PENGARUH WAKTU TINGGAL PULP DI MENARA EP2 TERHADAP TINGKAT BRIGHTNESS PADA PROSES BLEACHING
DI PT. TOBA PULP LESTARI,Tbk PORSEA
KARYA ILMIAH
GOKMA JAYA
072409027
PROGRAM D-3 KIMIA INDUSTRI DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PENGARUH WAKTU TINGGAL PULP DI MENARA EP2 TERHADAP TINGKAT BRIGHTNESS PADA PROSES BLEACHING
DI PT. TOBA PULP LESTARI,Tbk PORSEA
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat untuk mendapat ijazah Ahli Madya pada program Diploma-3 Kimia Industri Fakultas Matematika Dan
Ilmu Pengetahuan Alam Universitas Sumatera Utara. GOKMA JAYA
072409027
PROGRAM D-3 KIMIA INDUSTRI DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH WAKTU TINGGAL PULP DI MENARA
EP2 TERHADAP TINGKAT BRIGHTNESS PADA
PROSES BLEACHING DI PT.TOBA PULP LESTARI,Tbk PORSEA
Kategori : TUGAS AKHIR
Nama : GOKMA JAYA
Nomor Induk Mahasiswa : 072409027
Program Studi : DIPLOMA (D-3) KIMIA INDUSTRI
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM
(FMIPA) UNIVERSITAS SUMATERA UTARA
Disetujui di
Medan, juli 2010
Diketahui
Departemen Kimia FMIPA USU
Ketua, Pembimbing,
Dr. Rumondang Bulan, Nst. M.S Juliati Tarigan,S.Si.M.Si
PERNYATAAN
PENGARUH WAKTU TINGGAL PULP DI MENARA EP2 TERHADAP TINGKAT BRIGHTNESS PADA PROSES BLEACHING
DI PT. TOBA PULP LESTARI,Tbk PORSEA
KARYA ILMIAH
Saya mengakui bahwa karya ilmiah ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan masing – masing disebutkan sumbernya
Medan, Juli 2010
PENGHARGAAN
Puji syukur Penulis panjatkan kehadirat Tuhan Yang Maha Esa, yang telah melimpahkan rahmat dan kasihnya, Sehingga Penulis dapat menyelesaikan karya ilmiah ini dari awal penyusunan hingga selesai. Karya ilmiah ini merupakan salah satu syarat untuk meraih gelar Ahli Madya pada Program Diploma 3 Kimia Industri di Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Sumatera Utara
Penulis menyadari sepenuhnya, bahwa karya ilmiah ini masih jauh dari kesempurnaan, karena keterbatasan Penulis baik dari segi kemampuan, waktu,dan pengetahuan. Tetapi Penulis berharap karya ilmiah ini dapat berguna bagi penulis dan semua pihak yang membaca, khususnya bagi Lingkungan Universitas Sumatera Utara pada umumnya. Penulis mengucapakan terima kasih atas segala kritik dan saran yang membangun untuk karya ilmiah ini.
Selama penulisan karya ilmiah ini, Penulis mendapat banyak dorongan, bantuan dan petunjuk dari semua pihak. Maka pada kesempatan ini dengan segala kerendahan hati Penulis ingin menyampaikan penghargaan dan terima kasih yang sebesar-besarnya kepada :
1. Kedua Orang Tua Saya, Bapak P.Manurung dan Ibu L.Pandiangan yang sangat Penulis sayangi, yang telah memberikan dukungan, doa, kasih sayang dan materi kepada Penulis.
2. Seluruh keluarga besar saya dan seseorang yang spesial (Candra Lumban gaol) yang sangat Penulis sayangi, yang telah memberikan dukungan, doa dan motivasi kepada penulis
3. Ibu Juliati Tarigan, S.Si. M.Si sebagai dosen pembimbing yang sabar dan teliti dalam membimbing dan mengarahkan Penulis
4. Bapak Prof. Dr. Eddy Marlianto, M.Si, sebagai Dekan Fakultas Matematika dan Ilmu Pengetahuan Alam
5. Ibu Dr. Rumondang Bulan, M.S, sebagai Ketua Departemen Kimia Fakultas Matematika dan Ilmu Pengetahuan Alam
6. Bapak Prof. Dr. Harry Agusnar,M. Phil, sebagai Ketua Jurusan Kimia Industri Fakultas Matematika dan Ilmu Pengetahuan Alam
8. Bapak Pimpinan (Suhunan Sirait), serta seluruh karyawan dan karyawati PT.Toba Pulp Lestari,Tbk Porsea.
9. Seluruh rekan-rekan mahasiswa KIN 07 yang turut membantu Penulis dalam menyelesaikan karya ilmiah ini
10. Buat teman-teman yang telah mendukung, memberi masukan dan mendoakan Penulis dalam menyelesaikan karya ilmiah ini
Akhir kata Penulis mengucapkan terima kasih karena karya ilmiah ini dapat selesai.
Medan, Juli 2010 Penulis,
DAFTAR ISI
2.1Komposisi dan struktur sel-sel kayu ... 5
2.4.3 Aspek-aspek umum delinifikasi ...16
2.5 Kimia dasar proses pembuatan pulp ... 17
2.5.1 Teori pemutihan ... 17
2.5.2 Bahan kimia proses pemutihan ...18
2.6 Tahap proses pemutihan ...19
2.6.1 Tahap khlorinasi ...20
2.6.2 Tahap oksidasi ekstraksi (EO) ... 22
2.6.3 Tahap khlorin dioksida ... 23
3.1 Pengendalian proses ...26
3.1.1 Menara stock unbleached HD ...27
3.1.2 Unbleached blending tank ... 27
3.1.3 Tahap khlorinasi (Tahap DC) ... 27
3.1.4 Tahap EOP ...27
3.1.5 Tahap D1 (tahap pertama khlorin dioksida) ...27
3.1.6 Tahap D2 (tahap kedua khlorin dioksida) ...28
4.1 Parameter pada proses pemutihan ...28
4.1.1 Proses produksi...29
Bab 3 Bahan dan Metodologi ... 30
3.1 Peralatan dan Bahan ... 30
3.2 Metode kerja lapangan ...30
Bab 4 Hasil dan Pembahasan ...32
4.1 Hasil ...32
4.2 Data hasil perhitungan ...32
4.3 Perhitungan ...33
4.4 Pembahasan ...35
Bab 5 Kesimpulan dan Saran ...37
5.1 Kesimpulan ...37
5.2 Saran ...37
Daftar pustaka ...38
Lampiran
ABSTRAK
Proses bleaching pada tahap EP2 ( ekstraksi peroksida ) yaitu sebagian dari
pada tahap proses pemutihan bubur kertas dengan menggunakan bahan kimia H2O2
untuk meningkatkan derajat keputihan bubur kertas. Dengan konsistensi pulp 10 – 12
%, dalam tahap ini waktu yang dibutuhkan tergantung jumlah produksinya dan
pemakain zat kimia lainnya secara praktek lapangan data yang diperoleh dengan cara
perhitungan, dimana semakin banyak jumlah produksinya maka semakin sedikit
waktu yang dibutuhkan bubur kertas berada di dalam menara EP2 dan begitu
sebaliknya, dengan derajat keputihan di tahap EP2 mencapai diatas 88 % ISO.
Salah satu alat yang digunakan PT. Toba Pulp Lestari,Tbk untuk pengguji
kecerahan dari pulp adalah dengan menggunakan alat Elektronik Refrakto Photometer
The Influence Retation Time Pulp In Tower EP
2(Extraction
Perokside) To Get Brightness In Bleaching Process In Toba Pulp
Lestari,Tbk Porsea
ABSTRACT
Bleaching process step in EP2 (extraction perokside) is of part the step
brightness process pulp with to use chemical material H2O2 to in crease stage
brightness pulp. With range consestation pulp 10 – 12 %. In step this time needed
hunged in stock flow and to use chemical material the other, the method field practice
that to get data with calculation, if the more with the stock flow, that the more time in
needed and the other way. Where the brightness stage the step EP2 can attain ≥ 88 %
ISO.
