PERENCANAAN TATA LETAK GUDANG PRODUK JADI DI
PT GOLD COIN INDONESIA DENGAN METODE
STORAGE AND RETREIVAL
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh:
MARNASIP LAMTIUR SIHITE 050403119
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
Gudang merupakan tempat penyimpanan material, bahan baku, produk jadi, peralatan, dan lain-lain. Hal terpenting dalam gudang adalah untuk mengurus dan menyimpan barang-barang yang siap untuk didistribusikan pada waktu yang sesuai dengan keinginan pelanggan. Tujuan perancangan gudang adalah untuk meminimalkan biaya pengadaan dan pengoperasian sebuah gudang.
PT Gold Coin Indonesia adalah industri yang bergerak dalam pembuatan pakan ternak. Pada sistem pergudangan pada PT Gold Coin Indonesia, setiap produk tidak memiliki tempat tertentu di dalam gudang, jika ada produk yang masuk akan ditempatkan pada sembarang tempat padahal produk pakan ternak ini memiliki batas masa pemakaian (expired period), sehingga sistem penyimpanan harus berbasis FIFO dimana pada saat pendistribusian barang harus dipilih terlebih dahulu produk yang memiliki expired date tersingkat. Hal ini menyebabkan waktu pencarian barang lebih lama dan jarak tempuh yang lebih panjang bagi operator dan material handling yang digunakan.
Berdasarkan kondisi tersebut, maka dalam penelitian ini dilakukan perencanaan tata letak gudang produk jadi dengan metode Storage and Retreival. Tujuan dalam penelitian ini adalah mendapatkan rancangan tata letak lokasi penyimpanan masing-masing produk jadi yang lebih efektif untuk meminimalkan jarak transportasi (distance travelled) pada gudang.
Dari pengolahan data dan pembahasan yang dilakukan diperoleh penyususunan produk jadi yang tetap, dimana slot yang tersedia 196 slot. Slot yang di terpakai untuk produk jadi 147 slot dan 49 slot untuk cadangan jika terjadi peningkatan penyimpanan dalam gudang. Jarak perjalanan total yang dihasilkan adalah 7194,79 m/hari sedangkan jarak perjalanan total pada kondisi gudang sekarang adalah 27542 m/hari yang nilainya selalu berubah setiap harinya. Luas gudang pada saat ini adalah 1476,59 m2. Setelah dilakukan perencanaan tata letak
gudang, maka pemakaian gudang adalah 1146,73 m2, sehingga menghemat
pemakaian gudang sebesar 22,34%.Diharapkan dengan penerapan hasil penelitian ini permasalahan ketidakteraturan dalam penenpatan produk jadi di gudang produk jadi sehingga membutuhkan waktu yang yang lebih lama dan jarak angkut total produk (distance travelled) menjadi lebih panjang dapat diatasi.
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Kuasa, yang telah memberikan rahmat dan karunia-Nya, sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi
untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara. Penulis melakukan penelitian di PT. Gold Coin
Indonesia, dengan judul penelitian ”Perencanaan Tata Letak Gudang Produk
Jadi di PT. Gold Coin Indonesia dengan Metode Storage and Retreival”.
Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini,
karena pengetahuan dan pengalaman penulis yang masih terbatas. Oleh karena itu,
penulis mengharapkan kritik dan saran yang bersifat membangun untuk
menyempurnakan laporan ini.
Akhir kata, penulis mengharapkan agar laporan Tugas Sarjana ini dapat
memberikan manfaat bagi kita semua.
Medan, Juni 2010 Penulis,
UCAPAN TERIMAKASIH
Terimakasih penulis ucapkan yang sebesar-besarnya kepada Tuhan Yesus Kristus yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan Tugas Sarjana ini.
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Orang tua penulis (B. Sihite dan R. Manalu) dan saudara-saudara penulis (Dores Sihite, Panbosko Sihite, Radot Sihite, Ruminta Sihite dan Nia Yanti Nurlela, Rolaba Sihite dan Marsinta Sihite) yang telah mendukung penulis dalam doa, dana dan semangat.
2. Bapak Ir. Tanib S. Tjolia, M. Eng, selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan penulis dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ir. Mangara Tambunan, Msc, selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan penulis dalam penyelesaian Tugas Sarjana ini.
5. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M. Eng, selaku Ketua Bidang Rekayasa Sistem Manufaktur atas waktu, bimbingan, pengarahan, dan masukan yang diberikan penulis dalam penyelesaian Tugas Sarjana ini.
6. Bapak Aulia Ishak, ST. MT. dan Bapak Ir. Sugih Arto Pujangkoro, MM. selaku Koordinator Tugas Akhir Departemen Teknik Industri USU.
7. Bapak Usman Sapta sebagai Manajer Personalia di PT. Gold Coin Indonesia yang telah mengizinkan penulis melakukan penelitian dan membantu penulis dalam pengumpulan data.
8. Bapak Boima Maniuruk , ST sebagai Manajer Pabrik dan Bapak Sabar Situmorang, ST sebagai Kepala Devisi bagian Gudang selaku pembimbing lapangan yang telah membantu dan membimbing penulis dalam pengumpulan data.
9. Staff pegawai Teknik Industri Bang Bowo, Bang Mino, Kak Dina, Bang Nurmansyah, Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan Tugas Sarjana ini.
10. Rekan peneliti dalam penelitian di PT. Gold Coin Indonesia, Lila A Damanik dan Deasy Simarmata, sebagai teman diskusi dan berbagi informasi.
11. Teman-teman KTB (B’ Jakson dan Sinar Simarmata) yang selalu setia mendoakan penulis dan memberikan semangat yang luar biasa dari awal hingga selesainya pengerjaan Tugas Sarjana ini.
12. Sahabat-sahabat terkasih (Bemviana Sianturi, Deasy N. Simarmata, Juniyanti Napitupulu, Lila A. Damanik, dan Kristina Rajagukguk) yang selalu memberikan dukungan dan doa serta tidak henti-hentinya memberikan nasehat positif kepada penulis untuk tetap semangat.
- DAFTAR ISI -
BAB Halaman
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMAKASIH ... vi
DAFTAR ISI ... ix
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I- 1
1.2. Rumusan Masalah ... I- 3
1.3. Tujuan Penelitian ... I- 3
1.4. Manfaat Penelitian ... I- 3
1.5. Batasan dan Asumsi Penelitian ... I- 4
1.5. Sistematika Penulisan Tugas Akhir ... I- 5
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
- DAFTAR ISI (lanjutan) -
BAB Halaman
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi Perusahaan ... II-2
2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-4
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-17
