USULAN PERBAIKAN PROSES PRODUKSI DENGAN VALUE
STREAM MAPPING DI PT. TOBA SURIMI INDUSTRIES
DRAFT TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ANITA PRIMASARI 0 4 0 4 0 3 0 2 2
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
USULAN PERBAIKAN PROSES PRODUKSI DENGAN VALUE
STREAM MAPPING DI PT. TOBA SURIMI INDUSTRIES
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ANITA PRIMASARI 040403022
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
( Dr. Ir. Humala L. Napitupulu D.E.A ) ( Ir. Nazlina, MT )
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas segala rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan tugas sarjana ini dengan baik. Tugas sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis melaksanakan penelitian tugas akhir di PT. Toba Surimi Industries, yaitu perusahaan yang bergerak di bidang pengalengan hasil laut untuk tujuan ekspor. Persaingan yang tinggi menuntut perusahaan meningkatkan produktivitas. Upaya mengidentifikasi dan mengurangi waste yang masih terdapat pada proses produksi merupakan salah satu cara untuk meningkatkan produktivitas. Penelitian bertujuan memetakan kondisi proses produksi saat ini di pabrik dan membuat usulan perbaikan yang sesuai.
Penulis menyadari bahwa tugas sarjana ini belum sempurna dan masih memiliki kekurangan karena keterbatasan kemampuan dan fasilitas yang tersedia. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan tugas sarjana ini. Akhir kata, penulis berharap semoga tugas sarjana ini bermanfaat bagi kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN
Desember 2008
UCAPAN TERIMA KASIH
Penulis banyak mendapatkan bantuan dari berbagai pihak selama pelaksanaan tugas sarjana ini. Oleh karena itu, penulis merasa perlu mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Bapak Dr. Ir. Humala L. Napitupulu D.E.A, selaku Dosen Pembimbing I, dan Ibu Ir. Nazlina, MT, selaku Dosen Pembimbing II, yang telah meluangkan waktunya demi membimbing dan memberikan arahan kepada penulis.
2. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku Koordinator Bidang Manufaktur yang telah memberikan masukan kepada penulis selama pra proposal.
4. Ibu Ir. Rosnani Ginting, MT, selaku Pembanding I, Bapak Aulia Ishak ST, MT selaku Pembanding II dan Bapak Ir. Ukurta Tarigan, MT, selaku Pembanding III, yang telah memberikan masukan kepada penulis.
5. Segenap pimpinan PT. Toba Surimi Industries yang telah memberikan izin kepada penulis untuk melaksanakan penelitian di perusahaan tersebut.
6. Bapak Tantri Suhedy dan Ibu Merita, ST yang telah meluangkan waktu untuk memberikan penjelasan mengenai perusahaan dan membantu penulis dalam mengumpulkan data yang diperlukan untuk penulisan laporan.
8. Bang Bowo, Kak Dina, Bang Mijo dan segenap pegawai Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah membantu penulis dalam pengurusan berkas-berkas tugas sarjana.
9. Rekan-rekan asiten Laboratorium Komputasi (Yudhi, Amerina, Ronald, Fika, Zaki, Christina, Alfi, Yansen dan Andi) yang bersama-sama bertugas di laboratorium dan memberikan dukungan moril kepada penulis.
10.Deddy tandra yang telah memberikan banyak bantuan dan dukungan sejak awal penulisan tugas sarjana hingga selesai.
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... v
DAFTAR ISI... ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
RINGKASAN ... xviii I PENDAHULUAN ... I - 1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3.1. Struktur Organisasi Perusahaan ... II - 3 2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan ... II - 6 2.3.2.1. Tenaga Kerja Perusahaan... II - 6 2.3.2.2. Jam Kerja Perusahaan ... II - 7 2.3.3. Sistem Pengupahan dan Fasilitas Lainnya ... II - 8 2.4. Proses Produksi ... II -10
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4. Metode yang Digunakan dalam Lean Manufacturing ... III - 9 3.4.1. Value Stream Mapping ... III -10
3.4.1.1. Current State Map ... III -12 3.4.1.2. Future State Map ... III -19 3.4.2. Diagram SIPOC (Supplier, Input, Process, Output,
Customer) ... III -24 3.4.3. Standarisasi Kerja ... III -27 3.4.4. Pengendalian Visual (Visual Control) ... III-28 3.4.5 Poka Yoke ... III -28 3.5. Studi Waktu... III -30 IV METODOLOGI PENELITIAN... IV - 1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3.4.2. Evaluasi ... IV -14 4.3.5. Kesimpulan dan Saran ... IV -15 V PENGUMPULAN DAN PENGOLAHAN DATA ... V - 1
5.1. Pengumpulan Data ... V - 1 5.1.1 Data Cycle Time ... V - 1 5.1.2. Data Changeover Time ... V -11 5.1.3. Layout Work Center ... V -11 5.1.4. Jumlah Permintaan ... V -18 5.1.5. Ukuran Batch Produksi ... V -19 5.1.6. Jumlah Operator... V -19 5.1.7. Jam Kerja dan Aliran Informasi ... V -20 5.1.8. Jumlah Inventory... V -20 5.19. Uptime ... V -21 5.2. Pengolahan Data ... V -21 5.2.1. Pembentukan Current State Map... V -21
5.2.1.1. Menentukan produk yang akan menjadi model
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.3.2. Uji Keseragaman Data... V -24 5.2.1.3.3. Uji Kecukupan Data ... V -26 5.2.1.4. Membuat Diagram SIPOC ... V -30 5.2.1.5. Membuat peta untuk setiap kategori proses
(Door-to-Door Flow) di sepanjang value stream ... V -31 5.2.1.6. Membuat peta aliran keseluruhan pabrik (meliputi
aliran material dan aliran informasi) yang membentuk
Current State Map ... V -38 5.2.2. Analisa Current State Map ... V -43
5.2.2.1. Perincian Value Added Time (VA) dan total
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISA DAN EVALUASI ... VI - 1 6.1. Analisa ... VI - 1 6.2. Evaluasi ... VI - 3 VII KESIMPULAN DAN SARAN ... VII- 1 7.1. Kesimpulan ... VII- 1 7.2. Saran ... VII- 2 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.16. Jumlah Inventory Antar Proses ... V -20 5.17. Uptime Setiap Proses ... V -21 5.18. Uji Suai Normal Data Receiving Raw Material ... V -23 5.19. Uji Keseragaman Data Bagian Raw Material ... V -25 5.20. Rekapitulasi Pengujian Data Waktu Proses ... V -27 5.21. Ringkasan Data Waktu Proses Setiap Stasiun ... V -28 5.22. Total Value Added Time ... V -43 5.23. Total Non Value Added Time ... V -43 5.24. Analisa Akar Masalah Pemborosan Waktu Menunggu
dengan Menggunakan Tool 5Why ... V -49 5.25. Analisa Akar Masalah Pemborosan Gerakan dengan Menggunakan Tool 5Why ... V -50 5.26. Akar Permasalahan dan Alternatif Perbaikan Pemborosan
Waktu Menunggu ... V -53 5.27. Akar Permasalahan dan Alternatif Perbaikan Pemborosan Gerakan . V -54 5.28. Perbandingan C/T Proses dengan Takt time ... V -60 5.29. Perbaikan Prosedur Kerja ... V -71 6.1. Perbandingan Perubahan Lead Time Current State Map & Future
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Toba Surimi Industries ... II - 5 2.2. Klasifikasi Daging Rajungan ... II -14 2.3. Produk Jumbo Lump... II -15 2.4. Produk All Lump ... II -15 2.5. Produk Backfin ... II - 16 2.6. Produk Claw ... II - 16 2.7. Produk Special ... II - 17 2.8. Blok Diagram Proses Pengalengan Daging Rajungan ... II - 24 3.1. Contoh Gambar Proses Terisolasi Sebelum Penerapan Continuous
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.7. Layout Stasiun Packing ... V -17 5.8. Grafik Sebaran Data Receiving Raw Material ... V -24 5.9. Peta Kendali C/T Raw Material ... V -26 5.10. SIPOC Diagram ... V -31 5.11. Process Box Receiving Raw Material ... V -35 5.12. Current State Map dengan Seluruh Proses, Data Boxes, dan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
RINGKASAN
Tingkat persaingan di dunia usaha yang semakin tinggi menuntut setiap perusahaan berperan sebagai penghasil nilai (value creator), dengan memperbaiki performansinya secara terus menerus dengan melakukan peningkatan produktivitas. Salah satu upaya dalam peningkatan produktivitas adalah dengan meminimisasi waste. Menurut Toyota terdapat 7 jenis pemborosan (Waste) yaitu
overproduction, transportation, inventory, overprocessing, motion, waiting dan
defect. Pengurangan waste dimaksudkan agar waktu yang digunakan dalam proses produksi adalah berupa value added time, sehingga meningkatkan efesiensi penggunaan sumber daya dan lead time dapat dikurangi.