One of the used appliance in PT.Toba Pulp Lestari,Tbk for the examination of
brightness of pulp is by using appliance of Electronic Refracto Photometer
DAFTAR TABEL
Tabel 2.1 Komposisi unsur kayu
Tabel 2.2 Komposisi tipical chemical antara hardwoods dan softwoods
Tabel 2.6 Kondisi-kondisi proses yang normal diberikan dengan dibawah ini
Tabel 4.1 Data pengamatan di ruang DCS (Distribut ion Control System)
Tabel 4.2 Hasil perhitungan dari hasil pengamatan di ruang DCS (Distribution Control
ABSTRAK
Proses bleaching pada tahap EP2 ( ekstraksi peroksida ) yaitu sebagian dari
pada tahap proses pemutihan bubur kertas dengan menggunakan bahan kimia H2O2
untuk meningkatkan derajat keputihan bubur kertas. Dengan konsistensi pulp 10 – 12
%, dalam tahap ini waktu yang dibutuhkan tergantung jumlah produksinya dan
pemakain zat kimia lainnya secara praktek lapangan data yang diperoleh dengan cara
perhitungan, dimana semakin banyak jumlah produksinya maka semakin sedikit
waktu yang dibutuhkan bubur kertas berada di dalam menara EP2 dan begitu
sebaliknya, dengan derajat keputihan di tahap EP2 mencapai diatas 88 % ISO.
Salah satu alat yang digunakan PT. Toba Pulp Lestari,Tbk untuk pengguji
kecerahan dari pulp adalah dengan menggunakan alat Elektronik Refrakto Photometer
The Influence Retation Time Pulp In Tower EP
2(Extraction
Perokside) To Get Brightness In Bleaching Process In Toba Pulp
Lestari,Tbk Porsea
ABSTRACT
Bleaching process step in EP2 (extraction perokside) is of part the step
brightness process pulp with to use chemical material H2O2 to in crease stage
brightness pulp. With range consestation pulp 10 – 12 %. In step this time needed
hunged in stock flow and to use chemical material the other, the method field practice
that to get data with calculation, if the more with the stock flow, that the more time in
needed and the other way. Where the brightness stage the step EP2 can attain ≥ 88 %
ISO.
One of the used appliance in PT.Toba Pulp Lestari,Tbk for the examination of
brightness of pulp is by using appliance of Electronic Refracto Photometer
BAB I
PENDAHULUAN 1.1Latar Belakang
Kayu merupakan hasil dari sumber kekayaan alam, merupakan bahan mentah
yang mudah diproses untuk dijadikan barang sesuai dengan kemajuan teknologi.
Produksi pulp merupakan teknik yang paling penting untuk mengelolah kayu secara
kimia. Kenyataan ini dijelaskan dengan angka – angka mutakhir produksi pulp dan
kertas dan pertumbuhan dinamik yang diramalkan hingga tahun 2000, yang
menggangap kenaikan setiap tahun antara 2 dan 4 %.Jumlah total kayu yang
dibutuhkan saat ini untuk membuat pulp kimia dan mekanik adalah sekitar 85% .
Pulp ( Bubur kertas ) merupakan bahan baku untuk pembuatan kertas, komponen
kimia bahan selulosa merupakan komponen penyusun utama dalam pembuatan pulp,
sedangkan komponen lainnya berikatan dengan selulosa, yakni hemiselulosa, lignin,
dan ekstraktif disamping selulosa dan hemiselulosa terdapat senyawa kimia yang lebih
kompleks yaitu lignin yang berfungsi sebagai perekat antara komponen selulosa dan
senyawa kimia yang bermolekul rendah dan dapat larut dalam air serta pelarut
organik. (Dumanauw,J.F.1990)
PT.TOBA PULP LESTARI,Tbk adalah salah satu pabrik pulp yang
mengunakan proses pulp secara kraft. Pada dasarnya semua tanaman berserat dapat
dibuat pulp, tetapi harga dan kualitas pulp yang dihasilkan belum tentu ekonomis dan
baik sehingga tidak dapat bersaing dipasar. Bahan baku pembuatan pulp lebih baik
mengunakan kayu, baik kayu berserat panjang maupun berserat pendek, untuk
mendapatkan produk yang berkualitas dan memenuhi standart, pulp diuji dari derajat
pemutihan ( Bleaching ), dimana pada proses bleaching adalah tahap yang keempat
dalam pengelohan pulp, pada tahap tersebut mengunakan bakan kimia antara lain klor
dioksida (ClO2), natrium hidroksida (NaOH), dan proses pemutihan dengan hidrogen
peroksida ( H2O2 ) dengan mengunakan ini dapat menaikkan brightness, selain itu
ramah akan lingkungan, sehingga tidak mencemari lingkungan dan tidak merugikan
penduduk sekitar dan perusahan. yang dulunya menggunakan Hipoklorin (HOCl)
tetapi sekarang sudah menggunakan H2O2 yang ramah terhadap lingkungan. Salah
satu tempat proses bleaching di PT Toba Pulp Lestari,Tbk Porsea adalah di EP2,
dimana disini akan terjadi proses pemutihan. Berdasarkan uraian diatas maka penulis
menganalisis bagaimana Pengaruh Waktu Tinggal Pulp Di Menara EP2 Terhadap
Tingkat Brightness Pada Proses Bleaching Di PT.Toba Pulp Lestari,Tbk Porsea.
1.2Permasalahan
Salah satu standart ISO untuk menentukan kualitas bubur pulp adalah tingkat
brightness dimana ada beberapa variabel yang mempengaruhi tingkat brigthness,
salah satunya adalah waktu tinggal. Dengan demikian yang menjadi permasalahan
adalah bagaimanakah pengaruh waktu tinggal pulp di menara EP2 terhadap tingkat
1.3Tujuan
Untuk mengetahui pengaruh waktu tinggal pulp di EP2 terhadap tingkat
brightness pada proses bleaching di PT. Toba Pulp Lestari,Tbk Porsea.
1.4Manfaat
Memberikan informasi tentang industri pulp terutama mengenai proses
bleaching / pengelentangan, dan pengaruh waktu tinggal pulp di menara EP2 terhadap
BAB 2
TINJAUAN PUSTAKA
Sifat - sifat umum kayu
Kayu merupakan hasil hutan dari sumber kekayaan alam, merupakan bahan
mentah yang mudah diproses untuk dijadikan barang sesuai kemajuan teknologi. Kayu
memiliki beberapa sifat sekaligus, yang tidak dapat ditiru oleh bahan-bahan lain.
Pengertian kayu disini ialah sesuatu bahan, yang diperoleh dari hasil pemungutan
pohon-pohon di hutan, yang merupakan bagian dari pohon itu tersebut, setelah
diperhitungkan bagian-bagian mana yang lebih banyak dapat dimanfaatkan untuk
sesuatu tujuan penggunaan. Baik berbentuk kayu pertukangan, kayu industri maupun
kayu bakar.
Kayu berasal dari berbagai jenis pohon memiliki sifat yang berbeda-beda.
Bahkan kayu berasal dari satu pohon memiliki sifat agak berbeda,jika dibandingkan
bagian ujung dan pangkalnya. Dalam hubungan itu maka ada baiknya jika sifat-sifat
kayu tersebut diketahui lebih dahulu, sebelum kayu di gunakan sebagai bahan
bangunan, industri kayu dan pembuatan perabotan . Sifat yang dimaksud antara lain
adalah sifat-sifat anatomi kayu, sifat-sifat fisik, sifat-sifat mekanik dan sifat-sifat
kimianya.
Distribusi komponen kimia tersebut dalam dinding sel kayu tidak merata.
lignin banyak terdapat dalam dinding primer dan lamela tengah. Zat ekstraktif terdapat
diluar dinding sel kayu. (Dumanauw,J.F.1990)
2.1 Komposisi dan Struktur Sel-Sel kayu
Kayu adalah salah satu produk yang paling sederhana, paling mudah
digunakan seperti kayu dapat dipotong dan dibentuk dengan mudah, dan mudah di
pasang . Pada saat yang sama, kayu adalah salah satu bahan kita yang paling
kompleks. Kayu tersusun atas sel-sel masing-masing memiliki struktur lubang-lubang
kecil, selaput dan dinding-dinding yang berlapis-lapis. Kemudahan kayu untuk diubah
menjadi suatu produk dan dapat lama dipergunakan tergantung pada pengetahuan
praktis akan strukturnya.