2.4. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-20
2.4.1. Sistem Pengupahan ... II-20
2.4.2. Fasilitas- fasilitas dari Perusahaan ... II-21
2.5. Proses Produksi ... II-21
2.5.1. Standar Mutu Bahan/ Produk ... II-23
2.5.2. Bahan yang Digunakan ... II-23
2.5.2.1. Bahan Baku ... II-26
2.5.2.2. Bahan Tambahan... II-28
2.5.2.3. Bahan Penolong ... II-28
2.5.3. Uraian Proses Produksi ... II-29
2.5.4. Mesin dan Peralatan ... II-34
III LANDASAN TEORI
3.1. Fungsi Gudang ... III-1
3.2. Macam- Macam Gudang ... III-2
3.3. Aktivitas- Aktivitas di Dalam Gudang ... III-4
- DAFTAR ISI (lanjutan) -
BAB Halaman
3.5. Perencanaan Tata Letak Pergudangan ... III-8
3.6. Penempatan Produk pada Lokasi Storage/Retrieval ... III-13
3.7. Pemindahan Bahan ... III-16
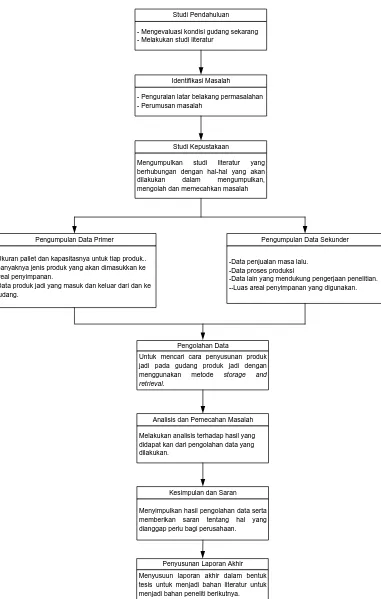
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV- 1
4.2. Objek Penelitian ... IV- 3
4.3. Metode Pengumpulan Data ... IV- 3
4.4. Metode Pengolahan Data ... IV- 4
4.8. Metode Analisis Data ... IV- 6
4.9. Kesimpulan dan Saran ... IV- 7
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V- 1
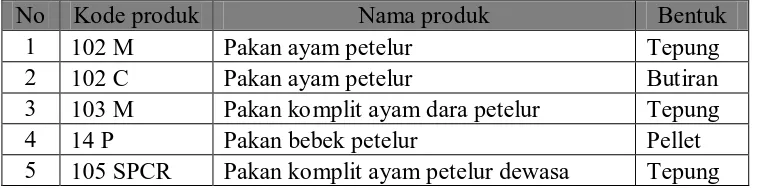
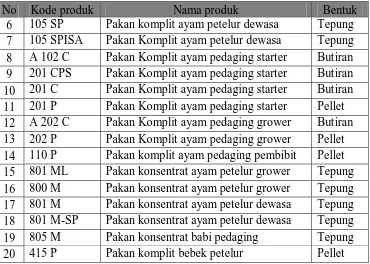
5.1.1. Data Jenis Produk ... V- 1
5.1.2. Data Penyimpanan, Penerimaan dan Pengiriman Tiap
Produk ... V- 2
5.1.3. Tata Letak Gudang Produk Jadi pada Pabrik ... V- 3
5.2. Pengolahan Data... V- 3
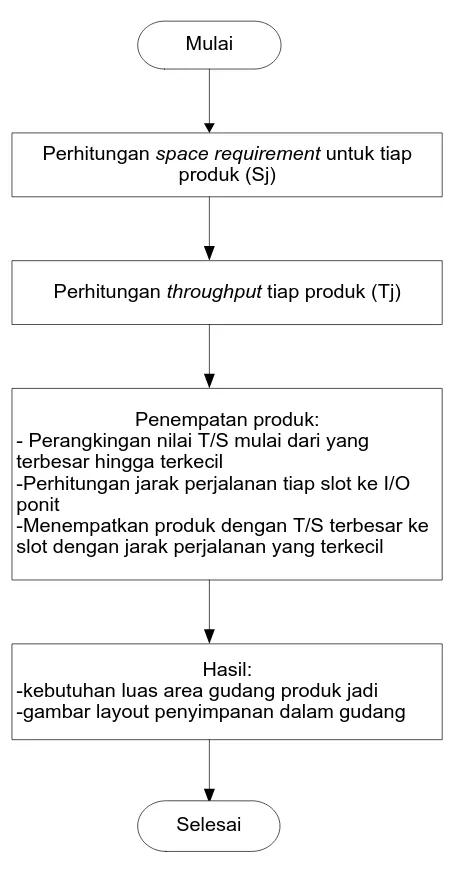
5.2.1. Perancangan Slot Produk Jadi ... V- 3
5.2.2. Perhitungan Space Requirement ... V- 6
- DAFTAR ISI (lanjutan) -
BAB Halaman
5.2.4. Penempatan Produk (Assigment) ... V- 8
5.2.5. Perancangan Tata Letak Usulan Untuk Gudang
Produk Jadi... V-19
5.3. Standard Operation Procedure (SOP) Sekarang dan
Usulan... V-23
5.3.1. SOP Sekarang... V-23
5.3.2. SOP Usulan ... V-23
5.4. Tata Letak Gudang Sekarang ... V-24
5.5. Perhitungan Jarak dengan Mengisi Lantai yang Kosong ... V-25
VI ANALISIS PEMECAHAN MASALAH
6.1. Hasil Penempatan Produk ... VI- 1
6.2. Jarak Perjalanan Total ... VI- 7
6.3. Tata Letak Gudang Produk Jadi ... VI- 7
6.4. Evaluasi Penggunaan Metode Storage and Retreival ... VI- 8
6.5. Evaluasi Jarak Perjalanan Total ... VI- 9
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII- 1
7.2. Saran ... VII- 2
DAFTAR PUSTAKA
- DAFTAR GAMBAR -
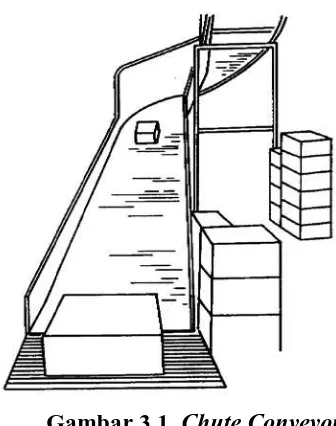
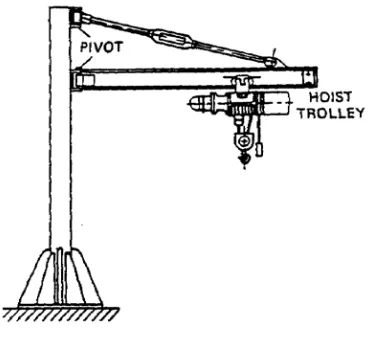
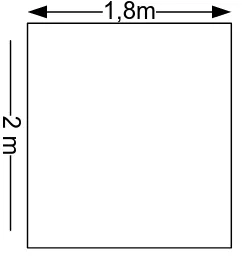
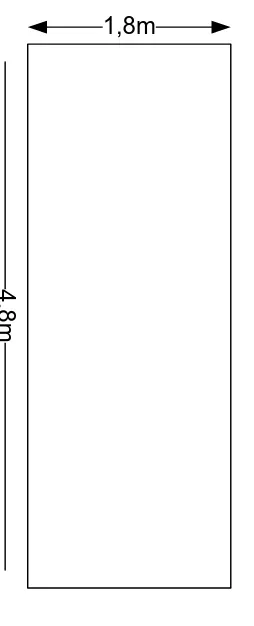
GAMBAR Halaman 2.1. Struktur Organisasi PT. Gold Coin Indonesia... II- 5 2.2. Blok Diagram Pembuatan Kertas Rokok ... II-2 3.1. Chute Conveyor... III-17 3.2. Jib Crane ... III-18 3.3. Lift Truck ... III-18 3.4. Pallet ... III-19 4.1. Skema Metodologi penelitian ... IV- 1 4.2. Blok Diagram Langkah- Langkah Pengolahan Data… ... IV- 5 5.1. Dimensi Slot Tampak Atas ... V- 5 5.2. Dimensi Slot Tampak Depan ... V- 6 5.3. Gambar Usulan Tata Letak Slot Gudang Produk Jadi Pada
PT. Gold Coin Indonesia ... V- 12 5.4. Dimensi Pallet pada Gudang Tampak Depan ... V- 20 5.5. Dimensi Pallet pada Gudang Tampak Samping ... V- 20 5.6. Dimensi Pallet pada Gudang Tampak Atas ... V- 21 5.7. Gambar Usulan Tata Letak Gudang Produk Jadi Pada
- DAFTAR TABEL -
- DAFTAR LAMPIRAN -
LAMPIRAN Halaman
1 Gambar Tata Letak Gudang Produk Jadi PT. Gold Coin Indonesia ... L- 1
2 Gambar Tata Letak Gudang Produk Jadi dengan Mengisi Lantai
Yang Kosong ... L- 2
3 Data Penyimpanan Produk Jadi Pada PT. Gold Coin Indonesia ... L- 3
4 Data Penerimaan Produk Jadi Pada PT. Gold Coin Indonesia ... L- 4
ABSTRAK
Gudang merupakan tempat penyimpanan material, bahan baku, produk jadi, peralatan, dan lain-lain. Hal terpenting dalam gudang adalah untuk mengurus dan menyimpan barang-barang yang siap untuk didistribusikan pada waktu yang sesuai dengan keinginan pelanggan. Tujuan perancangan gudang adalah untuk meminimalkan biaya pengadaan dan pengoperasian sebuah gudang.
PT Gold Coin Indonesia adalah industri yang bergerak dalam pembuatan pakan ternak. Pada sistem pergudangan pada PT Gold Coin Indonesia, setiap produk tidak memiliki tempat tertentu di dalam gudang, jika ada produk yang masuk akan ditempatkan pada sembarang tempat padahal produk pakan ternak ini memiliki batas masa pemakaian (expired period), sehingga sistem penyimpanan harus berbasis FIFO dimana pada saat pendistribusian barang harus dipilih terlebih dahulu produk yang memiliki expired date tersingkat. Hal ini menyebabkan waktu pencarian barang lebih lama dan jarak tempuh yang lebih panjang bagi operator dan material handling yang digunakan.
Berdasarkan kondisi tersebut, maka dalam penelitian ini dilakukan perencanaan tata letak gudang produk jadi dengan metode Storage and Retreival. Tujuan dalam penelitian ini adalah mendapatkan rancangan tata letak lokasi penyimpanan masing-masing produk jadi yang lebih efektif untuk meminimalkan jarak transportasi (distance travelled) pada gudang.
Dari pengolahan data dan pembahasan yang dilakukan diperoleh penyususunan produk jadi yang tetap, dimana slot yang tersedia 196 slot. Slot yang di terpakai untuk produk jadi 147 slot dan 49 slot untuk cadangan jika terjadi peningkatan penyimpanan dalam gudang. Jarak perjalanan total yang dihasilkan adalah 7194,79 m/hari sedangkan jarak perjalanan total pada kondisi gudang sekarang adalah 27542 m/hari yang nilainya selalu berubah setiap harinya. Luas gudang pada saat ini adalah 1476,59 m2. Setelah dilakukan perencanaan tata letak
gudang, maka pemakaian gudang adalah 1146,73 m2, sehingga menghemat
pemakaian gudang sebesar 22,34%.Diharapkan dengan penerapan hasil penelitian ini permasalahan ketidakteraturan dalam penenpatan produk jadi di gudang produk jadi sehingga membutuhkan waktu yang yang lebih lama dan jarak angkut total produk (distance travelled) menjadi lebih panjang dapat diatasi.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pada zaman era globalisasi saat ini telah memberi dampak yang sangat
besar bagi sektor perindustrian. Persaingan pada sektor industripun semakin
meningkat. Hal ini menyebabkan para pengusaha berusaha untuk mencari cara
yang lebih efektif supaya setiap sumber daya dapat dimanfaatkan sehingga dapat
memberikan hasil yang lebih optimal.