PT. Toba Surimi Industries bergerak dibidang pengolahan dan pengalengan hasil laut yang ditujukan untuk pasar luar negeri. Persaingan yang ketat menyebabkan perusahaan harus memiliki harga jual produk yang mampu bersaing, dan untuk mempertahankan pangsa pasar, perusahaan harus berusaha memenuhi permintaan dengan cepat. Proses produksi yang berlangsung di perusahaan menunjukkan adanya non-value added Time antara lain pemindahan material yang berlebihan pada bagian picking (pengopekan daging rajungan) karena membutuhkan waktu yang lebih lama dari waktu menempuh jarak perpindahan yang sebenarnya, pekerja yang menunggu kedatangan bahan, dan waktu menunggu material pada proses packing dan pemberian kode. Keadaan tersebut menyebabkan product lead time semakin panjang. Lead time panjang dari bahan masuk yang menunggu untuk dikerjakan sampai proses pasteurisasi juga mempengaruhi timbulnya waste lain seperti adanya produk defect. Oleh karena itu diperlukan upaya pengurangan non value added time.
Pendekatan konsep Lean Manufacturing perlu diterapkan dengan menggunakan tool Value Stream Mapping (VSM). Tahapan yang dilakukan adalah memetakan kondisi produksi yang berlangsung (current state map) sebagai dasar untuk menganalisa pemborosan yang terdapat disepanjang value stream.
Pemborosan yang ada dikaji solusi pemecahannya berdasarkan konsep lean manufacturing dan disusun usulan perbaikan (future state map).
RINGKASAN
Tingkat persaingan di dunia usaha yang semakin tinggi menuntut setiap perusahaan berperan sebagai penghasil nilai (value creator), dengan memperbaiki performansinya secara terus menerus dengan melakukan peningkatan produktivitas. Salah satu upaya dalam peningkatan produktivitas adalah dengan meminimisasi waste. Menurut Toyota terdapat 7 jenis pemborosan (Waste) yaitu
overproduction, transportation, inventory, overprocessing, motion, waiting dan
defect. Pengurangan waste dimaksudkan agar waktu yang digunakan dalam proses produksi adalah berupa value added time, sehingga meningkatkan efesiensi penggunaan sumber daya dan lead time dapat dikurangi.
PT. Toba Surimi Industries bergerak dibidang pengolahan dan pengalengan hasil laut yang ditujukan untuk pasar luar negeri. Persaingan yang ketat menyebabkan perusahaan harus memiliki harga jual produk yang mampu bersaing, dan untuk mempertahankan pangsa pasar, perusahaan harus berusaha memenuhi permintaan dengan cepat. Proses produksi yang berlangsung di perusahaan menunjukkan adanya non-value added Time antara lain pemindahan material yang berlebihan pada bagian picking (pengopekan daging rajungan) karena membutuhkan waktu yang lebih lama dari waktu menempuh jarak perpindahan yang sebenarnya, pekerja yang menunggu kedatangan bahan, dan waktu menunggu material pada proses packing dan pemberian kode. Keadaan tersebut menyebabkan product lead time semakin panjang. Lead time panjang dari bahan masuk yang menunggu untuk dikerjakan sampai proses pasteurisasi juga mempengaruhi timbulnya waste lain seperti adanya produk defect. Oleh karena itu diperlukan upaya pengurangan non value added time.
Pendekatan konsep Lean Manufacturing perlu diterapkan dengan menggunakan tool Value Stream Mapping (VSM). Tahapan yang dilakukan adalah memetakan kondisi produksi yang berlangsung (current state map) sebagai dasar untuk menganalisa pemborosan yang terdapat disepanjang value stream.
Pemborosan yang ada dikaji solusi pemecahannya berdasarkan konsep lean manufacturing dan disusun usulan perbaikan (future state map).
I-1
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Era globalisasi menyebabkan tingkat persaingan di dunia usaha semakin
tinggi. Persaingan bisnis yang semakin ketat menuntut setiap perusahaan yang
berperan sebagai penghasil nilai (value creator), baik industri manufaktur maupun
jasa, untuk memperbaiki performansinya secara terus menerus dengan melakukan
peningkatan produktivitas. Kondisi ini juga dialami oleh PT. Toba Surimi
Industries yang bergerak dibidang pengolahan dan pengalengan hasil laut yang
ditujuka n untuk pasar luar negeri. Persaingan yang ketat menyebabkan perusahaan
harus memiliki harga jual produk yang mampu bersaing, dan untuk
mempertahankan pangsa pasar, perusahaan harus berusaha memenuhi jumlah
permintaan yang meningkat. Peningkatan kapasitas pabrik memerlukan modal
yang besar. Maka salah satu upaya yang dapat dilakukan adalah dengan
peningkatan produktivitas.
Salah satu upaya dalam peningkatan produktivitas adalah dengan
meminimisasi waste (Shingo, 1989)1
1
Vardemen, Stephen, The Impact of Shigeo Shingo on Modern Manufacturing Practices. IE 361
. Proses produksi yang berlangsung di
perusahaan menunjukkan adanya Non-Value Added Time antara lain pemindahan
material yang tidak efesien pada bagian picking (pengopekan daging rajungan)
I-2
perpindahan, dibandingkan dengan waktu yang seharusnya dibutuhkan untuk
menempuh jalur perpindahan tersebut (14 menit). Adanya pekerja yang menunggu
kedatangan bahan, dan waktu menunggu material pada proses packing dan
pemberian kode. Waktu menunggu tidak memberikan nilai tambah. Keadaan
tersebut menyebabkan product lead time semakin panjang. Lead time panjang dari
bahan masuk yang menunggu untuk dikerjakan sampai proses pasteurisasi juga
mempengaruhi timbulnya waste lain seperti adanya produk defect. Waste
merupakan indikasi pemanfaatan sumber daya yang tidak maksimal. Usaha
minimisasi waste dapat menghasilkan efisiensi dan mengurangi lead time produk
sehingga dapat meningkatkan output. Oleh sebab itu value stream mapping perlu
dilakukan untuk menganalisa waste dan mengkaji usulan perbaikan untuk
meningkatkan produktivitas perusahaan.
1.2. Rumusan Masalah
Berdasarkan uraian latar belakang masalah diatas, terdapat masalah berupa
adanya sejumlah non value added time yang terjadi diakibatkan kurang
terencananya proses produksi dan pengendalian di lantai pabrik. Permasalahan
yang akan dicari penyelesaiannya dalam penelitian tugas akhir ini adalah:
1. Bagaimana peta kondisi proses produksi di perusahaan saat ini?
2. Pemborosan apa saja yang terdapat disepanjang value stream?
3. Solusi apa yang diusulkan untuk menghilangkan non value added time di lantai
I-3
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum yang hendak dicapai adalah membuat usulan perbaikan
proses produksi pada PT. Toba Surimi Industries. Usulan perbaikan dibuat
berdasarkan analisa keadaan yang ada sekarang dan mengusahakan adanya
pengurangan lead time produk dari perbaikan yang dilakukan. Tujuan khusus
dalam penelitian adalah sebagai berikut:
1. Pemetaan kondisi proses produksi saat ini di perusahaan dengan
memanfaatkan konsep value stream mapping.
2. Identifikasi pemborosan (waste) yang terdapat disepanjang value stream.
3. Mengkaji solusi untuk menghilangkan non value added time di lantai pabrik.
4. Merumuskan usulan untuk strategi implementasi.
Manfaat yang dapat diperoleh dari hasil penelitian ini adalah:
1. Memberikan gambaran kepada perusahaan mengenai aliran material dan
informasi secara menyeluruh di lantai pabrik untuk proses produksi yang
berlangsung saat ini.
2. Memberikan informasi kepada perusahaan mengenai pemborosan yang
terdapat disepanjang value stream sehingga perusahaan dapat mengambil
langkah pengendalian pemborosan yang terjadi.
3. Menyusun rancangan perbaikan yang dapat dimanfaatkan perusahaan untuk
mencapai peningkatan produktivitas dengan menjalankan strategi minimisasi
I-4
1.4. Pembatasan Masalah dan Asumsi Penelitian
Pembatasan masalah dilakukan agar penelitian lebih terarah untuk
mencapai tujuan dan memberikan ruang lingkup penelitian. Pembatasan masalah
dalam penelitian ini adalah:
1. Penelitian dilakukan untuk satu jenis famili produk yang merupakan produk
utama perusahaan.
2. Penelitian value stream terbatas dalam ruang lingkup pabrik, mulai
penerimaan raw material dari supplier sampai finished good masuk ke gudang
penyimpanan produk.
3. Penelitian tidak mencakup perhitungan ongkos dan biaya produksi di
sepanjang value stream.
4. Penelitian dibatasi untuk pengurangan dari segi leadtime dengan
memperhatikan pemborosan waiting, transportation, overprocessing, dan
motion.
4. Penelitian dibatasi hingga pengkajian solusi dan tahapan implementasi tidak
dilakukan.
Asumsi yang digunakan dalam penelitian ini adalah:
1. Data penjualan saat ini mewakili kondisi di masa mendatang karena
faktor-faktor luar yang mungkin berpengaruh pada penjualan produk tidak
dipertimbangkan atau kapasitas produksi normal.
