PENENTUAN RUTE DISTRIBUSI PRODUK YANG
OPTIMAL DENGAN MENGGUNAKAN ALGORITMA
HEURISTIK PADA PT. COCA-COLA BOTTLING
INDONESIA MEDAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Disusun oleh :
ANITA CHRISTINE SEMBIRING
0 2 0 4 1 3 0 3 7
P R O G R A M P E N D I D I K A N E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PENENTUAN RUTE DISTRIBUSI PRODUK YANG
OPTIMAL DENGAN MENGGUNAKAN ALGORITMA
HEURISTIK PADA PT. COCA-COLA BOTTLING
INDONESIA MEDAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Disusun oleh :
ANITA CHRISTINE SEMBIRING
0 2 0 4 1 3 0 3 7
Disetujui Oleh :
Pembimbing I Pembimbing II
( Ir. Mangara Tambunan, MSc ) ( Ir. Ukurta Tarigan, MT )
P R O G R A M P E N D I D I K A N E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
D A F T A R I S I
Halaman
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
RINGKASAN ... xiv BAB I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan dan Sasaran Penelitian ... I-3 1.4. Manfaat Penelitian ... I-4 1.5. Pembatasan Masalah dan Asumsi ... I-5 1.5.1. Pembatasan Masalah ... I-5 1.5.2. Asumsi Dasar ... I-6 1.6. Sistematika Penulisan Tugas Akhir ... I-7
BAB II GAMBARAN UMUM PERUSAHAAN
2.2. Ruang Lingkup Bidang Usaha ... II-3
DAFTAR ISI (LANJUTAN)
Halaman 2.3. Struktur Organisasi Perusahaan ... II-7 2.4. Pembagian Tugas dan Tanggung Jawab ... II-6 2.5. Jumlah Tenaga Kerja dan Jam Kerja ... II-13 2.5.1. Jumlah Tenaga Kerja ... II-13 2.5.2. Jam Kerja ... II-14 2.6. Sistem Pengupahan ... II-15 2.7. Proses Produksi ... II-17 2.7.1. Standar Mutu Produk ... II-17 2.7.2. Bahan yang digunakan ... II-17 2.8. Uraian Proses ... II-23
BAB III LANDASAN TEORI
3.8. Metode Penentuan Rute dan Penjadwalan ... III-24 3.9. Pengembangan Algoritma Heuristik ... III-27
DAFTAR ISI (LANJUTAN)
Halaman
3.10. Teorema Kriteria Optimal ... III-34 3.11. Pengukuran Waktu Kerja ... III-35 3.11.1. Penelitian Waktu ... III-37
3.11.1.1. Langkah-langkah Sebelum Melakukan
Pengukuran Waktu ... III-37 3.11.1.2. Tahapan Pengukuran Waktu Kerja ... III-40 3.11.1.3. Penentuan Waktu Standar ... III-43 3.11.1.4. Cara Menentukan Waktu Standar ... III-47 BAB IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Subjek dan Objek Penelitian ... IV-1 4.3. Metode Pengumpulan Data ... IV-1 4.4. Tahapan Penelitian ... IV-2
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
5.1.3. Data Permintaan Produk ... V-6 5.1.4. Hari Kerja dan Waktu-waktu Kerja ... V-8 5.1.5. Sarana Pendistribusian ... V-8
DAFTAR ISI (LANJUTAN)
Halaman
5.1.6. Jarak Antar Outlet ... V-9 5.2. Pengolahan Data ... V-11 5.2.1. Perhitungan Daya Tahan Outlet ... V-11 5.2.2. Pengujian Keseragaman Data Waktu Distribusi... V-14 5.2.2.1. Waktu Antar Outlet ... V-14 5.2.2.2. Waktu Loading dan Unloading ... V-15 5.2.3. Pengujian Kecukupan Data ... V-31
5.2.3.1. Pengujian Kecukupan Data Waktu Loading
dan Unloading Barang ... V-31 5.2.3.2. Pengujian Kecukupan Data Waktu Pelayanan di
Outlet ... V-33
5.2.4. Perhitungan Waktu Standar ... V-33 5.2.4.1. Perhitungan Waktu Standar Waktu Loading
5.2.5. Pengolahan Data Graph (Peta) Awal ... V-48 5.2.6. Sub Rute yang Terbentuk ... V-60 5.2.6.1. Pengolahan Data Sub Rute 1 ... V-60 5.2.6.2. Pengolahan Data Sub Rute 2 ... V-62
DAFTAR ISI (LANJUTAN)
Halaman
5.2.5.3. Pengolahan Data Sub Rute 3 ... V-63 5.2.5.4. Pengolahan Data Sub Rute 4 ... V-64 5.2.5.5. Pengolahan Data Sub Rute 5 ... V-65 5.2.5.6. Pengolahan Data Sub Rute 6 ... V-66 5.2.7. Penentuan Biaya Transportasi Sub Rute ... V-68 5.2.7.1. Penentuan Biaya Transportasi Sub Rute 1 ... V-68 5.2.7.2. Penentuan Biaya Transportasi Sub Rute 2 ... V-69 5.2.7.3. Penentuan Biaya Transportasi Sub Rute 3 ... V-69 5.2.7.4. Penentuan Biaya Transportasi Sub Rute 4 ... V-70 5.2.7.5. Penentuan Biaya Transportasi Sub Rute 5 ... V-70 5.2.7.6. Penentuan Biaya Transportasi Sub Rute 6 ... V-71
BAB VI ANALISIS PEMECAHAN MASALAH
6.3. Analisis Biaya Transportasi ... VI-6 6.4. Usulan Rancangan Rute Distribusi ... VI-7
DAFTAR ISI (LANJUTAN)
Halaman
BAB VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA ... DP-1
D A F T A R T A B E L
Tabel Halaman
5.15. Kecepatan Rata-rata Unloading/Muat di Kantor Penjualan Medan V-43
DAFTAR TABEL (LANJUTAN)
Tabel Halaman
5.1.6. Waktu Tersedia Untuk Distribusi PT. Coca-cola Bottling Indonesia Medan ... V-52 5.17. Pengisian Sub Rute ... V-52 5.18. Keseluruhan Sub Rute Usulan PT. Coca-cola Bottling Indonesia
D A F T A R G A M B A R
Gambar Halaman
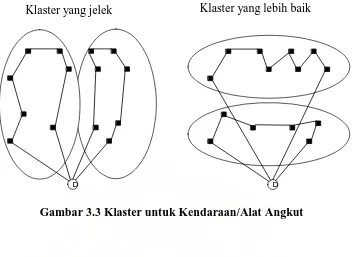
2.1. Struktur Organisasi PT. Coca-cola Bottling Indonesia Medan ... II-5 3.1. Contoh Travelling Salesman Problem ... III-17 3.2. Contoh Urutan Rute yang Bagus dan Jelek ... III-18 3.3. Klaster untuk Kendaraan/Alat Angkut ... III-19 3.4. Bentuk Solusi Vehicle Routing Problem Dasar ... III-21 3.5. Pengurangan Jarak Tempuh melalui Konsolidasi Tempet Perhentian
D A F T A R L A M P I R A N
Halaman Peta Pendistribusian Produk Coca-cola PT. Coca-cola Bottling Indonesia
Medan ... L-1 Peta Usulan Sub Rute Pendistribusian Produk Coca-cola di PT. Coca-cola
K A T A P E N G A N T A R
Pertama-tama puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa karena Berkat, Kasih dan Rahmat-Nya pelaksanaan Tugas Akhir dan penulisan laporan ini dapat diselesaikan dengan baik. Tugas Akhir merupakan bagian dari kurikulum pada Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara yang wajib dilaksanakan dalam rangka memenuhi salah satu persyaratan untuk mengikuti Sidang Sarjana Teknik Industri.
Penulis melaksanakan penelitian pada PT. Coca-Cola Bottling Indonesia Medan. Judul Tugas Akhir ini adalah Penentuan Rute Distribusi Produk yang Optimal dengan Menggunakan Algoritma Heuristik di PT. Coca-cola
Bottling Indonesia Medan.
Tujuan penelitian ini secara umum adalah untuk merencanakan rute yang optimal dengan memperhitungkan kapasitas alat angkut yang tersedia agar pendistribusian produk dapat dilakukan secara lebih efektif dan efisien.
Penulis menyadari bahwa laporan ini masih jauh dari sempurna, oleh sebab itu penulis mengharapkan kritik dan saran guna kesempurnaan laporan ini. Penulis berharap semoga laporan ini dapat memberikan manfaat bagi semua pihak yang membaca laporan ini.
Anita Christine Sembiring
U C A P A N T E R I M A K A S I H
Penulis telah banyak menerima bantuan dari berbagai pihak baik fisik maupun moril selama menyelesaikan laporan ini, pada kesempatan ini penulis mengucapkan terima kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Aulia Ishak, ST, MT selaku koordinator Tugas Akhir.
3. Bapak Ir. Mangara M. Tambunan, MSc dan Bapak Ir. Ukurta Tarigan, MT. selaku dosen pembimbing yang telah memberikan bimbingan, pengarahan, dan bantuan dalam penyelesaian Tugas Sarjana.
4. Bapak Ahmad Nasoha selaku Humas PT. Coca-cola Bottling Indonesia Medan yang telah memberi izin dan kesempatan bagi penulis untuk melaksanakan Tugas Akhir di PT. Coca-cola Bottling Indonesia Medan. 5. Bapak Sahat yang telah banyak menyediakan waktu dan tenaga
7. Seluruh staf pengajar Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
8. Keluarga tercinta, Pt. S. U. Sembiring Kembaren, SmHk dan Dra. Ng. Br. Barus, MPd. serta kakak Rina Br.Sembiring, Adik-adikku Mariance Br. Sembiring. Mustika Sembiring. Ferdinan Sembiring yang telah memberikan doa, dorongan moril, tenaga dan material kepada penulis. 9. Melva, Maria, Debora, Mian, Elida, Roy sahabat-sahabat yang telah
banyak memberikan dukungan, perhatian, bantuan, masukan dan kritikan kepada penulis.