Salah satu cara yang dilakukan oleh perusahaan untuk dapat bersaing di
pasar adalah dengan memberikan pelayanan yang baik kepada pelanggan, baik itu
dalam waktu, mutu dan biaya yang sesuai dengan kemampuan mereka. Salah satu
faktor yang terpenting dalam memenuhi keinginan pelanggan adalah kelancaran
dalam pendistribusian barang dari gudang ke konsumen.
Gudang merupakan tempat penyimpanan material, bahan baku, produk
jadi, peralatan, dan lain-lain. Hal terpenting dalam gudang adalah untuk mengurus
dan menyimpan barang-barang yang siap untuk didistribusikan pada waktu yang
sesuai dengan keinginan pelanggan. Tujuan perancangan gudang adalah untuk
meminimalkan biaya pengadaan dan pengoperasian sebuah gudang.
PT Gold Coin Indonesia adalah industri yang bergerak dalam pembuatan
pakan ternak. Kualitas produk yang dapat dijamin serta didukung dengan sarana
peralatan laboratorium dan sumber daya manusia yang berpengalaman, membuat
produk pakan ternak semakin meningkat sehingga aktivitas dalam gudang produk
jadi juga semakin tinggi. Tingginya aktivitas dalam gudang produk jadi
membutuhkan pengaturan tata letak yang lebih efektif agar efesiensi jarak angkut
dalam sistem penyimpanan dapat tercapai.
Pengaturan tata letak fasilitas gudang yang baik akan mempengaruhi
kelancaran operasi pergudangan dan aktivitas–aktivitas penting lainnya dalam
perusahaan, seperti fungsi marketing, purchasing, quality control, dan production
planning, juga dengan lantai produksi, pihak supplier dan customer.
Pada sistem pergudangan pada PT Gold Coin Indonesia, setiap produk tidak
memiliki tempat tertentu di dalam gudang, jika ada produk yang masuk akan
ditempatkan pada sembarang tempat padahal produk pakan ternak ini memiliki
batas masa pemakaian (expired period), sehingga sistem penyimpanan harus
berbasis FIFO dimana pada saat pendistribusian barang harus dipilih terlebih
dahulu produk yang memiliki expired date tersingkat. Tentu saja hal ini akan
menyulitkan operator dalam memilih produk yang akan dibawa karena diperlukan
jarak tempuh yang semakin jauh bagi operator dan material handling yang
digunakan.
Untuk itu perlu dilakukan penataan lokasi penyimpanan produk jadi pada
gudang produk jadi dengan cara meminimalkan jarak perpindahan pada saat
proses penyimpanan dan penarikan dengan metode storage and retrieval . Metode
ini memperhatikan besarnya aktivitas penarikan dan penyimpanan yang terjadi
sehingga penggunaan daerah penyimpanan pada gudang produk jadi akan menjadi
optimal dan penyusunan produk menjadi lebih teratur.
1.2. Rumusan Permasalahan
Berdasarkan uraian latar belakang, rumusan permasalahan pada PT Gold
Coin Indonesia adalah terjadinya ketidakteraturan dan tidak teralokasinya dalam
penempatan produk jadi di gudang sehingga membuat jarak angkut total produk
(distance travelled) semakin panjang.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk merancang tata letak gudang
usulan untuk gudang produk jadi di PT. Gold Coin Indonesia, yang dapat
mempermudah proses penyimpanan dan penarikan barang dari gudang produk
jadi. Dengan demikian dapat meminimalkan jarak transportasi (distance travelled)
pada gudang.
Tujuan khusus dari penelitian ini adalah untuk menentukan kebutuhan slot
untuk tiap produk dan menentukan kebutuhan luas area untuk gudang produk jadi.
1.4. Manfaat Penelitian
Dengan adanya penelitian ini diharapkan akan memberikan kontribusi
yang bernilai baik bagi perusahaan maupun bagi peneliti sendiri. Adapun manfaat
yang dapat diperoleh dari penelitian ini adalah :
1. Pihak perusahaan
Dapat memberikan masukan kepada perusahaan tentang bagaimana
2. Pihak peneliti
a. Mendapat pengalaman dalam mengaplikasikan ilmu-ilmu teknik industri.
b. Menambah pengalaman dalam memahami dunia kerja.
1.5. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah:
1. Analisis tata letak hanya untuk menata letak penyimpanan pada gudang
produk jadi.
2. Penelitian ini memperhatikan pergerakan material handling di gudang.
3. Evaluasi jarak transportasi (distance travelled) dengan metode storage and
retreival.
4. Penelitian ini tidak membahas biaya akibat perubahan tata letak seperti yang
direncanakan.
5. Jumlah forklift yang diperlukan tersedia.
6. Produk yang diteliti pada penelitian ini adalah produk jadi yang sering
diproduksi sedangkan produk yang jarang diproduksi dianggap diabaikan.
Sedangkan asumsi–asumsi dalam penelitian ini adalah :
1. Tidak terjadi penambahan jenis produk baru.
2. Tidak terjadi perubahan ukuran dan jenis material handling yang digunakan..
3. Proses produksi berlangsung secara normal dan tidak ada gangguan.
4. Jumlah produk yang masuk ke dalam gudang produk jadi dihitung
berdasarkan data masa lalu.
5. Barang disimpan dalam bentuk pallet penuh.
7. Batas penyimpanan produk adalah 5 hari.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan
penelitian, manfaat penelitian, pembatasan masalah serta sistematika
penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data primer dan sekunder yang diperoleh dari
penelitian serta pengolahan data yang membantu dalam pemecahan
masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan Zuellig Group adalah perintis pabrik produksi pakan ternak di
Asia Tenggara sejak tahun 1953, dengan perusahaan induk berada di Swiss
dengan nama Gold Coin Group. Pada Indonesia sendiri diberi nama PT. Gold
Coin Indonesia, dan PT. Gold Coin Indonesia- Medan Mill merupakan perusahaan
cabang yang bertempat di Medan, Sumatera Utara. Perusahaan Gold Coin Group
bergerak dalam usaha produksi pakan ternak yaitu unggas, ikan, udang, sapi,
kambing, babi dan hewan peliharaan lainnya di wilayah Asia Pasifik. Pabrik dan
kantor pemasaran Perusahaan Gold Coin Group telah tersebar di Singapura,
Malaysia, Indonesia, Thailand, Vietnam, China, Philipina, Srilangka, India dan
Laos. Dengan melihat adanya kesempatan atau peluang pasar yang semakin luas
maka didirikanlah PT. Gold Coin Indonesia.
Untuk menghadapi persaingan yang semakin ketat, PT. Gold Coin Group
menerapkan teknologi terbaru dengan tenaga-tenaga ahli yang berpengalaman
dalam memproduksi pakan ternak yang berkualitas tinggi dan bisa diterima
masyarakat. Selain itu PT. Gold Coin Group senantiasa didukung oleh
tenaga-tenaga teknis yang mempunyai pengalaman tinggi di lapangan. Tenaga teknis
tersebut membantu peternak secara profesional dalam teori dan praktek.
Selain didukung oleh tenaga ahli, Gold Coin Group juga didukung dengan
dalam menjamin terjaganya kualitas bahan baku untuk dapat menghasilkan pakan
ternak atau hasil yang baik.
2.2. Ruang Lingkup Bidang Usaha
PT. Gold Coin Group merupakan usaha yang bergerak dalam bidang
produksi pakan ternak di wilayah Asia Pasifik. PT. Gold Coin Indonesia tiap
tahunnya menghasilkan 300.000 ton pakan ternak sebagai produk utama dan
pakan khusus. Adapun pakan ternak yang dihasilkan adalah:
1. Produk pakan utama : pakan unggas, babi, sapi, dan kambing.
2. Produk pakan khusus : pakan ikan, udang, katak dan hewan peliharaan
lainnya.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Organisasi dapat didefenisikan sebagai kelompok orang yang bekerja sama
untuk mencapai satu atau beberapa tujuan tertentu. Sedangkan dipandang dari segi
badan atau struktur, organisasi dapat diartikan sebagai gambaran secara skematis
tentang hubungan-hubungan kerjasama dari orang-orang yang terdapat dalam
rangka usaha mencapai tujuan.
Suatu struktur akan menjelaskan rancangan organisasi yang utama. Secara
1. Organisasi Garis/Lini
Organisasi garis merupakan struktur organisasi yang mempunyai satu
komando atau pimpinan yang memerintah dari atas sampai ke bawah.
Demikian pula persoalan-persoalan yang terdapat pada bagian bawah tangga
organisasi harus diajukan ke pihak atasan untuk mendapat penyelesaian. Jadi
organisasi lini atau garis memiliki hubungan antar bagian berupa garis lurus.
2. Organisasi Garis dan Staf
Organisasi garis dan staf merupakan struktur organisasi yang dibuat guna
menghindari kesulitan mencari pimpinan yang serba tahu dan serba cakap,
maka dibuatlah staff tertentu, untuk membantu pimpinan. Pejabat staff
mempunyai kewajiban penasehat dan tidak mempunyai wewenang memberi
pemerintah untuk melaksanakan usul-usulnya.
3. Organisasi Fungsional
Organisasi fungsional ini menghendaki adanya spesialisasi, dan tidak
mengikuti kesederhanaan dan keseragaman komando seperti organisasi
lini/garis. Dalam hal ini para pegawai menerima perintah dari berberapa
atasan, yang masing-masing memiliki spesialisasinya sendiri.