2. Studi waktu hanya dilakukan untuk data waktu proses, sedangkan data waktu
I-5
3. Operator yang bekerja di setiap proses sepanjang value stream memiliki
kemampuan kerja normal.
4. Kondisi mesin dan peralatan dalam keadaan baik dan berfungsi normal ketika
pengukuran dilakukan.
1.5. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR
UCAPAN TERIMA KASIH
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
RINGKASAN
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan
manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta
I-6
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data primer dan sekunder yang diperoleh dari
penelitian serta pengolahan data yang membantu dalam pemecahan
masalah.
BAB VI ANALISA DAN EVALUASI
Bab ini berisi analisis hasil pengolahan data dan evaluasi hasil usulan
perbaikan.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah
dan saran-saran yang diberikan kepada pihak perusahaan.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Toba Surimi Industries didirikan pada tanggal 23 Desember 1998 oleh Bapak Bintarna Tardy merupakan suatu perusahaan yang bergerak di bidang pengolahan dan pengalengan daging rajungan. Perusahaan ini merupakan perusahaan swasta nasional Perusahaan dengan akte pendirian nomor 59 dibuat di hadapan notaris Herman Saptaputra, SH. Anggaran dasar perseroan ini telah mendapat pengesahan dari Menteri Kehakiman tanggal 5 Juni 1999, nomor C2-5953.HT.01.01.Th’99 dan diumumkan dalam Tambahan Berita Negara tanggal 11 Juli 2000, nomor 55 dan Berita Negara RI nomor 3595/2000.
Perusahaan berlokasi di Jalan Pulau Pinang 2, Kawasan Industri Medan II (KIM II). Pabrik pasteurisasi daging rajungan ini dibangun di atas tanah seluas 12.056 m2
PT. Toba Surimi Industries mulai beroperasi komersial pada tanggal 1 Maret 2000 dengan mengoperasikan 1 (satu) unit pabrik pengolahan dan pengalengan daging rajungan berkapasitas 2 ton bahan baku per hari. Setelah
melakukan uji coba selama dua bulan, perusahaan sudah dapat melakukan ekspor perdana dengan sukses pada bulan Mei 2000. Untuk memenuhi permintaan pasar yang terus meningkat, PT. Toba Surimi Industries melakukan peningkatan kapasitas pabrik. Saat ini pabrik berkapasitas 5 ton bahan baku daging rajungan perhari.
Pada awal pendiriannya, PT. Toba Surimi Industries mempunyai jumlah tenaga kerja sebanyak 325 orang. Seiring dengan perkembangan usaha, perusahaan telah menambah jumlah tenaga kerjanya menjadi 584 orang untuk memenuhi permintaan yang semakin meningkat. PT. Toba Surimi Industries juga berusaha meningkatkan dan menjaga mutu produk dengan menjalankan program manejemen mutu terpadu.
2.2. Ruang Lingkup Bidang Usaha
PT. Toba Surimi Industries merupakan perusahaan yang bergerak di bidang pengolahan dan pengalengan daging rajungan dengan teknik pasteurisasi. Seluruh produk yang dihasilkan ditujukan untuk pasar luar negeri, seperti Amerika Serikat, Uni Eropa, Jepang, Hongkong, dan Singapura.
Produk daging rajungan pasteurisasi yang dihasilkan dapat diklasifikasikan menjadi lima kelompok sesuai dengan jenis dan ukuran daging, antara lain:
d. Daging rajungan “Claw” e. Daging rajungan “Special”
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Organisasi didefinisikan sebagai suatu wadah bagi sekelompok orang untuk bekerja sama dengan menggunakan dana, alat, dan teknologi. Mereka bersedia terikat dengan peraturan dan lingkungan tertentu sehingga mengarah pada pencapaian tujuan yang diinginkan.
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi dan hubungan-hubungan yang menyatakan keseluruhan kegiatan untuk mencapai suatu sasaran. Secara fisik struktur organisasi dapat dinyatakan dalam bentuk gambaran (bagan) yang memperlihatkan hubungan unit-unit organisasi dan garis-garis wewenang yang ada. Penggambaran organisasi dalam suatu bagan merupakan hasil keputusan yang telah dicapai tentang struktur organisasi yang bersangkutan.
Struktur organisasi menunjukkan satuan-satuan organisasi dan garis wewenang, sehingga batasan-batasan tugas dan tanggung jawab dari setiap personil dalam organisasi dapat dilihat dengan jelas. Dengan demikian, masing-masing personil mengetahui dari mana ia mendapat perintah dan kepada siapa ia harus mempertanggungjawabkan hasil pekerjaannya.
tanggung jawab yang ditunjukkan garis vertikal. Hubungan ini dijumpai misalnya pada Direktur dengan Manajer Akunting, Manajer Keuangan, Manajer Pembelian, Manajer Pemasaran, Manajer Produksi, Manajer Q.A. (Quality Assurance), dan Manajer Personalia.
Direktur
Manajer Personalia
Manajer Pemasaran
Manajer Produksi
Manajer Pembelian
Manajer
Keuangan Manajer Q.A
Manajer Akunting
Ka. Laboratorium Ka. Q.C.
= hubungan lini
= hubungan fungsional
Supervisor Produksi
Ka. Store Keeper Ka. Prod.
Administrasi
2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan
2.3.2.1. Tenaga Kerja Perusahaan
Jumlah tenaga kerja pada PT. Toba Surimi Industries sebanyak 525 orang, yang terdiri dari staf dan karyawan. Yang dapat digolongkan staf adalah pekerja pada tingkat manager, kepala bagian, supervisor dan pekerja yang tidak bekerja pada bagian produksi, seperti bagian administrasi, personalia, Q.C., dan laboratorium. Yang digolongkan sebagai karyawan adalah pekerja pada bagian produksi juga termasuk satpam.Perinciannya dapat dilihat pada Tabel 2.1..
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja
Jabatan Pria Wanita
Jumlah
(orang)
Direktur 1 1
Manajer Personalia 1 1
Manajer Pemasaran 1 1
Manajer Produksi 1 1
Manajer Pembelian 1 1
Manajer Keuangan 1 1
Manajer Q.A. 1 1
Manajer Akunting 1 1
Ka. Q.C. 1 1
Ka. Laboratorium 1 1
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja (Lanjutan)
Jabatan Pria Wanita
Jumlah
(orang)
Supervisor Produksi 1 1
Ka. Store Keeper 1 1
Staf Personalia 2 3 5
Staf Pemasaran 3 2 5
Staf Pembelian 2 1 3
Staf Keuangan 2 2 4
Staf Q.C. 4 4 8
Staf Akunting 1 2 3
Staf Laboratorium 4 3 7
Satpam 4 4
Supir 5 5
Petugas Kebersihan 6 6
Karyawan Produksi 35 486 521
Total 71 513 584
Sumber: PT. Toba Surimi Industries (2008)
2.3.2.2. Jam Kerja Perusahaan
Senin – Kamis : pukul 08.00 WIB – 12.00 WIB = waktu kerja pukul 12.00 WIB – 13.00 WIB = waktu istirahat pukul 13.00 WIB – 16.00 WIB = waktu kerja Jum’at : pukul 08.00 WIB – 12.00 WIB = waktu kerja
pukul 12.00 WIB – 14.00 WIB = waktu istirahat pukul 14.00 WIB - 16.00 WIB = waktu kerja Sabtu : pukul 08.00 WIB – 12.00 WIB = waktu kerja
pukul 12.00 WIB – 13.00 WIB = waktu istirahat pukul 13.00 WIB – 15.00 WIB = waktu kerja
Jam kerja bagi karyawan produksi adalah 8 jam sehari dengan waktu istirahat 1 jam. Jam masuk untuk karyawan produksi bagian penerimaan bahan baku adalah pukul 07.00 WIB dan dapat berubah sesuai permintaan. Jam kerja di luar waktu yang ditentukan di atas, dihitung sebagai jam kerja lembur yang bertujuan untuk memenuhi peningkatan permintaan. Perhitungan besarnya upah lembur disesuaikan dengan ketentuan dan peraturan yang ditetapkan pemerintah.
2.3.3. Sistem Pengupahan dan Fasilitas Lainnya
PT. Toba Surimi Industries menerapkan sistem pencatatan waktu hadir dengan clock-card. Sistem pengupahan perusahaan berpedoman pada clock-card
tersebut, apabila clock-card tersebut rusak maka pencatatan dilakukan secara manual yang dicatat oleh bagian satpam.
keselamatan kerja, dan kesejahteraan karyawan. Lingkungan kerja yang baik dan adanya jaminan kesehatan dan kesejahteraan bagi karyawan dapat memberikan suatu dorongan dan gairah kerja bagi setiap karyawan.
Sistem pengupahan atau kompensasi karyawan di PT. Toba Surimi Industries dapat dibedakan atas:
- Gaji bulanan diberikan kepada direktur, manajer, kepala bagian, dan staf yang besarnya tetap setiap bulan sesuai dengan bidangnya masing-masing.
- Upah diberikan kepada karyawan produksi per dua minggu. - Upah diberikan kepada karyawan produksi borongan per minggu.
