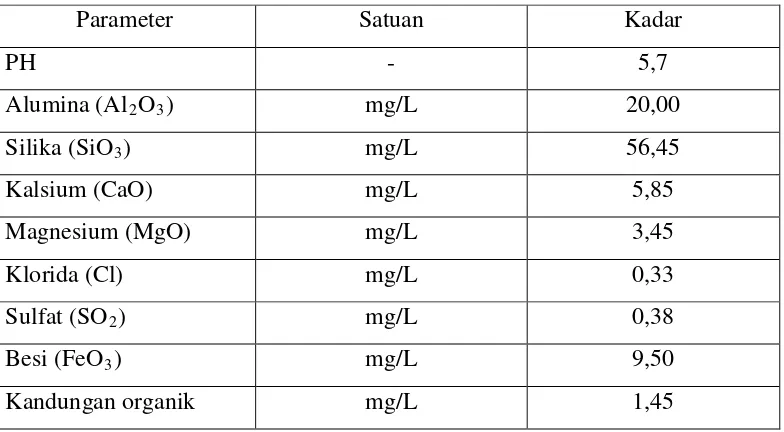
[image:50.595.116.508.499.715.2]Sumur air untuk pabrik unit strilisasi adalah berasal dari sumur bor. Kualitas sumur bor didasarkan atas analisa hasil sumur bor PKS PTPN IV Kebun Adolina seperti tabel 7.1 berikut:
Tabel 7.1. Kualitas sumur bor PKS PTPN IV Kebun Adolina
Parameter Satuan Kadar
PH - 5,7
Alumina (Al2O3) mg/L 20,00
Silika (SiO3) mg/L 56,45
Kalsium (CaO) mg/L 5,85 Magnesium (MgO) mg/L 3,45
Klorida (Cl) mg/L 0,33
Sulfat (SO2) mg/L 0,38
Besi (FeO3) mg/L 9,50
Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air dibangun fasilitas penampungan air yang merupakan tempat pengolahan air sumur bor. Pengolahan air pada pabrik ini terdiri dari beberapa tahap, yaitu:
1. Pengendapan 2. Klarifikasi 3. Filtrasi
4. Deminiralisasi 5. Daerasi
7.2.1. Pengendapan
Pengendapan merupakan tahap awal dari pengolahan air. Pada bak pengendapan, partikel-partikel padat yang berdiameter besar akan mengendap secara gravitasi, sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya. Diameter padat dalam air berkisar antara 10-4m (Alaerts, 1984). Untuk membunuh kuman-kuman dalam air dilakukan proses klorinasi yaitu dengan mereaksikan air dengan klor. Klor yang digunakan biasanya berupa kaporit (Ca(ClO)2
Kebutuhan air domestik = 150 kg/jam ).
Kaporit yang digunakan mengandung 70% klorin (Alaerts, 1984).
Kebutuhan klorin = 2 ppm dari berat air (Alaerts, 1984).
Kebutuhan kaporit =
000 . 000 . 1 7 , 0
150 2
x x
7.2.2. Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan di dalam air. Air dari bak pengendapan dialirkan ke bak clarifier setelah diinjeksikan larutan alum (Al2(SO4)3) dan soda abu (Na2CO3), dimana alum (Al2(SO4)3) berfungsi sebagai
koagulan dan (Na2CO3) berfungsi sebagai bahan pembantu untuk mempercepat
pengendapan dan penetralan pH.
Setelah pencampuran, sambil dilakukan pengadukan maka akan terbentuk flok-flok yang akan mengendap ke dasar clarifier secara gravitasi dan air jernih akan keluar melimpah yang selanjutnya masuk ke penyaring pasir (sand filter)
untuk penyaringan.
Pemakaian alum (Al2(SO4)3) hingga 50 ppm terhadap air yang akan
diolah, sedangkan perbandingan pemakaian alum (Al2(SO4)3) dan soda abu
(Na2CO3
Total kebutuhan air = 57.898,736 kg/jam ) adalah 1 : 0,54 (Baron, 1982).
Larutan alum yang dibutuhkan = 50.10-6
= 2,895 kg/jam.
x 57.898,736 kg/jam
Larutan soda abu yang dibutuhkan = 0,54 x 50.10-6 = 1,563 kg/jam.
7.2.3. Filtrasi
Filtrasi bertujuan untuk memisahkan flok dan koagulan yang masih terikut bersama air. Pada proses filtrasi digunakan penyaring pasir (sand filter) yang terdiri dari 3 lapisan, yaitu (Hammer, 1996):
x 57.898,736 kg/jam
• Lapisan I terdiri dari pasir hijau (green sand) setinggi 24 in
• Lapisan III terdiri dari gravel setinggi 7 in
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand filter, air dipompakan ke menara air sebelum didistribusikan untuk berbagai kebutuhan. Untuk air umpan ketel, masih diperlukan pengolahan lebih lanjut, yaitu proses demineralisasi dan deaerasi.