4. Organisasi Matriks
Organisasi matriks membebankan tanggung jawab arus lintas fungsional
kepada manajer tertentu. Organisasi matriks tetap mempertahankan hierarki
dalam organisasi, namun menambahkan struktur horizontal untuk mencapai
beberapa koordinasi dan intergrasi. Struktur horizontal ini dapat dibentuk
Yang menjadi stuktur organisasi PT. Gold Coin Indonesia adalah
berbentuk lini-fungsional. Dikatakan lini karena tiap kepala bagian divisi
memerintah secara langsung bawahannya, dan bawahan hanya bertanggung jawab
kepada kepala bagian bidangnya. Dikatakan juga fungsional karena suatu bagian
dapat berhubungan dengan anggota maupun kepala bagian secara langsung. Hal
ini dapat dilihat melalui hubungan bagian keuangan dengan seluruh komponen
pekerja dalam hal pemberian upah walaupun masing-masing departemen terdiri
atas seksi-seksi yang memiliki tugas dan tanggung jawab yang berbeda sesuai
dengan fungsi masing-masing unit dalam organisasi tersebut.
Adapun struktur organisasi PT. Gold Coin Indonesia ditunjukkan pada
Gambar 2.1.
2.3.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari setiap pekerjaan pada PT. Gold
Coin Indonesia yaitu:
1. Branch Manager
Adalah pimpinan tertinggi dalam perusahaan yang memiliki kekuasaan dan
tanggung jawab ke dalam dan ke luar perusahaan serta memiliki wewenang
dalam memutuskan kebijaksanaan.
Tugas dan tanggung jawab dari branch manager adalah:
a. Mengontrol keseimbangan kinerja setiap kantor PT. Gold Coin Indonesia.
2. Deputi General Manager
a. Bertanggung jawab atas kelancaran kegiatan operasional perusahaan.
b. Mengawasi jalannya produksi.
c. Mengawasi pemasaran produk.
3. Sekretaris
a. Menerima surat-surat (fax) yang masuk dan membuat laporannya.
b. Menerima telepon untuk branch manager dan menyusun janji secara
selektif.
c. Menerima data aktifitas mengenai bahan baku.
d. Menyediakan kilasan laporan kegiatan awal, pertengahan dan akhir bulan.
4. Sales Manager
a. Merencanakan program promosi yang akan dilakukan.
b. Memeriksa pembayaran atas produk dari tim penjualan.
c. Memasukkan data faktur penerimaan terakhir pada program komputer
setelah memeriksa jumlah penerimaan terakhir.
d. Memasukkan data faktur dari penjualan yang lain.
e. Bertanggung jawab atas kelancaran penjualan dan pencapaian target.
f. Bertanggung jawab kepada pimpinan perusahaan untuk melaporkan
tentang hasil penjualan kepada atasan, baik secara lisan maupun tulisan.
5. Executive Staf
a. Melakukan penjualan dan prediksi penjualan.
6. Techinical Service
a. Mengumpulkan data yang relevan dan data pesaing dengan baik.
b. Membantu bagian penjualan untuk mendapatkan pelanggan yang baru.
c. Membantu pertumbuhan produksi dan melakukan perbaikan.
d. Menanggapi dan menyelidiki keluhan dari pelanggan.
7. Purchasing Executive
a. Merencanakan sistem pengadaan dan persediaan bahan.
b. Mempersiapkan permintaan kebutuhan bahan dan menetapkan harga.
c. Memperbaharui perjanjian kontrak.
8. Account Payable Administrasion
a. Bertanggung jawab terhadap pembukuan utang perusahaan.
9. Mill Controller
a. Memeriksa dan mengawasi tindakan yang dilakukan branch manager.
b. Memberikan saran untuk kemajuan perusahaan.
10. GL & Tax
a. Menerima laporan dari supervisor stock setiap hari yang dibuat dalam
daftar nomor, harga dan nomor kontrak per komoditas dan per supplier.
b. Menerima laporan harga dari bagian pembelian dan membuat daftar
nomor dan nomor kontrak dalam laporan penerimaan.
c. Pembayaran voucher pada kasir dan membuat nomor kontrol, nomor
daftar, nomor kontrak bahan baku, bahan kemasan dan lain-lain.
11. Sales Administration
b. Membuat laporan aktivitas dari pelanggan.
c. Memasukkan data faktur penerimaan terakhir pada komputer setelah
memeriksa jumlah penerimaan terakhir.
d. Memasukkan data faktur dari penjualan yang lain.
12.DO Clerk
a. Menerima pesanan dari pelanggan dan meneruskan ke bagian produksi.
b. Melakukan koordinasi dengan bagian produksi khususnya bagian delivery
untuk mengetahui posisi stock produk jadi.
c. Mencatat jumlah barang yang keluar meliputi jenis, harga dan pelanggan
yang membeli.
13. Credit Control
Tugas Credit Control adalah bertanggung jawab terhadap penjualan yang
dilakukan secara kredit.
14. Personal & General Affair
a. Mengontrol absensi pegawai yang dikoordinasi dengan satpam.
b. Menyelesaikan semua surat-surat dan dokumen perusahaan kepada
pemerintah.
c. Mendaftarkan pegawai pada PT. JAMSOSTEK dan asuransi lainnya.
d. Membuat daftar gaji pegawai dan mendistribusikannya.
e. Membuat daftar kerja lembur dan memasukkannya pada daftar gaji.
f. Membuat perencanaan untuk pelatihan pegawai sesuai dengan kebutuhan.
h. Bersama dengan pihak manajemen melakukan penilaian terhadap kinerja
para pegawai.
15. Security
a. Memeriksa kehadiran karyawan, mencatat jumlah ketidakhadiran, alasan
ketidakhadiran dan identitas karyawan kemudian melaporkannya ke bagian
personalia.
b. Memeriksa dan mengawasi tamu-tamu yang masuk.
c. Mencatat data-data tamu yang keluar masuk.
d. Mengontrol situasi pabrik siang dan malam.
16.Operator Telepon/ Resepsionis
a. Menerima telepon dan memberikan kepada pegawai yang bersangkutan.
b. Memberikan pelayanan dan informasi kepada tamu.
c. Memeriksa tagihan telepon
17.Messenger
a. Mengatur pesanan berupa dokumen-dokumen perusahaan ke instansi yang
dituju baik swasta maupun pemerintah.
b. Melakukan pembayaran sesuai dengan kuitansi yang telah mendapat
persetujuan dari atasan kepada perseorangan, perusahaan, pemerintah
maupun lembaga-lembaga keuangan yang ditunjuk berdasarkan kuitansi.
18.Driver
Tugas Driver adalah mengantar atasan ke tempat-tempat yang telah ditentukan
19. Temporary Cleaning Service & Gardener
Tugas Temporary Cleaning Service & Gardener adalah menjaga kebersihan
kantor dan taman.
20. Factory Manager
a. Bertanggung jawab atas jumlah, jenis dan mutu produksi.
b. Bertanggung jawab terhadap pemeliharaan peralatan pabrik.
c. Berkoordinasi dengan setiap supervisor proses produksi.
d. Memberikan jumlah dan jenis pakan yang diproduksi kepada Branch
Manager dan bagian penjualan.
e. Mengawasi kebersihan areal pabrik.
21. Stock Supervisor
a. Bertanggung jawab terhadap pengambilan sampel bahan baku dari truk.
b. Menyusun dan membuat laporan penerimaan dan pemakaian bahan baku.
c. Menyusun dan membuat laporan pengeluaran dan hasil produksi.
d. Mengadakan pemeriksaan bahan baku dan hasil produksi di laboratorium.
e. Bertanggung jawab kepada Manager Produksi.
22. Receiving
a. Melakukan pengambilan sampel.
b. Menghitung jumlah batch pada saat pembongkaran bahan baku dan
penempatannya di gudang, memeriksa kondisi fisik (bocor).
c. Melakukan update stock di lapangan, yaitu keluarnya barang dari gudang
23. Delivery
a. Melakukan pengeluaran barang sesuai dengan delivery order.
b. Memastikan barang yang dikeluarkan sesuai dengan delivery order.
24. Weight Bridge Operator
a. Menimbang bahan baku yang beli sebelum masuk ke gudang.
b. Menimbang pakan yang akan dijual dan menimbang barang-barang yang
keluar dari pabrik.
25. Operator Forklift
a. Bertanggung jawab akan pengoperasian forklift yang digunakan.
b. Merawat forklift seperti memeriksa sebelumdan sesudah pemakaian dan
kebersihan.
c. Memberikan laporan kepada atasan mengenai kondisi forklift.
26. Sweeper
Tugas Sweeper adalah menjaga kebersihan dari lantai produksi.
27. Production Supervisor
a. Mengkoordinir pembagian tugas bawahannya.
b. Merencanakan pembagian bahan baku dan bahan aditif.
c. Melakukan perencanaan pekerjaan dan waktu.
d. Bertanggung jawab kepada Manager Produksi.
e. Mengadakan pemeriksaan, penelitian, analisa serta evaluasi pekerjaan
28. Control Room
a. Melaksanakan produksi sesuai formula yang telah ditetapkan dan
berdasarkan rencana produksi yang dibuat oleh supervisor produksi yang
telah diketahui oleh factory manager.
b. Menentukan intake dumping, jenis bahan baku yang harus didumping dan
menginformasikan rencana intake dumping bahan baku kepada dumping
operator.
c. Melaksanakan pengisian corn yellow dari intake ke silo, dari silo basah ke
dryer serta pengisian bin dari dryer.
d. Memberikan instruksi ke operator feed additive sesuai dengan rencana
produksi.
e. Koordinasi ke bagian maintenance mengenai penggantian saringan
glinding sesuai dengan hot size yang ditetapkan, pembersihan magnet, bila
terjadi over flow/over load pada screw conveyor bin bahan baku dan
slide-slide yang mengalami kemacetan.
f. Koordinasi dengan pellet operator tentang ration yang diproduksi dan
jumlah batch.