Selain gaji atau upah pokok, perusahaan juga memberikan upah lembur kepada karyawan yang bekerja di atas waktu kerja normal.
Cara perhitungan upah lembur adalah sebagai berikut: 1. Untuk hari biasa.
a. Perhitungan upah lembur untuk satu jam pertama adalah 1½ (satu setengah) x upah per jam.
b. Perhitungan upah lembur untuk dua jam berikutnya adalah 2 (dua) x upah per jam.
c. Upah per jam adalah 1/160 2. Untuk hari besar atau hari libur
x upah per bulan.
Perhitungan upah lembur untuk karyawan yang bekerja pada hari besar atau libur (Minggu) adalah 2 (dua) x upah per hari kerja biasa.
1. Tunjangan Hari Raya (THR)
Besarnya THR ini adalah tambahan satu bulan gaji untuk karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan Kesehatan
Tunjangan kesehatan diberikan kepada karyawan yang mempunyai masa kerja lebih dari dua tahun. Fasilitas ini diberikan jika ada surat keterangan dokter. 3. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
JAMSOSTEK merupakan suatu bentuk asuransi kecelakaan kerja yang dibuat oleh pemerintah untuk melindungi tenaga kerja. Perusahaan memberikan fasilitas ini kepada karyawannya meski angka kecelakaan kerja sangat kecil. 4. Cuti tahunan.
Perusahaan memberikan cuti sebanyak 12 (dua belas) hari kerja per tahun kepada para karyawannya. Permohonan cuti tenaga kerja diatur dengan peraturan perusahaan, yang hanya mengijinkan 10 orang dari tenaga kerja cuti pada saat bersamaan. Pengaturan ini dimaksudkan agar kegiatan perusahaan dapat terus berjalan.
2.4. Proses Produksi
2.4.1. Bahan yang Digunakan
2.4.1.1. Bahan Baku
Bahan baku yang digunakan oleh PT. Toba Surimi Industries adalah rajungan kukus segar (fresh cooked crab). Pemesanan daging kepiting (crab meat)
terkadang dilakukan untuk memenuhi permintaan yang tinggi. Bahan baku diperoleh dari miniplant di daerah Tanjung Balai, Sialang Buah, Belawan, Pagurawan, Pantai Cermin, Tanjung Pura, Pangkalan Berandan, Pangkalan Susu, Langsa, dan Bangka.
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak jelas dibedakan atau tidak tampak pada produk akhir. Bahan ini secara tidak langsung mempengaruhi kualitas produk yang dihasilkan. Bahan penolong yang digunakan oleh PT. Toba Surimi Industries terdiri dari:
1. Es
Es digunakan untuk mempertahankan suhu bahan baku berupa rajungan kukus agar tetap di bawah 5°C sehingga kesegarannya terjaga. Selain itu, es juga digunakan pada proses pencongkelan (picking), penyortiran (sorting), dan pendinginan (cooling) untuk menghambat pertumbuhan bakteri patogen dalam daging rajungan selama proses tersebut berlangsung.
2. Klorin
juga digunakan untuk mensterilkan tangan dan kaki pekerja sebelum memasuki lantai produksi, serta mencuci peralatan kerja.
3. Air
Air digunakan dalam proses pasteurisasi dan pendinginan (cooling).
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produk untuk meningkatkan citra produk yang dihasilkan. Bahan tambahan yang digunakan oleh PT. Toba Surimi Industries antara lain:
1. Kaleng
Kaleng digunakan sebagai kemasan untuk daging rajungan yang telah diproses. Perusahaan mengimpor kaleng yang sudah dicetak (printed can) dari Thailand dengan standar mutu yang telah ditentukan oleh negara pengimpor. 2. Sodium Acid Pyroposphate
Sodium Acid Pyroposphate merupakan serbuk putih yang ditambahkan pada daging rajungan untuk menjaga struktur dan warna daging.
3. Karton
Karton digunakan untuk mengemas produk daging rajungan kalengan sebelum diekspor ke luar negeri. Satu karton dapat memuat 12 kaleng daging rajungan. Karton ini diperoleh dari pemasok lokal.
4. Tape isolasi
2.4.2. Standar Mutu Bahan/Produk
PT. Toba Surimi Industries telah menetapkan standar mutu terhadap bahan yang digunakan dan produk yang dihasilkan untuk dapat memberikan produk yang bermutu tinggi kepada konsumen. Penjelasan mengenai standar mutu bahan dapat dilihat sebagai berikut:
1. Rajungan kukus segar (fresh cooked crab)
Standar mutu untuk rajungan kukus segar antara lain: a. Warna oranye cerah dan memiliki aroma khas segar b. Tekstur bagus dan utuh
c. Suhu penyimpanan 5°C atau lebih rendah d. Berat minimum per ekor 30 gram
Warna, aroma, dan tekstur rajungan kukus segar yang masuk akan diperiksa secara visual oleh petugas quality control (Q.C.). Suhu diukur dengan termometer. Penimbangan berat dilakukan dengan timbangan Nagata. Berdasarkan beratnya, rajungan kukus segar dapat dikategorikan menjadi lima ukuran, antara lain:
2. Kaleng
Kaleng yang digunakan merupakan kaleng yang sudah dicetak (printed can). Standar mutu untuk kaleng antara lain:
a. Memiliki kondisi fisik yang bagus yaitu tidak penyok dan tidak berkarat b. Cetakan jelas
c. Ukuran 401 x 301 ½
d. Seam thickness 1,18 – 1,34 mm e. Seam length 2,87 – 3,12 mm f. Countersink depth 3,17 – 3,43 mm g. Cover hook length 1,93 – 2,18 mm h. Body hook length 2,03 – 2,29 mm
Pada saat penerimaan setiap pallet, petugas Q.C. memeriksa kondisi fisik dan cetakan yang terdapat pada kaleng. Pemeriksaan dilakukan secara visual.
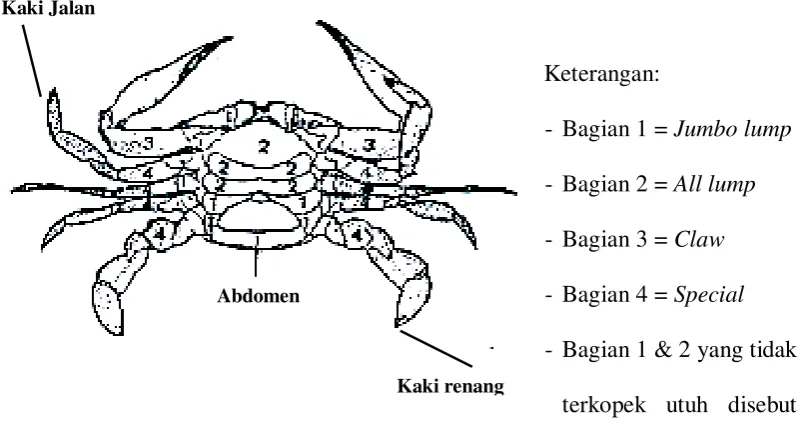
Keterangan:
- Bagian 1 = Jumbo lump
- Bagian 2 = All lump
- Bagian 3 = Claw
- Bagian 4 = Special
- Bagian 1 & 2 yang tidak terkopek utuh disebut
Backfin Abdomen
Kaki Jalan
[image:38.595.111.512.470.680.2]Produk yang dihasilkan oleh PT. Toba Surimi Industries adalah daging rajungan pasteurisasi (pasteurized crab meat) yang terdiri dari lima jenis yaitu
jumbo lump, all lump, backfin, claw, dan special. Klasifikasi daging rajungan ini dapat dilihat pada Gambar 2.2. Penjelasannya dapat dilihat pada Gambar 2.3., Gambar 2.4., Gambar 2.5., Gambar 2.6., dan Gambar 2.7..
1. Jumbo lump, merupakan daging dari dua ruas dada terakhir, dekat abdomen.
Gambar 2.3. Produk Jumbo Lump
2. All lump, merupakan daging dari ruas-ruas dada di depannya.
3. Backfin, merupakan bagian dari jumbo lump dan all lump yang tidak terkopek secara utuh.
Gambar 2.5. Produk Backfin
4. Claw, merupakan daging dari dua kaki capit.
5. Special, merupakan daging dari kaki jalan dan kaki renang.
Gambar 2.7. Produk Special
Standar mutu untuk kelima jenis daging rajungan yang dikalengkan dapat dibagi atas dua bagian antara lain:
1. Standar fisik, meliputi:
a. Kondisi kaleng yang bebas penyok, bebas karat, dan cetakannya jelas b. Berat kotor 543 – 546 gram
c. Berat bersih 454 – 455 gram 2. Standar mikrobiologi, meliput i:
a. Nilai Total Plate Count (TPC) berada di bawah 1 x 104
Angka Lempeng Total (Total Plate Count/TPC) menunjukkan jumlah mikroorganisme dalam suatu produk. Batas standar mutu yang ditetapkan oleh Departemen Kelautan dan Perikanan Republik Indonesia untuk produk hasil laut yang siap santap adalah memiliki nilai TPC dibawah 1 x 10
per gram
4
b. Tidak mengandung bakteri Eschericia coli
Coliform termasuk bakteri tidak berspora, berbentuk batang dan menghasilkan asam dan gas pada suhu 35°C. Coliform sering digunakan sebagai mikroorganisme indikator dalam pengawasan sanitasi.
c. Tidak mengandung bakteri Salmonella
Salmonella merupakan mikroorganisme yang sangat berbahaya pada makanan karena bakteri ini merupakan sumber penyakit bagi manusia. Suhu optimal bagi pertumbuhannya adalah 18 – 22 °C dan dapat dimatikan dengan proses pemasakan biasa ataupun pasteurisasi.
d. Tidak mengandung bakteri Vibrio
Vibrio marupakan bakteri berbentuk batang atau batang melengkung dan bersifat anaerob (dapat tumbuh pada lingkungan yang kadar oksigennya rendah) serta tumbuh baik pada suhu 42°C. Organisme ini dapat dimatikan dengan pemasakan maupun perlakuan panas lainnya.