2.1.1 Komponen Kimia
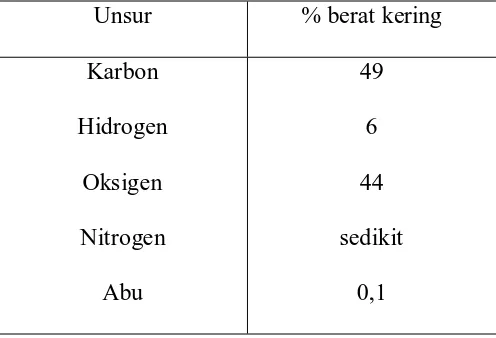
Kayu adalah suatu karbohidrat yang tersusun terutama atas karbon, hydrogen,
dan oksigen.
Tabel 2.1.1 Komposisi unsur kayu
Kayu mengandung senyawa anorganik yang tetap tinggal setelah terjadi
pembakaran pada suhu tinggi pada kondisi oksigen yang melimpah ; residu semacam
ini dikenal sebagai abu. Abu dapat ditelusuri karena adanya senyawa yang tidak
terbakar yang mengandung unsur-unsur seperti kalsium, kalium, magnesium, mangan,
dan silicon. Kenyataan bahwa kayu-kayu domestik memiliki kandungan abu yang
sangat rendah terutama kandungan silikanya, dapat dilihat dari sudut pemanfaatannya
; kayu dengan kandungan silika lebih tinggi dari pada kira-kira 0,3 %
(atas dasar berat kering) akan menyebabkan alat-alat menjadi sangat tumpul.
Kandungan silika melebihi 0,5 % secara relatif umum terdapat pada kayu-kayu keras
tropika pada sejumlah spesies kandungan ini mungkin lebih dari 2 % dari beratnya.
Struktur Kimia
Kembali pada pohon yang diselubung oleh suatu lapisan kambium yang tipis
yang terdiri atas sel-sel yamng mampu untuk membelah berulang-ulang. Sel-sel yang
dibentuk ke arah dalam dari selubung ini kemudian menjadi kayu yang baru, sedang
yang dibentuk kearah luar menjadi bagian dari kulit.
Sel kayu yang baru dibentuk mempunyai selubung yang tipis seperti selaput,
kaya akan pektin dan disebut dinding primer, dan sel tersebut berisi cairan. Pektin
adalah zat-zat kolodial yang kompleks dengan berat molekul tinggi yang apabila
terhidrolisis umumnya akan menghasilkan asam galakturonat dan sedikit arabinosa
Sebelum menjadi bagian dinding sel , molekul-molekul selulosa yang
berbentuk seperti rantai panjang membentuk berkas-berkas molekul selulosa yang
diletakkan sejajar satu sama lain. Berkas-berkas selulosa kemudian diselubungi oleh
hemiselulosa dengan berat molekul rendah untuk membentuk unit yang lebih besar
yang disebut mokrofibril.
Hemiselulosa yang berantai pendek dengan berat molekul rendah juga
merupakan bagian struktur dinding sel. Nampaknya hemiselulosa merupakan agen
penghubung yang menghubungkan atau mengikat mikrofobril besama-sama.
2.1.1 Proses pembuatan
Secara sederhana proses pembuatan kertas melibatkan :
1. Pemecahan kayu menjadi serat penyusunnya (pulp),
2. pelarutan serat didalam air,
3. penggilingan atau penghalusan pulp,
4. pencampuran bahan-bahan tambahan (bahan pengisi, bahan pengelem, bahan
pengikat kekuatan basah),
5. pembentukan tikar serat,
6. penguras air, dan
7. pengeringan lembaran untuk banyak tipe kertas, pembentukan lembaran
2.2 Dasar – Dasar Teori Pada Pembuatan Pulp
Kayu adalah bahan utama serat selulosa yang dipakai untuk pembuatan pulp
dan kertas dikarenakan rendemen seratnya yang tinggi.
2.2.1 Bahan – bahan yang terdapat dalam kayu
Secara kimia, kandungan bahan yang terdapat dalam kayu dapat dibagi
menjadi 4 bagian yaitu :
a. selulosa
b. Hemiselulosa
c. Lignin
d. Extractives
Komposisi dan sifat-sifat kimia dari komponen-komponen ini sangat berperan
dalam proses pembuatan pulp. Pada setiap pemasakan kita ingin mengambil sebanyak
mungkin sellulosa dan hemisellulosa nya; disisi lain lignin dan extracktive tidak
dibutuhkan / dipisahkan dari serat kayunya. Komposisi kimia kayu bervariasi untuk
setiap spesies.
Secara umum, hard wood mengandung lebih banyak selulosa, hemiselulosa dan
Tabel 2.1: Komposisi Tipical chemical antara hardwoods dan softwoods
Komponen Soft Wood Hard Wood
Selulosa
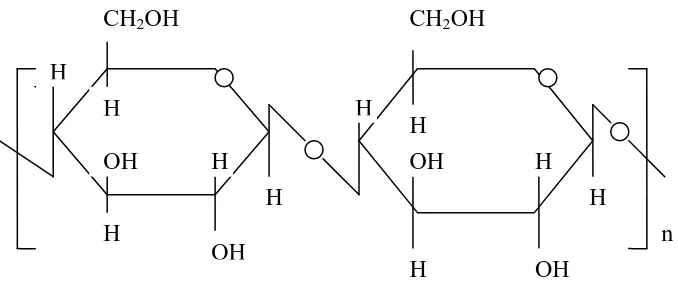
Selulosa merupakan bagian utama yang membentuk dinding sel dari pada
kayu. Merupakan polymerisasi yang sangat kompleks dari gugus karbohidrat yang
mempunyai persen komposisi yang mirip dengan “starch” yaitu glukosa yang
terhidrolisa oleh asam.
Gambar 2.1 Struktur Selulosa (Sastrohamidjojo, H.1995)
b. Hemiselulosa
Hemisellulosa juga merupakan polimer-polimer gula. Berbeda dengan glukosa
yang terdiri hanya dari polimer glukosa, hemisellulosa merupakan polimer dari lima
bentuk gula yang berlainan yaitu : glukosa, manose, galaktosa, xylosa, dan arabinosa.
Berbeda dengan sellulosa, polimer hemisellulosa berbentuk tidak lurus, tapi
merupakan polimer-polimer bercabang, yang berarti hemisellulosa tidak akan dapat
membentuk struktur kristal dan serat mikro seperti halnya sellulosa. Pada proses
pembuatan pulp hemisellulosa bereaksi lebih cepat dibandingkan dengan sellulosa.
c. Lignin
Lignin merupakan zat yang tidak berbentuk yang bersama-sama dengan sellulosa
membentuk dinding sel dari pohon kayu. Lignin berfungsi sebagai bahan perekat atau
semen antara sel-sel sellulosa yang membuat kayu semakin kuat.
Lignin merupakan polimer tiga dimensi yang bercabang banyak. Molekul utama
pembentuk lignin adalah phenyl propane. Satu molekul lignin dengan derajat
polimerisasi yang tinggi merupakan molekul yang besar, karena ukurannya dan
struktur tida dimensinya. Lignin didalam kayu berfungsi sebagai lem atau semen.
Lapisan (lamella) tengah, dengan kandungan utamanya adalah lignin, mengikat sel-sel
itu dan sehingga terbentuk struktur kayu. Dinding sel juga mengandung lignin. Pada
dinding sel, lignin, bersama dengan hemisellulosa membentuk semen (matriks)
Gambar 2.2 Struktur Lignin. (Sastrohamidjojo, H.1995)
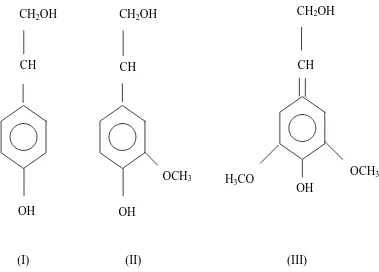
d. Extractive
Kayu biasanya mengandung berbagai zat-zat dalam jumlah yang tidak banyak
yang disebut dengan istilah “extractive”. Zat-zat ini dapat diambil / dipisahkan dari
kayu apakah dengan memakai pelarut air maupun organik seperti eter atau alkohol.
Asam-asam lemak, asam sam resin, terpentin, dan gigu spenol adalah merupakan
beberapa group yang juga merupakan extractive. Kebanyakan dari extractive itu
terpisah dalam proses pembuatan pulp dengan cara “Kraft Pulping”. Minyak mentah
terpentin dapat diperoleh dari digester pada waktu mengeluarkan gas.