29. Dumping Operator
a. Melakukan perencanaan pekerjaan dan waktu
b. Bertanggung jawab terhadap pemenuhan bahan baku yang digunakan pada
proses produksi melalui koordinasi dengan bagian control room.
c. Mencatat jumlah bahan baku yang telah di dumping.
e. Bertanggung jawab terhadap penggulungan 2nd hand gony bag.
f. Bertanggung jawab kepada Factory Manager.
30. Sacking Off Supervisor
a. Bertanggung jawab terhadap sacking off section yang meliputi:
- Produk jadi yang diproduksi harus sesuai dengan plastik bag-nya dan
feed ticket-nya.
- Percepatan produksi sesuai dengan kapasitas mesin.
- Pengambilan sampel produk jadi.
b. Berkoordinasi dengan bagian control room yang meliputi:
- Perbandingan komposisi yang diproduksi dan ukuran partikel.
c. Berkoordinasi dengan bagian maintenance yang meliputi:
- Gangguan pada sistem sacking off misalnya bag lamp dan limit
switch.
- Gangguan pada escalator, conveyor dan sewing machine.
31. Pellet Mill Operator
a. Bertanggung jawab terhadap proses produksi untuk pellet dan crumble
dengan koordinasi dengan bagian controll room mengenai ration yang
akan diproduksi dan jumlah batch.
b. Melaksanakan kegiatan greasing setiap pagi dan sore hari atau setiap awal
shift.
c. Selalu memeriksa bentuk fisik atau ukuran partikel sesuai dengan jenis
d. Setiap akhir produksi suatu ration harus menyelesaikan/menghabiskan fine
return dengan berkoordinasi ke bagian control room.
e. Memelihara kebersihan areal kerja.
f. Koordinasi dengan bagian maintenance mengenai gangguan pada sistem
mekanik atau elektrik dan masalah steam/boiler.
32. Maintenance Supervisor
a. Mengkoordinir pembagian tugas bawahannya.
b. Melakukan perencanaan pekerjaan dan waktu.
c. Bertanggung jawab kepada Manager Produksi.
d. Mengadakan pemeriksaan, penelitian, analisa serta evaluasi pekerjaan
bawahannya.
33. Mechanical
a. Bertanggung jawab akan perawatan mesin-mesin produksi secara
mechanical.
b. Menjalankan jadwal pemeriksaan mesin, pelumasan, dan lain-lain sesuai
petunjuk.
c. Menganalisa dan mempelajari kondisi mesin secara teratur.
d. Memberitahukan cara pengoperasian mesin-mesin secara mechanical yang
baik kepada operator.
e. Merencanakan jadwal pemeriksaan berkala.
f. Menjaga kebersihan dari mesin-mesin dan alat-alat kerja yang digunakan.
g. Merencanakan jadwal perbaikan mesin-mesin dan penggunaan spare part.
i. Membuat laporan kerja dan laporan bulanan pada atasan.
34. Electrical
a. Bertanggung jawab akan perawatan-perawatan electrical system sesuai
dengan garisan-garisan yang telah ditentukan.
b. Merencanakan jadwal pemeriksaan berkala.
c. Merencanakan jadwal pemeriksan spare part.
d. Memberikan aturan-aturan pengoperasia alat elektical yang baik kepada
operator.
e. Memberikan bimbingan kepada operator dalam mengatasi masalah.
f. Membuat laporan yang diperlukan terutama dalam pemakaian arus listrik
PLN.
g. Menjaga alat-alat kerja dan kebersihan electrical system.
h. Memberikan masukan kepada atasan akan keadaan electrical dan
saran-saran.
35. Store Keeper
a. Bertanggung jawab akan penerimaan dan penyimpanan spare part.
b. Merencanakan persediaan spare part dan penggantian spare part.
c. Memberikan laporan kepada atasan, pemakaian solar, air dan spare part.
d. Menyampaikan saran/usul kepada atasan guna mencapai hasil yang lebih
baik.
36. Boiler Operator
a. Bertanggung jawab akan pengoperasian boiler dan saluran pipa uap.
c. Menyiapkan/ membuat laporan-laporan yang diperlukan.
37. Chemist
a. Melakukan analisa sampel bahan baku yang telah diambil oleh bagian
QAO untuk mengetahui kelayakan bahan baku untuk digunakan sesuai
dengan standar mutu yang telah ditetapkan.
b. Melakukan analisa produk berdasarkan sampel dari tiap-tiap produk yang
diproduksi yang diambil oleh bagian QAO untuk diperiksa jenis-jenis
kandungan produk tersebut.
c. Melaporkan hasil pemeriksaan kepada bagian QAO dan Branch Manager.
38. Quality Assurance Officer
a. Memastikan pemakaian raw material dengan benar, baik kualitas fisik
maupun nutrisi sesuai yang tercantum pada formula.
b. Mengawasi sistem FIFO untuk setiap raw material yang dipakai maupun
untuk finish product.
c. Mencatat umur stock raw material dan finish product, dan jika ada
kelainan kualitas fisik segera dikonfirmasikan ke bagian laboratorium
untuk mengambil sampel dan menganalisa ulang.
d. Turut mengawasi operasional pabrik, antara lain:
- Dumping raw material dan pemakaian feed additif.
- Memastikan saringan dengan benar.
- Mengawasi bagian sacking, meliputi kualitas fisik ( ukuran partikel,
warna, aroma dan rasa), kualiatas jahitan dan jumlah berat.
- Kualitas sesuai dengan standar masing-masing.
- Bak truk harus kering dan bersih sebelum pakan dimuat.
- Jumlah tonase pakan sesuai.
f. Mencatat dan membuat laporan yang ditujukan kepada Branch Manager
dan bagian yang terkait.
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
2.3.3.1. Jumlah Tenaga kerja
Jumlah tenaga kerja PT. Gold Coin Indonesia berjumlah 106 orang yang
dikelompokkan ke dalam tingkat yang sesuai dengan pendidikannya yaitu S1 ke
atas, D III, SMU ke bawah.
Tenaga kerja yang tersedia memiliki tingkat pendidikan SMU ke bawah
dibagi menjadi MWK (Monthly Worker) dan DWK (Daily Worker). PT. Gold
Coin Indonesia juga mengadakan kontrak kerja dan kontrak kerja ini bersifat
sementara. Kontrak kerja tersebut disesuaikan dengan permintaan departemen
masing-masing dan jenis pekerjaan yang akan dikerjakan. Jumlah keseluruhan
tenaga kerja adalah 106 orang yang dapat dilihat pada Tabel 2.1.
2.3.3.2. Jam Kerja
Proses produksi dari PT. Gold Coin Indonesia berlangsung secara kontinu
selama 24 jam/hari. Secara umum, setiap tenaga kerja bekerja dalam waktu 40
Tabel 2.1. Jumlah Tenaga Kerja PT. Gold Coin Indonesia
No Jabatan Jumlah
1 Branch Manager 1 Orang
2 Deputi General Manager 1 Orang
3 Secretary 1 Orang
4 Sales Manager 1 Orang
5 Purchasing Executive 1 Orang
6 Mill Controller 1 Orang
7 Personel Offiser 1 Orang
8 Factory Manager 1 Orang
9 Production Planning Inventory Control 2 Orang
10 Technical Service 3 Orang
11 Chemist/Quality Control 3 Orang
12 Quality Ansurance Officer 1 Orang
13 Executive Staff 4 Orang
14 Account Payable Admin 1 Orang
15 GL & Tax 1 Orang
16 Cost Account 1 Orang
17 Cashier 1 Orang
18 Delivery Order Admin 1 Orang
19 Sales Administration 1 Orang
20 Credit Controller 1 Orang
21 Security Coordinator 1 Orang
22 Members of Security 6 Orang
23 Operator 1 Orang
24 Messenger 1 Orang
25 Driver 2 Orang
26 Temporary Cleaning Service 2 Orang
27 Temporary Gardener 1 Orang
28 Stock Supevisor 1 Orang
Tabel 2.1. Jumlah Tenaga Kerja ... (lanjutan)
No Jabatan Jumlah
30 Maintenance Supervisor 1 Orang
31 Production Administration 2 Orang
32 Store Keeper 1 Orang
33 Receiving 3 Orang
34 Delivery 1 Orang
35 Weight Bridge 1 Orang
36 Forklift Operator 4 Orang
37 Sweeper 1 Orang
38 Bird Feed Stock 1 Orang
39 Truck Transfortation 2 Orang
40 Temporary Sweeper 3 Orang
41 Controll Room 3 Orang
48 Temporary Sweeper 2 Orang
49 Temporary Sacking Off 8 Orang
50 Temporary Dumping 5 Orang
51 Mechanical 1 Orang
52 Electrical 2 Orang
53 Stock Keeper 1 Orang
54 Boiler 2 Orang
55 Generator Maintence 1 Orang
56 Lab. Asisstant 2 Orang
57 Asistant QAO 1 Orang
Total 106 Orang
Sumber : PT. Gold Coin Indonesia
Pembagian waktu/jam kerja di PT. Gold Coin Indonesia dapat
dikelompokkan menjadi dua shift, yaitu:
1. Waktu Kerja Shift I
a. Senin-Jumat : Pukul 08.00-17.00 WIB
2. Waktu Kerja Shift I
a. Senin-Jumat : Pukul 22.00-08.00 WIB
b. Sabtu : Libur
2.4. Sistem Pengupahan dan Fasilitas lainnya
2.4.1. Sistem Pengupahan
Upah yang diberikan oleh PT. Gold Coin Indonesia kepada karyawan
yaitu di atas Upah Minimum Regional (UMR) yang disesuaikan dengan peraturan
pemerintah. Pada PT. Gold Coin Indonesia terdapat 80 orang pekerja tetap dan 23
orang pekerja kontrak. Pemberian upah pada setiap pekerja kontrak dilakukan
dengan sistem borongan. Jumlah upah yang diterima dihitung berdasarkan beban
kerja yang dilakukan dalam hitungan ton bahan baku yang dibeli dan barang jadi
yang diproduksi. Sistem borongan ini ditetapkan bukan dalam pekerja inti, dengan
kata lain hanya pada bongkar muat.