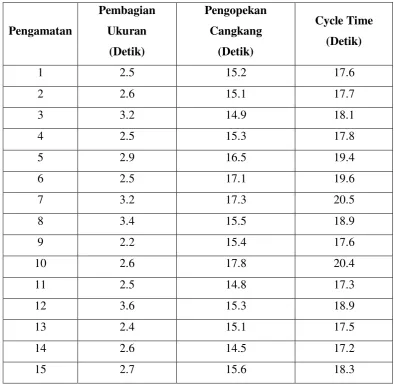
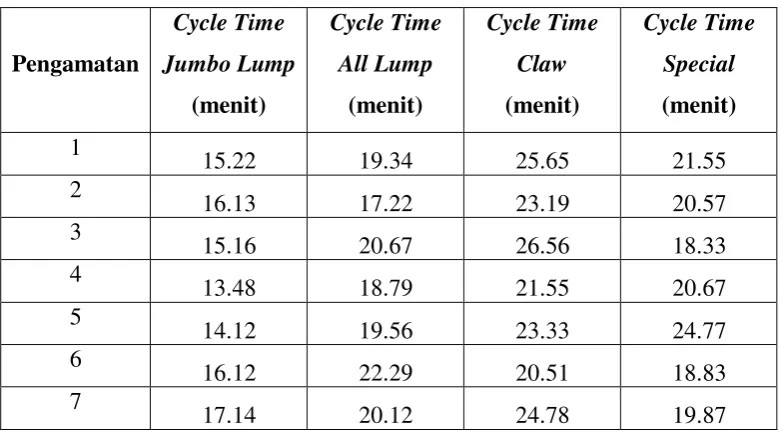
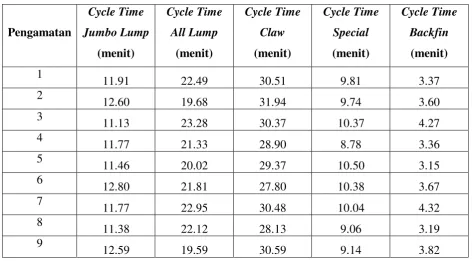
2.4.3. Uraian Proses Produksi
Proses pengalengan daging rajungan di PT. Toba Surimi Industries terdiri dari beberapa tahapan proses, antara lain:
1. Penerimaan bahan baku (receiving raw material) 2. Pencongkelan (picking)
3. Penyortiran (sorting)
6. Pasteurisasi (pasteurizing) 7. Pendinginan (cooling) 8. Pemberian kode (coding) 9. Pengepakan (packing)
10.Penyimpanan produk dalam suhu dingin (chilled storage) 11.Pemasukan produk ke dalam kontainer (stuffing)
Tahapan proses ini berlaku untuk kelima jenis daging rajungan yang dikalengkan yaitu jumbo lump, all lump, backfin, claw, dan special. Penjelasan mengenai kesepuluh tahapan proses pengalengan daging rajungan tersebut dapat dilihat sebagai berikut:
1. Penerimaan bahan baku (receiving raw material)
Rajungan kukus segar dari miniplant yang telah dimasukkan dalam fiber box
berisi es diangkut dengan truk ke pabrik. Rajungan kukus ini kemudian diperiksa oleh petugas Q.C. untuk memastikan apakah sudah sesuai dengan standar mutu yang telah ditetapkan perusahaan. Rajungan kukus yang tidak sesuai dengan spesifikasi perusahaan dibawa ke tempat penampungan untuk dikembalikan pada supplier. Rajungan kemudian dipisah sesuai ukurannya kemudian dibuang cangkang dan insang.
2. Pencongkelan (picking)
dipertahankan dengan meletakkan daging yang telah dicongkel di atas basket
yang di bawahnya terdapat es. Es tidak kontak langsung dengan bahan. 3. Penyortiran (sorting)
Proses penyortiran ini bertujuan untuk membuang sisa-sisa kulit yang menempel dan memisahkan daging rajungan yang tidak terkopek secara utuh ke bagian backfin. Pembuangan sisa-sisa kulit dilakukan secara manual. Penyortiran daging rajungan dilakukan secepat mungkin dengan waktu sortir diusahakan tidak lebih dari satu jam dan dengan sanitasi yang baik sehingga perkembangan bakteri dapat ditekan. Suhu dingin dipertahankan dengan meletakkan daging rajungan yang telah disortir di atas basket yang di bawahnya terdapat es.
4. Pengisian dan penimbangan (filling and weighing)
Daging rajungan yang telah disortir menurut jenisnya kemudian dilanjutkan ke bagian pengisian dan penimbangan. Dilakukan penambahan food additive
berupa sodium acid pyroposphate sebesar 0,1 – 0,25 %. Kaleng yang telah diisi dengan daging rajungan akan ditimbang seberat 543 – 546 gram (berat kotor) dengan timbangan digital. Dalam hal ini, ukuran kaleng yang sama digunakan untuk kelima jenis daging rajungan. Perbedaannya terletak pada label kaleng yang disesuaikan dengan jenis daging dan negara pengimpor. 5. Penutupan kaleng (seaming)
dengan uap bersuhu 100°C selama 10 detik. Uap panas akan ditiupkan pada bagian atas kaleng sehingga menghilangkan udara di dalam kaleng. Hal ini bertujuan untuk menciptakan keadaan vakum dalam kaleng setelah kaleng ditutup. Penutupan kaleng dilakukan dengan menggunakan mesin seamer. Pemeriksaan secara visual terhadap hasil seaming dilakukan setiap 15 menit sekali.
6. Pasteurisasi (pasteurizing)
Kaleng yang telah ditutup akan dilanjutkan ke proses pasteurisasi. Proses ini bertujuan untuk membunuh bakteri patogen yang masih terdapat dalam produk. Proses pasteurisasi menggunakan empat tangki cooking pemanas dengan masing-masing tangki dapat menampung sembilan fish basket dan masing-masing fish basket dapat memuat 45 kaleng. Dengan demikian, jumlah kaleng yang dapat dimasukkan ke dalam satu tangki cooking pemanas adalah 405 kaleng. Pasteurisasi dilakukan pada suhu 88°C selama 125 menit per tangki.
7. Pendinginan (cooling)
Setelah proses pasteurisasi selesai, fish basket yang terdapat dalam tangki
cooking pemanas akan diangkat dan dimasukkan ke dalam tangki cooking
pendingin sehingga mengalami proses pendinginan. Di dalam tangki cooking
8. Pemberian kode (coding)
Pemberian kode dilakukan di dalam ruang pengepakan (packing) dengan menggunakan mesin inject printer. Kode yang dicetak pada kaleng terdiri atas dua baris. Baris pertama adalah tanggal produksi dan baris kedua adalah tanggal kadaluwarsa produk.
9. Pengepakan (packing)
Di dalam ruang pengepakan, pemasukan produk ke dalam karton dilakukan dengan hati-hati dan teliti untuk mencegah munculnya kesalahan dalam memasukkan produk. Kesalahan ini bisa terjadi karena jenis daging rajungan yang sama mempunyai label yang berbeda-beda tergantung pada negara pengimpornya. Setelah produk dimasukkan ke dalam karton, karton tersebut akan dibawa ke ruang dingin pertama (ante room) yang bersuhu 1 – 3°C. Kemudian petugas Q.C. datang untuk mengambil sampel dan memeriksa kandungan bakteri dalam produk di laboratorium. Apabila sudah memenuhi standar mutu yang telah ditetapkan perusahaan, karton tersebut akan ditutup dengan tape isolasi. Dilakukan pemeriksaan label sebelum karton ditutup. 10.Penyimpanan produk dalam suhu dingin (chilled storage)
FIFO (First In First Out) sebab produk daging rajungan hanya memiliki daya tahan satu tahun.
11. Pemasukan produk kedalam kontainer (stuffing)
Dilakukan pemeriksaan kondisi kontainer. Kontainer dicuci dan kemudian diset suhunya pada 0,5 – 1°C . Stuffing dilakukan secara hati-hati dan secepat mungkin.