OH OH
OCH3 H3CO
OH
(I) (II) (III)
OCH3
CH CH2OH
CH2OH
CH CH2OH
Lemak-lemak, asam-asam lemak akan membentuk sabun (soap) pada proses
“Kraft” dan terlarut dalam larutan pemasak. Soap ini selanjutnya akan dipisahkan dari
black liquor dan daur ulang sebagai “tall oil”. Beberapa / sebagian kecil dari
extractive yang terlarut akan menyebankan timbulnya getah “pitch” dalam pembuatan
pulp secara kraft dan pada pembuatan kertas. Bentuk ini merupakan gumpalan yang
mengotori peralatan seperti halnya screen dan wire.
2.2.2 Pulping Proses
Pemisahan serat sellolosa dari bahan-bahan yang bukan serat didalam kayu
dapat dilakukan dengan berbagai macam cara / proses, yaitu :
1. Proses mekanik
2. Proses semi kimia
3. Proses kimia
Mechanical Pulping
Dalam proses pembuatan pulp secara mekanik pemisahan serat dilakukan
dengan cara menggunakan tenaga mekanik. Proses ini dikakukan dengan menggerinda
kayunya menjadi serat pulp dan menghasilkan rendemen sebesar 90 – 95 %, tetapi
menyebabkan kerusakan pada serat . Penggunaan pulp yang dihasilkan pada proses
mekanik ini nilainya kecil sekali, juga pulp itu masih mengandung banyak lignin dan
Semi-Chemical Pulping
Proses semi kimia meliputi pengolahan cara kimia yang diikuti dengan
perbaikan secara mekanik dan beroperasi pada rendemen yang tingginya dibawah
proses mekanik. Biasanya bahan kimia yang digunakan pada proses ini adalah sodium
sulphite.
Chemical Pulping
Pada proses kimia, bahan-bahan yang terdapat ditengah lapisan kayu akan
dilarutkan agar serat dapat terlepas dari zat-zat yang mengikatnya. Hal yang
merugikan pada proses ini adalah rendemen yang rendah yaitu 45 – 55 %.
Proses kimia dapat dibagi menjadi tiga katagori :
1. Soda Process
2. Sulphite Process
3. Sulphate Process
Dalam proses soda, kayu dimasak dengan larutan sodium hidroksida. Larutan
sisa pemasakan dipekatkan kemudian dibakar, yang akan menghasilkan sodium
karbonat, dan apabila diolah dengan penambahan batu kapur akan menghasilkan
sodium hidroksida. Nama proses “soda” karena bahan kimia yang ditambahkan
kedalam prosesnya berupa sodium karbonat. Proses ini sekarang sudah tidak dipakai
lagi. Pada proses sulfite, larutan pemasak yang dipakai adalah asam-asam yang
2.3 Uraian Proses “Kraft”
Sulphate or Kraft Process
Proses pembuatan pulp yang paling banyak dipakai saat ini adalah proses
sulphate atau disebut juga proses kraft. Kraft berasal dari bahasa Jerman yang berarti
kuat. Kekuatan proses kraft ini dikarenakan adanya bahan kimia yang terkandung
dalam larutan pemasak yang disebut “sulfidity”.
Keuntungan-keuntungan dari proses sulphate ini adalah sebagai berikut :
1. Pulp yang dihasilkan mempunyai kekuatan yang tinggi.
2. Dapat dipakai untuk proses pembuatan pulp dari bahan baku kayu dari spesies
yang berbeda.
3. Tersedianya bahan kimia pengganti denga berbagai bahan alternative dan
harganya tidak mahal.
4. Tersedianya pilihan yang dapat dipakai untuk proses pemucatan.
5. Dampak pencemarannya bisa dikatakan sangat rendah.
6. Pendaur ulang-an bahan kimianya sangat efisien.
7. Pendaur ulang-an panas yang begitu efisien.
8. Masalah getah (pitch) dari kayu yang mengandung resin-resin sangat
berkurang.
Tujuan Pembuatan Pulp dengan Proses Kraft
Yang menjadi target pada proses ini adalah untuk memisahkan serat-serat yang
terdapat dalam kayu secara kimia dan melarutkan sebanyak mungkin lignin yang
terdapat pada dinding-dinding serat. Pemisahan serat terjadi karena larutnya lignin
yang ada diantara / ditengah-tengah “lamella” yang berfungsi sebagai pengikat serat.
Bahan kimia yang terdapat dalam larutan pemasak juga merembes / terserap ke
dinding serat dan melarutkan lignin yang berada di situ.
Larutan Pemasak
Larutan pemasak, atau white liquor, adalah larutan berair dari sodium
hidroksid [NaOH] dan sodium sulphide [Na2S]. White liquor juga mengandung
bahan kimia yang tidak aktif, seperti misalnya sodium karbonat Na2CO3
Reaksi kimia yang terjadi selama pemasakan.
i. Terhadap lignin
Reaksi lignin selama pembuatan pulp merupakan reaksi yang sangat kompleks
dan tidak/ atau belum diketahui secara pasti. Sebagaimana diketahui bahwa
keberadaan ion-ion hidrosulfida akan mempercepat terlarutnya lignin tanpa
harus melarutkan serat selulosa.
ii. Terhadap Karbohidrat
Kita mengharapkan hanya lignin saja yang terlarut selama proses pembuatan
pulp, tetapi pada kenyataanya sellulosa dan hemisellulosa pun bereaksi dengan
karbohidrat menjadi molekul-molekul yang lebih pendek dan dapat larut, yang
akan mengakibatkan rendemen menjadi lebih rendah. Lebih dari 20 % kayu
akan hilang karena kehilangan sellulosa dan hemiselulosa. Kebanyakan
kehilangan ini terjadi pada saat awal pemasakan . Hemiselulosa lebih cepat
terputus rantainya dibandingkan dengan selulosa karena ia merupakan molekul
yang bercabang dan lebih kecil.
iii. Terhadap extractive
Extractive bereaksi dengan, dan mengkonsumsi bahan-bahan kimia.
Kebanyakan dari extractive ini terlarut dalam larutan selama pemasakan.
Beberapa extractive yang terlarut dapat didaur ulang yang akan menghasilkan
produk-produk samping. (Anonim,2001)
2.4 Pembuatan Pulp Kraft
2.4.1 Bahan-bahan Kimia Pemasak dan Keseimbangan
Pembuatan pulp kraft dilakukan dengan larutan yang terdiri atas natrium
hidroksida dan natrium sulfide, yang dinamakan lindi putih. Menurut terminologi
digunakan defenisi-defenisi berikut, dimana semua bahan kimia dihitung sebagai
ekuivalen natrium dan dinyatakan sebagai berat NaOH atau Na2O.
Alkali total Semua garam natrium
Efisiensi pengkostikan 100 %
Derajat reduksi 100 %
4
Dalam kimia pembuatan pulp modern unit-unit berat NaOH sering diganti
denga unit-unit molar, misalnya mol alkali sefektif per liter larutan atau per kilogram
kayu.
2.4.2 Impregnasi
Dalam proses kraft impregnasi yang sempurna dari serpih-serpih dengan
bahan-bahan kimia pemasak tidak sekritis seperti dalam pembuatan pulp asam sulfit.
Difusi bahan-bahan kimia dalam kayu yang jenuh dengan cairan dikendalikan oleh
luas penampang-lintang total dari semua kapiler.
2.4.3 Aspek-aspek Umum Delignifikasi
Kebutuhan alkali efektif dalam pemasakan kraft setara sekitar 150 kilogram
Natrium hidroksida per ton kayu. Sebagai hasil degradasi alkali terhadap polisakarida,
maka sekitar 1,6 ekuivalen asam dibentuk untuk setiap unit monosakarida yang lepas
dari rantai. Dari banyaknya alkali yang dimasukan, 60-70% dibutuhkan untuk
menetralkan asam-asam uronat dan asetat (sekitar 10% alkali) dan produk-produk
degradasi lignin (25-30% alkali).