Sistem pengupahan dilakukan dengan dua cara, yaitu:
1. Pekerja dapat menerima langsung seluruh upah selama satu bulan bekerja
secara langsung (dalam sekali pembayaran).
2. Pekerja dapat manerima seluruh upah selama satu bulan kerja dalam dua tahap
pembayaran, yaitu pada minggu ke dua dalam setiap bulannya, pekerja dapat
menerima setengah dari upah pokok ditambah dengan overtime dan dikurangi
dengan pajak penghasilan.
Perusahaan juga menerapkan sistem pemberian lembur bagi para pekerja
permintaan produk. Sistem gaji lembur disesuikan dengan keputusan dari
DEPNAKER dan UMR. Sistem perhitungan gajinya adalah sebagai berikut:
Gaji lembur =
Dimana: 1 jam pertama lembur dikali dengan 1,5
2 jam selanjutnya sampai pada jam ke-8 dikali dengan 2
Sedangkan jika sudah diatas jam ke-8 dikali dengan 3
Perusahaan juga memberikan bonus setiap tahunnya bagi para pekerja
yang sudah bekerja minimal 1 tahun yang disesuaikan dengan kinerja daripada
pekerja tersebut. Bonus yang diberikan adalah uang yang besarnya tidak tentu
sesuai dengan kebijakan dari perusahaan.
2.4.2. Fasilitas-Fasilitas dari Perusahaan
PT. Gold Coin Indonesia memberikan beberapa fasilitas yang diperlukan
guna meningkatkan kesejahteraan dari karyawan. Fasilitas-fasilitas yang diberikan
berupa:
1. Pemberian tunjangan hari raya, bonus tahunan, dan tujangan uang makan.
2. Pendaftaran asuransi seperti Jamsostek dan asuransi lainnya.
3. Pelayanan kesehatan di rumah sakit yang telah ditunjuk oleh perusahaaan
4. Tersedianya sarana transportasi untuk para karyawan.
2.5. Proses Produksi
Adapun yang menjadi sumber-sumber adalah bahan baku, tenaga kerja,
produksi dalam upaya untuk membuat atau menambah nilai suatu barang atau
jasa. Dilihat dari jumlah produk yang dihasilkan, proses produksi dapat
dibedakan menjadi 3 tipe. Adapun ketiga tipe tersebut adalah:
1. Tipe Job Shop
Yang menjadi ukuran pemesanan produk dengan tipe ini adalah ukuran
pemesanan kecil. Dimana produknya bertipe diskrit, aliran produksinya dapat
berbeda untuk tiap produk, setup tinggi sehingga ongkos produksi tinggi,
mesin-mesin bertipe general purpose, beban kerja tiap stasiun kerja berbeda,
dan keahlian pekerja dituntut tinggi. Job shop merupakan proses produksi
yang bekerja berdasarkan pesanan.
2. Batch Production
Adalah proses produksi yang bekerja berdasarkan keinginan atau kebutuhan
konsumen. Pada proses produksi seperti ini, suatu pabrik memiliki
kemampuan untuk menghasilkan produk pada laju produksi dalam suatu
jumlah tertentu yang memungkinkan untuk mengadakan persediaan, dan
kemudian merubah proses produksi untuk menghasilkan macam produk yang
lain. Mesin atau peralatan dirancang mengarah pada tipe general purpose
machine tetapi untuk produksi dengan laju yang tinggi.
3. Mass Production
Mass production digunakan untuk menghasilkan produk dalam jumlah yang
besar tetapi relatif sejenis. Mesin dan peralatan yang digunakan dirancang
special purpose. Disisi lain, keterampilan berproduksi dari manusia dialihkan
ke mesin sehingga tidak terlalu membutuhakan skill yang tinggi dari operator.
Pabrik PT. Gold Coin Indonesia, jenis proses produksinya adalah tipe
batch production, karena proses produksi dilakukan berdasarkan keinginan dan
kebutuhan konsumen dimana volume dan laju produksinya tinggi.
2.5.1. Standar Mutu Bahan/Produk
Standar mutu dibutuhkan supaya bahan baku yang digunakan maupun
produk yang dihasilkan tidak menjauhi dari spesifikasi standar yang telah
ditetapkan.
Yang menjadi kualitas daripada bahan baku dan produk pada PT. Gold
Coin Indonesia diperiksa di laboratorium setiap hari untuk tetap menjaga mutu
dari bahan baku dan produk yang dihasilkan oleh pabrik. Standar mutu bahan
baku dan produk pada PT. Gold Coin Indonesia dapat dilihat pada Tabel 2.2.
dan Tabel 2.3.
2.5.2. Bahan yang Digunakan
Bahan-bahan yang diperlukan untuk melakukan produksi pakan ternak
pada PT. Gold Coin Indonesia meliputi bahan baku, bahan tambahan dan bahan
penolong yang disesuaikan dengan standar mutu yang telah ditetapkan.
Bahan-bahan tersebut mengandung zat-zat gizi yang dibutuhkan oleh tubuh ternak.
Zat-zat gizi yang dibutuhkan tersebut adalah protein, lemak, karbohidrat, vitamin,
2.5.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi
dengan komposisi persentase yang tinggi dan merupakan bahan yang membentuk
bagian integral dari suatu produk jadi. Bahan baku yang digunakan adalah:
1. Jagung
Jagung merupakan sumber energi yang baik karena mengandung zat
karbohidrat dengan persentase yang tinggi dan zat protein. Jenis jagung yang
digunakan pada PT. Gold Coin Indonesia dibedakan atas jagung lokal dan
juga jagung impor. Jagung lokal berasal dari Sidikalang, Berastagi,
Kabanjahe. Sedangkan jagung impor berasal dari India.
2. Dedak
Dedak yang digunakan dibedakan atas dua jenis yaitu dedak beras dan dedak
gandum. Dedak beras dibedakan atas dua jenis yaitu dedak halus dan dedak
kasar. Dedak halus merupakan kulit ari beras yang diperoleh dari proses
penggilingan beras, bahan ini diperoleh dari agen lokal yang ada di daerah
Medan. Sedangkan dedak kasar merupakan hasil hancuran padi. Pada dedak
gandum yang digunakan adalah wheat pollard, yaitu dedak yang berasal dari
kulit ari gandum yang diimpor dari USA.
3. Bungkil Kacang Kedelai
Disebut juga Soya Bean Meal (SBM). SBM mengandung nilai protein yang
tinggi, karena didalamnya terkandung asam amino lisin, yaitu asam amino
yang paling essensial diantara asam-asam amino yang lainnya. Bahan ini
4. Tepung Ikan
Tepung ikan merupakan hasil dari pengolahan ikan yang diolah menjadi
tepung. Kandungan tepung ikan meliputi protein, lemak dan juga kalsium.
Bahan ini diperoleh dari agen lokal yang ada di Medan.
5. Tepung Daging dan Tulang
Disebut juga Meat Bone Meal (MBM). MBM merupakan hasil pengolahan
dari daging yang diolah menjadi tepung. MBM ini mengandung protein,
lemak dan juga kalsium. Meat Bone Meal diimpor dari negara Australia.
6. Kopra
Kopra digunakan sebagai bahan baku dalam pembuatan pakan ternak karena
mengandung persentase serat yang tinggi. Kopra dipesan dari agen lokal yang
ada di Medan yang bekerjasama dengan para penjual kopra.
7. Minyak Sawit (CPO)
CPO merupakan bahan yang penting karena memiliki nilai biologis yang
tinggi yang diperlukan dalam pembuatan pakan ternak. CPO diperoleh dari
agen lokal penjualan CPO di daerah Medan.
8. Ampas Sawit
Disebut juga Palm Kernel. Ampas sawit ini mengandung nilai protein dan
lemak yang tinggi yang sangat diperlukan dalam pembuatan pakan ternak.
2.5.2.2. Bahan Tambahan
Bahan tambahan adalah bahan yang dibutuhkan guna menyelesaikan suatu
produk, tetapi pemakaiannya sangat sedikit atau cukup kompleks yang dapat
mempengaruhi kualitas produk dan juga dapat menambah nilai jual dari produk
dan merupakan bagian dari produk akhir. Adapun bahan tambahan yang
digunakan adalah:
1. Karung plastik sebagai pembungkus produk yang sumbernya berasal dari
pabrik karung plastik lokal yang dekat dengan perusahaan.