7.2.4. Demineralisasi
Air untuk umpan ketel harus murni yang bebas dari garam-garam terlarut, untuk itu perlu dilakukan proses demineralisasi dengan langkah-langkah sebagai berikut:
• Menghilangkan kation-kation Ca2+, Mg
• Menghilangkan anion-anion SO
2+
42-, CO32-, Cl
Alat-alat demineralisasi dibagi atas:
-a) Kation Exchanger
Penukar kation berfungsi untuk mengikat logam-logam alkali dan mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran kation Ca, Mg dan kation lain yang larut dalam air dengan kation resin. Resin yang digunakan bermerek Daulite C-225.
Reaksi yang terjadi:
2H+R + Ca2+ Ca2+R2 + 2H
2H
+
+
R + Mg2+ Mg2+R2 + 2H+
Ca2+R2 + 2H2SO4 CaSO4 + 2H+
Mg
R
+
R2 + 2H2SO4 MgSO4 + 2H
b) Anion Exchanger
+
Anion exchanger berfungsi untuk mengikat atau menyerap anion-anion yang terlarut dalam air seperti SO42-, Cl-, dan CO3 akan diikat oleh resin yang
bersifat basa dengan merek R-Dowex, sehingga resin akan melepas ion OH
-2R-OH + SO
Persamaan reaksi yang terjadi dalam anion exchanger adalah:
42- R2SO4 + 2OH
R-OH + Cl
RCl + OH
Perhitungan Kesadahan Kation
-Air sumur bor PKS PTPN IV Kebun Adolina mengandung kation Ca, Mg dan Fe, masing-masing: 5,85 ppm; 3,45 ppm; dan 9,5 ppm.
1 gr/gal = 17,1 ppm
Total kesadahan kation = 5,8 + 3,45 + 9,5
= 18,8 ppm x
ppm 17,1
gr/gal 1
= 1,0994 gr/gal Jumlah air yang diolah = 57.746,736 kg/jam
= 3 x264,17gal/m3
kg/m 995,68
kg/jam 57.746,736
= 15.321,142 gal/jam
Kesadahan air total = 1,0994 gr/gal x 15.321,142 gal/jam x 24 jam/hari = 404.257,539 gr/hari = 404,258 kg/hari
Berarti kapasitas exchanger = 3 grain 3 grain t 0,4989kg/f K kg 0,0648 x kg /ft K 7,7 =
Volume kation exchanger =
EC total kesadahan = kg/hari 0,4989 kg/hari 404,258
= 810,297 ft3/hari
Direncanakan menggunakan resin 0,1 ft
air kesadahan total EC x resin 3
Jumlah air yang diolah = x jumlah umpan boiler
= kg/hari 404,258 kg/ft 0,4989 x ft
0,1 3 3
x 810,297 kg/jam x 24 jam/hari
= 162,542 kg.
Waktu regenerasi =
boiler umpan air diolah yang air = kg/jam 810,297 kg 162,542
= 0,2 jam
Untuk regenerasi digunakan 6 lb H2SO4/ft3………(Nalco, 1979)
Maka kebutuhan H2SO4 = (6lb/ft3)(810,297 ft3
Perhitungan Kesadahan Anion
/hari)(1 hari/24jam)(1kg/2,2046 lb) =91,887 kg/jam
Air sumur bor PKS PTPN IV Kebun Adolina mengandung anion Cl dan SO2,
masing-masing 0,33 ppm dan 0,38 ppm. 1 gr/gal = 17,1 ppm
=0,71 ppm x ppm gal gr 1 , 17 / 1
= 0,0415 gr/gal
Jumlah air yang diolah = 810,297 kg/jam
= 3
kg/m 995,68
kg/jam 810,297
x 264,17 gal/m3
= 214,982 gal/jam
Kesadahan air total = 0,0415 gr/gal x 214,982 gal/jam x 24 jam/hari = 214,124 gr/hari = 0,214 kg/hari.
Volume exchanger digunakan memiliki kapasitas = 12 Kgrain/ft3
grain 3 grain K kg 0,0648 x kg /ft K 12 …(Nalco, 1979)
Berarti kapasitas exchanger = = 0,7776 kg/ft
/hari ft 0,275 kg/ft 0,7776 kg/hari 0,214 EC total kesadahan 3 3 = = 3
Volume anion excnanger =
Direncanakan menggunakan resin 0,1 ft
air kesadahan total EC x resin 3
Jumlah air yang diolah = x jumlah umpan boiler
= hari kg ft kg x ft / 275 , 0 / 7776 , 0 1 ,
0 3 3
x 810,297 kg/jam x 24 jam/hari
= 5.498,940 kg
Waktu regenerasi = 6,775 7jam kg/jam 810,297 kg 5.189,940 boiler umpan air diolah yang air = = =
Untuk regenerasi digunakan 5 lb NaOH/ft3………….(Nalco, 1979)
7.2.5. Deaerasi
Daerator berfungsi untuk memanaskan air yang keluar dari alat penukar uap (anion exchnager) sebelum dikirim sbagai umpan ketel. Air hasil demeneralisasidikumpulkan pada tangki air umpan ketel sebelum dipompakan ke daerator.