Ion-ion hydrogen sulfide bereaksi dengan lignin, tetapi kebanyakan produk
lignin yang mengandung belerang terurai selama tahap-tahap akhir pemasakan dengan
pembentukan unsur belerang yang bergabung dengan ion-ion hydrogen sulfide
membentuk polisulfida. Namun lignin kraft masih mengandung 2-3% belerang, yaitu
setara dengan 20-30% dari pemasukan. (Ero Sjostrom,1995)
2.5 Kimia Dasar Proses Pemutihan Pulp
Proses pemutihan dapat dianggap sebagai suatu lanjutan proses pemasakan
yang dimaksudkan untuk memperbaiki brightness dan kemurnian dari pulp. Hal ini
dicapai dengan cara menghilangkan atau memutihkan bahan pewarna yang tersisa
pada pulp. Lignin yang tersisa adalah suatu zat yang paling dominan untuk
menghasilkan warna pada pulp oleh karena itu harus dihilangkan atau dibutuhkan.
Tujuan utama proses pemutihan secara umum dapat diringkaskan sebagai
berikut :
1. Memperbaiki brightness
2. Memperbaiki kemurnian
2.5.1 Teori Pemutihan
Warna pada pulp yang belum diputihkan umumnya disebabkan oleh lignin
yang tersisa. Penghilangan lignin dapat lebih banyak pada proses pemasakan, tetapi
akan mengurangi hasil yang banyak sekali dan merusak serat, juga menghasilkan
kualitas pulp yang rendah. Oleh karena itu, proses pemasakan agar benar-benar cukup
dimana proses penghilangan lignin dengan bahan kimia, umumnya memiliki suatu
dampak terhadap dekomposisi dari lignin. Pada normalnya proses penghilangan lignin
adalah melarutkan pulp kebentuk yang larut dengan air. Penghilangan bentuk-bentuk
lignin merupakan kehilangan sebagian dari hasil pada proses pemutihan, yang mana
ini adalah antara 5 % - 10 %.
Lignin pada pulp kelihatan dalam berbagai macam bentuk tergantuk pada
kondisi-kondisi proses pulp yang berlangsung. Lignin ini sangat reaktif yang berarti
bahwa ini mudah dipengaruhi oleh bahan kimia seperti Khlorin, HypoKhlorit,
Hidrogen Peroksida.
2.5.2 Bahan Kimia Proses Pemutihan Solodium Hidroksida (NaOH)
Pada saat Khlorin bereaksi dengan lignin dan resin, sebagian besar saja yang
dihasilkan tersebut larut dengan air. Karena Khlorinat lignin dan resin sangat mudah
larut dalam larutan alkali menyusul setelah proses Khlorinasi. Sodium Hidroksida
(Caustik Soda) merupakan salah satu alkali kuat yang ada. Ini merupakan bahan kimia
memperhatikan keseluruhan tindakan pencegahan. Pada proses pemutihan normalnya
digunakan alkali encer dengan konsentrasi kira-kira 120 gram/liter.
Oksigen (O2)
Gas Oksigen digunakan sebagai suatu zat pemutih bersama-sama dengan alkali
pada tahap ekstrasi. Gas Oksigen memperkuat sifat-sifat pulp yang diputihkan. Hal ini
mungkin membuat berkurangnya emisi yang dapat menggangu terhadap lingkungan.
Sodium Hypoklorit (NaOCI)
Hypoklorit adalah persenyawaan Khlorin yang pertama digunakan untuk
proses pemutihan (biasanya disebut “Hypo”. Rumus kimia Sodium hypokhlorit adalah
NaCI. Sodium Hypokhlorit dibuat dari Khorin dan Caustic Soda. Senyawa ini
merupakan larutan yang sangat tidak stabil dan cenderung terurai yang meningkat
dengan kenaikan konsentrasi dan temperatur serta berkurangnya sifat alkali.
Hypokhlorit biasanya dibuat dengan konsentrasi alkali yang berlebihan (kira-kira 4
gram per liter) untuk menjaga kestabilan larutan. Kandungan Khlorin pada larutan
Hypokhlorit diperkirakan sebesar 40 – 44 gram per liter. Tujuan utama perlakuan
dengan menggunakan Hypokhlorit adalah untuk meningkatkan brightness pada pulp.
Ini dicapai dengan tindakan oksidasi dari Hypokhlorit pada lignin dan bahan-bahan
berwarana yang lain yang terdapat pada pulp dengan cara mengubahnya menjadi tak
berwarna. Bagaimanapun reaksi ini, sangat sering merusak serat selulosa kecuali bila
yang digunakan secara hati-hati. Degredasi ini dikendalikan bertujuan untuk mencapai
kekuatan pulp yang dikehendaki (kendali viskositas).
Khlorin Dioksida (CIO2)
Khlorin dioksida adalah salah satu bahan kimia pengoksidasi kuat, kerja dari
proses pemutihan ini umunya dengan cara oksidasi terhadap lignin dan bahan-bahan
berwarna yang lainnya. Ini digunakan untuk memutihkan pulp yang berkualitas sebab
ini memiliki keunikan yang sanggup mengoksidasi bahan yang bukan Selulosa dengan
kerusakan pada Selulosa yang minimum. Brightness tinggi dihasilkan dengan Khlorin
Dioksida adalah stabil. Pada Bleaching plant, Khlorin Dioksida digunakan sebagai
suatu larutan gas dalam air. ( Anonim,washing and screening PT.TPL. 2001 )
2.6 Tahapan Proses Pemutihan
Pemutihan yang sudah modern biasanya dilaksanakan secara bertahap dengan
memanfaatkan bahan – bahan kimia dan kondisi – kondisi yang berbeda-beda pada
setiap tahap. Pada umumnya digunakan perlakuan kimia dan secara singkat
ditunjukkan dengan urutan sebagai berikut :
• Khlorinasi (C) Reaksi dengan elemen Khlorin dalam suatu
media asam.
• Ekstrasi Alkali (E) Pemisahaan hasil reaksi dengan Caustic.
• Ekstrasi Oksidasi (E/O) Ekstrasi Oksidasi yang diperkuat dengan
• Hypoklhorit (H) Reaksi dengan Hypokhlorit dalam suasana
alkali.
• Khlorin Dioksida (D) Reaksi dengan khlorin Dioksida dalam suasana
asam
• Oksigen (O) Reaksi dengan elemen O2 yang bertekanan
dalam suasana alkali.
2.6.1 Tahap Khlorinasi
Reaksi Khlorin – Air
Pada proses khlorinasi terhadap pulp, gas khlorin harus larut dan bereaksi
secara menyebar terhadap serat pulp. Reaksi lignin / khlorin adalah sangat cepat.
Dispersi khlorin yang tepat dan pengadukan adalah sangat penting untuk memperoleh
operasi yang optimal.
Reaksi – Reaksi Khlorin – Lignin
Khlorin bereaksi dengan lignin secara oksidasi dan subtitusi. Reaksi – reaksi
ini mengeluarkan lignin dan oleh karena itu, beberapa akan terlarut dalam tahap
khlorinasi.
Substitusi :
Kebanyakan lignin yang terkhlorinasi dan teroksidasi akan larut di dalam tahap
ekstraksi selanjutnya setelah hidrolisa dengan pembentukan Sodium Phenolat.
Reaksi Klorin – Karbohidrat
Karbohidrat juga bereaksi pada kondisi – kondisi tahap Khlorinasi. Khlorin
Reaksi – reaksi ini dapat menimbulkan kehilangan kekuatan dan hasil terhadap pulp.
Khlorin bereaksi dengan mekanisme sebuah radikal bebas untuk memutuskan molekul
selulosa. (sirait,suhunan.2003)
Ringkasan Tahap Khlorinasi
Khlorin sangat cepat bereaksi terhadap lignin yang terdapat pada pulp yang
belum diputihkan. Sebagian besar reaksi terjadi pada beberapa menit pertama. Pada
proses Khlorinasi, lignin sebagian terlarut didalam air dan lebih mantap lagi larut pada
tahap perlakuan dengan menggunakan alkali.
Reaksi – reaksi kimia proses khlorinasi adalah sebagian besar reaksi – reaksi
secara substitusi dimana khlorin mensubstitusi sebuah atom pada lignin, dan sebagian
oksidasi, dimana persenyawaan khlorin melepaskan oksigen yang berikatan dengan
atom – atom pada lignin.