FILLING AND WEIGHING SORTING
PICKING
RECEIVING RAW MATERIAL
CHILLED STORAGE PACKING
CODING COOLING PASTEURIZING
SEAMING
STUFFING CRAB MEAT
- CAN - SODIUM ACID
[image:48.595.170.493.107.677.2]CARTON
2.4.4. Mesin dan Peralatan
2.4.4.1. Mesin Produksi
Mesin produksi yang digunakan oleh PT. Toba Surimi Industries untuk mendukung kegiatan produksinya dapat dilihat pada Tabel 2.2.
Tabel 2.2. Mesin Produksi
No Nama Spesifikasi Fungsi
1 Mesin seamer Kode no. : STP 042 Merek : Seamer 06 F Ukuran :
Min./max. can dia. : 1,6 / 8,4 in. 1200 x 800 x 1050 mm
Kecepatan : 30 kaleng/menit
Power : 2 HP, 220 V, 50 Hz Buatan : Thailand
Jumlah : 1 unit Cos φ : 0,85
Memasangkan tutup kaleng pada badan kaleng
2 Mesin inject printer
Kode no. : MY-380F Merek : Hualian
Ukuran : 500 x 450 x 260 mm
Letters number : two line 30 number Printing speed : 60 kali/menit
Power : 200 W, 220 V, 50 Hz Buatan : Cina
Jumlah : 1 unit
Cos φ : 0,85
Mencetak kode produksi dan tanggal kadaluarsa pada kaleng
2.4.4.2. Peralatan (Equipment)
Peralatan yang digunakan oleh PT. Toba Surimi Industries untuk mendukung kegiatan produksinya dapat dilihat pada Tabel 2.3.
Tabel 2.3. Peralatan Produksi
No Nama Spesifikasi Fungsi
1 Timbangan Nagata Kode no. : LCS-3000 Kapasitas : 3 kg dan 6 kg
Menimbang rajungan kukus yang masuk ke pabrik
2 Timbangan elektro (digital)
Kode no. : DS 530 SGA Kapasitas : 2,5 kg
Menimbang kaleng yang telah diisi dengan daging rajungan
3 Timbangan duduk Merek : Dacin Kapasitas : 50 kg
Menimbang kulit rajungan yang akan diekspor ke luar negeri.
4 Tempat cuci basket Ukuran : P. 9 m x L. 2m x T. 0,6m
Sebagai tempat untuk mencuci basket yang telah selesai digunakan.
5 Meja fish
processing polos
Ukuran : P. 2,5m x L. m ; P. 4m x L. 1m
Sebagai tempat meletakkan rajungan kukus yang masuk ke pabrik, serta sebagai tempat melakukan proses penyortiran.
6 Meja fish
processing
Ukuran : P. 4m x L. 1,5m Sebagai tempat melakukan proses pencongkelan dan pengisian dan penimbangan 7 Box cucian kaleng Ukuran : P. 7m x L. 1.5m x
T. 0,6m
Tabel 2.3. Peralatan Produksi (Lanjutan)
No Nama Spesifikasi Fungsi
8 Fish basket Ukuran : L. 0,4m x P. 0,5m x T. 0,4m
Menampung kaleng berisi daging rajungan yang akan dimasukkan ke dalam tangki
cooking pemanas dan tangki
cooking pendingin 9 Tangki cooking
pemanas
Jumlah : 4 unit
Ukuran : P. 2m x L. 1m x T. 1,5m
Sebagai tempat melakukan proses pasteurisasi.
10 Tangki cooking
pendingin
Jumlah : 4 unit
Ukuran : P. 2m x L. 1m x T. 1,5m
Sebagai tempat melakukan proses pendinginan
11 Temperature Recorder
Controller
Kode no. RPO Series 33 Mengukur dan mencatat suhu di dalam tangki cooking
pemanas dan tangki cooking
pendingin 12 Termometer
Mercury in Glass
(MIG)
Merek : IMGlass Mengukur suhu di dalam tangki cooking pemanas dan tangki cooking pendingin
Utilitas merupakan sarana penunjang bagi unit-unit lain dalam suatu pabrik. Utilitas yang dimiliki oleh PT. Toba Surimi Industries untuk mendukung kegiatan operasional antara lain:
1. Listrik
peralatan produksi. Selain itu, perusahaan juga menggunakan dua generator yang berdaya 250 KVA sebagai cadangan jika terjadi pemadaman listrik dari PLN. 2. Air bersih
Perusahaan mendapat suplai air bersih dari Perusahaan Daerah Air Minum (PDAM). Air digunakan pada proses pasteurisasi dan proses pendinginan. Selain itu, air juga digunakan untuk sanitasi lantai dan membersihkan alat-alat yang digunakan pada proses produksi.
3. Boiler
Perusahaan mengoperasikan boiler untuk memenuhi kebutuhan uap selama proses produksi. Uap digunakan untuk memanaskan kaleng berisi daging rajungan sebelum ditutup dengan mesin seamer dan memanaskan air dalam tangki
cooking pemanas pada proses pasteurisasi. 4. Gudang
Perusahaan memiliki tiga gudang untuk menunjang kegiatan produksinya, antara lain:
a. Gudang bahan, berfungsi untuk menyimpan bahan-bahan lain yang digunakan dalam proses pengolahan dan pengalengan daging rajungan seperti fiber box,
kaleng kosong, karton, tape isolasi, dan klorin.
b. Ante room, berfungsi sebagai tempat menyimpan produk untuk sementara waktu sebelum dikemas.
III-1
BAB III
TINJAUAN PUSTAKA
3.1. Sejarah Lean Manufacturing
Persaingan dan permintaan konsumen mendorong adanya evolusi industri.
Perusahaan berusaha mencapai sistem produksi yang lebih baik, cepat, murah dan
fleksibel. Perubahan ini dapat dipecah menjadi beberapa periode evolusi produksi
yang lebih spesifik, yaitu: pengrajin (craft production), sistem produksi massal
(mass production) dan sistem produksi lean (lean production)1
Sistem produksi pengrajin menggunakan pekerja yang memiliki tingkat
keterampilan tinggi dan menggunakan alat yang sederhana tapi fleksibel untuk
menbuat produk yang sesuai dengan permintaan pelanggan. Kelemahannya adalah
untuk memproduksi produk yang khusus tersebut membutuhkan biaya yang
sangat besar. Setelah revolusi industri dengan ditemukannya mesin uap tahun
1769 maka mulai dikembangkan sistem produksi massal. Sistem produksi massal
menggunakan pekerja dengan tingkat keahlian yang rendah untuk merancang
produk dengan menggunakan single purpose machines yang mahal. Sistem ini
pertama kali dikembangkan oleh Ford, sebuah produsen mobil di Amerika Serikat
yang membuat sejumlah model yang terbatas dalam kuantitas yang sangat besar.
Inilah sebabnya mengapa semua mobil Ford model T pada mulanya berwarna
hitam. Pada sistem produks i massal dilakukan standardisasi sehingga volume .
1
III-2
produksi yang tinggi dapat diproduksi dengan biaya yang rendah, tapi hal ini
menyebabkan variasi produk yang rendah. Bagi pekerja hal ini berarti proses
produksi merupakan kegiatan yang monoton dan tidak inspiratif.
Pada tahun 1930-an, pemimpin dari Toyota Motor Company, mengunjungi
pabrik Ford dan melakukan studi tentang sistem produksi massal di pabrik Ford
tersebut dalam rangka meningkatkan sistem produksinya. Sistem produksi massal
yang dilakukan oleh Ford hanya dapat dilakukan untuk volume produksi yang
besar dan memiliki variasi produk yang terbatas. Jadi sistem produksi ini bukan
hanya tidak fleksibel tapi juga sulit untuk beradaptasi dengan situasi yang ada.
Pada saat itu, Jepang hanya memiliki pasar yang kecil untuk mobil dibandingkan
dengan pasar Amerika Serikat. Pasar yang kecil berarti volume produksi yang
diperlukan untuk memenuhi pesanan pelanggan juga kecil.
Pada tahun 1950, para pemimpin Toyota melakukan kunjungan studi ke
beberapa perusahaan manufaktur di AS dan mereka berharap akan kagum dengan
kemajuan manufaktur AS. Akan tetapi para pemimpin itu merasa terkejut bahwa
perkembangan sistem produksi massal di AS tidak banyak berubah sejak tahun
1930-an. Bahkan mereka menemukan banyak sekali kekurangan di sistem
produksi tersebut. Para pemimpin melihat sistem akuntansi tradisional yang
menghargai manajer yang memproduksi produk berlebih, proses produksi yang
tidak mengalir secara merata, sehingga barang cacat yang tersembunyi dalam
batch besar ini mungkin tidak akan ditemukan selama berminggu-minggu.
III-3
gudang, sehingga Toyota melihat adanya kesempatan untuk mengejar perusahaan
AS.