10.B’ Riza atas dukungan, bantuan, masukan, kritikan dan perhatiannya kepada penulis.
11.Pengurus PERMATA GBKP Klasis Medan Delitua yang telah banyak memberikan masukan, dukungan, dan bantuan kepada penulis.
12.Teman-teman PERMATA GBKP Rg. Simpang Marindal atas doa dan dukungan yang diberikan kepada penulis.
13.Teman-teman Pelayan KA/KR GBKP Rg. Simpang Marindal atas doa dan dukungan yang diberikan kepada penulis.
R I N G K A S A N
PT.Coca-cola Bottling Indonesia Medan adalah industri yang bergerak dalam minuman ringan di Medan. PT.Coca-cola Bottling Indonesia Medan memiliki permasalahan dalam hal pendistribusian minuman kepada konsumennya yang berakibat keterlambatan atau ketidaktepatan waktu dalam pengiriman produk. Hal ini diakibatkan karena belum adanya rute distribusi yang optimal dengan perhitungan kapasitas alat angkut yang tersedia juga jarak tempuh dari PT.Coca-cola Bottling Indonesia Medan ke seluruh outlet yang efektif dan efisien.
Travelling Salesman Problem (TSP) merupakan suatu model permasalahan distribusi berupa penugasan sejumlah n kendaraan pada m lokasi. Model permasalahan ini menggunakan alat angkut yang diawali dari satu titik pusat tertentu (disebut Kantor Penjualan Medan) lalu menuju semua titik pendistribusian (disebut outlet) kemudian kembali ke titik awal. Outlet yang tersebar kemudian dibagi berdasarkan jumlah permintaan serta jarak tempuh.
Penelitian yang dilakukan bertujuan menentukan jarak tempuh minimum untuk setiap rute, maksimisasi utilitas alat angkut, penentuan biaya transportasi, serta perancangan rute yang optimal dalam pendistribusian produk. Penyusunan rute distribusi produk ini diselesaikan menggunakan algoritma heuristik melalui dua tahap yakni divide and conqueror (pecah dan kembangkan). Tahap pertama yakni pembentukan sub-sub rute serta perbaikan urutan sub rute. Pembentukan sub-sub rute ini merupakan proses pengelompokan outlet kedalam beberapa sub rute. Tahap kedua adalah tahap pengembangan sub rute yang telah dibentuk berdasarkan waktu tempuh serta spesifikasi mobil angkut yang akan digunakan menggunakan estimasi feasibilitas. Pada tahap ini akan dilakukan perhitungan utilitas alat angkut yang telah diperoleh sebelumnya.
Pembentukan sub rute masih dilakukan secara manual sedangkan perbaikan urutan sub rute dilakukan dengan menggunakan Software Quant System (QS) versi 3.0. dan menghasilkan jarak tempuh yang minimum pada setiap sub rute. Berdasarkan perhitungan diperoleh 6 sub rute yang dilakukan dalam satu minggu dan dilayani oleh 1 mobil angkut berkapasitas 130 krat. Utilitas alat angkut yang cukup besar membuktikan bahwa algoritma heuristik cukup efektif digunakan dalam penelitian.
minggu). Dengan penerapan rute pendistribusian usulan PT. Coca-cola Bottling Indonesia Medan dapat meningkatkan kualitas pelayanan dalam penyediaan produk Coca-cola kepada masyarakat yang tepat waktu sesuai dengan permintaan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Permasalahan routing menyangkut bagaimana mengatur urutan pelanggan yang akan didatangi dengan berawal dan berakhir pada depot. Jika waktu kedatangan dan kepergian juga ditentukan, permasalahan ini menjadi permasalahan penjadwalan. Jadi, permasalahan penjadwalan di sini menyangkut pula aspek waktu kunjungan yang selanjutnya aspek ini menjadi struktur tambahan pada rute alat angkut.
VRP (Vechicle Routing Problems) adalah sebuah hard`combinatorial
optimization problem. Permasalahan ini erat kaitannya dengan permasalahan
Travelling Salesman Problem (TSP). Vechicle Routing Problems menjadi
Travelling Salesman Problem pada saat hanya terdapat satu alat angkut yang
kapasitasnya tak hingga. Berkaitan dengan hal ini, algoritma-algoritma heuristik menjadi alternatif yang banyak dikembangkan.
Kepadatan lalu lintas sangat tinggi sekali, jalur yang satu arah dan kesemerautan dalam berlalu-lintas yang menjadi masalah dalam hal distribusi produk. Acessbility toko dan masalah pendistribusian ke outlet-outlet berkaitan dengan pelayanan yang diberikan oleh perusahaan juga merupakan masalah distribusi.
PT. Coca-Cola Bottling Indonesia Medan adalah salah satu perusahaan yang memproduksi minuman ringan (softdrink) di Medan. Kantor Penjualan Medan memiliki outlet-outlet yang penjualannya langsung pada konsumen sebagai pengguna akhir. PT. Coca-Cola Bottling Indonesia Medan memproduksi 4 jenis minuman ringan yang diminati oleh konsumen yaitu Coca-Cola, Sprite, Fanta dan Frestea.
Pendistribusian di PT. Coca-Cola Bottling Indonesia Medan dilakukan dengan cara memenuhi permintaan pada setiap lokasi Outlet tanpa mempertimbangkan jarak tempuh untuk mencapai lokasi tersebut serta pertimbangan kapasitas alat angkut yang digunakan. Sehingga waktu distribusi dapat melebihi waktu yang tersedia dan terdapat Outlet yang tidak terlayani atau keterlambatan pengiriman produk. PT. Coca-Cola Bottling Indonesia Medan belum memiliki penyusunan rute yang optimal dan tetap, sehingga dapat berubah sewaktu-waktu yang berdampak pada ketidaktepatan waktu dalam pendistribusian produk.
akan dijalani terlebih dahulu, maka target yang telah ditentukan tidak terlaksana secara optimal. Oleh karena itu perlu dilakukan penentuan rute distribusi dengan mempertimbangkan kapasitas alat angkut yang tersedia untuk outlet-outlet di Kota Medan. Penyusunan rute yang baik dapat mempersingkat jarak tempuh dan waktu pengiriman produk dan akhirnya berdampak pada penghematan biaya distribusi bagi perusahaan. Rute pendistribusian harus dapat mencapai tingkat utilisasi penggunaan alat angkut yang efisien serta mampu melakukan pemenuhan terhadap permintaan secara efektif.
1.2. Rumusan Permasalahan
Permasalahan yang terjadi di PT. Coca-Cola Bottling Indonesia Medan selama ini adalah keterlambatan pengiriman produk (ketidaktepatan waktu pengiriman produk). Rute pendistribusian produk PT. Coca-Cola Bottling Indonesia Medan masih kurang efektif dan efisien dikarenakan kurangnya pertimbangan penggunaan kapasitas alat angkut yang digunakan serta jarak tempuh untuk mencapai lokasi outlet.
Berdasarkan permasalahan tersebut di atas, maka perlu dilakukan penelitian untuk merencanakan rute yang optimal dengan mempertimbangkan kapasitas alat angkut yang tersedia dan jarak tempuh agar pendistribusian produk dapat dilakukan secara lebih efektif dan efisien.
Tujuan penelitian ini dilaksanakan adalah :
1. Untuk mencari jarak tempuh minimum untuk setiap rute dalam pendistribusian produk.
2. Untuk meminimisasi total biaya transportasi (distribusi).
3. Untuk merancang rute yang optimal dalam pendistribusian produk dari Kantor Penjualan ke setiap lokasi outlet.
1.4. Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari penelitian ini antara lain : Untuk Mahasiswa :
1. Membandingkan teori ilmiah yang diperoleh dalam perkuliahan dengan praktek di lapangan.
2. Mendapatkan peluang untuk dapat memecahkan dan mencari solusi permasalahan-permasalahan di perusahaan dari sudut pandang akademis.
3. Mendapatkan pengalaman dan keterampilan awal menyelesaikan tugas dalam suatu pekerjaan.
4. Berlatih bekerja disiplin dan bertanggung jawab sesuai dengan peraturan di suatu perusahaan.
Untuk Perusahaan :
1. Penghematan waktu pendistribusian produk ke setiap lokasi outlet.
3. Meningkatkan kemampuan perusahaan untuk dapat memenuhi permintaan produk secara lebih cepat.
4. Meningkatnya kepuasan dan kepercayaan konsumen kepada perusahaan sebagai dampak terpenuhinya permintaan secara lebih cepat.
1.5. Pembatasan Masalah dan Asumsi
1.5.1. Pembatasan Masalah
Meningkatnya keterbatasan waktu, dana, dan perizinan yang dimiliki peneliti serta mencegah agar pemecahan masalah tidak menyimpang dari ruang lingkup penelitian, maka perlu dilakukan pembatasan masalah. Adapun batasan masalah untuk penelitian ini adalah :
1. Penelitian ini memfokuskan pada pendistribusian Coca-Cola dan Sprite. 2. Titik pendistribusian adalah Kantor yang berlokasi di Jl. Yos Sudarso KM 14
Kelurahan Martubung, Kecamatan Medan Labuhan.
3. Jumlah permintaan untuk setiap outlet telah diketahui dan berdasarkan laporan mingguan.
lokasi makan (food court, restaurant seperti fast food dan fresh food, Rumah Makan, Warung Makan).
5. Lokasi pendistribusian di wilayah Kota Medan.
6. Batasan waktu pendistribusian antara pukul 08.00 WIB – 12.00 WIB dan 14.00 WIB – 17.00 WIB.
7. Kapasitas mobil angkut paling minimum adalah 50 krat dan maksimum adalah 220 krat.
8. Kapasitas alat angkut yang digunakan adalah 130 krat.
9. Kunjungan hanya satu kali dari titik awal ke titik pendistribusian (outlet). 10.Permintaan outlet yang tidak dapat dilayani pada satu rute dan pada satu hari
maka akan didistribusikan pada hari berikutnya.
1.5.2. Asumsi Dasar
Dalam pelaksanaannya terdapat beberapa asumsi yang digunakan, yaitu : 1. Jumlah permintaan pada outlet konstan.