Variabel Proses Pada Tahap Khlorinasi
2. Temperatur
Kenaikan temperatur pada proses khlorinasi akan meningkatkan pengembalian
filtrat. Reaksi berlangsung sangat cepat pada temperatur yang lebih tinggi dan lambat
pada temperatur yang rendah. Kenaikan temperatur tidak meningkatkan kerusakan
terhadap pulp itu sendiri. Ini mempercepat pemakaian Khlorin Dioksida, jikalau
3. Waktu
Pada temperatur yang tinggi, 95% Khlorin akan bereaksi pada beberapa menit
yang pertama dan sisanya akan segera terbuang. Ini perlu dicatat bahwa ortho –
kuinon dalam filtrat proses khlorinasi akan dititrasi sebagai khlorin pada pengujian
khlorin yang tersisa, yang ditunjukkan dengan suatu sisa yang tidak terdeteksi.
Pengukuran yang benar terhadap sisa khlorin dilakukan denga mengekstraksi sisa
khlorin dari filtrat dengan menggunakan Karbon Tetrakhlorida.
4. pH
Ketika pulp yang telah dicuci di khlorinasi, pH dengan cepat turun lebih
rendah dari dua sebagai akibat pemakaian khlorin dan dihasilkannya HCl. Cairan lindi
hitam yang terbawa menaikkan pH pulp yang belum diputihkan dan demikian pula pH
proses khlorinasi. pH memiliki pebgaruh yang kecil pada proses delignifikasi yang
lain dari pada substitusi selesai oksidasi yang relatif naik pada pH yang lebih rendah.
Bagaimanapun, degredasi terhadap sellulosa meningkat pada suatu pH akhir lebih
besar dari 2.
2.6.2 Tahap Oksidasi Ekstraksi (EO)
Tahap kedua pada bleaching plant dengan banyak tahapan dan ini merupakan
tahap pemurnian dari tahap khlorinasi. Tujuan utama dari alkali ekstraksi adalah
melarutkan komponen-komponen penyebab warna yang kemungkinan besar larut
dalam larutan alkali yang hanya berdasarkan kerja dari bahan-bahan kimia yang
teroksidasi, dan komponen-komponen warna lainnya meningkatkan tingkat keputihan
dalam tahap pemutihan berikutnya. (sirait,suhunan.2003)
Variabel-variabel Proses Pada Oksidasi Ekstraksi
1. Konsistensi
Keefektifan proses ekstraksi tergantung kepada konsentrasi alkali yang
digunakan. Suatu pulp dengan kosistensi yang tinggi maka akan diberikan konsentrasi
alkali yang lebih tinggi pada penerapan bahan kimia yang diberikan. Pada kosistensi
yang lebih tinggi sedikit uap air yang dibutuhkan untuk memanaskan pulp untuk
menaikkan temperatur.
2. Temperatur
Brightness yang lebih tinggi dihasilkan pada tahap pemutihan/oksidasi berikutnya
dan ekstraksi kappa lebih rendah dan dapat dicapai jika temperatur ekstraksi dijaga
pada 65-700 C. Temperatur diatas 700 C tidak menunjukkan adanya hasil-hasil yang
menguntungkan.
3. Waktu Reaksi
Bilangan kappa berkurang dengan suatu kenaikkan terhadap waktu reaksi pada
saat parameter yang lainya dijaga ketat. Hal ini terus-menerus berkurang setelah suatu
reaksi dengan waktu yang sangat lama. Ada dua bentuk reaksi untuk menghilangkan
lignin ; (a). Sebuah tahap awal delignifikasi yang sangat cepat diikuti dengan (b).
sebuah akhir delignifikasi yang lambat. Masing-masing mereka disebut eliminasi
4. Brightness
Ketika lignin sudah dikeluarkan dari pulp pada proses pemutihan dengan
oksigen, brightness meningkat. Hal ini umumnya disebabkan oleh delignifikasi dan
bukan proses penghilangan.
2.6.3 Tahap Khlorin Dioksida
Pada saat pulp diberikan perlakuan dengan khlorin dioksida, ini bereaksi
dengan air dan komponen-komponen pulp, umumnya lignin dan resin melengkapi
reaksi. Khlorin dioksida bereaksi dengan air sesuai dengan persamaan reaksi berikut :
2ClO2 + H2O → HClO3 + HClO2
Reaksi ini lambat pada kondisi asam, agak baik pada temperatur tinggi, akan tetapi
kecepatan reaksi meningkat dengan suatu kenaikkan terhadap pH. Asam khlorida
yang dihasilkan tidak reaktif diatas pH 1. Asam khlorus tidak reaktif diatas pH 6, akan
tetapi ini menjadi suatu zat pemutih yang efektif seperti berkurangnya pH dan sangat
reaktif dibawah pH 3.
Variabel-Variabel Proses Pada Tahap Khlorin Dioksida
1. Pengaruh Temperatur
Khlorin dioksida bereaksi sangat cepat pada temperatur rendah terhadap pulp
yang mengandung sejumlah lignin. Bagaimanapun pada saat sebagian besar lignin
telah dioksidasi, lignin yang tersisa adalah lebih sulit dihilangkan. Untuk
mengoksidasi sebagian kecil lignin tersebut dicapai pada tahap berikutnya, suatu
temperatur yang tinggi harus dipergunakan untuk memperoleh tingkat brightness yang
tinggi, brightnessnya lebih tinggi. Selama penambahan khlorin dioksida yang
ditambahkan tidak semuanya dikonsumsi. Pada batas pertengahan tingkat brightbness
60-75, kenaikan brightness setiap satuan konsumsi khlorin adalah hampir tetap, akan
tetapi jumlah khlorin dioksida yang dikonsumsi lebih besar dalam memproduksi suatu
penambahan satuan brightness seperti pencapaian brightness pada tingkat yang lebih
tinggi. Dengan dua tahap khlorin dioksida, 89-90 brightness ISO yang dicapai adalah
lebih ekonomis. Jika suatu kenaikan terhadap brightness dikehendaki lebih lanjut lagi,
bukan hanya jumlah khlorin dioksida yang dibutuhkan lebih tinggi, akan tetapi
temperatur juga harus dinaikan menjadi 80-900 C supaya jumlah khlorin dioksida
yang dipakai lebih besar.
2. Pengembalian Warna
Salah satu kondisi ysng penting selama proses pemutihan dengan khlorin
dioksida adalah sisa khlorin dioksida positif pada saat reaksi telah berakhir. Hal ini
dibutuhkan bukan hanya menghilangkan shive akan tetapi juga untuk menghindari
pengembalian warna. Jika kondisi ini tidak dijaga, pulp berwarna kuning akan terjadi.
Temperatur yang optimum untuk tahap khlorin dioksida adalah 700 C. Jika
temperaturnya lebih rendah dari pada ini, khlorin yang dikonsumsi tidak mencukupi
untuk mencapai brightness 89-90 ISO. Jika temperatur dinaikan lebih tinggi secara
substansial, reaksi yang sangat cepat dapat terjadi bahwa ada suatu resiko terhadap
pemakaian semua khlorin dioksida sebelum rekasi berakhir, yang disertai dengan
3. Pemutihan Shive
Untuk memaksimumkan proses pemutihan shive yang lolos dari proses
penyaringan dan pencucian pada sistem pembersihan pulp coklat, suatu sisa bahan
kimia dijaga delama reaksi pada semua tahap. Jika dikehendaki brightness yang
rendah, temperatur harus lebih rendah untuk mengurangi kecepatan pemakaian bahan
kimia dan menjaga sisa bahan kimia.
4. Pengaruh Konsistensi
Pengaruh konsistensi terhadap efisiensi proses pemutihan dengan khlorin
dioksida adalah kecil. Akan tetapi biaya bahan pemanasan air dari pulp menjadi 700 C
membuatkan setingggi mungkin. Konsistensi yang optimum proses pemutihan untuk
pencampuran khlorin dioksida adalah 10-12%.
5. Waktu Tinggal
Reaksi berlangsung cepat pada mulanya dan kemudian menurun perlahan akan
tetapi penambahan brightness adalah kira-kira 4 jam. Suatu waktu tinggal yang lebih
singkat membutuhkan khlorin dioksida yang banyak yang mana ini tidak baik untuk
shive.
Dasar Operasi Bleaching Plant
Bleaching Plant dirancang untuk menghasilkan pulp untuk kertas (BKP)
sebanyak 750.0 Ton Kering setiap hari atau Dissolving Pulp (DKP) sebanyak 550.0
dari menara penyimpanan pulp coklat HD dan setelah melewatu tahap akhir proses
pemutihan, pulp disimpan di dalam menara Bleached High Density.