Taiichii Ohno yang mendapat tugas dari Toyota untuk mengembangkan
sistem untuk meningkatkan produktivitas di perusahaan, akhirnya menemukan
bahwa yang perlu dikuasai oleh Toyota adalah proses produksi yang mengalir
secara kontinu. Contoh terbaik yang ada pada saat itu adalah jalur perakitan
bergerak milik Ford. Dengan menggunakan prinsip manajemen ilmiah yang
dipelopori oleh Frederick Taylor, Ford juga bergantung pada studi tentang time
studies, tugas pekerja yang sangat terspesialisasi, dan pemisahan antara
perencanaan yang dilakukan oleh para insiniyur dan pelaksanaan oleh para
pekerja. Dalam bukunya, Ford menekankan pentingnya menciptakan aliran
material yang tidak terputus sepanjang proses, menstandarisasikan proses, dan
menghilangkan pemborosan. Namun sementara ia mengkotbahkan hal itu,
perusahaannya tidak selalu mempraktekkannya. Hal inilah yang membantu
Toyota menghasilkan suatu penemuan penting, yakni sistem yang berorientasi
terhadap proses, saat ini dikenal sebagai Toyota Production System (TPS) atau
Lean Manufacturing2
Agar dapat bersaing dalam persaingan pasar yang ketat saat ini, maka
perusahaan manufaktur di Amerika akhirnya menyadari bahwa konsep tradisional
dari mass production harus diadaptasi kedalam ide-ide baru Lean Manufacturing.
Studi yang dilakukan di Massachusetts Institute of Technology mengenai . Ide dasar dari sistem ini adalah bagaimana meminimasi
penggunaan sumber daya yang tidak memberikan nilai tambah bagi produk.
2
III-4
pergerakan dari mass production menuju sistem Lean Manufacturing, seperti yang
dijelaskan dalam buku “The Machine That Changed the World” (Womack et al.,
1991) memperkenalkan lean production sebagai suatu istilah yang telah
digunakan Toyota berfokus pada pengurangan lead time dengan pengurangan
waste pada setiap tahapan proses untuk mendapatkan kualitas terbaik dengan
biaya rendah.
3.2. Konsep Lean Manufacturing
Ohno (1997) seperti yang dikutip oleh Abdullah (2003) menjelaskan
bahwa ide dasar dibalik sistem Lean Manufacturing, yang telah dipraktekkan
selama bertahun-tahun di Jepang, mencakup eliminasi pemborosan, pengurangan
biaya serta peningkatan kemampuan pekerja. Filosofi Jepang dalam menjalankan
bisnis sangatlah berbeda dengan filosofi yang telah lama diterapkan di Amerika.
Kepercayaan tradisional Barat beranggapan bahwa satu-satunya cara untuk
memperoleh keuntungan adalah dengan menambahkan keuntungan itu kedalam
ongkos manufaktur agar dapat menaikkan harga jual seperti yang diinginkan.
Sebaliknya pendekatan cara Jepang percaya bahwa konsumen merupakan
generator harga jual. Semakin banyak kualitas yang dibangun kedalam suatu
produk dan semakin banyak jasa yang ditawarkan, maka semakin besar juga harga
yang rela dibayar oleh konsumen. Perbedaan antara biaya produk dan harga inilah
yang disebut sebagai profit. Ilmu Lean Manufacturing adalah bekerja dalam setiap
III-5
mengurangi biaya, meningkatkan output, dan pengurangan lead time produksi
agar dapat terus bersaing dalam pertumbuhan pasar global.
Konsep dasar dalam lean manufacturing3
2. Continuous flow
dapat diringkas sebagai berikut:
1. Pendefenisian waste (pemborosan)
Dari seluruh aktivitas untuk menghasilkan produk dari tahap awal hingga
akhir dapat dikategorikan atas value added (yang memberikan nilai tambah)
dan non-value added (tidak memberikan nilai tambah). Setiap proses yang
non-value added dari sudut pandang konsumen harus dieliminasi.
2. Standarisasi proses
Lean menuntut adanya implementasi dari panduan produksi yang rinci,
disebut sebagai standarisasi kerja. Ini mengeliminasi variasi pekerja dalam
melakukan pekerjaannya.
Lean bertujuan mengimplementasikan aliran produksi kontiniu, bebas dari
bottlenecks, interruption, or waiting. Bila hal ini berhasil diimplementasikan
maka waktu siklus produksi dapat dikurangi hingga 90%.
3. Pull production
Disebut juga Just-in-Time (JIT) yang bertujuan memproduksi produk yang
dibutuhkan dan pada waktu dibutuhkan.
4. Quality at the source
Lean bertujuan mengeliminasi sumber kecacatan dan pemeriksaan kualitas
dilakukan pekerja pada lini proses produksi.
3
III-6
5. Continuous Improvement
Lean ditujukan mencapai kesempurnaan dengan perbaikan bertahap untuk
mengeliminasi pemborosan secara terus menerus. Hal ini memerlukan
keterlibatan tinggi dari pekerja.
3.3. Jenis-jenis Pemborosan
Lean berfokus pada peniadaan atau pengurangan pemborosan (atau
“muda”, bahasa Jepang untuk pemborosan) dan juga peningkatan atau
pemanfaatan secara total aktivitas yang akan meningkatkan nilai ditinjau dari
sudut pandang konsumen4
Semua kegiatan yang menciptakan nilai bagi produk harus tetap berada
dalam proses. Setiap kegiatan berada di luar value added time sepanjang value
stream adalah termasuk non value added time. Kegiatan yang tidak dapat . Dari sudut pandang konsumen, nilai sama artinya
dengan segala sesuatu yang ingin dibayar oleh konsumen untuk suatu produk atau
jasa. Semua kegiatan tersebut dapat dikategorikan sebagai berikut:
a. Menciptakan nilai bagi produk (Value added activities) adalah aktivitas yang
mentransformasi material atau informasi yang diinginkan dari sudut pandang
konsumen.
b. Tidak dapat menciptakan nilai, tapi tidak dapat dihindari dengan teknologi dan
asset yang sekarang dimiliki dan dibutuhkan untuk mengtransformasi material
menjadi produk (Necessary non value added activities)
III-7
menciptakan nilai tapi tidak dapat dihindarkan (Necessary non value added
activities), pada awalnya harus dapat diperiksa dan kemudian harus dihilangkan
bila sudah memungkinkan. Kegiatan berjalan mengambil part dan memindahkan
tools dari satu operator ke operator lain merupakan contoh kegiatan penting tetapi
tidak memberikan nilai tambah. Pada saat suatu kegiatan tidak dapat menciptakan
nilai (Non value added activities) maka kegiatan tersebut harus dihilangkan.
Waktu menunggu dan pengangkutan yang repetitive merupakan contoh kegiatan
yang tidak bernilai tambah. Jenis kegiatan seperti ini dalam bahasa Jepang disebut
muda.
Toyota telah mengidentifikasikan tujuh jenis pemborosan yang tidak
menambah nilai dalam proses bisnis atau manufaktur5
1. Produksi yang berlebih (overproduction)
. Pemborosan tersebut dapat
terjadi baik dalam pabrik maupun gudang. Walaupun tiap pabrik menghasilkan
produk yang berbeda, akan tetapi jenis pemborosan yang terdapat dalam
lingkungan industri manufaktur relatif sama. Ketujuh jenis pemborosan tersebut
adalah:
Kriteria overproduction adalah:
a. Memproduksi sesuatu lebih awal dari yang dibutuhkan
b. Memproduksi dalam jumlah yang lebih besar dari pada yang dibutuhkan
oleh pelanggan.
Memproduksi lebih awal atau lebih cepat dari yang dibutuhkan pelanggan
menciptakan pemborosan lain seperti biaya kelebihan tenaga kerja,
5
III-8
penyimpanan dan transportasi karena persediaan berlebih. Persediaan dapat
berupa fisik atau antrian informasi.
2. Waktu menunggu (waiting time)
Kriteria waktu menunggu adalah:
a. Pekerja hanya mengamati mesin otomatis yang sedang berjalan
b. Pekerja berdiri menunggu tahap selanjutnya dari proses baik menunggu
alat, pasokan, komponen dan lain sebagainya, atau menganggur karena
kehabisan material, keterlambatan proses, kerusakan mesin dan bottleneck.
c. Waktu menunggi informasi
d. Material yang keluar dari satu proses dan tidak langsung dikerjakan di
proses selanjutnya
3. Transportasi (transportation)
Kriteria transportasi adalah:
a. Memindahkan barang dalam proses (WIP) dari satu tempat ke tempat yang
lain dalam satu proses, bahkan jika hanya dalam jarak dekat.
b. Menciptakan angkutan yang tidak efisien.
c. Pemindahan yang repetitif dan menempuh jarak jauh.
4. Proses yang berlebih (processing)
Kriteria proses berlebih adalah:
a. Melakukan langkah yang tidak diperlukan untuk memproses komponen.
b. Melaksanakan pemrosesan yang tidak efisien karena alat dan rancangan
III-9
5. Persediaan berlebih (inventory)
Salah satu kriteria persediaan berlebih adalah persediaan yang dapat
meningkatkan resiko barang kadaluarsa, barang rusak. Menurut Toyota
persediaan adalah pemborosan. Bahan baku, barang dalam proses atau barang
jadi yang berlebih menyebabkan lead time yang panjang, peningkatan biaya
pengangkutandan penyimpanan, serta keterlambatan. Persediaan berlebih juga
menyembunyikanmasalah seperti ketidakseimbangan produksi, keterlambatan
pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang
panjang.