2. Tim salesman berpengalaman atau benar-benar memahami tugasnya dalam mendistribusikan produk ke outlet-outlet.
3. Kondisi kerja normal yaitu tidak terjadi kecelakaan atau kerusakan yang luar biasa.
4. Alat angkut/kendaraan yang digunakan dalam kondisi baik.
6. Outlet-outlet dengan lokasi berdekatan, kendaraan dapat berhenti di suatu titik dan tidak perlu berpindah.
7. Satu liter bahan bakar untuk alat angkut Truk Box dengan kapasitas 130 krat dan 220 krat dapat menempuh jarak rata-rata 9 km.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika penulisan laporan Tugas Sarjana ini adalah sebagai berikut : BAB I PENDAHULUAN
Bab ini menguraikan latar belakang, perumusan masalah, tujuan penelitian, manfaat penelitian, pembatasan masalah dan asumsi serta sistematika penulisan laporan.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini menguraikan gambaran ringkas tentang objek studi meliputi sejarah perusahaan, bidang usaha, struktur organisasi, proses produksi, pemasaran dan ringkasan lain.
Bab ini menguraikan konsep dan teori yang berkaitan dengan masalah dan metode pemecahan masalah yang dibahas dalam penelitian. Dasar teori diperoleh dari buku-buku literatur yang berhubungan dengan teori-teori perencanaan jalur distribusi dengan model Travelling Salesman Problem.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan penelitian yang meliputi tahapan-tahapan penelitian dan penjelasan tiap tahapan secara ringkas.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini menyajikan proses serta hasil pengumpulan data yang dibutuhkan untuk penyelesaian masalah baik itu data primer maupun data sekunder dan proses serta hasil pengolahan data.
BAB VI ANALISA PEMECAHAN MASALAH
Bab ini mengemukakan hasil analisa yang dilakukan terhadap hasil yang diperoleh dari pengolahan data yang telah dilakukan.
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2. 1. Sejarah Perusahaan
Coca-Cola merupakan produk minuman ringan yang dikenal dengan soft drink. Pertumbuhan Coca-Cola sebagai minuman ringan dan salah satu merek
minuman Dr. Jhon Styth Pemberton memformulasikan suatu ramuan khusus dengan gula murni menjadi sirup dan beraroma segar dan berwarna karamel yang kemudian dikenal dengan Coca-Cola.
Seiring dengan perjalanan waktu, Coca-Cola semakin berkembang dan digemari masyarakat, maka timbul ide dari Joseph Beidenharn untuk membotolkan Coca-Cola. Sejak tahun 1990 distribusi Coca-Cola secara meyakinkan meluas sampai keluar negri. Pada tahun 1907 pembangunan pabrik-pabrik pembotolan Coca-Cola di luar negeri mulai digiatkan. Pembangunan dilakukan dengan cara memakai Franchise System, yaitu sistem kerja sama saling menguntungkan antara dua perusahaan ( The Coca-Cola Company dengan Pabrik Minuman) yang sama sekali terpisah modal kepemilikan dan manajemen.
Coca-Cola mulai diperdagangkan di Indonesia pada tahun 1927 ketika Nederland Indische Mineral Water Fabriek (Pabrik Air Mineral Hindia Belanda)
membotolkan untuk pertama kali di Batavia. Produksi Coca-Cola lumpuh pada zaman penjajahan Jepang (1942-1945), tetapi setelah kemerdekaan Indonesia, pabrik tersebut beroperasi di bawah nama The Indonesia Bootles Ltd. NV (IBL) dengan status perusahaan nasional. Tahun 1971 IBL menjalin kerjasama dengan tiga perusahaan Jepang, yaitu Mitsui Toatsu Chemical Inc, Mitsui & Co. Ltd dan Mikuni Coca-Cola Bottling Co. membentuk PT. Djaya Beverages Bootling
Company (DBBBC).
Cola Company di Atlanta, Georgia, Amerika Serikat untuk memproduksi, dengan
perwakilannya di Indonesia adalah PT. Coca-Cola Indonesia. Kesebelas pabrik pembotolan tersebut adalah :
1. Tahun 1971 : PT. Djaya Beverages Bottling Company, Jakarta. 2. Tahun 1973 : PT. Brasseris Del Indonesia, Medan. 3. Tahun 1976 : PT. Tirtalina Bootling Company, Surabaya.
4. Tahun 1978 : PT. Coca-Cola Pan Java Bottling Company, Semarang. 5. Tahun 1951 : PT. Tirta Permata Sari Bottling Company, Ujung Pandang. 6. Tahun 1983 : PT. Tirta Mukti Indah Bottling Company, Bandung. 7. Tahun 1985 : PT. Tribana Jaya Nusantara Bottling Company,. Padang. 8. Tahun 1985 : PT. Banyu Agung Sejahtera Bottling Company, Denpasar. 9. Tahun 1985 : PT. Swarna Dipa Mekar Bottling Company, Tanjung Karang. 10. Tahun 1985 : PT. Bangun Wenang Beverage Company, Menado.
11. Tahun 1991 : PT. Eka Ticma Manunggal Bottling Company, Banjarmasin. Tahun 1995 Coca-Cola Amatil milik Australia yang merupakan perusahaan pembotolan terbesar di dunia untuk pabrikasi, distribusi dan pemasaran produk The Coca-Cola Company mengambil alih semua pabrik pembotolan Coca-Cola Company di Indonesia kecuali Manado.
2. 2. Ruang Lingkup Bidang Usaha
tahun 1982 PT. Brasseries Del Indonesia diambil alih oleh PT. Multi Bintang Indonesia yang juga produsen bir terkenal di Indonesia.
PT. Coca-Cola Bottling Indonesia pada mulanya didirikan dengan nama PT. Pan Java Bottling Company. Perusahaan ini didirikan oleh P. Hutabarat lalu beliau memberikan kepercayaan kepada Mugijanto, seorang karyawan muda PT. Panatraco Ltd, Jakarta untuk mengengola. Pada tahap awal, kegiatan perusahaan ini adalah sebagai penyalur minuman Coca-Cola, Sprite dan Fanta untuk daerah Medan, Aceh dan sekitarnya. Karena pelanggan sering mengeluh akan persediaan produk yang kurang akibat keterlambatan barang, maka pada tanggal 5 Desember 1976 didirikan pabrik pembotolan PT. Coca-Cola Amatil Indonesia yang salah satunya berada di Medan. Saat ini PT. Coca-Cola Bottling Indonesia Medan mempunyai 630 orang karyawan yang terbagi dalam berbagai bidang dan memproduksi 3 macam jenis miniman ringan (sof drink) yang berkarbonat, yaitu Coca-Cola, Sprite, Fanta dan 1 macam jenis minuman teh botol Frestea yang terbagi dalam berbagi macam ukuran (193 ml, 296 ml dan 220 ml) dalam kemasan botol.
2.3. Struktur Organisasi Perusahaan
organisasi sehingga memudahkan koordinasi dan konsistensi dengan tujuan-tujuan organisasi.
PT. Coca-Cola Botlling Indonesia Medan berstruktur organisasi horizontal/ organic setelah mengalami reorganisasi pada April 2004. Reorganisasi adalah proses perombakan struktur organisasi sehingga perusahaan lebih efisien dalam bertindak. Sifat organisasinya berubah dari desentralisasi menjadi sentralisasi. Peran struktur organisasi yang ramping (horizontal) ini akan mempermudah pengawasan dan dapat memangkas biaya birokrasi yang rumit dalam perusahaan dengan penghapusan level organisasi yang tidak perlu (Kotler,2004).
Struktur yang dimiliki dan dijalankan perusahaan Coca-Cola Regional Medan adalah struktur fungsional dan garis, seperti terlihat pada Gambar 2.1.
2.4. Pembagian Tugas Dan Tanggung Jawab
1. General Manager
a. Menentukan dan merumuskan kebijaksanaan utama dalam usaha pencapaian tujuan umum perusahaan.
b. Mengkoordinir dan mengawasi tugas-tugas yang didelegasikan kepada manager-manager dan menjalin hubungan yang baik dengan mereka.
c. Membuat peraturan-peraturan intern pada perusahaan yang tidak bertentangan dengan undang-undang yang ditetapkan.
2. Secretary
a. Menyelenggarakan surat-menyurat yang berhubungan dengan perusahaan. b. Mengatur hubungan dengan pihak luar atau tamu.
c. Menyusun dokumentasi.
d. Bertanggung jawab kepada General Manager 3. Human Resources Manager
a. Menerjemahkan strategi perusahaan ke dalam strategi SDM.
b. Menumbuhkan kepuasan karyawan terutama terhadap gaji (Base Salary and Variabel Salary), bonus, tunjangan kerja (Inature).
c. Mencari info Best Practice dalam pelatihan, pengembangan karyawan dan manajemen karir dari perusahaan lain.
d. Membantu dalam perancangan dan implementasi sistem penilaian kerja. e. Membantu dalam administrasi karyawan termasuk masalah pelaksanaan
f. Membantu Industrial Affairs Manager, Public Relation Manager, Training Manager, dan Remuneration Manager (Menangani masalah pengupahan)
g. Bertanggung jawab kepada General Manager. 4. Finance Manager
a. Membantu pencapaian sasaran keuangan perusahaan dengan mempersiapkan laporan keuangan yang terkonsolidasi secara tepat waktu dan akurat.
b. Membantu General Manager mengumpulkan/menyusun data untuk rencana finansial jangka pendek maupun jangka panjang.
c. Membawahi Financial Accounting Manager, Manajement Accounting Manager, Examiner Accounting Manager, Purchasing/ Procurement
Supervisor, Tax Office.
d. Bertanggung jawab kepada General Manager. 5. General Sales and Marketing Manager
a. Mengorganisasi dan mengontrol pendistribusian/pemasaran produk agar target penjualan dan market share dapat tercapai.
b. Bertanggung jawab menyediakan informasi pasar yang akurat dan up to date.