Tahapan proses pemutihan digambarkan dengan kombinasi huruf
DC-EOP-D1-D2
C = Khlorin (CL2)
D = Khlorin Dioksida (CIO2)
E = Caustic Ekstrasi dengan larutan Sodium Hidroksida (NaOH)
O = Oksigen (O2)
P = Hidrogen Peoksida (H2O2)
Kondisi – kondisi Proses yang normal diberikan dibawah ini:
DC EOP D1 D2
3.1 Pengendalian Proses
Agar supaya tujuan proses pemutihan dapat tercapai dengan mempertemukan
kepentingan terhadap produksi dan kualitas yang bersifat ekonomi, sangat penting
untuk mengendalikan proses pada setiap tahap secara akurat. Pengendalian tahap
yang bervariasi secara otomatis pada pengoperasiannya adalah melalui sebuah
mikroprosesor berdasarkan sistem kendali yang terdistribusi (DCS). Semua proses
pada tahap yang bervariasi secara singkat dijelaskan dibawah. Nomor yang disebutkan
mengacu kepada nomor tag di DCS seperti yang diberikan pada lembar aliran untuk
Bleaching Plant.
3.1.1 Menara Stock Unbleached HD
Level di menara secara terus-menerus dipantau dan direkam oleh LR-205.
Indikasi level tinggi dan rendah ditentukan. Stock pulp dengan konsistensi sebesar
12% diencerkan pada bagian bawah menara menjadi konsisteni kira-kira 5.0% dengan
menggunakan filtrat yang berasal dari washer vakum #1 melalui penyemprotan dilusi.
3.1.2 Unbleached Blending Tank
Level di dalam menara secara terus-menerus dipantau dan direkam oleh
LR-355. Indikasi alarm level tinggi dan rendah ditentukan. Stock pulp dengan konsistensi
sebesar 4.5% diencerkan pada bagian bawah menara menjadi konsistensi kira-kira
sebesar 4.0% dengan menggunakan filtrat yang sama dari washer vakum #1 melalui
penyemprotan dilusi.. Untuk mengahasilkan suatu dosis bahan kimia yang sesuai,
aliran pulp yang melewati proses setiap satuan waktu, harus dikendalikan dengan
3.1.3 Tahap Khlorinisai (Tahap DC)
Proses Khlorinasi adalah tahap pertama di dalam proses pemutihan. Fungsi
dari pada tahap DC adalah untuk mengeluarkan lignin dari pulp (yang cenderung
menimbulkan warna coklat pada pulp).
3.1.4 Tahap EOP (Ekstrasi)
Caustic (NaOH), Oksigen (O2), dan hydrogen Peroksida digunakan untuk
memurnikan pulp di dalam tahap EO untuk melarutkan komponen Khlorinat Lignin.
Segera sesudah larut, komponen Khlorinat Lignin mudah dicuci dari pulp.
3.1.5 Tahap D1 (Tahap Pertama Khlorin Dioksida)
Tahap Khlorin Dioksida adalah merupakan tahap yang ketiga dalam tahapan
proses pemutihan. Khlorin Dioksida adalah suatu bahan pemutihan yang unik
memurnikan pulp dan memberikan brightness tinggi tanpa memberikan pengaruh
terhadap sifat – sifat kekuatannya, Dosis Khlorin Dioksida tergantung kepada kualitas
3.1.6 Tahap D2 (Tahap Khlorin Dioksida kedua)
Tahap Khlorin Dioksida kedua adalah tahapan keempat pada proses
pemutihan. Khlorin Dioksida (CIO2) digunakan untuk memurnikan pulp di dalam
tahap D2. Tahap ini memutihkan bubur kertas (brightness pulp) dengan cara
pengelantangan lebih lanjut zat–zat pengotor yang tersisa didalam pulp tersebut.
(sirait,suhunan.2003)
4.1 Mengenai Zat Hidrogen Peroksida
Hidrogen peroksida bisa digunakan sebagai zat pengelantang atau bleaching
agent pada industri pulp, kertas, dan testil. Senyawa ini juga dapat dipakai pada proses
pengolahan limbah cair, industri kimia, pembuatan deterjen,dll
Salah satu keunggulan hidrogen peroksida dibandingkan dengan oksidator
yang lain adalah sifatnya yang ramah lingkungan karena tidak meninggalkan residu
yang berbahaya. Sebagai contoh dalam industri kertas dan pulp, pengunaan hidrogen
peroksida biasanya dikombinasikan dengan NaOH dan soda api. Semakin basa maka
laju dekomposisi hidrogen peroksida pun semakin tinggi. Kebutuhan industri akan
hidrogen peroksida terus meningkat dari tahun ketahun. Walaupun di saat ini
Indonesia sudah terdapat beberapa pabrik penghasil hidrogen peroksida seperti
4.1.1 Proses produksi
Proses pembuatan kertas yang akan di bahas dalam makalah ini adalah
pembuatan kertas dari pulp dengan proses kimia (kraft process). Disebut kraft karena
pulp yang dihasilkan dari proses ini memiliki kekuatan yang lebih tinggi dari pada
proses mekanis dan semikimia. kraft pulping menghasilkan pulp kurang dari 50% dari
bahan baku kayu, sisanya menjadi sampah yang akhirnya akan dibakar, disebarkan
ketanah atau dibuang dengan sistem landfill. Kelebihan dari kraft pulping ini adalah
dihasilkannya serat yang kuat ( Jerman : “kraft” berarti kuat ) kraft pulp biasanya
berwarna gelap dan umumnya diputihkan dengan senyawa klorin dan sekarang
menggunakan hidrogen peroksida yang ramah lingkungan.
BAB 3
BAHAN DAN METODOLOGI
3. Peralatan dan bahan
Materi atau bahan kerja praktek yang berhubungan dengan pelaksanaan
keberlangsungan kerja praktek terdiri dari peralatan pengolahan,bahan olahan dan
bahan penunjang keberlangsungan proses.
3.1 Metode Kerja di Lapangan
1) Unbleach tower : untuk menampung bubur pulp coklat yang berasal dari unit
washing
2) Unbleach bleanding : untuk mengaduk bubur pulp agar tidak bergumpal –
gumpal
3) Mixer ClO2 : untuk mencampur ClO2 dengan pulp yang belum dikelantang
4) Chlorination ( DO ) : untuk mereaksikan bubur pulp coklat dengan ClO2
sehingga bubur pulp akan lebih putih
5) DO-washer : mencuci bubur pulp yang berasal dari Dо-tower sehingga bubur
pulp yang telah bercampur dengan ClO2 akan tercuci dan bahan kimianya
dapat larut
6) DO filtrate tank : sebuah tangki untuk menampung air yang digunakan untuk
mengencerkan bubur pulp yang ada di DO washer, Do tower, unleach tower,
7) Extraction oksidation ( EO) Tower : untuk mereaksikan bubur pulp coklat
dengan bahan-bahan kimia NaOH,O2, H2O2 sehingga bubur pulp coklat akan
menjadi lebih putih dengan adanya reaksi kimia tersebut
8) O2 mixer : untuk mencampur oksigen dengan pulp
9) Washer II (EO Washer) : untuk mencuci pulp yang berasal dari EO tower agar
bahan kimia yang ditambahkan dapat larut
10)EO filtrate tank : untuk menampung air yang digunakan untuk mengencerkan
pulp yang ada di EO washer dan EO tower
11)MC pump (Medium consistency pump) : untuk memompakan bubur pulp
dengan kekentalan 10-12 %
12)Dı dan D2 reactio tower : untuk mereaksikan bubur pulp dengan bahan kimia
ClO2 dan H2O2
13)Dı dan D2 washer : mencuci bubur pulp yang telah bercampur dengan ClO2
dan H2O2 bahan kimia tersebut larut dalam air pencuci
14)Blech tank : tangki penampungan bubur pulp yang telah diblending siap
dikirim ke unit pulping atau ke tahap selanjutnya yaitu pulp machine
15) Sampel yang diamati hanya di menara EP2 dengan menggunakan parameter
H2O2 yang dapat menaikkan brightness. Data yang diambil hanya di menara
3.2 Bahan yang digunakan :
a. Di lapangan
1. Bubur pulp
2. NaOH (Natrium Hidroksida)
3. ClO2
4. H2O2
5. Enzim
6. O2 (oksigen
HASIL DAN PEMBAHASAN
4.1 Hasil
Hasil pengamatan data yang diperoleh pada penentuan brightness pada tahap
EP2 yang dilakukan pada unit Bleaching pada PT. Toba Pulp Lestari, Tbk pada
tanggal 26 -28 Januari 2010 dalam variasi 4 jam, diperoleh data-data sebagai berikut :
Tabel 4.1. Data pengamatan di ruang DCS (Distribution Control System)
NO Stock flow (Ton/Jam) Brightness (%)
Tabel 4.2 Data hasil perhitungan
Hasil perhitungan dari ruang DCS (Distribution Control System)
terdapat pada tabel 4.2 dibawa ini.