Pada proses daerator ini, air dipanaskan hingga suhu 900
1. Al
C hingga gas yang terlarut dalam air dapat dihilangkan. Pemanasan ini juga berfungsi untuk mencegah perbedaan suhu yang besar dengan air umpan ketel sehingga beban ketel dapat dikurangi. Pemanasan dilakukan dengan menggunakan koil pemanas di dalam daerator.
7.3. Kebutuhan bahan kimia
Kebutuhan bahan kimia pada pabrik pembuatan yoghurt dari kacang kedelai ini sebagai berikut:
2(SO4)3
2. Na
= 2,895 kg/jam
2CO3
3. Kaporit = 0,0004 kg/jam = 1,563 kg/jam
4. H2SO4
5. NaOH = 0,025 kg/jam = 91,887 kg/jam
7.4. Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut:
1. Unit proses = 1029,766 Hp x
Hp 1,34102
1Kw
2. Unit utilitas = 32,4975 Hp x
Hp 1,34102
1Kw
= 24,233 kW
3. Ruang kontrol dan laboratorium = 14,914 kW 4. Penerangan dan kantor = 14,914 kW 5. Bengkel = 29,828 kW 6. Perumahan = 22,371 kW
Total kebutuhan listrik = 767,897 + 24,233 + 14,914 + 14,914 + 29,828 + 22,371 = 874,158 kW
Untuk cadangan diambil 20% maka:
Listrik yang diperlukan = 1,2 x 874,158 kW = 1048,989 kW
Untuk memenuhi kebutuhan listrik pada power plant digunakan 3 unit diesel engine generatting set (2 operasi dan 1 stand by).
Efisiensi generator 80%, maka:
Daya output generator = (1048,989 kW)/0,8 = 1311,236 kW…(Desphande, 1985) Untuk perancangan dipakai diesel generator AC, 1350 kW.
7.5. Kebutuhan Bahan Bakar
Bahan bakar generator
Nilai Bahan bakar solar = 19.860 Btu/lbm Densitas bahan bakar solar = 0,89 kg/L
Daya generator yang dihasilkan = 1311,236 kW x
kW 1
Btu/det 0,9478
Jumlah bahan bakar solar =
Btu/lbm 19.860
Btu/jam 131
4.474.042,
= 225,279 lbm/jam x 0,454 kg/lbm = 102,276 kg/jam
Kebutuhan solar =
kg/L 0,89
kg/jam 102,276
= 114,917 L/jam
= 2758,023 Liter/hari
7.6 . Spesifikasi Peralatan Utilitas
7.6.1. Pompa Air Sumur Bor (L-411)
Fungsi : Untuk memompakan air sumur bor ke bak pengendapan. Jenis : Pompa sentrifugal
Jumlah : 1 buah
Bahan konstruksi : commercial steel
Kapasitas : 57.898,736 kg/jam Jenis pipa : Schedule number 40 Diameter dalam pipa : 5,047 in
Diameter luar pipa : 5,563 in Efisiensi pompa : 80% Daya pompa : 2,782 Hp
7.6.2. Bak Pengendapan (H-410)
Fungsi : Tempat penampungan sementara air sumur bor Bentuk : Persegi panjang
Jumlah : 1 Tinggi bak : 3,033 m Panjang bak : 30,33 m Lebar bak : 18,198 m Volume bak : 1674,718 m3
7.6.3. Clarifier (H-420)
Fungsi : Memisahkan endapan (flok-flok) yang terbentuk karena penambahan alum dan soda abu.
Bahan konstruksi : carbon steel SA-53 Kondisi operasi : Temperatur : 300C Tekanan : 1 atm
Jumlah : 1
Kapasitas : 57.903,196 kg/jam Diameter clarifier : 6,324 m
Tinggi clarifier : 9,486 m Tebal dinding clarifier : 0,531 Daya motor : 2,582 Hp
7.6.4. Tangki Pelarutan Alum (M-421)
Fungsi : Membuat larutan alum (Al2(SO4)3
Bentuk : Selinder tegak dengan alas dan tutup datar Bahan konstruksi : Plate steel SA-167, Tipe 304
Tekanan : 1 atm Jumlah : 1
Kapasitas tangki : 3,922 m3 Diameter tangki : 3,327 m Tinggi tangki : 4,991 m Tebal dinding tangki : 1/4 in Daya pengaduk : 4,81 Hp
<