c. Membawahi Area Manager Medan (Koordinator penjualan di Medan), Area Manager-OT (Koordinator penjualan luar kota), Customer Sesvice
d. Bertanggung jawab kepada General Manager. 6. Technical Operatiom Manager
a. Mengkoordinir dan mengawasi setiap bagian yang ada di bawahnya misalnya processing, teknik, raw material, dan administrasi produksi. b. Merencanakan, mengawasi dan mengatur produksi perusahaan agar sesuai
dengan spesifikasi dan standar mutu yang telah ditentukan.
c. Membawahi Production Manager, Maintenance Engineering Manager, Warehouse and Transp. Manager, Demand and O.P Manager, Quality
Assurance Manager, Quality Management System Manager.
d. Bertanggung jawab kepada General Manager. 7. Business Service Manager
a. Mengawasi rencana dan pelaksanaan program jasa pelayanan dan pengadaan sarana kendaraan/mobil Coca-Cola bagi karyawan.
b. Mengadakan bimbingan, pengarahan, serta pengendalian kepada karyawan-karyawan jasa perusahaan sehingga aktivitas mereka dapat diarahkan kepada tercapainya pekerjaan yang efektif, efisien dan lancar. c. Membawahi IS Application Manager, CDE Manager dan Fleet Manager. d. Bertanggung jawab kepada General Manager
8. Cold Drink Equipment Manager
9. Information System Manager
a. Mengawasi progam pelayanan umum dan pemelihaaan lokasi pabrik b. Mengawasi penyelesaian izin, rekomendasi dari instalasi pemerintah c. Betanggung jawab kepada HRD Manager
10. Extenal Affair Officer
a. Menjalin hubungan yang baik dengan masyarakat
b. Meminta dana untuk mengadakan kegiatan amal bagi masyaakat c. Bertanggung jawab kepada HRD Manager
11. Taining Coordinator a. Mengadakan pelatihan b. Memilih peserta pelatihan
c. Bertanggung jawab kepada HRD Manager 12. Financial Accountant
a. Mengumpulkan dana dan menyusun data keuangan perusahaan b. Mengatur cash flow untuk perusahaan
c. Bertanggung jawab kepada Finance Manager 13. Management Accountant
a. Membuat pembukuan keuangan di perusahaan
b. Memperoleh data keuangan dari departemen lain di perusahaan c. Bertanggung jawab kepada Finance Manager
b. Mengatur cash flow untuk luar kota
c. Bertanggung jawab kepada Finance Manager 15. Purchasing Supervisor
a. Melakukan pembelian bahan baku, bahan penolong dan bahan tambahan b. Menyetujui ataupun membatalkan pembelian bahan
c. Bertanggung jawab kepada Finance Manager 16. Tax Officer
a. Mengaudit mngenai kebutuhan akan karyawan
b. Mengajukan usulan untuk menambah atau mengurangi karyawan c. Bertanggung jawab kepada Finance Manager
17. Area Manager Medan
a. Mendayagunakan seluruh aparat dan peralatan yang ada di warehouse di Medan secara optimal dan efisien
b. Memberhentikan sales-sales di Medan yang dianggap melanggar peraturan perusahaan
c. Bertanggung jawab kepada General sales Manager 18. Area Manager Out town
a. Mendayagunakan seluruh aparat dan yang ada di warehouse di luar kota secara optimal
b. Memberhentikan sales-sales di Medan yang dianggap melanggar peraturan perusahaan
19. Channel Manager
a. Mengawasi penjualan produk pada distributor di dalam kota
b. Memberhentikan sales-sales di Medan yang dianggap melanggar peraturan perusahaaan
c. Bertanggung jawab kepada Genaral sales Manager 20. Fleet Manager
a. Mengawasi pendistribusian keperluan produksi di lantai pabrik b. Mengatur pendistribusian keperluan produksi
c. Bertanggung jawab kepada General sales Manager 21. Dealer Manager
a. Mengembangkan dealer-dealer di wilayah pemasaran
b. Mengklaim dealer-dealer yang melanggar perjanjian bersama c. Bertanggung jawab kepada General Sales Manager
22. Production Manager
a. Membuat laporan produksi secara periodic mengenai mutu dan jumlah produk apakah sesuai dengan yang telah ditentukan
b. Mengkoordinir kegiatan-kegiatan dalam bidang pemerosesan bahan
baku menjadi produk jadi
b. Mengajukan usulan untuk pengadaan suku cadang dan keperluan mesin. c. Bertanggung jawab kepada Technical Operation Manager
24. Engineering Manager
a. Mengontrol aktivitas yang berhubungan dengan keteknikan untuk meyakinkan agar target produksi dapat tercapai
b. Memonitor aktivitas yang berhubungan dengan keteknikan c. Bertanggung jawab kepada Technical Operation Manager 25. Personal Administration Manager
a. Mengawasi serta membuat laporan mengenai prestasi kerja para karyawan b. Mengajukan promosi untuk karyawan
c. Bertanggung jawab kepada Technical Operation Manager 26. Quality Assurance Manager
a. Meneliti, memeriksa dan menganalisa mutu bahan baku maupun produk jadi
b. Memisahkan bahan baku maupun produk yang tidak sesuai dengan standar yang telah ditentukan
c. Bertanggung jawab kepada Technical Operation Manager 27. PPIC Manager
a. Merencanakan dan mengontrol kebutuhan untuk kegiatan proses produksi b. Bertanggung jawab kepada Technical Operation Manager
28. Technical & Desktop Support
b. Meminta informasi yang dibutuhkan dari departemen lainnya di perusahaan
c. Bertanggung jawab kepada Information System Supervisor 2.5. Jumlah Tenaga Kerja dan Jam Kerja
2.5.1. Jumlah Tenaga Kerja
Tenaga kerja di PT. Coca-Cola Bottling Indonesia Unit Medan direkrut dari tenaga kerja bangsa Indonesia sendiri. Sebagian besar tenaga kerja di bagian produksi dan pemasaran direkrut dari penduduk sekitar pabrik.
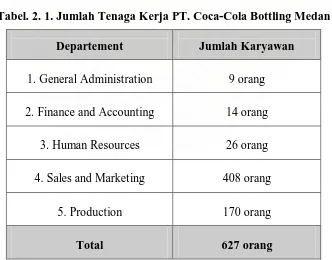
[image:38.595.148.480.407.667.2]Jumlah tenaga kerja pada PT. Coca-Cola Bottling Medan sampai pada bulan Desember 2006 sebanyak 627 orang karyawan. Perincian jumlah karyawan tersebut dapat dilihat pada Tabel 2.1.
Tabel. 2. 1. Jumlah Tenaga Kerja PT. Coca-Cola Bottling Medan
Departement Jumlah Karyawan
1. General Administration 9 orang 2. Finance and Accounting 14 orang
3. Human Resources 26 orang
4. Sales and Marketing 408 orang
5. Production 170 orang
Total 627 orang
a. Karyawan bulanan (tetap) dengan gaji/upah dibayar sekali sebulan sesuai dengan klasifikasi penggajian yang dibagi-bagi dalam golongan tertentu. b. Karyawan harian dengan upah/gaji yang dibayar sekali dalam dua
minggu sesuai dengan standart upah yang berlaku di perusahaan dengan berpedoman pada ketentuan upah minimum yang ditetapkan pemerintah. c. Karyawan honorer/kontrak dengan upah yang ditetapkan berdasarkan
dokumen perjanjian kontrak secara individu. 2.5.2. Jam Kerja
Agar perusahaan dapat berjalan lancar dan optimal dalam melaksanakan operasional pabrik untuk mencapai tujuan maka diperlukan pengaturan waktu jam kerja yang baik.
Sesuai dengan peraturan Depnaker bahwa jam kerja seorang karyawan adalah 40 jam perminggu, selebihnya diperkirakan jam kerja lembur. Pengaturan jam kerja normal untuk karyawan adalah sebagai berikut:
1. Semua karyawan kecuali karyawan di departemen marketing, security dan kamar mesin hari kerjanya adalah hari Senin sampai dengan hari Jumat dengan jam kerja sebagai berikut :
Jam 08.00 - 12.00 WIB Waktu Kerja Jam 12.00 - 13.00 WIB Waktu Istirahat Jam 13.00 - 17.00 WIB Waktu Kerja
Jam 12.00 - 13.00 WIB Jam 13.00 - 17.00 WIB
Sedangkan untuk hari Sabtu jam kerja 08.00 – 13.00 WIB
a. Bagian Security (Departemen Human Resources Development) dan kamar mesin (Departement Production), jam kerja dibagi atas tiga shift setiap hari yakni :
Shift I : Jam 06.00 – 14.00 WIB Shift II : Jam 14.00 – 22.00 WIB Shift III : Jam 22.00 – 06.00 WIB
Untuk bagian security satu shift terdiri dari empat orang dengan pergantian setiap dua hari sekali, sedangkan untuk kamar mesin, pergantian shift setiap lima hari sekali dan satu shift hanya satu orang yang bekerja.
2.6. Sistem pengupahan
Gaji/upah adalah suatu penerimaan sebagai imbalan dari perusahaan kepada karyawan untuk suatu pekerjaan yang telah dilakukan yang dinilai dalam bentuk perjanjian atau undang-undang. Banyak cara atau sistem pembayaran gaji/upah yang digunakan oleh perusahaan. Setiap perusahaan memakai sistem yang berbeda-beda, dengan dasar sistem tersebut akan membawa keuntungan bagi perusahaan tanpa merugikan karyawan.
Sistem pengupahan di perusahaan ini dibedakan atas :
b. Untuk karyawan harian menerima gaji dua minggu sekali.
Bagi setiap karyawan yang bekerja diluar jam kerja normal, akan diberikan upah lembur dengan ketentuan sebagai berikut :
Upah lembur =
173 1
x gaji pokok x jumlah jam lembur
Berdasarkan ketentuan Depnaker jam kerja sebulan adalah 173 jam. Perhitungan jam lemburnya adalah :
a. Untuk hari biasa :
- Jam lembur pertama dikali 1,5 x upah
- Jam lembur selebihnya dikali 2 x upah lembur b. Untuk hari Sabtu/libur : - Jam pertama dikali 2 x upah lembur
- Jam kedelapan dikali 3 x upah lembur
- Jam kesembilan dan seterusnya dikali 4 x upah lembur
c. Untuk karyawan yang lembur diberikan juga tambahan uang makan lembur sebesar
- Untuk lembur 3 jam pertama diberikan uang makan senilai 1 kali makan.