2. Benang jahit digunakan untuk menjahit karung yang sumbernya dari pabrik
benang yang ada di pulau Jawa.
3. Stiker atau cap pabrik diperoleh dengan melakukan kerjasama dengan
percetakan lokal.
4. Garam dan mineral, seperti sodium, pig minera, dan poultry mineral yang
berasal dari negara USA.
5. Vitamin, seperti lysine, luprosi, dan finase yang berasal dari Australia.
6. Minyak nabati, seperti canola oil, dan palm oil yang berasal dari USA.
7. Zat aditif, seperti tapioca yang berasal dari Spayol.
8. Bahan liquid, seperti rhodimet dan choline Cl yang berasal dari USA.
2.5.2.3. Bahan Penolong
Bahan penolong adalah bahan yang tidak tampak dalam produk jadi tetapi
hanya menolong proses produksi agar berjalan dengan lancar dan digunakan
1. Solar sebagai bahan bakar berasal dari Pertamina.
2. Minyak pelumas sebagai pelumas juga berasal dari Pertamina.
3. Air yang berasal dari tanah.
2.5.3. Uraian Proses Produksi
Tahapan dalam proses pembuatan pakan ternak di PT. Gold Coin
Indonesia yaitu:
1. Penuangan (Intake)
Pada proses penuangan, bahan yang dituangkan adalah bahan baku. Terdapat
tiga buah intake, yaitu intake untuk penuangan bahan baku jagung, intake I
dan intake II untuk penuangan bahan baku selain jagung seperti dedak, kopra
tepung ikan, dll. Bahan baku ini akan dibawa ke tempat penyaringan dengan
menggunakan chain conveyor dan bucket elevator.
2. Penyaringan
Setelah itu, bahan baku akan melewati suatu sistem magnet dimana
kotoran-kotoran besi dan logam yang tercampur dengan bahan baku akan terpisah.
Selanjutnya bahan baku akan disaring melalui drum siever atau drum
pengayak untuk memisahkan bahan baku dari kotoran non-logam seperti kayu,
plastik dan benda keras lainnya.
3. Pengeringan
Setelah melewati proses penyaringan, bahan baku selain jagung akan dibawa
ke bin raw material dengan menggunakan chain conveyor dan bucket
Silo terdapat dua buah yaitu silo untuk jagung basah dan jagung kering.
Jagung basah harus dikeringkan terlebih dahulu agar tidak mengalami
penurunan kualitas. Jagung kering memiliki kadar air normal yaitu sekitar
17%-25%. Oleh karena itu, jagung basah akan dibawa ke tempat pengeringan
dengan chain conveyor dan bucket elevator lalu dikeringkan dengan
menggunakan dryer dengan cara menyemprotkan udara panas. Setelah jagung
basah dikeringkan maka jagung tersebut akan dibawa ke silo jagung kering
dengan menggunakan chain conveyor dan bucket elevator. Di silo jagung
kering ini, jagung akan di-blower yaitu didinginkan agar jagung tidak panas
akibat bertumpuknya jagung-jagung. Selanjutnya dari silo jagung kering akan
dibawa ke bin raw material dengan menggunakan chain conveyor dan bucket
elevator.
4. Penimbangan (dosing)
Semua bahan baku telah menempati bin-bin sesuai dengan yang telah
ditentukan. Kemudian akan dilakukan penimbangan (dosing). Timbangan
terdapat dua buah yaitu timbangan I dan timbangan II. Sesuai dengan formula
yang telah ditetapkan bahan akan ditimbang untuk 1 batch sebanyak 3 ton.
Lalu dibawa ke bin hopper dengan menggunakan chain conveyor dan bucket
elevator. Adapun formula pembuatan pakan ternak ini secara umum terdiri
dari:
a. Jagung : 50% dari jumlah komposisi.
b. SBM (Soya Bean Meal) : 6 % dari jumlah komposisi.
d. Kopra : 1,5% dari jumlah komposisi.
e. CPO (Crude Palm Oil) : 2% dari jumlah komposisi.
f. Tepung ikan : 2,5% dari jumlah komposisi.
g. Zat aditif :34,99% dari jumlah komposisi.
h. Enzim finase : 0,01% dari jumlah komposisi.
5. Penggilingan
Proses penggilingan dimulai setelah bahan baku masuk ke dalam vibrator
shifter untuk memisahkan bahan baku dengan ukuran yang kasar, sedang dan
halus. Bahan baku dengan ukuran kasar dan sedang akan mengalami proses
penggilingan terlebih dahulu sebelum masuk ke dalam mesin mixer,
sedangkan bahan baku halus dapat langsung menuju mesin mixer. Proses
pengilingan dilakukan dengan dua buah mesin hammer mill yang berkapasitas
22 ton/jam dan berputar dengan kecepatan 3000 rpm dengan daya sebesar 132
kW. Bahan baku yang masuk akan mengalami proses pemukulan dengan
kecepatan tinggi sehingga bahan baku akan terpukul dan terlempar ke arah
saringan/pengayak yang dipasang sepanjang sisi mesin penggiling. Mesin
penggiling ini dilengkapi dengan dust collector yang berfungsi membuang
udara panas hasil sampingan dari proses penggilingan. Udara panas hasil
pengilingan dihisap oleh blower malalui dust filter sehingga udara panas
yang bersih di buang ke udara, sedangkan debu yang tersaring jatuh ke hopper
penampung. Pada proses ini, blower berfungsi untuk mempercepat proses
kasar akan cepat terpukul oleh pisau-pisau. Hasil pengilingan disimpan
terlebih dahulu di hammer mill pack sebelum masuk ke proses lebih lanjut.
6. Pencampuran (mixing)
Hasil penggilingan dari hammer mill pack akan dicampur hingga rata di mixer.
Pada saat proses mixing ini bahan tambahan cair berupa CPO, rhodimet dan
choline Cl, zat aditif, garam, mineral dan vitamin dicampur dengan bahan
baku. Mesin mixer yang digunakan berkecepatan 22 rpm dan kapasitas 6000
liter dengan daya 30 kW. Mesin ini terdiri dari pisau-pisau pengaduk yang
berputar pada sumbunya. Lama pencampuran dapat diatur dengan alat
pengontrol dari ruang panel. Jika produk yang diinginkan dalam bentuk mash
(tepung), hasil pencampuran dari mesin mixer akan dibawa ke bin finished
product. Untuk produk berbentuk pellet, bahan hasil campuran akan melalui
proses peletizing sedangkan untuk produk berbentuk crumble akan melalui
proses peletizing dan crumbling.
7. Pembutiran (Peletizing)
Hasil campuran dari mesin mixer akan dibawa ke mesin pellet mill dan
dilakukan pemanasan dengan tujuan untuk memudahkan pembentukan pellet.
Bahan terlebih dahulu dipanaskan dengan steam berasal dari boiler. Steam
yang digunakan bersuhu 850C. Pemanasan dilakukan agar proses penekanan menjadi lebih mudah. Setelah itu dilakukan proses penekanan/press. Proses
pemeletan dilakukan dengan mesin press yang terdiri dari ring die press yang
mempunyai lubang-lubang dengan ukuran tertentu, dimana die ring berputar
pada bagian tengahnya terdapat 2 buah rol yang berputar searah dengan
putaran die ring press dengan kecepatan yang sama dan saling menekan.
Dengan demikian bahan campuran yang masuk akan berputar dan ditekan
keluar melalui lubang-lubang yang terdapat pada ring die press, di luar ring
die press terdapat pisau yang akan memotong hasil pellet, sehingga ukuran
sesuai dengan yang diinginkan. Setelah itu butiran bentuk pellet dibawa ke
mesin cooler untuk didinginkan sampai temperatur udara luar (280C). Hasil dari mesin cooler ini akan dibawa ke bin finished product jika produk yang
diinginkan dalam bentuk pellet. Namun jika produk yang diinginkan dalam
bentuk crumble, maka hasil dari mesin cooler ini akan dibawa ke mesin
crumble.
8. Proses Pembentukan Crumble
Untuk mendapatkan bentuk crumble, butiran pellet dipotong-potong menjadi
ukuran yang lebih kecil sesuai dengan yang diinginkan dengan menggunakan
mesin crumble yang berputar dengan kecepatan 22 rpm dan daya 1,5 kW.
Setelah proses crumble selesai, bahan dibawa dengan menggunakan chain
conveyor dan bucket elevator ke vibrator untuk disaring kembali. Hasil
pengayakan dibawa ke bin finished product untuk proses sacking.
9. Pengepakan (Sacking Off)
Hasil akhir proses produksi dapat berupa mash, pellet, crumble dan konsentrat
akan dibawa ke proses sacking off. Produk jadi akan dituang ke karung plastik
ataupun karung kertas dengan belt conveyor dimana proses tersebut
produk yang diinginkan, yaitu 50 kg/karung. Lalu karung dijahit dengan
sewing machine dan diangkut ke gudang produk jadi dengan forklift.
2.5.4. Mesin dan Peralatan
Jenis peralatan dalam produksi terdiri dari mesin dan peralatan. Secara
umum mesin diartikan sebagai peralatan yang memerlukan tenaga penggerak
(power), sedangkan peralatan atau equipment diartikan sebagai peralatan yang
tidak memerlukan tenaga penggerak (power). Adapun mesin yang digunakan
pada PT. Gold Coin Indonesia dijelaskan pada Tabel 2.4.