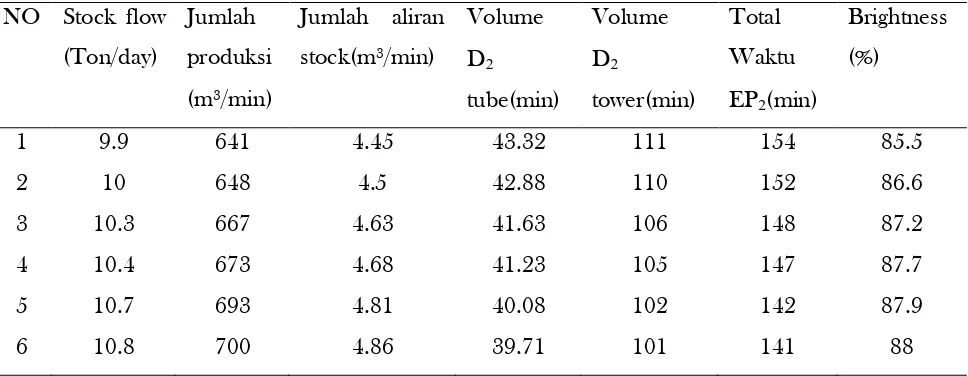
4.3 Perhitungan
Untuk menentukan waktu tinggal pulp di EP2 pada proses bleaching.
Contoh perhitungan dari tabel 4.1 dengan no1.
A. Menghitung jumlah produksi dari stock flow dengan :
konsistensi stock : 4.5 %
waktu satu hari dalam menit : 24 x 60 = 1440
• Menghitung jumlah aliran stock di EP2
Konsistensi EP2: 10 % • Waktu di V tube dengan kapasitas 193 m³
Total waktu tinggal pulp dimenara EP2
= waktu di volume tube + waktu volume di EP2 tower
= 43.37 min + 111.23 min
= 154 menit
Maka waktu tinggal di Menara EP2 adalah waktu di volume tube
ditambahkan dengan waktu volume tower EP2 sehingga diperoleh waktu
tinggal dimenara EP2 selama 154 min dengan jumlah produksi 641 m³/min
diperoleh tingkat brightness 85.5.
Untuk penyelesaian dari tabel 4.1 dengan no 2,3,4,,,,6 dilakukan hal yang
4.4 Pembahasan
Salah satu bagian yang penting dalam pembuatan pulp adalah unit pemutihan
(Bleaching Unit).proses pemutihan pulp dilakukan setelah melewati proses pencucian
(Washing Unit). Tujuan utama proses pemutihan secara umum adalah memperbaiki
kecerahan warna, kemurnian, dan degradasi serat selulosa seminimum mungkin serta
pengurangan resin di dalam pulp. Pada proses pemutihan digunakan ClO2, NaOH, dan
H2O2 tujuannya untuk meningkatkan kecerahan pulp (Brightness),sehingga diperoleh
kecerahan warna yang diinginkan sesuai standart ISO, salah satu variabel untuk
menentukan tingkat brightness adalah waktu tinggal. Apabila pulp terlalu lama berada
di dalam menara maka akan mempengaruhi kualitas pulp/ kertas yang dihasilkan yang
Sdapat menyebabkan serat-serat kertas tersebut mudah sobek sehingga tidak dapat
bersaing dipasaran untuk itu perlu diperhatikan waktu tinggal dan pemakaian zat
pendukung lainnya. Untuk meningkatkan kualitas dan mutu pulp.
Berdasarkan pengamatan dilapangan dan analisis data menunjukkan bahwa
semakin sedikit waktu tinggal pulpdi dalam menara EP2 maka tingkat brightnessnya
semakin meningkat, hal ini kemungkinan disebabkan oleh semakin sedikitnya gugus
kromofor atau lignin yang terikat pada bubur pulp tersebut. Adapun reaksi yang
terjadi pada proses bleaching dengan menggunakan H2O2 adalah sebagai berikut:
Mula-mula hidrogen peroksida terurai seperti persamaan reaksi berikut :
H2O2→ H2O + On
Adapun mekanisme reaksi hidrogen peroksida adalah (othmer,1992)
H2O2→ 2OH*
H2O2 + OH* → OOH* + H2O
OOH* + OH* → H2O + 2On
Zat reaktif, On yang terbentuk dari peruraian hidrogen peroksida akan
mendifusi kedalam serat, didalam serat akan terjadi reaksi oksidasi gugus kromofor
oleh On. Adanya reaksi ini, akan mengakibatkan pengurangan gugus kromofor.
pertambahan derajat putih pulp. Kromofor dalam pulp adalah gugus-gugus fungsional
yang terdapat pada lignin antara lain gugus hidrofil fenol dan ikatan rangkap.
Berbagai gugus kromofor yang ada dalam lignin dapat dilihat pada gambar dibawah
ini :
Berdasarkan pengamatan dilapangan dan analisis data menunjukkan bahwa
semakin sedikit waktu tinggal pulpdi dalam menara EP2 maka tingkat brightnessnya
semakin meningkat, hal ini kemungkinan disebabkan oleh semakin sedikitnya gugus
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Semakin sedikit waktu tinggal di menara EP2 maka tingkat brightness semakin
tinggi, dimana tingkat brightness di menara EP2 rata-rata diatas 88% ISO.
5.2 Saran
1. Pemakain zat-zat kimia pada tahap bleaching sangat perlu diperhatikan karena
sangat berpengaruh terhadap kualitas pulp. Pemakain zat kimia harus sesuai
dengan target-target yang sudah ditetapkan. Karena bila pemakainnya berlebih
maka akan merusak serat-serat kertas dan jika kurang dari ketentuan maka
akan mengurangi derajat keputihan pulp (Brightness).
2. Penentuan waktu terhadap tingkat brightness yang tepat, merupakan faktor
yang harus diperhatikan. Karena jika waktu yang terlalu lama, maka tidak akan
tercapainya target waktu produksi pulp yang efisien. Sebaliknya bila waktu
DAFTAR PUSTAKA
Anonim. 2001. Digester Plant. Porsea : PT. Toba Pulp Lestari.
Anonim. 2001. Washing And Screening Plant. Porsea : PT. Toba Pulp Lestari.
Dumanau, J.F. 1990. Mengenal Kayu. SMTIK – PIKA, Semarang : Kanisius
Eera Sjostrom. 1995. Kimia Kayu. Edisi Kedua. Yogyakarta : Gadjah Mada
University Press.
Haygreen, John.G. 1996. Hasil Hutan Dan Ilmu Kayu. Yogyakarta : Gadjah Mada
University Press.
Sastrohamidjojo,H. 1995. Kimia Kayu, Dasar – Dasar Dan Pengunaan. Yogjakarta :
UGM Press.
Sirait, Suhunan. 2003. Module Bleaching Plant. Porsea : PT. Toba Pulp Lestari.
http//www. H2O2. Com/intro/overview.html akses 21 april 2010.
DAFTAR PUSTAKA
Anonim. 2001. Digester Plant. Porsea : PT. Toba Pulp Lestari.
Anonim. 2001. Washing And Screening Plant. Porsea : PT. Toba Pulp Lestari.
Dumanau, J.F. 1990. Mengenal Kayu. SMTIK – PIKA, Semarang : Kanisius
Eera Sjostrom. 1995. Kimia Kayu. Edisi Kedua. Yogyakarta : Gadjah Mada
University Press.
Haygreen, John.G. 1996. Hasil Hutan Dan Ilmu Kayu. Yogyakarta : Gadjah Mada
University Press.
Sastrohamidjojo,H. 1995. Kimia Kayu, Dasar – Dasar Dan Pengunaan. Yogjakarta :
UGM Press.
Sirait, Suhunan. 2003. Module Bleaching Plant. Porsea : PT. Toba Pulp Lestari.
http//www. H2O2. Com/intro/overview.html akses 21 april 2010.