- Untuk jam lembur berikutnya akan ditambah lagi uang makan senilai 1 kali makan (setiap 5 jam berikutnya).
2.7. Proses Produksi
Dalam melaksanakan suatu aktivitas produksi pada perusahaan, tentunya tidak terlepas dari bahan-bahan yang digunakan dan jenis produk yang akan dibuat. Oleh sebab itu PT. Coca-Cola Bottling Indonesia Medan menggunakan bahan baku utama, bahan penolong dan bahan tambahan.
2. 7. 1. Standar Mutu Produk
PT. Coca-Cola Bottling Indonesia Medan sangat mengutamakan kualitas standar mutu produk. Dalam setiap kali memproduksi Coca-Cola, Sprite, Fanta dan Frestea dilakukan pemeriksaan produk, mulai dari water tretment, sympel syrup, final syrup, dan beverage (hasil minuman ringan). Adapun yang menjadi standar mutu produk PT. Coca-Cola Bottling Indonesia Medan adalah :
- Kemurnian (purity) - Rasa (taste)
- Bau (odor) - Penampakan
Pemeriksaan dilakukan dalam 1 jam setiap kali produksi untuk melihat hasil standar mutu produk. Pemeriksaan dilakukan di laboratorium.
2. 7. 2. Bahan Yang Digunakan
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan memiliki persentase terbesar dibandingkan bahan–bahan lainnya. Jadi bahan baku ini juga disebut bahan utama. Adapun bahan baku yang digunakan PT. Coca-Cola Bottling Indonesia Medan dalam pembuatan minuman ringan ini adalah :
- Air
Air diperoleh dari sumur bor dengan kedalaman 100-200 meter untuk kemudian diolah sebelum digunakan dalam proses produksi, maupun oleh kebutuhan sehari-hari perusahaan.
Air diperoleh dari sumur bor yang dikategorikan menjadi 2 jenis : 1. Treated Water
Digunakan untuk produksi, keperluan air minum kantin, dan
kantor.
2. Untreated Water
Digunakan untuk keperluan kamar mandi, pencucian ruangan, pekarangan dan lain – lain.
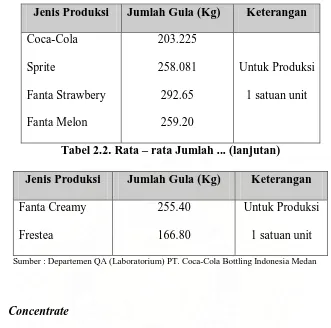
- Gula
Tabel 2.2. Rata – rata Jumlah Pemakaian Gula/unit Produksi
Jenis Produksi Jumlah Gula (Kg) Keterangan
Coca-Cola Sprite
Fanta Strawbery Fanta Melon
203.225 258.081 292.65 259.20
Untuk Produksi 1 satuan unit
Tabel 2.2. Rata – rata Jumlah ... (lanjutan)
Jenis Produksi Jumlah Gula (Kg) Keterangan
Fanta Creamy Frestea
255.40 166.80
Untuk Produksi 1 satuan unit
Sumber : Departemen QA (Laboratorium) PT. Coca-Cola Bottling Indonesia Medan
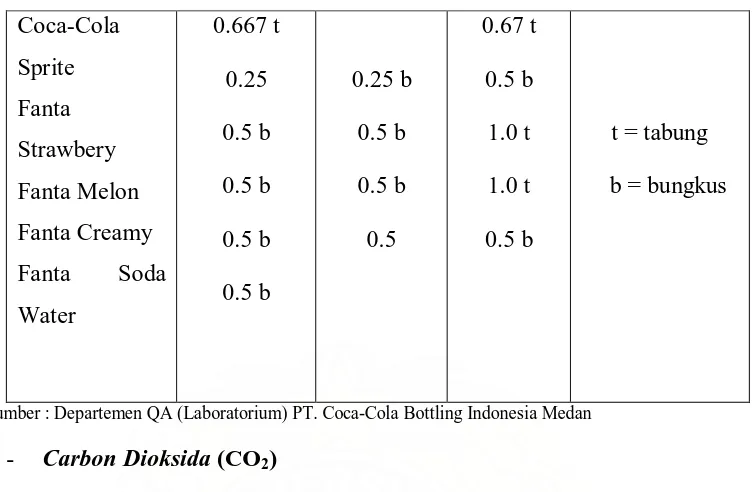
- Concentrate
Concentrate dibeli dari PT. Coca-Cola Indonesia Jakarta (satu-satunya
perusahaan yang menyediakan bahan ini untuk Coca-Cola Company di Indonesia). Concentrate terdiri dari 3 jenis yaitu Concentrate (Part I, Part II dan Part III). Concentrate berfungsi sebagai bahan pengawet dan
pemberi rasa. Rata-rata kebutuhan Concentrate per unit produksi yang digunakan dapat dilihat pada Tabel 2.3.
Tabel 2. 3. Rata-rata Jumlah Pemakaian Concentrate/Unit Produksi
Jenis Concetrate (Part)
Keterangan
Coca-Cola Sprite Fanta Strawbery Fanta Melon Fanta Creamy Fanta Soda Water 0.667 t 0.25 0.5 b 0.5 b 0.5 b 0.5 b 0.25 b 0.5 b 0.5 b 0.5 0.67 t 0.5 b 1.0 t 1.0 t 0.5 b
t = tabung b = bungkus
Sumber : Departemen QA (Laboratorium) PT. Coca-Cola Bottling Indonesia Medan
- Carbon Dioksida (CO2)
[image:45.595.128.504.108.354.2]Carbon dioksida (CO2) merupakan bahan baku yang berfungsi sebagai penyegar dan pengawet minuman. Selain dari itu secara kualitas berfungsi untuk menunjukkan ciri dari Coca-Cola itu sendiri. CO2 dibeli dari PT. Aneka Gas dan UD. Mulya Perkasa di Medan. Rata-rata penggunaan CO2 dapat dilihat pada Tabel 2.4.
Tabel 2. 4. Rata – rata Jumlah Pemakaian CO2/unit Produksi
Jenis Produksi Jumlah Pemakaian
CO2(Kg)
Keterangan Coca-Cola Sprite Fanta Strawbery Fanta Melon Fanta Creamy 14.26 14.65 9.90 9.90 9.90
Fanta Soda Water 15.84
Sumber : Departemen QA (Laboratorium) PT. Coca-Cola Bottling Indonesia Medan
b. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak jelas dibedakan pada produk akhir.
- Kaporit [Ca (Ocl)2)
Digunakan dalam proses pengolahan air, membunuh bakteri (menghambat pertumbuhan mikroorganisme), membilas botol dan sanitasi peralatan. - Asam Sulfat (H2SO4)
Bahan ini digunakan untuk membebaskan dan menghilangkan gas-gas yang terlarut dalam air.
- Filter Aid
Digunakan pada pembuatan syrup untuk menjernihkan larutan gula dan menghilangkan bau-bau asing.
- Kerikil
Berfungsi sebagai media penyaring pada sand filter diproses pengolahan air agar dapat menyaring benda-benda asing yang larut dalam air olahan. - Caustik Soda (NaOH)
Dipakai pada proses pencucian botol pada bottle washer sebagai deterjen. - Bahan Kimia Lainnya
Misalnya Poly Aluminium Chlorine (PAC), kapur, Cl2, KMnO4.
c. Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan guna meningkatkan mutu suatu produk atau suatu bahan dimana bahan ini merupakan bagian dari produk akhir. Bahan tambahan pada proses pembuatan minuman ringan yang terdapat pada PT. Coca-Cola Bottling Indonesia Medan pada umumnya dibutuhkan pada proses packing, yaitu :
- Botol
Botol adalah bahan pengemas minuman ringan yang dihasilkan oleh PT. Coca-Cola Bottling Indonesia Medan yang siap dipasarkan.
- Crown Cork (penutup botol)
Berfungsi sebagai tempat penyusunan botol-botol dengan kapasitas 24 botol per crate. Crate yang dipakai ada yaitu :
Full Depth
Crate ini dipakai untuk produk Coca-Cola, Sprite, Fanta dan Frestea
dengan berat rata-rata kurang lebih dari 1,8-1,9 kg/buah. - Karton
Digunakan sebagai tempat pengepakan minuman yang dikemas dalam botol plastik.
2. 8. Uraian Proses
Berdasarkan cara pembuatannya, minuman yang diproduksi PT. Coca-Cola Bottling Indonesia Medan dapat dikelompokan atas 2 kelompok besar yakni kelompok Coca-Cola, Sprite, dan Fanta serta kelompok Frestea. Coca-Cola, Sprite, Fanta yang mengalami proses pembuatan yang sama, hanya komposisi bahannya yang berbeda.
WATER PRODUCT 5865 L/jam DEAERATOR COOLER CARBONATOR BEVERAGE FILLER CROWNER DATA CODER FINISH GOOD 18000 botol/jam HOT WATER SIMPLE SIRUP FINAL SIRUP FILTER KAPAS FILTER KARBON FILTER PERMANGANAT WASHING MACHINE
GULA 25 Kg/jam, CARBON, FILTER AID
CONCENTRATE PART I AND PART II 25 L/jam
[image:49.595.116.507.113.464.2]CO 25 Kg/j BOTTLE CROWN CORK P A R A M I X
Gambar 2.2. Blok Diagram Pembuatan Soft Drink
Uraian dari proses pengolahan air hingga pembotolan adalah sebagai berikut: 1. Proses Pengolahan Air (Water Treatment)
Air dari sumur akan dipompa ke alat degasifier yang sebelumnya diinjeksikan H2SO4 dengan tujuan mengubah CO2 sehingga mudah dibebaskan dan menghilangkan gas-gas yang terlarut dalam air.