6. Gerakan yang tidak perlu (motion)
Kriteria gerakan yang tidak perlu adalah:
a. Gerakan tersebut tidak memberikan nilai tambah bagi produk seperti
mencari, memilih atau menumpuk komponen, alat dan lain sebagainya.
b. Berjalan juga merupakan pemborosan.
7. Produk cacat (product defect)
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan
atau pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi
berarti tambahan penanganan, waktu, dan upaya yang sia-sia.
3.4. Metode yang Digunakan dalam Lean Manufacturing
Perusahaan dapat memilih metode sesuai dengan kebutuhan dan tujuan
III-10
metode yang dapat digunakan untuk menerapkan lean manufacturing adalah
sebagai berikut6
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis
pemborosan di sepanjang value stream dan untuk mengambil langkah dalam
upaya mengeliminasi pemborosan tersebut. Mengambil langkah ditinjau dari segi
value stream berarti bekerja dalam satu lingkup gambar yang besar (bukan
proses-proses individual), dan memperbaiki keseluruhan aliran dan bukan hanya
mengoptimalkan aliran secara sepotong-sepotong .
3.4.1. Value Stream Mapping
Value Stream adalah sekumpulan dari seluruh kegiatan yang didalamya
terdapat kegiatan yang memberikan nilai tambah juga yang tidak memberikan
nilai tambah yang dibutuhkan untuk membawa produk maupun satu grup produk
dari sumber yang sama untuk melewati aliran-aliran utama, mulai dari raw
material hingga sampai ke tangan konsumen. Kegiatan-kegiatan ini merupakan
bagian dari keseluruhan proses supply chain yang mencakup aliran informasi dan
aliran operasi, sebagai inti dari setiap proses lean yang berhasil. Value Stream
Mapping merupakan suatu alat perbaikan (tool) dalam perusahaan yang digunakan
untuk membantu memvisualisasikan proses produksi secara menyeluruh, yang
merepresentasikan baik aliran material juga aliran informasi.
7
. Hal ini memunculkan suatu
III-11
mampu memfasilitasi keputusan yang lebih matang dalam memperbaiki value
stream.
Value stream mapping dapat menyajikan suatu titik balik yang optimal
bagi setiap perusahaan yang ingin menjadi lean. Rother dan Shock (1999) seperti
yang dikutip oleh Abdullah (2003), menyimpulkan keuntungan-keuntungan yang
diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut:
1. Untuk membantu perusahaan memvisualisasikan lebih dari sekedar level
proses tunggal (misalnya: proses perakitan dan juga pengelasan) dalam
produksi. Dengan demikian akan terlihat jelas seluruh aliran.
2. Pemetaan membantu perusahaan tidak hanya melihat pemborosan yang
ada tetapi juga sumber penyebab pemborosan yang terdapat dalam value
stream.
3. Value stream menggabungkan antara konsep lean dan teknik yang dapat
membantu perusahaan untuk menghindari pemilihan teknik dan konsep
yang asal-asalan.
4. Sebagai dasar dari rencana implementasi. Dengan membantu perusahaan
merancang bagaimana keseluruhan aliran yang door-to-door, diharapkan
konsep lean ini dapat mengoperasikan bagian yang hilang dalam banyak
upaya me-lean-kan suatu value stream map menjadi blueprint dalam
mengimplementasikan proses yang lean.
Dua langkah utama dalam pemetaan Value Stream Mapping, yaitu:
a. Pembuatan Current State Map untuk memetakan kondisi di lantai pabrik saat
III-12
b. Pembuatan Future State Map sebagai usulan rancangan perbaikan dari
Current State Map yang ada.
3.4.1.1. Current State Map
Petunjuk pembuatan current state map adalah sebagai berikut8
Tahap ini merupakan tahap awal dalam menggambar Current State Map.
Setelah mengetahui konsep yang benar tentang Lean, maka pada tahap ini
perlu ditentukan produk yang akan dijadikan model line sebagai target
perbaikannya. Tujuan pemilihan model-line adalah agar penggambaran sistem
fokus pada satu produk saja yang bisa dianggap sebagai acuan dan
representasi dari sistem produksi yang ada. Mengidentifikasi suatu family
product dapat dilakukan baik dengan menggunakan produk dan matriks proses
untuk mengklasifikasikan langkah proses yang sama untuk produk yang
berbeda. Untuk menentukan famili produk mana yang akan dipetakan
tergantung keputusan perusahaan yang dapat ditentukan dari pandangan bisnis
seperti tingkat penjualan, atau menurut fokus perusahaan
:
1. Penentuan Family Product yang akan dijadikan sebagai Model Line
9
Untuk meluhat value-stream suatu produk secara keseluruhan tentunya
perusahaan perlu dilihat sebagai satu kesatuan yang utuh, sehingga
batasan-batasan organisasi dalam perusahaan perlu diterobos. Karena pada dasarnya
perusahaan cenderung terorganisir untuk setiap departemen (proses) dan .
III-13
terbatas pada fungsinya masing-masing. Sehingga biasanya orang hanya
bertanggungjawab pada apa yang menjadi bagiannya (pada areanya saja) tanpa
perlu mengetahui proses secara keseluruhan menurut sudut pandang
value-stream. Oleh karena itu dalam memetakan value-stream agar nantinya dapat
dibuat suatu usulan perancangan, diperlukan seorang Value-stream Manager
yakni orang yang paham mengenai proses keseluruhan dalam value-stream
suatu produk sehingga dapat membantu dalam memberikan saran bagi
perbaikan value-stream produk tersebut.
3. Pembuatan Peta Untuk Setiap Kategori Proses (Door-to-Door Flow) di
Sepanjang Value-stream
Keadaan sebenarnya di lapangan diperoleh saat penggambar berjalan di
sepanjang proses aktual value stream dari proses produksi yang aktual.
Melakukan pengamatan mendetail untuk setiap kategori proses. Untuk setiap
proses, maka seluruh informasi kritis termasuk lead time, cycle time,
changeover time, uptime, EPE (ukuran batch produksi), jumlah operator dan
waktu kerja (sudah dikurangi dengan waktu istirahat), level inventory, dll
perlu didokumentasikan. Yang semuanya akan dimasukkan dalam suatu data
box untuk masing-masing proses. Level inventory pada peta seharusnya
disesuaikan dengan level pada waktu pemetaan aktual dan bukan berdasarkan
rataan karena penting untuk menggunakan gambar aktual daripada rata-rata
historis yang disediakan oleh perusahaan.
Untuk setiap pembuatan data box, maka ukuran-ukuran yang diperlukan
III-14
a. Cycle Time (C/T)
Cycle time (C/T) merupakan salah satu ukuran penting yang
dibutuhkan dalam kegiatan Lean selain Value-creating time (VCT) dan
Lead time (L/T). Cycle time menyatakan waktu yang dibutuhkan oleh
satu operator untuk menyelesaikan seluruh elemen/kegiatan kerja
dalam membuat satu part sebelum mengulangi kegiatan untuk
membuat part berikutnya. Value-creating time (VCT) menyatakan
waktu keseluruhan elemen kerja yang biasa mentransformasikan suatu
produk dalam cara yang rela dibayar oleh konsumen. Lead time (L/T)
menyatakan waktu yang dibutuhkan untuk seluruh proses atau dalam
satu value stream, mulai dari awal hingga akhir proses.
Biasanya : VCT < C/T < L/T
b. Change-over Time (C/O)
Menyatakan waktu yang dibutuhkan untuk merubah posisi (switch)
dari memproduksi satu jenis produk menjadi produk yang lainnya.
Dalam hal ini biasanya changeover time menyatakan waktu untuk
memindahkan dari posisi kiri menjadi posisi kanan dalam pembuatan
satu produk simetris.
c. Uptime
Menyatakan kapasitas mesin yang digunakan dalam mengerjakan satu
proses. Kapasitas mesin bersifat on-demand machine uptime. Artinya
III-15
d. Jumlah Operator
Menyatakan jumlah orang yang dibutuhkan saat untuk satu proses.
e. Waktu Kerja
Waktu kerja yang dibutuhkan untuk tiap shift pada suatu proses
sesudah dikurangi dengan waktu istirahat (break), waktu rapat
(meeting), dan waktu membersihkan area kerja (cleanup times).
Lambang-lambang yang biasa digunakan dalam penggambaran aliran
[image:67.595.108.532.387.704.2]proses VSM pada tahap ini dapat dilihat pada Tabel 3.1.
Tabel 3.1. Lambang-Lambang yang Digunakan pada Peta Kategori
Proses
No. Nama Lambang Fungsi
1 Customer /
Supplier
Merepresentasikan Supplier bila diletakkan
di kiri atas, yakni sebagai titik awal yang
umum digunakan dalam penggambaran
aliran material. Sementara gambar akan
merepresentasikan Customer bila
ditempatkan di kanan atas, biasanya sebag