Tabel 2.4. Mesin-Mesin pada PT. Gold Coin Indonesia
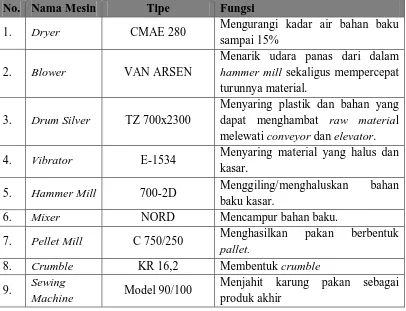
No. Nama Mesin Tipe Fungsi
1. Dryer CMAE 280 Mengurangi kadar air bahan baku
sampai 15%
2. Blower VAN ARSEN
Menarik udara panas dari dalam
hammer mill sekaligus mempercepat
turunnya material.
3. Drum Silver TZ 700x2300
Menyaring plastik dan bahan yang dapat menghambat raw material melewati conveyor dan elevator.
4. Vibrator E-1534 Menyaring material yang halus dan
kasar.
5. Hammer Mill 700-2D Menggiling/menghaluskan bahan
baku kasar.
6. Mixer NORD Mencampur bahan baku.
7. Pellet Mill C 750/250 Menghasilkan pakan berbentuk
pallet.
8. Crumble KR 16,2 Membentuk crumble
9. Sewing
Machine Model 90/100
Peralatan yang ada pada PT. Gold Coin Indonesia dijelaskan pada Tabel 2.5.
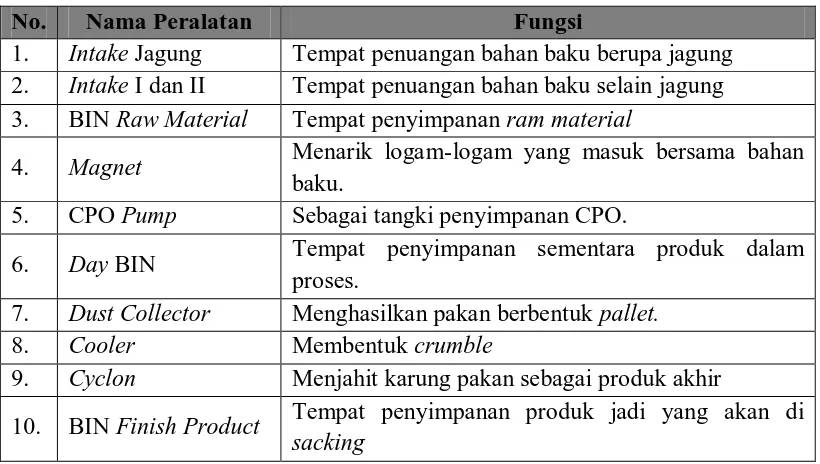
Tabel 2.5. Peralatan-Peralatan pada PT. Gold Coin Indonesia
No. Nama Peralatan Fungsi
1. Intake Jagung Tempat penuangan bahan baku berupa jagung
2. Intake I dan II Tempat penuangan bahan baku selain jagung
3. BIN Raw Material Tempat penyimpanan ram material
4. Magnet Menarik logam-logam yang masuk bersama bahan
baku.
5. CPO Pump Sebagai tangki penyimpanan CPO.
6. Day BIN Tempat penyimpanan sementara produk dalam
proses.
7. Dust Collector Menghasilkan pakan berbentuk pallet.
8. Cooler Membentuk crumble
9. Cyclon Menjahit karung pakan sebagai produk akhir
10. BIN Finish Product Tempat penyimpanan produk jadi yang akan di
BAB III
LANDASAN TEORI
Pergudangan merupakan fasilitas dan aktivitas yang kompleks sebagai
pendukung perusahaan manufaktur. Sejak dahulu, gudang1
1. Buffer; menahan inventori yang digunakan untuk menyeimbangkan dan
menyangga variasi yang terjadi antara jadwal produksi dan permintaan. Untuk
aplikasi ini, gudang dilokasikan dekat dengan fasilitas manufaktur. Gudang
yang melayani permintaan ini diisi kembali dalam basis bulanan atau tiga
bulanan.
berfungsi sebagai
buffer atau penyeimbang dan untuk menentukan langkah-langkah selanjutnya
suatu perusahaan, apakah perusahaan akan menggunakan gudang untuk komersial
atau lebih baik digunakan sendiri. Tujuan perancangan gudang adalah untuk
meminimalkan biaya pengadaan dan pengoperasian sebuah gudang . Kunci tujuan
dari sistem pergudangan adalah untuk mengurus dan menyimpan barang-barang
yang siap untuk didistribusikan, sehingga semua waktu tercapai seperti yang
diinginkan pelanggan.
3.1. Fungsi Gudang
Suatu lingkungan pergudangan biasanya menyediakan beberapa kebutuhan
berikut ini:
1
2. Konsolidasi; suatu gudang biasanya digunakan untuk mengakumulasi dan
menggabungkan produk dari beberapa area manufaktur dalam suatu
perusahaan atau dari banyak perusahaan. Hal ini menfasilitasi kombinasi
pengiriman ke pelanggan biasa. Gudang dengan tipe seperti ini ditempatkan
di tengah lokasi produksi atau basis pelanggan. Tipe fasilitas ini merespon
pesanan mingguan atau bulanan secara regular.
3. Respon yang cepat; cepat tanggap dalam suatu gudang merupakan aspek yang
penting untuk memperpendek jarak transportasi untuk memudahkan akses ke
permintaan pelanggan.
3.2. Macam-macam Gudang
Umumnya, pada kebanyakan perusahaan gudang berada dalam ruangan. Pada
suatu pabrik, kita dapat membedakan macam gudang menurut karakteristik
material yang akan disimpan, yaitu:
1. Penyimpanan bahan baku
Gudang akan digunakan untuk menyimpan setiap material yang dibutuhkan
dalam proses produksi. Lokasi gudang umumnya berada di dalam bangunan
pabrik. Beberapa jenis barang tertentu bisa pula diletakkkan di luar bangunan
pabrik, sehingga perusahaan dapat menghemat biaya gudang karena tidak
memerlukan bangunan khusus untuk itu. Gudang demikian disebut pula
stockroom Karena fungsinya memang menyimpan stok untuk kebutuhan
2. Penyimpanan Barang Setengah jadi
Dalam industri manufaktur, kita sering menemui bahwa benda kerja harus
melalui beberapa macam operasi dalam pengerjaannya. Prosedurnya harus
terhenti karena dari satu operasi ke operasi berikutnya waktu pengerjaan yang
dibutuhkan tidaklah sama. Akibatnya, barang atau material harus menunggu
sampai sampai mesin atau operator berikutnya siap mengerjakannya.
3. Penyimpanan Produk Jadi
Gudang ini digunakan untuk menyimpan produk yang telah selesai dikerjakan.
4. Penyimpanan bagi pemasok
Gudang menyimpan barang nonproduktif dan akan digunakan untuk
pengerjaan pengepakan, perawatan dan penyimpanan barang kebutuhan
kantor.
5. Penyimpanan komponen jadi
Gudang untuk menyimpan komponen yang siap dirakit. Gudang demikian
biasa diletakkan berdekatan dengan area perakitan atau bias pula diletakkan
secara terpisah dalam penyimpanan barang setengah jadi.
6. Salvage
Dalam sebagian proses produksi, ada kemungkinan beberapa benda kerja akan
salah dikerjakan. Akibatnya, barang memerlukan pengerjaan kembali untuk
perbaikan, sehingga kualiatas produksi harus diperbaiki. Oleh karena itu,
perusahaan memerlukan suatu area guna menyimpan benda kerja yang salah
7. Buangan dan limbah
Gudang digunakan untuk menyimpan material atau komponen yang salah
dikerjakan dan sudah tidak dapat diperbaiki.
3.3. Aktivitas-Aktivitas di Dalam Gudang
Gudang memiliki fungsi yang cukup penting dalam menjaga kelancaran
operasi produksi suatu pabrik. Sebagai bagian dari penyimpanan produk ada
bermacam-macam aktivitas yang terjadi pada proses mendapatkan material ke
dalam atau keluar gudang. Beberapa aktivitas2
1. Penerimaan; diawali dengan pemberitahuan kedatangan barang ke gudang.
Secara konseptual, aktivitas ini merupakan kumpulan aktivitas yang
melibatkan penerimaan yang rapi dari seluruh material ke dalam gudang.
Aktivitas ini menyediakan bahwa jaminan bahwa kuantitas dan kualitas sesuai
dengan pesanan, dan membantu mengeluarkan material ke penyimpanan atau
fungsi organisasional lain yang dibutuhkannya. Produk-produk diterima dalam
beban pallet yang besar sehingga kebutuhan pekerja tidak tinggi. Maka biaya
penerimaan untuk biaya operasional rendah dalam gudang.
yang terjadi dalam gudang :
2. Prepacking; dalam gudang saat produk diterima dalam jumlah besar dari
penyalur maka pengemasan dilakukan dimana pengemasan produk setelah itu
kemasan single atau dikombinasikan dengan produk lain untuk membentuk
kotak atau golongan-golongan. Saat pengemasan meningkat pesat kebutuhan
ukuran kotak penyimpanan atau saat suatu part dikumpulkan ke beberapa
2