Dari degasifier air masuk ke dalam fluclator tank/reaction tank. Sebelumnya ditambahkan Poly Aluminium Chlorine (PAC), kapur dan Cl2 10%. PAC berfungsi untuk mengendapkan senyawa-senyawa organik. Kapur berfungsi untuk menaikan besar Ph, karena semakin besar Ph maka kecepatan mengendapkann semakin besar. Sementara Cl2 berfungsi sebagai antiseptik untuk mematikan kuman-kuman bakteri dan standart chlorine dalam air, dimana standart chlorine dalam air adalah 6-10 ppm. Pada fluclator tank terjadi pengendapan floc
dimana akan mengendap kebawah, sementara air pada bagian atas akan dialirkan ke sand filter. Jarak antara permukaan air dengan floc dijaga lebih kurang 1-1,25 m untuk mempertahankan kejernihan air.
Di sand filter air akan disaring. Ada 3 sand filter tetapi yang digunakan hanya 2, sementara yang satu lagi sebagai cadangan. Sebagian filter digunakan kerikil dengan ukuran sebagai berikut :
- Lapisan I dengan ukuran 2-3 m - Lapisan II dngan ukuran 1-2 m - Lapisan III dengan ukuran 0.5-1 m
partikel/kotoran dalam sand filter. Sementara setiap 3 bulan sekali kerikil-kerikil akan dikeluarkan untuk dicuci dengan Hcl 2-5 % lalu dapat dipakai kembali.
Dari sand filter air dialirkan ke storage tank. Setelah air sampai ketinggian maksimum, pompa air dari sumur akan mati secara otomatis dan akan hidup kembali apabila telah mencapai tinggi maksimum.
Kemudian air dialirkan lagi ke buffer tank dan sebelumnya ditambahkan chlorine 10 %. Tujuannya adalah untuk membunuh sisa-sisa dari bakteri-bakteri
yang masih terdapat di dalam air yang telah diolah.
Dari buffer tank ini, air dilewatkan melalui carbon filter untuk menyerap chlorine dan partikel-partikel kecil. Kadar Cl2 setelah melewati carbon filter adalah 0 ppm. Setelah itu air dilewatkan melalui polisher filter sebagi proses penyaringan akhir.
Air hasil pengolahan (treated water) inilah yang dipakai untuk proses produksi pembuatan Coca-Cola, Sprite, Fanta, dan Frestea. Pada tiap tahapan proses pengolahan akan diambil sampel air untuk diperiksa oleh bagian Quality Control di laboratorium untuk memastikan bahwa air hasil pengolahan akan
memenuhi persyaratan yang ditentukan. 2. Proses Pembuatan Syrup
pelarut tersebut juga dimasukkan karbon aktif untuk menyerap bau dan menurunkan warna sehingga larutan menjadi jernih. Pelarutan gula dan air dilakukan selama lebih kurang dari 60 menit dan diaduk dengan agigator sampai homogen. Hasil pelarutan ini disebut syrup dasar telah memenuhi syarat yang telah ditentukan.
Setelah semua larut, langkah selanjutnya adalah penyaringan/filtrasi. Sebelumnya dilakukan precoating (pelapisan awal) untuk membentuk lapiasan pada filter paper. Air treated dialairkan ke tangki precoting yaitu sebuah tangki kecil yang terbuat dari stainless steel yang dilengkapai oleh sebuah agigator. Lalu kedalamnya ditambahkan filter aid. Cairan dari tangki precoating disirkulasikan melalui filter sampai semua filter aid menempel pada filter paper dengan baik. Syrup dasar akan dialirkan ke filter dan disirkulasikan sampai filternya bersih.
Syrup dasar yang telah disaring dimasukkan ke tangki pencampur. Sebelumnya didinginkan sampai temperatur 20-250C. Pada tangki pencampur dimasukan concentrate Coca-Cola, demikian juga untuk Sprite dan Fanta. Setelah semua part dituangkan, campuran syrup dasar diaduk selama lebih kurang 1 jam. Pada syrup akhir, derajat kemanisan diperiksa kembali agar tercapai tingkat kemanisan yang sesuai dengan standar yang ditentukan.
3. Proses Pemurnian CO2
zat/gas lain sehingga mengurangi kemurnian CO2. Untuk itu CO2 perlu dimurnikan terlebih dahulu sebelum digunakan dengan cara sebagai berikut :
- Tabung-tabung CO2 pada bagian atasnya harus disemprot dengan air terlebih dahulu supaya selang-selang penghubung tidak membeku, bila membeku CO2 tidak berjalan dengan lancar.
- CO2 kemudian dialirkan lagi ke dalam tabung yang berisi KMnO4 berfungsi mengikat zat impurity (kotoran).
- CO2 kemudian dialirkankan lagi ke dalam tabung yang berisi air. Tujuannya untuk memurnikan CO2 agar KMnO4 tidak terbawa pada proses selanjutnya.
- Tahap selanjutnya adalah melewatkan CO2 pada tabung yang berisi karbon dengan tujuan untuk menghilangkan bau yang tidak diinginkan.
- Terakhir CO2 disaring pada filter sehingga kotoran yang tersisa dapat tertahan.
- CO2 yang telah melalui tahapan diatas adalah CO2 yang telah dimurnikan dan dapat digunakan dalam proses pencampuran.
4. Proses Pencampuran air, Syrup dan CO2
Proses paramix adalah proses pencampuran dari air, syrup akhir dan CO2 sehingga diperoleh minuman ringan (beverage) yang siap untuk diisi kemasannya.
pengeluaran udara dari dalam air yang digunakan untuk membuat minuman sehingga mempermudah proses karborasi dan membantu mempelancar pengisian. Jadi dearasi ini bertujuan untuk memisahkan gas oksigen di dalam air sehingga CO2 mudah larut di dalamnya. Air masuk ke daerator dimana tekanan daerator adalah 0,8 bar, dan kemudian gas CO2 akan dipompakan masuk kedalam liter air.
Syrup akhir langsung di masukkan ke dalam gelas syrup. Dengan perbandingan tertentu, air dan syrup akhir dircampur.
Hasil pencampuran didinginkan sehingga temperatur lebih kurang 0-10C dengan medium pendingin gelikol. Hal ini dilakukan karena semakin rendah temperatur campuran, semakin tinggi absorpsi CO2.
Campuran kemudian dimasukan ke karbonasi. Karbonasi adalah proses pelarutan CO2 dalam suatu cairan. Gas CO2 yang dimurnikan di masukkan ke karbonator dimana tekanannya dikendalikan oleh alat Taylor. Alat taylor mengukur temperatur campuran cairan dan dikonversikan ke dalam tekanan CO2 yang dibutuhkan agar air dapat mengabsorbsi CO2 hingga kandungan tertentu. Produk yang keluar dari karbonator inilah yang disebut beverage dan diteruskan kemesin filter dan crowner.
5. Proses Pembotolan
Botol-botol yang digunakan untuk pengisian minuman harus bersih (bebas kuman), tidak rusak atau pecah. Untuk itu botol-botol sebelum digunakan harus dicuci terlebih dahulu.
Botol bekas yang datang dari pasar (setelah dikonsumsi konsumen) ataupun botol baru masuk ke mesin pencuci botol, terlebih dahulu disortir. Tujuannya untuk memeriksa apakah ada botol-botol yang terlalu kotor atau rusak. Botol yang terlalu kotor akan dipisahkan untuk dicuci secara manual terlebih dahulu, sementara botol yang rusak/pecah akan disisihkan. Dengan bantuan conveyor, botol-botol dimasukkan ke dalam mesin pencucian botol yang cara
kerjanya adalah sebagai berikut :
- Botol dibilas menggunakan air yang disirkulasi kembali dari air tahap pembilasan akhir. Air ini umumnya mengandung sedikit sisa caustik yang dapat membantu pembilasan awal. Air dipanaskan sampai temperatur lebih kurang 450C.
- Setelah melalui pembilasan awal, kotoran-kotoran di bagian dalam dan di luar botol yang tidak terlalu lekat akan terlepas. Botol-botol kemudian akan masuk ke tangki perendam caustic I. Larutan di dalam tangki I harus bersuhu lebih kurang 560C, dan konsentrasi caustic lebih kurang 2,5 %. - Botol-botol kemudian bergerak ke tangki perendam caustic II yang suhunya
- Botol kemudian melalui tangki perendam yang berisi air yang disirkulasi dari treated dan mengalami penyemprotan luar dan dalam sebanyak 2 kali. - Botol-botol yang telah dicuci dialirkan dengan menggunakan conveyor ke
mesin filter dan crowner. Sebelum botol diperiksa oleh inspektor untuk mengetahui apakah botol sudah memenuhi syarat. Botol yang masih kotor atau cacat akan disisihkan.
b. Pengisian Minuman Kebotol
Proses pengisian minuman ke dalam botol adalah sebagai berikut : - Pembukaan filling valve (kran pengisian)
- Pembukaan filling valve bertujuan agar tekanan yang ada pada mesin dapat dipindahkan ke botol.
- Setelah selesai pengisian, kran pengisian di tutup.
- Pembuangan udara yang masih tersisa di dalam ruangan botol bagian atas ditujukan untuk menghindari timbulnya buih sehingga sejumlah minuman keluar dari dalam botol yang mengakibatkan isinya menjadi kurang. Hal ini bisa terjadi karena adanya perbedaan tekanan.
c. Penutupan Botol Minuman
Botol yang telah berisi minuman selanjutnya ditutup dengan menggunakan crowner machine, yang fungsinya untuk menutup botol.
disisihkan sebagai reject produk. Produk ini tidak boleh dijual, sedangkan minuman yang baik (lolos dari sortiran) akan dibawa ke tempat pengepakan melalui conveyor.
d. Pemberian Kode Produksi dan Pengepakan
Sebelum sampai ketempat pengepakan, botol diberi kode produksi oleh coding machine dan diperiksa oleh inspektor. Produk yang tidak memenuhi syarat
disisihkan untuk dibuang. Ditempat pengepakan botol dimasukan oleh operator ke dalam crate dan disusun di atas pallet. Forklift akan membawa pallet yang telah diisi dengan produk ke gudang produk jadi.
BAB III
LANDASAN TEORI
3.1. Pengertian Manajemen Logistik
Logistik dapat pula didefinisikan sebagai proses perencanaan, implementasi, dan pengendalian secara efisien, aliran biaya yang efektif dan penyimpanan barang mentah, inventori barang dalam proses, barang jadi dan informasi terkait dari titik asal ke titik konsumsi untuk tujuan memenuhi kebutuhan konsumen. Ada 5 komponen yang bergabung untuk membentuk sistem logistik, yaitu : struktur lokasi fasilitas, transportasi, persediaan (inventory), komunikasi, dan penanganan (handling) dan penyimpanan(storage).
Dengan kata lain dapat pula diungkapkan bahwa kegiatan logistik akan berjalan efektif dan efisien apabila memenuhi syarat 4 tepat yaitu : tepat jumlah, tepat mutu, tepat ongkos, maupun tepat waktu.1
1. Pemilihan lokasi, penempatan bahan baku, suku cadang, barang jadi.
Tujuan logistik adalah menyediakan produk dalam jumlah yang tepat, kualitas yang tepat, pada waktu yang tepat dengan biaya yang rendah.
Ciri utama kegiatan logistik adalah tercapainya sistem yang integral dari berbagai dimensi dan tujuan kegiatan terhadap pemindahan (movement) serta penyimpangan (storage) secara strategis di dalam pengelolaan perusahaan.
3.2. Ruang lingkup Logistik
Kegiatan logistik mencakup kegiatan seperti :
4. Masalah pembukuan dan pencatatan.
5. Pelaksanaan komunikasi yang persuasif sebagai penyampaian ide, konsep, gagasan, informasi dari individu satu atau bagian-bagian lain dalam organisasi perusahaan.
6. Kegiatan pengurusan sebagai kegiatan untuk mengelola bahan baku, suku cadang, barang jadi yang disesuaikan dengan jenis dan spesifikasinya. Jenis dan spesifikasi barang yang berbeda akan memerlukan pengelolaan yang berbeda.
7. Kegiatan penyimpanan sebagai kegiatan untuk menahan bahan baku, suku cadang, serta barang jadi sampai pada batas waktu tertentu tanpa harus mengurangi kualitas barang yang bersangkutan.
Dari ketujuh unsur di atas, dapat diambil kesimpulan bahwa kegiatan logistik adalah suatu perpaduan dari sistem-sistem manajemen distribusi fisik, manajemen material dan transfer persediaan internal. Hal ini menyangkut masalah segala aspek gerakan fisik dari, ke dan di antara lokasi serta fasilitas yang merupakan struktur operasi dari organisasi perusahaan yang bersangkutan.2
3.3. Konsep Logistik Terpadu
Konsep logistik terpadu sebagai sebuah konsep manajemen logistik yang terintegrasi tidak muncul secara tiba-tiba. Konsep ini hadir sebagai perkembangan manajemen logistik setelah beberapa periode. Dimulai dari dasawarsa kristalisasi
2
pada tahun 1956-1965 yang mempertimbangkan perkembangan analisa biaya, pendekatan sistem, peningkatan perhatian terhadap rekanan kerja dan pengaturan saluran distribusi sampai periode 1970-1978 yang mulai merumuskan rencana terhadap penyimpanan atau pergudangan, pengangkutan, manufacturing atau pengolahan dan bukan hanya merencanakan operasi untuk bereaksi terhadap permintaan pasar saja.
Kejadian dalam beberapa periode ini meningkatkan kesadaran bahwa masalah logistik seringkali mempunyai dasar organisasi dan institusional serta bukan hanya dasar teknis saja. Sesudah tahun 1978 perkembangan logistik mulai mengarah pada pengelolaan manajemen logistik terpadu. Hal ini ditandai oleh beberapa penyempurnaan, yaitu :
1. Dengan semakin besarnya ketergantungan antara pengelolaan manajemen material seperti bahan baku, suku cadang, barang jadi yang dikaitkan dengan distribusi fisik.
2. Semakin terkoordinasi antara pengelola manajemen material dengan distribusi fisik, sehingga kemungkinan timbulnya gangguan kelancaran operasional dapat dihindarkan.
3. Integrasi aktivitas manajemen material dengan distribusi fisik merupakan kebutuhan pengawasan. Pengawasan dalam setiap jenis operasional harus disesuaikan dengan permintaan operasional distribusi.
sistem logistik yang didesain dengan baik. Pola dominan manufaktur adalah pembuatan produk yang berkualitas, ukuran yang tepat, warna yang menarik, kuantitas yang sesuai, kepemimpinan biaya dan harga yang cukup bersaing. Sedangkan sistem logistik akan mengintegrasikan hal tersebut diatas dengan kegiatan penyimpanan, pengangkutan, pemeliharaan, pembungkusan dan pendistribusiannya kepada konsumen.
5. Faktor yang cukup penting bagi logistik terpadu adalah bahwa kebutuhan misi logistik sekarang dan masa yang akan datang tidak cukup dapat dipenuhi oleh penyebaran teknologi perangkat keras, melainkan pengembangan cara baru guna memenuhi kebutuhan manajemen logistik yang baik dan benar.3
Sedangkan misi dari logistik adalah untuk mendistribusikan barang atau jasa yang bagus ke tempat yang tepat, waktu yang tepat, dan pada kondisi yang diinginkan, serta memberikan kontribusi yang terbesar pada perusahaan. Konsep logistik terpadu terdiri dari dua usaha yang berkaitan yaitu : operasi logistik dan koordinasi logistik.
Aspek operasional logistik adalah mengenai manajemen pemindahan (movement) dan penyimpanan material dan produk jadi perusahaan. Jadi, operasi logistik dapat dipandang sebagai berawal dari pengangkutan pertama material atau komponen-komponen dari sumber perolehannya dan berakhir pada penyerahan produk yang dibuat atau diolah itu kepada langganan atau konsumen. Operasi logistik dapat dibagi kedalam 3 kategori :
3
a. Manajemen distribusi fisik b. Manajemen material
c. Transfer persediaan barang di dalam perusahaan
Proses manajemen distribusi fisik menyangkut pengangkutan produk kepada pelanggan. Dalam distribusi fisik, pelanggan dipandang sebagai pemberhentian terakhir dalam saluran pemasaran. Jadi, distribusi fisik menghubungkan suatu perusahaan dengan konsumennya. Manajemen material yang kadang-kadang disebut sebagai suplai fisik menyangkut perolehan (procurement) dan pengangkutan material, suku cadang, dan/atau persediaan barang jadi dari tempat pembelian ke tempat pembuatan atau perakitan (assembly), gudang atau toko pengecer.
Koordinasi logistik adalah mengenai identifikasi kebutuhan pergerakan dan penetapan rencana untuk memadukan seluruh operasi logistik. Koordinasi logistik menyangkut perencanaan dan pengawasan terhadap masalah-masalah operasional. Koordinasi dapat dibagi ke dalam 4 bidang manajerial yaitu :
a. Peramalan (forecasting) pasar produk b. Pengolahan pesanan
c. Perencanaan operasi
d. Procurement atau perencanaan kebutuhan material.
merupakan perhatian utama dari product-market forecasting. Peramalan pasar produk merupakan usaha awal dari suatu perusahaan untuk merujukkan (recouncile) membuat program, dan jika mungkin menunda proses antisipasi yang terdapat dalam suatu sistem pasar bebas.
Pengolahan pesanan merupakan suatu ukuran aktivitas pemasaran yang di ‘sini dan sekarang’. Pengolahan pesanan yang meliputi informasi yang up to date mengenai sifat permintaan, merupakan suatu aspek yang esensial bagi koordinasi logistik. Sedangkan perencanaan operasi berfungsi untuk menyatukan koordinasi antara kegiatan logistik, peramalan dan pengalaman yang diperoleh dari pengolahan pesanan.
Rencana operasi menyatukan apa yang sanggup dilakukan oleh perusahaan dengan apa yang diinginkan untuk dilakukan oleh manajemen di masa depan. Aspek keempat dari koordinasi logistik dikenal sebagai perolehan produk (procurement) atau perencanaan kebutuhan material bergantung kepada situasi procurement tertentu.
3.4. Ukuran Keefektifan dan Keefisienan Logistik
dilihat dari kualifikasi kualitatif dan kuantitatif, kedua hal ini akan saling memberikan arti pentingnya sesuatu prestasi. Mengenai total prestasi, hampir setiap level pelayanan logistik dapat dicapai apabila perusahaan mau membayar harganya. Pada akhirnya, prestasi logistik itu adalah masalah prioritas dan biaya.
Penilaian prestasi logistik merupakan suatu cara mengkuantifikasi kemajuan kerja terhadap suatu standar kerja yang telah disetujui bersama untuk dapat dikatakan baik, jadi bersifat sebagai suatu sistem pengukuran/pencapaian hasil yang telah dicapai. Pengukuran prestasi secara kuantitatif meliputi 3 bidang utama, yaitu :
1. Tingkat penggunaan dana dengan dana tahun lalu.
2. Tingkat pengeluaran dibandingkan dengan jumlah anggaran. 3. Masalah pengelolaan dana dan permodalan.
Sedangkan untuk pengukuran prestasi secara kualitatif meliputi 5 bidang, yaitu :
1. Membantu pencapaian tingkat keuntungan secara umum(profitabilitas). 2. Adanya efisiensi perusahaan pada posisi pasarnya.
3. Membantu tingkat produktivitas.
4. Membantu penciptaan kepemimpinan produk dan biaya. 5. Membantu pengembangan sumber daya manusia.
demikian prestasi logistik di organisasi tetap harus diupayakan sebaik mungkin. Prestasi logistik diukur dengan 3 variabel, yaitu :
1. Penyediaan (availability) adalah menyangkut kemampuan perusahaan untuk secara konsisten memenuhi kebutuhan material/bahan produksi. Jadi hal ini menyangkut level persediaan atau variabel persediaan, semakin rendah frekuensi pengeluaran untuk stok yang direncanakan, berarti semakin tinggi investasi yang harus disiapkan.
2. Kemampuan (capability) adalah menyangkut jarak waktu antara penerimaan suatu pesanan dengan pengantaran barang yang dipesan. Kemampuan ini terdiri dari keecepatan pengantaran dan konsistensinya dalam jangka waktu tertentu.
3. Mutu (quality) adalah menyangkut seberapa jauh sebaiknya tugas logistik secara keseluruhan dilaksanakan, besarnya kerusakan, item-item yang betul, pemecahan masalah yang timbul. Jadi,quality menyangkut penjagaan terhadap tingkat kesalahan yang rendah dan pemecahan masalah-masalah pada waktunya.
Permasalahan logistik sangat erat kaitannya dengan persediaan yang tersedia di perusahaan. Pengendalian persediaan yang baik akan berdampak pada kemampuan pemenuhan pesanan yang baik pula. Secara garis besar, terdapat tiga macam model pengendalian persediaan diantara yaitu :
a. Model Statistik (Statistical Inventory Control)
b. Model Perencanaan Kebutuhan Material (Material Requirement Planning)
c. Model Tepat Waktu (Just In Time)
Pengendalian persediaan model statistik terdiri dari model P (P-System) dan Q (Q-System) yang digunakan untuk produk-produk yang tergolong independent demand. Sistem pengendalian persediaan model P mempunyai
periode antar pemesanan yang tetap dengan jumlah pemesanan yang bervariasi. Sistem pengendalian persediaan model Q mempunyai periode pemesanan yang tidak tetap. Pemesanan dilakukan bila status persediaan telah mencapai titik pesan kembali.
persediaan dengan permintaan yang bersifat stokastik mempunyai jumlah permintaan yang berubah sepanjang waktu dan bersifat tak tentu.
3.5. Sistem Transportasi
Transportasi memberikan manfaat geografis pada sistem logistik dengan menghubungkan fasilitas-fasilitas dengan pasar. Pada banyak perusahaan, pengeluaran untuk transport lebih besar dari pengeluaran untuk unsur lainnya. Biaya transport industri yang menghasilkan produk bernilai tinggi adalah rendah presentasenya terhdap penjualan. Sebaliknya, biaya transport batu bara, bijih besi, bahan-bahan kimia dasar dan pupuk adalah relatif tinggi.
Kebutuhan pelayanan industri sangat berbeda-beda dari industri ke industri. Banyak pilihan transpotasi tersedia bagi pengangkutan produk atau bahan mentah dalam system logistik. Disamping itu perusahaan dapat memutuskan untuk mengusahakan transportasi sendiri, atau mengadakan perjanjian dengan spesialis transport.
Ada lima cara utama transportasi yang biasa disebut dengan moda transportasi. Lima cara utama tersebut adalah kereta api, jalan raya, jalan air, saluran pipa dan penerbangan. Masing-masing alat transportasi ini mempunyai kebaikan dan kelemahan terhadap kegiatan logistik di perusahaan.
lengkap sejak dahulu yang menghubungkan sebagian kota di Indonesia. Alat transportasi ini mempunyai kemampuan untuk mengangkut barang bertonase yang sangat besar, karena spesifikasi kereta api tersebut. Akan tetapi alat transportasi ini memerlukan biaya tetap yang cukup tinggi dan biaya peralatan rutin yang cukup tinggi pula, serta pengeluaran biaya lain untuk hak pemakaian jalan, peralatan langsir dan penggunaan stasiun.
Jalan raya sebagai alat transportasi bisa dikatakan lebih maju di bandingkan dengan alat transportasi yang lainnya, karena alat transportasi dengan jalan raya selalu bisa dilalui oleh kendaran bermotor. Disisi lain kendaraan bermotor memiliki fleksibilitas yang cukup tinggi karena dapat dioperasikan di atas semua jenis jalan raya.
Dibandingkan dengan alat transportasi kereta api, kendaraan bermotor relatif kecil investsinya dalam fasilitas pemilikan hak jalan dan pembuatan stasiun, terminal, dan sebagainya. Sifat lalu lintas kendaraan bermotor sangat tergantung pada pabrik dan perdagangan. Secara khusus kendaraan bermotor telah merebut lalu lintas rel yang berkenaan dengan barang dagangan menengah dan ringan, serta hampir seluruh pengangkutan dari grosir, gudang, toko dan lainnya.
kemampuannya untuk membawa barang dalam jumlah sangat besar. Perahu diesel mempunyai fleksibilitas yang cukup tinggi pula dibandingkan dengan alat transport lainnya.
Kelemahan utama alat transportasi ini adalah fleksibilitasnya terbatas dan kecepatannya yang rendah. Selain itu bila asal dan tujuan dari pengangkutan itu tidak berdekatan dengan jalan air, maka akan dibuthkan pengangkutan tambahan dengan kendaraan bermotor.
Alat transportasi saluran pipa biasanya digunakan untuk mengangkut minyak bumi. Kebaikan alat transportasi ini biaya tetapnya paling tinggi dan biaya variabelnya paling rendah. Biaya tetap paling tinggi karena pengaruh pemakaian hak jalan untuk saluran pipa, kebutuhan akan stasiun pengawas dan kapasitas pemompaan. Saluran pipa tidak padat karya sehingga biaya variabelnya operasinya sangat rendah.
Sifat dasar alat transportasi ini agak unik jika dibandingkan dengan alat transportasi lain, karena saluran pipa ini dapat beroperasi 24 jam sehari atau 7 hari seminggu dan hanya dibatasi oleh keperluan untuk mengubah komoditi, kelemahan yang menonjol adalah barang yang dibawa sangatlah terbatas karena sangat tergantung diameter pipa dan derasnya arus yang dibawa.
kemampuannya mengangkut, tersedianya pesawat udara, kondisi kota yang didarati oleh pesawat udara.
Prospek peningkatan pemakaian pengangkutan udara dalam operasi logistik tetap cukup baik. Walaupun pengangkutan udara ini membutuhkan pengangkutan darat sebelum dan sesudahnya, akan tetapi kecepatan pelayanan di antara dua tempat yang cukup jauh dapat menurunkan biaya logistik keseluruhannya dengan margin yang cukup besar untuk mengimbangi biaya pengangkutan udara yang cukup tinggi. Pengangkutan udara banyak digunakan untuk barang yang mempunyai spesifikasi tertentu seperti harga cukup mahal, waktu harus segera sampai pada yang bersangkutan, dan sebagainya.
Sistem logistik memandang kegiatan transportasi dengan empat faktor yang memegang peran yang cukup penting, yaitu :
a. Biaya
b. Kecepatan
Faktor kecepatan merupakan waktu yang dibutuhkan guna menyelesaikan suatu tugas pengangkutan di antara tempat asal barang ke tempat tujuan yang dikehendaki. Faktor kecepatan harus selalu dikaitkan dengan kondisi barang yang dipindahkan agar jangan sampai terjadi kerusakan walau mungkin dari segi waktu lebih cepat dari penggunaan transportasi lainnya. Bisa dikatakan waktu yang paling cepat dalam kegiatan transportasi suatu barang belum menjamin tercapainya kegiatan logistik yang baik.
c. Pelayanan
Faktor pelayanan merupakan suatu kegiatan servis yang diberikan terhadap barang perusahaan selama dalam kegiatan pemindahan barang. Pelayanan atau servis datangnya dari berbagai pihak, baik pengangkutan barang itu dikelola oleh perusahaan sendiri atau dengan cara menyewa dari perusahaan pengangkutan yang resmi. Pelayanan barang datangnya dari para karyawan yang membawa, mengendalikan alat transportasi para petugas yang berhubungan dengan alat transportasi. Pelayanan yang terbaik yang kita harapkan dengan tidak menambah biaya transportasi dari biaya yang normal.
d. Konsistensi
Gambar



Dokumen terkait
Melalui metode ini memungkinkan perusahaan menentukan rute distribusi yang optimal dengan mempertimbangkan jarak tempuh perjalanan dan kapasitas alat angkut yang digunakan,
Puji dan syukur penulis ucapkan kepada ALLAH SWT atas segala berkah dan rahmat pengetahuan, pengalaman, kekuatan dan kesempatan yang diberikan kepada penulis sehingga
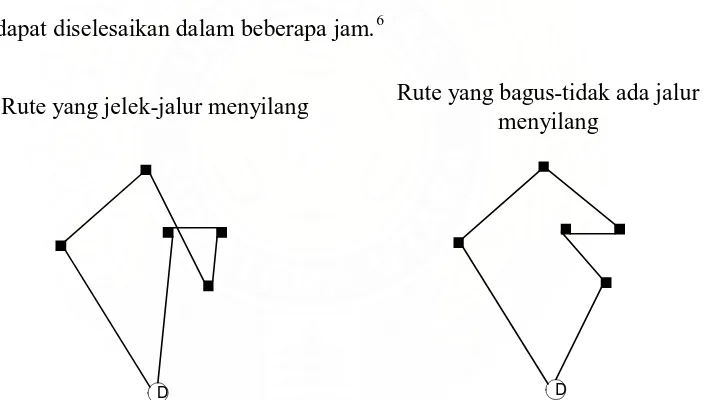
Untuk menemukan solusi yang paling optimal dapat diperoleh dengan cara menerapkan beberapa panduan untuk menghasilkan routing yang baik atau beberapa prosedur logical heuristic
Puji dan syukur penulis ucapkan kepada ALLAH SWT atas segala berkah dan rahmat pengetahuan, pengalaman, kekuatan dan kesempatan yang diberikan kepada penulis sehingga
sub rute usulan adalah 6 sub rute pada horizon perencanaan 1 dan horizon perencanaan 2 sedangkan sub rute yang selama ini diterapkan perusahaan adalah 16 sub rute,
Namun dalam pelaksanaannya kegiatan distribusi produk dalam satu trip rute perjalanan hanya melayani satu distributor dengan armada kendaraan yang harus kembali ke depot untuk
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak terdapat pada produk akhir..
Mahardika, Amri dkk 2012 `Penyelesaian Vehicle Routing Problem dengan Menggunakan Metode Nearest Neighbour Studi Kasus MTP Nganjuk Distributor Coca Cola` UB.. Pujawan,
